
Liquid-Based 4D Printing of Shape Memory Nanocomposites: A Review
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Liquid-Based 3DP Techniques
2.1. Photopolymerisation Techniques
2.1.1. Stereolithography (SLA)
2.1.2. Digital Light Processing (DLP)
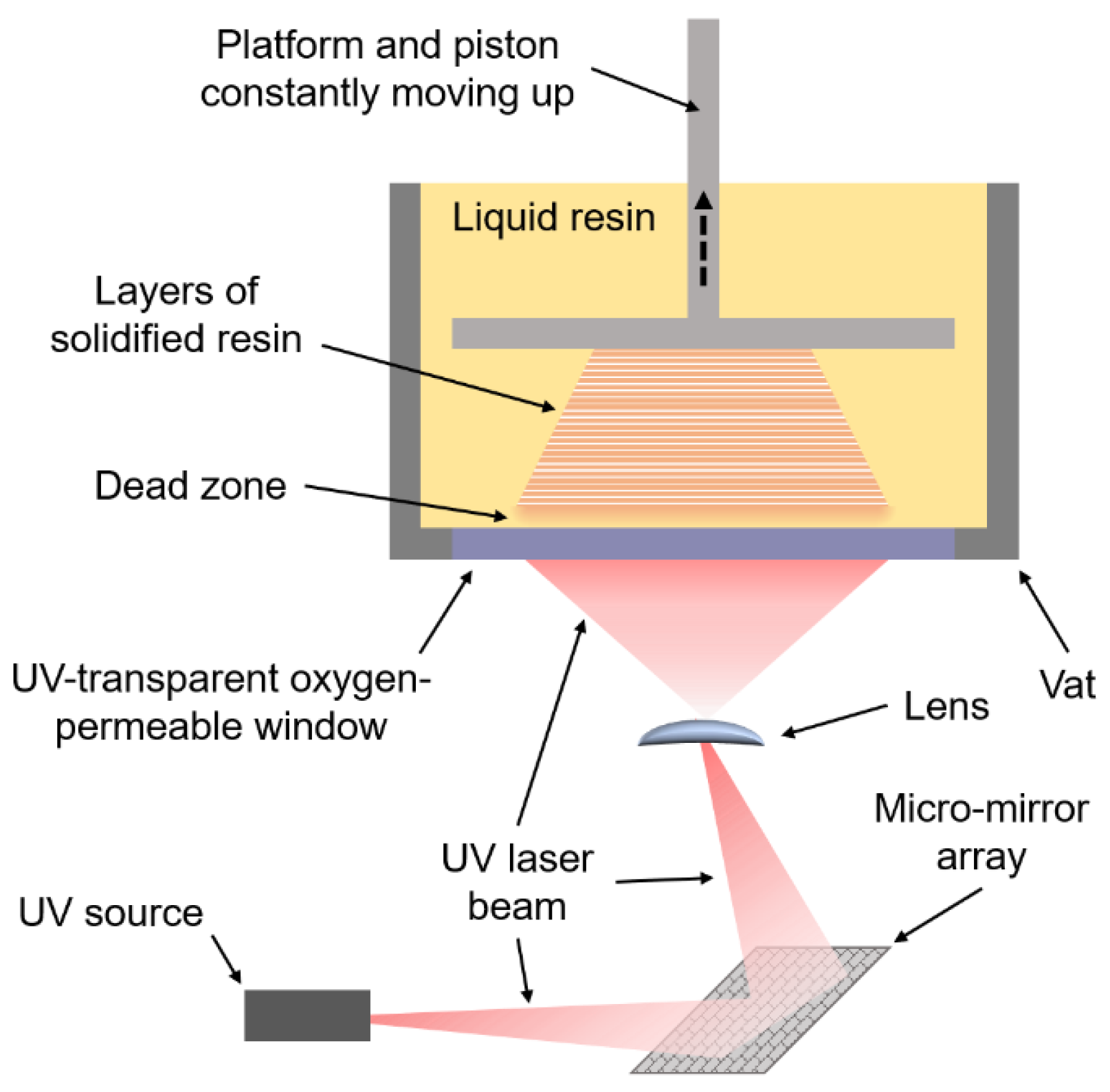
2.1.3. Continuous Liquid Interface Printing (CLIP)
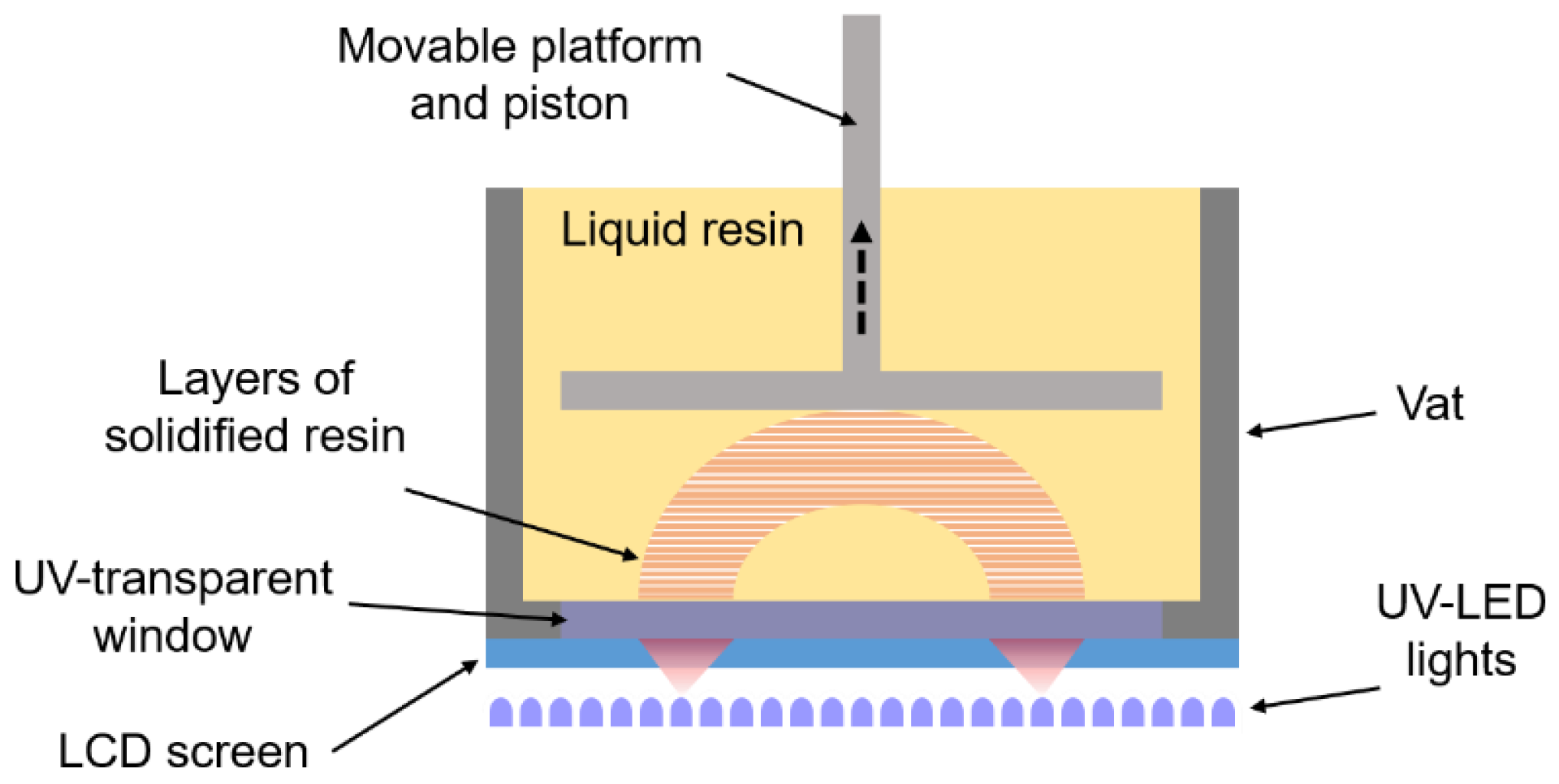
2.1.4. Liquid Crystal Display (LCD)
2.2. Material Jetting Techniques
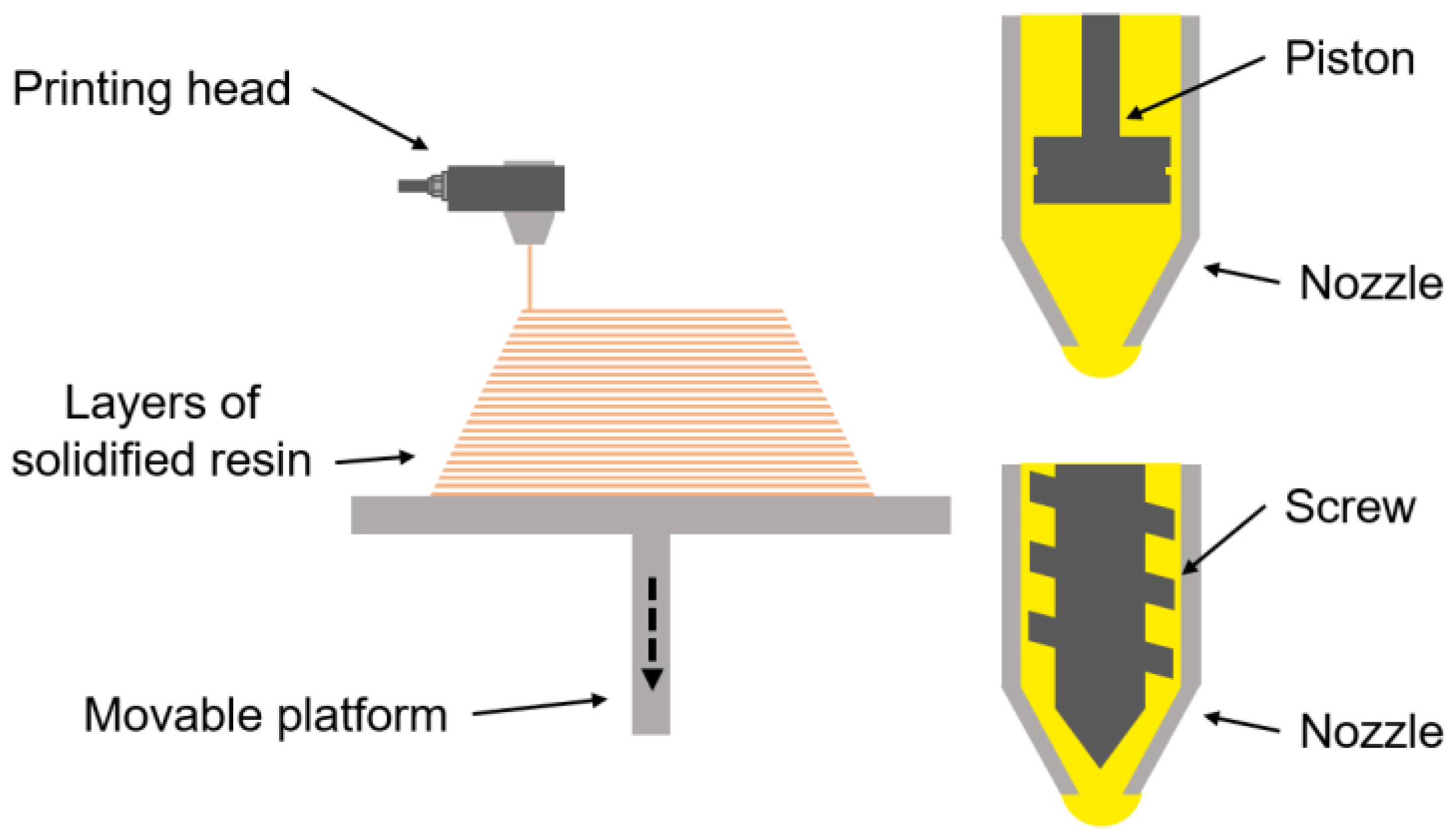
2.2.1. Continuous Ink Jetting (CIJ)
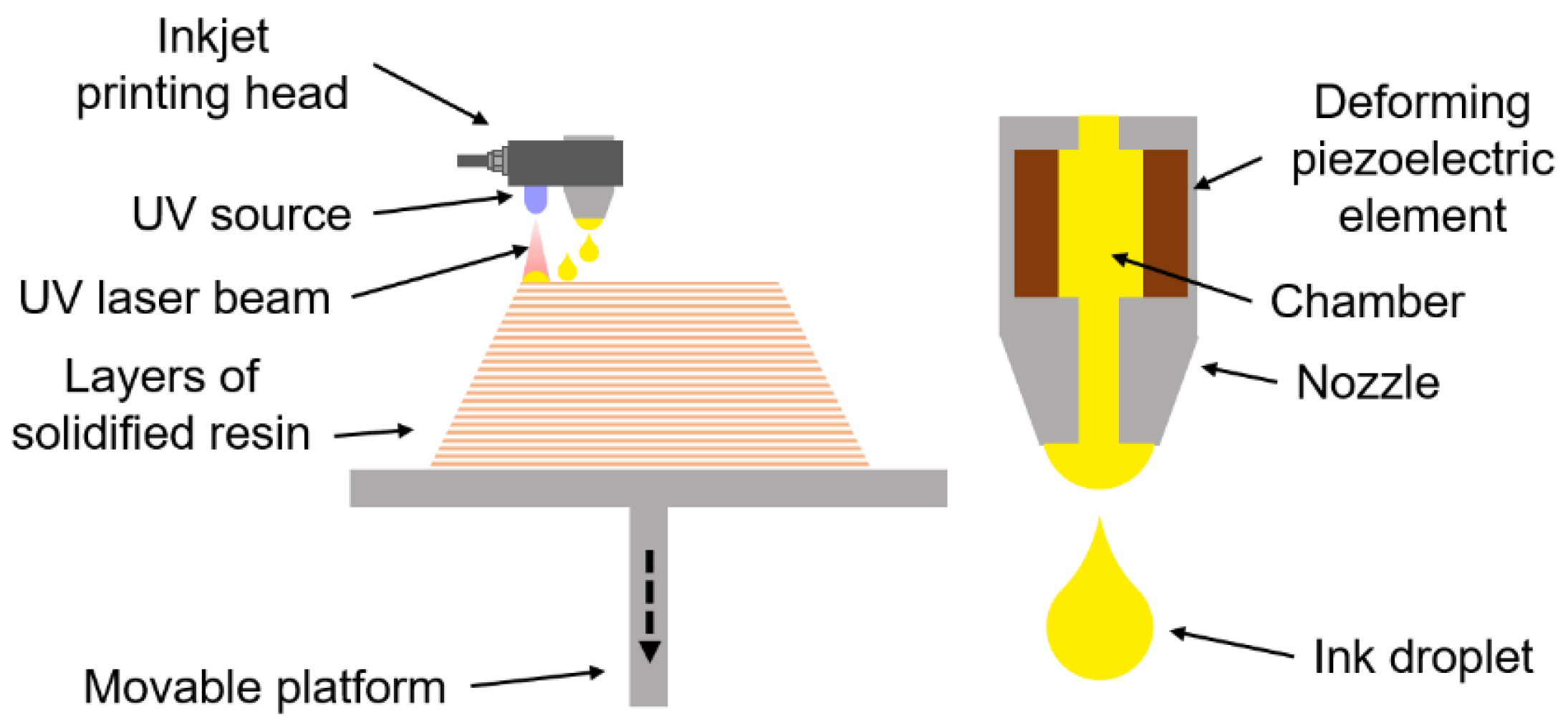
2.2.2. Drop on Demand (DoD)
2.3. Material Extrusion Technique (Direct Ink Writing (DIW))
3. Mechanisms of 4DP and SMP
3.1. 4D Printing Mechanism
3.2. Shape Memory Polymer Mechanism
4. Materials for Liquid-Based 4DP and Shape Memory Nanocomposites
4.1. Materials for Photopolymerisation Techniques
4.1.1. Photoinitiators

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Photoinitiator | Method | Wavelength | Composition | Nanofiller | Content | Advantages |
|---|---|---|---|---|---|---|
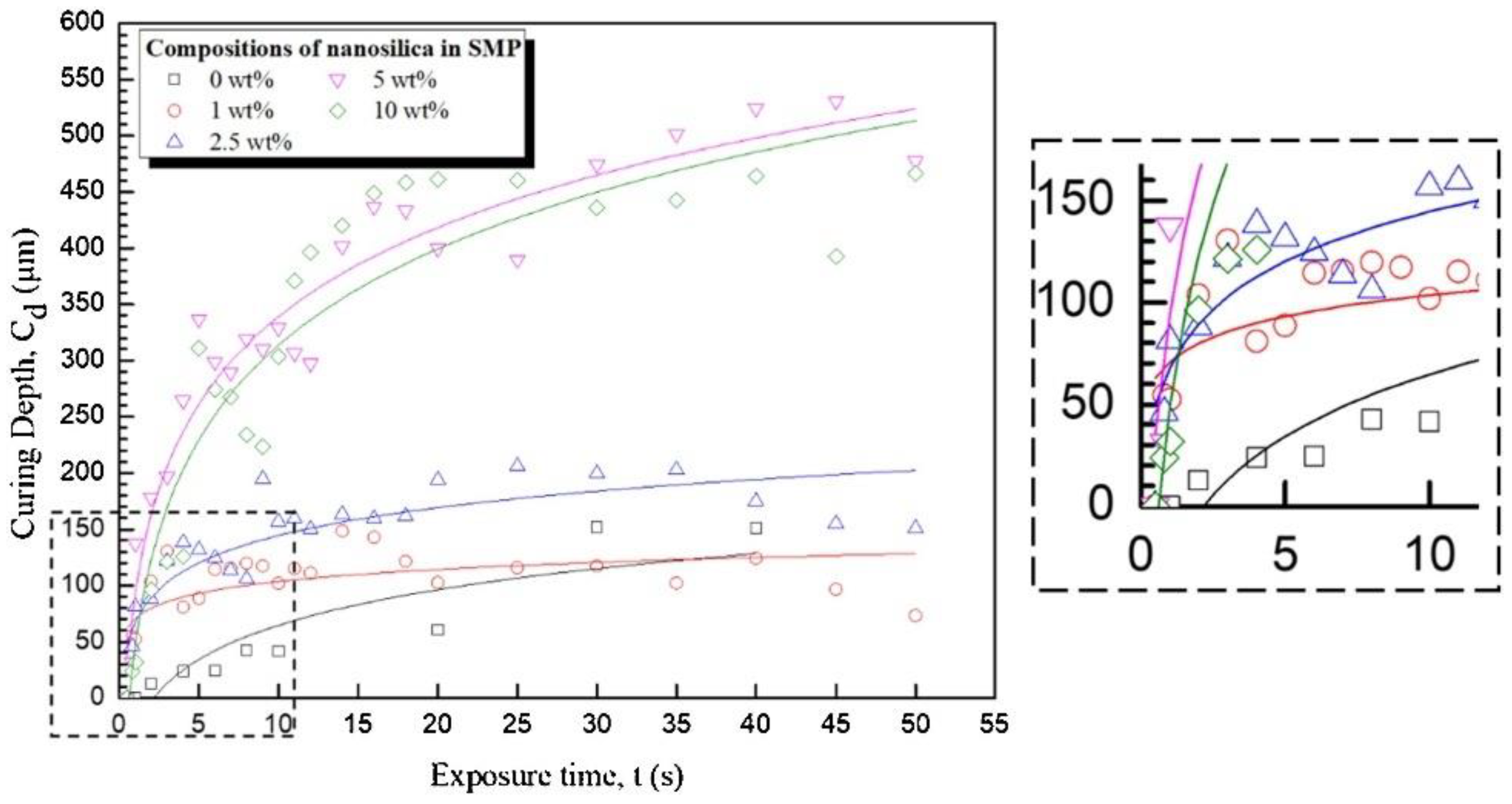
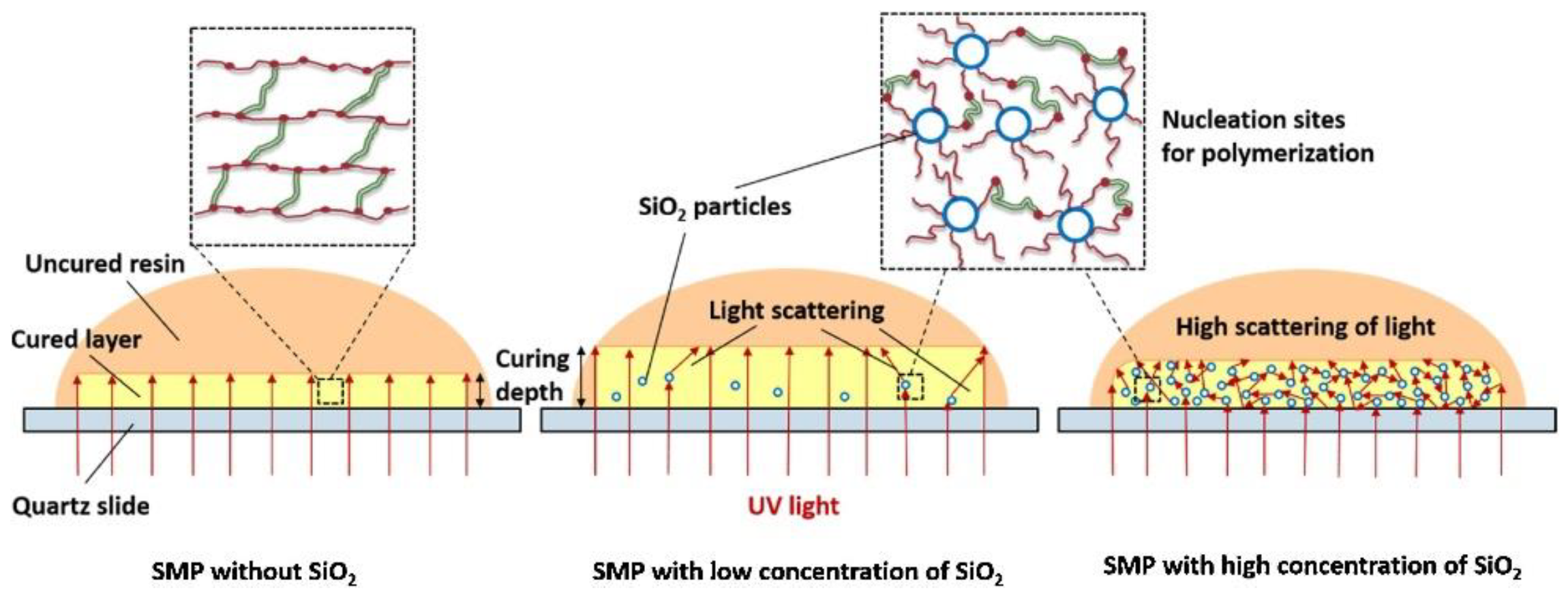
| Irgacure 819 (BAPO) | DLP & SLA | 405 nm | Acrylate-based (tBA, DEGDA) | SiO2 | 0, 1, 2.5, 5 and 10 wt% | High shape fixity, shape recovery and cycling stability. Improved build speed, surface quality, tensile strength and break strain [63,125]. |
| Irgacure 819 (Bapo) | DLP | Epoxy/acrylate-based (EA, IBOA, and HDDA) | Au | 0.01, 0.025, 0.05, and 0.1 wt% | Programmable light-activated 4DP SMPCs with tuneable transition temperatures that can be activated by light are useful for remotely controlling morphing, especially for the actuator and soft robotic applications [169]. | |
| Irgacure 819 (BAPO) and Sudan | DLP | 405 nm | Epoxy/acrylate-based (2PA, IBOA and TMPEOTA) | ZnO | 0, 1, 2.5, and 5 wt% | Enhance curing speed, surface quality, tensile strength, fracture strain and elastic modulus [122]. |
| Irgacure 819 (BAPO) | DLP | 385 nm | Acrylate-based (PHEMA and PEGDA) | CNT | 0.1, 0.3, and 0.5 wt% | High shape fixity (Rf) and shape recovery (Rr) ratios achieved (Rf ≈ 100%, Rr > 95%) confirmed the significant electrically triggered responsiveness of such CNT/SMPCs [139]. |
| Irgacure 819 (BAPO) | UV source & DIW | - | Epoxy/acrylate based (DGEBA, BA, Ebecryl 8402 and Tris) | TiO2 | Improve tensile toughness and shape memory properties [170]. | |
| Irgacure 819 (BAPO) and NVK & Iod (DPIHFP) | UV source | >290 nm | Epoxy-based (ECC, Tris and hydrochloric acid | MWCNT | 0.5 and 1 wt% | Improve the mechanical strength and filler dispersibility. MWCNT has a dual role as a co-initiator that enhances the polymerisation speed. However, the reactivity drops drastically at high loadings of MWCNTs due to blocking the UV light [167,168]. |
| - | DLP | - | Acrylic-based, commercial-DLP ink (Are3d-dlp405) | MWCNT | 0.1, 0.2, 0.3, 0.4, 0.5 and 0.6 wt% | Enhance shape memory properties, electrical and thermal conductivity [64]. |
| Irgacure 819 (BAPO), Epikure 3253 and Sudan | DLP | 385 nm | Epoxy/methacrylate-based (Epon resin 828, ETPTA and 4-MHHPA) | - | Increase printing speed with high resolution, low volume shrinkage and excellent mechanical properties [123]. | |
| TPO | DLP | 405 nm | Acrylate-based (tBA and HDDA) | - | Improve shape fixity, shape recovery and excellent cycling stability with good thermal stability [124]. | |
| TPO | LCD | 405 nm | Epoxy acrylate (EA) and (IBOA, TMPTA) | - | High shape recovery rate and excellent cycling stability. In addition, prospect application as a smart electrical valve actuator [76]. | |
| TPO-L | UV source | 300 nm to 450 nm | Epoxy/acrylate-based (DGEBA, Diuron™, DICY, SR349 and micro-carbon fibres) | SiO2 | 7 wt% | Enhance thermo-mechanical properties and fast UV curing [159]. |
| Cyracure (UVI-6976) | UV source and inkjet | 350 nm | Epoxy/acrylate-based (DGEBA, PEG, EGDGE and NGDGE and BGDGE and BF3 and triethylamine) | - | Low-cost, material-saving, environment-friendly and fast manufacturing with using UVI-6976 [164]. | |
| Omnirad 184, and IPF | SLA | 355 nm | Epoxy/acrylate-based (DGEBA, DGEHBA, OXT, DGEDA, TMPTA-EO3 and DSM) | - | Good shape fixity, shape recovery and excellent cycling stability. In addition, high thermal stability, strength, break strain and toughness [50]. | |
| ZnTPP, IPF and Esacure 1187 | UV source | 375 nm to 550 nm | Epoxy/acrylate-based (PBN, TEGDMA and EPOX) | - | High-performance photosensitive resin for LED projector and LCD screen [166]. | |
| 1-Hydroxycyclohexyl phenyl ketone and GLYMO | SLA | 355 nm | Epoxy/acrylate-based (DGEBA and BA) | SiO2 | 8 wt% | Improve tensile strength, tensile modulus, flexural strength and heat stability [171]. |
4.1.2. Polymers for Photopolymerisation
4.2. Materials for Material Jetting Technique
4.3. Materials for Direct Ink Writing Extrusion Technique
4.4. Nanoparticle-Modified Printable Liquid-Based Resin
4.4.1. Nanosilica-Modified Polymeric Resin
4.4.2. Nanoclay-Modified Polymeric Resin
4.4.3. CNT-Modified Polymeric Resin
4.4.4. Graphene-Modified Polymeric Resin
4.5. Other Nanoparticle-Modified Polymeric Resin
4.6. Micro/Nanofibre-Modified Polymeric Resin
5. Conclusions and Future Scope
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Nomenclature | NGDGE | Neopentyl glycol diglycidyl ether | |
| 2PA | 2-Phenoxyethyl Acrylate | NMP | N-methyl-2-pyrrolidone |
| 4-MHHPA | Hexahydro-4-methylphthalic anhydride | NVK | 9-Vinylcarbazole |
| BA | n-butyl acrylate | Omnirad 184 | 1-hydroxycyclohexyl phenyl ketone |
| BF3 | Boron trifluoride etherate | OXT | 3-ethyl-3-hydroxymethyl oxetane |
| BGDGE | 1,4-butanediol diglycidyl ether | PBN | Phenyl-N-tert-butylnitrone |
| Cyracure (UVI-6976) | Triarylsulfonium hexafluoroantimonate mixture salts | PEG | Diglycidyl ether |
| DGEDA | Bisphenol A diglycidyl ether diacrylate | PEGDA | Poly(ethylene glycol)diacrylate |
| DGEHBA | Diglycidyl ether of hydrogenated bisphenol A | PEO | Polyethylene oxide |
| DICY | Dicyandiamide | PHEMA | Poly hydroxyethyl methacrylate |
| Diuron™ | Dichlorophenyl urea | PLMC | Poly(D,I-lactide-co-trimethylene carbonate) |
| DPIHFP | Diphenyliodonium hexafluorophosphate | PUA | Aliphatic polyurethane acrylate |
| Ebecryl 8402 | Aliphatic urethane diacrylate | PVDF | Polyvinylidene fluoride |
| ECC | 3,4-Epoxy-cyclo hexylmethyl-3,4-epoxy-cyclohexane carboxylate | SMPCs | Shape memory polymer composites |
| EGDGE | Ethylene glycol diglycidyl ether | SR349 | Bisphenol A ethoxylate diacrylate |
| EPOX | Methyl & 3,4-epoxycyclohexylcarboxylate | tBA | Tert-Butyl acrylate |
| Esacure 1187 | 9-(4-Hydroxyethoxyphenyl) thiantrenium hexafluorophosphate | TEGDMA | Triethylene glycol dimethacrylate |
| ETPTA | Ethoxylated trimethylolpropane triacrylate | TMPTA | Trimethylolpropane triacrylate |
| GLYMO | 3-glycidoxypropyltrimethoxysilane | TMPTA-EO3 | Trimethylolpropane triacrylate |
| IBOA | Isobornyl Acrylate | TMPEOTA | Trimethylolpropane ethoxylate triacrylate |
| IPF | Bis(4-methylphenyl) iodonium hexafluorophosphate | TPGDA | Tripropylene glycol diacrylate |
| Irgacure 184 | 1-hydroxycyclohexyl phenyl ketone | TPO-L | Ethyl(2,4,6-trimethylbenzoyl) phenyl phosphinate |
| Irgacure 651 | 2,2-dimethoxy-2-methylpropiophenone | TPO | Diphenyl(2,4,6-trimethylbenzoyl) phosphine oxide |
| Irgacure 784 | Bis(2,6-difluoro-3-(1-hydropyrrol-1-yl)phenyl) titanocene | Tris | Tris(hydroxymethyl) aminomethane |
| Irgacure 1173 | 2-hydroxy-2-methylpropiophenone | ZnTPP | Zinc Tetraphenylporphyrin |
| MHHPA | Methylhexahydrophthalic anhydride | NMP | N-methyl-2-pyrrolidone |
| MJ | Material jetting | NMP | N-methyl-2-pyrrolidone |
References
- American Society for Testing and Materials American Society for Testing and Materials. ISO/ASTM52900:21 Additive Manufacturing—General Principles—Fundamentals and Vocabulary. Addit. Manuf. Gen. Princ. 2021, i, 1–9.
- Subash, A.; Kandasubramanian, B. 4D Printing of Shape Memory Polymers. Eur. Polym. J. 2020, 134, 109771. [Google Scholar] [CrossRef]
- Yuan, C.; Lu, T.; Wang, T.J. Mechanics-Based Design Strategies for 4D Printing: A Review. Forces Mech. 2022, 7, 100081. [Google Scholar] [CrossRef]
- Dimassi, S.; Demoly, F.; Cruz, C.; Qi, H.J.; Kim, K.-Y.; André, J.-C.; Gomes, S. An Ontology-Based Framework to Formalize and Represent 4D Printing Knowledge in Design. Comput. Ind. 2021, 126, 103374. [Google Scholar] [CrossRef]
- Li, H.; Gao, X.; Luo, Y. Multi-Shape Memory Polymers Achieved by the Spatio-Assembly of 3D Printable Thermoplastic Building Blocks. Soft Matter 2016, 12, 3226–3233. [Google Scholar] [CrossRef] [PubMed]
- Roppolo, I.; Chiappone, A.; Angelini, A.; Stassi, S.; Frascella, F.; Pirri, C.F.; Ricciardi, C.; Descrovi, E. 3D Printable Light-Responsive Polymers. Mater. Horiz. 2017, 4, 396–401. [Google Scholar] [CrossRef]
- Simińska-Stanny, J.; Nizioł, M.; Szymczyk-Ziółkowska, P.; Brożyna, M.; Junka, A.; Shavandi, A.; Podstawczyk, D. 4D Printing of Patterned Multimaterial Magnetic Hydrogel Actuators. Addit. Manuf. 2022, 49, 102506. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Noroozi, R.; Zolfagharian, A.; Bodaghi, M. 4D Printing of Shape Memory Polymer Composites: A Review on Fabrication Techniques, Applications, and Future Perspectives. J. Manuf. Process. 2022, 81, 759–797. [Google Scholar] [CrossRef]
- Sheikh, A.; Abourehab, M.A.S.; Kesharwani, P. The Clinical Significance of 4D Printing. Drug Discov. Today 2023, 28, 103391. [Google Scholar] [CrossRef]
- Wan, X.; He, Y.; Liu, Y.; Leng, J. 4D Printing of Multiple Shape Memory Polymer and Nanocomposites with Biocompatible, Programmable and Selectively Actuated Properties. Addit. Manuf. 2022, 53, 102689. [Google Scholar] [CrossRef]
- Chen, Q.; Sukmanee, T.; Rong, L.; Yang, M.; Ren, J.; Ekgasit, S.; Advincula, R. A Dual Approach in Direct Ink Writing of Thermally Cured Shape Memory Rubber Toughened Epoxy. ACS Appl. Polym. Mater. 2020, 2, 5492–5500. [Google Scholar] [CrossRef]
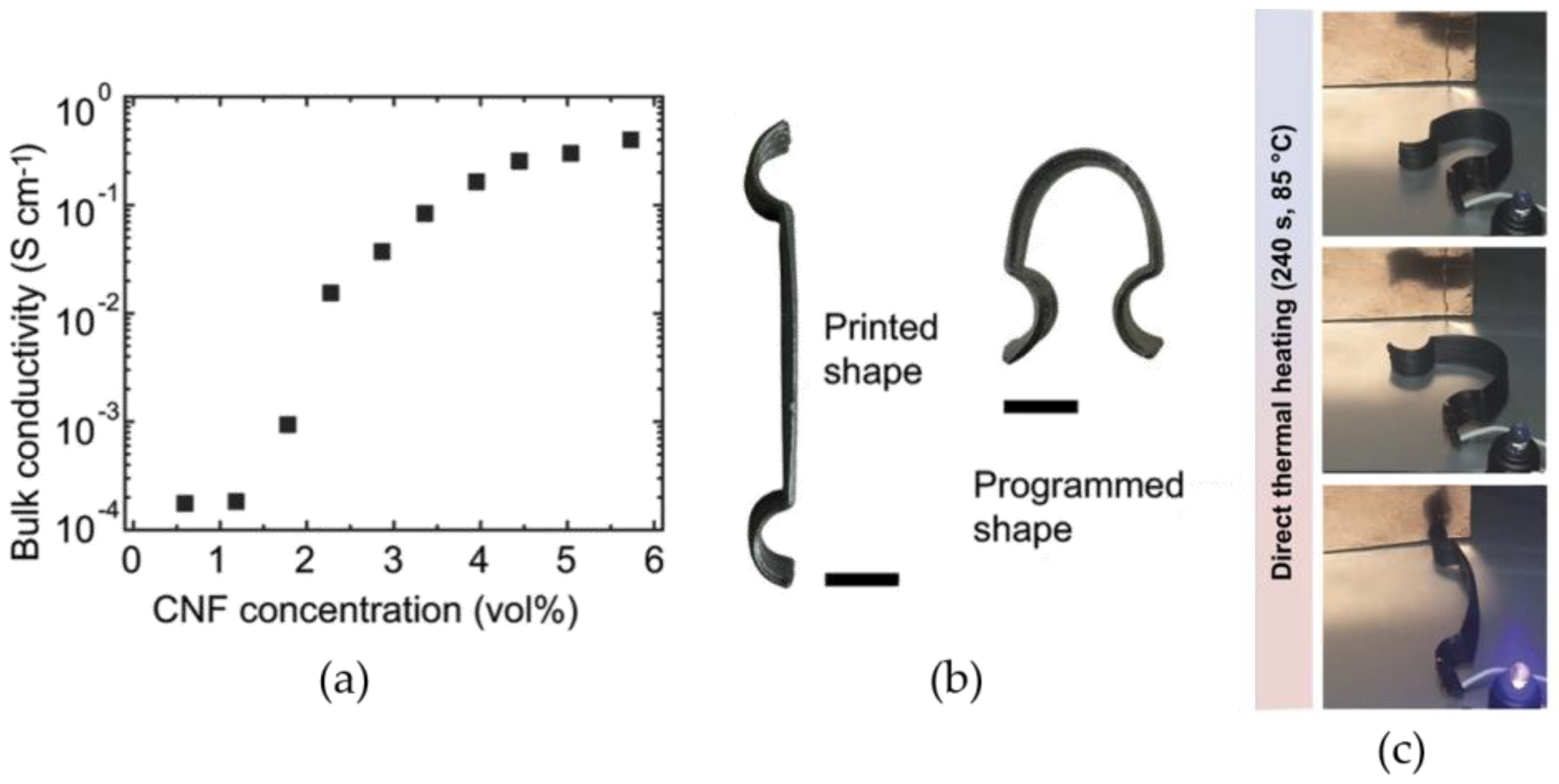
- Wei, P.; Leng, H.; Chen, Q.; Advincula, R.C.; Pentzer, E.B. Reprocessable 3D-Printed Conductive Elastomeric Composite Foams for Strain and Gas Sensing. ACS Appl. Polym. Mater. 2019, 1, 885–892. [Google Scholar] [CrossRef]
- Alo, O.A.; Mauchline, D.; Otunniyi, I.O. 3D-Printed Functional Polymers and Nanocomposites: Defects Characterization and Product Quality Improvement. Adv. Eng. Mater. 2022, 24, 2101219. [Google Scholar] [CrossRef]
- Rodríguez-Pombo, L.; Xu, X.; Seijo-Rabina, A.; Ong, J.J.; Alvarez-Lorenzo, C.; Rial, C.; Nieto, D.; Gaisford, S.; Basit, A.W.; Goyanes, A. Volumetric 3D Printing for Rapid Production of Medicines. Addit. Manuf. 2022, 52, 102673. [Google Scholar] [CrossRef]
- Bao, Y. Recent Trends in Advanced Photoinitiators for Vat Photopolymerization 3D Printing. Macromol. Rapid Commun. 2022, 43, 2200202. [Google Scholar] [CrossRef]
- Nechausov, S.; Ivanchenko, A.; Morozov, O.; Miriyev, A.; Must, I.; Platnieks, O.; Jurinovs, M.; Gaidukovs, S.; Aabloo, A.; Kovač, M.; et al. Effects of Ionic Liquids and Dual Curing on Vat Photopolymerization Process and Properties of 3d-Printed Ionogels. Addit. Manuf. 2022, 56, 102895. [Google Scholar] [CrossRef]
- O’Connor, H.J.; Dickson, A.N.; Dowling, D.P. Evaluation of the Mechanical Performance of Polymer Parts Fabricated Using a Production Scale Multi Jet Fusion Printing Process. Addit. Manuf. 2018, 22, 381–387. [Google Scholar] [CrossRef]
- Yu, K.; Dunn, M.L.; Qi, H.J. Digital Manufacture of Shape Changing Components. Extrem. Mech. Lett. 2015, 4, 9–17. [Google Scholar] [CrossRef] [Green Version]
- Tyagi, S.; Yadav, A.; Deshmukh, S. Review on Mechanical Characterization of 3D Printed Parts Created Using Material Jetting Process. Mater. Today Proc. 2021, 51, 1012–1016. [Google Scholar] [CrossRef]
- Gülcan, O.; Günaydın, K.; Tamer, A. The State of the Art of Material Jetting—A Critical Review. Polymers 2021, 13, 2829. [Google Scholar] [CrossRef]
- Saadi, M.A.S.R.; Maguire, A.; Pottackal, N.T.; Thakur, M.S.H.; Ikram, M.M.; Hart, A.J.; Ajayan, P.M.; Rahman, M.M. Direct Ink Writing: A 3D Printing Technology for Diverse Materials. Adv. Mater. 2022, 34, 2108855. [Google Scholar] [CrossRef] [PubMed]
- Lim, G.J.H.; Yang, Z.; Hou, Y.; Sugumaran, P.J.; Qiao, Z.; Ding, J.; Yan, W.; Yang, Y. Direct Ink Writing for High-Efficiency Microwave Attenuation with Nanofibers Alignment. ACS Appl. Mater. Interfaces 2022, 14, 31267–31276. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.; Liu, W.; Su, C.; Li, Y.; Sun, J. Direct Ink Writing of Conductive Materials for Emerging Energy Storage Systems. Nano Res. 2022, 15, 6091–6111. [Google Scholar] [CrossRef]
- Del Barrio, J.; Sánchez-Somolinos, C. Light to Shape the Future: From Photolithography to 4D Printing. Adv. Opt. Mater. 2019, 7. [Google Scholar] [CrossRef]
- Pierau, L.; Elian, C.; Akimoto, J.; Ito, Y.; Caillol, S.; Versace, D.L. Bio-Sourced Monomers and Cationic Photopolymerization–The Green Combination towards Eco-Friendly and Non-Toxic Materials. Prog. Polym. Sci. 2022, 127, 101517. [Google Scholar] [CrossRef]
- Chaudhary, R.; Fabbri, P.; Leoni, E.; Mazzanti, F.; Akbari, R.; Antonini, C. Additive Manufacturing by Digital Light Processing: A Review. Prog. Addit. Manuf. 2022, 2022, 1–21. [Google Scholar] [CrossRef]
- Bongiovanni, R.; Vitale, A. Vat Photopolymerization. In High Resolution Manufacturing from 2D to 3D/4D Printing; Springer: Berlin/Heidelberg, Germany, 2022; pp. 17–46. [Google Scholar] [CrossRef]
- Müller, S.M.; Schlögl, S.; Wiesner, T.; Haas, M.; Griesser, T. Recent Advances in Type I Photoinitiators for Visible Light Induced Photopolymerization. ChemPhotoChem 2022, 2022, e202200091. [Google Scholar] [CrossRef]
- Kauppila, I. What Is Material Jetting?—3D Printing Basics. Available online: https://all3dp.com/1/what-is-material-jetting-3d-printing-basics/ (accessed on 27 December 2022).
- O’Neill, P.; Jolivet, L.; Kent, N.J.; Brabazon, D. Physical Integrity of 3D Printed Parts for Use as Embossing Tools. Adv. Mater. Process. Technol. 2017, 3, 308–317. [Google Scholar] [CrossRef] [Green Version]
- Rayate, A.; Jain, P.K. A Review on 4D Printing Material Composites and Their Applications. Mater. Today Proc. 2018, 5, 20474–20484. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Zhu, Y.; Ravichandran, D.; Kakarla, M.; Vernon, B.; Lott, D.G.; Cornella, J.L.; Shefi, O.; Miquelard-Garnier, G.; et al. 3D Printing for Polymer/Particle-Based Processing: A Review. Compos. Part B Eng. 2021, 223, 109102. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive Manufacturing: Challenges, Trends, and Applications. Adv. Mech. Eng. 2019, 11, 168781401882288. [Google Scholar] [CrossRef] [Green Version]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3D/4D Printing of Polymers: Fused Deposition Modelling (FDM), Selective Laser Sintering (SLS), and Stereolithography (SLA). Polymers 2021, 13, 3101. [Google Scholar] [CrossRef] [PubMed]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Rastogi, P.; Kandasubramanian, B. Breakthrough in the Printing Tactics for Stimuli-Responsive Materials: 4D Printing. Chem. Eng. J. 2019, 366, 264–304. [Google Scholar] [CrossRef]
- Löwa, N.; Fabert, J.-M.; Gutkelch, D.; Paysen, H.; Kosch, O.; Wiekhorst, F. 3D-Printing of Novel Magnetic Composites Based on Magnetic Nanoparticles and Photopolymers. J. Magn. Magn. Mater. 2019, 469, 456–460. [Google Scholar] [CrossRef]
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Kumar Thakur, V.; Balan, A.S.S. 4D Printing of Materials for the Future: Opportunities and Challenges. Appl. Mater. Today 2020, 18, 100490. [Google Scholar] [CrossRef]
- Andreu, A.; Su, P.-C.; Kim, J.-H.; Ng, C.S.; Kim, S.; Kim, I.; Lee, J.; Noh, J.; Subramanian, A.S.; Yoon, Y.-J. 4D Printing Materials for Vat Photopolymerization. Addit. Manuf. 2021, 44, 102024. [Google Scholar] [CrossRef]
- Hu, G.; Cao, Z.; Hopkins, M.; Hayes, C.; Daly, M.; Zhou, H.; Devine, D.M. Optimizing the Hardness of SLA Printed Objects by Using the Neural Network and Genetic Algorithm. Procedia Manuf. 2019, 38, 117–124. [Google Scholar] [CrossRef]
- Robles Martinez, P.; Basit, A.W.; Gaisford, S. The History, Developments and Opportunities of Stereolithography; Springer: Berlin/Heidelberg, Germany, 2018; pp. 55–79. [Google Scholar]
- Singh, S.; Ramakrishna, S.; Singh, R. Material Issues in Additive Manufacturing: A Review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef]
- Ding, N.; Wu, Y.; Xu, W.; Lyu, J.; Wang, Y.; Zi, L.; Shao, L.; Sun, R.; Wang, N.; Liu, S.; et al. A Novel Approach for Designing Efficient Broadband Photodetectors Expanding from Deep Ultraviolet to near Infrared. Light Sci. Appl. 2022, 11, 91. [Google Scholar] [CrossRef] [PubMed]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hu, G.; Cao, Z.; Hopkins, M.; Lyons, J.G.; Brennan-Fournet, M.; Devine, D.M. Nanofillers Can Be Used to Enhance the Thermal Conductivity of Commercially Available SLA Resins. Procedia Manuf. 2019, 38, 1236–1243. [Google Scholar] [CrossRef]
- Moritz, V.F.; Bezerra, G.S.N.; Hopkins, M., Jr.; Fuenmayor, E.; Günbay, S.; Hayes, C.; Lyons, J.G.; Devine, D.M. Heat Dissipation Plays Critical Role for Longevity of Polymer-Based 3D-Printed Inserts for Plastics Injection Moulding. J. Manuf. Mater. Process. 2022, 6, 117. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Maleksaeedi, S.; Eng, H.; Wei, J.; Su, P.C. 4D Printing of High Performance Shape Memory Polymer Using Stereolithography. Mater. Des. 2017, 126, 219–225. [Google Scholar] [CrossRef]
- Yu, R.; Yang, X.; Zhang, Y.; Zhao, X.; Wu, X.; Zhao, T.; Zhao, Y.; Huang, W. Three-Dimensional Printing of Shape Memory Composites with Epoxy-Acrylate Hybrid Photopolymer. ACS Appl. Mater. Interfaces 2017, 9, 1820–1829. [Google Scholar] [CrossRef]
- Zhao, T.; Yu, R.; Li, X.; Cheng, B.; Zhang, Y.; Yang, X.; Zhao, X.; Zhao, Y.; Huang, W. 4D Printing of Shape Memory Polyurethane via Stereolithography. Eur. Polym. J. 2018, 101, 120–126. [Google Scholar] [CrossRef]
- Inverardi, N.; Pandini, S.; Bignotti, F.; Scalet, G.; Marconi, S.; Auricchio, F. Sequential Motion of 4D Printed Photopolymers with Broad Glass Transition. Macromol. Mater. Eng. 2020, 305, 1900370. [Google Scholar] [CrossRef]
- Credi, C.; Fiorese, A.; Tironi, M.; Bernasconi, R.; Magagnin, L.; Levi, M.; Turri, S. 3D Printing of Cantilever-Type Microstructures by Stereolithography of Ferromagnetic Photopolymers. ACS Appl. Mater. Interfaces 2016, 8, 26332–26342. [Google Scholar] [CrossRef]
- Deng, D.; Jain, A.; Yodvanich, N.; Araujo, A.; Chen, Y. Three-Dimensional Circuit Fabrication Using Four-Dimensional Printing and Direct Ink Writing. In Proceedings of the 2016 International Symposium on Flexible Automation (ISFA), Cleveland, OH, USA, 1–3 August 2016; pp. 286–291. [Google Scholar]
- Ge, Q.; Sakhaei, A.H.; Lee, H.; Dunn, C.K.; Fang, N.X.; Dunn, M.L. Multimaterial 4D Printing with Tailorable Shape Memory Polymers. Sci. Rep. 2016, 6, 31110. [Google Scholar] [CrossRef] [Green Version]
- Del Pozo, M.; Delaney, C.; Pilz da Cunha, M.; Debije, M.G.; Florea, L.; Schenning, A.P.H.J. Temperature-Responsive 4D Liquid Crystal Microactuators Fabricated by Direct Laser Writing by Two-Photon Polymerization. Small Struct. 2022, 3, 2100158. [Google Scholar] [CrossRef]
- Zhao, Z.; Tian, X.; Song, X. Engineering Materials with Light: Recent Progress in Digital Light Processing Based 3D Printing. J. Mater. Chem. C 2020, 8, 13896–13917. [Google Scholar] [CrossRef]
- Lantean, S.; Barrera, G.; Pirri, C.F.; Tiberto, P.; Sangermano, M.; Roppolo, I.; Rizza, G. 3D Printing of Magnetoresponsive Polymeric Materials with Tunable Mechanical and Magnetic Properties by Digital Light Processing. Adv. Mater. Technol. 2019, 4, 1900505. [Google Scholar] [CrossRef]
- Nagarajan, B.; Mertiny, P.; Qureshi, A.J. Magnetically Loaded Polymer Composites Using Stereolithography—Material Processing and Characterization. Mater. Today Commun. 2020, 25, 101520. [Google Scholar] [CrossRef]
- Stassi, S.; Fantino, E.; Calmo, R.; Chiappone, A.; Gillono, M.; Scaiola, D.; Pirri, C.F.; Ricciardi, C.; Chiadò, A.; Roppolo, I. Polymeric 3D Printed Functional Microcantilevers for Biosensing Applications. ACS Appl. Mater. Interfaces 2017, 9, 19193–19201. [Google Scholar] [CrossRef]
- Zarek, M.; Layani, M.; Cooperstein, I.; Sachyani, E.; Cohn, D.; Magdassi, S. 3D Printing of Shape Memory Polymers for Flexible Electronic Devices. Adv. Mater. 2016, 28, 4449–4454. [Google Scholar] [CrossRef] [PubMed]
- Ge, L.; Dong, L.; Wang, D.; Ge, Q.; Gu, G. A Digital Light Processing 3D Printer for Fast and High-Precision Fabrication of Soft Pneumatic Actuators. Sens. Actuators A Phys. 2018, 273, 285–292. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Maleksaeedi, S.; Eng, H.; Yu, S.; Wei, J.; Su, P.C. High Speed 4D Printing of Shape Memory Polymers with Nanosilica. Appl. Mater. Today 2020, 18, 100515. [Google Scholar] [CrossRef]
- Mu, Q.; Wang, L.; Dunn, C.K.; Kuang, X.; Duan, F.; Zhang, Z.; Qi, H.J.; Wang, T. Digital Light Processing 3D Printing of Conductive Complex Structures. Addit. Manuf. 2017, 18, 74–83. [Google Scholar] [CrossRef]
- Devillard, C.D.; Mandon, C.A.; Lambert, S.A.; Blum, L.J.; Marquette, C.A. Bioinspired Multi-Activities 4D Printing Objects: A New Approach Toward Complex Tissue Engineering. Biotechnol. J. 2018, 13, 1800098. [Google Scholar] [CrossRef] [PubMed]
- Spiegel, C.A.; Hackner, M.; Bothe, V.P.; Spatz, J.P.; Blasco, E. 4D Printing of Shape Memory Polymers: From Macro to Micro. Adv. Funct. Mater. 2022, 32, 2110580. [Google Scholar] [CrossRef]
- Zhakeyev, A.; Zhang, L.; Xuan, J. Photoactive Resin Formulations and Composites for Optical 3D and 4D Printing of Functional Materials and Devices. In 3D and 4D Printing of Polymer Nanocomposite Materials: Processes, Applications, and Challenges; Elsevier: Amsterdam, The Netherlands, 2019; pp. 387–425. ISBN 9780128168059. [Google Scholar]
- Kuang, X.; Roach, D.J.; Wu, J.; Hamel, C.M.; Ding, Z.; Wang, T.; Dunn, M.L.; Qi, H.J. Advances in 4D Printing: Materials and Applications. Adv. Funct. Mater. 2019, 29, 1805290. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Yeow, J.; Chapman, R.; Gormley, A.J.; Boyer, C. Up in the Air: Oxygen Tolerance in Controlled/Living Radical Polymerisation. Chem. Soc. Rev. 2018, 47, 4357–4387. [Google Scholar] [CrossRef]
- Ligon, S.C.; Husár, B.; Wutzel, H.; Holman, R.; Liska, R. Strategies to Reduce Oxygen Inhibition in Photoinduced Polymerization. Chem. Rev. 2014, 114, 557–589. [Google Scholar] [CrossRef]
- Janusziewicz, R.; Tumbleston, J.R.; Quintanilla, A.L.; Mecham, S.J.; DeSimone, J.M. Layerless Fabrication with Continuous Liquid Interface Production. Proc. Natl. Acad. Sci. USA 2016, 113, 11703–11708. [Google Scholar] [CrossRef] [Green Version]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous Liquid Interface Production of 3D Objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef]
- Ware, H.O.T.; Sun, C. Method for Attaining Dimensionally Accurate Conditions for High-Resolution Three-Dimensional Printing Ceramic Composite Structures Using MicroCLIP Process. J. Micro Nano-Manuf. 2019, 7, 031001. [Google Scholar] [CrossRef]
- Mohamed, M.; Kumar, H.; Wang, Z.; Martin, N.; Mills, B.; Kim, K. Rapid and Inexpensive Fabrication of Multi-Depth Microfluidic Device Using High-Resolution LCD Stereolithographic 3D Printing. J. Manuf. Mater. Process. 2019, 3, 26. [Google Scholar] [CrossRef]
- Shan, W.; Chen, Y.; Hu, M.; Qin, S.; Liu, P. 4D Printing of Shape Memory Polymer via Liquid Crystal Display (LCD) Stereolithographic 3D Printing. Mater. Res. Express 2020, 7, 105305. [Google Scholar] [CrossRef]
- Kholkhoev, B.C.; Bardakova, K.N.; Epifanov, E.O.; Matveev, Z.A.; Shalygina, T.A.; Atutov, E.B.; Voronina, S.Y.; Timashev, P.S.; Burdukovskii, V.F. A Photosensitive Composition Based on an Aromatic Polyamide for LCD 4D Printing of Shape Memory Mechanically Robust Materials. Chem. Eng. J. 2023, 454, 140423. [Google Scholar] [CrossRef]
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An Overview of Functionally Graded Additive Manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef] [Green Version]
- Salcedo, E.; Baek, D.; Berndt, A.; Ryu, J.E. Simulation and Validation of Three Dimension Functionally Graded Materials by Material Jetting. Addit. Manuf. 2018, 22, 351–359. [Google Scholar] [CrossRef] [Green Version]
- Yu, K.; Ritchie, A.; Mao, Y.; Dunn, M.L.; Qi, H.J. Controlled Sequential Shape Changing Components by 3D Printing of Shape Memory Polymer Multimaterials. Procedia IUTAM 2015, 12, 193–203. [Google Scholar] [CrossRef] [Green Version]
- Tee, Y.L.; Tran, P.; Leary, M.; Pille, P.; Brandt, M. 3D Printing of Polymer Composites with Material Jetting: Mechanical and Fractographic Analysis. Addit. Manuf. 2020, 36, 101558. [Google Scholar] [CrossRef]
- Yap, Y.L.; Wang, C.; Sing, S.L.; Dikshit, V.; Yeong, W.Y.; Wei, J. Material Jetting Additive Manufacturing: An Experimental Study Using Designed Metrological Benchmarks. Precis. Eng. 2017, 50, 275–285. [Google Scholar] [CrossRef]
- Kim, S. Electronic Ink Formulation for Drop-on-Demand (DoD) Inkjet Printing Fabrication Process. In Proceedings of the 2019 34th International Technical Conference on Circuits/Systems, Computers and Communications (ITC-CSCC), Jeju, Republic of Korean, 23–26 June 2019; pp. 1–2. [Google Scholar]
- Shah, M.A.; Lee, D.-G.; Lee, B.-Y.; Hur, S. Classifications and Applications of Inkjet Printing Technology: A Review. IEEE Access 2021, 9, 140079–140102. [Google Scholar] [CrossRef]
- Mora, S.; Pugno, N.M.; Misseroni, D. 3D Printed Architected Lattice Structures by Material Jetting. Mater. Today 2022, 59, 107–132. [Google Scholar] [CrossRef]
- Patpatiya, P.; Chaudhary, K.; Shastri, A.; Sharma, S. A Review on Polyjet 3D Printing of Polymers and Multi-Material Structures. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 7899–7926. [Google Scholar] [CrossRef]
- Chadha, C.; Olaivar, G.; Patterson, A.E.; Jasiuk, I.M. Design for Multi-Material Manufacturing Using Polyjet Printing Process: A Review. In Proceedings of the 27th Design for Manufacturing and the Life Cycle Conference (DFMLC), St. Louis, MO, USA, 14–17 August 2022; Volume 5. [Google Scholar]
- Sireesha, M.; Lee, J.; Kranthi Kiran, A.S.; Babu, V.J.; Kee, B.B.T.; Ramakrishna, S. A Review on Additive Manufacturing and Its Way into the Oil and Gas Industry. RSC Adv. 2018, 8, 22460–22468. [Google Scholar] [CrossRef] [Green Version]
- Phung, T.H.; Kwon, K.-S. Improved Continuous Inkjet for Selective Area Coating Using High-Viscosity Insulating Inks. Adv. Eng. Mater. 2022, 24, 2101527. [Google Scholar] [CrossRef]
- Freire, E.M. Ink Jet Printing Technology (CIJ/DOD). In Digital Printing of Textiles; Elsevier: Amsterdam, The Netherlands, 2006; pp. 29–52. [Google Scholar]
- Kholghi Eshkalak, S.; Chinnappan, A.; Jayathilaka, W.A.D.M.; Khatibzadeh, M.; Kowsari, E.; Ramakrishna, S. A Review on Inkjet Printing of CNT Composites for Smart Applications. Appl. Mater. Today 2017, 9, 372–386. [Google Scholar] [CrossRef]
- Elkaseer, A.; Chen, K.J.; Janhsen, J.C.; Refle, O.; Hagenmeyer, V.; Scholz, S.G. Material Jetting for Advanced Applications: A State-of-the-Art Review, Gaps and Future Directions. Addit. Manuf. 2022, 60, 103270. [Google Scholar] [CrossRef]
- Ameta, K.L.; Solanki, V.S.; Singh, V.; Devi, A.P.; Chundawat, R.S.; Haque, S. Critical Appraisal and Systematic Review of 3D & 4D Printing in Sustainable and Environment-Friendly Smart Manufacturing Technologies. Sustain. Mater. Technol. 2022, 34, e00481. [Google Scholar] [CrossRef]
- Elkaseer, A.; Schneider, S.; Deng, Y.; Scholz, S.G. Effect of Process Parameters on the Performance of Drop-On-Demand 3D Inkjet Printing: Geometrical-Based Modeling and Experimental Validation. Polymers 2022, 14, 2557. [Google Scholar] [CrossRef] [PubMed]
- Rafiee, M.; Farahani, R.D.; Therriault, D. Multi-Material 3D and 4D Printing: A Survey. Adv. Sci. 2020, 7, 1–26. [Google Scholar] [CrossRef]
- Ching, T.; Li, Y.; Karyappa, R.; Ohno, A.; Toh, Y.-C.; Hashimoto, M. Fabrication of Integrated Microfluidic Devices by Direct Ink Writing (DIW) 3D Printing. Sens. Actuators B Chem. 2019, 297, 126609. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, F.; Yan, Z.; Ma, Q.; Li, X.; Huang, Y.; Rogers, J.A. Printing, Folding and Assembly Methods for Forming 3D Mesostructures in Advanced Materials. Nat. Rev. Mater. 2017, 2, 17019. [Google Scholar] [CrossRef]
- Yang, G.; Sun, Y.; Limin, Q.; Li, M.; Ou, K.; Fang, J.; Fu, Q. Direct-Ink-Writing (DIW) 3D Printing Functional Composite Materials Based on Supra-Molecular Interaction. Compos. Sci. Technol. 2021, 215, 109013. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, Y.; Zhao, X.; Wang, R.; Xie, J.; Yang, C.; Wang, J.; Zhang, Q.; Li, L.; Lu, C.; et al. Direct Ink Writing of Adjustable Electrochemical Energy Storage Device with High Gravimetric Energy Densities. Adv. Funct. Mater. 2019, 29, 1900809. [Google Scholar] [CrossRef]
- Murphy, S.V.; Atala, A. 3D Bioprinting of Tissues and Organs. Nat. Biotechnol. 2014, 32, 773–785. [Google Scholar] [CrossRef]
- Li, V.C.-F.; Dunn, C.K.; Zhang, Z.; Deng, Y.; Qi, H.J. Direct Ink Write (DIW) 3D Printed Cellulose Nanocrystal Aerogel Structures. Sci. Rep. 2017, 7, 8018. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Seyedsalehi, A.; Daneshmandi, L.; Barajaa, M.; Riordan, J.; Laurencin, C.T. Fabrication and Characterization of Mechanically Competent 3D Printed Polycaprolactone-Reduced Graphene Oxide Scaffolds. Sci. Rep. 2020, 10, 22210. [Google Scholar] [CrossRef]
- Daneshmandi, L.; Holt, B.D.; Arnold, A.M.; Laurencin, C.T.; Sydlik, S.A. Ultra-Low Binder Content 3D Printed Calcium Phosphate Graphene Scaffolds as Resorbable, Osteoinductive Matrices That Support Bone Formation in Vivo. Sci. Rep. 2022, 12, 6960. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.; Chan, K.H.; Wang, X.-Q.; Ding, T.; Li, T.; Lu, X.; Ho, G.W. Direct-Ink-Write 3D Printing of Hydrogels into Biomimetic Soft Robots. ACS Nano 2019, 13, 13176–13184. [Google Scholar] [CrossRef]
- Pasco, J.; Lei, Z.; Aranas, C. Additive Manufacturing in Off-Site Construction: Review and Future Directions. Buildings 2022, 12, 53. [Google Scholar] [CrossRef] [PubMed]
- Bodaghi, M.; Liao, W.H. 4D Printed Tunable Mechanical Metamaterials with Shape Memory Operations. Smart Mater. Struct. 2019, 28, 045019. [Google Scholar] [CrossRef] [Green Version]
- Alshebly, Y.S.; Nafea, M.; Mustapha, K.B.; Ali, M.S.M.; Mohd Faudzi, A.A.; Tien, M.T.T.; Almurib, H.A. Variable Stiffness 4D Printing. In Smart Materials in Additive Manufacturing—Volume 2: 4D Printing Mechanics, Modeling, and Advanced Engineering Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 407–433. [Google Scholar] [CrossRef]
- Mao, Y.; Yu, K.; Isakov, M.S.; Wu, J.; Dunn, M.L.; Jerry Qi, H. Sequential Self-Folding Structures by 3D Printed Digital Shape Memory Polymers. Sci. Rep. 2015, 5, 13616. [Google Scholar] [CrossRef] [PubMed]
- Herath, M.; Epaarachchi, J.; Islam, M.; Fang, L.; Leng, J. Light Activated Shape Memory Polymers and Composites: A Review. Eur. Polym. J. 2020, 136, 109912. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, C.; Rehman, H.U.; Zheng, X.; Li, H.; Liu, H.; Hedenqvist, M.S. Shape-Memory Polymeric Artificial Muscles: Mechanisms, Applications and Challenges. Molecules 2020, 25, 4246. [Google Scholar] [CrossRef]
- Tan, L.J.; Zhu, W.; Zhou, K. Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 2003062. [Google Scholar] [CrossRef]
- Bao, Y.; Paunović, N.; Leroux, J. Challenges and Opportunities in 3D Printing of Biodegradable Medical Devices by Emerging Photopolymerization Techniques. Adv. Funct. Mater. 2022, 32, 2109864. [Google Scholar] [CrossRef]
- Topa, M.; Ortyl, J. Moving Towards a Finer Way of Light-Cured Resin-Based Restorative Dental Materials: Recent Advances in Photoinitiating Systems Based on Iodonium Salts. Materials 2020, 13, 4093. [Google Scholar] [CrossRef] [PubMed]
- Hoyle, C.E.; Kinstle, J.F. Radiation Curing of Polymeric Materials. ACSS 1990, 417. [Google Scholar] [CrossRef]
- Lalevée, J.; Tehfe, M.A.; Dumur, F.; Gigmes, D.; Graff, B.; Morlet-Savary, F.; Fouassier, J.P. Light-Harvesting Organic Photoinitiators of Polymerization. Macromol. Rapid Commun. 2013, 34, 239–245. [Google Scholar] [CrossRef]
- Fouassier, J.P.; Allonas, X.; Burget, D. Photopolymerization Reactions under Visible Lights: Principle, Mechanisms and Examples of Applications. Prog. Org. Coat. 2003, 47, 16–36. [Google Scholar] [CrossRef]
- Jasinski, F.; Zetterlund, P.B.; Braun, A.M.; Chemtob, A. Photopolymerization in Dispersed Systems. Prog. Polym. Sci. 2018, 84, 47–88. [Google Scholar] [CrossRef] [Green Version]
- Shaukat, U.; Rossegger, E.; Schlögl, S. A Review of Multi-Material 3D Printing of Functional Materials via Vat Photopolymerization. Polymers 2022, 14, 2449. [Google Scholar] [CrossRef]
- Joharji, L.; Mishra, R.B.; Alam, F.; Tytov, S.; Al-Modaf, F.; El-Atab, N. 4D Printing: A Detailed Review of Materials, Techniques, and Applications. Microelectron. Eng. 2022, 265, 33–36. [Google Scholar] [CrossRef]
- Kunio, I.; Takeshi, E. A Review of the Development of Radical Photopolymerization Initiators Used for Designing Light-Curing Dental Adhesives and Resin Composites. Dent. Mater. J. 2010, 29, 481–501. [Google Scholar] [CrossRef] [Green Version]
- Li, A.; Challapalli, A.; Li, G. 4D Printing of Recyclable Lightweight Architectures Using High Recovery Stress Shape Memory Polymer. Sci. Rep. 2019, 9, 7621. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ng, C.S.; Subramanian, A.S.; Su, P.C. Zinc Oxide Nanoparticles as Additives for Improved Dimensional Accuracy in Vat Photopolymerization. Addit. Manuf. 2022, 59, 103118. [Google Scholar] [CrossRef]
- Kuang, X.; Zhao, Z.; Chen, K.; Fang, D.; Kang, G.; Qi, H.J. High-speed 3D Printing of High-performance Thermosetting Polymers via Two-stage Curing. Macromol. Rapid Commun. 2018, 39, 1700809. [Google Scholar] [CrossRef]
- Wu, H.; Chen, P.; Yan, C.; Cai, C.; Shi, Y. Four-Dimensional Printing of a Novel Acrylate-Based Shape Memory Polymer Using Digital Light Processing. Mater. Des. 2019, 171, 107704. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Maleksaeedi, S.; Eng, H.; Su, P.C.; Wei, J. Curing Characteristics of Shape Memory Polymers in 3D Projection and Laser Stereolithography. Virtual Phys. Prototyp. 2017, 12, 77–84. [Google Scholar] [CrossRef]
- Hassan, R.U.; Jo, S.; Seok, J. Fabrication of a Functionally Graded and Magnetically Responsive Shape Memory Polymer Using a 3D Printing Technique and Its Characterization. J. Appl. Polym. Sci. 2018, 135, 45997. [Google Scholar] [CrossRef]
- Huang, L.; Jiang, R.; Wu, J.; Song, J.; Bai, H.; Li, B.; Zhao, Q.; Xie, T. Ultrafast Digital Printing toward 4D Shape Changing Materials. Adv. Mater. 2017, 29, 1605390. [Google Scholar] [CrossRef]
- Meereis, C.T.W.; Leal, F.B.; Lima, G.S.; De Carvalho, R.V.; Piva, E.; Ogliari, F.A. BAPO as an Alternative Photoinitiator for the Radical Polymerization of Dental Resins. Dent. Mater. 2014, 30, 945–953. [Google Scholar] [CrossRef]
- Han, M.; Zhao, J.; Li, L.; Tan, M. Shape Memory Properties of 4D Printed Parts Under Cyclic Loading: Effects of Infill Characteristics and Stimulus Conditions. In Proceedings of the ASME 2022 17th International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 27 June–1 July 2022. [Google Scholar] [CrossRef]
- Tang, Z.; Gong, J.; Cao, P.; Tao, L.; Pei, X.; Wang, T.; Zhang, Y.; Wang, Q.; Zhang, J. 3D Printing of a Versatile Applicability Shape Memory Polymer with High Strength and High Transition Temperature. Chem. Eng. J. 2022, 431, 134211. [Google Scholar] [CrossRef]
- Rossegger, E.; Höller, R.; Reisinger, D.; Fleisch, M.; Strasser, J.; Wieser, V.; Griesser, T.; Schlögl, S. High Resolution Additive Manufacturing with Acrylate Based Vitrimers Using Organic Phosphates as Transesterification Catalyst. Polymer 2021, 221, 123631. [Google Scholar] [CrossRef]
- Alabiso, W.; Hron, T.M.; Reisinger, D.; Bautista-Anguís, D.; Schlögl, S. Shape Memory-Assisted Self-Healing of Dynamic Thiol-Acrylate Networks. Polym. Chem. 2021, 12, 5704–5714. [Google Scholar] [CrossRef]
- Cortés, A.; Cosola, A.; Sangermano, M.; Campo, M.; González Prolongo, S.; Pirri, C.F.; Jiménez-Suárez, A.; Chiappone, A. DLP 4D-Printing of Remotely, Modularly, and Selectively Controllable Shape Memory Polymer Nanocomposites Embedding Carbon Nanotubes. Adv. Funct. Mater. 2021, 31, 2106774. [Google Scholar] [CrossRef]
- Park, D.; Lee, S.; Kim, J. Thermoelectric and Mechanical Properties of PEDOT:PSS-Coated Ag2Se Nanowire Composite Fabricated via Digital Light Processing Based 3D Printing. Compos. Commun. 2022, 30, 101084. [Google Scholar] [CrossRef]
- Rossegger, E.; Höller, R.; Reisinger, D.; Strasser, J.; Fleisch, M.; Griesser, T.; Schlögl, S. Digital Light Processing 3D Printing with Thiol–Acrylate Vitrimers. Polym. Chem. 2021, 12, 639–644. [Google Scholar] [CrossRef]
- Davidson, E.C.; Kotikian, A.; Li, S.; Aizenberg, J.; Lewis, J.A. 3D Printable and Reconfigurable Liquid Crystal Elastomers with Light-Induced Shape Memory via Dynamic Bond Exchange. Adv. Mater. 2020, 32, 1905682. [Google Scholar] [CrossRef]
- Razzaq, M.Y.; Gonzalez-Gutierrez, J.; Mertz, G.; Ruch, D.; Schmidt, D.F.; Westermann, S. 4D Printing of Multicomponent Shape-Memory Polymer Formulations. Appl. Sci. 2022, 12, 7880. [Google Scholar] [CrossRef]
- Tarek Benkhaled, B.; Belkhir, K.; Brossier, T.; Chatard, C.; Graillot, A.; Lonetti, B.; Mingotaud, A.-F.; Catrouillet, S.; Blanquer, S.; Lapinte, V. 3D Fabrication of Shape-Memory Polymer Networks Based on Coumarin Photo-Dimerization. Eur. Polym. J. 2022, 179, 111570. [Google Scholar] [CrossRef]
- Han, M.; Li, L.; Zhao, J. Volatile Organic Compound Emissions from 4D Printing: Effects of Material Composition and External Stimulus. Addit. Manuf. 2022, 56, 102894. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, L.; Song, H.; Ni, C.; Wu, J.; Zhao, Q.; Xie, T. 4D Printing of a Digital Shape Memory Polymer with Tunable High Performance. ACS Appl. Mater. Interfaces 2019, 11, 32408–32413. [Google Scholar] [CrossRef]
- Han, D.; Morde, R.S.; Mariani, S.; La Mattina, A.A.; Vignali, E.; Yang, C.; Barillaro, G.; Lee, H. 4D Printing of a Bioinspired Microneedle Array with Backward-Facing Barbs for Enhanced Tissue Adhesion. Adv. Funct. Mater. 2020, 30, 1909197. [Google Scholar] [CrossRef]
- Li, X.; Yu, R.; He, Y.; Zhang, Y.; Yang, X.; Zhao, X.; Huang, W. Four-Dimensional Printing of Shape Memory Polyurethanes with High Strength and Recyclability Based on Diels-Alder Chemistry. Polymer 2020, 200, 122532. [Google Scholar] [CrossRef]
- Duan, H.; Leng, K.; Xu, X.; Li, Q.; Liu, D.; Han, Y.; Gao, J.; Yu, Q.; Wang, Z. Monoacylphosphine Oxides with Substituents in the Phosphonyl Moiety as Norrish I Photoinitiators: Synthesis, Photoinitiattion Properties and Mechanism. J. Photochem. Photobiol. A Chem. 2021, 421, 113517. [Google Scholar] [CrossRef]
- Zarek, M.; Mansour, N.; Shapira, S.; Cohn, D. 4D Printing of Shape Memory-Based Personalized Endoluminal Medical Devices. Macromol. Rapid Commun. 2017, 38, 1600628. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, W.; Li, B.; Dong, J.; Gao, G.; Jiang, Z. Double-Layer Temperature-Sensitive Hydrogel Fabricated by 4D Printing with Fast Shape Deformation. Colloids Surf. A Physicochem. Eng. Asp. 2022, 648, 129307. [Google Scholar] [CrossRef]
- Halbardier, L.; Goldbach, E.; Croutx’croutxé-Barghorn, C.; Schuller, A.-S.; Allonas, X. Combined Aza-Michael and Radical Photopolymerization Reactions for Enhanced Mechanical Properties of 3D Printed Shape Memory Polymers. RSC Adv. 2022, 12, 30381–30385. [Google Scholar] [CrossRef] [PubMed]
- Ehrmann, G.; Ehrmann, A. 3D Printing of Shape Memory Polymers. J. Appl. Polym. Sci. 2021, 138, 50847. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, H.; Wang, H.; Chan, J.Y.E.; Liu, H.; Zhang, B.; Zhang, Y.F.; Agarwal, K.; Yang, X.; Ranganath, A.S.; et al. Structural Multi-Colour Invisible Inks with Submicron 4D Printing of Shape Memory Polymers. Nat. Commun. 2021, 12, 1–8. [Google Scholar] [CrossRef]
- Feng, X.; Li, G. High-Temperature Shape Memory Photopolymer with Intrinsic Flame Retardancy and Record-High Recovery Stress. Appl. Mater. Today 2021, 23, 101056. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, Y.; Ye, H.; Duan, G.; Duan, H.; Ge, Q.; Wang, Z. Color-Changeable Four-Dimensional Printing Enabled with Ultraviolet-Curable and Thermochromic Shape Memory Polymers. ACS Appl. Mater. Interfaces 2021, 13, 18120–18127. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, S.; Sheng, J.; Fan, L.; Zhou, J.; Shan, M.; Wei, J.; Wang, C.; Yang, H.; Lu, J. 4D Printing of Ag Nanowire-Embedded Shape Memory Composites with Stable and Controllable Electrical Responsivity: Implications for Flexible Actuators. ACS Appl. Nano Mater. 2022, 5, 6221–6231. [Google Scholar] [CrossRef]
- Launay, V.; Dumur, F.; Gigmes, D.; Lalevée, J. Near-Infrared Light for Polymer Re-Shaping and Re-Processing Applications. J. Polym. Sci. 2021, 59, 2193–2200. [Google Scholar] [CrossRef]
- He, W.; Ming, X.; Xiang, Y.; Zhang, C.; Zhu, H.; Zhang, Q.; Zhu, S. Bioinspired Semicrystalline Dynamic Ionogels with Adaptive Mechanics and Tactile Sensing. ACS Appl. Mater. Interfaces 2022, 14, 20132–20138. [Google Scholar] [CrossRef] [PubMed]
- Gauvin, R.; Chen, Y.C.; Lee, J.W.; Soman, P.; Zorlutuna, P.; Nichol, J.W.; Bae, H.; Chen, S.; Khademhosseini, A. Microfabrication of Complex Porous Tissue Engineering Scaffolds Using 3D Projection Stereolithography. Biomaterials 2012, 33, 3824–3834. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Le Fer, G.; Becker, M.L. 4D Printing of Resorbable Complex Shape-Memory Poly(Propylene Fumarate) Star Scaffolds. ACS Appl. Mater. Interfaces 2020, 12, 22444–22452. [Google Scholar] [CrossRef]
- Cullen, A.T.; Price, A.D. Digital Light Processing for the Fabrication of 3D Intrinsically Conductive Polymer Structures. Synth. Met. 2018, 235, 34–41. [Google Scholar] [CrossRef]
- Zhao, Z.; Mu, X.; Wu, J.; Qi, H.J.; Fang, D. Effects of Oxygen on Interfacial Strength of Incremental Forming of Materials by Photopolymerization. Extrem. Mech. Lett. 2016, 9, 108–118. [Google Scholar] [CrossRef] [Green Version]
- Jariwala, A.S.; Ding, F.; Boddapati, A.; Breedveld, V.; Grover, M.A.; Henderson, C.L.; Rosen, D.W. Modeling Effects of Oxygen Inhibition in Mask-Based Stereolithography. Rapid Prototyp. J. 2011, 17, 168–175. [Google Scholar] [CrossRef]
- Griffini, G.; Invernizzi, M.; Levi, M.; Natale, G.; Postiglione, G.; Turri, S. 3D-Printable CFR Polymer Composites with Dual-Cure Sequential IPNs. Polymer 2016, 91, 174–179. [Google Scholar] [CrossRef]
- Huang, B.; Wu, B.; Han, L.; Lu, Z.; Zhou, W. Preparation of a Novel Cationic Photosensitive Resin (3D-SLR01) for Stereolithography 3D Printing and Determination of Its Some Properties. J. Wuhan Univ. Technol. Sci. Ed. 2019, 34, 761–768. [Google Scholar] [CrossRef]
- Schwartz, J.J.; Boydston, A.J. Multimaterial Actinic Spatial Control 3D and 4D Printing. Nat. Commun. 2019, 10, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Lai, H.; Zhang, J.; Xing, F.; Xiao, P. Recent Advances in Light-Regulated Non-Radical Polymerisations. Chem. Soc. Rev. 2020, 49, 1867–1886. [Google Scholar] [CrossRef]
- Wang, B.; Engay, E.; Stubbe, P.R.; Moghaddam, S.Z.; Thormann, E.; Almdal, K.; Islam, A.; Yang, Y. Stiffness Control in Dual Color Tomographic Volumetric 3D Printing. Nat. Commun. 2022, 13, 367. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Yang, Z.G. Synthesis of Low Viscosity, Fast UV Curing Solder Resist Based on Epoxy Resin for Ink-Jet Printing. J. Appl. Polym. Sci. 2013, 129, 187–192. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.H.; Rolfe, B.; Gibson, I. Additive Manufacturing a Powerful Tool for the Aerospace Industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Al Mousawi, A.; Poriel, C.; Toufaily, J.; Dumur, F.; Hamieh, T.; Pierre Fouassier, J.; Laleveé, J.; Lebanon, B. Zinc Tetraphenylporphyrin as High Performance Visible Light Photoinitiator of Cationic Photosensitive Resins for LED Projector 3D Printing Applications. ACS Publ. 2017, 50, 746–753. [Google Scholar] [CrossRef]
- Subramanian, A.S.; Tey, J.N.; Zhang, L.; Ng, B.H.; Roy, S.; Wei, J.; Hu, X.M. Synergistic Bond Strengthening in Epoxy Adhesives Using Polydopamine/MWCNT Hybrids. Polymer 2016, 82, 285–294. [Google Scholar] [CrossRef]
- Subramanian, A.S.; Hu, X. ‘Matthew’ Heterogeneous Photosensitizers: Super-Efficient Dual Functional Polydopamine Nanohybrid for Epoxy Photopolymerization. Polymer 2022, 243, 124558. [Google Scholar] [CrossRef]
- Wang, Y.; Sachyani Keneth, E.; Kamyshny, A.; Scalet, G.; Auricchio, F.; Magdassi, S. 4D Multimaterial Printing of Programmable and Selective Light-Activated Shape-Memory Structures with Embedded Gold Nanoparticles. Adv. Mater. Technol. 2022, 7, 2101058. [Google Scholar] [CrossRef]
- Duan, Y.; Zhou, Y.; Tang, Y.; Li, D. Nano-TiODN2/DN-Modified Photosensitive Resin for RP. Rapid Prototyp. J. 2011, 17, 247–252. [Google Scholar] [CrossRef]
- Chen, K.; Kuang, X.; Li, V.; Kang, G.; Qi, H.J. Fabrication of Tough Epoxy with Shape Memory Effects by UV-Assisted Direct-Ink Write Printing. Soft Matter 2018, 14, 1879–1886. [Google Scholar] [CrossRef]
- Lai, H.; Peng, X.; Li, L.; Zhu, D.; Xiao, P. Novel Monomers for Photopolymer Networks. Prog. Polym. Sci. 2022, 128, 101529. [Google Scholar] [CrossRef]
- Bednarczyk, P.; Mozelewska, K.; Nowak, M.; Czech, Z. Photocurable Epoxy Acrylate Coatings Preparation by Dual Cationic and Radical Photocrosslinking. Materials 2021, 14, 4150. [Google Scholar] [CrossRef]
- Noè, C.; Hakkarainen, M.; Sangermano, M. Cationic UV-Curing of Epoxidized Biobased Resins. Polymers 2020, 13, 89. [Google Scholar] [CrossRef]
- Yakacki, C.M.; Willis, S.; Luders, C.; Gall, K. Deformation Limits in Shape-Memory Polymers. Adv. Eng. Mater. 2008, 10, 112–119. [Google Scholar] [CrossRef]
- Radchenko, A.V.; Duchet-Rumeau, J.; Gérard, J.-F.; Baudoux, J.; Livi, S. Cycloaliphatic Epoxidized Ionic Liquids as New Versatile Monomers for the Development of Shape Memory PIL Networks by 3D Printing. Polym. Chem. 2020, 11, 5475–5483. [Google Scholar] [CrossRef]
- Liu, J.; Miao, P.; Zhang, W.; Song, G.; Feng, J.; Leng, X.; Li, Y. Synthesis and Characterization of Interpenetrating Polymer Networks (IPNs) Based on UV Curable Resin and Blocked Isocyanate/Polyols. Polymer 2022, 256, 125254. [Google Scholar] [CrossRef]
- Mallakpour, S.; Tabesh, F.; Hussain, C.M. A New Trend of Using Poly(Vinyl Alcohol) in 3D and 4D Printing Technologies: Process and Applications. Adv. Colloid Interface Sci. 2022, 301, 102605. [Google Scholar] [CrossRef]
- Rahmat-Samii, Y.; Topsakal, E. (Eds.) Antenna and Sensor Technologies in Modern Medical Applications; Wiley: Hoboken, NJ, USA, 2021; ISBN 9781119683285. [Google Scholar]
- Willemen, N.G.A.; Morsink, M.A.J.; Veerman, D.; da Silva, C.F.; Cardoso, J.C.; Souto, E.B.; Severino, P. From Oral Formulations to Drug-Eluting Implants: Using 3D and 4D Printing to Develop Drug Delivery Systems and Personalized Medicine. Bio-Design Manuf. 2022, 5, 85–106. [Google Scholar] [CrossRef]
- Yilmaz, B.; Al Rashid, A.; Mou, Y.A.; Evis, Z.; Koç, M. Bioprinting: A Review of Processes, Materials and Applications. Bioprinting 2021, 23, e00148. [Google Scholar] [CrossRef]
- Pilipović, A.; Raos, P.; Šercer, M. Experimental Analysis of Properties of Materials for Rapid Prototyping. Int. J. Adv. Manuf. Technol. 2009, 40, 105–115. [Google Scholar] [CrossRef]
- Jeong, H.Y.; Woo, B.H.; Kim, N.; Jun, Y.C. Multicolor 4D Printing of Shape-Memory Polymers for Light-Induced Selective Heating and Remote Actuation. Sci. Rep. 2020, 10, 6258. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, K. Additive Manufacturing Technology: Design, Optimization, and Modeling; Wiley: Hoboken, NJ, USA, 2022; ISBN 9783527833924. [Google Scholar]
- Neagu, A. Towards 4D Bioprinting; Elsevier Science: Amsterdam, The Netherlands, 2022; ISBN 9780128187456. [Google Scholar]
- Cheng, Y.L.; Huang, K.C. Preparation and Characterization of Color Photocurable Resins for Full-Color Material Jetting Additive Manufacturing. Polymers 2020, 12, 650. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ding, Z.; Yuan, C.; Peng, X.; Wang, T.; Qi, H.J.; Dunn, M.L. Direct 4D Printing via Active Composite Materials. Sci. Adv. 2017, 3, e1602890. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Balani, S.B.; Ghaffar, S.H.; Chougan, M.; Pei, E.; Şahin, E. Processes and Materials Used for Direct Writing Technologies: A Review. Results Eng. 2021, 11, 100257. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, Y.; Liu, J.; Zhao, J.; Zhang, H.; Zhang, Z. Shape Memory Epoxy Composites with High Mechanical Performance Manufactured by Multi-Material Direct Ink Writing. Compos. Part A Appl. Sci. Manuf. 2020, 135. [Google Scholar] [CrossRef]
- Li, X.; Yang, Y.; Zhang, Y.; Wang, T.; Yang, Z.; Wang, Q.; Zhang, X. Dual-Method Molding of 4D Shape Memory Polyimide Ink. Mater. Des. 2020, 191, 108606. [Google Scholar] [CrossRef]
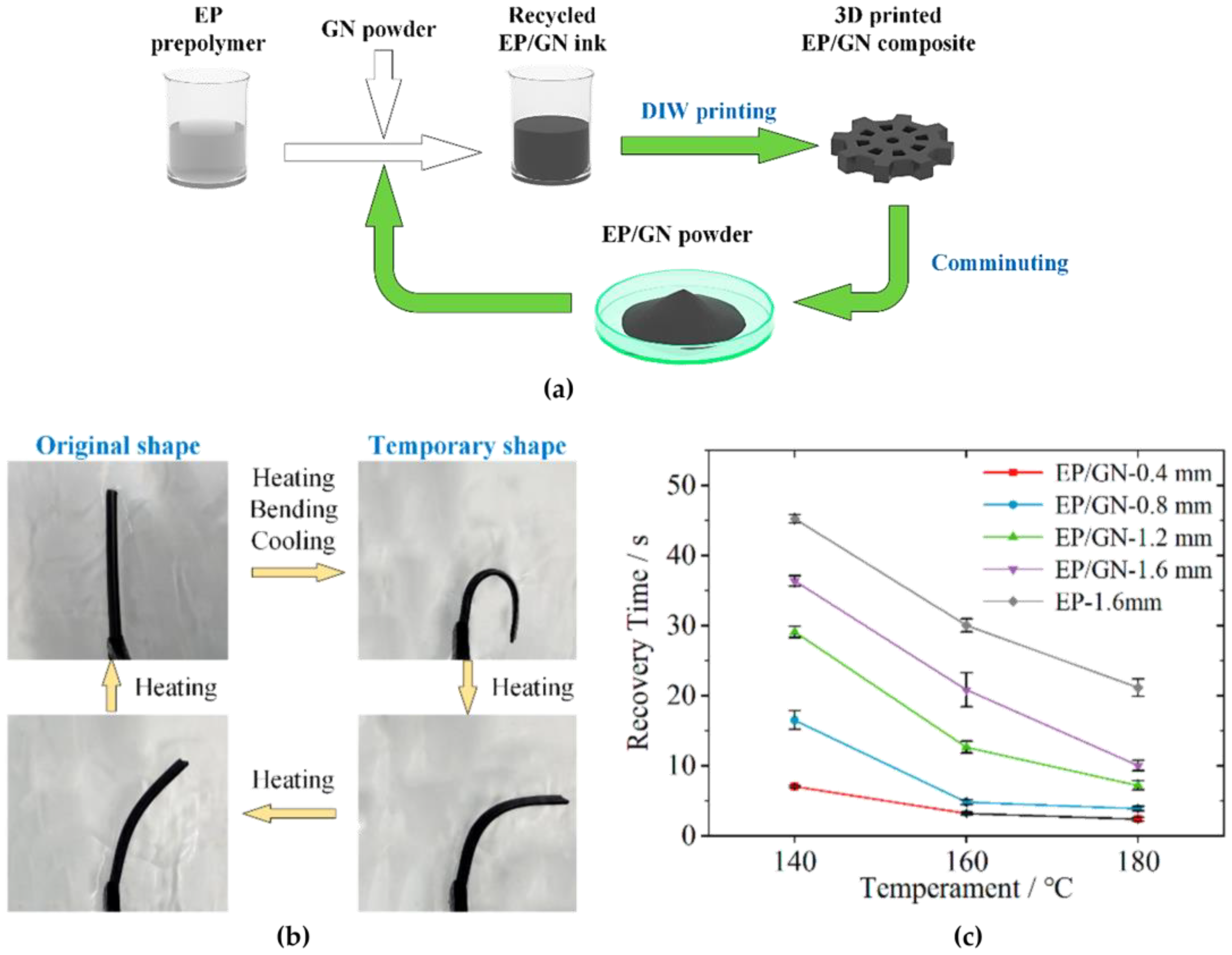
- Chi, H.; Lin, Z.; Chen, Y.; Zheng, R.; Qiu, H.; Hu, X.; Bai, H. Three-Dimensional Printing and Recycling of Multifunctional Composite Material Based on Commercial Epoxy Resin and Graphene Nanoplatelet. ACS Appl. Mater. Interfaces 2022, 14, 13758–13767. [Google Scholar] [CrossRef]
- Idowu, A.; Thomas, T.; Boesl, B.; Agarwal, A. Cryo-Assisted Extrusion 3D Printing of Shape Memory Polymer-Graphene Composites. J. Manuf. Sci. Eng. 2022, 145, 1–17. [Google Scholar] [CrossRef]
- Bodkhe, S.; Ermanni, P. 3D Printing of Multifunctional Materials for Sensing and Actuation: Merging Piezoelectricity with Shape Memory. Eur. Polym. J. 2020, 132, 109738. [Google Scholar] [CrossRef]
- Wan, X.; Luo, L.; Liu, Y.; Leng, J. Direct Ink Writing Based 4D Printing of Materials and Their Applications. Adv. Sci. 2020, 7, 2001000. [Google Scholar] [CrossRef]
- Compton, B.G.; Hmeidat, N.S.; Pack, R.C.; Heres, M.F.; Sangoro, J.R. Electrical and Mechanical Properties of 3D-Printed Graphene-Reinforced Epoxy. JOM 2018, 70, 292–297. [Google Scholar] [CrossRef]
- Lewicki, J.P.; Rodriguez, J.N.; Zhu, C.; Worsley, M.A.; Wu, A.S.; Kanarska, Y.; Horn, J.D.; Duoss, E.B.; Ortega, J.M.; Elmer, W.; et al. 3D-Printing of Meso-Structurally Ordered Carbon Fiber/Polymer Composites with Unprecedented Orthotropic Physical Properties. Sci. Rep. 2017, 7, 43401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rodriguez, J.N.; Zhu, C.; Duoss, E.B.; Wilson, T.S.; Spadaccini, C.M.; Lewicki, J.P. Shape-Morphing Composites with Designed Micro-Architectures. Sci. Rep. 2016, 6, 27933. [Google Scholar] [CrossRef] [Green Version]
- Pandey, H.; Mohol, S.S.; Kandi, R. 4D Printing of Tracheal Scaffold Using Shape-Memory Polymer Composite. Mater. Lett. 2022, 329, 133238. [Google Scholar] [CrossRef]
- Wan, X.; Wei, H.; Zhang, F.-H.; Liu, Y.; Leng, J. 3D Printing of Shape Memory Poly(d,l-Lactide-Co-Trimethylene Carbonate) by Direct Ink Writing for Shape-Changing Structures. J. Appl. Polym. Sci. 2019, 136, 48177. [Google Scholar] [CrossRef]
- Wang, Y.J.; Jeng, U.S.; Hsu, S.H. Biodegradable Water-Based Polyurethane Shape Memory Elastomers for Bone Tissue Engineering. ACS Biomater. Sci. Eng. 2018, 4, 1397–1406. [Google Scholar] [CrossRef]
- Yamagishi, K.; Zhou, W.; Ching, T.; Huang, S.Y.; Hashimoto, M. Ultra-Deformable and Tissue-Adhesive Liquid Metal Antennas with High Wireless Powering Efficiency. Adv. Mater. 2021, 33, 2008062. [Google Scholar] [CrossRef]
- Park, Y.; Yun, I.; Chung, W.G.; Park, W.; Lee, D.H.; Park, J. High-Resolution 3D Printing for Electronics. Adv. Sci. 2022, 9, 2104623. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.; Gao, M.; Bai, L.; Zheng, H.; Qi, H.J.; Zhou, K. Recent Advances in 4D Printing of Liquid Crystal Elastomers. Adv. Mater. 2022, 9, 2209566. [Google Scholar] [CrossRef]
- Del Pozo, M.; Sol, J.A.H.P.; Schenning, A.P.H.J.; Debije, M.G. 4D Printing of Liquid Crystals: What’s Right for Me? Adv. Mater. 2022, 34, 2104390. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Y.Y.; Jiang, Z.C.; Hou, J.B.; Chen, X.S.; Zhao, Y. Electrically Driven Liquid Crystal Network Actuators. Soft Matter 2022, 18, 4850–4867. [Google Scholar] [CrossRef]
- Liu, K.; Hacker, F.; Daraio, C. Robotic Surfaces with Reversible, Spatiotemporal Control for Shape Morphing and Object Manipulation. Sci. Robot. 2021, 6, eabf5116. [Google Scholar] [CrossRef] [PubMed]
- Roach, D.J.; Sun, X.; Peng, X.; Demoly, F.; Zhou, K.; Qi, H.J. 4D Printed Multifunctional Composites with Cooling-Rate Mediated Tunable Shape Morphing. Adv. Funct. Mater. 2022, 32, 2203236. [Google Scholar] [CrossRef]
- Wang, C.; Sim, K.; Chen, J.; Kim, H.; Rao, Z.; Li, Y.; Chen, W.; Song, J.; Verduzco, R.; Yu, C. Soft Ultrathin Electronics Innervated Adaptive Fully Soft Robots. Adv. Mater. 2018, 30, 1870087. [Google Scholar] [CrossRef] [Green Version]
- Long, F.; Xu, G.; Wang, J.; Ren, Y.; Cheng, Y. Variable Stiffness Conductive Composites by 4D Printing Dual Materials Alternately. Micromachines 2022, 13, 1343. [Google Scholar] [CrossRef]
- Kotikian, A.; Truby, R.L.; Boley, J.W.; White, T.J.; Lewis, J.A. 3D Printing of Liquid Crystal Elastomeric Actuators with Spatially Programed Nematic Order. Adv. Mater. 2018, 30, 1706164. [Google Scholar] [CrossRef] [PubMed]
- Kotikian, A.; McMahan, C.; Davidson, E.C.; Muhammad, J.M.; Weeks, R.D.; Daraio, C.; Lewis, J.A. Untethered Soft Robotic Matter with Passive Control of Shape Morphing and Propulsion. Sci. Robot. 2019, 4. [Google Scholar] [CrossRef]
- Mistry, D.; Traugutt, N.A.; Sanborn, B.; Volpe, R.H.; Chatham, L.S.; Zhou, R.; Song, B.; Yu, K.; Long, K.N.; Yakacki, C.M. Soft Elasticity Optimises Dissipation in 3D-Printed Liquid Crystal Elastomers. Nat. Commun. 2021, 12, 1–10. [Google Scholar] [CrossRef]
- Dumanli, A.G.; Savin, T. Recent Advances in the Biomimicry of Structural Colours. Chem. Soc. Rev. 2016, 45, 6698–6724. [Google Scholar] [CrossRef] [Green Version]
- Scarangella, A.; Soldan, V.; Mitov, M. Biomimetic Design of Iridescent Insect Cuticles with Tailored, Self-Organized Cholesteric Patterns. Nat. Commun. 2020, 11, 4108. [Google Scholar] [CrossRef]
- López-Valdeolivas, M.; Liu, D.; Broer, D.J.; Sánchez-Somolinos, C. 4D Printed Actuators with Soft-Robotic Functions. Macromol. Rapid Commun. 2018, 39, 1700710. [Google Scholar] [CrossRef]
- Kamal, A.; Ashmawy, M.; Algazzar, A.M.; Elsheikh, A.H. Fabrication Techniques of Polymeric Nanocomposites: A Comprehensive Review. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 4843–4861. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, J.; Senthil, T.; Wu, L. Mechanical and Thermal Properties of ABS/Montmorillonite Nanocomposites for Fused Deposition Modeling 3D Printing. Mater. Des. 2016, 102, 276–283. [Google Scholar] [CrossRef]
- Alsaadi, M.; Younus, B.; Erklig, A.; Bulut, M.; Bozkurt, O.; Sulaiman, B. Effect of Graphene Nano-Platelets on Mechanical and Impact Characteristics of Carbon/Kevlar Reinforced Epoxy Hybrid Nanocomposites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7139–7151. [Google Scholar] [CrossRef]
- Pollack, S.; Venkatesh, C.; Neff, M.; Healy, A.V.; Hu, G.; Fuenmayor, E.A.; Lyons, J.G.; Major, I.; Devine, D.M. Polymer-Based Additive Manufacturing: Historical Developments, Process Types and Material Considerations. In Polymer-Based Additive Manufacturing; Springer International Publishing: Cham, Switzerland, 2019; pp. 1–22. [Google Scholar]
- Singh, P.; Srivastava, S.; Singh, S.K. Nanosilica: Recent Progress in Synthesis, Functionalization, Biocompatibility, and Biomedical Applications. ACS Biomater. Sci. Eng. 2019, 5, 4882–4898. [Google Scholar] [CrossRef]
- Shen, X.; Wang, Z.; Wu, Y.; Liu, X.; Kim, J.-K. Effect of Functionalization on Thermal Conductivities of Graphene/Epoxy Composites. Carbon 2016, 108, 412–422. [Google Scholar] [CrossRef]
- Naeem, M.; Kuan, H.-C.; Michelmore, A.; Meng, Q.; Qiu, A.; Aakyiir, M.; Losic, D.; Zhu, S.; Ma, J. A New Method for Preparation of Functionalized Graphene and Its Epoxy Nanocomposites. Compos. Part B Eng. 2020, 196, 108096. [Google Scholar] [CrossRef]
- Azlin, M.N.M.; Ilyas, R.A.; Zuhri, M.Y.M.; Sapuan, S.M.; Harussani, M.M.; Sharma, S.; Nordin, A.H.; Nurazzi, N.M.; Afiqah, A.N. 3D Printing and Shaping Polymers, Composites, and Nanocomposites: A Review. Polymers 2022, 14, 180. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent Developments in Polymers/Polymer Nanocomposites for Additive Manufacturing. Prog. Mater. Sci. 2020, 111, 1–10. [Google Scholar] [CrossRef]
- Sliozberg, Y.R.; Kröger, M.; Henry, T.C.; Datta, S.; Lawrence, B.D.; Hall, A.J.; Chattopadhyay, A. Computational Design of Shape Memory Polymer Nanocomposites. Polymer 2021, 217, 123476. [Google Scholar] [CrossRef]
- Weng, Z.; Zhou, Y.; Lin, W.; Senthil, T.; Wu, L. Structure-Property Relationship of Nano Enhanced Stereolithography Resin for Desktop SLA 3D Printer. Compos. Part A Appl. Sci. Manuf. 2016, 88, 234–242. [Google Scholar] [CrossRef]
- Zhang, C.; Cui, Y.; Li, J.; Jiang, D. Nano-Sio2-Reinforced Ultraviolet-Curing Materials for Three-Dimensional Printing. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Gurr, M.; Hofmann, D.; Ehm, M.; Thomann, Y.; Kubier, R.; Mülhaupt, R. Acrylic Nanocomposite Resins for Use in Stereolithography and Structural Light Modulation Based Rapid Prototyping and Rapid Manufacturing Technologies. Adv. Funct. Mater. 2008, 18, 2390–2397. [Google Scholar] [CrossRef]
- Chiu, S.H.; Wu, D.C. Preparation and Physical Properties of Photopolymer/SiO2 Nanocomposite for Rapid Prototyping System. J. Appl. Polym. Sci. 2008, 107, 3529–3534. [Google Scholar] [CrossRef]
- Cheng, Q.; Zheng, Y.; Wang, T.; Sun, D.; Lin, R. Yellow Resistant Photosensitive Resin for Digital Light Processing 3D Printing. J. Appl. Polym. Sci. 2020, 137, 48369. [Google Scholar] [CrossRef]
- Subramanian, A.S.; Peng, E.; Lau, W.C.; Goh, D.C.W.; Pramono, S.; Sriramulu, D.; Wu, Y.; Kobayashi, H.; Moo, J.G.S.; Su, P.C. Morphological Effects of Various Silica Nanostructures on the Mechanical Properties of Printed Parts in Digital Light Projection 3D Printing. ACS Appl. Nano Mater. 2021, 4, 4522–4531. [Google Scholar] [CrossRef]
- Zhou, L.Y.; Gao, Q.; Fu, J.Z.; Chen, Q.Y.; Zhu, J.P.; Sun, Y.; He, Y. Multimaterial 3D Printing of Highly Stretchable Silicone Elastomers. ACS Appl. Mater. Interfaces 2019, 11, 23573–23583. [Google Scholar] [CrossRef]
- Chen, C.; Justice, R.S.; Schaefer, D.W.; Baur, J.W. Highly Dispersed Nanosilica–Epoxy Resins with Enhanced Mechanical Properties. Polymer 2008, 49, 3805–3815. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, H.; Zhang, Z. Influence of Nanoparticles on the Interfacial Properties of Fiber-Reinforced-Epoxy Composites. Compos. Part A Appl. Sci. Manuf. 2017, 98, 1–8. [Google Scholar] [CrossRef]
- Alsaadi, M.; Bulut, M.; Erkliğ, A.; Jabbar, A. Nano-Silica Inclusion Effects on Mechanical and Dynamic Behavior of Fiber Reinforced Carbon/Kevlar with Epoxy Resin Hybrid Composites. Compos. Part B Eng. 2018, 152, 169–179. [Google Scholar] [CrossRef]
- Eng, H.; Maleksaeedi, S.; Yu, S.; Choong, Y.Y.C.; Wiria, F.E.; Tan, C.L.C.; Su, P.C.; Wei, J. 3D Stereolithography of Polymer Composites Reinforced with Orientated Nanoclay. Procedia Eng. 2017, 216, 1–7. [Google Scholar] [CrossRef]
- Hmeidat, N.S.; Kemp, J.W.; Compton, B.G. High-Strength Epoxy Nanocomposites for 3D Printing. Compos. Sci. Technol. 2018, 160, 9–20. [Google Scholar] [CrossRef]
- Alsaadi, M.; Erkliğ, A.; Abbas, M. Effect of Clay Nanoparticles on the Mechanical and Vibration Characteristics of Intraply Aramid/Carbon Fiber Reinforced Epoxy Composite. Polym. Compos. 2020, 41, 2704–2712. [Google Scholar] [CrossRef]
- Bulut, M.; Alsaadi, M.; Erkliğ, A. The Effects of Nanosilica and Nanoclay Particles Inclusions on Mode II Delamination, Thermal and Water Absorption of Intraply Woven Carbon/Aramid Hybrid Composites. Int. Polym. Process. 2020, 35, 367–375. [Google Scholar] [CrossRef]
- Mao, Y.; Ding, Z.; Yuan, C.; Ai, S.; Isakov, M.; Wu, J.; Wang, T.; Dunn, M.L.; Qi, H.J. 3D Printed Reversible Shape Changing Components with Stimuli Responsive Materials. Sci. Rep. 2016, 6, 24761. [Google Scholar] [CrossRef] [Green Version]
- Tran, T.S.; Balu, R.; Mettu, S.; Roy Choudhury, N.; Dutta, N.K. 4D Printing of Hydrogels: Innovation in Material Design and Emerging Smart Systems for Drug Delivery. Pharmaceuticals 2022, 15, 1282. [Google Scholar] [CrossRef]
- Anzar, N.; Hasan, R.; Tyagi, M.; Yadav, N.; Narang, J. Carbon Nanotube—A Review on Synthesis, Properties and Plethora of Applications in the Field of Biomedical Science. Sensors Int. 2020, 1, 100003. [Google Scholar] [CrossRef]
- Ma, P.-C.; Siddiqui, N.A.; Marom, G.; Kim, J.-K. Dispersion and Functionalization of Carbon Nanotubes for Polymer-Based Nanocomposites: A Review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, H.; Yang, X.; Zhang, T.; Zhu, K.; Si, W.; Liu, Z.; Sun, H. Additive Manufacturing of Carbon Nanotube-Photopolymer Composite Radar Absorbing Materials. Polym. Compos. 2018, 39, E671–E676. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.; Mahat, A.M.; Lee, C.L.; Aisyah, H.A.; et al. Fabrication, Functionalization, and Application of Carbon Nanotube-Reinforced Polymer Composite: An Overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Sahoo, S.; Wang, N.; Huczko, A. Graphene Research and Their Outputs: Status and Prospect. J. Sci. Adv. Mater. Devices 2020, 5, 10–29. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, K.; Dixit, A.R. A Review of the Mechanical and Thermal Properties of Graphene and Its Hybrid Polymer Nanocomposites for Structural Applications. J. Mater. Sci. 2019, 54, 5992–6026. [Google Scholar] [CrossRef]
- Huang, X.; Panahi-Sarmad, M.; Dong, K.; Li, R.; Chen, T.; Xiao, X. Tracing Evolutions in Electro-Activated Shape Memory Polymer Composites with 4D Printing Strategies: A Systematic Review. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106444. [Google Scholar] [CrossRef]
- Uysal, E.; Çakir, M.; Ekici, B. Graphene Oxide/Epoxy Acrylate Nanocomposite Production via SLA and Importance of Graphene Oxide Surface Modification for Mechanical Properties. Rapid Prototyp. J. 2021, 27, 682–691. [Google Scholar] [CrossRef]
- Wang, D.; Huang, X.; Li, J.; He, B.; Liu, Q.; Hu, L.; Jiang, G. 3D Printing of Graphene-Doped Target for “Matrix-Free” Laser Desorption/Ionization Mass Spectrometry. Chem. Commun. 2018, 54, 2723–2726. [Google Scholar] [CrossRef]
- Chowdhury, J.; Anirudh, P.V.; Karunakaran, C.; Rajmohan, V.; Mathew, A.T.; Koziol, K.; Alsanie, W.F.; Kannan, C.; Balan, A.S.S.; Thakur, V.K. 4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers. Polymers 2021, 13, 3660. [Google Scholar] [CrossRef]
- Kumar, S.; Hofmann, M.; Steinmann, B.; Foster, E.J.; Weder, C. Reinforcement of Stereolithographic Resins for Rapid Prototyping with Cellulose Nanocrystals. ACS Appl. Mater. Interfaces 2012, 4, 5399–5407. [Google Scholar] [CrossRef]
- Lee, D.; Kim, B.-Y.; Park, C.H.; Jeong, G.; Park, S.-D.; Yoo, M.J.; Yang, H.; Lee, W.S. Photocurable Three-Dimensional Printing Resin to Enable Laser-Assisted Selective Electroless Metallization for Customized Electronics. ACS Appl. Polym. Mater. 2021, 3, 4735–4745. [Google Scholar] [CrossRef]
- Krivec, M.; Roshanghias, A.; Abram, A.; Binder, A. Exploiting the Combination of 3D Polymer Printing and Inkjet Ag-Nanoparticle Printing for Advanced Packaging. Microelectron. Eng. 2017, 176, 1–5. [Google Scholar] [CrossRef]
- Ikram, H.; Al Rashid, A.; Koç, M. Synthesis, Characterization, and 3D Printing of Silver Nanoparticles/Photopolymer Resin Composites. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1248, 012003. [Google Scholar] [CrossRef]
- Zhao, J.; Li, Q.; Jin, F.; He, N. Digital Light Processing 3D Printing Kevlar Composites Based on Dual Curing Resin. Addit. Manuf. 2021, 41, 101962. [Google Scholar] [CrossRef]
- Invernizzi, M.; Natale, G.; Levi, M.; Turri, S.; Griffini, G. UV-Assisted 3D Printing of Glass and Carbon Fiber-Reinforced Dual-Cure Polymer Composites. Materials 2016, 9, 583. [Google Scholar] [CrossRef] [PubMed] [Green Version]
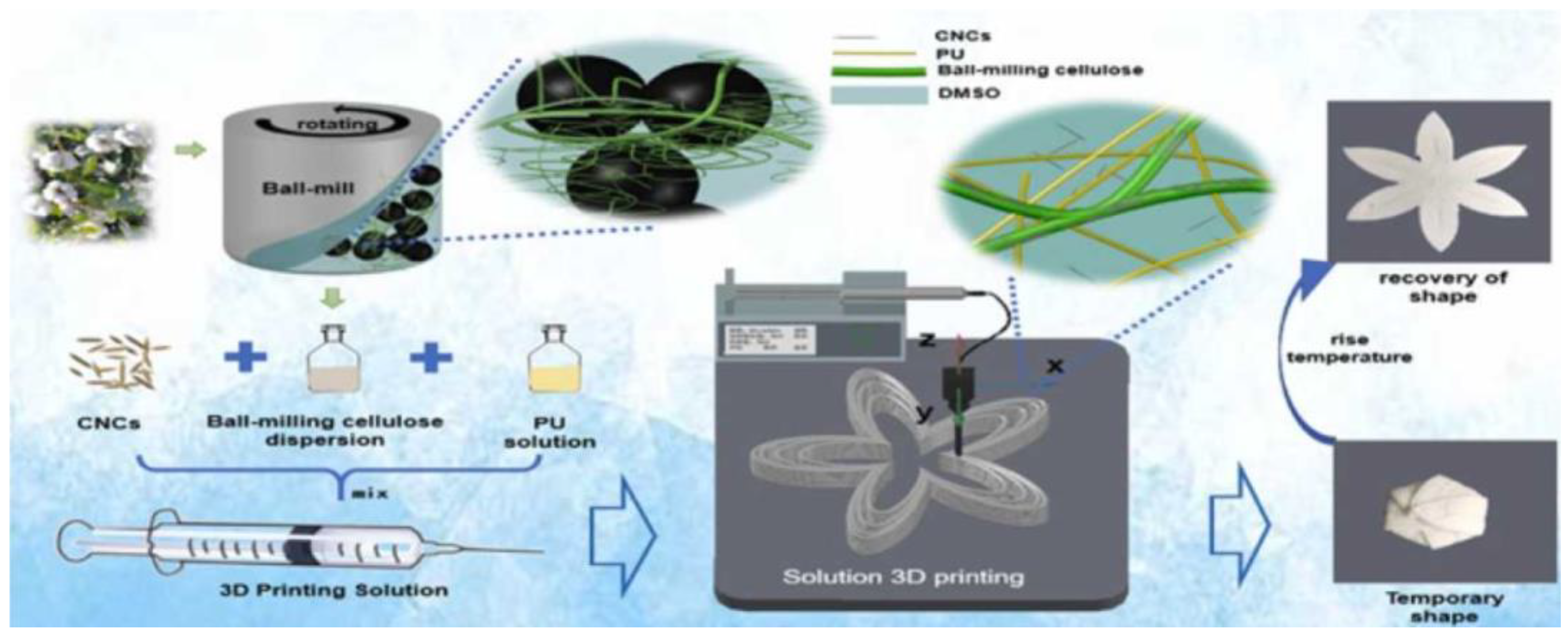
- Zhou, Y.; Wang, F.; Yang, Z.; Hu, X.; Pan, Y.; Lu, Y.; Jiang, M. 3D Printing of Polyurethane/Nanocellulose Shape Memory Composites with Tunable Glass Transition Temperature. Ind. Crops Prod. 2022, 182, 114831. [Google Scholar] [CrossRef]


























| Nanoparticle | Content | Base Resin | Method | Improvement |
|---|---|---|---|---|
| Nanosilica | 8 and 10 wt% | Epoxy and short carbon fibre | DIW | Good shape retention, shape recovery and high storage modulus [189]. |
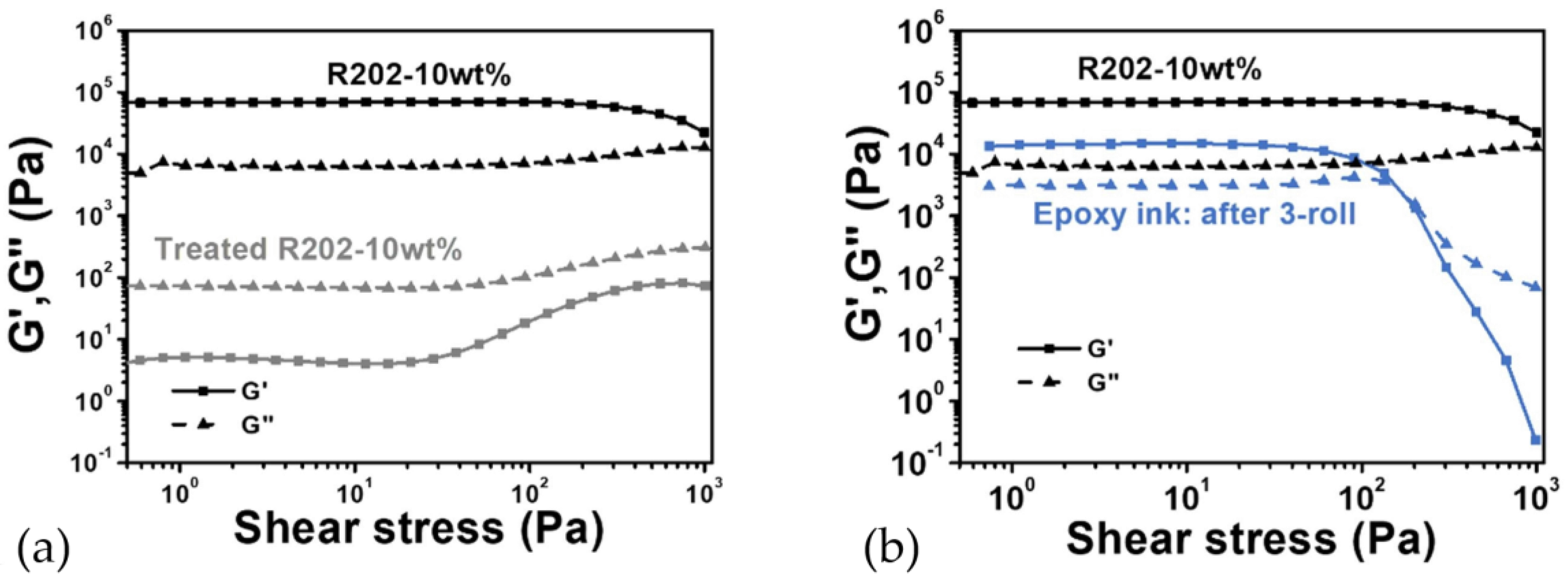
| Nanosilica | 7, 10 and 13 wt% | Epoxy/polybutadiene rubber | DIW (Hyrel 3D hydra 16), then thermal curing | Improved toughness, strain at break, shape recovery and thermomechanical cycle [11]. |
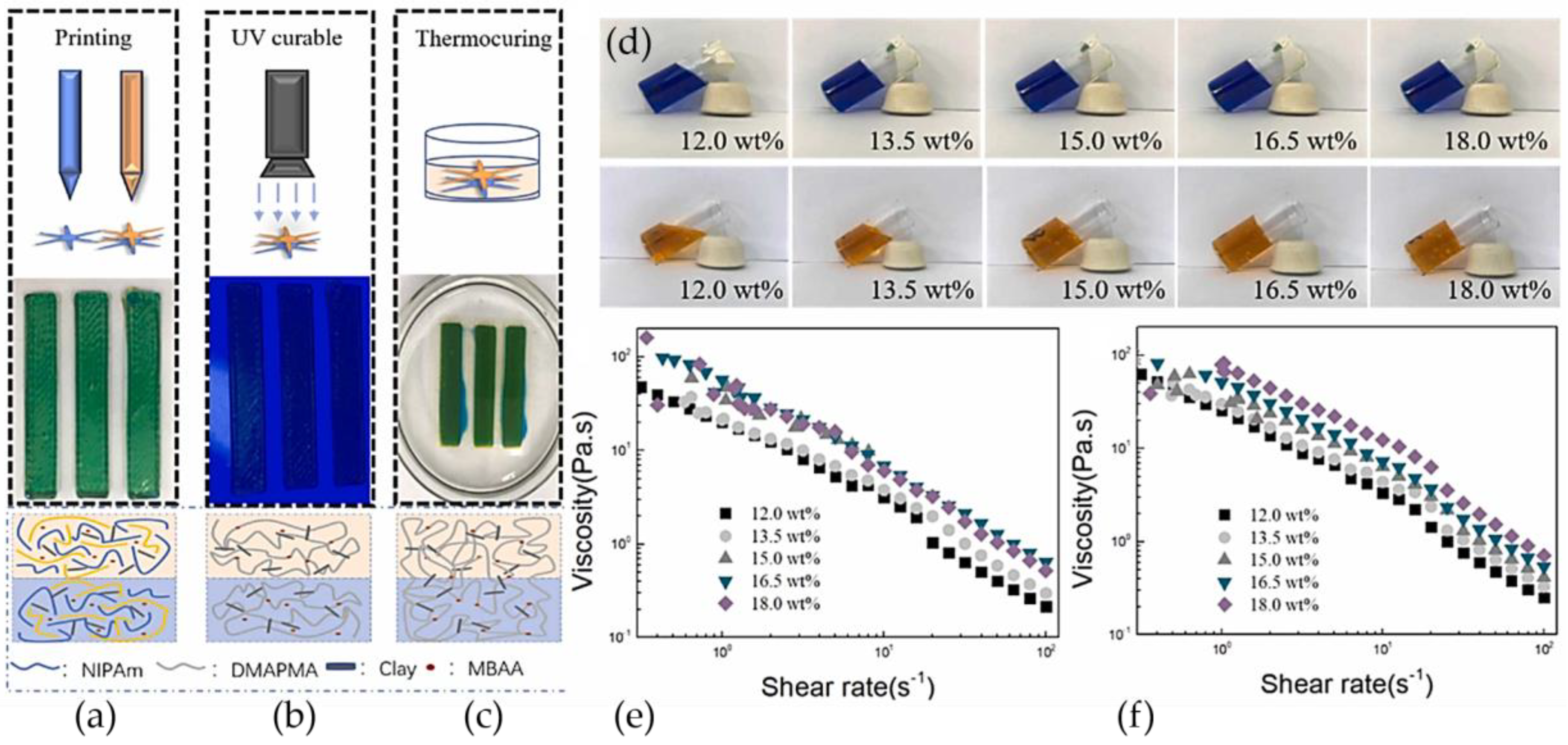
| Nanoclay | 12.0, 13.5, 15.0, 16.5 and 18.0 wt% | Hydrogel mixture with TPO as UV initiator | Homemade DIW, then 425 nm UV source | Smart hydrogels and shape-changing memory polymers [145]. |
| Nanoclay | 25 wt% | Polyimide/methacrylate | DIW with UV- assist | Improve shape fixity, shape recovery and mechanical properties [190]. |
| Graphene nanoplatelet | 5.0, 7.5, 10.0, and 12.5 wt% | Commercial bisphenol epoxy | DIW | Increasing thermal and electrical conductivity and improving thermo-induced shape memory performance [191]. |
| Graphene nanoplatelet | 0.1, 0.2, and 0.3 wt% | Epoxy-based SMP | DIW with cryo-system-assisted | Shape recovery, storage modulus, loss tangent, tensile strength and elastic modulus are increased [192]. |
| Barium titanate | 0, 10, 20 and 30 wt% | Polylactic acid (PLA)-based and short carbon fibre | DIW | Good shape memory and sensing capabilities, with the robust sensor capable of withstanding temperatures ranging from 23 °C to 100 °C [193]. |
| Sample | CNT (wt%) | Direct Heating | Joule Heating | ||||
|---|---|---|---|---|---|---|---|
| Rf (%) | Rr (%) | tr (min) | Rf (%) | Rr (%) | tr (min) | ||
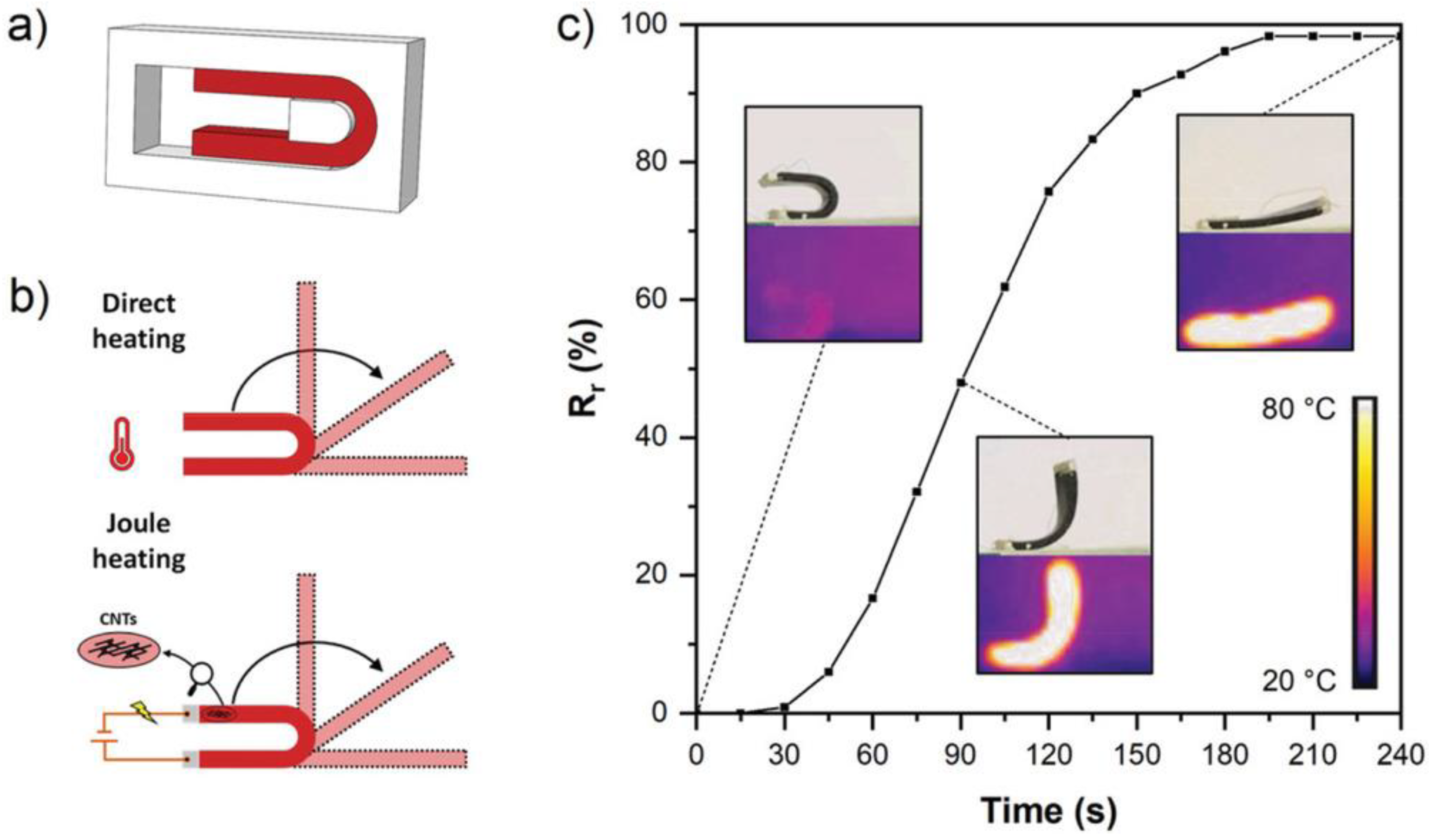
| S0 | - | ≈100 | 99.1 | 7.7 | - | - | - |
| S0.1 | 0.1 | ≈100 | 99.3 | 5.4 | - | - | - |
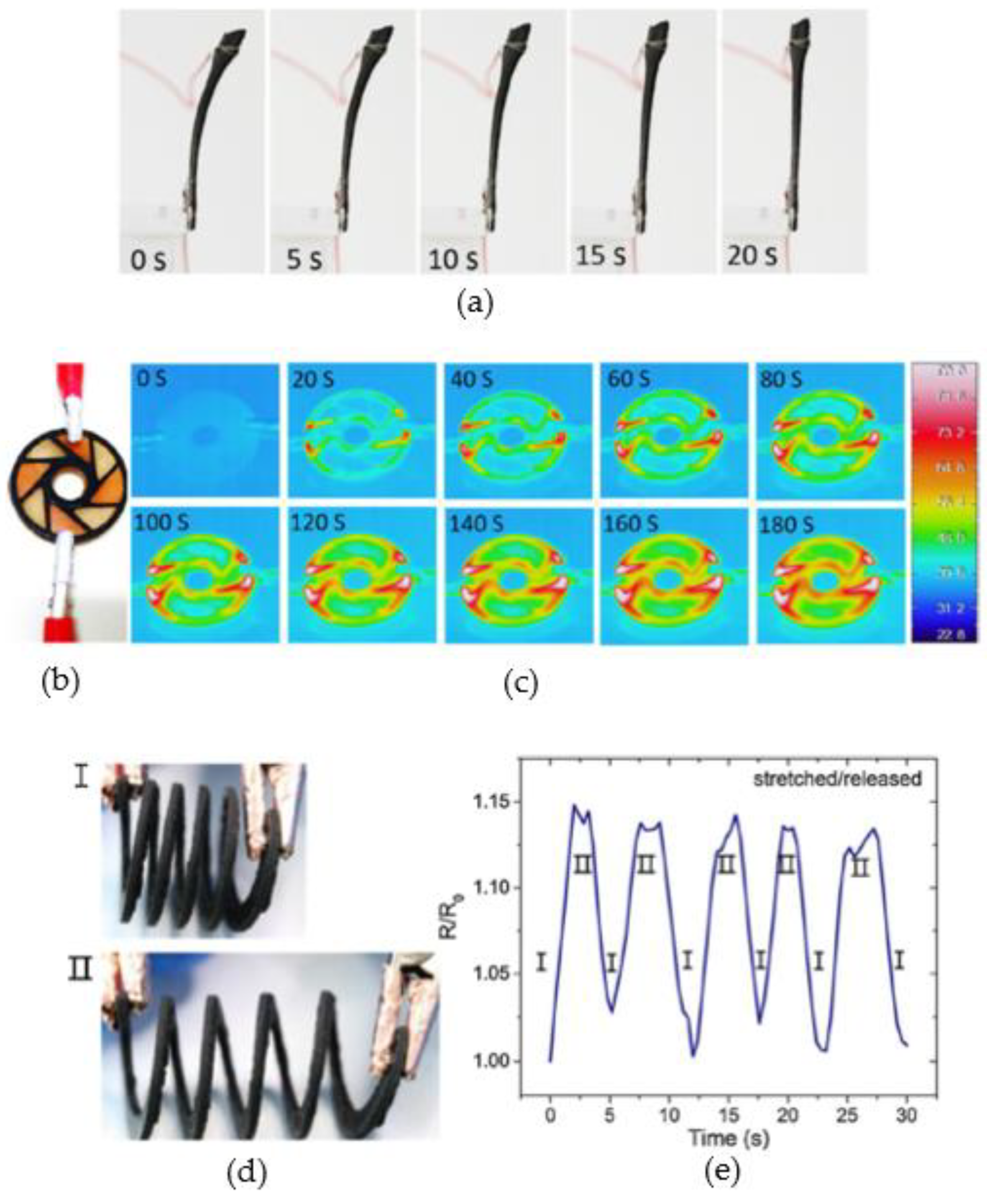
| S0.3 | 0.3 | ≈100 | 98.3 | 5.5 | ≈100 | 98.7 | 3.4 |
| S0.5 | 0.5 | ≈100 | 95.3 | 6.2 | ≈100 | 96.3 | 3.6 |
| Experiment No. | Sample | CNCs: BMC (in Weight) | Rf (%) | Rr (%) |
|---|---|---|---|---|
| 1 | PU | - | 97.7 ± 0.8 | 96.9 ± 3.0 |
| 2 | PU-1B | 0.0: 1.0 | 98.1 ± 0.6 | 97.8 ± 2.0 |
| 3 | PU-0.1C1B | 0.1: 1.0 | 97.7 ± 0.1 | 99.7 ± 0.1 |
| 4 | PU-0.3C1B | 0.3: 1.0 | 98.1 ± 0.4 | 97.2 ± 0.2 |
| 5 | PU-0.5C1B | 0.5: 1.0 | 99.2 ± 0.6 | 98.9 ± 0.3 |
| 6 | PU-1C1B | 1.0: 1.0 | 99.4 ± 0.5 | 98.8 ± 0.4 |
| 7 | PU-3C1B | 3.0: 1.0 | 99.3 ± 0.8 | 99.4 ± 0.3 |
| 8 | PU-5C1B | 5.0: 1.0 | 99.7 ± 0.1 | 99.7 ± 1.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alsaadi, M.; Hinchy, E.P.; McCarthy, C.T.; Moritz, V.F.; Zhuo, S.; Fuenmayor, E.; Devine, D.M. Liquid-Based 4D Printing of Shape Memory Nanocomposites: A Review. J. Manuf. Mater. Process. 2023, 7, 35. https://doi.org/10.3390/jmmp7010035
Alsaadi M, Hinchy EP, McCarthy CT, Moritz VF, Zhuo S, Fuenmayor E, Devine DM. Liquid-Based 4D Printing of Shape Memory Nanocomposites: A Review. Journal of Manufacturing and Materials Processing. 2023; 7(1):35. https://doi.org/10.3390/jmmp7010035
Chicago/Turabian StyleAlsaadi, Mohamad, Eoin P. Hinchy, Conor T. McCarthy, Vicente F. Moritz, Shuo Zhuo, Evert Fuenmayor, and Declan M. Devine. 2023. "Liquid-Based 4D Printing of Shape Memory Nanocomposites: A Review" Journal of Manufacturing and Materials Processing 7, no. 1: 35. https://doi.org/10.3390/jmmp7010035