
State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications
by
 , and
, and
Ayesha Kausar
1,2,3,* ,
,
Ishaq Ahmad
1,2,3,*, 
Sobia A. Rakha
4,
M. H. Eisa
5 and
Abdoulaye Diallo
2,6 1
NPU-NCP Joint International Research Center on Advanced Nanomaterials and Defects Engineering, Northwestern Polytechnical University, Xi’an 710060, China
2
UNESCO-UNISA Africa Chair in Nanosciences/Nanotechnology, iThemba LABS, Somerset West 7129, South Africa
3
NPU-NCP Joint International Research Center on Advanced Nanomaterials and Defects Engineering, National Centre for Physics, Islamabad 44000, Pakistan
4
National Center of GIS and Space Applications, Institute of Space Technology, Islamabad 44000, Pakistan
5
Department of Physics, College of Science, Imam Mohammad Ibn Saud Islamic University (IMSIU), Riyadh 13318, Saudi Arabia
6
Département Physique-Chimie, Faculté des Sciences et Technologies de l’Éducation et de la Formation (FASTEF) Boulevard Habib Bourguiba BP 5036 Dakar-Fann, Cheikh Anta Diop University, Dakar 10700, Senegal
*
Authors to whom correspondence should be addressed.
J. Compos. Sci. 2023, 7(3), 102; https://doi.org/10.3390/jcs7030102
Submission received: 22 December 2022
/
Revised: 13 February 2023
/
Accepted: 1 March 2023
/
Published: 7 March 2023
(This article belongs to the Special Issue Feature Papers in Journal of Composites Science in 2022)
Abstract
:This cutting-edge review highlights the fundamentals, design, and manufacturing strategies used for sandwich composites. Sandwich composite structures have the advantages of light weight, high strength, impact resistance, stability, and other superior features for advanced applications. In this regard, different core materials have been used in the sandwich composite structures, such as cellular polymer foam, metallic foam, honeycomb, balsa, tubular, and other core geometries. Among these, honeycomb sandwich composite materials have been effectively applied in space engineering, marine engineering, and construction applications. The foremost manufacturing techniques used for sandwiched composite structures include hand lay-up, press method, prepreg method, vacuum bagging/autoclave, vacuum assisted resin infusion, resin transfer molding, compression molding, pultrusion, three-dimensional (3D) printing, four-dimensional (4D) printing, etc. In advanced composite manufacturing, autoclave processes have been the method of choice for the aerospace industry due to less delamination between plies and easy control of thickness dimensions. Moreover, machining processes used for sandwich composites are discussed in this article. In addition to aerospace, the high-performance significance of sandwiched composite structures is covered mainly in relation to automobile engineering and energy absorption applications. The structure-, fabrication-, and application-related challenges and probable future research directions are also discussed in this article.
Keywords:
sandwich composites; core; honeycomb; manufacturing; aerospace; automobile; energy absorption1. Introduction
Sandwich composite structures usually consist of two outer thin laminates and a middle core structure [1,2]. Sandwich structures possess a range of advantages, like light weight, high mechanical/thermal stability, crashworthiness, corrosion resistance, etc., compared with other structural materials. Due to their unique design, the sandwich composite structures have been applied in the important engineering technological fields of aerospace, automobiles, marine engineering, construction, etc. [3]. Different types of core materials and designs have been employed in the sandwich composites including honeycomb core, polymer foam core, metallic foam core, balsa core, tubular core, and other complex core geometries [4]. Depending on the type of the core, the stiffness and flexural/impact strength of the sandwich composites may vary [5]. Moreover, the sandwich composites possess high thermal insulation properties reliant on the nature of the core. The inimitable sandwich composite structures have been manufactured using various facile methods like manual techniques, autoclave, vacuum assisted methods, compression molding, printing, and various other methods [6,7,8]. The choice of core structure, face sheets, and processing methods in turn determine the stability and physical properties of the sandwich composites. The obtained sandwich structures have been applied in high-performance engineering and technical fields.
The sandwich composites have a spatial structure with low cost, facile construction, light weight, high strength/stiffness, high strength-to-weight ratio, and good thermal/acoustical/fire insulation properties [9]. The mechanical, thermal, non-flammability, and other essential properties of the sandwich composites have been found directly dependent on the core structure, face panels, and manufacturing technique used. In addition to aerospace engineering, these composites need to be utilized in civil engineering application [10]. Therefore, future efforts have been found desirable on the sandwich structures for uniform energy absorption capacity and dimensional stability of the civil structures. Moreover, in the future, the overall versatility of sandwich composites may also contribute to the ballistic resistance for defense purposes [11]. The composites can also be investigated to overcome the sound transmission problems in civil and space applications. Moreover, studies on the life cycle assessment of environmental impact sandwich material models depicted that the mass reduction also reduced the ecological influence over its lifetime [12]. Accordingly, future studies may reveal further environmental impact of the sandwich structures in various technical uses.
Concisely, in this cutting-edge review, core structure, composite design, fabrication, and performance of the sandwich structures are considered. Specifically, the review structure is outlined as follows: Section 2 covers the design of composite structures, Section 3 regards various manufacturing techniques for sandwich composites, Section 4 regards machining of sandwich composites, Section 5 covers high-performance applications (aerospace, automotive, energy absorption application), and Section 6 outlines future directions of the manufacturing/applications of these composites. The core structures have been developed in different ways to improve the overall sandwich composite properties like mechanical, thermal, shock, impact, and crash resistance. Incidentally, the high performance sandwich composite structures have been scrutinized for the aerospace [13] and automobile [14] engineering and energy absorption [15] applications. Henceforth, this article offers a groundbreaking and original review on sandwich composite structures considering the core design, manufacturing techniques, and high-tech end uses. To the best of knowledge, no such all-inclusive review covering all aspects of sandwich composite structures and similar outline has been reported previously. In this regard, advancements in sandwich materials are explored using the related manufacturing technologies. Considerable recent literature (2018–2023) on sandwich structure manufacturing are discussed here. However, a few significant reports observed in previous years were also important to mention in this article. Thus, we attempted to include almost all possible important literatures in this review to portray the main progress in the field of sandwich composite design, fabrication, and applications. Future developments in the field of these composites are not possible for researchers before getting knowledge of the reported field literature.
2. Sandwich Composite Structures
2.1. Cellular Polymer Foam Core
Sandwich structures have been designed using polymeric foams as core material [16,17]. Compared with the metallic core or metallic foam core, a cellular polymer foam core has the advantages of low cost and facile fabrication. The sandwich structures with cellular polymer foam have shock wave absorption properties, low velocity impact, blast mitigation, and crashworthiness for space applications. Various polymers used to develop cores in sandwich structures include polyurethane [18], poly(vinyl chloride) [19], polystyrene [20], and styrene acrylonitrile [21] and other matrices. Depending on the polymer core type, the sandwich structure may behave differently. Generally, uniform density polymer cores are preferred for high performance sandwich structures. In polymer foam core sandwich structures, the face sheets may consist of metal or fiber composites. The energy absorption (during any shock, impact, or crash) by the sandwich structure depends on the failure mechanism of the composite core as well as face sheets. Figure 1 shows different cores used to develop sandwich composite structures.
2.2. Metallic Foam Core
Metallic foam cores have also been developed for better energy absorption performance of sandwich structures [22,23,24]. Aluminum is among the most common metallic core materials used in sandwich structures. In metallic core sandwich structures, the face sheets are usually comprised of metals (aluminum/steel) or fiber composites [25,26]. For high energy absorption, design parameters of metallic core sandwich structures need to be optimized. Unlike polymer foam cores, the graded metallic cores perform better than the uniform density cores. The metallic core sandwich structures with composite face sheets revealed high blast resistance and crashworthiness. However, the metallic sandwich panels have the disadvantages of high density and processing complexity.
2.3. Honeycomb Core Sandwich Structure
An important type of sandwich structures is the honeycomb core structures. The honeycomb core sandwich structures have been found to perform outstandingly during the dynamic loading events in space applications [27,28,29]. Moreover, the honeycomb core sandwich structures have better shock wave absorption, crash merit, and low velocity impact in high performance applications [30]. Face sheets used in the honeycomb core sandwich panels include fiber composite sheets or metals like aluminum or stainless steel [31,32,33]. Previously, aluminum has been used to form the honeycomb core in sandwich structures. Later, polymers such as Nomex has been included as honeycomb cores [34]. In honeycomb core sandwich structures, the graded cores act better than the uniform density cores. The honeycomb core has high energy absorption capability, depending upon the failure mechanisms and design parameters. Moreover, the strain rate and crushing behavior of the honeycomb core define the overall energy absorption capability of the sandwich material.
2.4. Wood Core Based Structure
Efforts towards the implication of ecologically sustainable materials have led to the use of balsa wood in sandwich structures [35,36]. The balsa core sandwich structures have been researched for microstructures, thermal stability, mechanical properties, design engineering, and high-tech applications [37,38]. Consequently, the balsa core sandwich panels are cost effective, environmentally sustainable, and have high thermal insulation and low specific mechanical properties [39]. Face sheets of glass fiber reinforced polymer and carbon fiber reinforced polymer have mostly been used in the balsa core sandwich panels. The balsa core sandwich structures have been widely used in marine and civil structural applications. The challenges in the application of balsa core sandwich structures may include the intricate processing, low water durability, and low impact resistance [40]. Anjang et al. [41] designed the balsa core sandwich panels with face sheets of vinyl ester/E-glass laminates. Figure 2 displays the temperature–time history for the balsa core sandwich structures with vinyl ester/E-glass laminates. The thermal flux was found to affect the front sheets directly exposed to fire. The balsa core structure was found less affected due to low thermal flux passage. After the fire test, the compression properties of the balsa core sandwich composite were found to decrease due to the damage of face sheet.
2.5. Tubular, Corrugated, Auxetic, or Other Cores in Sandwich Structures
Tubular core sandwich structures’ design is comprised of tubes [42,43]. The tubular cores have been developed using metals as well as polymers. Face sheets used in the tubular core sandwich structures include fiber based composites and metals [44,45]. The unique tubular core designs, between the face sheets, offer high blast resistance and shock/crash sustainability [46]. Hence, the tubular core sandwich structures possess fine energy absorption competences. Another type of unique core in the sandwich materials is the corrugated core-like structures. The corrugated core sandwich panels revealed fine performance under compression testing [47,48] and impact/shock refluxes [49]. In corrugated core panels, the face sheets may comprise of metals or fiber composites [50,51]. The failure mechanism in such sandwich composites may involve corrugation buckling. Furthermore, origami core sandwich structures have also been designed and used [52,53]. Meta or auxetic core structures along with the fiber composite face sheets or metal face sheets have been developed [54,55,56]. The meta or auxetic cores have been created using metal or polymer-based materials. Three-dimensional printing has been used to efficiently design these unique cores [57]. Such structures may overcome the constraints of debonding/delamination of the face sheet from the core during shock/impact effects.
3. Manufacturing Strategies Used for Sandwiched Composite Structures
3.1. Manual Processes
Hand lay-up is the simple manual process used for sandwich composite structures [58]. Figure 3 shows a simple process for the hand lay-up technique. Atas et al. [59] developed epoxy and glass fiber based sandwich composite laminates using the hand lay-up method. This technique is also used for repairing the damaged composite samples. The performance of the hand lay-up sandwich structures was analyzed using the impact tests under various energies. Firuz et al. [60] designed sandwich composite structures of floral foam core laminates with aluminum face sheets. Epoxy resin was used for the adhesion of the floral foam core with the aluminum face sheets, using the hand lay-up method. The floral foam core sandwich structures were found to have high flexural strength. The cracks, delamination, and core failure modes were observed in the sandwich structures. The press method has also been applied as a common manual technique [61]. The pressing technique was used to effectively bind the adhesive layer between core and face panels. The sandwich panels created by the press method revealed fine mechanical properties such as compressive strength, impact strength, and flexural strength. The results revealed that the pressure applied during the press-based hand lay-up sandwich structures influenced the structural properties.
3.2. Prepreg Methods
The prepreg method involves the pre-impregnation of pre-reinforced carbon fiber, glass fiber, graphite, or other fillers with resin, and then curing to form the composite structure [62,63]. The most widely used prepreg processing methods include vacuum bagging and autoclave [64]. The vacuum bagging technique is similar to autoclave molding; however, the basic difference is the application of greater pressures on sandwich laminates in autoclave to form denser parts, relative to the vacuum bagging technique. Hence, vacuum bagging has been effectively used to form sandwich composites [58]. Valenza et al. [65] applied a vacuum bagging technique to form epoxy resin/glass fiber-based sandwich composites with poly(vinyl chloride) core. The vacuum level during processing was found to influence the morphology and mechanical properties of the sandwich composites. Therefore, the sandwich structures were fabricated at constant vacuum pressure, whilst changing the viscosity of the epoxy resin. Scanning electron microscope (SEM) was used to study the sandwich structure morphology including the state of matrix, fibers, and voids. Kratz et al. [66] applied the vacuum bagging method on honeycomb core sandwich structures. The pressure application during sandwich panel manufacturing was monitored (Figure 4). The air permeability was measured across the honeycomb core sandwich structure. The honeycomb core was 150 × 150 × 60 mm3, while face sheets were 200 × 200 mm2 in dimensions. Upon vacuum application, honeycomb core pressure was decreased, and air flow occurred. Thus, the volume of air flowing through the structure depends on the honeycomb core pressure [67].
The autoclave technique has established its worth for sandwich composite processing [68]. Sutter et al. [69] used the autoclave technique to process large sandwich composite structures with aluminum core for heavy-lift launch vehicles. The mechanical properties and composite quality were assessed for the performance analysis of the sandwich composites. Lavaggi et al. [70] applied the autoclave method for the honeycomb core sandwich structure with thermoset prepreg face sheets. The fabrication was found dependent on the autoclave cure cycle. The physics-based simulation was used to study the autoclave processed honeycomb core sandwich structure and process parameters. However, the physics-based simulations need intricate computational efforts.
3.3. Injection Processes
Resin injection molding, or vacuum assisted resin injection molding, has been adopted as an effective technique for sandwich composite structures [71,72,73]. Yan et al. [74] applied vacuum-assisted resin injection molding on the foam core sandwich structure. Figure 5 shows the set-up for the vacuum assisted resin injection molding and resin flow in the upper and lower skin/faces of the foam core sandwich structure. The resin flows from lower to upper skin to form a large area for the resin distribution medium. After filling the upper skin, resin flows to the lower skin, and the process continues to form the reverse flow. Thus, a reverse resin wrapping phenomenon has been observed due to the reverse resin flow strategy. The polymer is heated in a molding machine and injected continuously under high pressure into the cool mold. The homogeneous wrapping of mold with resin is ensured by continuous and reverse/cyclic resin flow to upper and lower skins covering the mold. The continuous resin flow and mold design determines the distribution of polymer and uniform resin wrapping of the mold. In this way, the resin is entirely wrapped on the mold. Figure 6 depicts the variation of resin flow and mold filling time for different resin inlet and outlet positions and areas of resin distribution medium. The resin flow filling time in Case 1 is found to be shorter than that of Case 2, having the same area of resin distribution medium. In Case 1, the mold filling time was decreased by 17.8%, 35.2%, and 36.7% for each additional 1/4 of resin distribution medium area, relative to 1/4 of the area used. Consequently, the technique of using resin distribution medium enhanced the mold-filling efficiency of resin. In Case 2, the resin filling times were reduced by 10.5%, 16.2%, and 2.0%, respectively, as compared with the filling time in Case 1. Nevertheless, an extended resin flow time was observed for the 4/4 resin distribution medium, then for that of the 3/4 resin distribution medium. The reason seemed to be the faster resin flow rate to upper skin for the 4/4 resin distribution medium. According to the analysis of injection time, increasing the area of the resin distribution medium shortens the resin flow time. Furthermore, the resin flows more effectively in Case 1 than in Case 2. Thus, the mold filling efficiency of resin can be better controlled using the vacuum-assisted resin injection molding technique, relative to non-vacuum injection molding. Advantages of vacuum assisted resin injection molding involves low volatile compound emissions. Moreover, this technique avoids fiber misalignment and voids formation for defect-free manufacturing, due to the vacuum-assisted process. This technique also assists mass production of voids/defect free sandwich composite structures.
Alshahrani et al. [75] prepared sandwich composite structures of glass fiber/poly(vinyl chloride)/Elium resin and glass fiber/polyethylene terephthalate/Elium resin, glass fiber/poly(vinyl chloride)/epoxy resin, and glass fiber/polyethylene terephthalate/epoxy resin have been prepared using the vacuum-assisted resin injection molding technique. Figure 7 illustrates the load vs. displacement performance of the sandwich composite structures. It has been observed that the glass fiber/poly(vinyl chloride)/Elium resin composite had higher load absorption of 1308 N at high displacement of 5.3 mm, among all sandwich composites. Moreover, the glass fiber/poly(vinyl chloride)/Elium resin composite revealed a higher flexural strength of 244 MPa (Figure 8). The higher load-bearing effect was observed due to the excellent bonding strength of the poly(vinyl chloride) core structure. In these composites, the poly(vinyl chloride) core bonds efficiently with resin (more than the polyethylene terephthalate) due to its soft nature and flexible molecular structure. Consequently, poly(vinyl chloride) may transfer load uniformly without crack propagation [76]. The polyethylene terephthalate has a semi-crystalline/amorphous and rigid molecular structure with no free volume to stretch. Thus, the polyethylene terephthalate core sandwich panels had lesser load absorption properties. In addition, the use of Elium resin-based composites led to considerably higher mechanical properties to replace the traditional epoxy resins in advanced applications. For example, Cousins and co-workers [77] measured higher flexural strength of Elium-based composite laminates (1006 MPa), relative to the epoxy-based reference composite material (809 MPa). In addition, Davies et al. [78] reported a higher flexural strength of glass fiber-filled Elium composites (703 MPa), relative to epoxy/glass fiber composite (606 MPa).
In addition to vacuum assisted resin injection molding, the resin transfer molding technique has also been used [79,80,81]. Both resin injection molding and resin transfer molding can form high quality products in similar ways. The difference is that the resin injection molding technique mix and prepare the materials simultaneously. On the other hand, the resin transfer molding demands prior preparation of the material and placing in the mold. Chen et al. [82] prepared the poly(vinyl chloride) foam core sandwich structure using vacuum-assisted resin transfer molding method. The epoxy/glass fiber composite face sheets were used in the sandwich structure. The aramid, carbon, and glass fibers were filled in the poly(vinyl chloride) foam core. The purpose was to enhance the interfacial bonding between the foam core and face sheets materials. Inclusion of chopped fibers in the foam cores enhanced the energy absorption by 161%, relative to unfilled sandwich composites. Moreover, resin transfer molding was found effective to perfectly bind the sandwich composite panels and enhance the interfacial properties [83].
3.4. Compression-Based Processes
The compression molding technique has been used for engineering purposes especially for the manufacturing of automotive parts [84,85,86]. Compression molding has been explored for the process parameters and material suitability. Li et al. [87] fabricated the three-dimensional Kevlar fiber core sandwich structure with Jute composite face sheets using the compression molding process. The polyurethane resin was impregnated into the structure during compression molding. This technique led to uniform resin and voids distribution in the composite. The non-sandwich or blank composite was also prepared using the polyurethane and jute filler and used as reference material. Figure 9 shows the set-up for the compression molding technique. Table 1 demonstrates the compression properties of the sandwich composite. The Kevlar fiber core sandwich structure with polyurethane had significantly higher compression strength and modulus compared with the non-sandwich composite. The results exposed the effectiveness of the sandwich composite structure as well as the compression molding technique to enhance the mechanical properties. Such compression molded sandwich composites have been suggested effective for the automobile and construction industries [88].
3.5. Continuous Process or Pultrusion
Pultrusion is among the frequently used methods to form sandwich composite structures, especially for the civil and marine engineering applications [89,90]. In a pultrusion or continuous process, the fibers are pulled through a heated die under a constant applied pressure. During this process, the resin is melted and impregnated in the fibrous reinforcement. This method has been used to efficiently disperse the resin on the fillers. Garrido [91] produced the pultruded sandwich composites using polyurethane foam core and carbon/glass-fiber reinforced polymer face sheets. The optimization of the core density, fiber reinforcement in the face sheets, and processing parameters have been analyzed to develop high performance sandwich composites. Consequently, superior structural durability, mechanical resistance, thermal insulation, and acoustic performance have been observed. Zhang et al. [92] formed rectangular wood core sandwich composites with glass fiber reinforced polymer face sheets using a pultrusion process. The four-point bending was applied to test the mechanical stability of the sandwich composites. Zhang et al. [93] also proposed the wood core sandwich composite with glass fiber reinforced polymer face sheets through pultrusion. ISO-834 fire test was applied to explore the charring, thermal response, and insulation behavior of the pultruded sandwich composites. The composite design and pultrusion technique were found effective to enhance the flame resistance of the sandwich structure.
3.6. Three Dimensional (3D) and Four Dimensional (4D) Printed Sandwich Structures
Three-dimensional (3D) printing is a manufacturing technique used for the construction of three-dimensional objects. The 3D printing technique has been employed to design sandwich composites with improved physical behaviors for technical applications [94,95,96]. Dikshit et al. [97] used an inkjet 3D printer to print the sandwich core structure. The 3D printer was also applied to print the face-sheets. The photopolymer was used to form the core, while the face sheets consist of nylon/glass fiber composites. The compressive failure of the sandwich composite was studied. The results suggested better out-of-plane compressive strength of the 3D printed sandwich composite. Lu et al. [98] investigated the use of 3D printing technology for honeycomb core sandwich composites. The mechanical performance of 3D printed sandwich composite was characterized by three-point bending test. The mechanical properties of 3D sandwich composites were found higher than the non-printed structures. Sugiyama et al. [99] used a 3D printer to form a honeycomb core. The carbon fiber reinforced polymer composite was used to form the face sheets of the sandwich structure. The 3D printed sandwich composites were tested using three-point bending test. The sandwich composite had high load and flexural modulus due to increased density of the unique core. The 3D printed honeycomb core revealed superior energy absorption aptitude. Moreover, the 3D architected core structures have potential for range of industrial applications [100]. Sarvestani et al. [101] developed lightweight 3D architected sandwich structures with meta core that have Isomax, octet, cubic, and auxetic cellular core geometries. Figure 10 shows the results of energy absorption and the maximum load of meta-sandwich plates (30% and 50%), subjected to 3J impact load. It was observed that with low impact energy, Isomax, octet, and cubic meta-sandwich plates had same energy absorption performance, i.e., higher than that of the auxetic sandwich plate. Alternatively, for Isomax, octet and cubic meta-sandwich plates, the magnitude of maximum contact load was not found similar. Here, the cubic meta-sandwich plate depicted maximum contact load and auxetic sandwich plates had minimum magnitude of contact load for both 30% and 50% relative densities. It was suggested that the impact energy used on the sandwich plates was initially absorbed by failure and damaged the core and face-sheets. Thus, according to the results, the maximum contact load was amplified significantly by enhancing the relative density. Nevertheless, Isomax and auxetic sandwich plates showed almost the same or a marginal drop in the energy absorption capability. These observations were attributed to the improved stiffness of the materials due to increase in the relative density. Figure 10 also illustrates the deformation configuration and equivalent stress distribution on the cross section of meta-sandwich plates under 3J impact.
Four-dimensional (4D) printing technique is used for the creation of four-dimensional objects. The 4D printing has also been used to form sandwich composite structures [102,103]. This technique offers more design freedom and time dimension than the 3D printing. Xin et al. [104] formed 4D printed honeycomb core sandwich structures. An origami core structure was formed. The shape fixity and recovery ratio of 4D printed sandwich structures were found to be 98% and 99%, respectively.
4. Final Manufacturing Steps for Sandwich Composites: Machining, Milling, Drilling, or Cutting
Machining of sandwich composite materials has been found inevitable in manufacturing to attain a final net shape [105]. Machining has been found important for final surface finish and dimensional tolerance of the product designs/shapes [106]. Thus, the machining of composite materials has been investigated to study the influence of numerous process parameters on the quality of machining. According to literature, the machining of glass or carbon fiber reinforced plastic composites reduced the problem of delamination [107]. Especially, the carbon fiber reinforced plastics applied in the wings, J-nose, beams, etc., of commercial air crafts and vehicles have been manufactured close to the final shape; nevertheless, after processing, all parts need to be trimmed to attain the right dimensions and shape [108]. In this regard, various machining processes have been used for sandwich composites including milling, drilling, cutting, etc. Drilling has been investigated as an essential step to prevent composite delamination [109,110,111]. Milling has been used as a distinct process for making large diameter holes [111,112]. In the cutting process, fiber alignment in sandwich composites as well as cutting speed have been considered important [113,114,115].
Drilling and helical or orbital milling are key processes used in the machining of sandwich composites for precise and accurate cutting of the materials [116,117]. Helical milling and ultrasonic vibration helical milling have also been developed for hole-making of fiber reinforced composites [118,119,120]. In helical milling, the tool follows a helical path while it rotates around its own axis. Helical milling employs a rotating special tool attached to a rotating spindle, which traverses the helical trajectory to machine a hole. The hole has a larger diameter than that of the tool (Figure 11) [121]. Figure 12 shows an experimental setup of helical milling for the measure of cutting forces in which machining tests were conducted under dry conditions. The chips were collected through a vacuum tube [122]. This process has flexible kinematics, low cutting forces, tool wear, and better borehole quality. However, helical milling may face the disadvantages of rough finish and slower feed rate.
Dry machining through drilling has been developed as a low-cost ecological machining process. It has been found favorable for open-faced machining operations involving milling operations. In the milling operations, multiple cutting edges are involved continuously in the cutting action and the produced heat can be managed without affecting the process parameters. In this regard, valuable literature on machining of sandwich composites has been reported by Lopez de Lacalle et al. [123], Miguelez et al. [124,125,126,127], and Cantero et al. [128,129,130].
Nevertheless, the machining industry is shifting towards the use of dry milling using carbon dioxide coolant application. This machining technique has been considered efficient and environmentally friendly. López de Lacalle et al. [131] compared the use of two sustainable cutting approaches for glass fiber reinforced polymer composites, i.e., dry cutting and using liquid CO2. The use of two processes were compared for the machining performance parameters such as surface roughness, temperature, modulus of cutting force, tool wear, power consumption, and life cycle assessment. Figure 13 demonstrates the cutting force modulus obtained using dry and liquid CO2 conditions. The use of liquid CO2 conditions reduced the cutting force modulus up to 5%, showing the effectiveness of the conditions used. The reason appeared to be the reduction in fracture strain and embrittlement of the material, due to lower cutting force at cryogenic condition. Figure 14 depicts the higher tool wear and higher cutting force modulus for dry machining, relative to the cryogenic machining. Moreover, the superior machining performance was achieved using liquid CO2 based cutting in terms of 9% lower power consumption, 80% lower cutting zone temperature, and reduced surface roughness, as compared to the dry machining technique.
Drilling has been applied to form final finished sandwich composites. Rodríguez et al. [132] used liquefied CO2 as fluid for drilling carbon fiber reinforced plastic composites. It was observed that using the liquefied CO2 and hole diameter below 0.5% maintained the surface integrity of the composite structure. The dry-drilling technique with liquefied CO2 was found as an effective eco-friendly machining process. Figure 15 shows the experimental setup and cutting conditions. The tool tip temperature was maintained constant ~0 °C. The holes were made under dry conditions and in dry conditions along with liquified CO2 (Figure 16). Under dry conditions (without CO2), temperature increased exponentially during 80 holes and stabilized at 325 °C. Using of CO2 as cutting fluid, the tool coating layer in the edge disappeared and material was easily adhered to tool edges. It was observed that the tool edge remained sharper through using liquified CO2, relative to dry machining conditions.
Machining of aluminum alloy-carbon fiber reinforced polymer-based sandwich composites was performed using the milling process [133]. The surface quality of composite was studied in terms of the height deviation. The cutting speed had least influence on the surface quality. Lacalle et al. [134] adopted router milling tools to perform high performance milling of carbon fiber reinforced plastic composites. Different milling tools were formed and used for the composite structures. The tested milling tools have a diameter 12.7 mm and 6.35 mm. The milling tool of 6.35 mm broke at a 1 m cut length owing to the high radial forces. However, milling tools of the diameter 12.7 mm performed well for the milling process. The finishing and damage using up-milling and down-milling conditions were analyzed. The up-milling operation resulted in better finishing, compared with the down-milling process, which showed delamination.
In machining, the effect of cutting parameters and tool geometry on the surface quality have been investigated [135]. Doluk et al. [136] studied the cutting process of the epoxy-carbon sandwich structures. It was observed that the cutting parameters and machining configuration affected the final composite design. The change in the cutting parameters may cause defect formation on the composite surface during the machining process. In addition to drilling, milling, and cutting, various experimental attempts have been performed on the peripheral trimming of composite parts during machining to attain final finished products [137,138,139].
5. High Performance Applications of Sandwiched Composite Structures
5.1. Aerospace Structures
In the aerospace industry, the sandwich composite structures have been applied; however, only selected structures have performed effectively [140,141,142]. The honeycomb core formed using aluminum, aluminum alloy, and Nomex have found success. In face sheets or skin of aerospace sandwich panels, carbon, Kevlar, or glass fiber composites and aluminum alloys have been used. The face sheets have usually been developed with a thickness of <2 mm [143]. Symmetrical and asymmetrical sandwich composites have been employed in aircraft or space craft construction [144,145,146]. Symmetric sandwich structures are comprised of upper and lower face sheets of the same material. However, the asymmetric structures consist of two different skins or face sheets in the upper and lower parts of the sandwich core. For aerospace fuselages, two types of face sheets used are carbon fiber laminate and aluminum-based laminate. Nowadays, asymmetric structures have found success for the construction of space parts and structures under extreme conditions to better withstand the high pressure and aerodynamic load [147,148]. Symmetric sandwich composites have low pressure bearing capabilities, and are, thus, used in the lightweight aircrafts/helicopter [144], drone structures [149], and solar planes [150]. Figure 17 depicts the use of various sandwich composite structures in Dassault Mirage F1 [151]. Sandwich composite structures have been used in the fins, engine doors, and other parts of the Dassault Mirage F1. The sandwich composite technology has been applied in advanced airplanes such as F-18 and F-35 [152].
Figure 18 depicts the use of sandwich composite structure in F-35 aircraft. Since, F-35 can fly at a maximum speed of 540 ms−1, pressure was applied to the stealth radome and studied via flow analysis. The flow analysis confirmed the applied pressure of 62.6 kPa to the stealth radome. The cross-section of stealth radome structure showed the use of a sandwich composite structure of glass fiber reinforced plastics (GFRP) with a poly(vinyl chloride) core. Moreover, the position of active frequency selective surface (AFSS) attached inside the radome was apparent. The pressure load was applied using the flow analysis and inertia relief was used to consider inertial loads. The maximum principal strain was found to be 7.338 × 10−4. The maximum principal strain value was used to assess the fracture of the diode in AFSS. Moreover, the development of flexible 4D sandwich structures have potential for space deployable structures like antennas [153]. Accordingly, there is a wide-ranging scope in the aerospace field for the application of various high performance sandwich structures.
5.2. Automotive
The automotive industry has explored various novel structures and manufacturing processes for lightweight and enhanced performance of the vehicles [154]. The sandwich composite structures have been adopted to replace the conventional metallic materials like aluminum and steel [155]. For automobiles, the sandwich structures have high flexural strength, stiffness, impact resistance, thermal insulation, and energy absorption features. The manufacturing strategies have been developed for sandwich composite structures of varying geometries for automotive application [156,157]. In this regard, the compression molding, injection molding, and thermoforming have been applied to produce sandwich structures on a large scale for automobile application [158,159]. Commercial high performance foam cores have been prepared for automotive sandwich composites using thermoforming [160]. This method produces foam core structures with low density and uniform cell morphology. Contrarily, the injection molded foam cores may have high density and poor cell microstructure. Thus, the thermoformed core structures have high durability, mechanical properties, and pressure bearing capabilities for automotive vehicle structures. Thus, techniques have been continually researched to develop complex geometry sandwich cores for automotive applications.
5.3. Energy Absorption Application
Engineering structures have been designed with energy absorption properties, in addition to load bearing, fatigue resistance, and high pressure tolerance features [161]. Among engineering structures, sandwich structures have been successfully used for the energy absorption relevance [162]. The engineering structures based on sandwich composites have been developed with varying core/face materials, geometries, and manufacturing processes. The sandwich structures must be lightweight in addition to having an energy absorption application [163]. The sandwich structures may absorb energy during a dynamic event such as a collision impact, ballast, and high strain rate [164,165,166]. The sandwich composite-based energy absorbers have the capability to absorb the change in kinetic energy during blast, collision, etc. [167,168,169]. During a blast/crash wave, the sandwich panel is usually compressed flatwise [170]. The core structure plays a vital role in absorbing energy [171]. In edgewise compression, both the face sheets and core structure have been found important for absorbing energy. The failure mechanism of the sandwich composite structure has been considered significant for energy absorption capabilities. Research on the core/face material design and fabrication processes is desirable to form high performance sandwich composites for better energy absorption capacities.
6. Future Research Direction
From the above presented literature review, it has been observed that the sandwich structures have been developed using various core structures, face sheets, and fabrication techniques (Table 2). Traditionally, polymer/metallic foam core or balsa core structures have been used. Then, the use of honeycomb cores and architected cores have brought improvements in the structural designs to overcome the challenges. The choice of core material and core design play an important role in the final sandwich composite properties. Moreover, the selection of face sheet materials must be suitable for the desired end use.
Subsequently, processing is an important step to attain high performance sandwich composites. Initially, manual techniques like hand lay-up and pressing have been used. Then autoclave, vacuum bagging, and compression techniques have been successful. The use of resin infusion or transfer molding techniques revealed advantages of better resin distribution throughout the sandwich core and face of panels. Pultrusion has also been found to be an efficient technique for better resin impregnation. More recently, sophisticated techniques like 3D/4D printing have also been adopted, keeping in view the technical applications. Hence, the selection of processing method strongly depends on the material and the property requirements for the specific application.
Despite successful methods for composite manufacturing, the final parts often need post-mold machining and drilling steps [115,172]. The purpose of machining is basically to attain the surface quality, dimensional tolerance, and functional requirements of the sandwich composite structures. Experimental studies have been performed on machining of fiber reinforced composites [173]. The edge trimming of carbon fiber reinforced composites depends on the fiber or filler orientation in the matrix. For machining, dry cutting conditions have been used to meet the industrial specifications [174]. Especially, the edge trimming method with the aid of adhesives has been preferred [175].
High-performance sandwich structures have been observed as good candidates for the construction of aerospace and automotive engineering structures and also for energy absorption applications. In space/vehicle engineering, various sandwich composite designs have been used. For energy absorption application, different sandwich designs and fabrication methods have been applied. The failure mechanism of sandwich composite structures performs a crucial role in determining the energy absorption abilities. Structural geometry, material configurations, size, and loading situations have been investigated as important parameters in the design of the energy absorber. For particular applications of sandwich composites, both experimental and theoretical studies have been found essential for understanding the structural response and performance. Optimum structural and processing parameters need to be analyzed to achieve high mechanical properties, crashworthiness, and blast resistance performance.
The manufacturing techniques used for the sandwich composite structures face several processing challenges, affecting the final composite structure and properties. Therefore, focused future attempts have been found desirable to optimize the design and parameters of manufacturing techniques for the formation of high-performance sandwich composites. Specifically, the sandwich materials produced by the simple press method, regardless of the type of material used, has the major challenge of delamination of the core and skin. Furthermore, the pressed composites have the disadvantage of cracking of the composite core parallel to the direction of impact. Therefore, the use of the press method has been found limited in aerospace applications. The sandwich composites prepared by the hand lay-up method also have delamination and cracking challenges due to low impact resistance. However, the cracks in hand lay-up composites can be recovered using adhesives. Both the press method and hand lay-up technique require several modifications to fulfil the technological requirements (particularly high mechanical properties, crashworthiness, and least damages) of the space and automotive sectors.
Additionally, several liquid molding processes have been used to manufacture sandwich components such as resin injection molding, resin transfer molding, and vacuum injection molding. These techniques are similar due to initial placement of reinforcement in the mold and infusion of liquid resin through difference in pressure. The liquid molding methods has the advantage of low temperature processing; however, they face challenges of moisture-related damages in composite structures. This problem can be resolved through the use of highly pure, moisture free resins during processing.
In the compression molding technique for sandwich structures, the choice of core material has been considered important to ensure that the material may withstand the molding pressure (between 0.2 to 4 MPa) and reveal high compression strength. Only the materials with mechanical properties and good bonding of core to face can be processed by this method. Thermoformability is also needed to develop complex-shaped parts. If material is not chosen carefully for compression molding, the dimensional stability of the composites can be affected. In the future, the appropriate choice of material can only resolve the processing challenges of the compression molded structures, to achieve high mechanical/thermal/crash resistance.
The 4D processing of sandwich structures have become interesting for energy absorption applications. The final composite quality depends upon the impact of design, core shape, and printing parameters (layer height, nozzle temperature, and printing speed). Especially, the printing speed need to be controlled for better compression strength of the fabricated composites. Therefore, controlled printing speed has been identified as a challenging factor to improve the mechanical properties of the sandwich composites. In the future, the 4D printing of tunable meta-structures need to be explored for better damage resistance and crashworthiness applications, and so to minimize the hazards related to serious human injuries.
In advanced composites, autoclave processes have been widely adopted for the aerospace construction. The autoclave-processed composites are characterized by the greatest average value of impact strength and the lowest crack formation. This method has reduced the bulk factor and prevented the delamination between plies to controls the thickness dimension. Generally, good moldings have been achieved through regular demolding cycles with hydrostatic pressure during curing. Moreover, the high-performance composites have been produced on a large scale using the autoclave methods for aerospace. However, the autoclave processes still need to be improved for the capital expenditure. Especially, the moisture retention in the processed sandwich composite structures has been identified as a challenge. The structures may be damaged due to moisture exposure. In addition, only the heat stable polymers can be used in autoclave processing. Future modifications in the autoclave processing parameters may resolve the challenges of moisture damage and high temperature requirements. Future modifications in autoclave processes may further lead to significantly high compression strength, flexural strength, damage resistance, and crash worthiness of the sandwich structures, relative to other techniques used.
Other major challenges related to the manufacturing of sandwich composites include the impact of adopted technique on the environment and also the use of sustainable materials and conditions. Injection molding has received research interest due to its low cost and its capability of producing geometrically complex structures without affecting the environment. The injection processes are carried out in closed molds. These methods also require the lowest temperature and energy demands. However, in the automotive and aerospace industries, still the most adopted techniques for sandwich composites are the autoclave processes due to the benefits of large-scale processing, high mechanical properties, and less delamination and damage issues. Hence, all the manufacturing strategies have relative advantages and disadvantages for being applied in the space/automotive engineering and energy absorption-related applications. From this discussion, it can be suggested that considerable future efforts are needed to improve the structural designs of sandwich composites and also to resolve the challenges related to the manufacturing methods used.
7. Conclusions
This comprehensive review outlines the design and manufacturing specifications along with the high-performance applications of sandwich composite structures. From the vast literature surveys, it can be concluded that the design of sandwich composite structures is dependent on the unique core structures such as honeycomb, foam, wood, tubular, meta, etc. Moreover, the selection of the materials and type of the core and face sheets were found to affect the properties of final sandwich composite structure. Consequently, different cores and face sheets have been used in sandwich panels in various literature reports. According to observations, the range of manufacturing techniques have been successfully applied for sandwich structures, including the manual lay-up, pressing, vacuum bagging/autoclave, vacuum-assisted resin infusion/transfer molding, compression molding, pultrusion, and 3D/4D printing. The choice of sandwich composite structure manufacturing technique was made depending on the type of the core and face sheet structure, as well as the desired final properties and application. It can be concluded that the types of core and fillers were crucial for the performance of the sandwich. Furthermore, the properties of final sandwich composites were dependent on the manufacturing techniques and factors such as resin type, resin viscosity, temperature, vacuum, composite morphology, voids, etc. For the as prepared sandwich composites, machining and milling/drilling were applied as final manufacturing steps. Sandwich composite structures, obtained using various facile techniques, have been effectively applied for the aerospace/automotive engineering structures and energy absorbers.
Author Contributions
Conceptualization, A.K.; data curation, A.K.; writing of original draft preparation, A.K.; Review and editing, A.K., I.A., S.A.R., M.H.E. and A.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
We would like to thank HEC and National Centre for GIS and space applications for providing facilities to perform this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Feng, D.; Loi, G.; Aymerich, F. A Numerical and Experimental Investigation into the Impact Response of Sandwich Composites under Different Boundary Conditions. J. Compos. Sci. 2022, 6, 88. [Google Scholar] [CrossRef]
- Zhang, Z.; Myler, P.; Zhou, E.; Zhou, R. Strength and Deformation Characteristics of Carbon Fibre Reinforced Composite Wrapped Aluminium Foam Beams. J. Compos. Sci. 2022, 6, 288. [Google Scholar] [CrossRef]
- Filippov, D.; Liu, Y.; Zhou, P.; Ge, B.; Liu, J.; Zhang, J.; Zhang, T.; Srinivasan, G. Theory of Magnetoelectric Effect for Three-Layer Piezo-Magnetostrictive Asymmetric Composites. J. Compos. Sci. 2022, 6, 346. [Google Scholar] [CrossRef]
- Fazzolari, F.A. Sandwich structures. In Stability and Vibrations of Thin Walled Composite Structures; Elsevier: Amsterdam, The Netherlands, 2017; pp. 49–90. [Google Scholar]
- Khan, M.; Li, B.; Tan, K. Impact performance and bending behavior of carbon-fiber foam-core sandwich composite structures in cold arctic temperature. J. Compos. Sci. 2020, 4, 133. [Google Scholar] [CrossRef]
- Zoumaki, M.; Mansour, M.T.; Tsongas, K.; Tzetzis, D.; Mansour, G. Mechanical Characterization and Finite Element Analysis of Hierarchical Sandwich Structures with PLA 3D-Printed Core and Composite Maize Starch Biodegradable Skins. J. Compos. Sci. 2022, 6, 118. [Google Scholar] [CrossRef]
- Austermann, J.; Redmann, A.J.; Dahmen, V.; Quintanilla, A.L.; Mecham, S.J.; Osswald, T.A. Fiber-reinforced composite sandwich structures by co-curing with additive manufactured epoxy lattices. J. Compos. Sci. 2019, 3, 53. [Google Scholar] [CrossRef] [Green Version]
- Behnisch, F.; Brütsch, J.; Werner, H.O.; Henning, F. The Direct Sandwich Composite Molding (D-SCM) Process: Sandwich Manufacturing and Characterization. J. Compos. Sci. 2022, 6, 81. [Google Scholar] [CrossRef]
- Borsellino, C.; Calabrese, L.; Valenza, A. Experimental and numerical evaluation of sandwich composite structures. Compos. Sci. Technol. 2004, 64, 1709–1715. [Google Scholar] [CrossRef]
- Feng, G.-L.; Yoshida, S.; Lacidogna, G. Special Issue on New Advances in Acoustic Emission and Microseismic Monitoring Technologies in Civil Engineering. Appl. Sci. 2023, 13, 969. [Google Scholar] [CrossRef]
- Wu, H.-x.; Qu, J.; Wu, L.-z. Ballistic performances of the hourglass lattice sandwich structures under high-velocity fragments. Def. Technol. 2023. [Google Scholar] [CrossRef]
- Özdemir, A.; Önder, A. An environmental life cycle comparison of various sandwich composite panels for railway passenger vehicle applications. Environ. Sci. Pollut. Res. 2020, 27, 45076–45094. [Google Scholar] [CrossRef]
- Chadha, A.; Edwin, S.P.; Gunasegeran, M.; Veerappa, V.S. Vibration Analysis of Composite Laminated and Sandwich Conical Shell Structures: Numerical and Experimental Investigation. Int. J. Struct. Stab. Dyn. 2022, 2350120. [Google Scholar] [CrossRef]
- Raja, B.R.; Tallur, S.; Banerjee, S. Study of Ultrasonic-Guided Wave Interaction With Core Crush Damage for Nondestructive Evaluation of a Honeycomb Composite Sandwich Panel. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2022, 6, 011003. [Google Scholar] [CrossRef]
- Xiao, W.; Peng, G.; Zhang, H.; Zhang, X.; Tian, Z.; Xu, G.; Zhang, H.; Liu, F. Constructing a two-layer oblique honeycomb sandwich structure by LCD 3D printing for efficient electromagnetic wave absorbing. Compos. Struct. 2023, 305, 116449. [Google Scholar] [CrossRef]
- Hassanpour Roudbeneh, F.; Liaghat, G.; Sabouri, H.; Hadavinia, H. High-velocity impact loading in honeycomb sandwich panels reinforced with polymer foam: A numerical approach study. Iran. Polym. J. 2020, 29, 707–721. [Google Scholar] [CrossRef]
- Langdon, G.; Von Klemperer, C.; Rowland, B.; Nurick, G. The response of sandwich structures with composite face sheets and polymer foam cores to air-blast loading: Preliminary experiments. Eng. Struct. 2012, 36, 104–112. [Google Scholar] [CrossRef]
- Nasirzadeh, R.; Sabet, A.R. Study of foam density variations in composite sandwich panels under high velocity impact loading. Int. J. Impact Eng. 2014, 63, 129–139. [Google Scholar] [CrossRef]
- Zhou, J.; Guan, Z.; Cantwell, W. The impact response of graded foam sandwich structures. Compos. Struct. 2013, 97, 370–377. [Google Scholar] [CrossRef]
- Tarlochan, F.; Ramesh, S.; Harpreet, S. Advanced composite sandwich structure design for energy absorption applications: Blast protection and crashworthiness. Compos. Part B Eng. 2012, 43, 2198–2208. [Google Scholar] [CrossRef]
- Arora, H.; Hooper, P.; Dear, J. The effects of air and underwater blast on composite sandwich panels and tubular laminate structures. Exp. Mech. 2012, 52, 59–81. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Wang, Z.; Wu, G.; Zhao, L.; Li, X. Dynamic response of sandwich spherical shell with graded metallic foam cores subjected to blast loading. Compos. Part A Appl. Sci. Manuf. 2014, 56, 262–271. [Google Scholar] [CrossRef]
- Jing, L.; Zhao, L. Blast resistance and energy absorption of sandwich panels with layered gradient metallic foam cores. J. Sandw. Struct. Mater. 2019, 21, 464–482. [Google Scholar] [CrossRef]
- Liu, X.; Tian, X.; Lu, T.; Liang, B. Sandwich plates with functionally graded metallic foam cores subjected to air blast loading. Int. J. Mech. Sci. 2014, 84, 61–72. [Google Scholar] [CrossRef]
- Huo, X.; Sun, G.; Zhang, H.; Lv, X.; Li, Q. Experimental study on low-velocity impact responses and residual properties of composite sandwiches with metallic foam core. Compos. Struct. 2019, 223, 110835. [Google Scholar] [CrossRef]
- Jing, L.; Yang, F.; Zhao, L. Perforation resistance of sandwich panels with layered gradient metallic foam cores. Compos. Struct. 2017, 171, 217–226. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, L.; Zhang, C.; Guo, S. Low-velocity impact response of tube-reinforced honeycomb sandwich structure. Thin-Walled Struct. 2021, 158, 107188. [Google Scholar] [CrossRef]
- Xue, X.; Zhang, C.; Chen, W.; Wu, M.; Zhao, J. Study on the impact resistance of honeycomb sandwich structures under low-velocity/heavy mass. Compos. Struct. 2019, 226, 111223. [Google Scholar] [CrossRef]
- Zhang, D.; Fei, Q.; Zhang, P. Drop-weight impact behavior of honeycomb sandwich panels under a spherical impactor. Compos. Struct. 2017, 168, 633–645. [Google Scholar] [CrossRef]
- Sun, G.; Chen, D.; Huo, X.; Zheng, G.; Li, Q. Experimental and numerical studies on indentation and perforation characteristics of honeycomb sandwich panels. Compos. Struct. 2018, 184, 110–124. [Google Scholar] [CrossRef]
- Gunes, R.; Arslan, K. Development of numerical realistic model for predicting low-velocity impact response of aluminium honeycomb sandwich structures. J. Sandw. Struct. Mater. 2016, 18, 95–112. [Google Scholar] [CrossRef]
- Sun, G.; Chen, D.; Wang, H.; Hazell, P.J.; Li, Q. High-velocity impact behaviour of aluminium honeycomb sandwich panels with different structural configurations. Int. J. Impact Eng. 2018, 122, 119–136. [Google Scholar] [CrossRef]
- He, W.; Yao, L.; Meng, X.; Sun, G.; Xie, D.; Liu, J. Effect of structural parameters on low-velocity impact behavior of aluminum honeycomb sandwich structures with CFRP face sheets. Thin-Walled Struct. 2019, 137, 411–432. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.; Sapuan, S.; Ishak, M.; Ilyas, R.; Asyraf, M. Potential of natural fiber reinforced polymer composites in sandwich structures: A review on its mechanical properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef] [PubMed]
- Galos, J.; Das, R.; Sutcliffe, M.P.; Mouritz, A.P. Review of balsa core sandwich composite structures. Mater. Des. 2022, 221, 111013. [Google Scholar] [CrossRef]
- Basha, M.; Wagih, A.; Melaibari, A.; Lubineau, G.; Abdraboh, A.; Eltaher, M. Impact and post-impact response of lightweight CFRP/wood sandwich composites. Compos. Struct. 2022, 279, 114766. [Google Scholar] [CrossRef]
- Liu, T.; Hou, S.; Nguyen, X.; Han, X. Energy absorption characteristics of sandwich structures with composite sheets and bio coconut core. Compos. Part B Eng. 2017, 114, 328–338. [Google Scholar] [CrossRef]
- Fatima, N.S.; Dhaliwal, G.S.; Newaz, G. Influence of interfacial adhesive on impact and post-impact behaviors of CFRP/end-grain balsawood sandwich composites. Compos. Part B Eng. 2021, 212, 108718. [Google Scholar] [CrossRef]
- Monti, A.; El Mahi, A.; Jendli, Z.; Guillaumat, L. Quasi-static and fatigue properties of a balsa cored sandwich structure with thermoplastic skins reinforced by flax fibres. J. Sandw. Struct. Mater. 2019, 21, 2358–2381. [Google Scholar] [CrossRef] [Green Version]
- Goodrich, T.; Nawaz, N.; Feih, S.; Lattimer, B.Y.; Mouritz, A.P. High-temperature mechanical properties and thermal recovery of balsa wood. J. Wood Sci. 2010, 56, 437–443. [Google Scholar] [CrossRef]
- Anjang, A.; Chevali, V.; Lattimer, B.; Case, S.; Feih, S.; Mouritz, A. Post-fire mechanical properties of sandwich composite structures. Compos. Struct. 2015, 132, 1019–1028. [Google Scholar] [CrossRef]
- Luo, Y.; Fan, H. Energy absorbing ability of rectangular self-similar multi-cell sandwich-walled tubular structures. Thin-Walled Struct. 2018, 124, 88–97. [Google Scholar] [CrossRef]
- Wang, C.; Xu, B.; Yuen, S.C.K. Numerical analysis of cladding sandwich panels with tubular cores subjected to uniform blast load. Int. J. Impact Eng. 2019, 133, 103345. [Google Scholar] [CrossRef]
- Zhang, J.; Ye, Y.; Zhu, Y.; Yuan, H.; Qin, Q.; Wang, T. On axial splitting and curling behaviour of circular sandwich metal tubes with metal foam core. Int. J. Solids Struct. 2020, 202, 111–125. [Google Scholar] [CrossRef]
- Zhang, J.; Ye, Y.; Li, J.; Zhu, Y.; Yuan, H.; Qin, Q.; Zhao, M. Dynamic collapse of circular metal foam core sandwich tubes in splitting and curling mode. Thin-Walled Struct. 2021, 161, 107464. [Google Scholar] [CrossRef]
- Zhang, C.; Tan, K. Low-velocity impact response and compression after impact behavior of tubular composite sandwich structures. Compos. Part B Eng. 2020, 193, 108026. [Google Scholar] [CrossRef]
- Li, Z.; Yang, Q.; Chen, W.; Hao, H.; Matenga, C.; Huang, Z.; Fang, R. Impact response of a novel sandwich structure with Kirigami modified corrugated core. Int. J. Impact Eng. 2021, 156, 103953. [Google Scholar] [CrossRef]
- Ge, L.; Zheng, H.; Li, H.; Liu, B.; Su, H.; Fang, D. Compression behavior of a novel sandwich structure with bi-directional corrugated core. Thin-Walled Struct. 2021, 161, 107413. [Google Scholar] [CrossRef]
- Yang, J.-S.; Zhang, W.-M.; Yang, F.; Chen, S.-Y.; Schmidt, R.; Schröder, K.-U.; Ma, L.; Wu, L.-Z. Low velocity impact behavior of carbon fibre composite curved corrugated sandwich shells. Compos. Struct. 2020, 238, 112027. [Google Scholar] [CrossRef]
- Yu, R.-P.; Wang, X.; Zhang, Q.-C.; Li, L.; He, S.-Y.; Han, B.; Ni, C.-Y.; Zhao, Z.-Y.; Lu, T.J. Effects of sand filling on the dynamic response of corrugated core sandwich beams under foam projectile impact. Compos. Part B Eng. 2020, 197, 108135. [Google Scholar] [CrossRef]
- Chen, L.; Peng, S.; Liu, J.; Liu, H.; Chen, L.; Du, B.; Li, W.; Fang, D. Compressive response of multi-layered thermoplastic composite corrugated sandwich panels: Modelling and experiments. Compos. Part B Eng. 2020, 189, 107899. [Google Scholar] [CrossRef]
- Qi, J.; Li, C.; Tie, Y.; Zheng, Y.; Duan, Y. Energy absorption characteristics of origami-inspired honeycomb sandwich structures under low-velocity impact loading. Mater. Des. 2021, 207, 109837. [Google Scholar] [CrossRef]
- Zhang, P.; Li, X.; Wang, Z.; Zhao, L.; Yan, X. Dynamic blast loading response of sandwich beam with origami-inspired core. Results Phys. 2018, 10, 946–955. [Google Scholar] [CrossRef]
- Madke, R.R.; Chowdhury, R. Anti-impact behavior of auxetic sandwich structure with braided face sheets and 3D re-entrant cores. Compos. Struct. 2020, 236, 111838. [Google Scholar] [CrossRef]
- Imbalzano, G.; Tran, P.; Ngo, T.D.; Lee, P.V. Three-dimensional modelling of auxetic sandwich panels for localised impact resistance. J. Sandw. Struct. Mater. 2017, 19, 291–316. [Google Scholar] [CrossRef]
- Imbalzano, G.; Linforth, S.; Ngo, T.D.; Lee, P.V.S.; Tran, P. Blast resistance of auxetic and honeycomb sandwich panels: Comparisons and parametric designs. Compos. Struct. 2018, 183, 242–261. [Google Scholar] [CrossRef]
- Hou, S.; Li, T.; Jia, Z.; Wang, L. Mechanical properties of sandwich composites with 3d-printed auxetic and non-auxetic lattice cores under low velocity impact. Mater. Des. 2018, 160, 1305–1321. [Google Scholar] [CrossRef]
- Gaiotti, M.; Rizzo, C.M. Buckling behavior of FRP sandwich panels made by hand layup and vacuum bag infusion procedure. In Sustainable Maritime Transportation and Exploitation of Sea Resources; Rizzuto, E., Soares, C.G., Eds.; CRC Press, Taylor and Francis: Boca Raton, FL, USA, 2011; pp. 385–392. [Google Scholar]
- Atas, C.; Akgun, Y.; Dagdelen, O.; Icten, B.M.; Sarikanat, M. An experimental investigation on the low velocity impact response of composite plates repaired by VARIM and hand lay-up processes. Compos. Struct. 2011, 93, 1178–1186. [Google Scholar] [CrossRef]
- Firuz, Z.; Shing, L.C.; Fadzli, S.A.S.N. Flexural Properties of Al/Floral Foam Sandwich Composite Prepared by Hand Lay Up Process. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Penang, Malaysia, 24–25 November 2019; p. 012052. [Google Scholar]
- Krzyżak, A.; Mazur, M.; Gajewski, M.; Drozd, K.; Komorek, A.; Przybyłek, P. Sandwich structured composites for aeronautics: Methods of manufacturing affecting some mechanical properties. Int. J. Aerosp. Eng. 2016, 2016, 7816912. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.; Li, Y.; Gu, Y.; Li, M.; Zhang, Z. Prediction of the resin fillet size in honeycomb sandwich composites with self-adhesive prepreg skin. J. Reinf. Plast. Compos. 2016, 35, 1566–1575. [Google Scholar] [CrossRef]
- Chen, C.; Li, Y.; Gu, Y.; Li, M.; Zhang, Z. Improvement in skin–core adhesion of multiwalled carbon nanotubes modified carbon fiber prepreg/Nomex honeycomb sandwich composites. J. Reinf. Plast. Compos. 2017, 36, 608–618. [Google Scholar] [CrossRef]
- Uddin, M.; Gandy, H.T.; Rahman, M.M.; Asmatulu, R. Adhesiveless honeycomb sandwich structures of prepreg carbon fiber composites for primary structural applications. Adv. Compos. Hybrid Mater. 2019, 2, 339–350. [Google Scholar] [CrossRef]
- Valenza, A.; Fiore, V. Influence of resin viscosity and vacuum level on mechanical performance of sandwich structures manufactured by vacuum bagging. Adv. Polym. Technol. J. Polym. Process. Inst. 2010, 29, 20–30. [Google Scholar] [CrossRef]
- Kratz, J.; Hubert, P. Vacuum bag only co-bonding prepreg skins to aramid honeycomb core. Part I. Model and material properties for core pressure during processing. Compos. Part A Appl. Sci. Manuf. 2015, 72, 228–238. [Google Scholar] [CrossRef]
- Tavares, S.S.; Caillet-Bois, N.; Michaud, V.; Månson, J.-A. Vacuum-bag processing of sandwich structures: Role of honeycomb pressure level on skin–core adhesion and skin quality. Compos. Sci. Technol. 2010, 70, 797–803. [Google Scholar] [CrossRef]
- Butukuri, R.R.; Bheemreddy, V.; Chandrashekhara, K.; Berkel, T.R.; Rupel, K. Evaluation of skin-core adhesion bond of out-of-autoclave honeycomb sandwich structures. J. Reinf. Plast. Compos. 2012, 31, 331–339. [Google Scholar] [CrossRef]
- Sutter, J.K.; Kenner, W.S.; Pelham, L.; Miller, S.G.; Polis, D.L.; Nailadi, C.; Zimmerman, T.J.; Lort, R.D.; Hou, T.-H.; Quade, D.J. Comparison of autoclave and out-of-autoclave composites. In Proceedings of the SAMPE 2010 Technical Conference, Seattle, WA, USA, 17–20 May 2010. [Google Scholar]
- Lavaggi, T.; Samizadeh, M.; Niknafs Kermani, N.; Khalili, M.M.; Advani, S.G. Theory-guided machine learning for optimal autoclave co-curing of sandwich composite structures. Polym. Compos. 2022, 43, 5319–5331. [Google Scholar] [CrossRef]
- Rudd, C. Resin transfer molding and structural reaction injection molding. ASM Handb. 2001, 21, 492–500. [Google Scholar]
- Torres, J.P.; Hoto, R.; Andrés, J.; García-Manrique, J.A. Manufacture of green-composite sandwich structures with basalt fiber and bioepoxy resin. Adv. Mater. Sci. Eng. 2013, 2013, 214506. [Google Scholar] [CrossRef] [Green Version]
- Gall, M.; Steinbichler, G.; Lang, R.W. Learnings about design from recycling by using post-consumer polypropylene as a core layer in a co-injection molded sandwich structure product. Mater. Des. 2021, 202, 109576. [Google Scholar] [CrossRef]
- Yan, C.; Li, Y.; Su, X.; Liu, Q.; Wang, Y.; Wu, K.; Wu, X. Resin Flow Analysis for the Foam Core Sandwich Spoiler by Vacuum-Assisted Resin Injection Process. Materials 2022, 15, 5279. [Google Scholar] [CrossRef]
- Alshahrani, H.; Ahmed, A.; Kabrein, H.; Prakash, V.A. Mechanical properties study on sandwich composites of glass fiber reinforced plastics (GFRP) using liquid thermoplastic resin, Elium®: Preliminary experiments. Coatings 2022, 12, 1423. [Google Scholar] [CrossRef]
- Wang, X.; Lu, H.; Gorbacheva, G.; Hossain, M.; Fu, Y.Q. Multi-modal commutative dynamics in semi-crystalline polymers undergoing multiple shape memory behavior. Smart Mater. Struct. 2021, 30, 045003. [Google Scholar] [CrossRef]
- Cousins, D.S. Advanced Thermoplastic Composites for Wind Turbine Blade Manufacturing; Colorado School of Mines: Golden, CO, USA, 2018. [Google Scholar]
- Davies, P.; Arhant, M. Fatigue behaviour of acrylic matrix composites: Influence of seawater. Appl. Compos. Mater. 2019, 26, 507–518. [Google Scholar] [CrossRef] [Green Version]
- Shah, M.; Chaudhary, V. Flow modeling and simulation study of vacuum assisted resin transfer molding (VARTM) process: A review. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Coimbatore, Tamil Nadu, India, 9–10 April 2020; p. 012087. [Google Scholar]
- Kong, L.-M.; Wang, X.-B.; Zheng, W.; Wu, G.-D.; Qi, Y.-Y.; Xue, Y.-J.; Wang, B.-C. Mechanical Properties of Resin Reinforced Fiber-Ceramic-Fiber Composites Prepared by Vacuum Assisted Resin Transfer Molding. Sci. Adv. Mater. 2020, 12, 383–390. [Google Scholar] [CrossRef]
- Barandun, G.A.; Schüssler, L.; Angst, P.; Eggenschwiler, H. Process optimization for ultra-lightweight polyurethane/PET resin transfer molding (RTM) sandwich components. In Proceedings of the 12th International Conference on Sandwich Structures ICSS-12: Proceedings, Lausanne, Switzerland, 19–22 August 2018; pp. 159–160. [Google Scholar]
- Chen, Q.; Linghu, T.; Gao, Y.; Wang, Z.; Liu, Y.; Du, R.; Zhao, G. Mechanical properties in glass fiber PVC-foam sandwich structures from different chopped fiber interfacial reinforcement through vacuum-assisted resin transfer molding (VARTM) processing. Compos. Sci. Technol. 2017, 144, 202–207. [Google Scholar] [CrossRef]
- Jiang, L.; Walczyk, D.; McIntyre, G.; Bucinell, R.; Li, B. Bioresin infused then cured mycelium-based sandwich-structure biocomposites: Resin transfer molding (RTM) process, flexural properties, and simulation. J. Clean. Prod. 2019, 207, 123–135. [Google Scholar] [CrossRef]
- Wakeman, M.; Rudd, C.; Cain, T.; Brooks, R.; Long, A. Compression moulding of glass and polypropylene composites for optimised macro-and micro-mechanical properties. 4: Technology demonstrator—A door cassette structure. Compos. Sci. Technol. 2000, 60, 1901–1918. [Google Scholar] [CrossRef]
- Åkermo, M.; Åström, B.T. Modelling component cost in compression moulding of thermoplastic composite and sandwich components. Compos. Part A Appl. Sci. Manuf. 2000, 31, 319–333. [Google Scholar] [CrossRef]
- Fette, M.; Reiß, M.; Wulfsberg, J.P.; Stoess, N.; Hentschel, M. New approach for the efficient manufacturing of sandwich structures based on sheet moulding compounds. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2016; pp. 264–271. [Google Scholar]
- Li, Z.; Wei, X.; Gao, Z.; Xu, J.; Ma, P.; Wang, M. Manufacturing and mechanical characterisation of polyurethane resin based sandwich composites for three-dimensional fabric reinforcement. Mater. Today Commun. 2020, 24, 101046. [Google Scholar] [CrossRef]
- Zhang, J.; Khatibi, A.A.; Castanet, E.; Baum, T.; Komeily-Nia, Z.; Vroman, P.; Wang, X. Effect of natural fibre reinforcement on the sound and vibration damping properties of bio-composites compression moulded by nonwoven mats. Compos. Commun. 2019, 13, 12–17. [Google Scholar] [CrossRef]
- Peled, A.; Mobasher, B.; Cohen, Z. Mechanical properties of hybrid fabrics in pultruded cement composites. Cem. Concr. Compos. 2009, 31, 647–657. [Google Scholar] [CrossRef]
- Zhang, B.; He, H.; Zhou, Q.; Fan, H. Blast responses of pultruded GFRP fluted-core sandwich panels: Testing and analyzing. Polym. Test. 2019, 79, 106047. [Google Scholar] [CrossRef]
- Garrido, M.; Madeira, J.; Proença, M.; Correia, J. Multi-objective optimization of pultruded composite sandwich panels for building floor rehabilitation. Constr. Build. Mater. 2019, 198, 465–478. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, W.; Wang, L.; Ling, Z. Mechanical behavior and damage monitoring of pultruded wood-cored GFRP sandwich components. Compos. Struct. 2019, 215, 502–520. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, K.; Liu, W.; Liu, Y.; Wang, K.; Ge, W.; Guo, K. Fire performance of pultruded wood-cored GFRP sandwich components for building construction. Case Stud. Constr. Mater. 2022, 17, e01555. [Google Scholar] [CrossRef]
- Bonthu, D.; Bharath, H.; Gururaja, S.; Prabhakar, P.; Doddamani, M. 3D printing of syntactic foam cored sandwich composite. Compos. Part C Open Access 2020, 3, 100068. [Google Scholar] [CrossRef]
- Bharath, H.; Bonthu, D.; Gururaja, S.; Prabhakar, P.; Doddamani, M. Flexural response of 3D printed sandwich composite. Compos. Struct. 2021, 263, 113732. [Google Scholar] [CrossRef]
- Essassi, K.; Rebiere, J.-L.; El Mahi, A.; Souf, M.A.B.; Bouguecha, A.; Haddar, M. Experimental and analytical investigation of the bending behaviour of 3D-printed bio-based sandwich structures composites with auxetic core under cyclic fatigue tests. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105775. [Google Scholar] [CrossRef]
- Dikshit, V.; Yap, Y.; Goh, G.; Yang, H.; Lim, J.; Qi, X.; Yeong, W.; Wei, J. Investigation of out of plane compressive strength of 3D printed sandwich composites. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Risø, Denmark, 5–8 September 2016; p. 012017. [Google Scholar]
- Lu, C.; Qi, M.; Islam, S.; Chen, P.; Gao, S.; Xu, Y.; Yang, X. Mechanical performance of 3D-printing plastic honeycomb sandwich structure. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 47–54. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of composite sandwich structures using continuous carbon fiber and fiber tension. Compos. Part A Appl. Sci. Manuf. 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Li, T.; Wang, L. Bending behavior of sandwich composite structures with tunable 3D-printed core materials. Compos. Struct. 2017, 175, 46–57. [Google Scholar] [CrossRef]
- Sarvestani, H.Y.; Akbarzadeh, A.; Mirbolghasemi, A.; Hermenean, K. 3D printed meta-sandwich structures: Failure mechanism, energy absorption and multi-hit capability. Mater. Des. 2018, 160, 179–193. [Google Scholar] [CrossRef]
- Li, A.; Challapalli, A.; Li, G. 4D printing of recyclable lightweight architectures using high recovery stress shape memory polymer. Sci. Rep. 2019, 9, 1–13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dong, K.; Ke, H.; Panahi-Sarmad, M.; Yang, T.; Huang, X.; Xiao, X. Mechanical properties and shape memory effect of 4D printed cellular structure composite with a novel continuous fiber-reinforced printing path. Mater. Des. 2021, 198, 109303. [Google Scholar] [CrossRef]
- Xin, X.; Liu, L.; Liu, Y.; Leng, J. Origami-inspired self-deployment 4D printed honeycomb sandwich structure with large shape transformation. Smart Mater. Struct. 2020, 29, 065015. [Google Scholar] [CrossRef]
- Chandramohan, D.; Murali, B. Machining of composites—A review. Acad. J. Manuf. Eng. 2014, 12, 67–71. [Google Scholar]
- Teti, R. Machining of composite materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Davim, J.P. Machining Composites Materials; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Shetty, N.; Shahabaz, S.; Sharma, S.; Shetty, S.D. A review on finite element method for machining of composite materials. Compos. Struct. 2017, 176, 790–802. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process. Technol. 2005, 160, 160–167. [Google Scholar] [CrossRef]
- Babu, G.D.; Babu, K.S.; Gowd, B.U.M. Effect of machining parameters on milled natural fiber-reinforced plastic composites. J. Adv. Mech. Eng. 2013, 1, 1–12. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; Antonio, C.C. A study on milling of glass fiber reinforced plastics manufactured by hand-lay up using statistical analysis (ANOVA). Compos. Struct. 2004, 64, 493–500. [Google Scholar] [CrossRef]
- Ghafarizadeh, S.; Lebrun, G.; Chatelain, J.-F. Experimental investigation of the cutting temperature and surface quality during milling of unidirectional carbon fiber reinforced plastic. J. Compos. Mater. 2016, 50, 1059–1071. [Google Scholar] [CrossRef]
- Xiong, J.; Ma, L.; Vaziri, A.; Yang, J.; Wu, L. Mechanical behavior of carbon fiber composite lattice core sandwich panels fabricated by laser cutting. Acta Mater. 2012, 60, 5322–5334. [Google Scholar] [CrossRef]
- Dutta, H.; Debnath, K.; Sarma, D.K. Investigation on cutting of thin carbon fiber-reinforced polymer composite plate using sandwich electrode-assisted wire electrical-discharge machining. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 1628–1638. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Almabouacif, B.S.; Collombet, F.; Sima, M.; Jolin, A. Influence of machining parameters and new nano-coated tool on drilling performance of CFRP/Aluminium sandwich. Compos. Part B Eng. 2012, 43, 1480–1488. [Google Scholar] [CrossRef]
- Wang, X.; Jiao, F.; Zhang, S.; Li, Y.; Tong, J.; Niu, Y. Optimization model for ultrasonic-assisted dry helical milling of CFRP based on genetic algorithm. Int. J. Adv. Manuf. Technol. 2023, 1–11. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Cao, P.; Wang, J. Cutting performance in the helical milling of stone-plastic composite with diamond tools. CIRP J. Manuf. Sci. Technol. 2020, 31, 119–129. [Google Scholar] [CrossRef]
- Liu, J.; Chen, G.; Ren, C.; Qin, X.; Zou, Y.; Ge, J. Effects of axial and longitudinal-torsional vibration on fiber removal in ultrasonic vibration helical milling of CFRP composites. J. Manuf. Process. 2020, 58, 868–883. [Google Scholar] [CrossRef]
- Pereira, R.B.D.; Brandão, L.C.; de Paiva, A.P.; Ferreira, J.R.; Davim, J.P. A review of helical milling process. Int. J. Mach. Tools Manuf. 2017, 120, 27–48. [Google Scholar] [CrossRef]
- Pereszlai, C.; Geier, N.; Poor, D.I.; Balázs, B.Z.; Póka, G. Drilling fibre reinforced polymer composites (CFRP and GFRP): An analysis of the cutting force of the tilted helical milling process. Compos. Struct. 2021, 262, 113646. [Google Scholar] [CrossRef]
- Wang, H.; Qin, X.; Ren, C.; Wang, Q. Prediction of cutting forces in helical milling process. Int. J. Adv. Manuf. Technol. 2012, 58, 849–859. [Google Scholar] [CrossRef]
- Fernández-Vidal, S.; Mayuet, P.; Rivero, A.; Salguero, J.; del Sol, I.; Marcos, M. Analysis of the effects of tool wear on dry helical milling of Ti6Al4V alloy. Procedia Eng. 2015, 132, 593–599. [Google Scholar] [CrossRef] [Green Version]
- Del Sol, I.; Rivero, A.; López de Lacalle, L.N.; Gamez, A.J. Thin-wall machining of light alloys: A review of models and industrial approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef] [Green Version]
- Feito, N.; López-Puente, J.; Santiuste, C.; Miguélez, M. Numerical prediction of delamination in CFRP drilling. Compos. Struct. 2014, 108, 677–683. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Álvarez, A.; Díaz-Álvarez, J.; Santiuste, C.; Miguélez, M. Experimental and numerical analysis of the influence of drill point angle when drilling biocomposites. Compos. Struct. 2019, 209, 700–709. [Google Scholar] [CrossRef]
- Feito, N.; Diaz-Álvarez, J.; López-Puente, J.; Miguelez, M. Numerical analysis of the influence of tool wear and special cutting geometry when drilling woven CFRPs. Compos. Struct. 2016, 138, 285–294. [Google Scholar] [CrossRef]
- Marco, M.; Rodríguez-Millán, M.; Santiuste, C.; Giner, E.; Miguélez, M.H. A review on recent advances in numerical modelling of bone cutting. J. Mech. Behav. Biomed. Mater. 2015, 44, 179–201. [Google Scholar] [CrossRef] [Green Version]
- Fernández-Pérez, J.; Cantero, J.; Díaz-Álvarez, J.; Miguélez, M. Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos. Struct. 2017, 178, 157–161. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.; Álvarez, J.D.; Miguélez, M. Composite Fiber Reinforced Plastic one-shoot drilling: Quality inspection assessment and tool wear evaluation. Procedia Manuf. 2017, 13, 139–145. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Díaz-Álvarez, J.; Miguélez, M.; Cantero, J. Combined analysis of wear mechanisms and delamination in CFRP drilling. Compos. Struct. 2021, 255, 112774. [Google Scholar] [CrossRef]
- Khanna, N.; Rodríguez, A.; Shah, P.; Pereira, O.; Rubio-Mateos, A.; de Lacalle, L.N.L.; Ostra, T. Comparison of dry and liquid carbon dioxide cutting conditions based on machining performance and life cycle assessment for end milling GFRP. Int. J. Adv. Manuf. Technol. 2022, 122, 821–833. [Google Scholar] [CrossRef]
- Rodríguez, A.; Calleja, A.; de Lacalle, L.L.; Pereira, O.; Rubio-Mateos, A.; Rodríguez, G. Drilling of CFRP-Ti6Al4V stacks using CO2-cryogenic cooling. J. Manuf. Process. 2021, 64, 58–66. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Pieśko, P. Milling of an Al/CFRP sandwich construction with non-coated and TiAlN-coated tools. Materials 2020, 13, 3763. [Google Scholar] [CrossRef]
- Lopez de Lacalle, N.; Lamikiz, A.; Campa, F.; Valdivielso, A.F.; Etxeberria, I. Design and test of a multitooth tool for CFRP milling. J. Compos. Mater. 2009, 43, 3275–3290. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Miturska-Barańska, I. Surface roughness after milling of the Al/CFRP stacks with a diamond tool. Materials 2021, 14, 6835. [Google Scholar] [CrossRef] [PubMed]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Pieśko, P. Influence of cutting parameters on the surface quality of two-layer sandwich structures. Materials 2020, 13, 1664. [Google Scholar] [CrossRef] [Green Version]
- Janardhan, P. Tool Wear of Diamond Interlocked Tools in Routing of CFRP Composites; Wichita State University: Wichita, KS, USA, 2005. [Google Scholar]
- El-Hofy, M.H. Milling/Routing of Carbon Fibre Reinforced Plastic (CFRP) Composites; University of Birmingham: Birmingham, UK, 2014. [Google Scholar]
- Sundi, S.; Izamshah, R.; Kasim, M.; Jaafar, M.; Hassan, M. Milling/trimming of carbon fiber reinforced polymers (CFRP): Recent advances in tool geometrical design. Mach. Mach. Fiber Reinf. Polym. Compos. 2021, 101–128. [Google Scholar] [CrossRef]
- Giglio, M.; Gilioli, A.; Manes, A. Numerical investigation of a three point bending test on sandwich panels with aluminum skins and Nomex™ honeycomb core. Comput. Mater. Sci. 2012, 56, 69–78. [Google Scholar] [CrossRef]
- Al-Dhaheri, M.; Khan, K.; Umer, R.; van Liempt, F.; Cantwell, W. Process-induced deformation in U-shaped honeycomb aerospace composite structures. Compos. Struct. 2020, 248, 112503. [Google Scholar] [CrossRef]
- Manes, A.; Gilioli, A.; Sbarufatti, C.; Giglio, M. Experimental and numerical investigations of low velocity impact on sandwich panels. Compos. Struct. 2013, 99, 8–18. [Google Scholar] [CrossRef]
- Guedra-Degeorges, D.; Thevenet, P.; Maison, S. Damage tolerance of aeronautical sandwich structures. In Mechanics of Sandwich Structures; Springer: Berlin/Heidelberg, Germany, 1998; pp. 29–36. [Google Scholar]
- Fink, A.; Einzmann, C. Discrete tailored asymmetric sandwich structures. Compos. Struct. 2020, 238, 111990. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, B.; Lin, W.; Li, Y.; Dong, Y. Vibration and symmetric thermal buckling of asymmetric annular sandwich plates with piezoelectric/GPLRC layers rested on foundation. Aerosp. Sci. Technol. 2021, 110, 106495. [Google Scholar] [CrossRef]
- Pradhan, M.; Mishra, M.; Dash, P. Free vibration analysis of an asymmetric sandwich beam resting on a variable Pasternak foundation. Procedia Eng. 2016, 144, 116–123. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Qin, Q.; Han, X.; Ai, W. The initial plastic failure of fully clamped geometrical asymmetric metal foam core sandwich beams. Compos. Part B Eng. 2016, 87, 233–244. [Google Scholar] [CrossRef]
- Faidzi, M.; Abdullah, S.; Abdullah, M.; Azman, A.; Hui, D.; Singh, S. Review of current trends for metal-based sandwich panel: Failure mechanisms and their contribution factors. Eng. Fail. Anal. 2021, 123, 105302. [Google Scholar] [CrossRef]
- Zhang, L.; Dongli, M.; Muqing, Y.; Xinglu, X.; Yuan, Y. Optimization and analysis of composite sandwich box beam for solar drones. Chin. J. Aeronaut. 2021, 34, 148–165. [Google Scholar] [CrossRef]
- Dai, Y.; Bai, Y. Performance improvement for building integrated photovoltaics in practice: A review. Energies 2020, 14, 178. [Google Scholar] [CrossRef]
- Castanié, B.; Bouvet, C.; Ginot, M. Review of composite sandwich structure in aeronautic applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Son, D.-S.; Hyun, J.-M.; Chaki, S.; Park, C.H.; Lee, J.-R. Evaluation of mechanical/electromagnetic preformation of single-sided active frequency selective surface for stealth radomes. Int. J. Aeronaut. Space Sci. 2021, 22, 1235–1242. [Google Scholar] [CrossRef]
- Serjouei, A.; Yousefi, A.; Jenaki, A.; Bodaghi, M.; Mehrpouya, M. 4D printed shape memory sandwich structures: Experimental analysis and numerical modeling. Smart Mater. Struct. 2022, 31, 055014. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singhal, V. Review on materials for making lightweight vehicles. Mater. Today: Proc. 2022, 56, 868–872. [Google Scholar] [CrossRef]
- Pavlović, A.; Sintoni, D.; Minak, G.; Fragassa, C. On the modal behaviour of ultralight composite sandwich automotive panels. Compos. Struct. 2020, 248, 112523. [Google Scholar] [CrossRef]
- Lee, H.; Park, H. Study on structural design and manufacturing of sandwich composite floor for automotive structure. Materials 2021, 14, 1732. [Google Scholar] [CrossRef] [PubMed]
- Hagnell, M.; Kumaraswamy, S.; Nyman, T.; Åkermo, M. From aviation to automotive—A study on material selection and its implication on cost and weight efficient structural composite and sandwich designs. Heliyon 2020, 6, e03716. [Google Scholar] [CrossRef]
- Friedrich, K.; Almajid, A.A. Manufacturing aspects of advanced polymer composites for automotive applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Ghassemieh, E. Materials in automotive application, state of the art and prospects. New Trends Dev. Automot. Ind. 2011, 20, 365–394. [Google Scholar]
- Chen, Y.; Das, R. A review on manufacture of polymeric foam cores for sandwich structures of complex shape in automotive applications. J. Sandw. Struct. Mater. 2022, 24, 789–819. [Google Scholar] [CrossRef]
- Xu, F.; Zhang, X.; Zhang, H. A review on functionally graded structures and materials for energy absorption. Eng. Struct. 2018, 171, 309–325. [Google Scholar] [CrossRef]
- Tarlochan, F. Sandwich structures for energy absorption applications: A review. Materials 2021, 14, 4731. [Google Scholar] [CrossRef]
- Herrmann, C.; Dewulf, W.; Hauschild, M.; Kaluza, A.; Kara, S.; Skerlos, S. Life cycle engineering of lightweight structures. CIRP Ann. 2018, 67, 651–672. [Google Scholar] [CrossRef]
- Tarlochan, F.; Samer, F.; Hamouda, A.; Ramesh, S.; Khalid, K. Design of thin wall structures for energy absorption applications: Enhancement of crashworthiness due to axial and oblique impact forces. Thin-Walled Struct. 2013, 71, 7–17. [Google Scholar] [CrossRef]
- Alqwasmi, N.; Tarlochan, F.; Alkhatib, S.E. Study of mild steel sandwich structure energy absorption performance subjected to localized impulsive loading. Materials 2020, 13, 670. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alkhatib, S.E.; Tarlochan, F.; Eyvazian, A. Collapse behavior of thin-walled corrugated tapered tubes. Eng. Struct. 2017, 150, 674–692. [Google Scholar] [CrossRef]
- Alkhatib, S.E.; Tarlochan, F.; Hashem, A.; Sassi, S. Collapse behavior of thin-walled corrugated tapered tubes under oblique impact. Thin-Walled Struct. 2018, 122, 510–528. [Google Scholar] [CrossRef]
- Dastjerdi, A.A.; Shahsavari, H.; Eyvazian, A.; Tarlochan, F. Crushing analysis and multi-objective optimization of different length bi-thin walled cylindrical structures under axial impact loading. Eng. Optim. 2019, 51, 1884–1901. [Google Scholar] [CrossRef]
- Alkhatib, S.E.; Matar, M.S.; Tarlochan, F.; Laban, O.; Mohamed, A.S.; Alqwasmi, N. Deformation modes and crashworthiness energy absorption of sinusoidally corrugated tubes manufactured by direct metal laser sintering. Eng. Struct. 2019, 201, 109838. [Google Scholar] [CrossRef]
- Wu, Q.; Ma, L.; Liu, Q.; Feng, L.; Wang, Z.; Ohrndorf, A.; Christ, H.-J.; Xiong, J. Impact response and energy absorption of human skull cellular bones. J. Mech. Behav. Biomed. Mater. 2018, 81, 106–119. [Google Scholar] [CrossRef] [PubMed]
- Yan, L.; Yu, B.; Han, B.; Chen, C.; Zhang, Q.; Lu, T. Compressive strength and energy absorption of sandwich panels with aluminum foam-filled corrugated cores. Compos. Sci. Technol. 2013, 86, 142–148. [Google Scholar] [CrossRef]
- Wang, D.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part II: Multi-directional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1639–1648. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Miturska-Barańska, I. Investigation of the Surface Roughness and Surface Uniformity of a Hybrid Sandwich Structure after Machining. Materials 2022, 15, 7299. [Google Scholar] [CrossRef]
- Rajmohan, T.; Vinayagamoorthy, R.; Mohan, K. Review on effect machining parameters on performance of natural fibre–reinforced composites (NFRCs). J. Thermoplast. Compos. Mater. 2019, 32, 1282–1302. [Google Scholar] [CrossRef]
- Yogeswaran, R.; Pitchipoo, P. Characterization and machining analysis of AA3003 honeycomb sandwich. Mater. Today Proc. 2020, 28, 4–7. [Google Scholar] [CrossRef]
Figure 1.
Different core structures in sandwich composites.

Figure 2.
Temperature–time profiles at front (heated) laminate face sheet, middle of balsa core, and back face sheet of sandwich structure exposed to thermal flux representative of fire [41]. Reproduced with permission from Elsevier.
Figure 2.
Temperature–time profiles at front (heated) laminate face sheet, middle of balsa core, and back face sheet of sandwich structure exposed to thermal flux representative of fire [41]. Reproduced with permission from Elsevier.

Figure 3.
Hand lay-up and press methods for sandwich composite structure.

Figure 4.
Schematic of pressure application on a honeycomb core during vacuum bagging processing [66]. Reproduced with permission from Elsevier.
Figure 4.
Schematic of pressure application on a honeycomb core during vacuum bagging processing [66]. Reproduced with permission from Elsevier.

Figure 5.
The reverse flow of resin in the upper and lower skins in vacuum-assisted resin injection molding [74]. Reproduced with permission from MDPI.
Figure 5.
The reverse flow of resin in the upper and lower skins in vacuum-assisted resin injection molding [74]. Reproduced with permission from MDPI.

Figure 6.
Resin flow time under different injection schemes [74]. Reproduced with permission from MDPI.
Figure 6.
Resin flow time under different injection schemes [74]. Reproduced with permission from MDPI.

Figure 7.
Load vs. displacement of sandwich glass fiber-reinforced composite structures [75]. GF/PVC/Elium = glass fiber/poly(vinyl chloride)/Elium resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/Elium resin; GF/PVC/epoxy = glass fiber/poly(vinyl chloride)/epoxy resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/epoxy resin. Reproduced with permission from MDPI.
Figure 7.
Load vs. displacement of sandwich glass fiber-reinforced composite structures [75]. GF/PVC/Elium = glass fiber/poly(vinyl chloride)/Elium resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/Elium resin; GF/PVC/epoxy = glass fiber/poly(vinyl chloride)/epoxy resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/epoxy resin. Reproduced with permission from MDPI.

Figure 8.
Flexural strength of the sandwich composite structures [75]. GF/PVC/Elium = glass fiber/poly(vinyl chloride)/Elium resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/Elium resin; GF/PVC/epoxy = glass fiber/poly(vinyl chloride)/epoxy resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/epoxy resin. Reproduced with permission from MDPI.
Figure 8.
Flexural strength of the sandwich composite structures [75]. GF/PVC/Elium = glass fiber/poly(vinyl chloride)/Elium resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/Elium resin; GF/PVC/epoxy = glass fiber/poly(vinyl chloride)/epoxy resin; GF/PET/Elium = glass fiber/polyethylene terephthalate/epoxy resin. Reproduced with permission from MDPI.

Figure 9.
Illustration of compressing molding via hot pressing mode [87]. Reproduced with permission from Elsevier.
Figure 9.
Illustration of compressing molding via hot pressing mode [87]. Reproduced with permission from Elsevier.

Figure 10.
Impact properties of 3D printed meta sandwich plates with Isomax, octet, cubic, and auxetic cellular cores under low velocity impact: (a) Energy absorption and (b) Maximum load [101]. Reproduced with permission from Elsevier.
Figure 10.
Impact properties of 3D printed meta sandwich plates with Isomax, octet, cubic, and auxetic cellular cores under low velocity impact: (a) Energy absorption and (b) Maximum load [101]. Reproduced with permission from Elsevier.

Figure 11.
Kinematics of helical milling [121]. Reproduced with permission from Springer.
Figure 11.
Kinematics of helical milling [121]. Reproduced with permission from Springer.

Figure 12.
Experimental setup for measuring the cutting forces in helical milling [121]. Reproduced with permission from Springer.
Figure 12.
Experimental setup for measuring the cutting forces in helical milling [121]. Reproduced with permission from Springer.

Figure 13.
Comparison of modulus of cutting force for end milling Glass Fiber Reinforced Polymer (GFRP) composites in dry and liquid CO2 cutting conditions [131]. Reproduced with permission from Springer.
Figure 13.
Comparison of modulus of cutting force for end milling Glass Fiber Reinforced Polymer (GFRP) composites in dry and liquid CO2 cutting conditions [131]. Reproduced with permission from Springer.

Figure 14.
Comparison of dry and liquid CO2 machining based on tool wear generated [131]. Reproduced with permission from Springer.
Figure 14.
Comparison of dry and liquid CO2 machining based on tool wear generated [131]. Reproduced with permission from Springer.

Figure 15.
Experimental setup for drilling of carbon fiber reinforced plastic composites [132]. Reproduced with permission from Elsevier.
Figure 15.
Experimental setup for drilling of carbon fiber reinforced plastic composites [132]. Reproduced with permission from Elsevier.

Figure 16.
Drilling under dry conditions and with liquified CO2; Red circle indicates the quality of edge surface [132]. Reproduced with permission from Elsevier.
Figure 16.
Drilling under dry conditions and with liquified CO2; Red circle indicates the quality of edge surface [132]. Reproduced with permission from Elsevier.

Figure 17.
Dassault Mirage F1 with carbon and boron sandwich structure [151]. Reproduced with permission from Elsevier.
Figure 17.
Dassault Mirage F1 with carbon and boron sandwich structure [151]. Reproduced with permission from Elsevier.

Figure 18.
F-35 aircraft (a) flow analysis and (b) cross section of sandwich composite and principal strain on sandwich composite of glass fiber reinforced plastics (GFRP) with a poly(vinyl chloride) core [152]. Reproduced with permission from Springer.
Figure 18.
F-35 aircraft (a) flow analysis and (b) cross section of sandwich composite and principal strain on sandwich composite of glass fiber reinforced plastics (GFRP) with a poly(vinyl chloride) core [152]. Reproduced with permission from Springer.


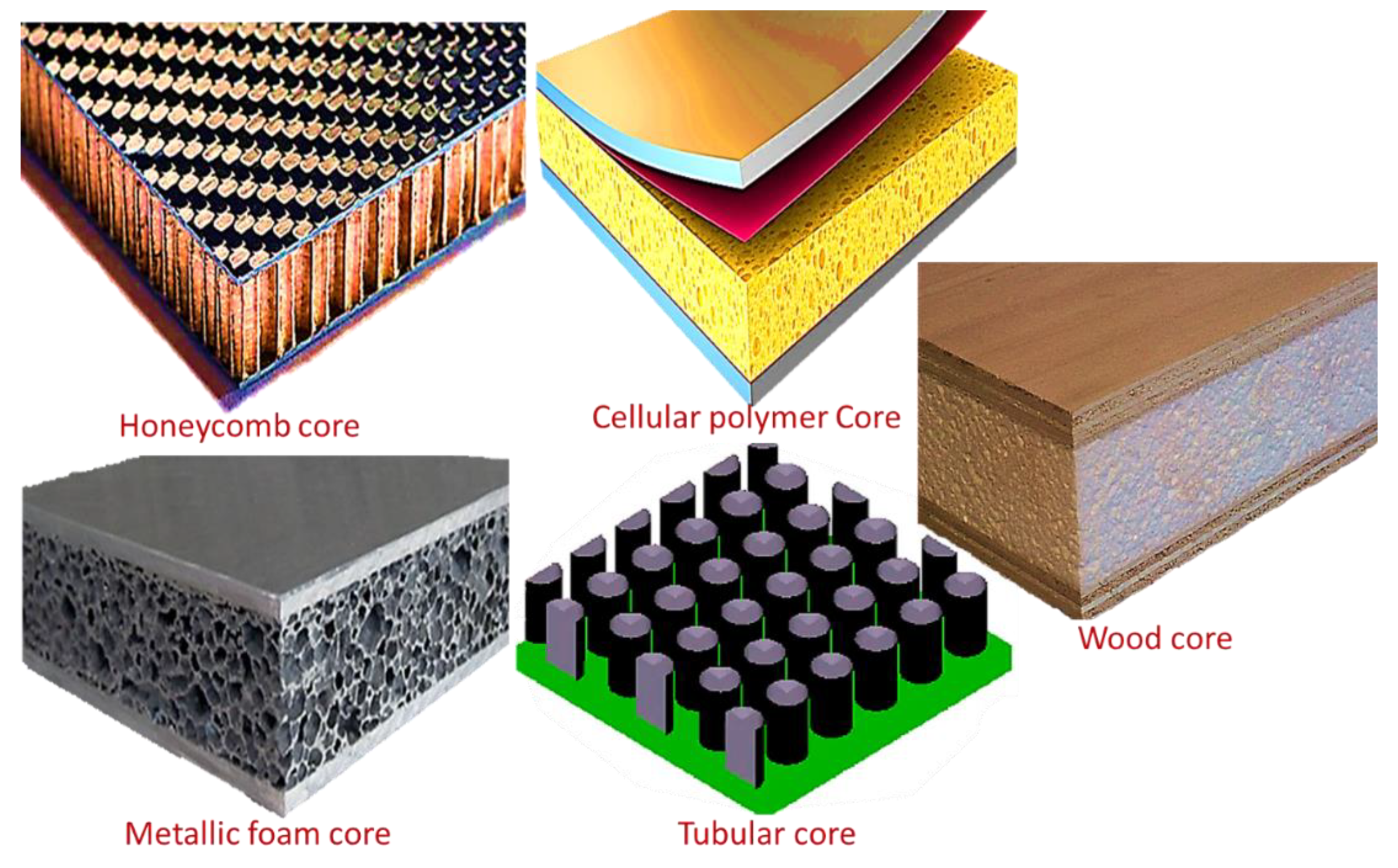{kind=link}
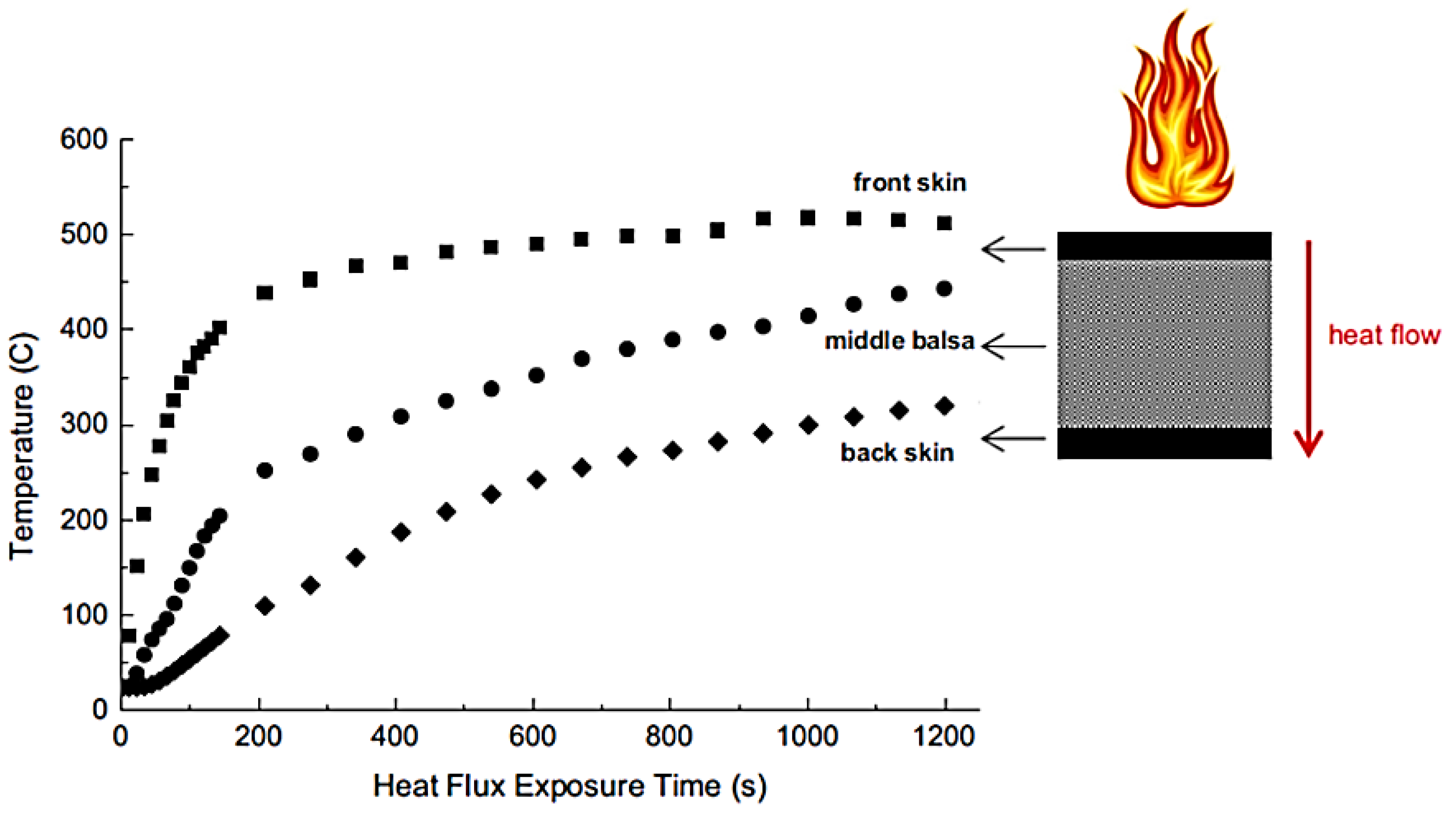{kind=link}
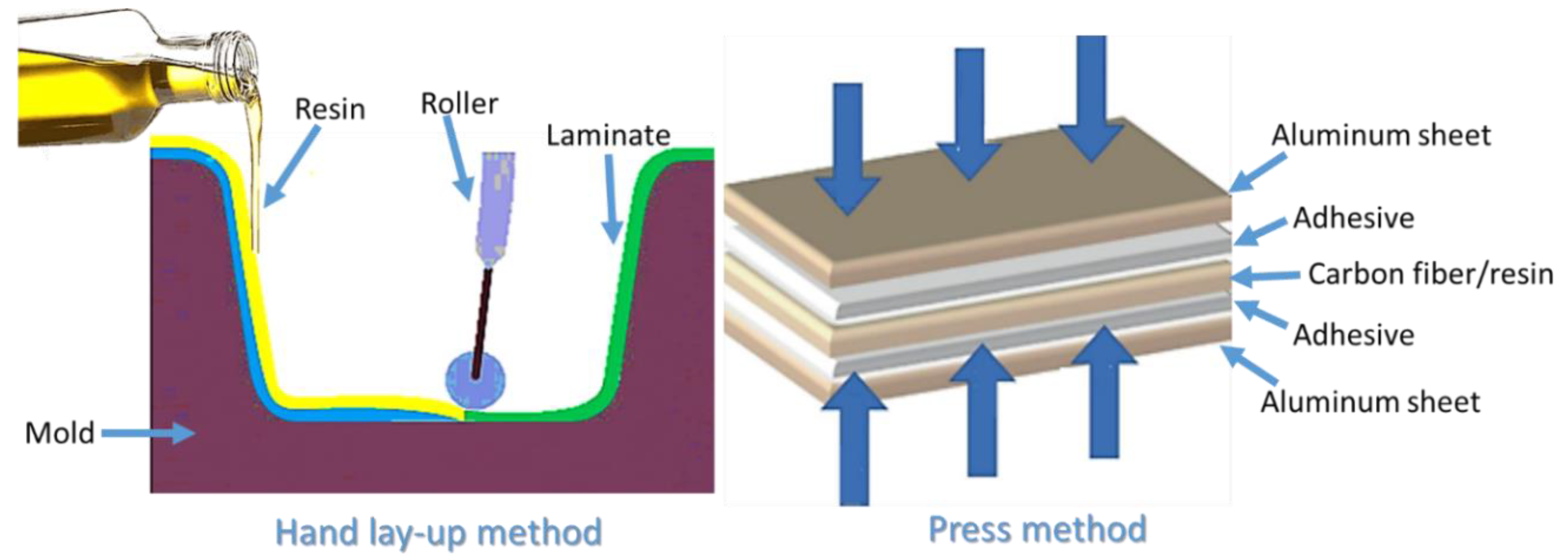{kind=link}
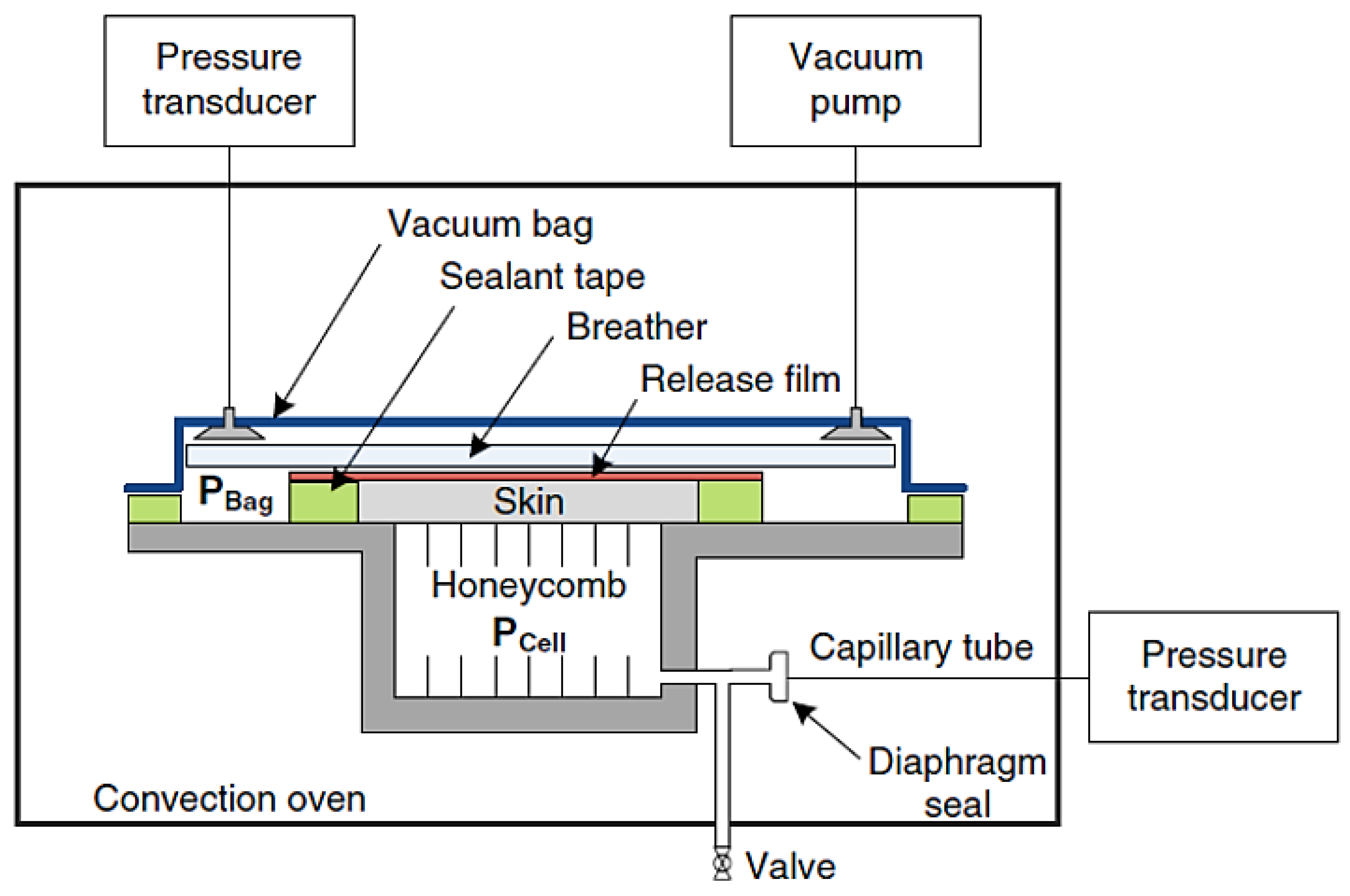{kind=link}
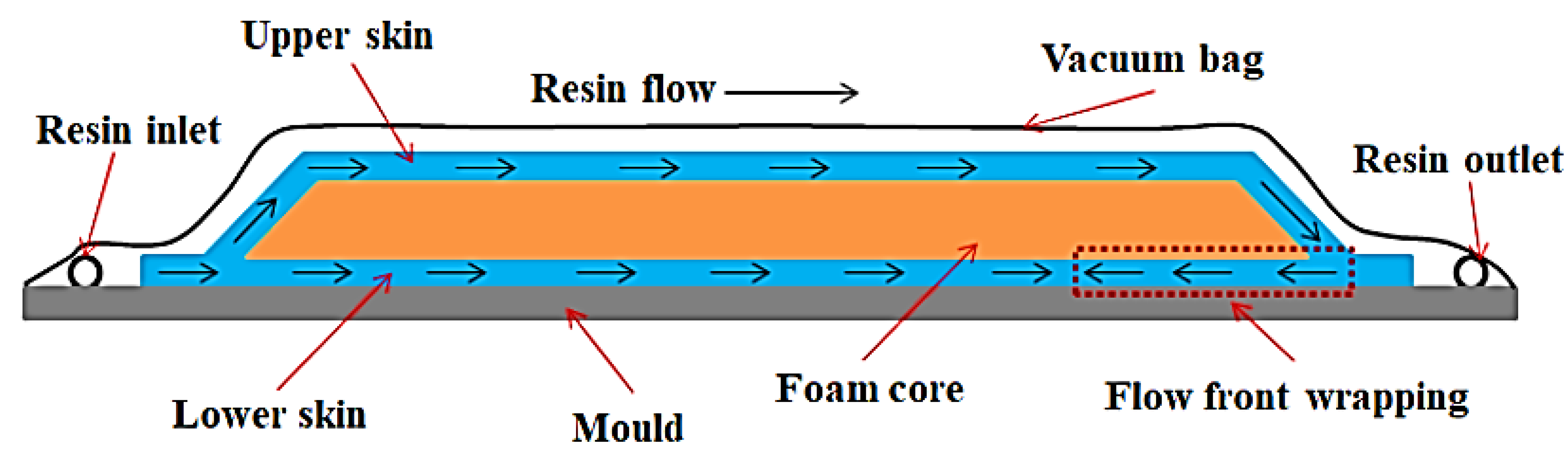{kind=link}
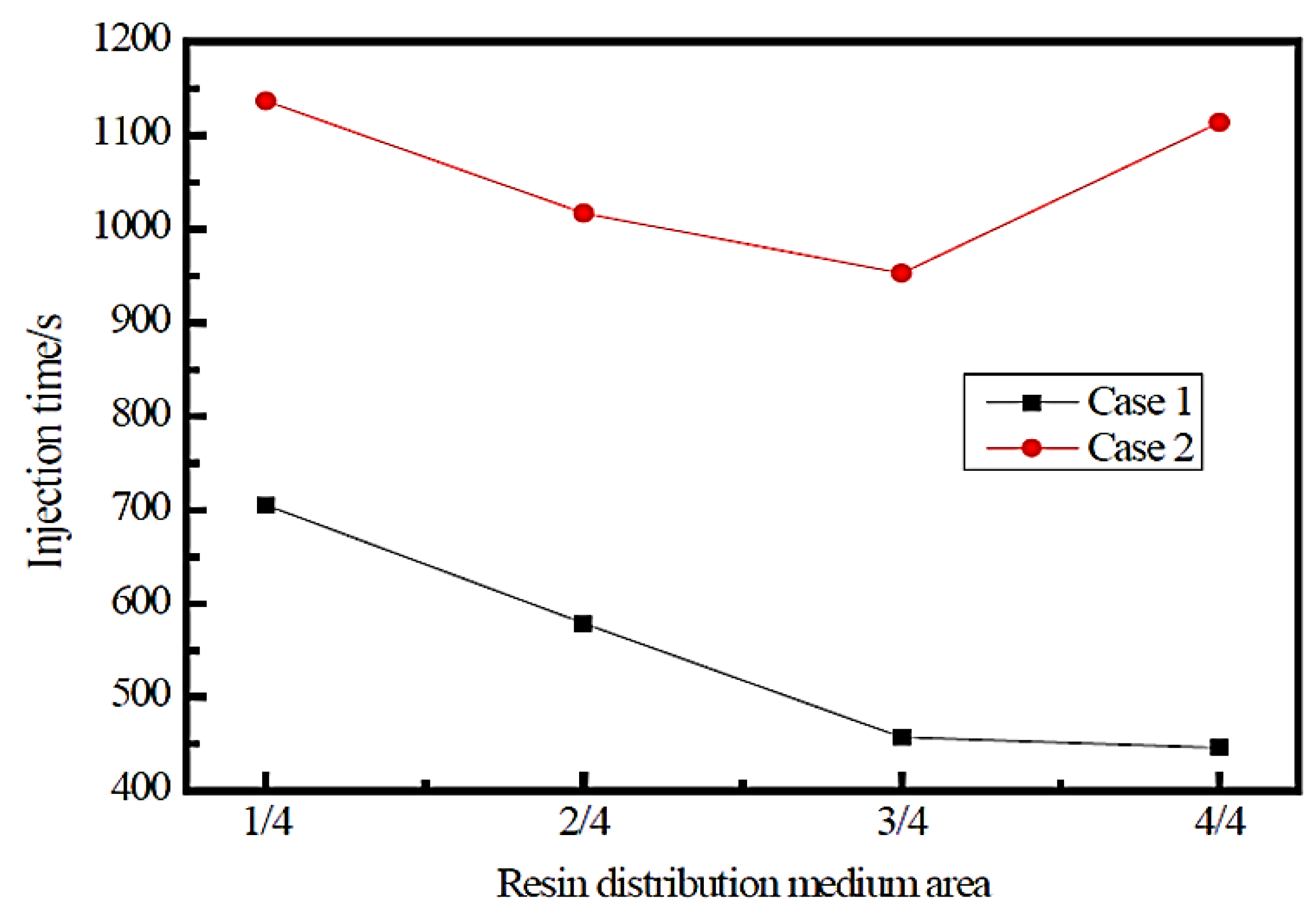{kind=link}
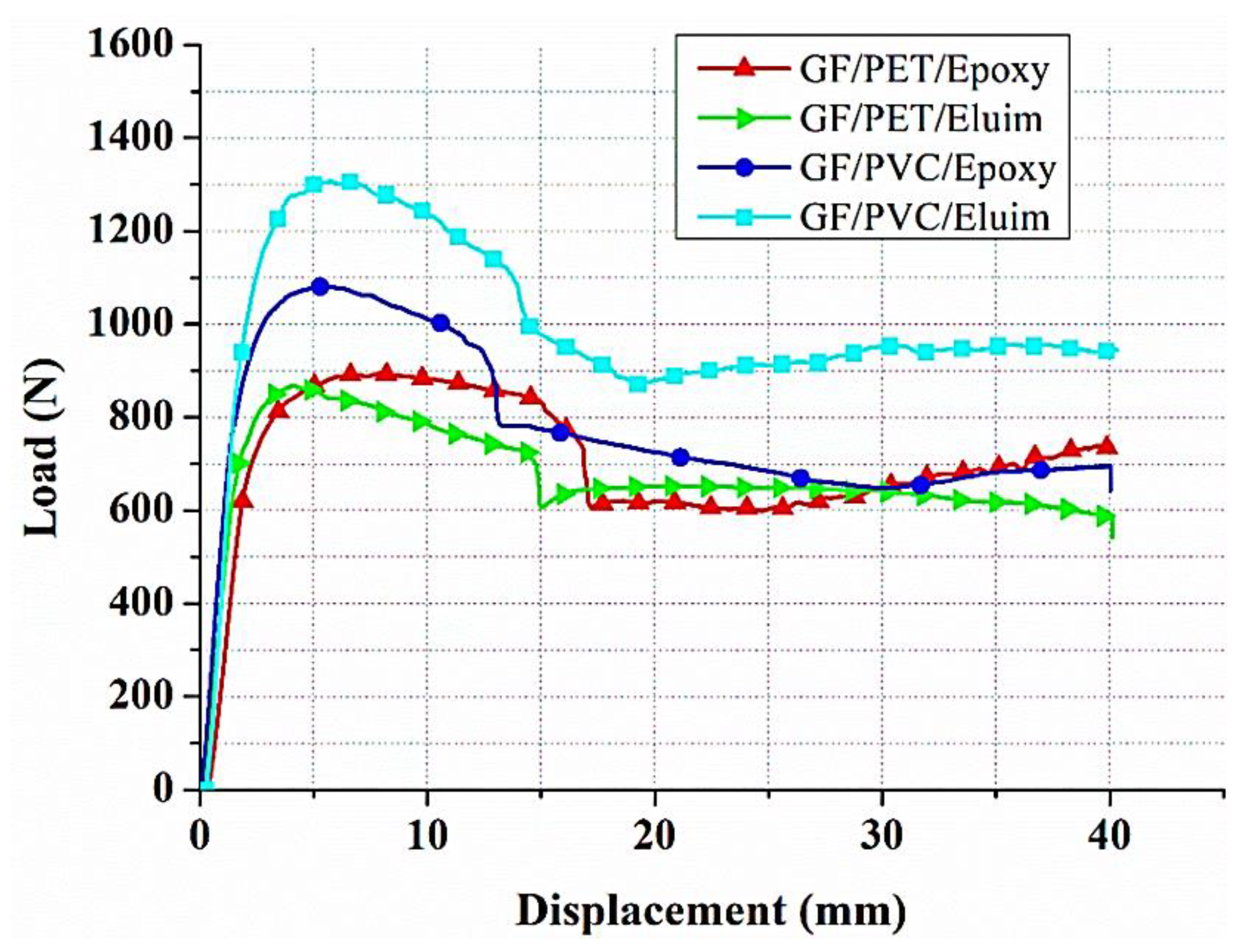{kind=link}
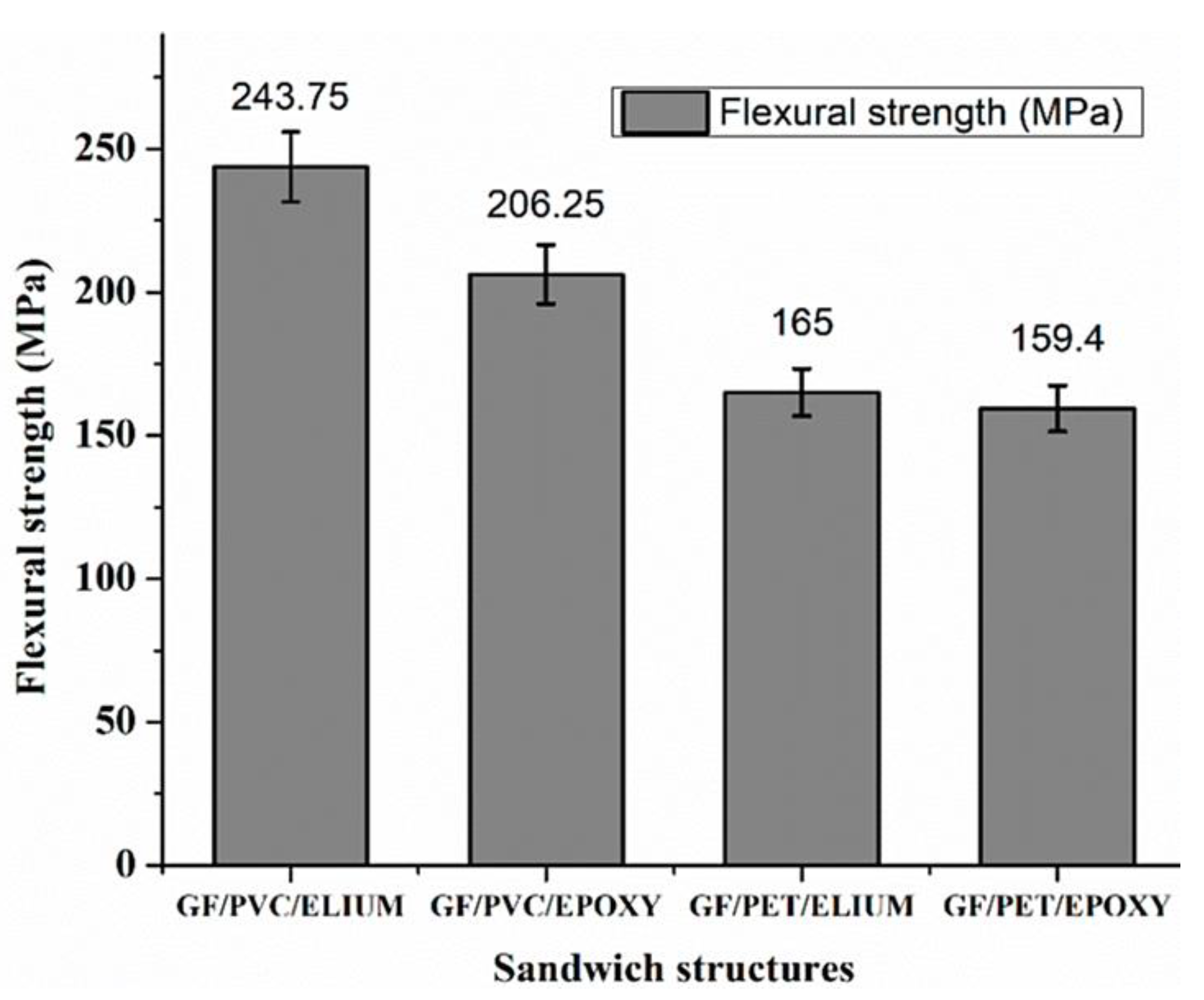{kind=link}
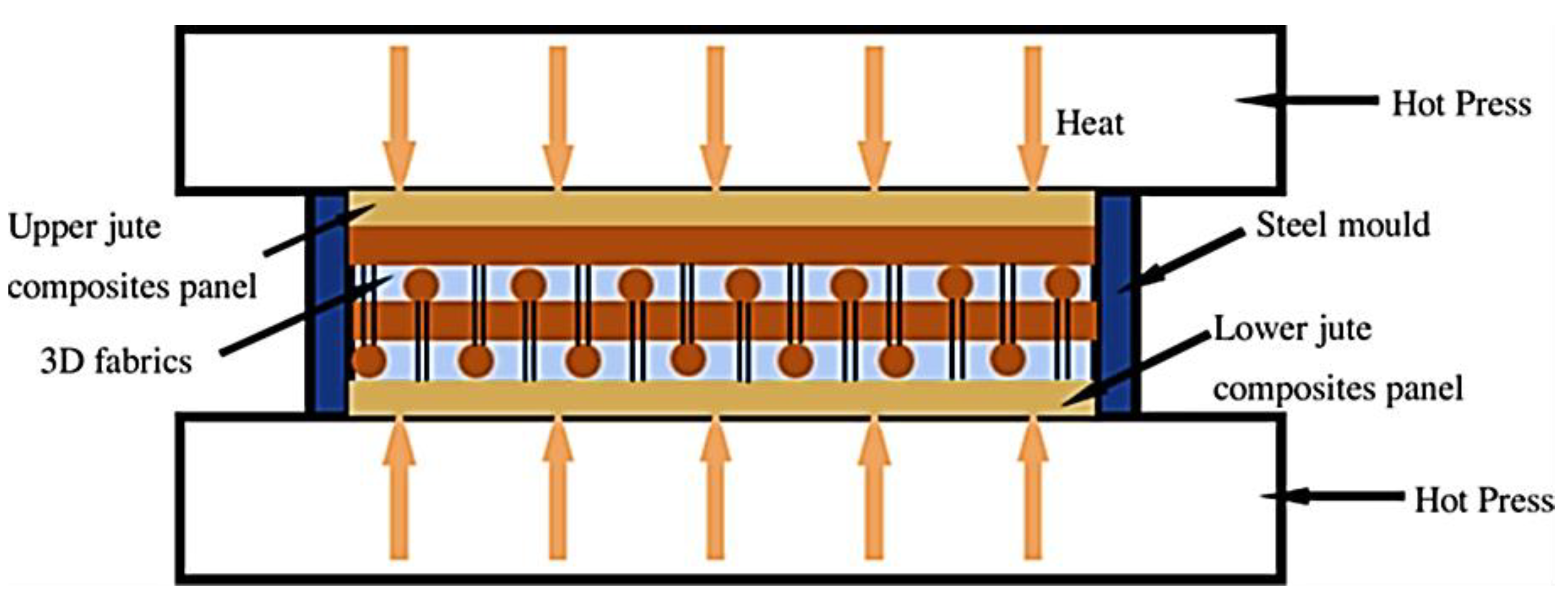{kind=link}
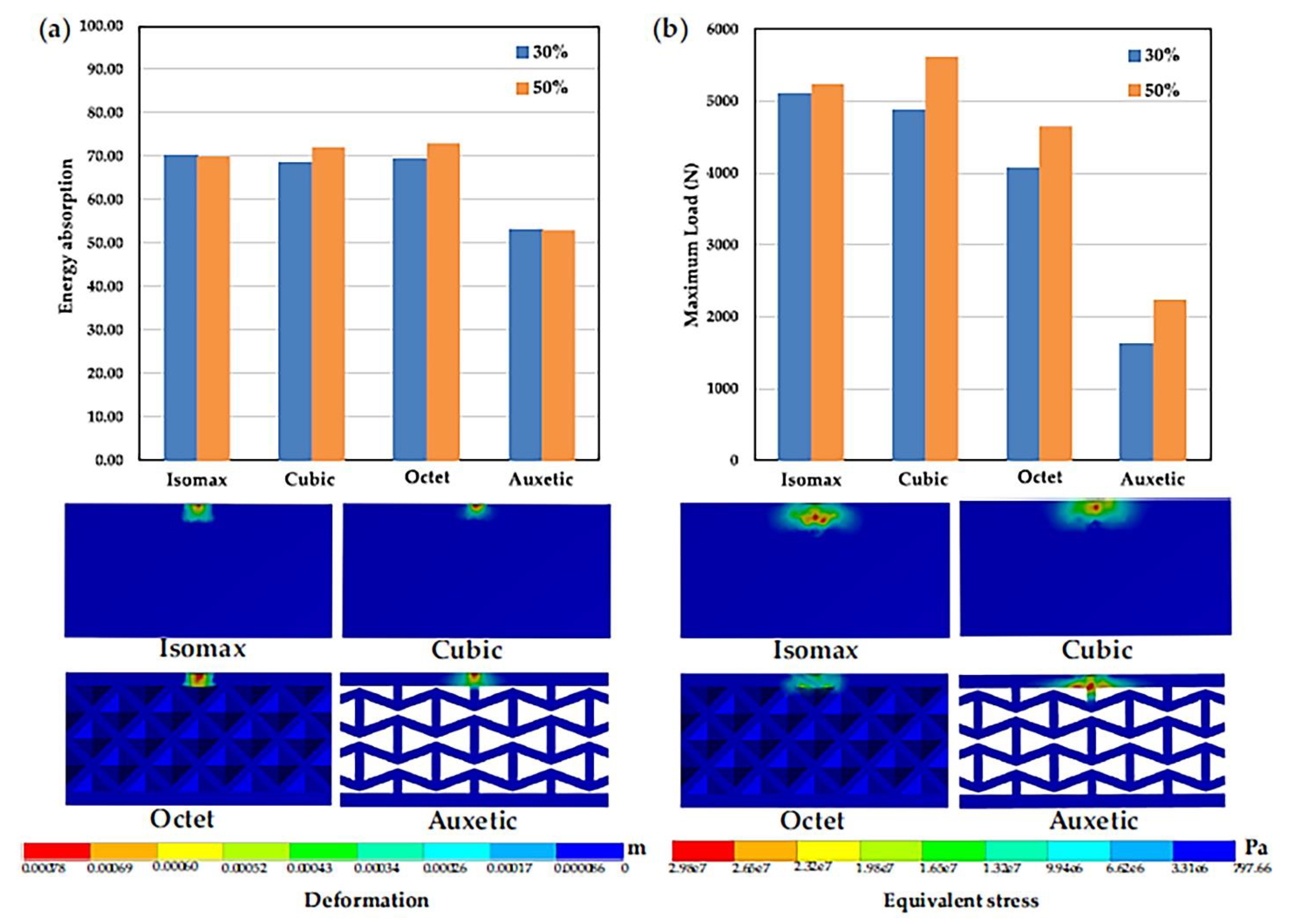{kind=link}
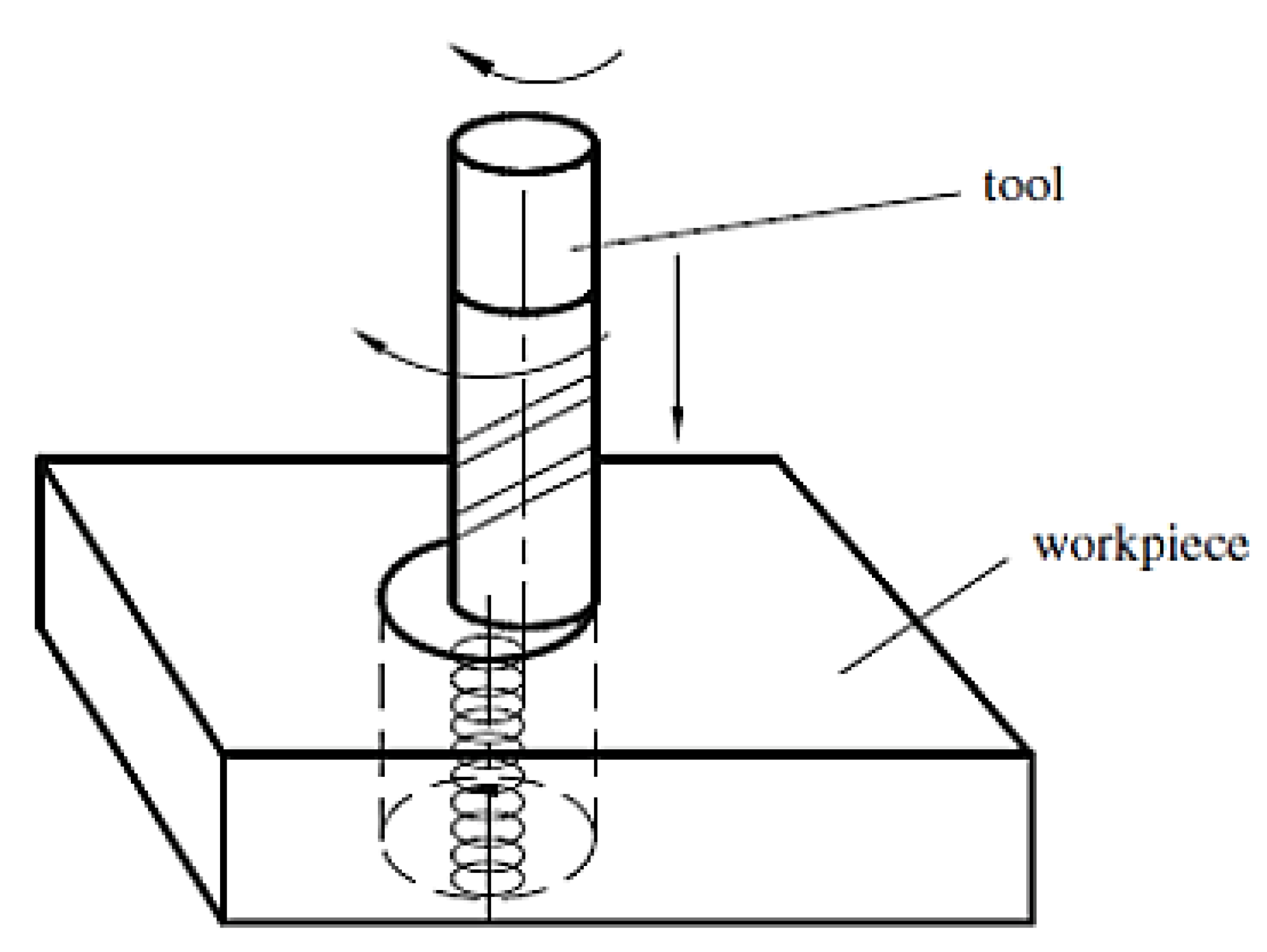{kind=link}
{kind=link}
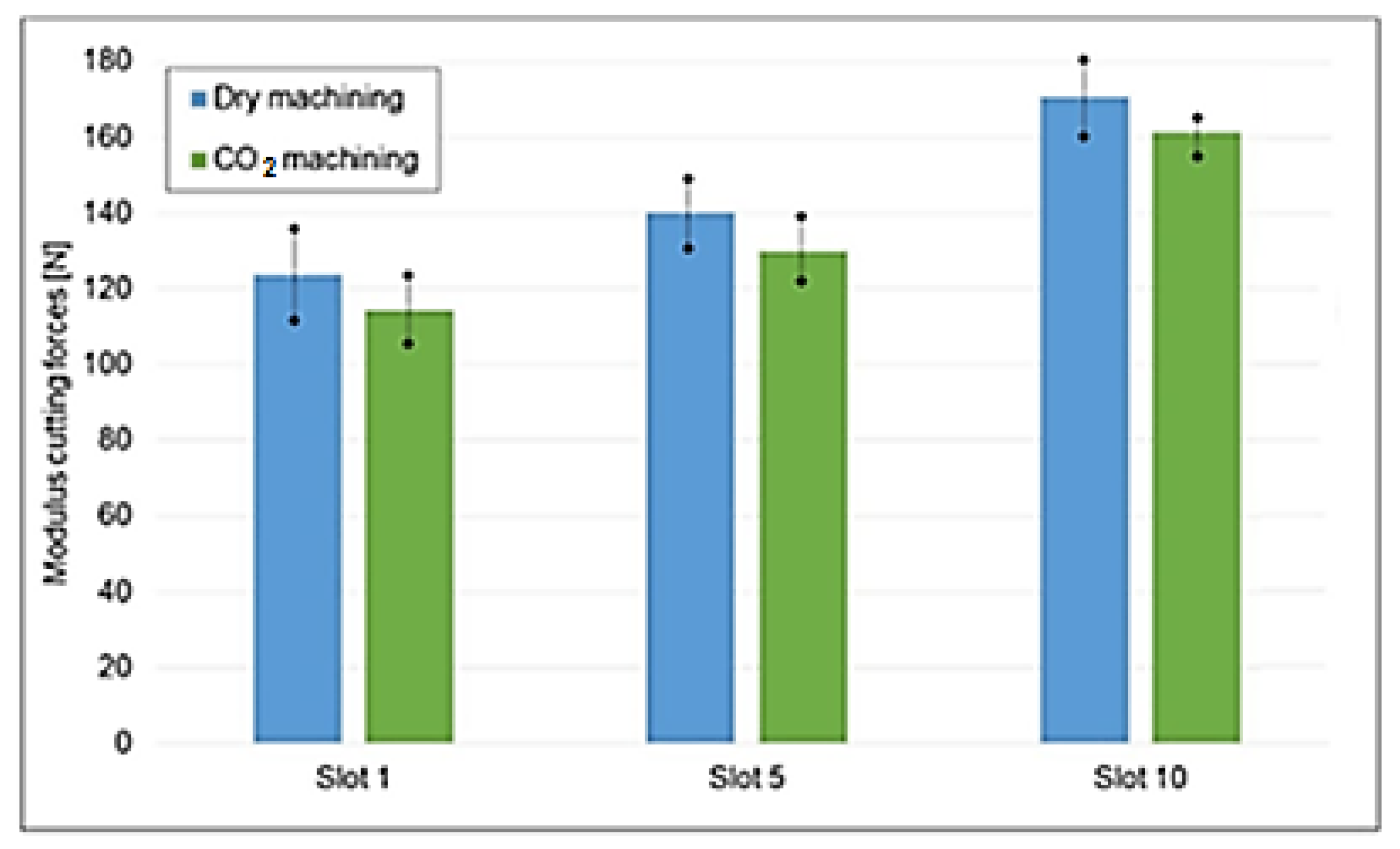{kind=link}
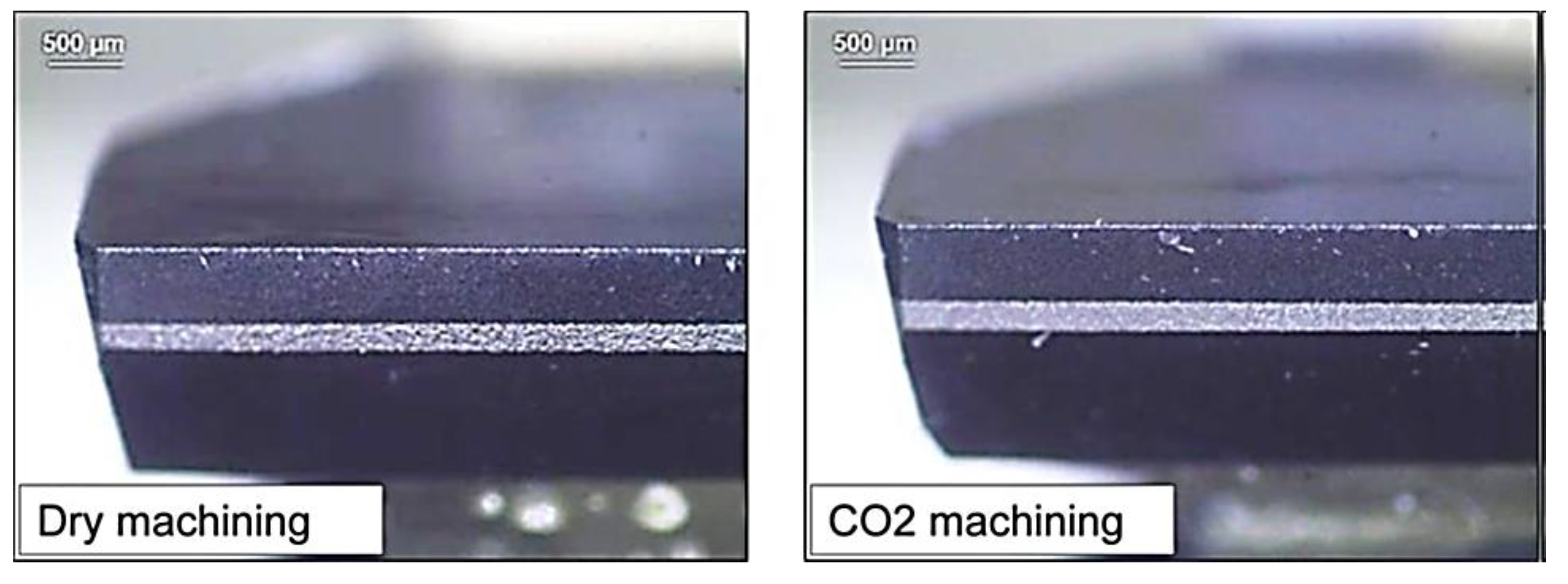{kind=link}
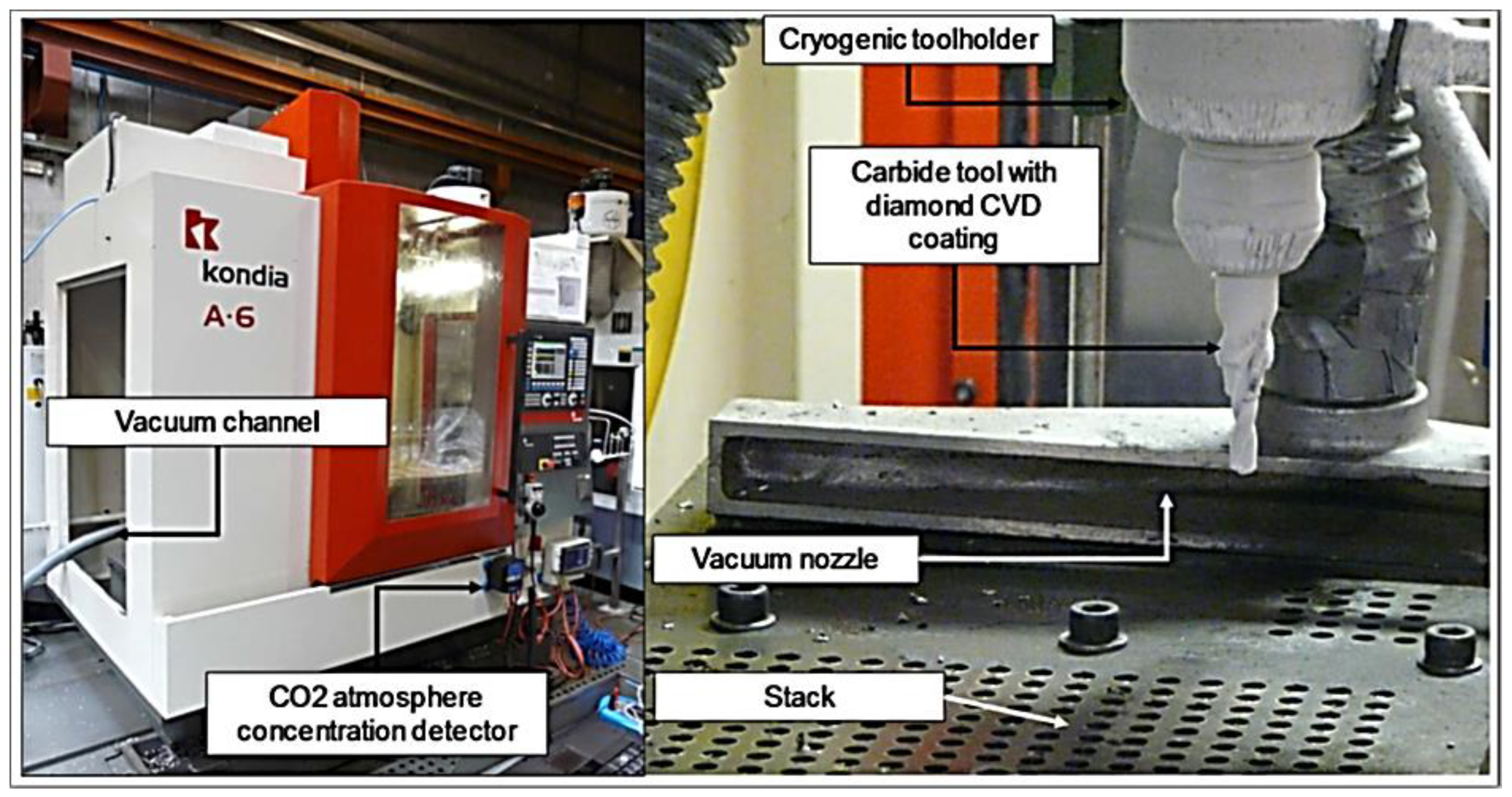{kind=link}
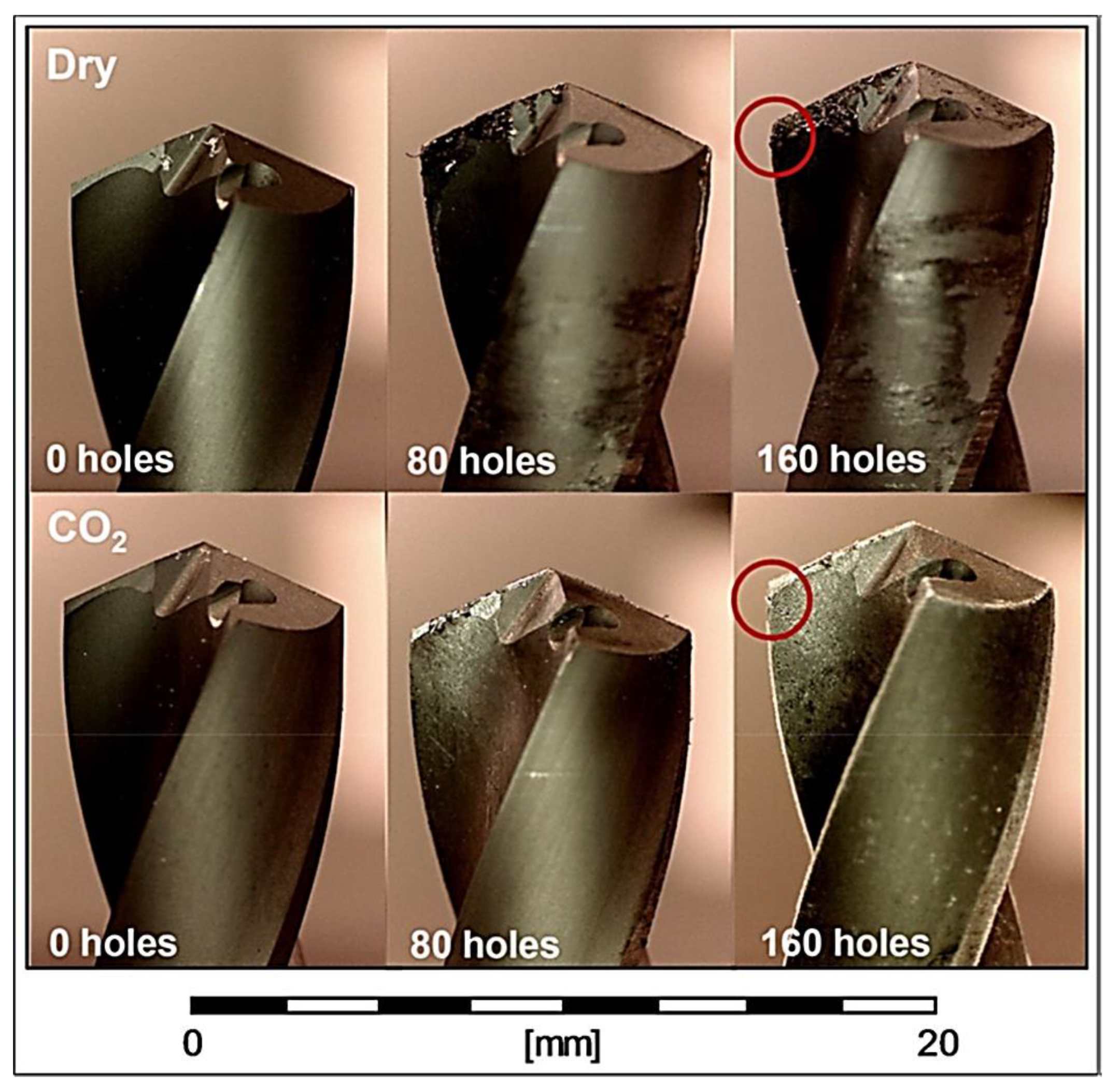{kind=link}
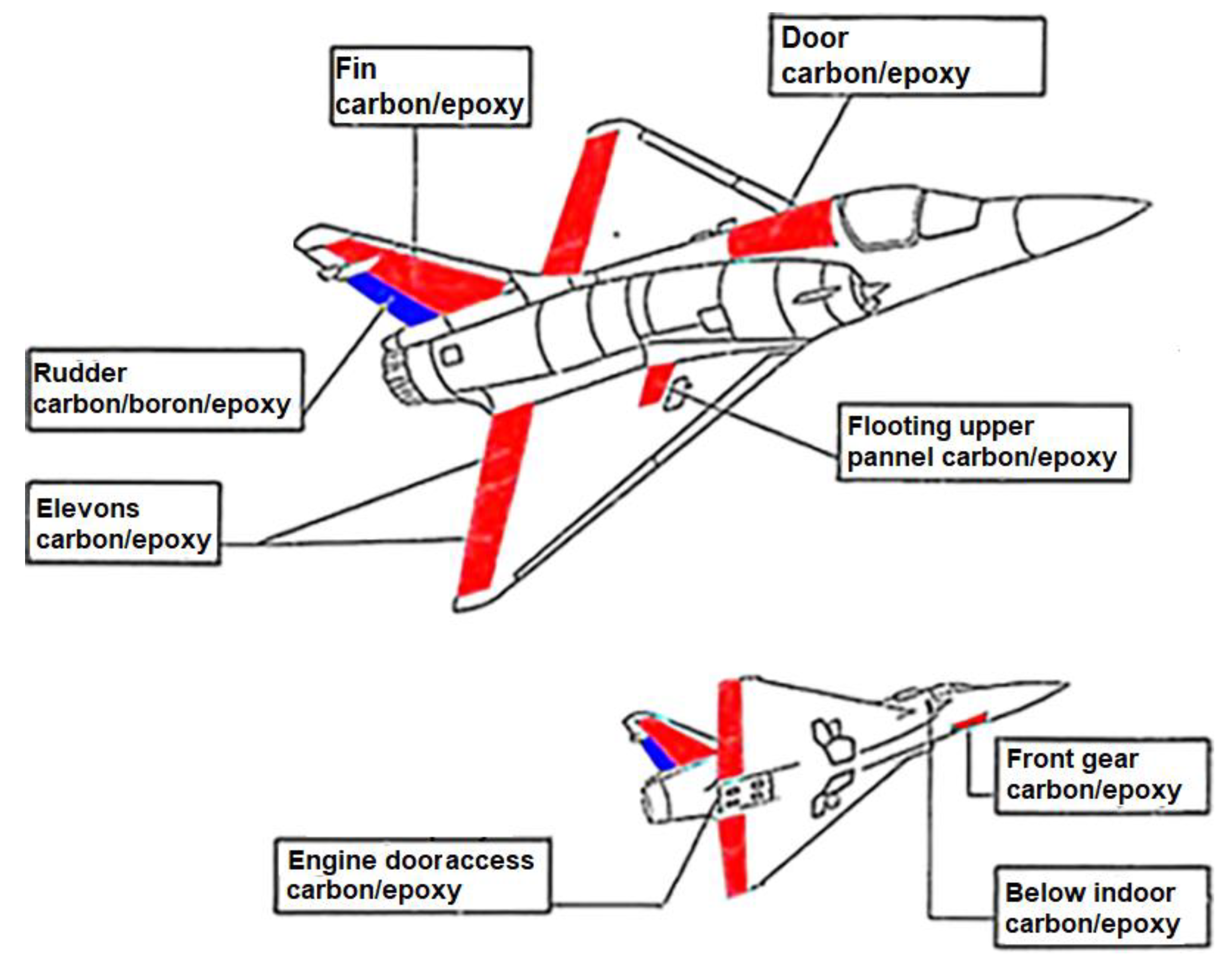{kind=link}
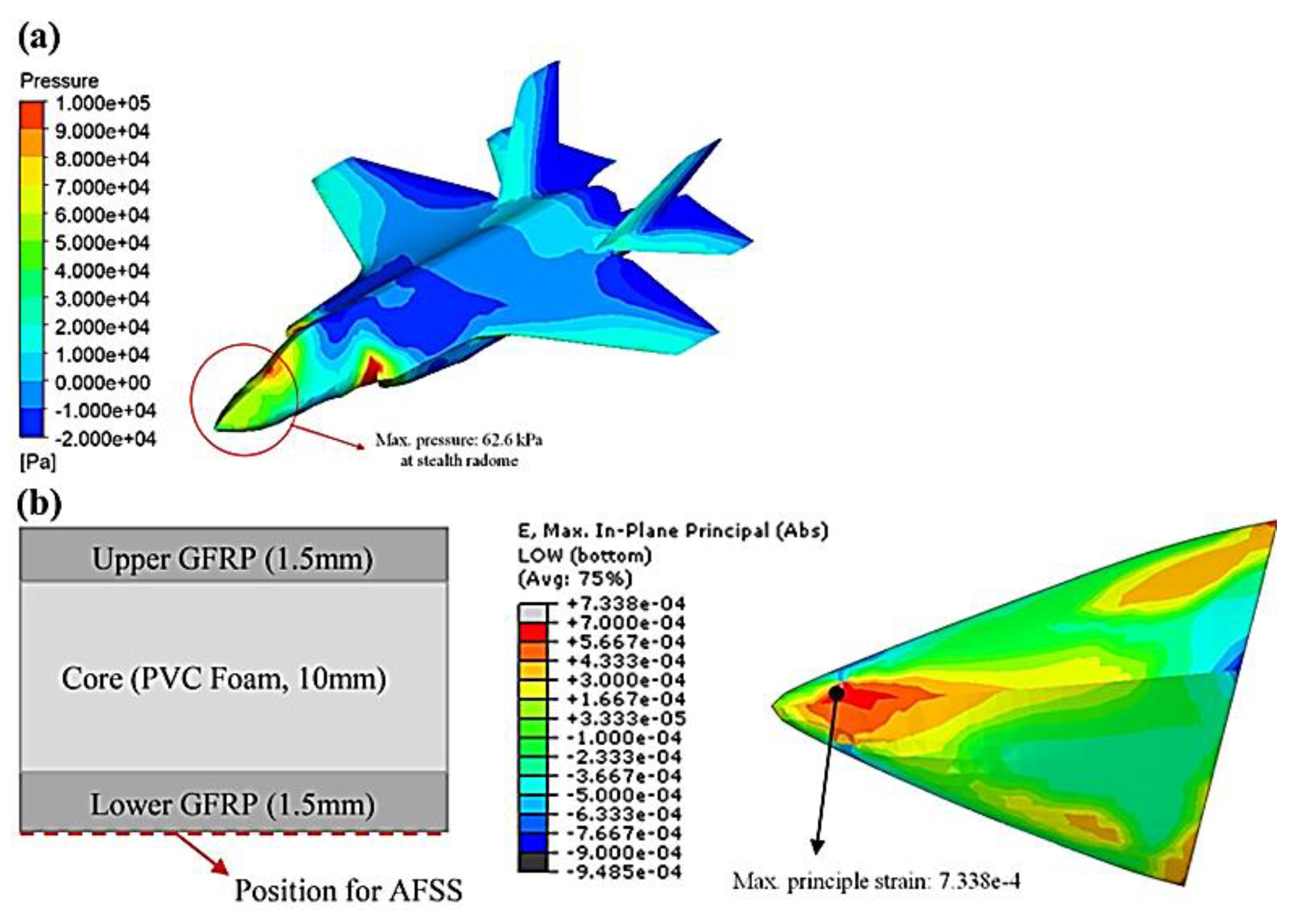{kind=link}
Table 1.
Compression properties of blank composite and sandwich composite [87]. Reproduced with permission from Elsevier.
Table 1.
Compression properties of blank composite and sandwich composite [87]. Reproduced with permission from Elsevier.
| Sample | Maximum Compressive Load (kN) | Strength (MPa) | Modulus (MPa) | Yield Strength (MPa) |
|---|---|---|---|---|
| Blank composite | 9.63 ± 2.54 | 2.78 ± 0.48 | 10.77 ± 2.67 | 0.67 ± 0.15 |
| Sandwich composite | 78.42 ± 4.22 | 21.35 ± 1.17 | 72.60 ± 7.41 | 3.67 ± 1.37 |
Table 2.
Specifications of sandwich composite structures.
| Sandwich Structure | Fabrication | Findings | Refs. | |
|---|---|---|---|---|
| Core | Face Sheets | |||
| Polymer foam of polyurethane, poly(vinyl chloride) polystyrene, styrene acrylonitrile | Metal or fiber composites | Hand lay-up; vacuum bag process; vacuum assisted resin infusion | Uniform density polymer cores; crash worthiness; energy absorption; aerospace | [18,19,20,21] |
| Aluminum metallic foam core | Aluminum/steel or fiber composites | Hand layup process; vacuum bag process; vacuum assisted resin infusion | Graded metallic cores; high blast resistance; crashworthiness; space sector | [25,26] |
| Honeycomb aluminum; Nomex | Fiber composite sheets; aluminum | Vacuum bagging, etc. | Uniform density cores; energy absorption capability; crash merit; aerospace | [34] |
| Balsa core | Glass fiber reinforced polymer; carbon fiber reinforced polymer composite | Hand lay-up; compression method | Compression properties; flame resistance; automobiles | [39] |
| Balsa core | Vinyl ester/E-glass laminates | Manual methods, pultrusion, etc. | the compression properties; thermal flux | [41] |
| Tubular polymer; metals | Fiber composite; metals | Printing techniques | Blast resistance; shock/crash sustainability; energy absorption; space sector | [44,45] |
| Floral foam core | Aluminum | Hand lay-up | Flexural strength; compressive strength; impact strength | [60] |
| Poly(vinyl foam chloride) | Epoxy resin/glass fiber | Vacuum bagging | Morphology; mechanical properties | [65] |
| Poly(vinyl chloride) foam | Carbon fiber or glass fiber/epoxy or Elium | Vacuum assisted resin injection molding | Flexural strength | [75] |
| Poly(vinyl chloride) foam core and chopped fibers | Epoxy/glass fiber | Resin transfer molding | Interfacial bonding energy absorption; Aerospace | [82] |
| Kevlar fiber core | Jute composite face sheets/polyurethane resin | Compression molding | Compression strength/modulus; automotive | [87] |
| Polyurethane foam core | Carbon/glass-fiber | Pultrusion | Mechanical resistance; thermal insulation; acoustic performance | [91] |
| Photopolymer | Nylon/glass fiber composite | Inkjet 3D printing | Compressive strength; energy absorption | [97] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kausar, A.; Ahmad, I.; Rakha, S.A.; Eisa, M.H.; Diallo, A. State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications. J. Compos. Sci. 2023, 7, 102. https://doi.org/10.3390/jcs7030102
AMA Style
Kausar A, Ahmad I, Rakha SA, Eisa MH, Diallo A. State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications. Journal of Composites Science. 2023; 7(3):102. https://doi.org/10.3390/jcs7030102
Chicago/Turabian StyleKausar, Ayesha, Ishaq Ahmad, Sobia A. Rakha, M. H. Eisa, and Abdoulaye Diallo. 2023. "State-Of-The-Art of Sandwich Composite Structures: Manufacturing—to—High Performance Applications" Journal of Composites Science 7, no. 3: 102. https://doi.org/10.3390/jcs7030102