
Tribological Properties of Multilayer CVD Coatings Deposited on SiAlON Ceramic Milling Inserts

Abstract
:1. Introduction
2. Materials and Methods
2.1. Cutting Tools
2.2. Experimental Procedure
3. Results
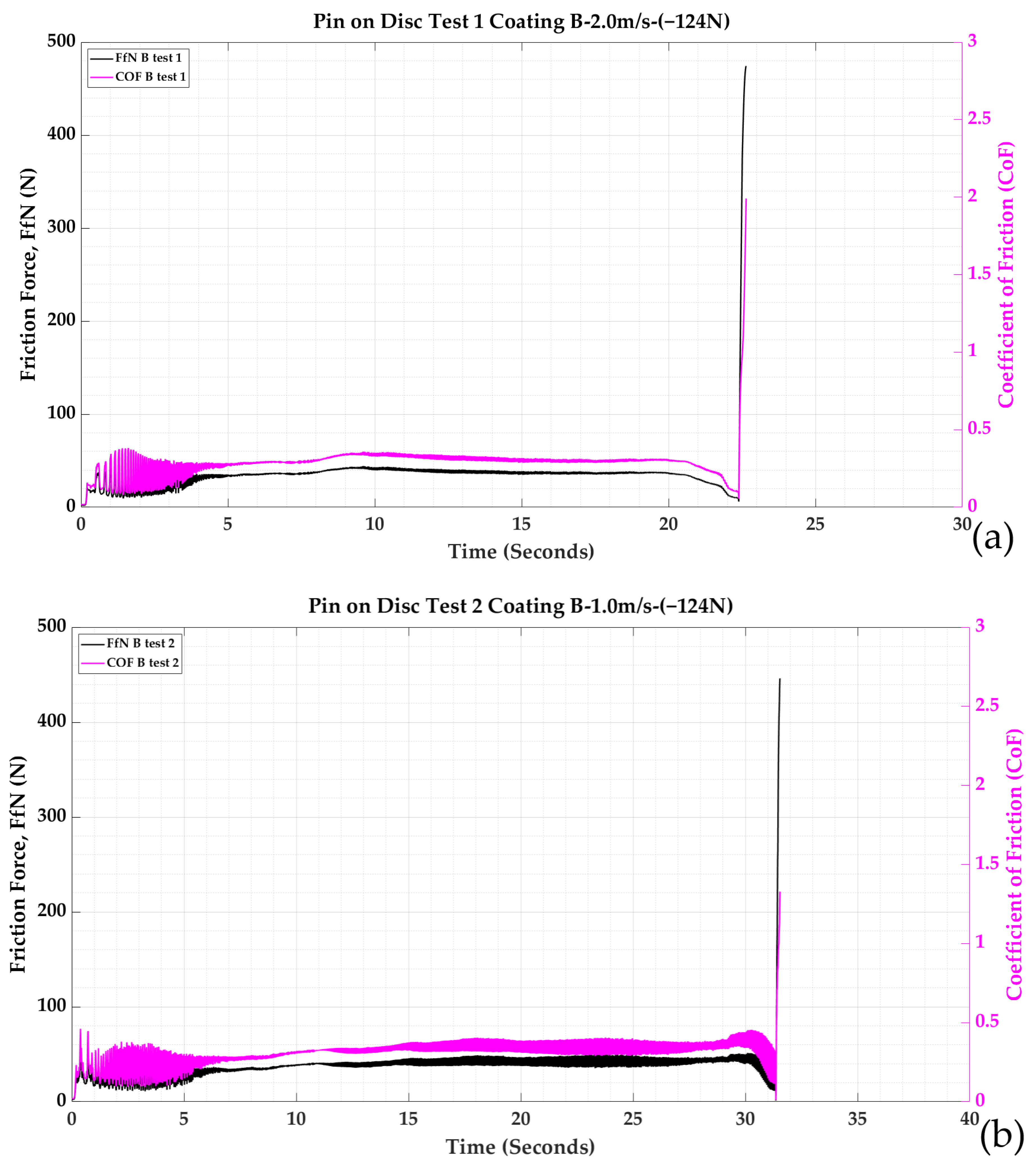
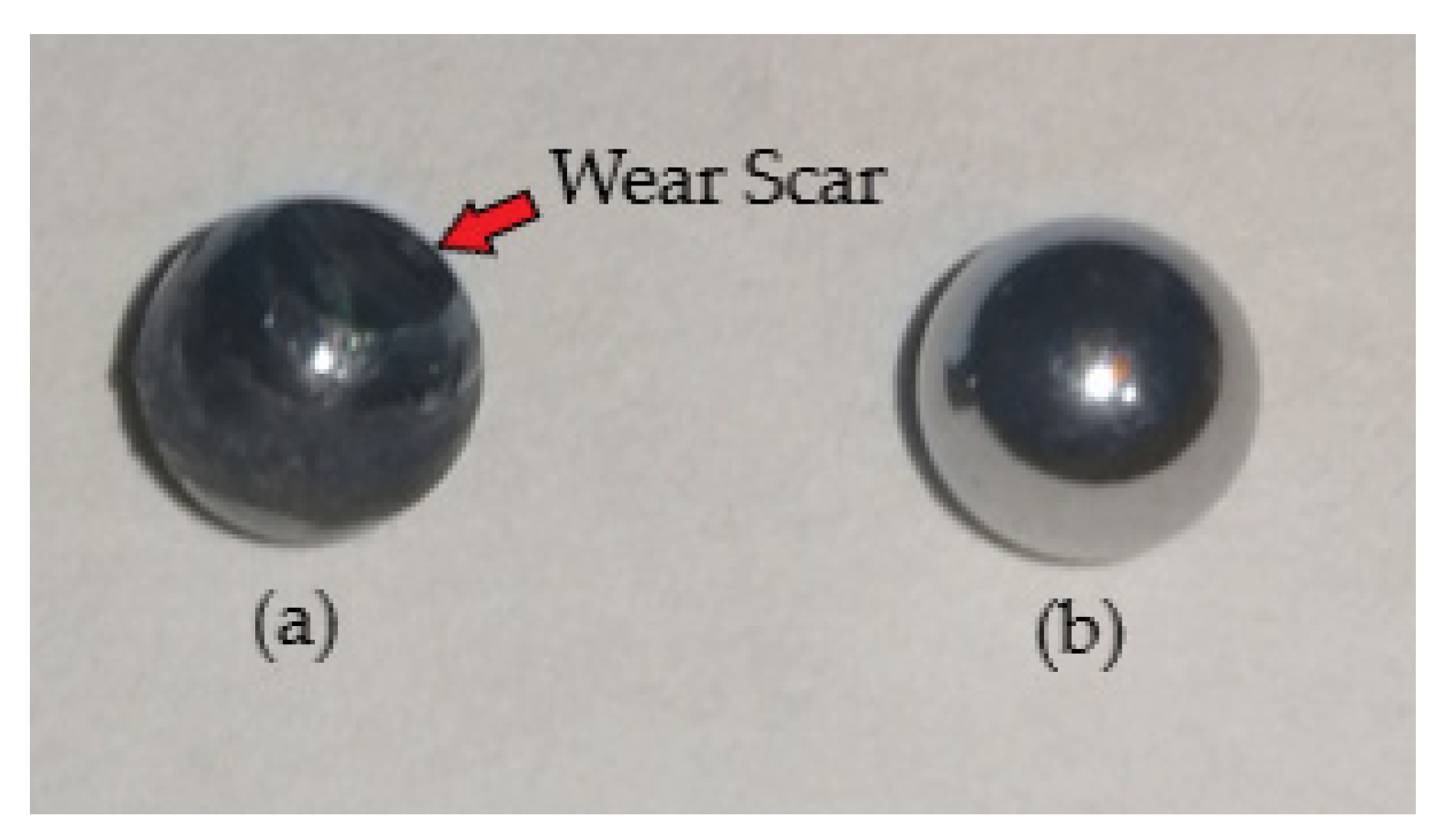
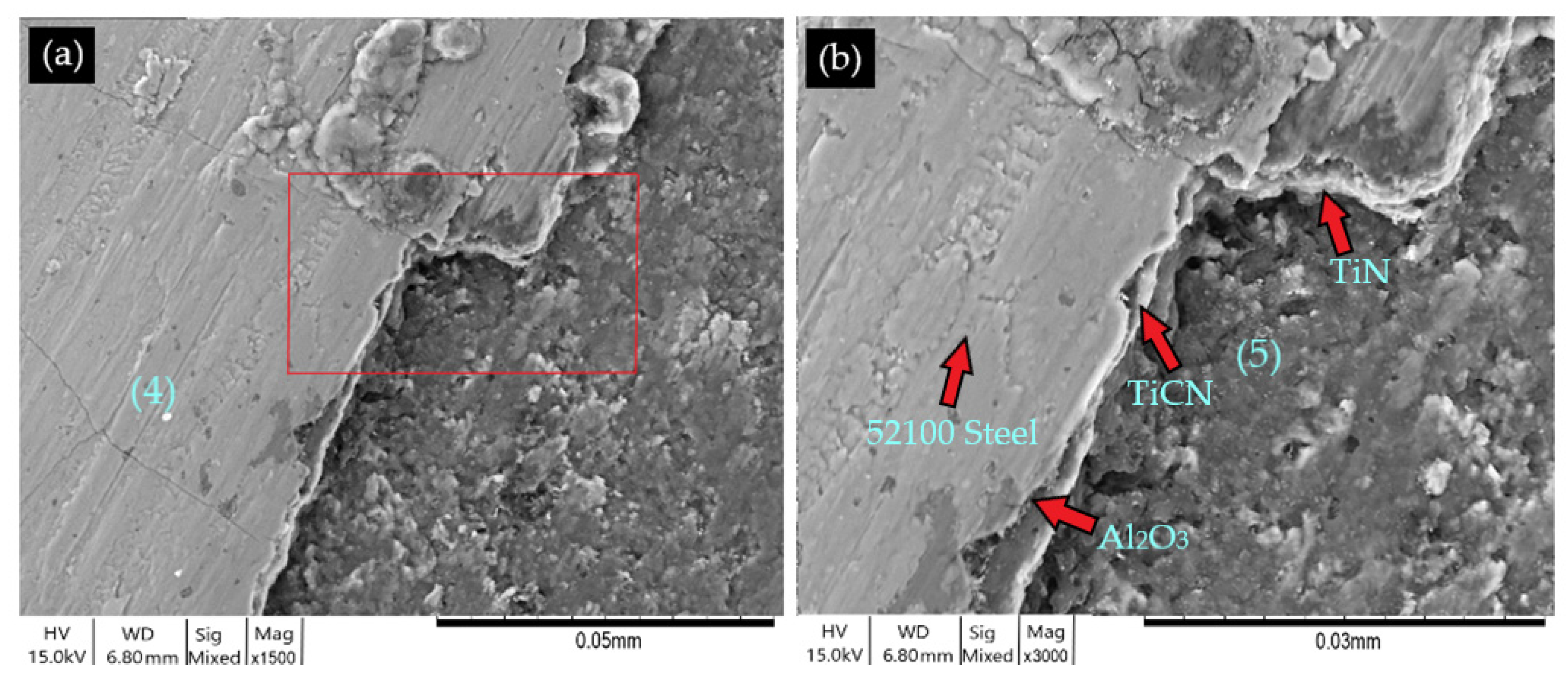
3.1. Pin-on-Disc Test Analysis and Discussion







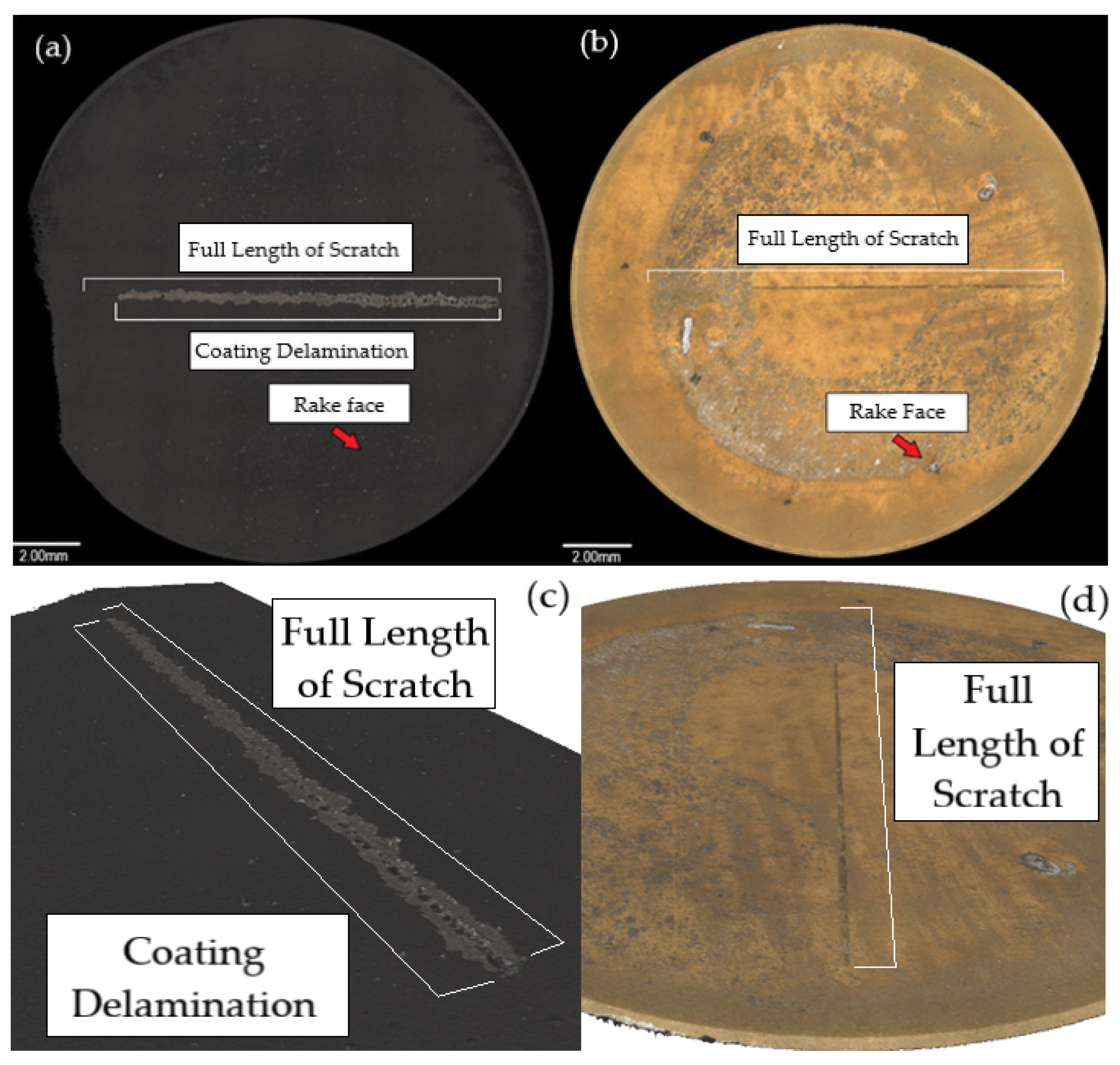
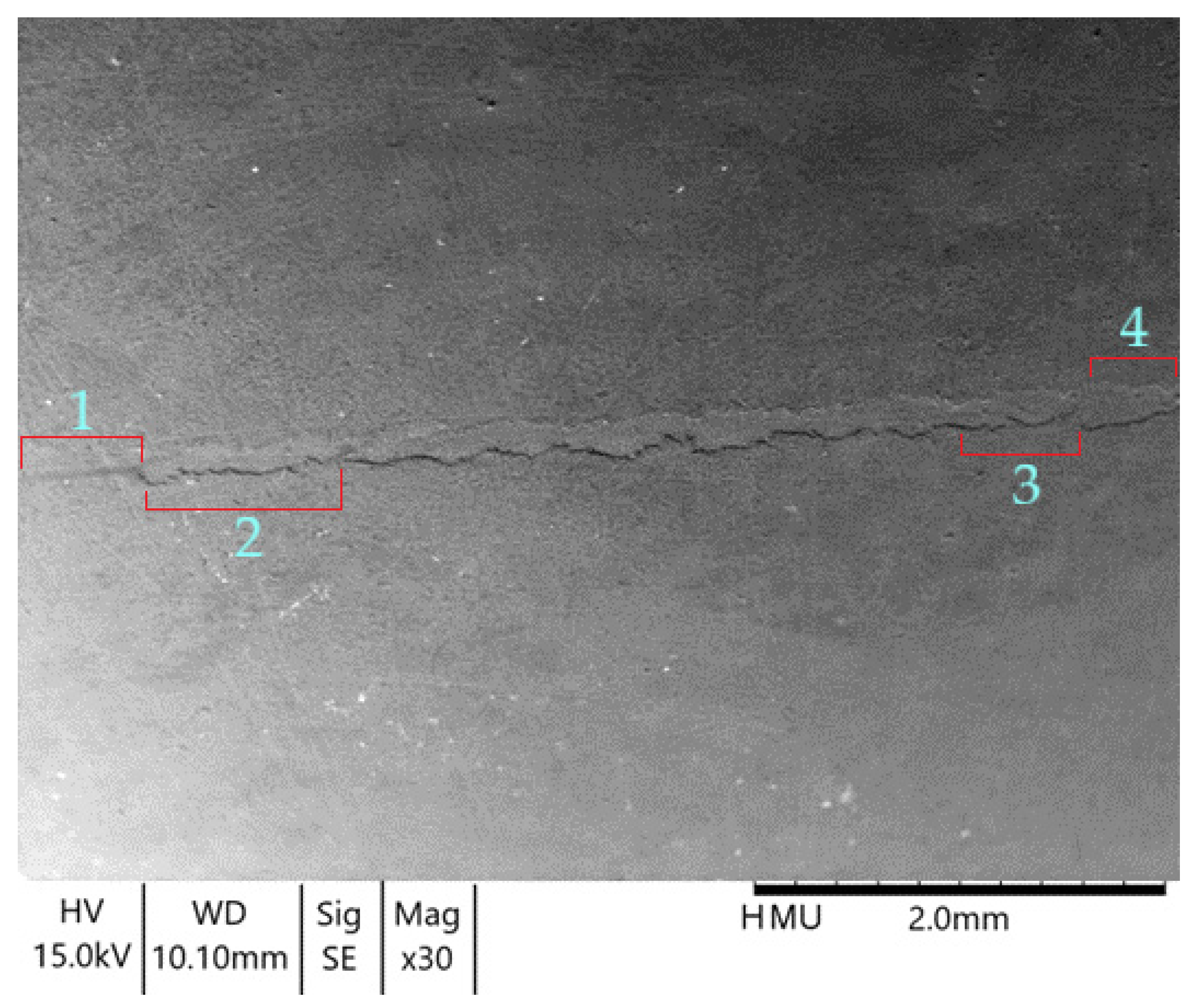
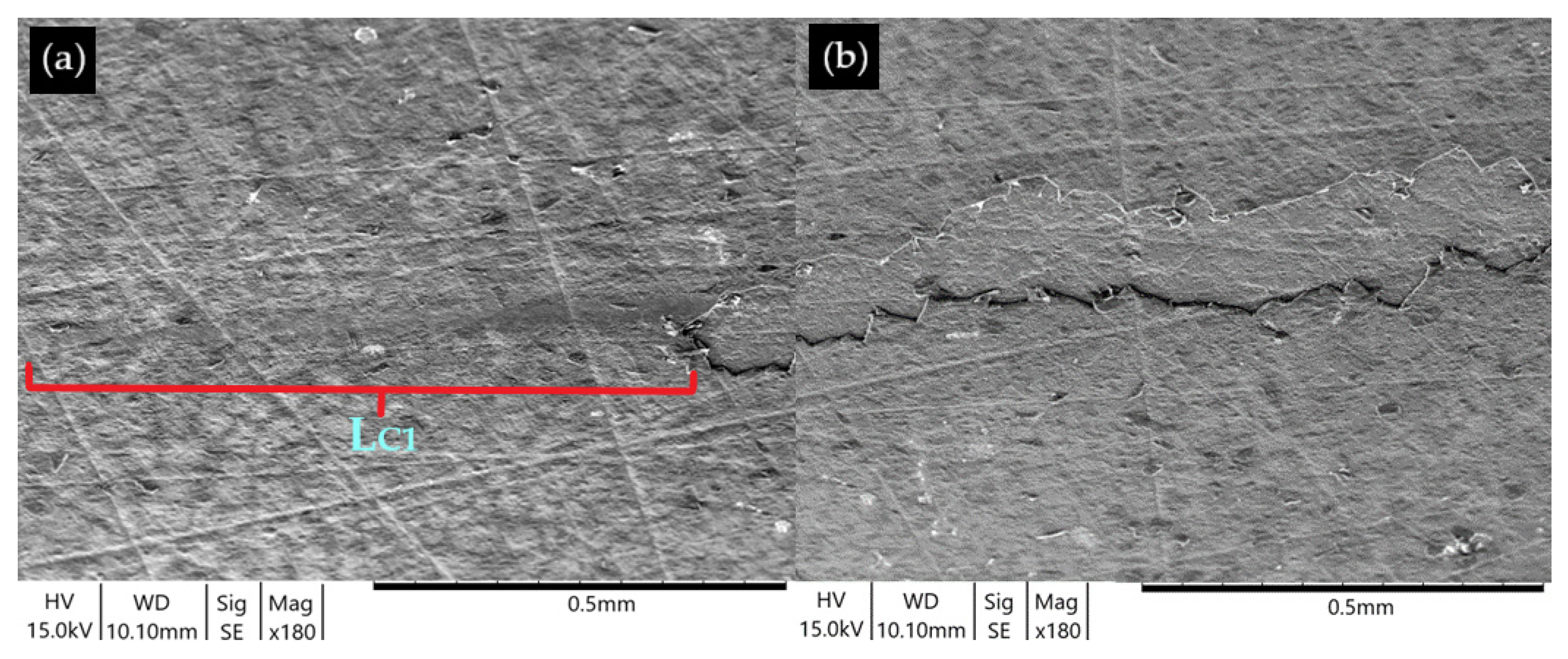
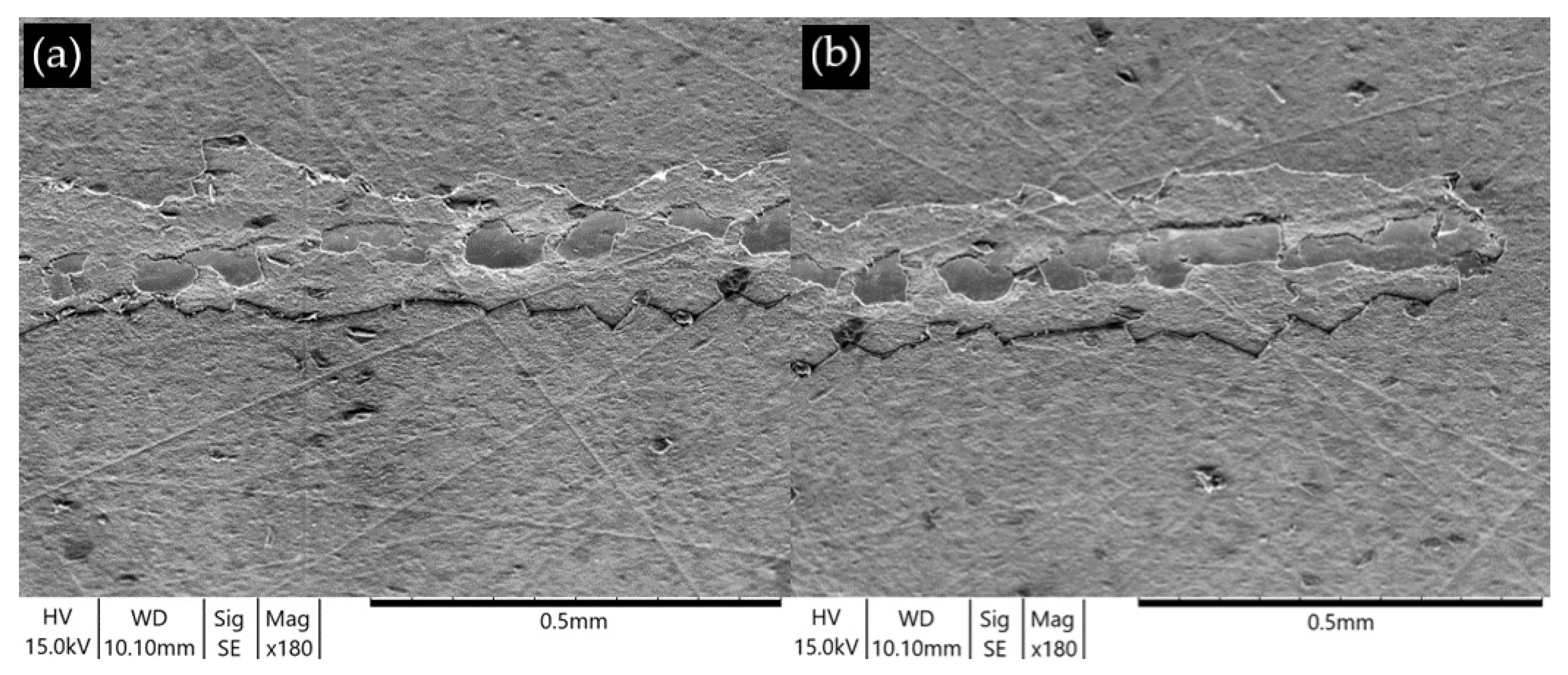
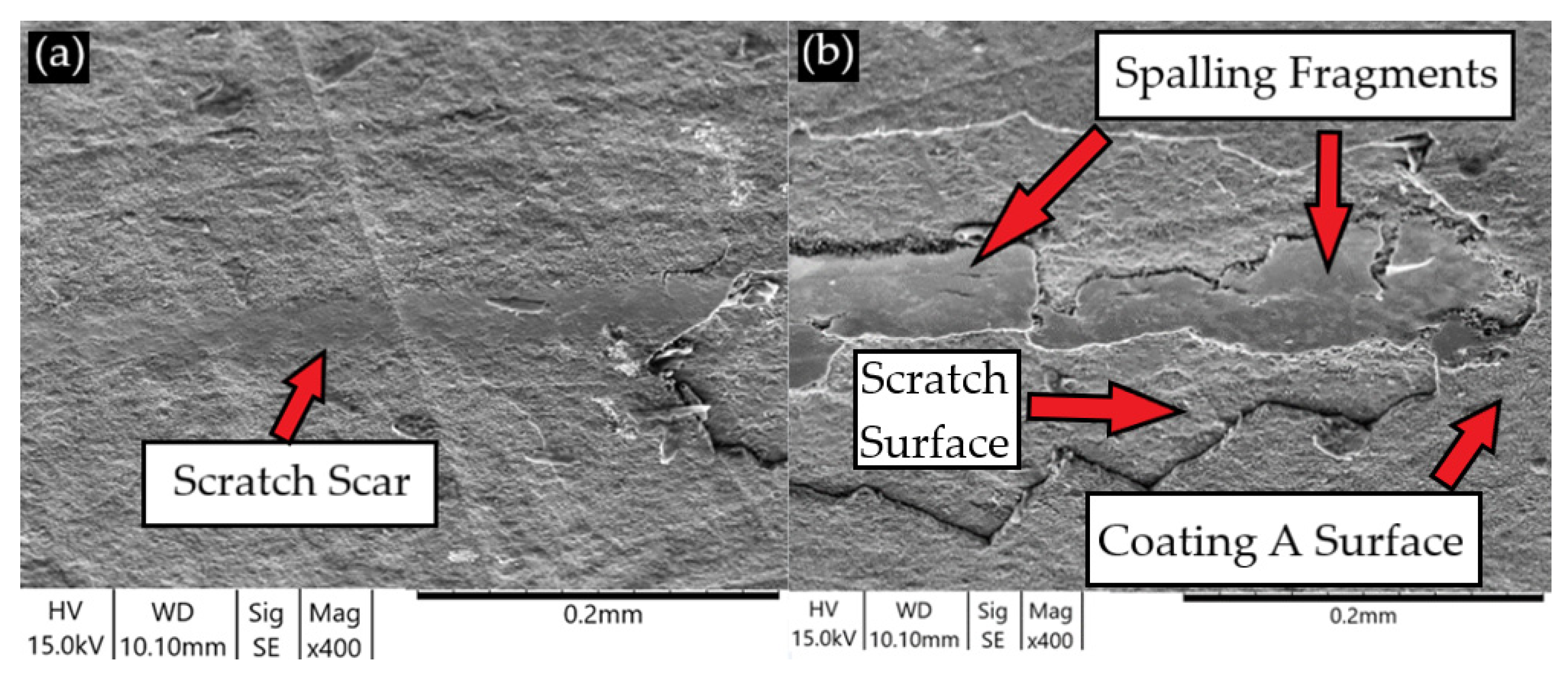
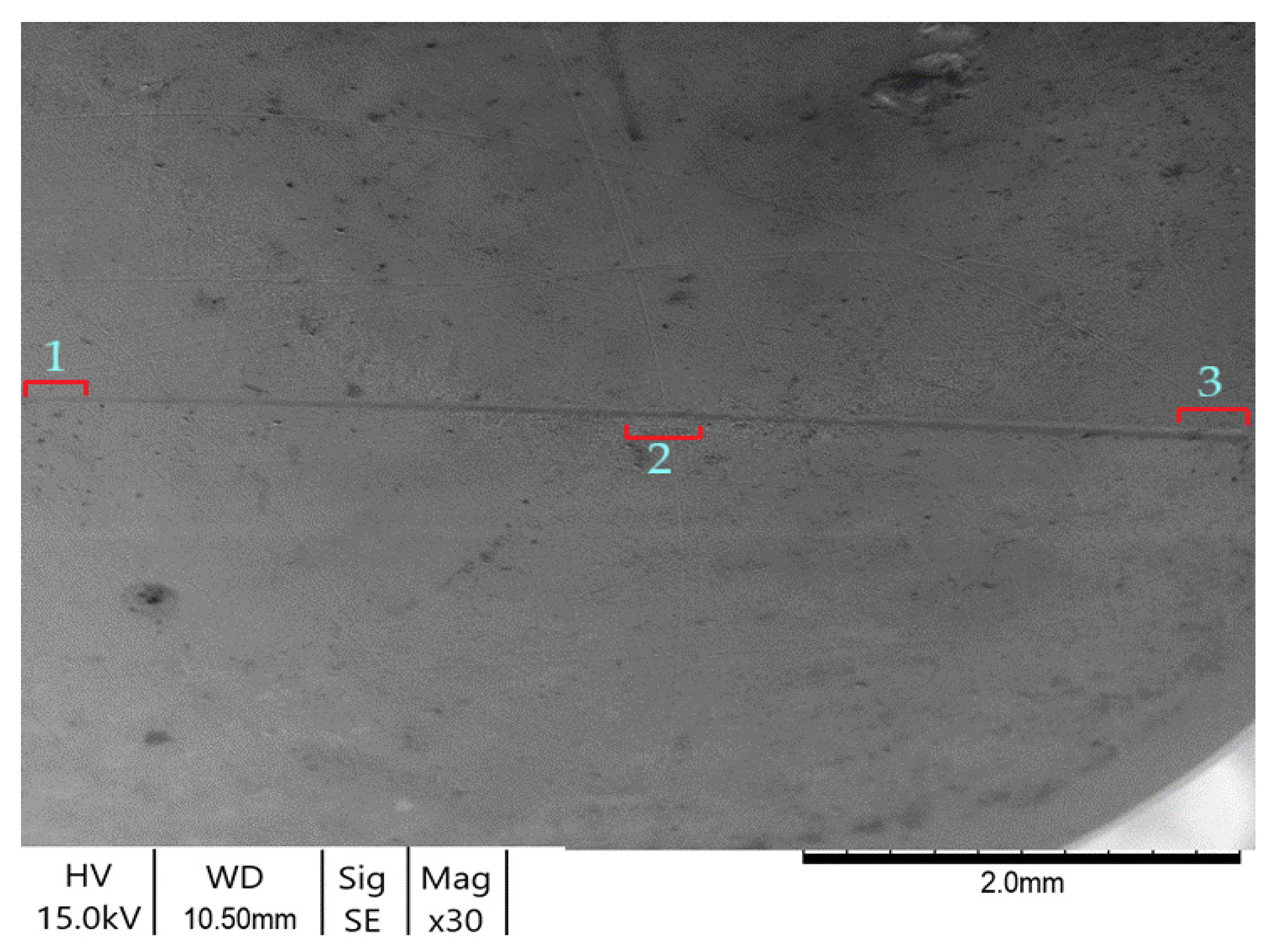
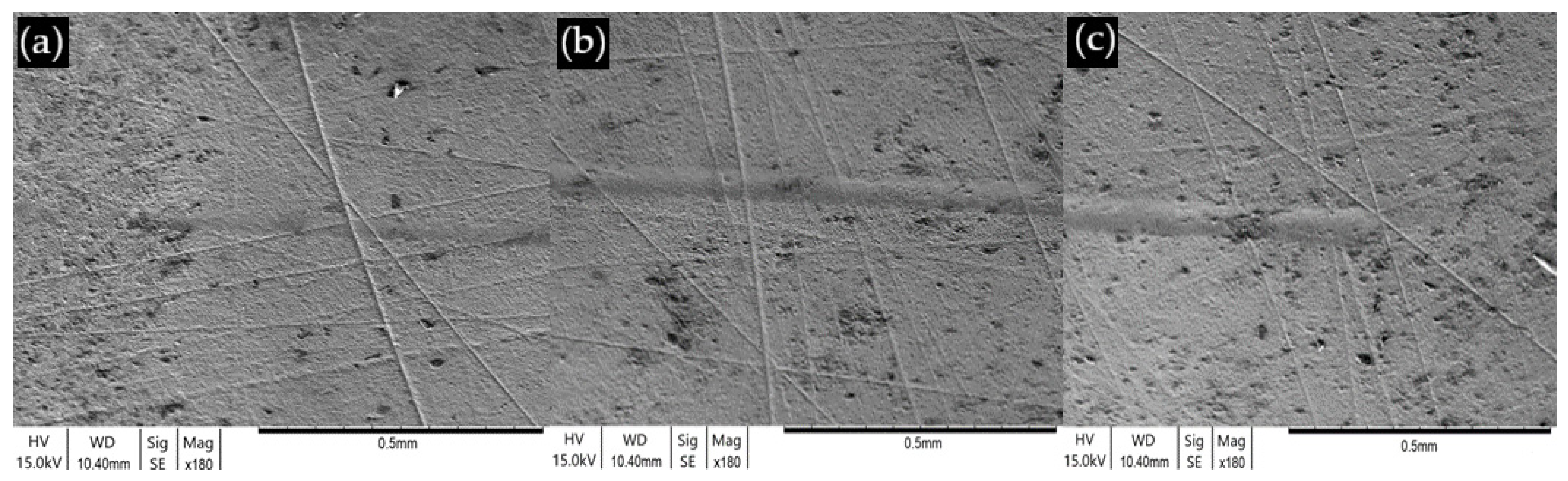
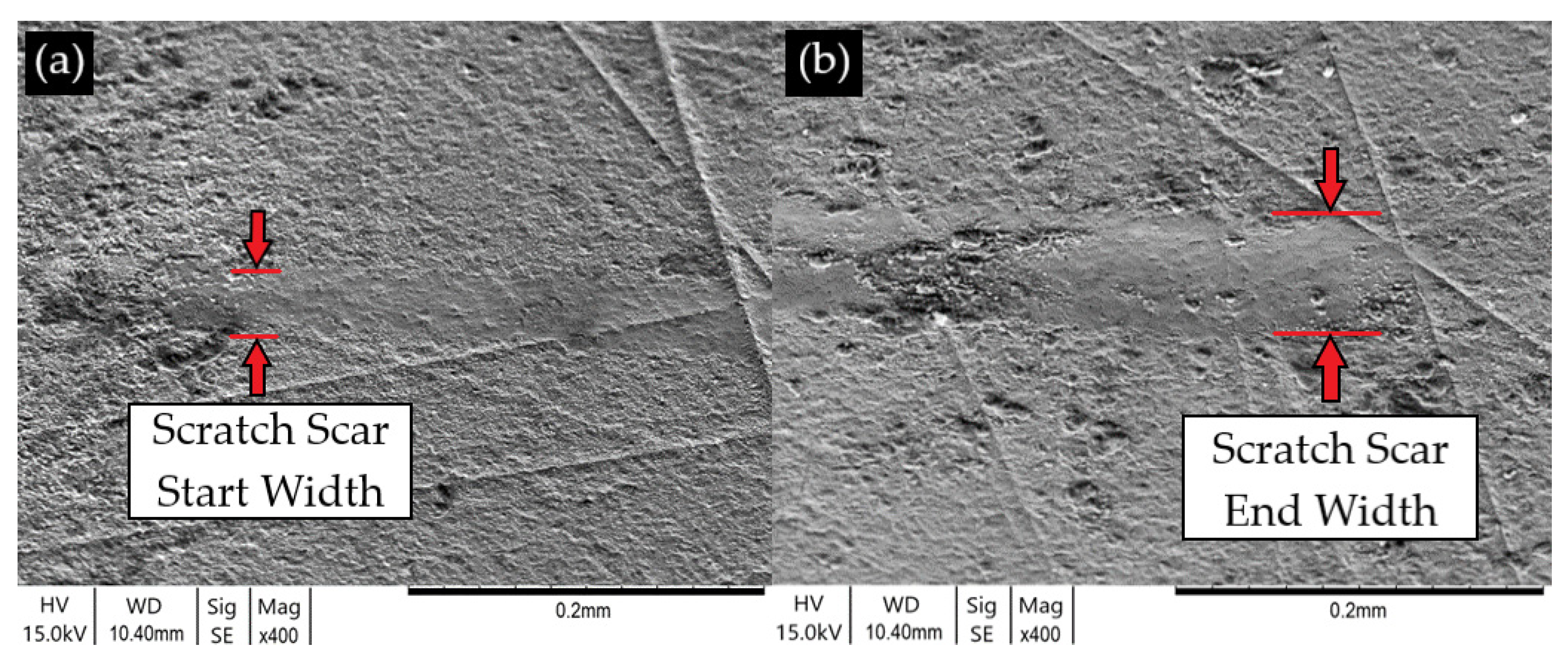
3.2. Scratch Testing Analysis and Discussion
3.3. Comparing Tribological Analysis with Machining Trial Analysis
4. Conclusions
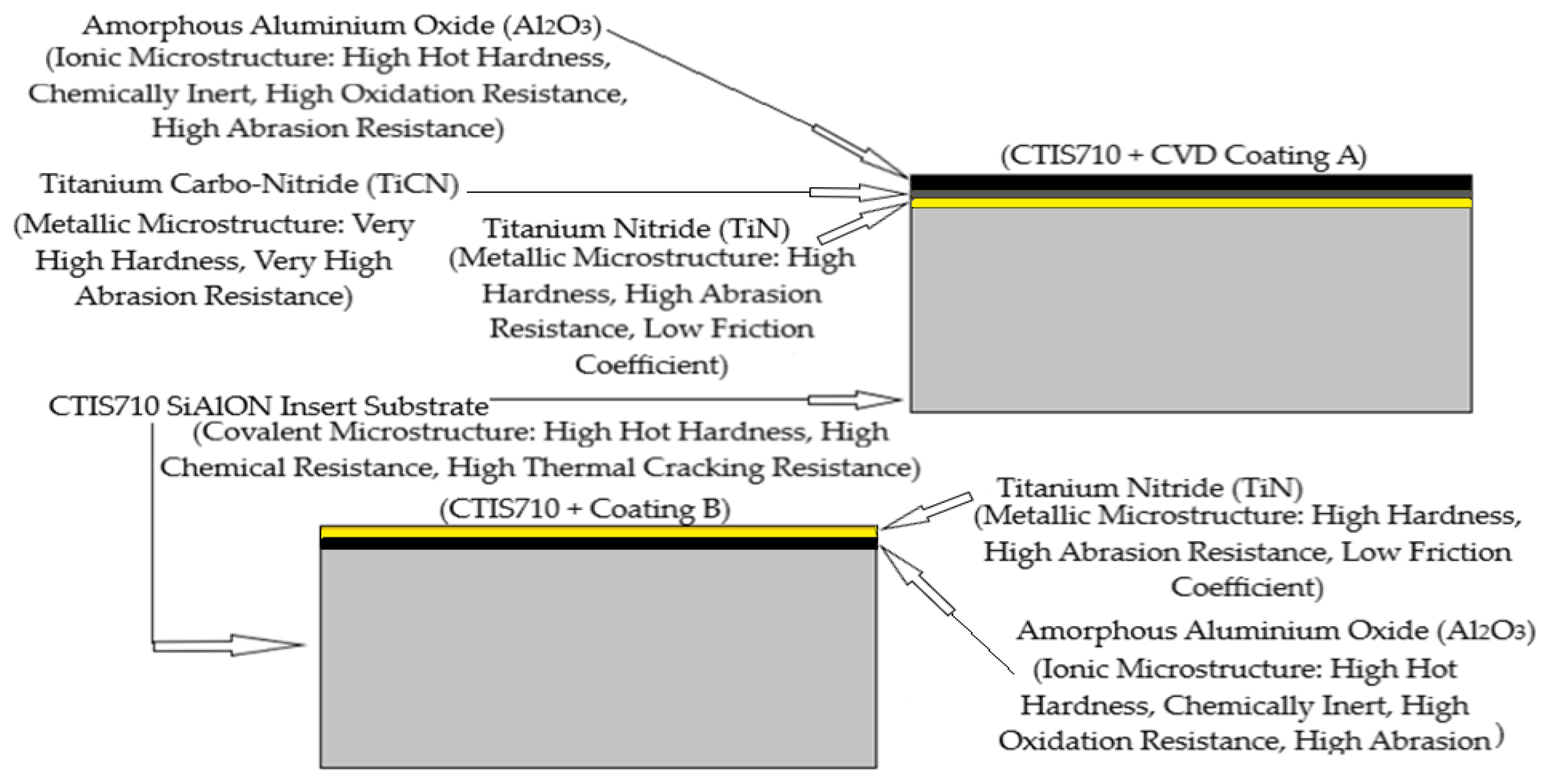
- Amorphous α-Al2O3 has very high stability as an interfacial layer coating and demonstrated very high resistance to deformation when subjected to high tensile and shear stresses. When amorphous α-Al2O3 is deposited onto coating materials such as TiN and TiCN, the high stability is effectively lost due to dependence on metallic coating microstructures, which lack sufficient structural stability when subjected to alternating shear and tensile stresses. Therefore, multilayered coating systems such as TiN + TiCN + Al2O3 should be avoided for this type of cutting tool application.
- TiN as a coating material demonstrated a series of mechanical and tribological characteristics. Favourable characteristics included decreased frictional interactions between the 52100 steel balls in the pin-on-disc tests and the diamond stylus in the scratch tests. TiN also demonstrated very high resistance to wear and abrasion. However, TiN also exhibited low stability in the interfacial layer of Coating A. This created a coating microstructure that is not able to resist and distribute the high compressive forces being applied in applications such as this.
- Coating A (TiN + TiCN + Al2O3) exhibited significantly less adhesion to the SiAlON ceramic substrate than Coating B. This is due to low interfacial metallic /covalent bonds being created between the interfacial layer of amorphous TiN and the SiAlON ceramic substrate.
- Coating B (Al2O3 + TiN) was more effectively bonded with the SiAlON ceramic substrate than Coating A. This is due to high interfacial ionic/covalent bonds being established between the interfacial layer of amorphous α-Al2O3 and the SiAlON ceramic substrate.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Konyashin, I.Y. Chemical Vapor Deposition of Thin Coatings onto A1203 Indexable Cutting Inserts. Surf. Coat. Technol. 1995, 85, 131–137. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Fernández Valdivielso, A.; Amigo, F.J.; Sastoque, L. Milling with Ceramic Inserts of Austempered Ductile Iron (ADI): Process Conditions and Performance. Int. J. Adv. Manuf. Technol. 2020, 110, 899–907. [Google Scholar] [CrossRef] [PubMed]
- Molaiekiya, F.; Stolf, P.; Paiva, J.M.; Bose, B.; Goldsmith, J.; Gey, C.; Engin, S.; Fox-Rabinovich, G.; Veldhuis, S.C. Influence of Process Parameters on the Cutting Performance of SiAlON Ceramic Tools during High-Speed Dry Face Milling of Hardened Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 105, 1083–1098. [Google Scholar] [CrossRef]
- Tian, X.; Zhao, J.; Dong, Y.; Zhu, N.; Zhao, J.; Li, A. A Comparison between Whisker-Reinforced Alumina and SiAlON Ceramic Tools in High-Speed Face Milling of Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 845–857. [Google Scholar] [CrossRef]
- Ma, Z.; Xu, X.; Huang, X.; Ming, W.; An, Q.; Chen, M. Cutting Performance and Tool Wear of SiAlON and TiC-Whisker-Reinforced Si3N4 Ceramic Tools in Side Milling Inconel 718. Ceram. Int. 2022, 48, 3096–3108. [Google Scholar] [CrossRef]
- Guo, F.; Yin, Z.; Hong, D.; Yu, K.; Yuan, J. Cutting Performance of a New Spark Plasma Sintered SiAlON Ceramic Tool for High-Speed Milling of Inconel 718. Int. J. Adv. Manuf. Technol. 2022, 119, 7327–7338. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Erzincanlı, F. Tool Wear and Surface Roughness Analysis in Milling with Ceramic Tools of Waspaloy: A Comparison of Machining Performance with Different Cooling Methods. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 83. [Google Scholar] [CrossRef]
- Seleznev, A.; Pinargote, N.W.S.; Smirnov, A. Ceramic Cutting Materials and Tools Suitable for Machining High-Temperature Nickel-Based Alloys: A Review. Metals 2021, 11, 1385. [Google Scholar] [CrossRef]
- Porat, R. CVD coating of ceramic layers on ceramic cutting tool materials. J. Phys. IV 1991, 2, C2-549–C2-556. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.A.; Grigoriev, S.N.; Volosova, M.A.; Batako, A.; Vereschaka, A.S.; Sitnikov, N.N.; Seleznev, A.E. Nano-Scale Multi-Layered Coatings for Improved Efficiency of Ceramic Cutting Tools. Int. J. Adv. Manuf. Technol. 2017, 90, 27–43. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings 2020, 10, 235. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.A.; Volosova, M.A.; Krapostin, A.A.; Batako, A.; Seleznev, A.E. Increased Operating Properties of Cutting Ceramics by Application of Nanostructured Multilayer Wear-Resistant Coating. J. Nano Res. 2017, 50, 90–104. [Google Scholar] [CrossRef]
- Mikuła, J.; Pakuła, D.; Żukowska, L.; Gołombek, K.; Kříž, A. Wear Resistance of (Ti,Al)N Metallic Coatings for Extremal Working Conditions. Coatings 2021, 11, 157. [Google Scholar] [CrossRef]
- You, Q.; Xiong, J.; Guo, Z.; Liu, J.; Yang, T.; Qin, C. Microstructure and Properties of CVD Coated Ti(C, N)-Based Cermets with Varying WC Additions. Int. J. Refract. Met. Hard Mater. 2019, 81, 299–306. [Google Scholar] [CrossRef]
- Liu, W.; Chu, Q.; He, R.; Huang, M.; Wu, H.; Jiang, Q.; Chen, J.; Deng, X.; Wu, S. Preparation and Properties of TiAlN Coatings on Silicon Nitride Ceramic Cutting Tools. Ceram. Int. 2018, 44, 2209–2215. [Google Scholar] [CrossRef]
- Liu, J.; Ma, C.; Tu, G.; Long, Y. Cutting Performance and Wear Mechanism of Sialon Ceramic Cutting Inserts with TiCN Coating. Surf. Coat. Technol. 2016, 307, 146–150. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Fedorov, S.V.; Okunkova, A.A.; Pivkin, P.M.; Peretyagin, P.Y.; Ershov, A. Development of DLC-Coated Solid SiAlON/TiN Ceramic End Mills for Nickel Alloy Machining: Problems and Prospects. Coatings 2021, 11, 532. [Google Scholar] [CrossRef]
- Pereira, O.; Celaya, A.; Urbikaín, G.; Rodríguez, A.; Fernández-Valdivielso, A.; de Lacalle, L.N.L. CO2 Cryogenic Milling of Inconel 718: Cutting Forces and Tool Wear. J. Mater. Res. Technol. 2020, 9, 8459–8468. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López de Lacalle, L.; Urbikain, G.; Rodriguez, A. Detecting the Key Geometrical Features and Grades of Carbide Inserts for the Turning of Nickel-Based Alloys Concerning Surface Integrity. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Ruppi, S. Influence of Process Conditions on the Growth and Texture of CVD Alpha-Alumina. Coatings 2020, 10, 158. [Google Scholar] [CrossRef] [Green Version]
- Konstantiniuk, F.; Tkadletz, M.; Kainz, C.; Czettl, C. Nina Schalk a Mechanical Properties of Single and Polycrystalline α-Al2O3 Coatings Grown by Chemical Vapor Deposition. Surf. Coat. Technol. 2021, 410, 126959. [Google Scholar] [CrossRef]
- Ding, J.; Meng, Y.; Wen, S. Mechanical Properties and Fracture Toughness of Multilayer Hard Coatings Using Nanoindentation. Thin Solid Films 2000, 371, 178–182. [Google Scholar] [CrossRef]
- Hochauer, D.; Mitterer, C.; Penoy, M.; Puchner, S.; Michotte, C.; Martinz, H.P.; Hutter, H.; Kathrein, M. Carbon Doped α-Al2O3 Coatings Grown by Chemical Vapor Deposition. Surf. Coat. Technol. 2012, 206, 4771–4777. [Google Scholar] [CrossRef]
- Zhu, B.; Zhu, Y.; Li, X.; Zhao, F. Effect of Ceramic Bonding Phases on the Thermo-Mechanical Properties of Al2O3—C Refractories. Ceram. Int. 2013, 39, 6069–6076. [Google Scholar] [CrossRef]
- Shoja, S.; Mortazavi, N.; Lindahl, E.; Norgren, S.; Bäcke, O.; Halvarsson, M. Microstructure Investigation of Textured CVD Alumina Coatings. Int. J. Refract. Met. Hard Mater. 2020, 87, 105125. [Google Scholar] [CrossRef]
- Vuorinen, S.; Karlsson, L. Phase Transformation in Chemically Vapour-Deposited κ-Alumina. Thin Solid Films 1992, 214, 132–143. [Google Scholar] [CrossRef]
- Ruppi, S.; Larsson, A.; Flink, A. Nanoindentation Hardness, Texture and Microstructure of α-Al2O3 and κ-Al2O3 Coatings. Thin Solid Films 2008, 516, 5959–5966. [Google Scholar] [CrossRef]
- Shoja, S.; Alm, O.; Norgren, S.; Andrén, H.-O.; Halvarsson, M. Calculated and Experimental Schmid Factors for Chip Flow Deformation of Textured CVD α-Alumina Coatings. Surf. Coat. Technol. 2021, 412, 126991. [Google Scholar] [CrossRef]
- Ruppi, S. Enhanced Performance of α-Al2O3 Coatings by Control of Crystal Orientation. Surf. Coat. Technol. 2008, 202, 4257–4269. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Alm, O.; Andersson, J.M.; Engström, H.; Larsson, T.; Johansson-Jõesaar, M.P.; Schwind, M. Microstructure and Wear Mechanisms of Texture-Controlled CVD α-Al2O3 Coatings. Wear 2017, 376, 1766–1778. [Google Scholar] [CrossRef]
- de Figueiredo, M.R.; Abad, M.D.; Harris, A.J.; Czettl, C.; Mitterer, C.; Hosemann, P. Nanoindentation of Chemical-Vapor Deposited Al2O3 Hard Coatings at Elevated Temperatures. Thin Solid Films 2015, 578, 20–24. [Google Scholar] [CrossRef]
- Riedl, A.; Schalk, N.; Czettl, C.; Sartory, B.; Mitterer, C. Tribological Properties of Al2O3 Hard Coatings Modified by Mechanical Blasting and Polishing Post-Treatment. Wear 2012, 289, 9–16. [Google Scholar] [CrossRef]
- Tkadletz, M.; Schalk, N.; Daniel, R.; Keckes, J.; Czettl, C.; Mitterer, C. Advanced Characterization Methods for Wear Resistant Hard Coatings: A Review on Recent Progress. Surf. Coat. Technol. 2016, 285, 31–46. [Google Scholar] [CrossRef]
- Zhang, C.; Lu, J.; Zhang, F.; Butt, S.I. Identification of a New Friction Model at Tool-Chip Interface in Dry Orthogonal Cutting. Int. J. Adv. Manuf. Technol. 2017, 89, 921–932. [Google Scholar] [CrossRef]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Fredriksson, E.; Carlsson, J.-O. Phase Transformation during CVD of Aluminium Oxide. J. Phys. Colloq. 1989, 50, C5-391–C5-399. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Material Grade | SiAlON Insert Composition | Insert Shape | Fracture Toughness (MPa⋅m1/2) | Density (g/cm3) | Vickers Hardness (Hv) | Hardness (GPa) |
|---|---|---|---|---|---|---|
| CTIS710 SiAlON Uncoated | Si3N4 + Al2O3 +Y2O3 | (RNGN) 120400 | 7 | 3.3 | 1800 | 17.65 |
| CTIS710 SiAlON + Type A Coating | Si3N4 + Al2O3 +Y2O3 | (RNGN) 120400 | 7 | 3.3 | 1800 | 17.65 |
| CTIS710 SiAlON + Type B Coating | Si3N4 + Al2O3 +Y2O3 | (RNGN) 120400 | 7 | 3.3 | 1800 | 17.65 |
| Test No. | Tool Material | Linear Velocity (m/s) | Time (s) | Sliding Distance (m) | |
|---|---|---|---|---|---|
| 1a | CTIS710 SiAlON + Type A Coating | 2.0 | 78 | 24.81 | 29.78 |
| 1b | CTIS710 SiAlON + Type B Coating | 2.0 | 124 | 22.64 | 27.16 |
| 2a | CTIS710 SiAlON + Type A Coating | 1.0 | 78 | 35.56 | 42.67 |
| 2b | CTIS710 SiAlON + Type B Coating | 1.0 | 124 | 31.54 | 37.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Osmond, L.; Cook, I.; Slatter, T. Tribological Properties of Multilayer CVD Coatings Deposited on SiAlON Ceramic Milling Inserts. J. Manuf. Mater. Process. 2023, 7, 67. https://doi.org/10.3390/jmmp7020067
Osmond L, Cook I, Slatter T. Tribological Properties of Multilayer CVD Coatings Deposited on SiAlON Ceramic Milling Inserts. Journal of Manufacturing and Materials Processing. 2023; 7(2):67. https://doi.org/10.3390/jmmp7020067
Chicago/Turabian StyleOsmond, Luke, Ian Cook, and Tom Slatter. 2023. "Tribological Properties of Multilayer CVD Coatings Deposited on SiAlON Ceramic Milling Inserts" Journal of Manufacturing and Materials Processing 7, no. 2: 67. https://doi.org/10.3390/jmmp7020067