
Properties of Plywood Bonded with Formaldehyde-Free Adhesive Based on Poly(vinyl alcohol)–Tannin–Hexamine at Different Formulations and Cold-Pressing Times


 , , , , ,
, , , , ,  ,
,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Tannin Extract
2.3. Characterization of Tannin Extract
2.3.1. Solids Content
2.3.2. FTIR Spectroscopy Analysis
2.4. Preparation of PVOH–Tannin–Hexamine-Based Adhesive
2.5. Characterization of PVOH–Tannin–Hexamine-Based Adhesive
2.5.1. Solids Content
2.5.2. Flow Behavior Analysis
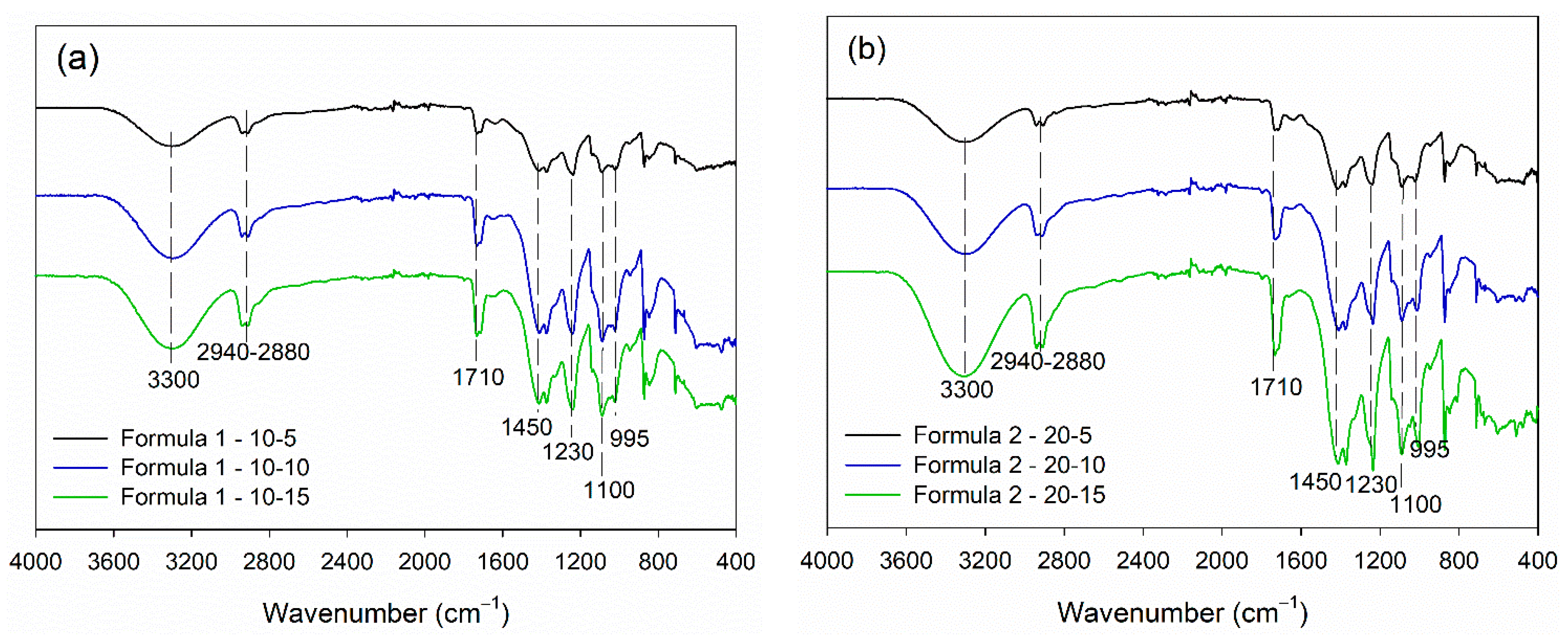
2.5.3. FTIR Spectroscopy
2.6. Fabrication of Plywood Bonded with PVOH–Tannin–Hexamine-Based Adhesive
2.7. Characterization of Plywood Bonded with PVOH–Tannin–Hexamine-Based Adhesive
3. Results and Discussion
3.1. Properties of PVOH–Tannin–Hexamine-Based Adhesives
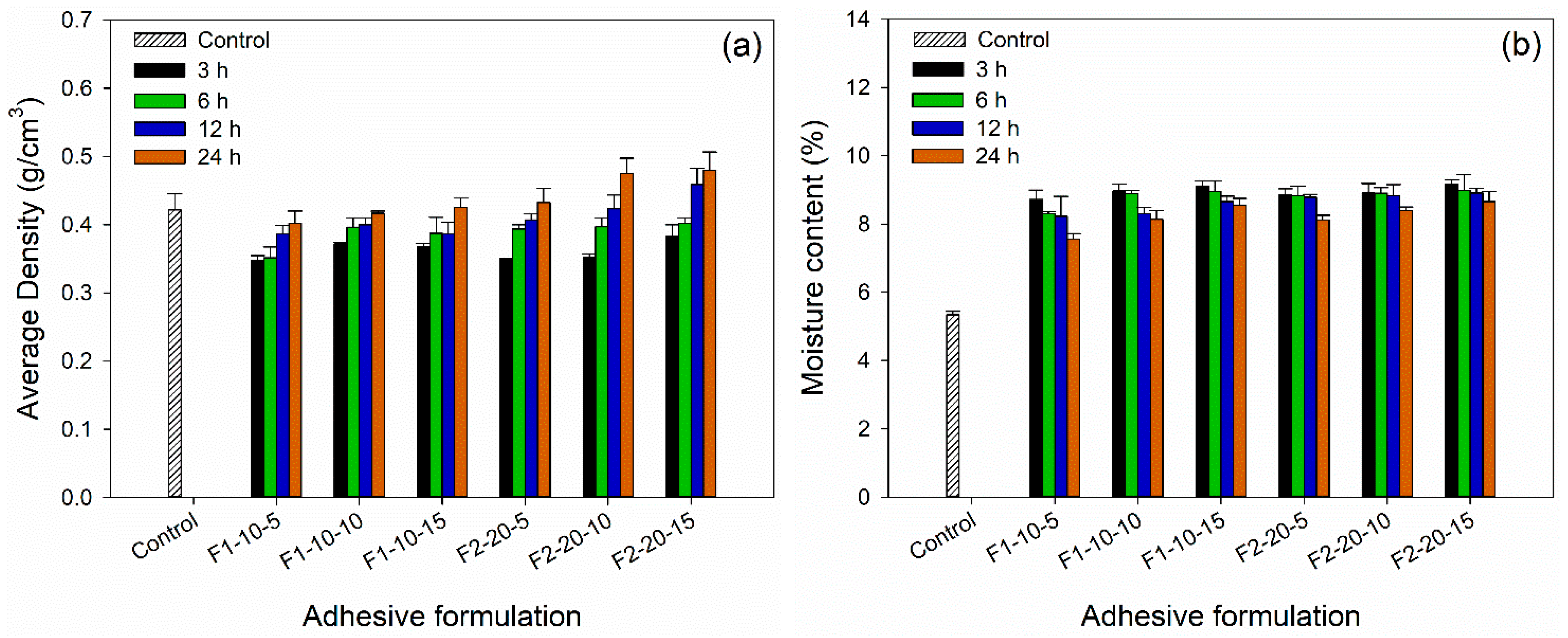
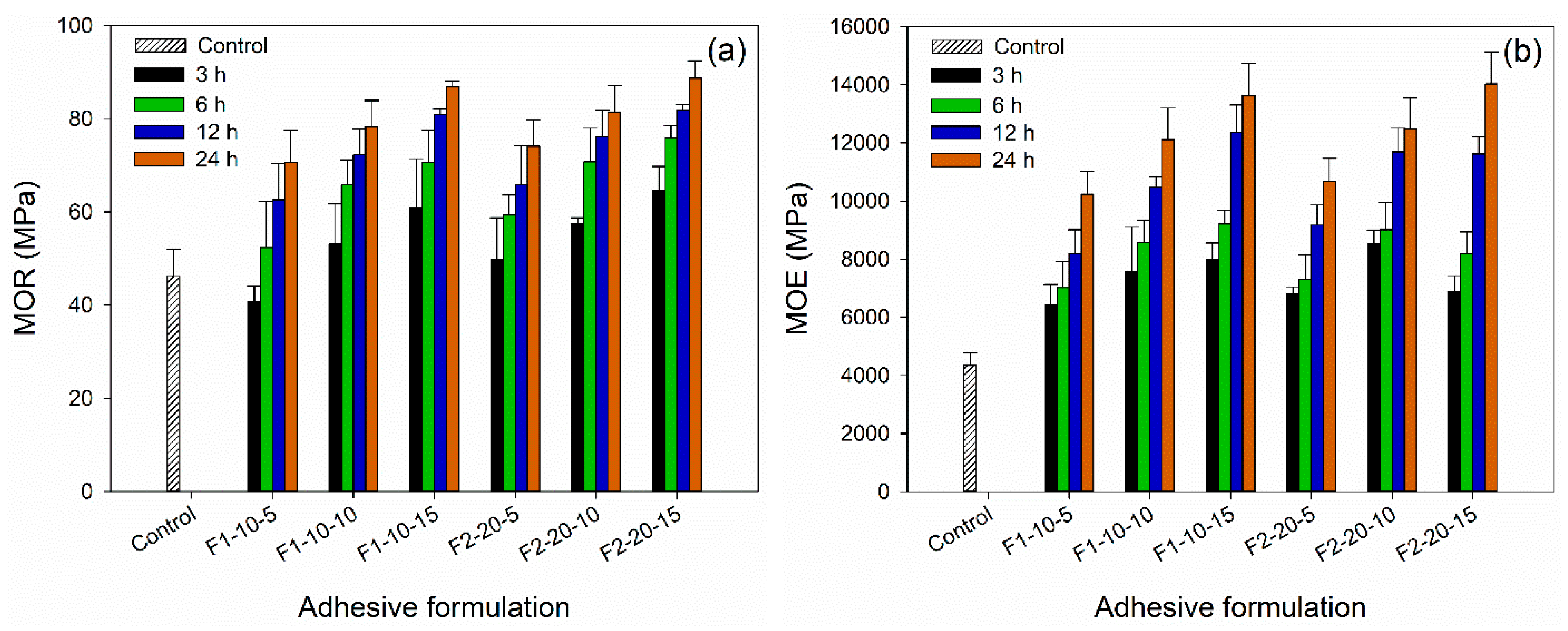
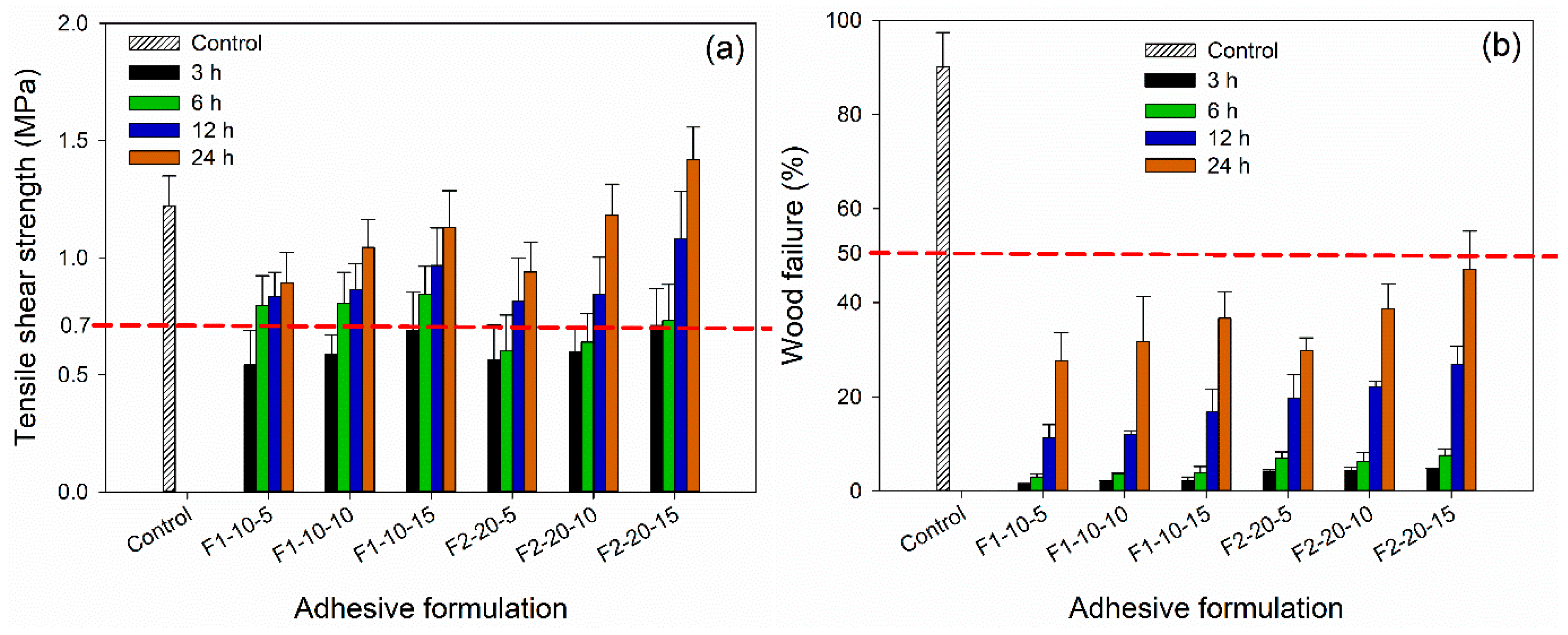
3.2. Plywood Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhou, X.; Du, G. Applications of Tannin Resin Adhesives in the Wood Industry. In Tannins: Structural Properties, Biological Properties and Current Knowledge; Books on Demand: Norderstedt, Germany, 2020; pp. 97–103. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.N.; Pizzi, A. Environmental Aspects of Adhesives—Emission of Formaldehyde. Adhes. Wood Lignocellul. Mater. 2019, 1, 293–315. [Google Scholar] [CrossRef]
- Park, B.; Kim, J. Dynamic mechanical analysis of urea-formaldehyde resin adhesives with different formaldehyde-to-urea molar ratios. J. Appl. Phys. 2008, 108, 2045–2051. [Google Scholar] [CrossRef]
- Costa, N.A.; Pereira, J.; Ferra, J.; Cruz, P.; Martins, J.; Magalhães, F.D.; Mendes, A.; Carvalho, L.H. Scavengers for achieving zero formaldehyde emission of wood-based panels. Wood Sci. Technol. 2013, 47, 1261–1272. [Google Scholar] [CrossRef]
- Kim, S. Environment-friendly adhesives for surface bonding of wood-based flooring using natural tannin to reduce formaldehyde and TVOC emission. Bioresour. Technol. 2009, 100, 744–748. [Google Scholar] [CrossRef] [PubMed]
- Frihart, C.R. Wood adhesion and adhesives. In Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2012; pp. 255–320. [Google Scholar] [CrossRef]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.N.; et al. Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: A review. Wood Mater. Sci. Eng. 2022, 1–20. [Google Scholar] [CrossRef]
- Petinarakis, J.H.; Kavvouras, P.K. Technological factors affecting the emission of formaldehyde from particleboards. Wood Res. 2006, 51, 31–40. [Google Scholar]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance properties of plywood composites reinforced with carbon fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Shirmohammadli, Y.; Efhamisisi, D.; Pizzi, A. Tannins as a sustainable raw material for green chemistry: A review. Ind. Crops Prod. 2018, 126, 316–332. [Google Scholar] [CrossRef]
- Ping, L.; Brosse, N.; Chrusciel, L.; Navarrete, P.; Pizzi, A. Extraction of condensed tannins from grape pomace for use as wood adhesives. Ind. Crops Prod. 2011, 33, 253–257. [Google Scholar] [CrossRef]
- Zhao, Z.; Umemura, K. Investigation of a new natural particleboard adhesive composed of tannin and sucrose. J. Wood Sci. 2014, 60, 269–277. [Google Scholar] [CrossRef] [Green Version]
- Ghahri, S.; Pizzi, A. Improving soy-based adhesives for wood particleboard by tannins addition. Wood Sci. Technol. 2018, 52, 261–279. [Google Scholar] [CrossRef]
- Valenzuela, J.; Von Leyser, E.; Pizzi, A.; Westermeyer, C.; Gorrini, B. Industrial production of pine tannin-bonded particleboard and MDF. Eur. J. Wood Wood Prod. 2012, 70, 735–740. [Google Scholar] [CrossRef]
- Li, C.; Wang, W.; Mu, Y.; Zhang, J.; Zhang, S.; Li, J.; Zhang, W. Structural Properties and Copolycondensation Mechanism of Valonea Tannin-Modified Phenol-formaldehyde Resin. J. Polym. Environ. 2018, 26, 1297–1309. [Google Scholar] [CrossRef]
- Feng, S.; Yuan, Z.; Leitch, M.; Shui, H.; Xu, C.C. Effects of bark extraction before liquefaction and liquid oil fractionation after liquefaction on bark-based phenol formaldehyde resoles. Ind. Crops Prod. 2016, 84, 330–336. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, J.; Du, G.; Zhou, X.; Wang, H.; Lei, H. Development and characterization of a bayberry tannin-based adhesive for particleboard. BioResources 2017, 12, 6082–6093. [Google Scholar] [CrossRef] [Green Version]
- Fitzken Da Vinci M. Niro, J.; Kyriazopoulos, M.; Bianchi, S.; Mayer, I.; Eusebio, D.A.; Arboleda, J.R.; Lanuzo, M.M.; Pichelin, F. Development of medium- and low-density fibreboards made of coconut husk and bound with tannin-based adhesives. Int. Wood Prod. J. 2016, 7, 208–214. [Google Scholar] [CrossRef]
- Carré, C.; Zoccheddu, H.; Delalande, S.; Pichon, P.; Avérous, L. Synthesis and characterization of advanced biobased thermoplastic nonisocyanate polyurethanes, with controlled aromatic-aliphatic architectures. Eur. Polym. J. 2016, 84, 759–769. [Google Scholar] [CrossRef]
- Mosiewicki, M.; Aranguren, M.I.; Borrajo, J. Thermal and mechanical properties of woodflour/tannin adhesive composites. J. Appl. Polym. Sci. 2004, 91, 3074–3082. [Google Scholar] [CrossRef]
- Santos, J.; Delgado, N.; Fuentes, J.; Fuentealba, C.; Vega-Lara, J.; García, D.E. Exterior grade plywood adhesives based on pine bark polyphenols and hexamine. Ind. Crops Prod. 2018, 122, 340–348. [Google Scholar] [CrossRef]
- Navarrete, P.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H.; Rode, K.; Delmotte, L.; Rigolet, S. Low formaldehyde emitting biobased wood adhesives manufactured from mixtures of tannin and glyoxylated lignin. J. Adhes. Sci. Technol. 2012, 26, 1667–1684. [Google Scholar] [CrossRef]
- Moubarik, A.; Allal, A.; Pizzi, A.; Charrier, F.; Charrier, B. Characterization of a formaldehyde-free cornstarch-tannin wood adhesive for interior plywood. Eur. J. Wood Wood Prod. 2010, 68, 427–433. [Google Scholar] [CrossRef] [Green Version]
- Karacabeyli, E.; Gagnon, S. Canadian Cross Laminated Timber Handbook: 2019 Edition; FPInnovations: Pointe-Claire, QC, Canada, 2019; ISBN 978-0-86488-590-6. [Google Scholar]
- Sikora, K.S.; McPolin, D.O.; Harte, A.M. Shear strength and durability testing of adhesive bonds in cross-laminated timber. J. Adhes. 2016, 92, 758–777. [Google Scholar] [CrossRef] [Green Version]
- Gumowska, A.; Kowaluk, G.; Labidi, J.; Robles, E. Barrier properties of cellulose nanofiber film as an external layer of particleboard. Clean Technol. Environ. Policy 2019, 21, 2073–2079. [Google Scholar] [CrossRef]
- Meyer, B.; Andrews, B.A.K.; Reinhardt, R.M. Formaldehyde release from Wood Products. Anal. Chem. 1986, 58, 1364. [Google Scholar] [CrossRef]
- Banks, W.B. Formaldehyde Release from Wood Products; Meyer, B., Kottes Andrews, B.A., Reinhardt, R.M., Eds.; ACS Symposium Series No. 316; American Chemical Society: Washington, DC, USA, 1986. [Google Scholar]
- Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Fatriasari, W.; Sari, R.K.; Antov, P.; Gajtanska, M.; Papadopoulos, A.N.; Pizzi, A. Bio-Based Polyurethane Resins Derived from Tannin: Source, Synthesis, Characterisation, and Application. Forests 2021, 12, 1516. [Google Scholar] [CrossRef]
- Chen, X.; Pizzi, A.; Fredon, E.; Gerardin, C.; Zhou, X.; Zhang, B.; Du, G. Low curing temperature tannin-based non-isocyanate polyurethane (NIPU) wood adhesives: Preparation and properties evaluation. Int. J. Adhes. Adhes. 2022, 112, 103001. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Sudarmanto; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N.; Pizzi, A. Influence of Lignin Content and Pressing Time on Plywood Properties Bonded with Cold-Setting Adhesive Based on Poly (Vinyl Alcohol), Lignin, and Hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef]
- Arias, A.; González-García, S.; Feijoo, G.; Moreira, M.T. Tannin-based bio-adhesives for the wood panel industry as sustainable alternatives to petrochemical resins. J. Ind. Ecol. 2022, 26, 627–642. [Google Scholar] [CrossRef]
- Japanese Agricultural Standard (JAS) for Plywood Japanese Agricultural Standard for Plywood; Japan Plywood Inspection Corporation: Tokyo, Japan, 2003.
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Sridach, W.; Jonjankiat, S.; Wittaya, T. Effect of citric acid, PVOH, and starch ratio on the properties of cross-linked poly(vinyl alcohol)/starch adhesives. J. Adhes. Sci. Technol. 2013, 27, 1727–1738. [Google Scholar] [CrossRef]
- Aladejana, J.T.; Wu, Z.; Li, D.; Guelifack, K.; Wei, W.; Wang, X.A.; Xie, Y. Facile Approach for Glutaraldehyde Cross-Linking of PVA/Aluminophosphate Adhesives for Wood-Based Panels. ACS Sustain. Chem. Eng. 2019, 7, 18524–18533. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Laksana, R.P.B.; Sari, R.K.; Iswanto, A.H.; Kristak, L.; Antov, P.; Pizzi, A. Thermal and mechanical performance of ramie fibers modified with polyurethane resins derived from acacia mangium bark tannin. J. Mater. Res. Technol. 2022, 18, 2413–2427. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Sari, F.P.; Laksana, R.P.B.; Fatriasari, W.; Hermiati, E. Ambient curable natural rubber latex adhesive cross-linked with polymeric isocyanate for bonding wood. Polym. Bull. 2022, 79, 6745–6757. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Falah, F.; Harini, D.; Sudarmanto; Kharisma, A.; Tjahyono, B.; Fatriasari, W.; Subiyanto, B.; Suryanegara, L.; Iswanto, A.H. Enhancing the performance of natural rubber latex with polymeric isocyanate as cold-pressing and formaldehyde free adhesive for plywood. J. Adhes. 2023, 99, 58–73. [Google Scholar] [CrossRef]
- Pichelin, F.; Nakatani, M.; Pizzi, A.; Wieland, S.; Despres, A.; Rigolet, S. Structural beams from thick wood panels bonded industrially with formaldehyde-free tannin adhesives. For. Prod. J. 2006, 56, 31–36. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formula 1 | |||||
| Composition | Content (g) | Composition | Content (g) | Composition | Content (g) |
| P | 60.00 | P | 60.00 | P-15% | 60.00 |
| T-10% * | 0.95 | T-10% | 0.95 | T-10% | 0.95 |
| H-5% ** | 3.05 | H-10% | 6.10 | H-15% | 9.14 |
| CaCO3 15% *** | 9.60 | CaCO3 15% | 10.06 | CaCO3 15% | 10.51 |
| Formula 2 | |||||
| Composition | Content (g) | Composition | Content (g) | Composition | Content (g) |
| P | 60.00 | P | 60.00 | P | 60.00 |
| T-20% | 1.91 | T-20% | 1.91 | T-20% | 1.91 |
| H-5% | 3.10 | H-10% | 6.19 | H-15% | 9.29 |
| CaCO3 15% | 9.75 | CaCO3 15% | 10.21 | CaCO3 15% | 10.68 |
| Adhesive Formulation | Cold-Pressing Time (h) | Number of Plywood | |||
|---|---|---|---|---|---|
| 3 | 6 | 12 | 24 | ||
| Control * | 3 | - | - | - | 3 |
| Formula 1 ** | 9 | 9 | 9 | 9 | 36 |
| Formula 2 *** | 9 | 9 | 9 | 9 | 36 |
| Formulation | Solids Content (%) | Average Viscosity (mPa·s) | Gelation Time (min) |
|---|---|---|---|
| Control * | 96.52 ± 0.25 | 2056.51 ± 50.31 | 187.50 ± 2.0 |
| Formula 1 | |||
| PTH-15-10-5 | 23.92 ± 1.99 | 5404.06 ± 208.28 | Nd ** |
| PTH-15-10-10 | 23.95 ± 0.98 | 4251.71 ± 248.19 | Nd |
| PTH-15-10-15 | 24.86 ± 0.97 | 3821.52 ± 177.71 | Nd |
| Formula 2 | |||
| PTH-15-20-5 | 24.68 ± 0.75 | 4749.97 ± 185.00 | Nd |
| PTH-15-20-10 | 24.88 ± 0.19 | 3824.12 ± 137.48 | Nd |
| PTH-15-20-15 | 24.94 ± 0.29 | 3673.38 ± 105.86 | Nd |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sari, R.A.L.; Lubis, M.A.R.; Sari, R.K.; Kristak, L.; Iswanto, A.H.; Mardawati, E.; Fatriasari, W.; Lee, S.H.; Reh, R.; Sedliacik, J.; et al. Properties of Plywood Bonded with Formaldehyde-Free Adhesive Based on Poly(vinyl alcohol)–Tannin–Hexamine at Different Formulations and Cold-Pressing Times. J. Compos. Sci. 2023, 7, 113. https://doi.org/10.3390/jcs7030113
Sari RAL, Lubis MAR, Sari RK, Kristak L, Iswanto AH, Mardawati E, Fatriasari W, Lee SH, Reh R, Sedliacik J, et al. Properties of Plywood Bonded with Formaldehyde-Free Adhesive Based on Poly(vinyl alcohol)–Tannin–Hexamine at Different Formulations and Cold-Pressing Times. Journal of Composites Science. 2023; 7(3):113. https://doi.org/10.3390/jcs7030113
Chicago/Turabian StyleSari, Ratih Afrida Lismana, Muhammad Adly Rahandi Lubis, Rita Kartika Sari, Lubos Kristak, Apri Heri Iswanto, Efri Mardawati, Widya Fatriasari, Seng Hua Lee, Roman Reh, Jan Sedliacik, and et al. 2023. "Properties of Plywood Bonded with Formaldehyde-Free Adhesive Based on Poly(vinyl alcohol)–Tannin–Hexamine at Different Formulations and Cold-Pressing Times" Journal of Composites Science 7, no. 3: 113. https://doi.org/10.3390/jcs7030113