

Statistical Analysis and Optimization of the Experimental Results on Performance of Green Aluminum-7075 Hybrid Composites
 , , ,
, , ,
Abstract
:1. Introduction
2. Experimental Program
2.1. Design of Experiment (DoE)
2.2. A Brief on Composite Development and Examined Properties
3. Results and Statistical Analysis
3.1. Property Responses of Composites
3.2. Statistical Analysis of Experimental Outcome
3.2.1. Analysis of Variance (ANOVA)
3.2.2. Mathematical Models
3.3. Response Surface Analysis and Contour Plots
3.3.1. Assessment of Effect of the Interaction between Rice Husk Ash and Glass Powder (at 700 °C Constant Temperature) on Responses
3.3.2. Assessment of Effect of the Interaction between Rice Husk Ash and Temperature on Responses When Maintaining GP at 6% Constant Dosage
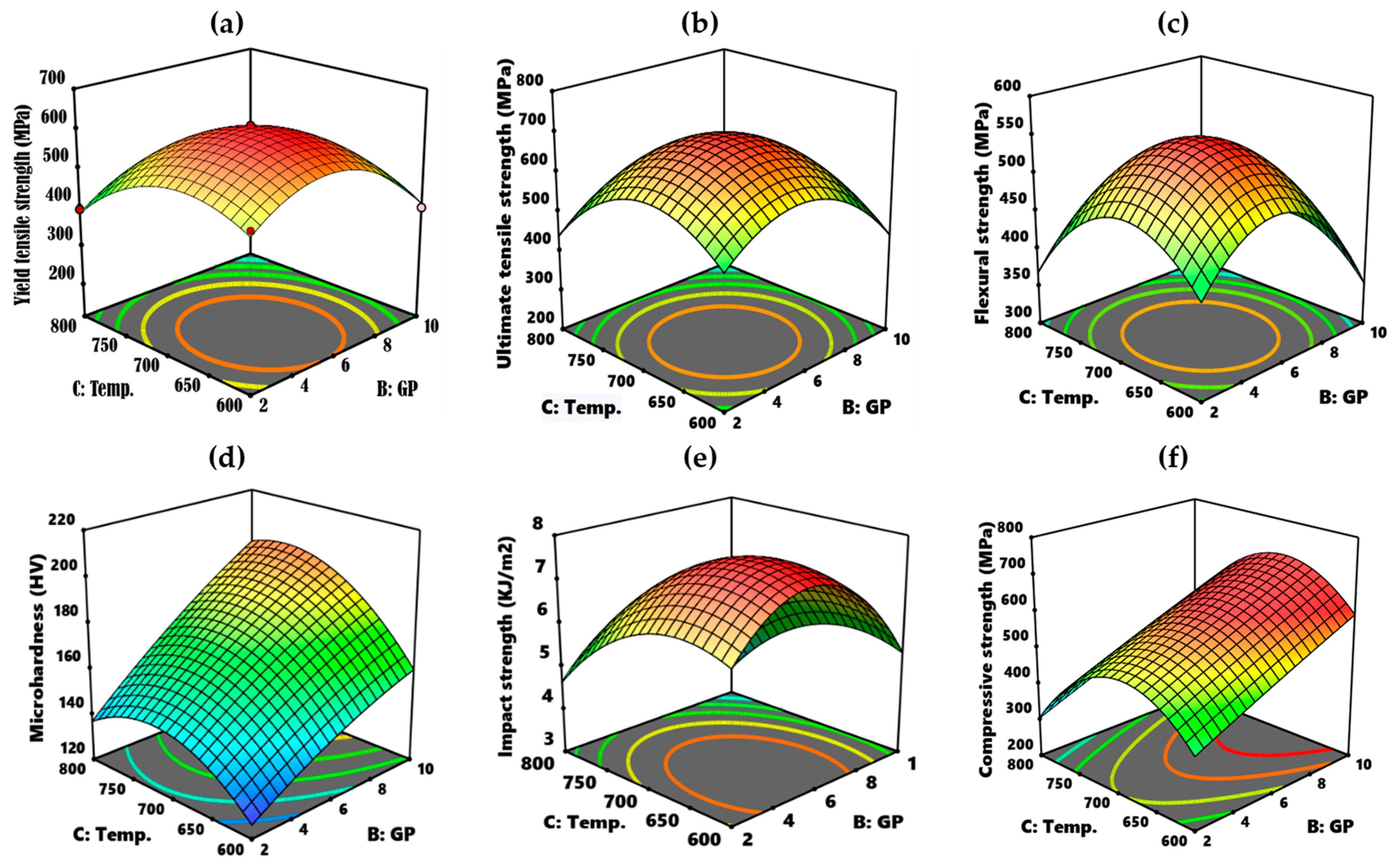
3.3.3. Assessment of Effect of the Interaction between Glass Powder and Temperature on Responses When Maintaining RHA at 7.5% Fixed Proportion
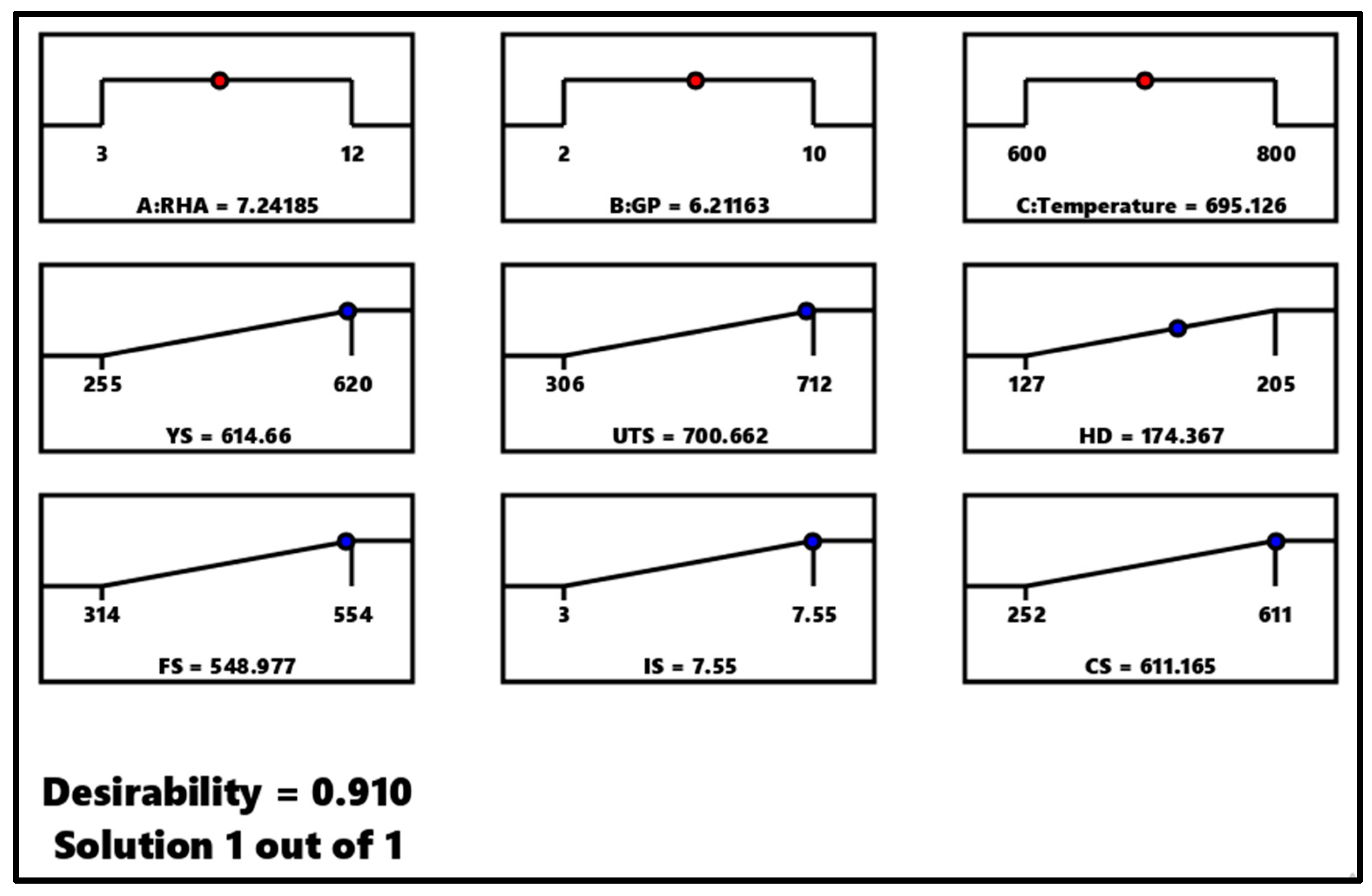
3.4. Optimization and Validation
4. Conclusions
- The results of the analysis of variance (ANOVA) showed that the three parameters, RHA proportion, GP dosage, and stirring temperature, had significant effects on yield, ultimate tensile, flexural, compressive and impact strengths, as well as microhardness. The probability value for each response was less than 0.05, indicating that the parameters’ effects were significant.
- It was determined that the model that had been built for each response parameter was statistically significant and appropriate for use in the prediction of the responses.
- The surface plots which present the relation between the response variables and the input variables revealed that the trend of the properties is dependent on the input variables.
- The optimal experimental conditions for the multi-response optimization are a temperature of 598.06 °C, 8.47 weight percent of GP, and 0.28 weight percent of RHA. The values that are projected are as follows: yield tensile strength of 614.66 MPa, ultimate tensile strength of 700.662 MPa, flexural strength of 548.977 MPa, microhardness of 174.367 Hv, impact strength of 7.55 KJ/m2, and compressive strength of 7.55 KJ/m2. The model was shown to be accurate when it was validated by an experiment that produced the results 603.4 MPa, 697.3 MPa, 556.1 MPa, 183 Hv, and 7.7 KJ/m2, and 598.3 MPa, correspondingly.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Selvam, P.; Sasikumar, R.; Natarajan, E. Superior material properties of hybrid filler reinforced aluminium MMC through double layer feeding technique adopted in bottom tapping stir casting. High Temp. Mater. Process. 2018, 22, 249–258. [Google Scholar] [CrossRef]
- Fanani, E.W.A.; Surojo, E.; Prabowo, A.R.; Akbar, H.I. Recent progress in hybrid aluminium composite manufacturing and application. Metals 2021, 11, 1919. [Google Scholar] [CrossRef]
- Ahmad, A.; Lajis, M.A.; Yusuf, N.K.; Rahim, S.N.A. Statistical optimization by the response surface methodology of direct recycled aluminium-alumina metal matrix composite (MMC-ALR) employing the metal forming process. Processes 2020, 8, 805. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimasauskiene, R.; Bretotean, C.P. A study of advancement in application opportunity of aluminium metal matrix composites. Mater. Today Proc. 2020, 26, 2419–2424. [Google Scholar] [CrossRef]
- Johnu, J.S.; Venkatesan, K.; Kuppan, P.; Ramanujam, R. Hybrid aluminium metal matrix composite reinforced with SiC and TiB2. Procedia Eng. 2014, 97, 1018–1026. [Google Scholar] [CrossRef]
- Sharma, R.; Sharma, P.; Singh, G. Dry sliding behavior of aluminium alloy reinforced with hybrid ceramic particles. Int. J. Multidiscip. Res. Dev. 2015, 2, 485–491. [Google Scholar]
- Radha, A.; Vijayakumar, K.R. An investigation of mechanical and wear properties of AA 6061 reinforced with silicon carbide and graphene nano particles-particulate reinforced composites. Mater. Today Proc. 2016, 3, 2247–2253. [Google Scholar] [CrossRef]
- Pitchayyapillai, G.; Seenikannan, P.; Raja, K.; Chandrasekaran, K. Al6061 hybrid metal matrix composite reinforced with alumina and molybdenum sulphide. Adv. Mater. Sci. Eng. 2016, 2016, 6127624. [Google Scholar] [CrossRef] [Green Version]
- Raj, P.; Deepanraj, B.; Senthilkumar, N.; Tamizharasan, T. A study on effect of primary and secondary reinforcement in hybrid metal composite. AIP Conf. Proc. 2022, 2393, 020222. [Google Scholar] [CrossRef]
- Bucham, J.O.; Igbax, S.I.; Aliyu, A.B. Hybrid aluminium alloy (Aa6061) composite mechanical properties investigation. United Int. J. Res. Technol. 2022, 3, 44–48. [Google Scholar]
- Vijayakumar, K.; Prabhu, L.; Subin, B.S.; Satheen, S.; Vaishnav, K. Development of hybrid aluminium metal matrix composites for marine applications. IOP Conf. Ser. Mater. Sci. Eng. 2020, 993, 012016. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Srivastava, A.K.; Maurya, A.K.; Sahu, R. Microstructure and mechanical behavior of Al/SiC/Agro-waste RHA hybrid metal matrix composite. J. Compos. Adv. Mater. 2020, 30, 43–47. [Google Scholar]
- Singh, P.; Mishra, R.K.; Singh, B. Mechanical characterization of eggshell ash and boron carbide reinforced ZA-27 hybrid metal matrix composites. Process Mech. Eng. C 2021, 236, 1766–1779. [Google Scholar] [CrossRef]
- Mugutkar, H.; Tamiloli, N.; Kohir, V.V. Comparative analysis of mechanical studies of Al7075 hybrid metal composites as a functionality of SiO2 in RHA. Acad. J. Manuf. Eng. 2022, 20, 19–23. [Google Scholar]
- Subramaniam, B.; Natarajan, B.; Kaliyaperumal, B.; Jerold, S.; Chelladurai, S. Investigation on mechanical properties of aluminium 7075-boron carbide-coconut shell fly ash reinforced hybrid metal matrix composites. China Foundry 2018, 15, 449–457. [Google Scholar] [CrossRef] [Green Version]
- Dwivedi, S.S.; Dwivedi, G. Utilization of RHA in development of green composite material using RSM. J. Mech. Behav. Mater. 2019, 28, 20–28. [Google Scholar] [CrossRef]
- Lei, Z. Research on mechanical properties of the waste glass/waste aluminium wearable materials. Adv. Mater. Res. 2012, 460, 424–427. [Google Scholar] [CrossRef]
- Hendronursito, Y.; Ojahan, T.; Anshori, A.; Yunanto, A. Optimization of stir casting of aluminium matrix composites (AMCs) with filler of recycled glass powder (RGP) for the mechanical properties. J. Mech. Eng. Sci. Technol. 2020, 4, 101–114. [Google Scholar] [CrossRef]
- Balogun, O.A.; Akinwande, A.A.; Adediran, A.A.; Ogunsanya, O.A.; Ademati, A.O.; Kumar, M.S.; Erinle, T.J.; Akinlabi, E.T. Microstructure and particle size effects on selected mechanical properties of waste glass-reinforced aluminium matrix composites. Mater. Today Proc. 2022, 62, 4589–4598. [Google Scholar] [CrossRef]
- Shivalingaiah, K.; Nagarajaiah, V.; Selvan, C.P.; Kariappa, S.T.; Chandrashekarappa, N.G.; Lakshmikanthan, A.; Chandrashekarappa, M.P.G. Stir casting process analysis and optimization for better properties in Al-MWCNT-GR-based hybrid composites. Metals 2022, 12, 1297. [Google Scholar] [CrossRef]
- Sahu, M.K.; Sahu, R.K. Experimental investigation, modeling, and optimization of wear parameters of B4C and fly-ash reinforced aluminium hybrid composite. Front. Phys. 2020, 8, 219. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Balogun, O.A.; Adediran, A.A.; Adesina, O.S.; Romanovski, V.; Jen, T.C. Experimental analysis, statistical modeling, and parametric optimization of quinary-(CoCrFeMnNi)100-x/TiCx high-entropy-allo (HEA) manufactured by laser additive manufacturing. Results Eng. 2022, 17, 100802. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Balogun, O.A.; Romanovski, V. Modelling, multi-response optimization, and performance reliability of green metal composites produced from municipal wastes. Environ. Sci. Pollut. Res. 2022, 29, 61027–61048. [Google Scholar] [CrossRef]
- Adediran, A.A.; Akinwande, A.A.; Balogun, O.A.; Olorunfemi, B.J.; Kumar, M.S. Optimization studies of stir casting parameters and mechanical properties of TiO2 reinforced AL 7075 composite using response surface methodology. Sci. Rep. 2021, 11, 19860. [Google Scholar] [CrossRef] [PubMed]
- Balogun, O.A.; Akinwande, A.A.; Ogunsanya, O.A.; Ademati, A.O.; Adediran, A.A.; Erinle, T.J.; Akinlabi, E.T. Central composite design and optimization of selected stir casting parameters on flexural strength and fracture toughness of mTiO2p/Al 7075 composites. Mater. Today Proc. 2022, 62, 4574–4583. [Google Scholar] [CrossRef]
- Kumar, K.S.; Baskar, K. Response surfaces for fresh and hardened properties of concrete with E-wastes (HIPS). J. Waste Manag. 2014, 2014, 517219. [Google Scholar] [CrossRef] [Green Version]
- Nwose, S.A.; Edoziuno, F.O.; Osuji, S.O. Statistical analysis and response surface modelling of the compressive strength inhibition of crude oil in concrete test cubes. Alger. J. Eng. Technol. 2021, 4, 99–107. [Google Scholar] [CrossRef]
- Peasura, P. Application of response surface methodology for modelling of postweld heat treatment process in a pressure vessel steel ASTM A516 grade 70. Sci. World J. 2015, 2015, 318475. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ASTM E 8/E8M-21; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- ASTM A 370-20; Standard Test Methods and Definitions for Mechanical Testing of Steel Products. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- ASTM E 384-17; Standard Test Methods for Micro-Identation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM E 3-11; Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM E 9-09; Standard Test Method of Compression Testing of Metallic Materials at Room Temperature. ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- Ahamed, A.A.; Ahmed, R.; Hossain, M.B.; Billah, M. Fabrication and characterization of aluminium-rice husk ash composites prepared by stir casting method. Rajshahi Univ. J. Sci. Eng. 2016, 44, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Adediran, A.A.; Akinwande, A.A.; Balogun, O.A.; Adesina, O.S.; Olayanju, A.; Mojisola, T. Evaluation of the properties of Al-6061 alloy reinforced with particulate waste glass. Sci. Afr. 2021, 12, e00812. [Google Scholar] [CrossRef]
- Shin, S.; Park, H.; Park, B.; Lee, S.B.; Lee, S.K.; Kim, Y.; Cho, S.; Jo, I. Dispersion mechanism and mechanical properties of SiC reinforcement in aluminium matrix composite through stir and die casting processes. Appl. Sci. 2021, 11, 952. [Google Scholar] [CrossRef]
- Roether, J.A.; Boccaccini, A.R. Dispersion-reinforced glass and glass-ceramic matrix composites. In Handbook of Ceramic Composites; Bansal, N.P., Ed.; Springer: Boston, MA, USA, 2005. [Google Scholar] [CrossRef]
- Virkunwar, A.K.; Ghosh, S.; Basak, R.; Rao, A.S. Study of mechanical and tribological characteristics of aluminium alloy reinforced with rice husk ash. In Proceedings of the TRIBOINDIA-2018, An International Conference on Tribology, Mumbai, India, 13–15 December 2018. [Google Scholar] [CrossRef]
- Mishra, P.; Mishra, P.; Rana, R.S. Effect of rice husk ash reinforcement on mechanical properties of aluminium alloy (LM 6) matrix composites. Mater. Today Proc. 2017, 5, 6018–6022. [Google Scholar] [CrossRef]
- Verma, N.; Vettivel, S.C. Characterization and experimental analysis of boron carbide and rice husk ash reinforced AA7075 aluminium alloy hybrid composite. J. Alloys Compd. 2018, 741, 981–998. [Google Scholar] [CrossRef]
- Saravanan, S.D.; Senthilkumar, M. Mechanical behavior of aluminium (AlSi10Mg)-RHA composite. Int. J. Eng. Technol. 2014, 5, 4834–4840. [Google Scholar]
- Senapati, A.K.; Sahoo, S.K.; Singh, S.; Sah, S.; Padhi, P.R.; Satapathy, N. A comparative investigation on physical and mechanical properties of MMC reinforced with waste materials. Intern. J. Eng. Adv. Technol. 2017, 6, 161–169. [Google Scholar]
- Saravanan, S.D.; Kumar, M.S. Effect of mechanical properties on rice husk ash reinforced aluminium alloy (AlSi10Mg) matrix composites. Procedia Eng. 2013, 64, 1505–1513. [Google Scholar] [CrossRef] [Green Version]
- Ali, S.A.; Motgi, B.S. A study on mechanical properties of Al 6068 based metal matrix composite reinforced with rice husk ash (RHA) and silicon carbide (SiC). Int. J. Mod. Trends Sci. Technol. 2021, 7, 71–78. [Google Scholar] [CrossRef]
- Mathur, S.; Barnawal, A. Effect of process parameter of stir casting on metal matrix composites. Int. J. Sci. Res. 2013, 2, 395–398. [Google Scholar]
- Awolusi, T.F.; Oke, L.O.; Akinkurolere, O.O.; Uban, D.P.; Bamisaye, R.T.; Aluko, O.G. The application of response surface methodology in understanding the compressive strength and water absorption capacity of sandcrete. Silicon 2020, 13, 4123–4132. [Google Scholar] [CrossRef]
- Penjumras, P.; Rahman, R.A.; Talib, R.A.; Abdan, K. Response surface methodology for the optimization of preparation of biocomposites based on poly(lactic acid) and durian peel cellulose. Sci. World J. 2015, 2015, 293609. [Google Scholar] [CrossRef] [Green Version]
- Akinwande, A.A.; Folorunso, D.O.; Balogun, O.A.; Romanovski, V. Mathematical modelling, multi-objective optimization, and compliance reliability of paper-derived eco-composites. Environ. Sci. Pollut. Res. 2022, 29, 70135–70157. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Folorunso, D.O.; Balogun, O.A.; Danso, H.; Romanovski, V. Paperbricks produced from wastes: Modeling and optimization of compressive strength by response surface approach. Environ. Sci. Pollut. Res. 2022, 30, 8080–8097. [Google Scholar] [CrossRef] [PubMed]
- Akinwande, A.A.; Adediran, A.A.; Balogun, O.A.; Yibowei, M.E.; Barnabas, A.A.; Talabi, H.K.; Olorunfemi, B.J. Optimization of selected casting parameters on the mechanical behavior of Al 6061/glass powder composites. Heliyon 2022, 8, e09350. [Google Scholar] [CrossRef] [PubMed]
- Adesina, O.S.; Adediran, A.A.; Akinwande, A.A.; Daramola, O.O.; Sanyaolu, O. Modelling and optimizing tensile behavior of developed aluminium hybrid composite. Surf. Rev. Lett. 2022, 29, 2250120. [Google Scholar] [CrossRef]
- Ogunbiyi, O.; Tian, Y.; Akinwande, A.A.; Rominiyi, A.L. AA7075/HEA composites fabricated by microwave sintering: Assessment of the microstructural features and response surface optimization. Intermetallics 2023, 155, 107830. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Low Level | Medium Level | High Level |
|---|---|---|---|
| Rice husk ash (A wt.%) | 3 | 7.5 | 12 |
| Glass powder (B wt.%) | 2 | 6 | 10 |
| Casting temperature (°C) | 600 | 700 | 800 |
| Experimental Runs | Coded Levels | Variable Combination | ||||
|---|---|---|---|---|---|---|
| A | B | C | A (wt.%) | B (wt.%) | C (°C) | |
| 1 | 1 | 0 | −1 | 3 | 2 | 700 |
| 2 | −1 | 1 | 0 | 7.5 | 2 | 800 |
| 3 | −1 | 0 | 1 | 3 | 10 | 700 |
| 4 | −1 | 0 | −1 | 7.5 | 10 | 600 |
| 5 | 1 | 0 | 1 | 12 | 6 | 800 |
| 6 | 0 | −1 | 1 | 7.5 | 6 | 700 |
| 7 | 0 | 0 | 0 | 7.5 | 2 | 600 |
| 8 | 0 | 0 | 0 | 12 | 10 | 700 |
| 9 | 0 | −1 | −1 | 3 | 6 | 800 |
| 10 | 0 | 1 | −1 | 12 | 6 | 600 |
| 11 | −1 | −1 | 0 | 12 | 2 | 700 |
| 12 | 1 | 1 | 0 | 7.5 | 6 | 700 |
| 13 | 0 | 0 | 0 | 7.5 | 10 | 800 |
| 14 | 1 | −1 | 0 | 3 | 6 | 600 |
| Experimental Runs | Variable Combinations | Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A (wt.%) | B (wt.%) | C (°C) | Designation | YS | UTS | FS | HD | IS | CS | |
| 1 | 3 | 2 | 700 | 3/2/700 | 400 | 450 | 134 | 458 | 5.52 | 352 |
| 2 | 7.5 | 2 | 800 | 7.5/2/800 | 397 | 440 | 136 | 360 | 4.49 | 308 |
| 3 | 3 | 10 | 700 | 3/10/700 | 405 | 456 | 184 | 318 | 4.48 | 550 |
| 4 | 7.5 | 10 | 600 | 7.5/10/600 | 402 | 450 | 162 | 365 | 5.54 | 596 |
| 5 | 12 | 6 | 800 | 12/6/800 | 260 | 314 | 181 | 348 | 4.06 | 312 |
| 6 | 7.5 | 6 | 700 | 7.5/6/700 | 610 | 697 | 177 | 550 | 7.54 | 606 |
| 7 | 7.5 | 2 | 600 | 7.5/2/600 | 502 | 552 | 127 | 410 | 6.49 | 396 |
| 8 | 12 | 10 | 700 | 12/10/700 | 255 | 306 | 205 | 320 | 3.00 | 600 |
| 9 | 3 | 6 | 800 | 3/6/800 | 404 | 449 | 162 | 351 | 4.51 | 252 |
| 10 | 12 | 6 | 600 | 12/6/600 | 350 | 398 | 156 | 406 | 4.83 | 392 |
| 11 | 12 | 2 | 700 | 12/2/700 | 350 | 401 | 162 | 360 | 4.03 | 400 |
| 13 | 7.5 | 10 | 800 | 7.5/10/800 | 307 | 354 | 195 | 314 | 3.52 | 497 |
| 13 | 7.5 | 6 | 700 | 7.5/6/700 | 608 | 712 | 178 | 547 | 7.53 | 610 |
| 14 | 3 | 6 | 600 | 3/6/600 | 497 | 446 | 135 | 406 | 6.48 | 346 |
| Source | TS | UTS | FS | HD | IS | CS |
|---|---|---|---|---|---|---|
| Model | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 |
| A—RHA | <0.0001 | 0.0005 | 0.0841 | <0.0001 | <0.0001 | <0.0001 |
| B—GP | 0.0012 | 0.0033 | 0.0009 | <0.0001 | 0.0003 | <0.0001 |
| C—Temperature | 0.0002 | 0.0026 | 0.0034 | <0.0001 | <0.0001 | <0.0001 |
| AB | 0.0328 | 0.0588 | 0.0238 | 0.3348 | 0.982 | 0.8325 |
| AC | 0.9388 | 0.0933 | 0.9337 | 0.7759 | 0.0229 | 0.1682 |
| BC | 0.7983 | 0.7315 | 0.9779 | 0.0093 | 0.9281 | 0.2665 |
| A² | <0.0001 | <0.0001 | <0.0001 | 0.9184 | <0.0001 | <0.0001 |
| B² | <0.0001 | <0.0001 | <0.0001 | 0.0833 | <0.0001 | 0.1722 |
| C² | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 |
| Lack of Fit | 0.79 | 0.85 | 0.4 | 0.6853 | 0.1615 | 0.7058 |
| R2 | 0.9905 | 0.9875 | 0.9846 | 0.9898 | 0.992 | 0.9795 |
| Adjusted R2 | 0.9783 | 0.9713 | 0.9648 | 0.9768 | 0.9818 | 0.9888 |
| Predicted R2 | 0.9571 | 0.8042 | 0.8569 | 0.9424 | 0.956 | 0.9771 |
| Adeq. Prec. | 26.33 | 22 | 18.6 | 30.14 | 26.77 | 24.56 |
| Name | Goal | Lower Limit | Upper Limit | Lower Weight | Upper Weight |
|---|---|---|---|---|---|
| A: RHA | is in range | 3 wt.% | 12 wt.% | 1 | 1 |
| B: GP | is in range | 2 wt.% | 10 wt.% | 1 | 1 |
| C: temperature | is in range | 600 °C | 800 °C | 1 | 1 |
| Properties | Predicted Values | Confirmation Values | % Error |
|---|---|---|---|
| Yield tensile strength (MPa) | 614.66 | 603.4 | −1.87 |
| Ultimate tensile strength (MPa) | 700.662 | 697.3 | −1.91 |
| Flexural strength (MPa) | 548.977 | 556.1 | +1.30 |
| Microhardness (Hv) | 174.367 | 183 | +4.95 |
| Impact strength (KJ/m2) | 7.55 | 7.7 | +2.12 |
| Compressive strength | 611.165 | 598.3 | −2.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adesina, O.S.; Akinwande, A.A.; Balogun, O.A.; Adediran, A.A.; Sanyaolu, O.O.; Romanovski, V. Statistical Analysis and Optimization of the Experimental Results on Performance of Green Aluminum-7075 Hybrid Composites. J. Compos. Sci. 2023, 7, 115. https://doi.org/10.3390/jcs7030115
Adesina OS, Akinwande AA, Balogun OA, Adediran AA, Sanyaolu OO, Romanovski V. Statistical Analysis and Optimization of the Experimental Results on Performance of Green Aluminum-7075 Hybrid Composites. Journal of Composites Science. 2023; 7(3):115. https://doi.org/10.3390/jcs7030115
Chicago/Turabian StyleAdesina, Olanrewaju Seun, Abayomi Adewale Akinwande, Oluwatosin Abiodun Balogun, Adeolu Adesoji Adediran, Olufemi Oluseun Sanyaolu, and Valentin Romanovski. 2023. "Statistical Analysis and Optimization of the Experimental Results on Performance of Green Aluminum-7075 Hybrid Composites" Journal of Composites Science 7, no. 3: 115. https://doi.org/10.3390/jcs7030115