1. Introduction
The contribution of additive manufacturing (AM) to the practice of creating commercial products has progressed enormously over the last 30 years. ASTM International now defines additive manufacturing as a process of merging materials, usually layer upon layer, to create objects from 3D digital data models [
1]. AM is a promising technique that offers the possibility of creating fully functional parts in one operation without wasting much raw material. A major benefit of this technology is the elimination of constraints related to DFM (Design for Manufacturing) [
2]. In relation to the Integrated Product and Process Development approach, two AM design strategies were suggested by Klahn et al. [
3]: “manufacturing-driven design strategy” and “function-driven design strategy”. The first one remains faithful to the conventional design approach; however, the second one proposes an improved design and increases the functionality of the product. In addition to enhancing part design, the development of this technology has resulted in the production of a variety of materials, including metals, ceramics, polymers, and composites with mechanical properties (static and dynamic) comparable and sometimes improved compared to conventional manufacturing methods [
4,
5].
Metal applications in AM technology are becoming increasingly popular. The literature presents four developed techniques with which to fabricate metal components: direct energy deposition, powder bed fusion, sheet lamination, binder jetting, and cold spray deposition [
6,
7]. Due to their higher technology readiness levels (TRL) and high-density rate (near full density) [
8], direct energy deposition (DED) and powder fusion are the two dominant AM technology families. The first consists of spraying the metal fed in powder or wire form on a laser source to form the part. One of its important advantages is that the DED effector can be fixed in a multiaxial machine, which allows for the building of parts without the need for support structures [
2,
9,
10]. The second family is powder bed fusion (PBF), among which we find Laser Powder Bed Fusion (L-PBF), and Electron Beam Melting (EBM). These processes are capable of manufacturing high-quality and complicated geometry metal parts based on a wide variety of metals and alloys, such as carbon steel, stainless steel (316L,17-4 PH), aluminum (AlSi10Mg, Al2139), and titanium (Ti64, TiGr5). The PBF process is based on the creation of layers (sections) 20 to 150 µm thick. The energy source (laser or electron beam) fuses the powder of each superimposed 2D profile to build the complete part. Several experimental studies have focused on the mechanical properties of the parts produced by these technologies. The results show that the properties of additive manufacturing parts are comparable or even better than those manufactured using conventional processes such as cold rolling, casting, laser cutting and forging [
11].
However, the PBF process has some drawbacks: the deposition rate of the process is low because printers build parts one layer at a time, the price of L-PBF machines is high because it is a new process, the print volume limits the overall dimensions of the printed elements, and the AM process requires parts to be supported during printing, which increases the post-processing time. Despite these disadvantages, PBF printing is gaining ground among all manufacturing processes. In order to guarantee the technical contribution and economic profitability of AM, the process should be used mainly for parts with high geometric complexity and limited dimensions. It is often observed that additive manufacturing allows the number of parts in an assembly to be reduced by increasing the complexity and functionality of products, which minimizes the number of assembly operations required. Ana et al. [
12] present the industrial applications of metal AM, which are based mostly on automotive, aerospace, and industrial machines. They demonstrate that this technology is mainly used to enrich subassemblies with highly complex parts that can be joined mostly by mechanical solutions such as bolting and clamping. In addition, geometrically complex parts that are too large to be printed can be subdivided and assembled. AM is therefore a good mean to save manufacturing costs and improve the functionality of an assembly when it is used for the best it has to offer.
Improving the functionality of an assembly by integrating AM parts may save on manufacturing costs. When integrating AM parts into a new product, different means of assembly may be used, including welding. However, welding is very rarely used as a means of joining AM parts, perhaps due to a lack of studies and research on the subject [
13,
14,
15]. To determine the eligibility and reliability of this approach, it becomes necessary to study the possibility of joining by welding two AM parts or one AM part with one CM (Conventional Manufacturing) part. In principle, since 3D printing is a process similar to welding, most materials used in additive manufacturing should be weldable. Different research projects have been undertaken using materials such as stainless steel, aluminum, and titanium [
14,
16,
17]. Liu et al. [
18] also present the idea of repairing the process of aerospace parts through the welding of AM. For some applications, the cost of some parts and subassemblies is high. Rather than replacing them, repair using welding is a solution that can increase service life. For example, a cracked additive manufacturing part could be repaired to lengthen its life span. To increase the use of additive manufacturing, process and assembly methods must become better known, easier to use and more productive.
Experiments with laser welding and 316L stainless steel have shown the ease of having full weld penetration of AM parts compared to CM parts [
13]. The authors pointed out that the much rougher and matte surface of AM parts induces a higher absorption rate and explains the full penetration that can be created with less laser power compared to rolled or machined parts. However, there is very little information on the welding of additively manufactured stainless steel parts. In another research based on a comparative study between laser-welded CM and PBF components made of 316L stainless steel, Mokhtari et al. [
14] observed a significant hardness variation in the heat-affected zone of AM welded parts compared to conventional CM welded parts. The authors investigated the mechanical behavior by conducting tensile tests. For all samples, failure occurred in the fusion zone. The test specimens showed an elastoplastic behavior and large ductility. In order to inspect the welding quality of AM components, Andrea et al. [
19] evaluated the microstructure of AM parts made of Ti6Al4V titanium and AlSi10Mg aluminum welded, respectively, by Linear Friction Welding (LFW) and Friction Stir Welding (FSW). In both cases, the observed joint was free of defects. The authors interpreted that friction welding does not significantly affect mechanical properties such as hardness, although it does cause a microstructure transformation. The weldability via gas tungsten arc welding GTAW of 316L PBF components welded to a conventional 316L wrought component was investigated by Huysmans et al. [
15]. Without any post-processing, the results obtained confirm that the welded parts have satisfactory tensile mechanical properties. The specimens fractured in the conventional metal. Heterogonous GTAW welding was also studied by Laitinen et al. [
20]. The authors noted that joining cold rolled and AM 316L parts provides good-quality welds with a better ultimate tensile strength than the AM base metal. Depending on welding speed, the rupture occurred in the welded metal at a welding speed of 1000 mm/min and in PBF metal at higher speeds.
In the various conducted studies, the process used to manufacture the specimens was mainly powder bed fusion [
13,
14,
15,
20], while the scanning parameters (power and laser speed) were maintained according to the recipes recommended by the suppliers. The relationship between construction parameters, microstructures, and mechanical properties were studied [
21,
22,
23]. In order to assess weldability, different aspects were observed, including tensile, corrosion, hardness, and microstructure tests. Despite the importance of fatigue resistance, there are no studies on the subject of fatigue life prediction of welded AM parts with heterogeneous parts.
316L stainless steel (UNS S31603) is an austenitic steel (cubic face centered structure) used for many applications requiring high corrosion resistance and high mechanical properties. Compared to carbon steels (AISI1010, AISI1018…) and alloy steels (AI-SI4130, AISI8620…) this steel contains a large amount of Cr and Ni. The Ni content stabilizes the austenitic phase at low temperatures and improves corrosion resistance [
14]. The 316L steel is also known for its low carbon content, which is preferable when welding these materials, as it reduces intergranular corrosion of welds and heat-affected zones caused by the precipitation of carbides [
24]. In powder form, 316L is widely used for additive manufacturing because of its low thermal conductivity, low sensitivity to oxygen, and high absorption at infrared wavelengths [
25]. 316L is used in several AM processes, such as DED, L-PBF, and cold spray [
15,
26,
27].
Additive manufacturing is a highly digital process; its combination with laser welding is interesting, as the two processes are similar in terms of the precision and fusion method. However, for some applications, such as field repairs or working in crowded spaces, manual welding may be more practical. Indeed, AM is more oriented to a limited number of products, so the combination with GMAW-P (Pulsed Gas Metal Arc Welding Process) is relevant. Welding also enables several AM parts to be combined to form a larger assembly.
The aim of this study is to investigate the weldability of L-PBF AM parts made of 316L stainless steel through the manual welding technique GMAW-P. In order to investigate the weldability of 316L stainless steel parts produced via laser powder bed fusion (LPBF); the mechanical properties of different welding assemblies are tested. Five configurations are studied: a non-welded AM specimen, AM parts welded together, one AM part welded with one laser cut rolled part (AM-CM), laser cut rolled parts welded together (CM-CM), and non-welded laser cut rolled specimens (CM). The five configurations are compared by performing fatigue and tensile tests, as well as establishing the microhardness profile and assessing the weld quality through micrographic and macrographic observations.
2. Materials and Methods
The research project consists of testing welded and non-welded 316L specimens. The non-welded specimens are 3D printed and laser cut. The welded specimens are made from three configurations: AM-AM, CM-CM, and AM-CM. Therefore, a test plan targeting the mechanical properties of the different groups of specimens is conducted.
2.1. Test Piece Fabrication
For this study, EOS 316L powder is used. At the beginning of the project, the dispenser is filled with a batch of fresh powder. The powder is then recycled from one print to the other without adding fresh powder. Between each print, the used powder is sieved with an 80 μm sieve and mixed with the remaining powder in the dispenser.
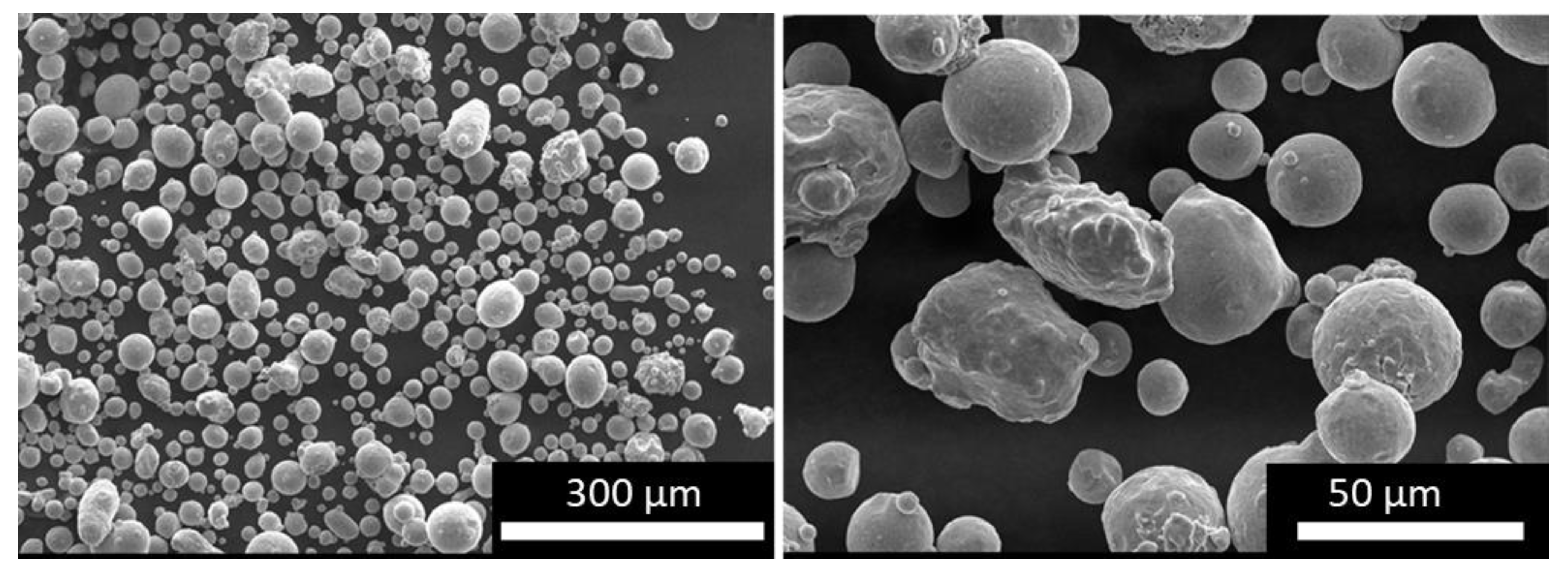
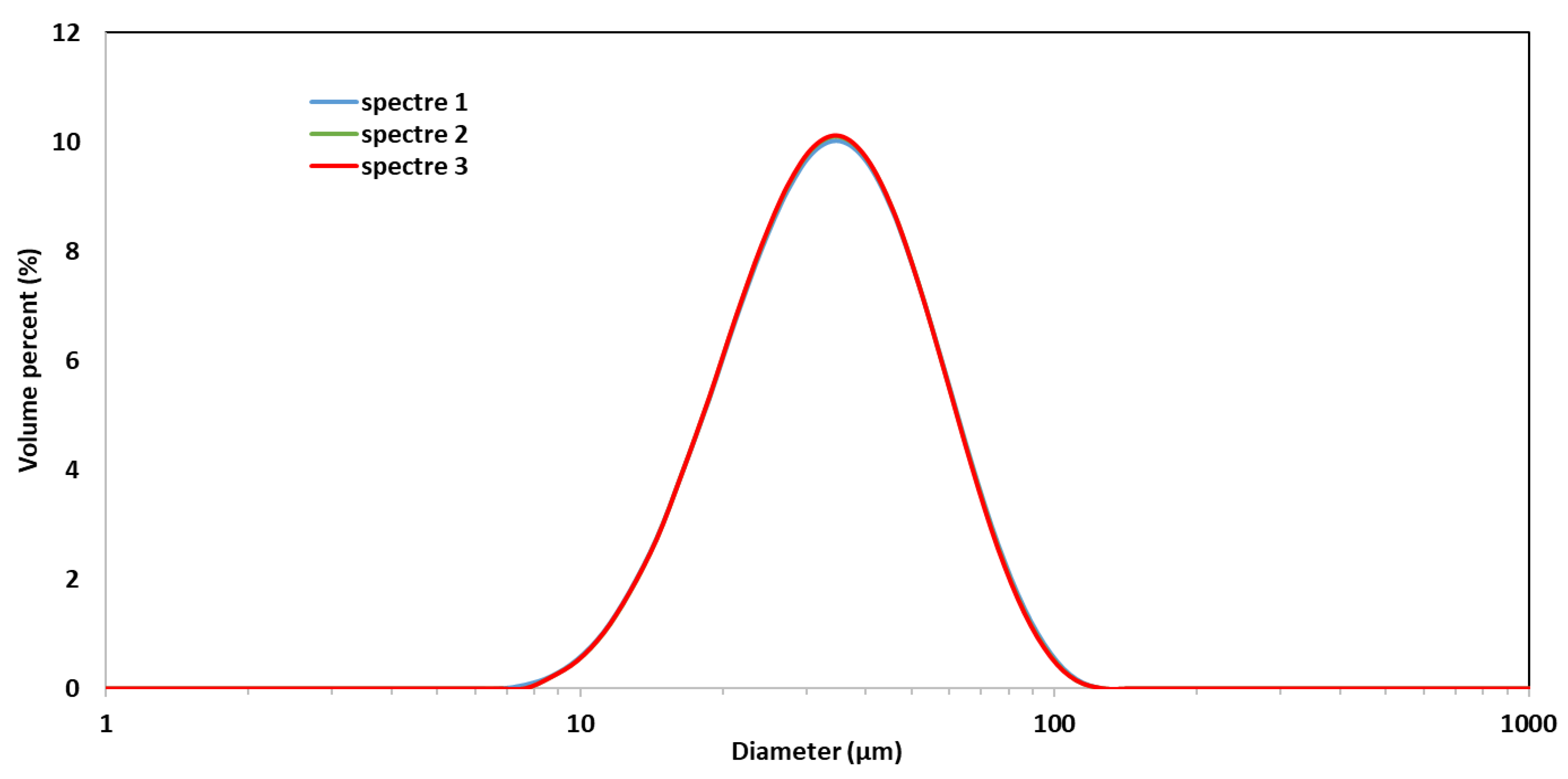
Figure 1 shows images of the powder taken with a scanning electron microscope (SEM) (SNE 4500M, SEC Co., Ltd., Suwon, Republic of Korea). The size of most of the powder grain size is between 30 μm and 40 μm, as shown, and some particles are merged. A Mastersizer 3000 (Malvern Panalytical, Malvern, UK) particle size analyzer is used to determine the particle size distribution of the powder. Three measurements are taken and the d-values D10, D50, and D90 of the particle size distribution are, respectively, 18.5 μm, 35.6 μm, and 65.3 μm (see
Figure 2), where D10, D50, and D90 give the maximal particle size diameter that includes 10%, 50%, and 90% of the particles (volume weighted basis), respectively.
According to EOS, the chemical composition of this powder is given in
Table 1. Although the mechanical properties of 316L stainless steel printed parts have already been investigated [
28], this study repeats the tests in order for comparison with literature and welded configurations.
The additive manufactured full specimens and half specimens are made with the EOS M290 machine based on L-PBF technology. The manufacturing of the specimens is executed in three steps. The samples are constructed on a steel build plate and manufactured in a horizontal orientation (0°) relative to the build plate. The supports used for printing the specimens are solid and 4 mm high. The printing process takes place under Argon to protect the melt from oxidation and the maximum oxygen content is under 1.3%.
Table 2 presents the printing parameters used to manufacture the AM specimens, as defined by EOS.
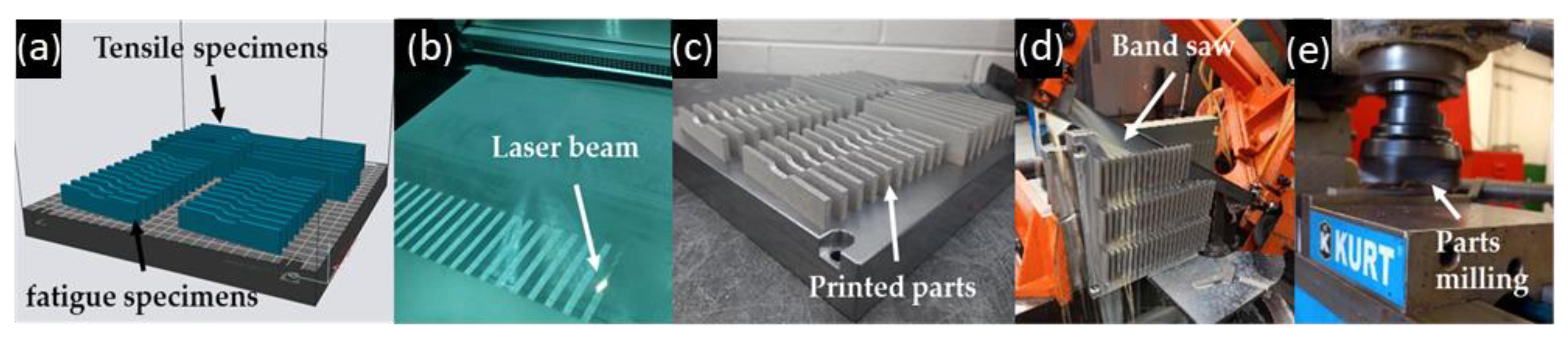
Figure 3 shows the different stages of the additive manufacturing process of specimens from digital preparation with EOSPRINT to surface machining post-treatment via the printing process and part cutting. Both the top and bottom sides are machined to have a similar surface finish (see
Figure 3). In this study, because the specimens will be welded, no heat treatment is applied. The powder supplier mentions that heat treatment is optional and proposes stress relief and solution annealing. With the same manufacturing conditions and without any heat treatment, the mechanical properties measured by EOS are shown in
Table 3.
Conventional specimens (half and full specimens) were provided by a local laser cutting and metal processing company.
Table 4 shows the elementary composition of a conventional 316L sheet of metal according to the manufacturer mill test report.
2.2. Test Piece Welding
Welding was performed by GMAW-P. This welding process was based on the recommendation of the industrial partner. Although laser welding is more efficient, manual GMAW-P welding is widely used in manufacturing industries and it represents the most probable technique for field repairs situations. The welding parameters are shown in
Table 5.
The filler metal used is EN ISO 14343-A g 18 8 MN, manufactured by Lincoln Electric. Its mechanical properties are as follows: Yield Strength 414 MPa; Tensile Strength = 607 MPa; Elongation = 37%.
To be more efficient, it was proposed to weld many specimens at a time; for this reason, the half AM and CM pieces were designed as rectangular shapes. This choice ensures that the specimens, stacked side by side, are in contact during welding and minimizes the welding path discontinuity. It also provides a means to minimize the number of weld imperfections that may occur at the start and stop of weld segments.
The specimens used to evaluate the AM-AM, CM-CM and AM-CM configurations are butt welded and the final geometry is designed according to the ISO 9692-1:2013 standard.
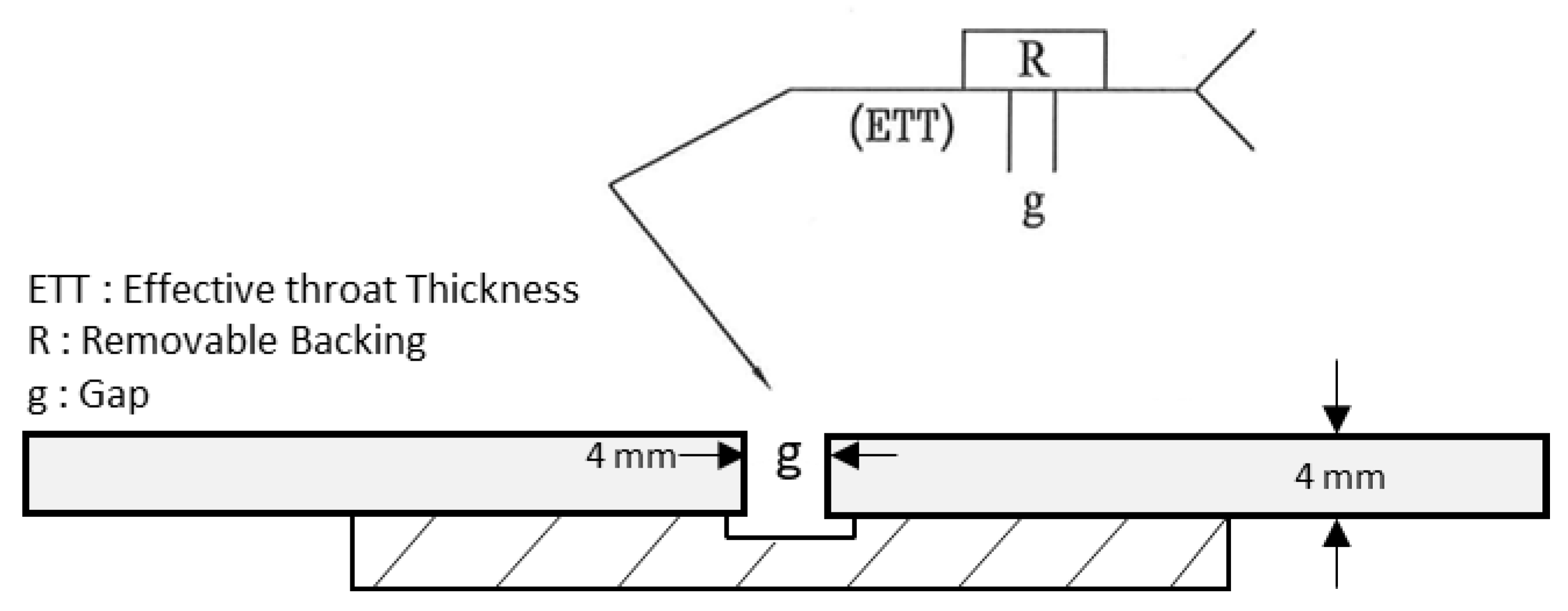
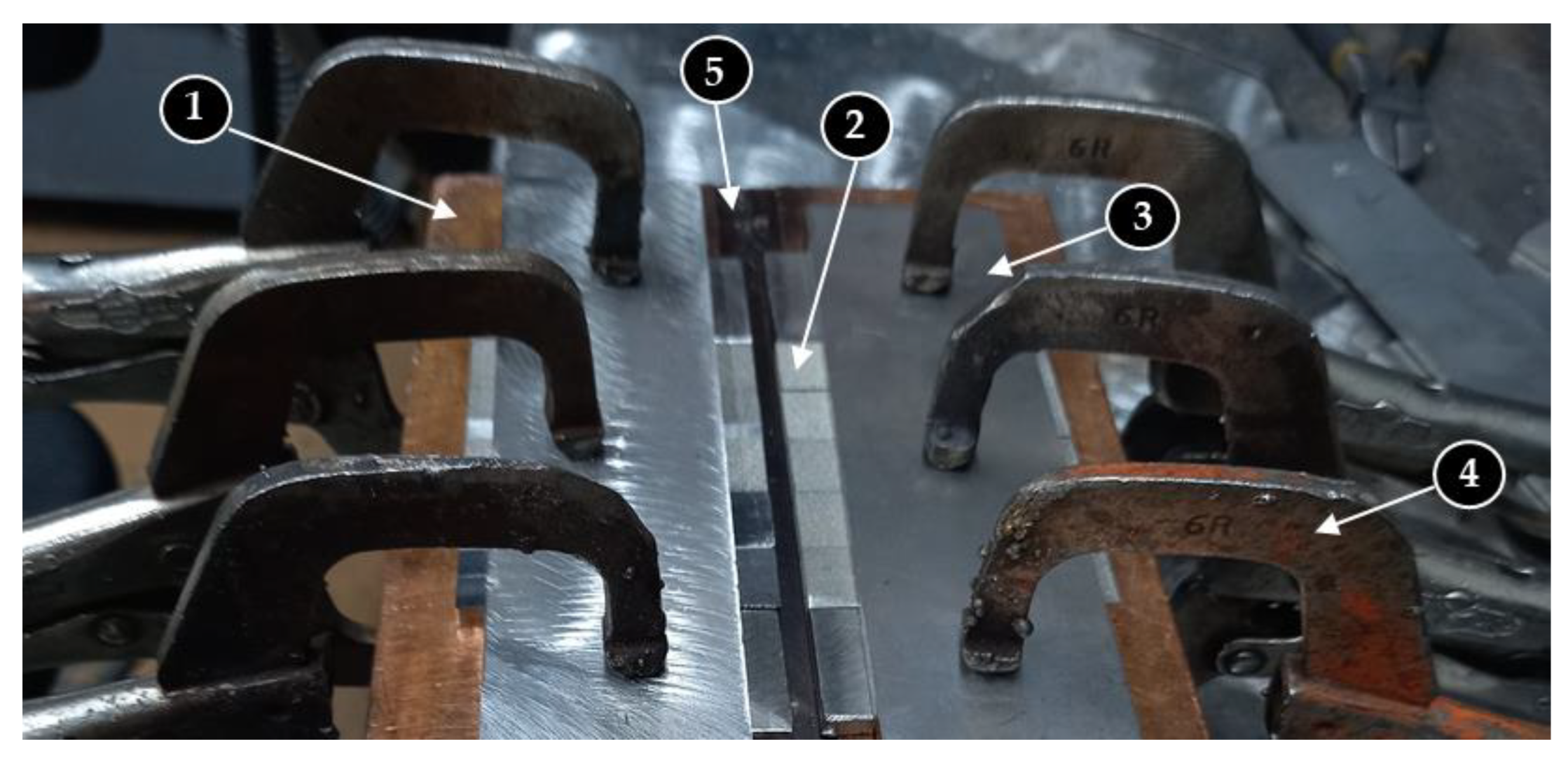
The specimens are welded at the factory of our industrial partner (Alstom Transport Canada, La Pocatière, QC, Canada). Each welding batch contains parts of the same configuration. For each configuration, a total of 3 tensile and 20 fatigue specimens are prepared. Based on the welding operation mode and in order to eliminate welding defects and ensure complete penetration, the specimens are supported by a copper plate with a gap in the middle, which increases the melt volume. The spacing between the pieces (root opening) is equal to 4 mm (see
Figure 4).
Usually, the weld bead presents some anomalies at the beginning and at the end. In order to ensure repeatable welding results for the test specimens, stainless steel pieces of the same thickness as the test specimens are inserted at the beginning and at the end of each welding batch to provide run-on and run-off tabs at the weld ends, as suggested per good industrial practice. The jig contains clamps to fix the half specimens, avoid slight movements during welding, and reduce the angular distortion.
Before welding the test specimens, some samples are welded in order to confirm the welding procedure, evaluate the quality of welding, and measure distortion of the welded specimens.
Figure 5 shows the assembly used to weld these specimens. According to a visual inspection, the preliminary results do not show any defects such as lack of penetration and cracks. The used welding procedure meets the requirements and offers results in accordance with the AWS D15.1 standard. After welding, specimens are separated from each other using a cutter wheel tool.
2.3. Angular Distortion Measurement
Since welding is performed from one side, and as a result of the heat imposed during welding, an angular deformation is expected. Since the top side receives more heat, it becomes concave and the back side becomes convex. Sung-Wook Kang [
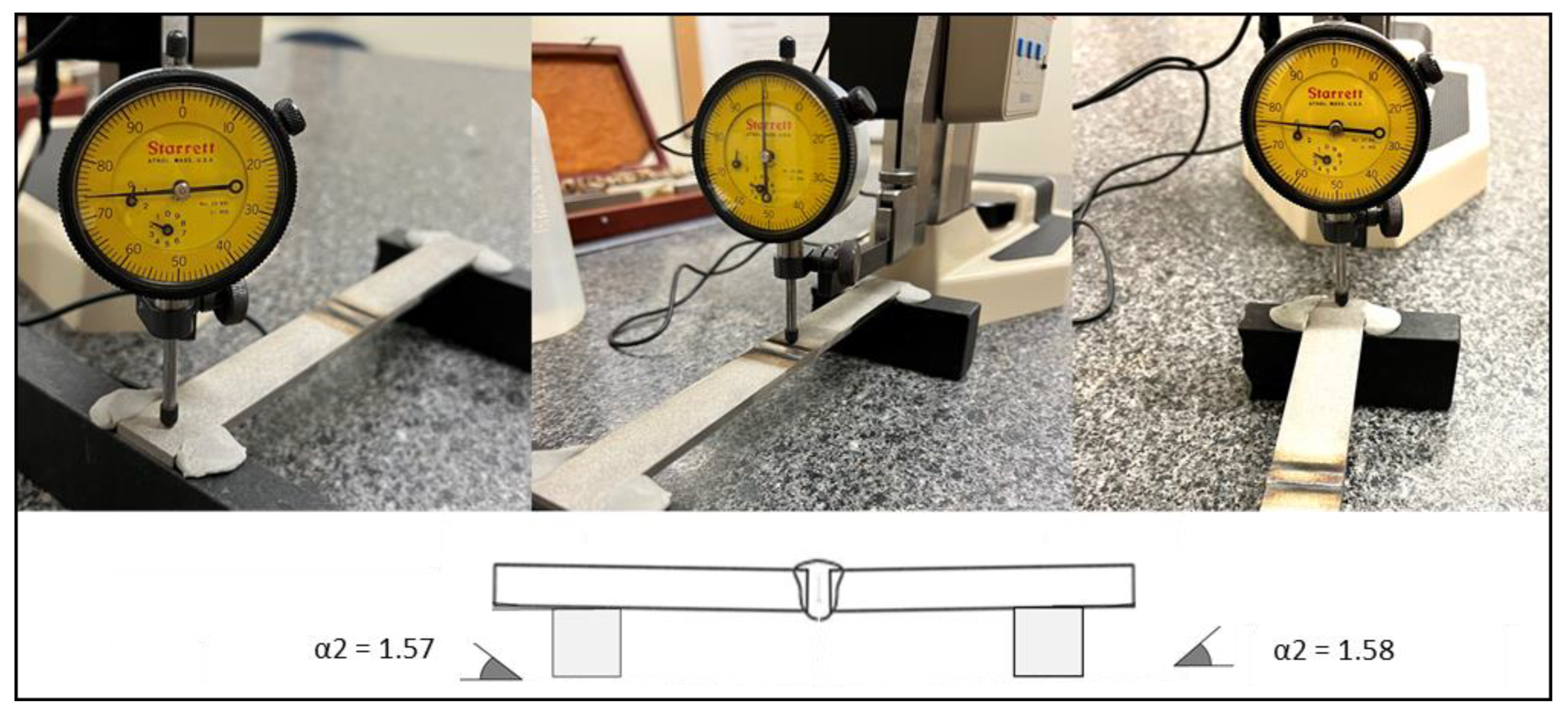
29] studied the effects of angular distortion on stress concentration and fatigue life. It has been demonstrated that fatigue cracks appear on the welding side (the surface where the welding is applied). In order to quantify the impact of this phenomenon on mechanical tests, angular distortion is measured using a dial indicator.
The measurements are taken on a batch of three specimens. The elevation is measured at both ends and in the centre. The values are converted into an angular deformation which varies from 0.12° to 0.37° for the fatigue specimens and from 1.21° to 1.65° for tensile specimens (see
Figure 6). As this deformation is similar for all configurations, it is not considered as part of the study.
2.4. Tensile Test Protocol
According to the ASTM E8/E8M, tensile testing is performed via milling on standard rectangular samples. This choice ensures ease of printing and material support removal. Specimen dimensions in mm post-treatment are shown in
Figure 7. To assess the repeatability of the test, four tensile specimens are prepared for each configuration. The tensile tests are performed on an MTS 809 tensile testing machine; the test speed is set to 0.025 mm/s and the pressure applied by the clamping dies is equal to 2000 MPa in order to avoid any slippage.
2.5. Fatigue Test Protocol
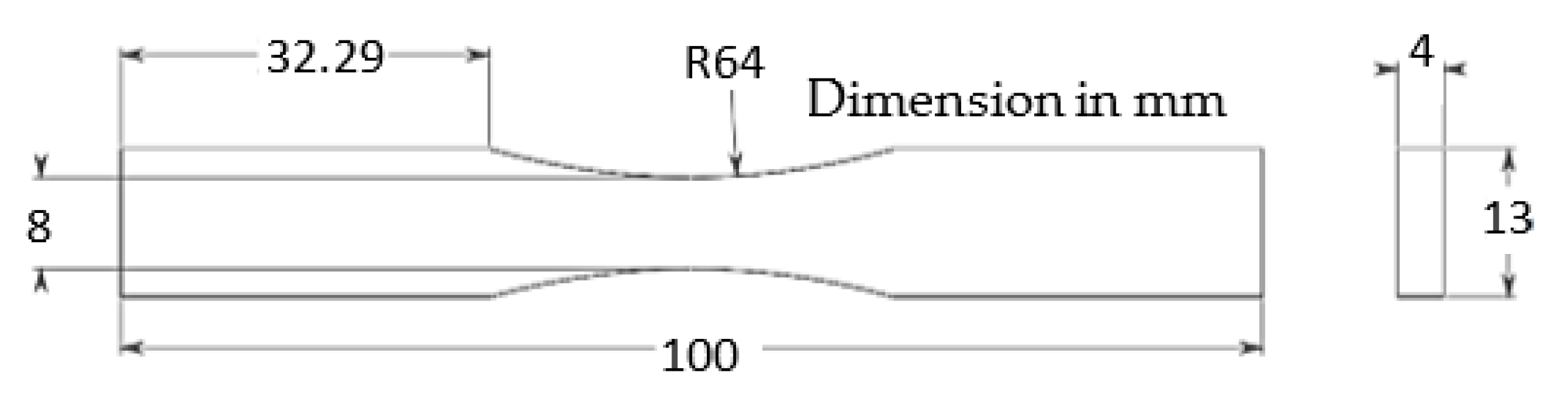
Axial fatigue test specimens are prepared by milling in accordance with the ASTM E466-15 standard. A sketch of the fatigue specimens highlighting their dimensions in mm is shown in
Figure 8.
The tests are performed at 20 Hz under a stress ratio of R= σmin/σmax = 0.5. Two million cycles are considered a runout. The minimum and maximum stresses are calculated using the nominal stress formula σ = F/A where F is the minimum or maximum applied force and A is the smallest cross sectional area of the specimen. Fatigue results are presented as a function of the alternating stress, (σmax − σmin)/2.
The S-N curve is divided into two regions: finite and infinite life. For the finite portion of the curve, 9 samples are used and 3 load levels are considered for each configuration. Applied loads are established as a fraction of the ultimate tensile strength, (see
Table 6). With the endurance limit at 2 million cycles, we use the staircase method based on Dixon and Mood method and as defined by ISO 12107: 2003 and test 9 samples for each configuration. The alternate stress increases or decreases with a step size equal to 10 MPa depending on whether the specimen survives or breaks. As suggested in the NF A03-405 application guide, the step of increase or decrease corresponds to 10 MPa for welded samples. The estimates of mean fatigue strength at 2 million cycles and its standard deviation for the different configurations are based on the formula presented by Snyder et al. [
30].
Table 6 presents the different levels of the alternating stresses applied in the finite life region for the 5 configurations.
2.6. Micrographic Observation and Microhardness Test Protocol
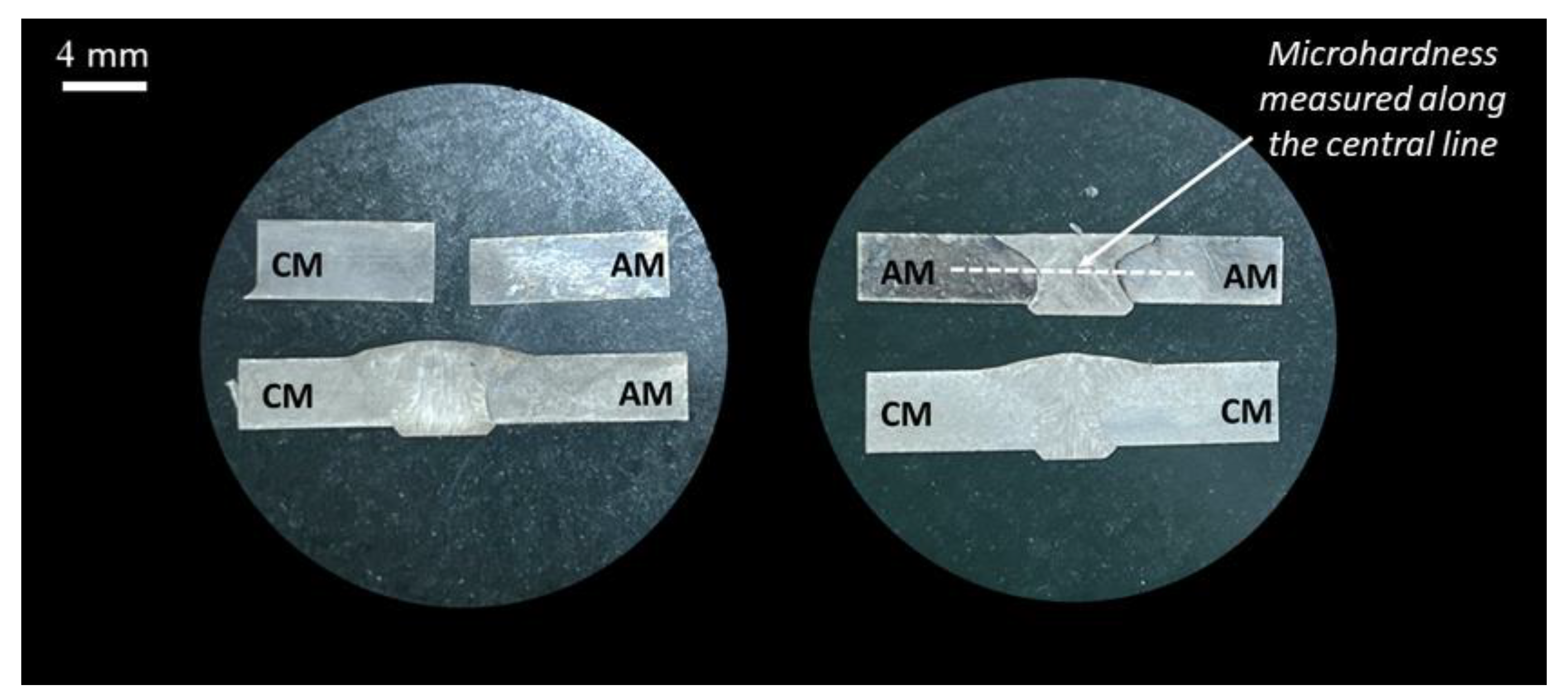
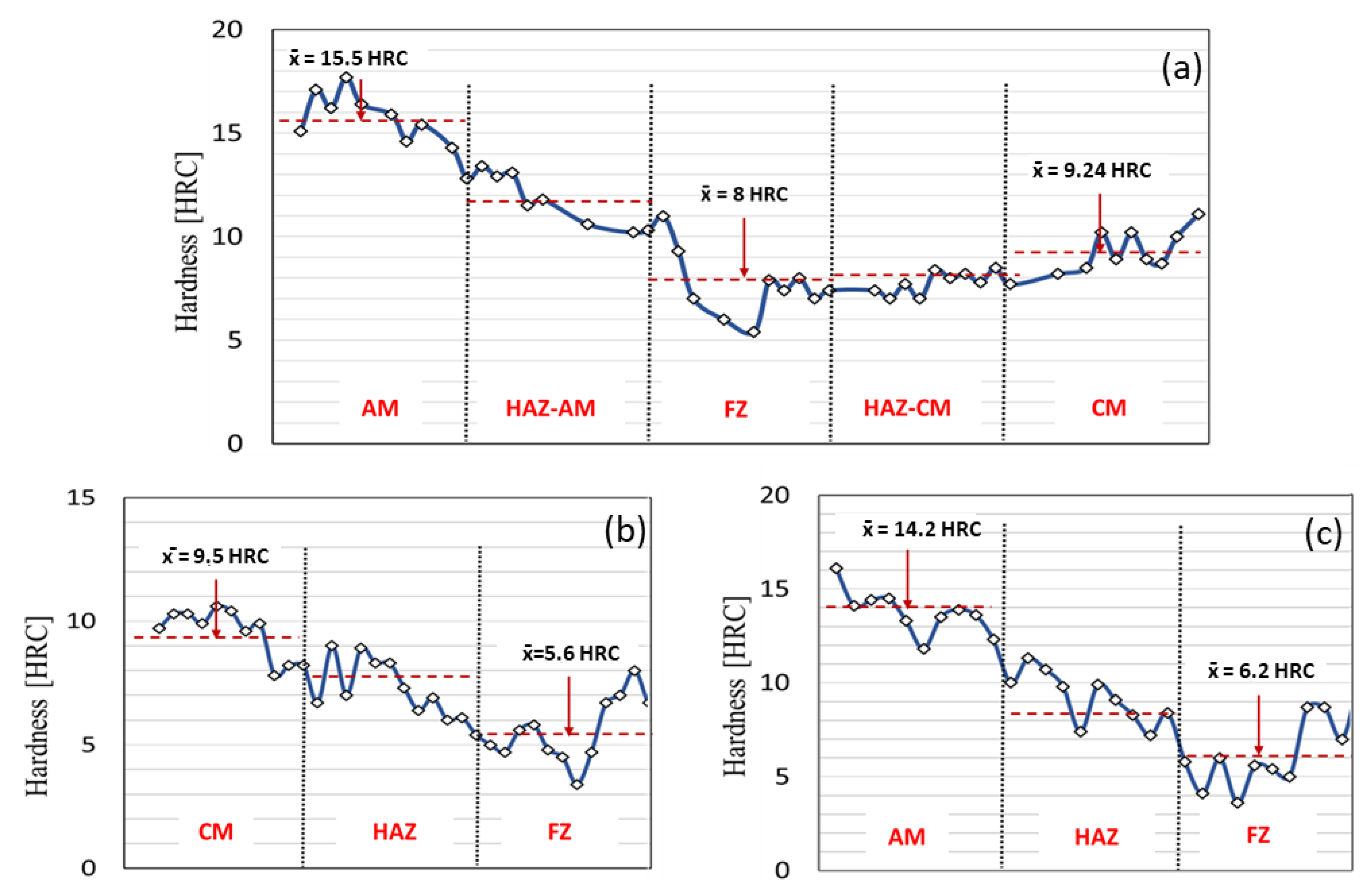
The microhardness measurements are performed with a CLEMEX automated tester. The samples are cut, coated, and polished to avoid the effect of surface roughness (
Figure 9). The scale used is a Rockwell C (HRC) with a diamond indenter. The measurement method follows the ASTM E18 standard. The profiles are taken on a cross-section (perpendicular to the welding direction).
For micrographic observation, the specimens used for microhardness measurements are repolished. For cross-section observations, the surfaces are etched with “Kalling’s reagent #2”, which is the solution mentioned in the supplier’s documents (EOS). A NanoImage SNE 4500M scanning electron microscope (SEM) is used for micrographic observations.
4. Conclusions
This study evaluated the weldability of 316L stainless steel additive manufacturing parts through tensile and fatigue tests. Welding was performed manually using the GMAW-P process with a filler material EN ISO 14343-A g 18 8 MN with a ultimate tensile strength 5% lower than that of the 316L stainless steel tested in our research. All welded joints were of the butt joint type. Five configurations of specimens were studied: non-welded AM, AM with butt-welded joint, AM and laser cut (CM) with a butt-welded joint, laser cut (CM) with a butt-welded joint, and non-welded laser cut (CM). The tensile properties, high-cycle fatigue life curves, and endurance limits were obtained through testing according to the standards ASTM E8/E8M, ASTM E466-15, and ISO 12107: 2003. The fatigue tests were conducted at 20 Hz, with a stress ratio of R = 0.5. For each group of specimens, we performed three tests at three load levels, and we applied the staircase method to determine the endurance limit at two million cycles. The main conclusions of this study are as follows:
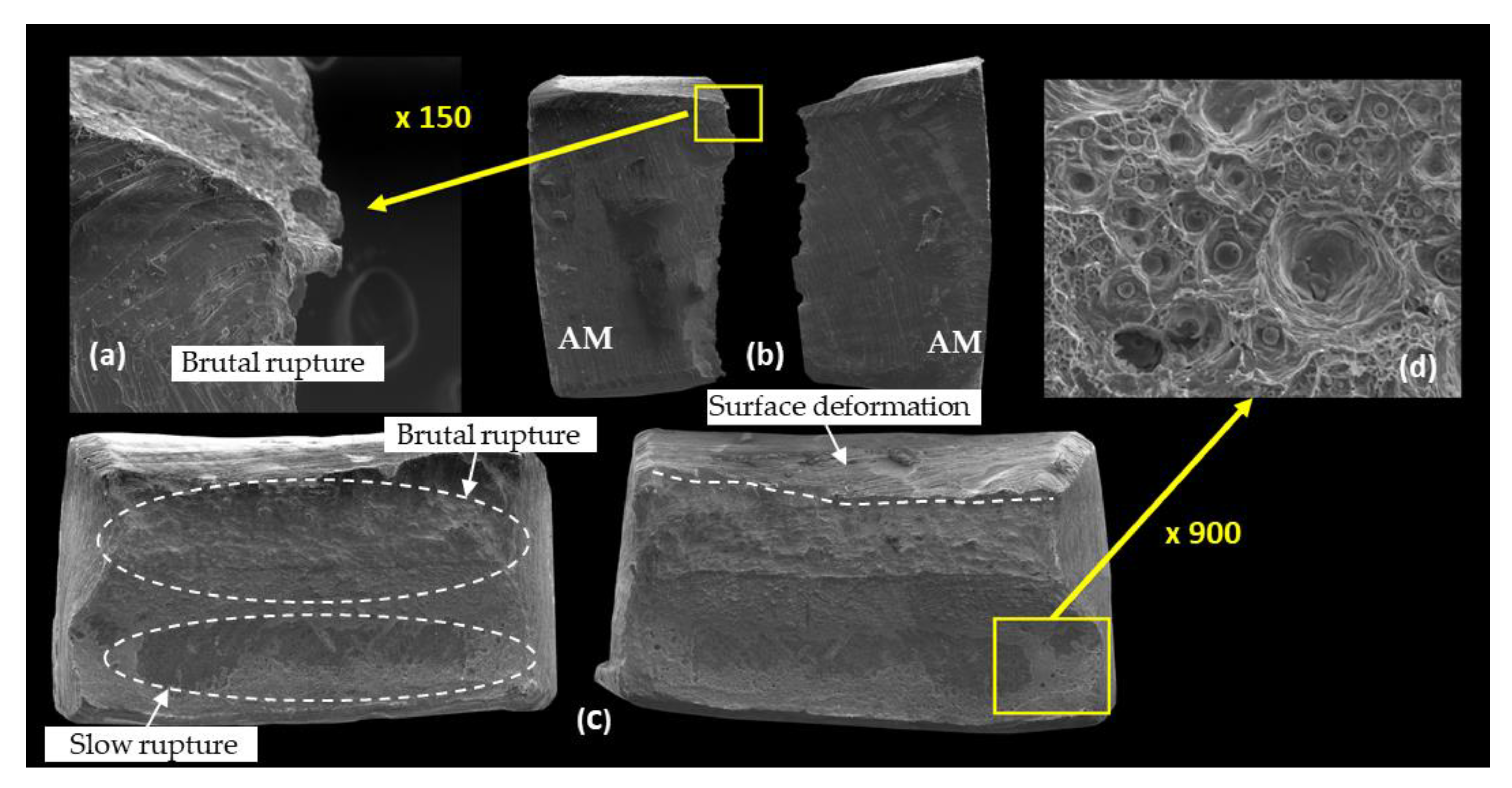
All static and fatigue fractures occurred in the filler material, notwithstanding the HAZ that could affect base material properties.
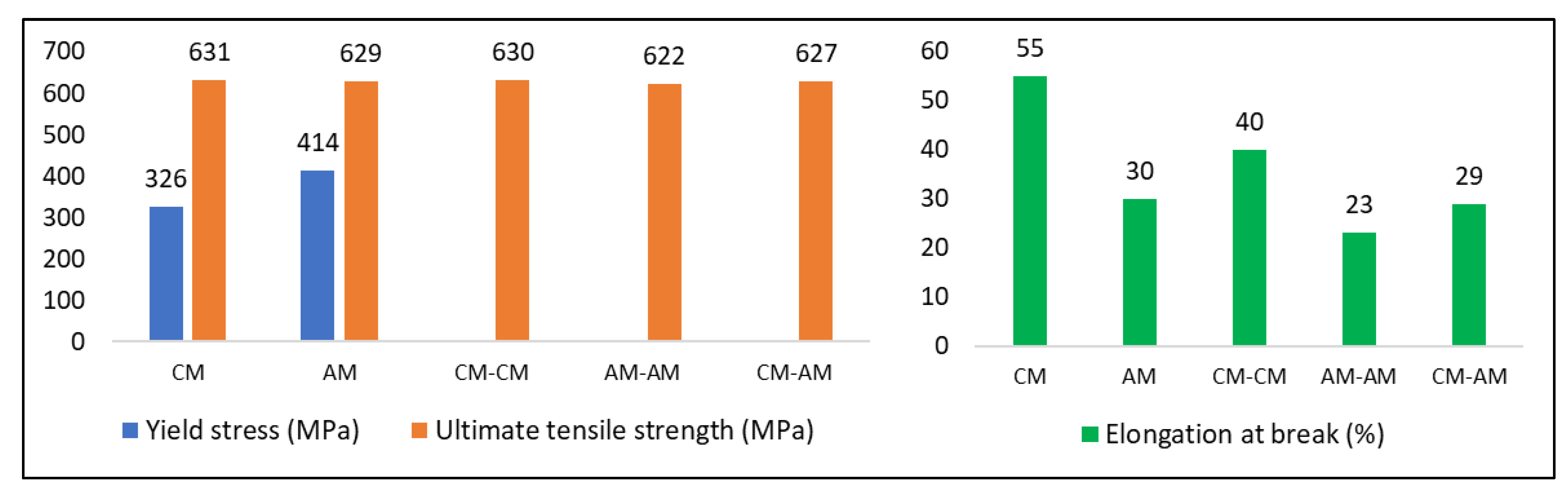
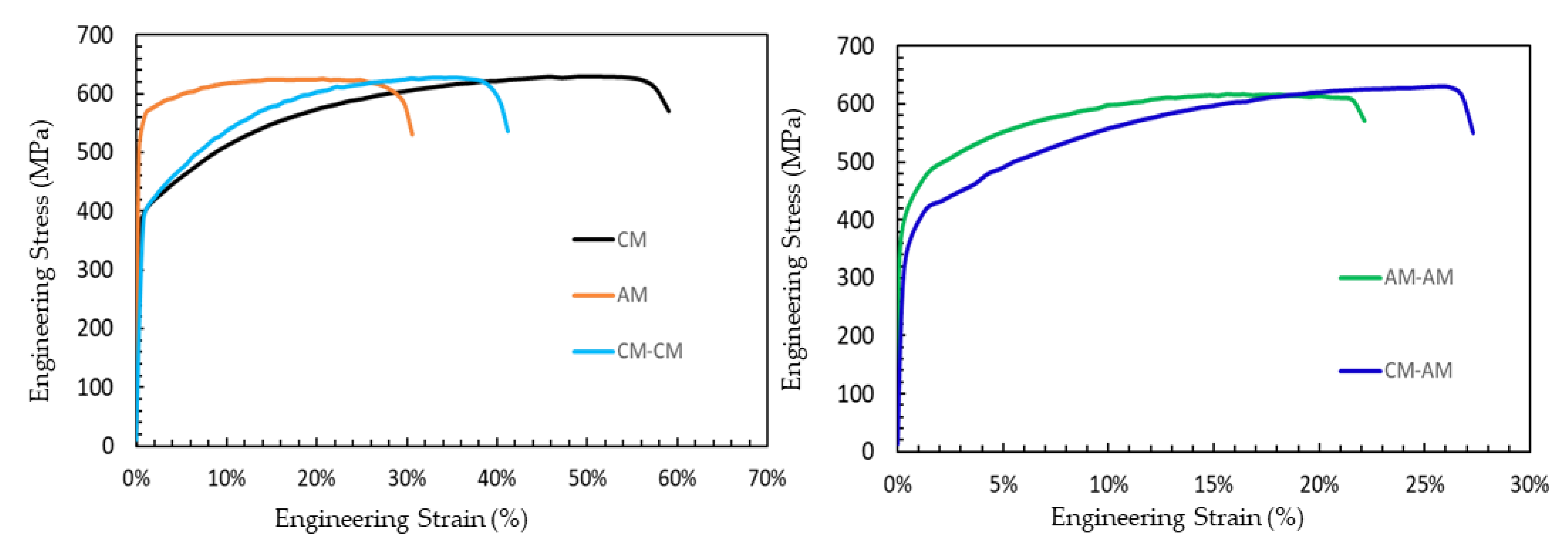
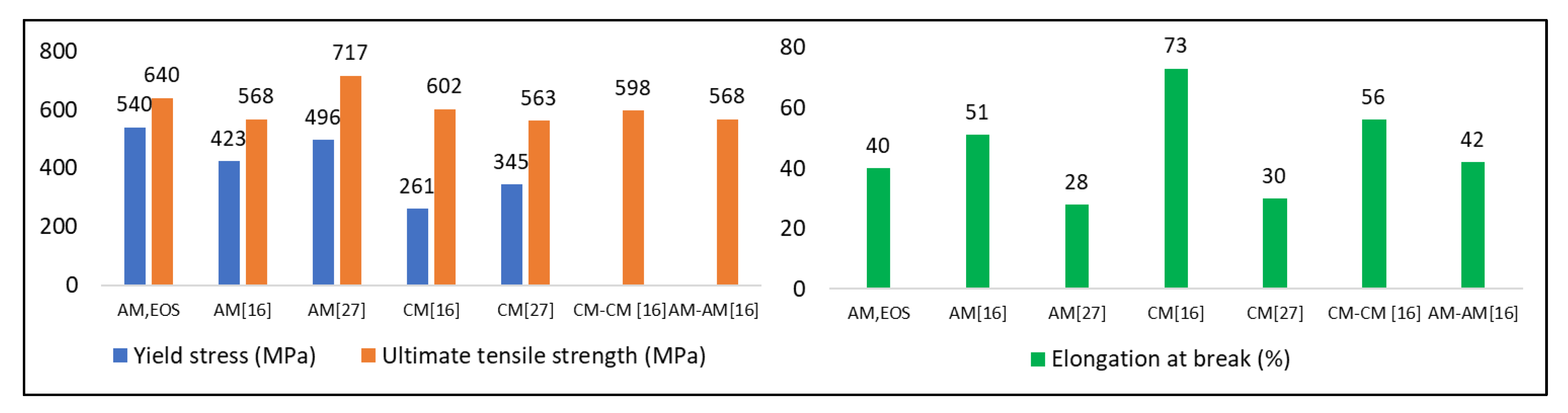
The tensile strengths of the different welded configurations were almost equal, with a maximum variation of 1.4%; this is due to the filler material having an ultimate limit almost equal to the 316L stainless steel.
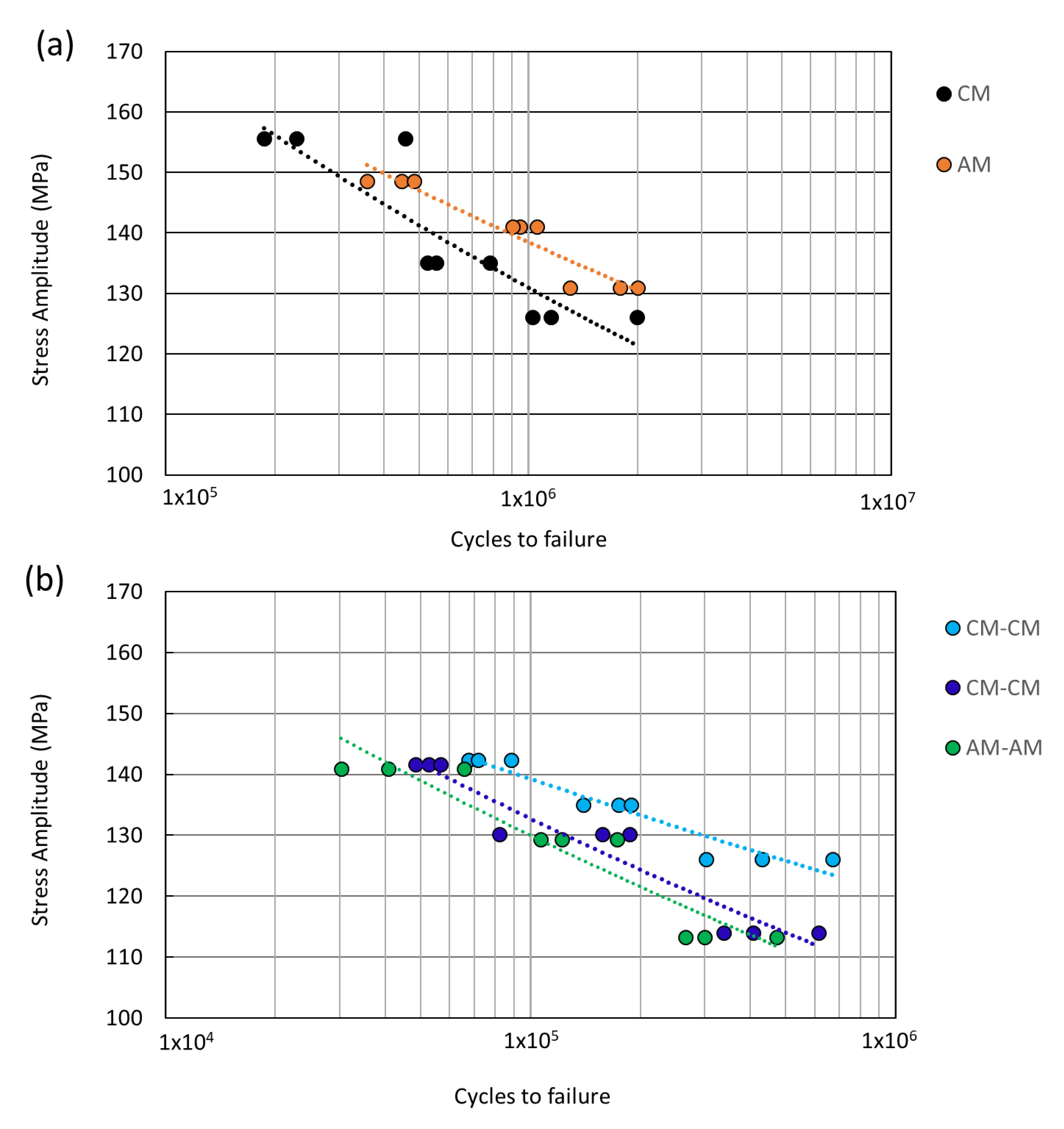
In fatigue, the non-welded specimens (AM and CM) exhibited almost the same behavior. In the finite life domain, the difference was less than 10%. The endurance limit at two million cycles, as obtained with the staircase method, was practically equal.
The fatigue curves and endurance limits of the welded components were lower than for the two non-welded reference configurations. The two reference configurations give very comparable values with a variation of 3.7%.
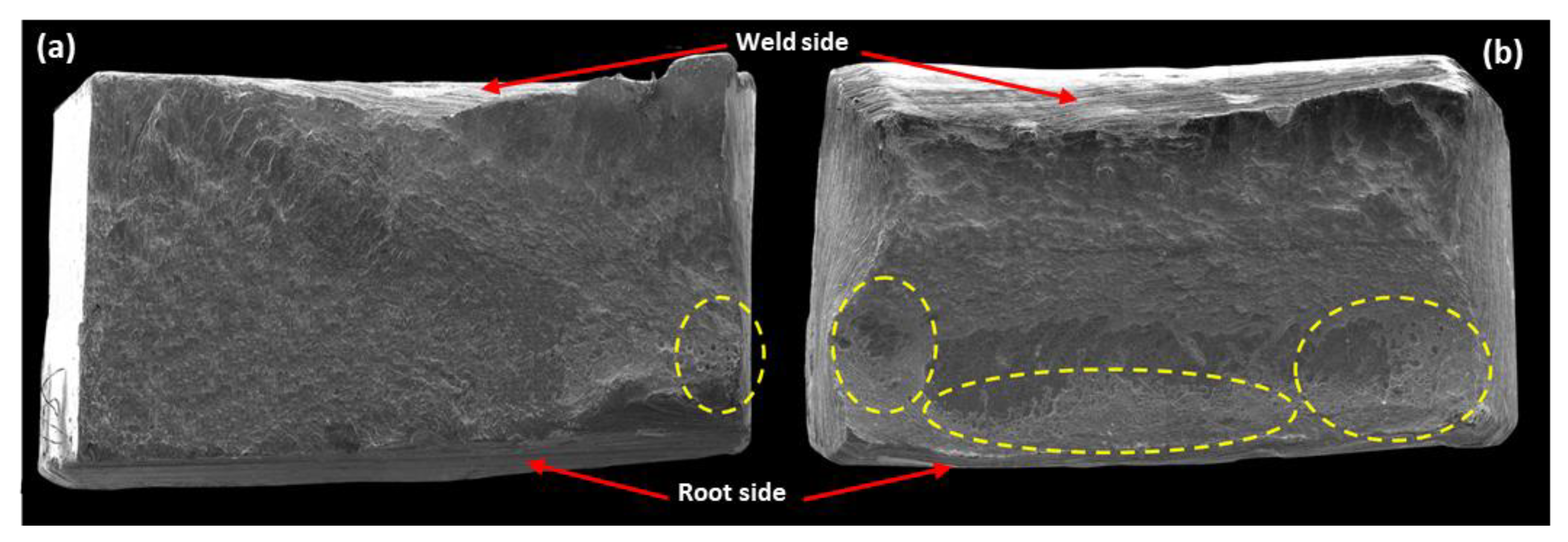
For the AM-AM configuration, one unexpected failure occurred where a runout was expected. The endurance limit of this configuration was slightly lower and the standard deviation was substantially larger than those of the other welded configurations. The analyses of the fracture surface revealed that the failure was due to a welding defect.
Apart from the above unexpected failure, the results indicate that AM parts made of 316L stainless steel can be welded and that the strength of the butt-welded joint, in static and in fatigue, is comparable to that of the welds on specimens made by laser cutting.
This study demonstrates that AM parts made of 316L stainless steel can be welded like laser cut components. The results for 316L stainless steel show that 3D-printed parts can be welded with other printed parts or with parts produced by conventional processes with the same level of performance. Moreover, considering that printing chamber space is limited, it may be possible to divide a large part into several pieces, print the different pieces, and weld them together. The results also show that it is possible to repair additively manufactured parts through welding without a significant decrease in static and fatigue performance.
Future work may include other experimental designs by changing manufacturing parameters (welding method, material, additive manufacturing parameters, and heat treatment). In addition, the differences in fatigue failure initiation point warrant further investigation.




 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}