

Three-Body Abrasive Wear-Resistance Characteristics of a 27Cr-Based 3V-3Mo-3W-3Co Multicomponent White Cast Iron with Different Ti Additions

Abstract
:1. Introduction
2. Materials and Methods
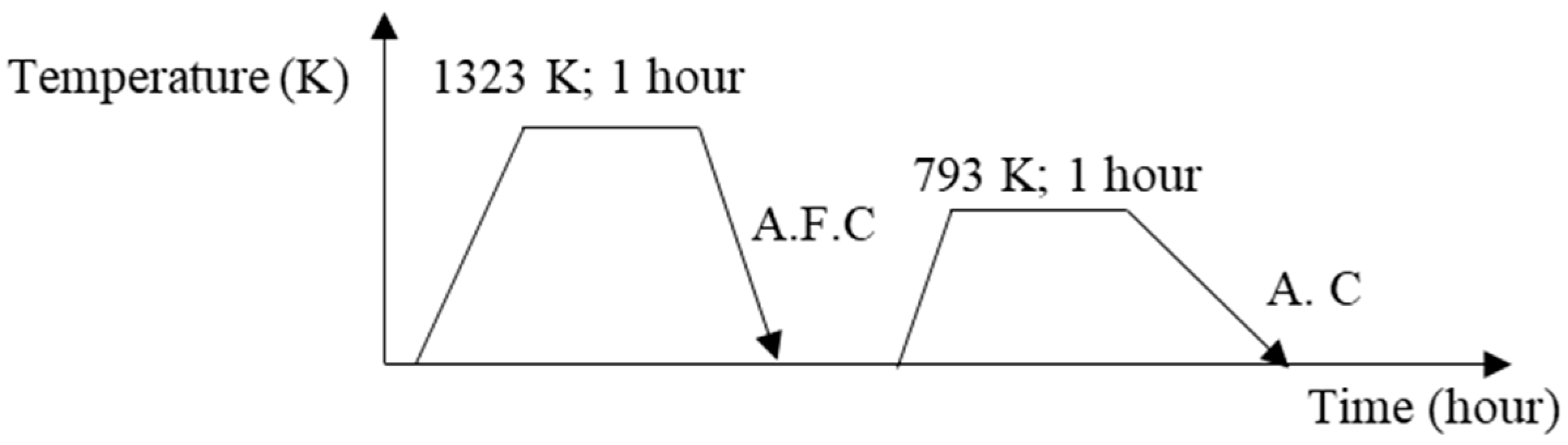
2.1. Material Preparation
2.2. Metallographic Analysis and Hardness Measurement
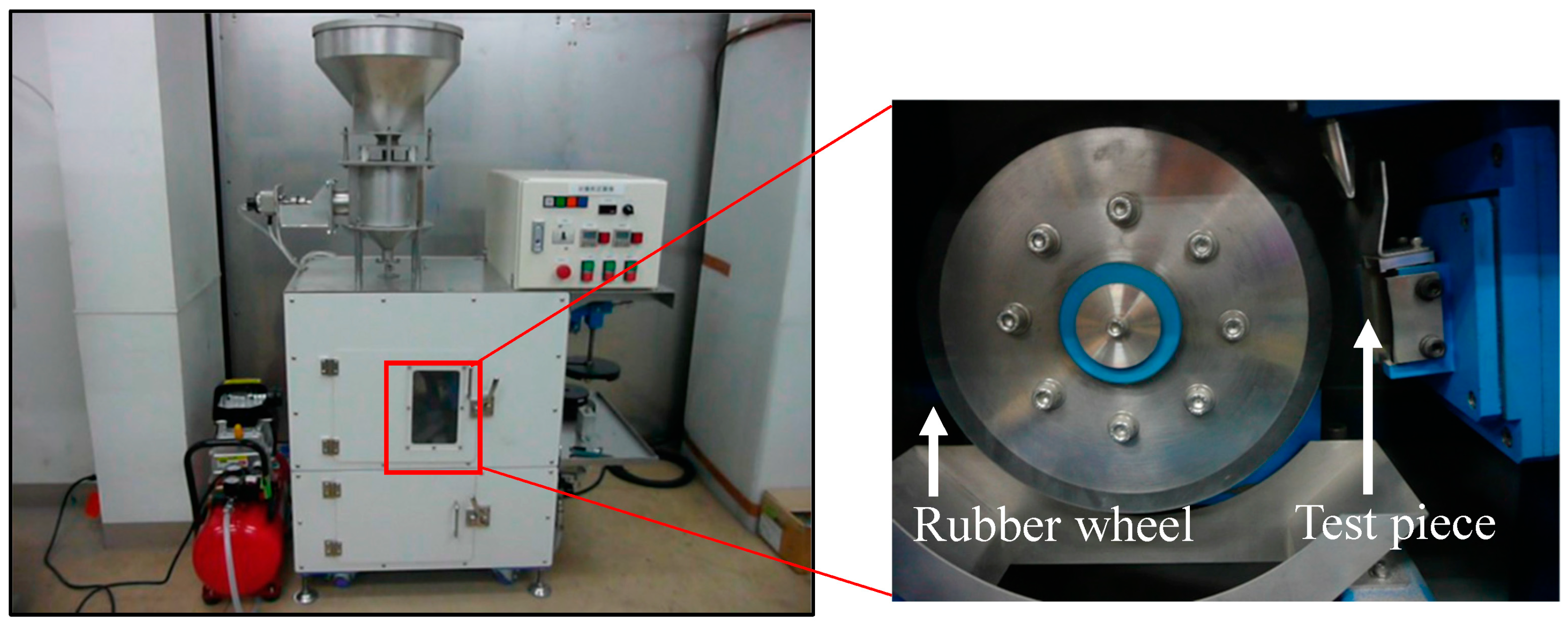
2.3. Three-Body Abrasive Wear Test
3. Results and Discussion
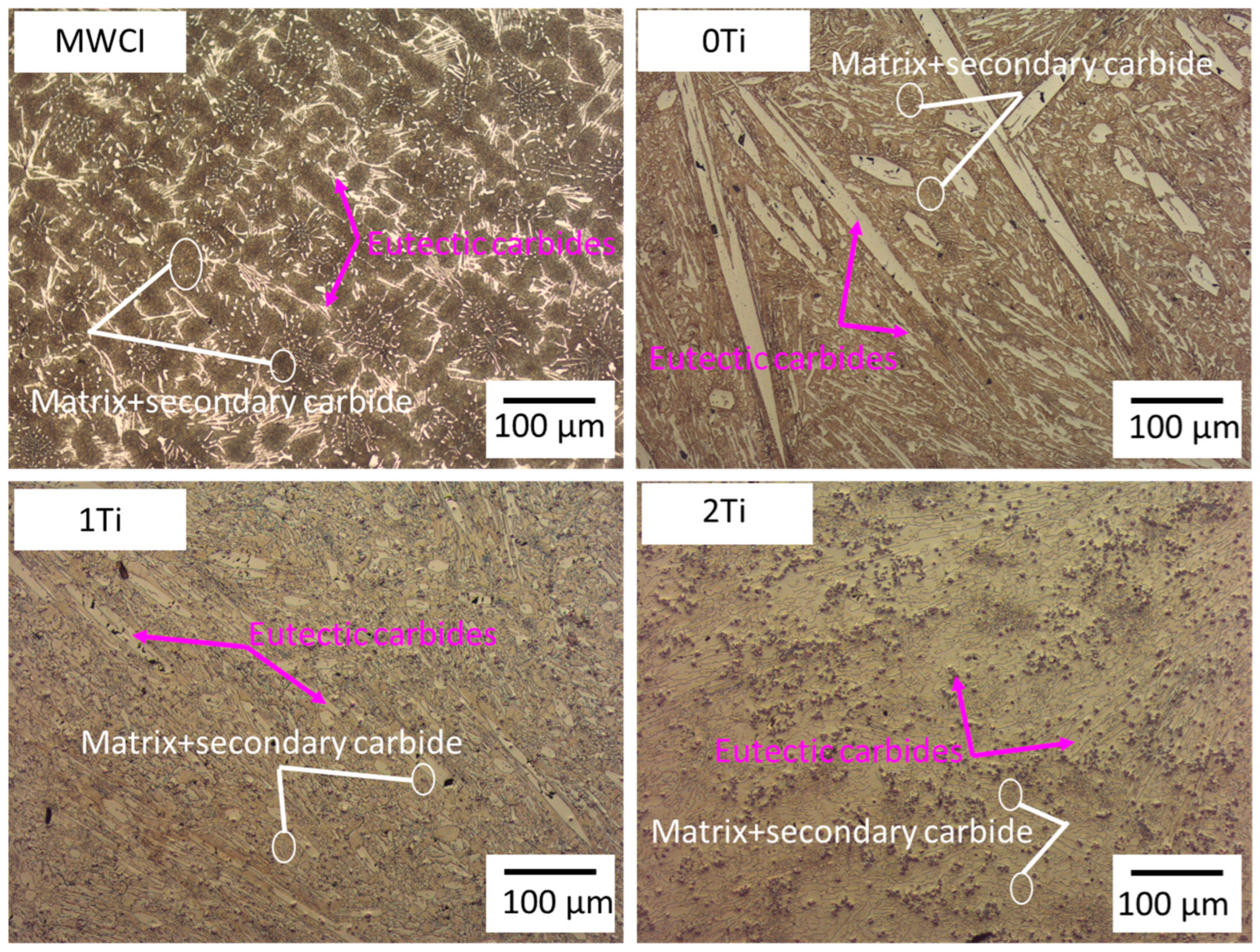
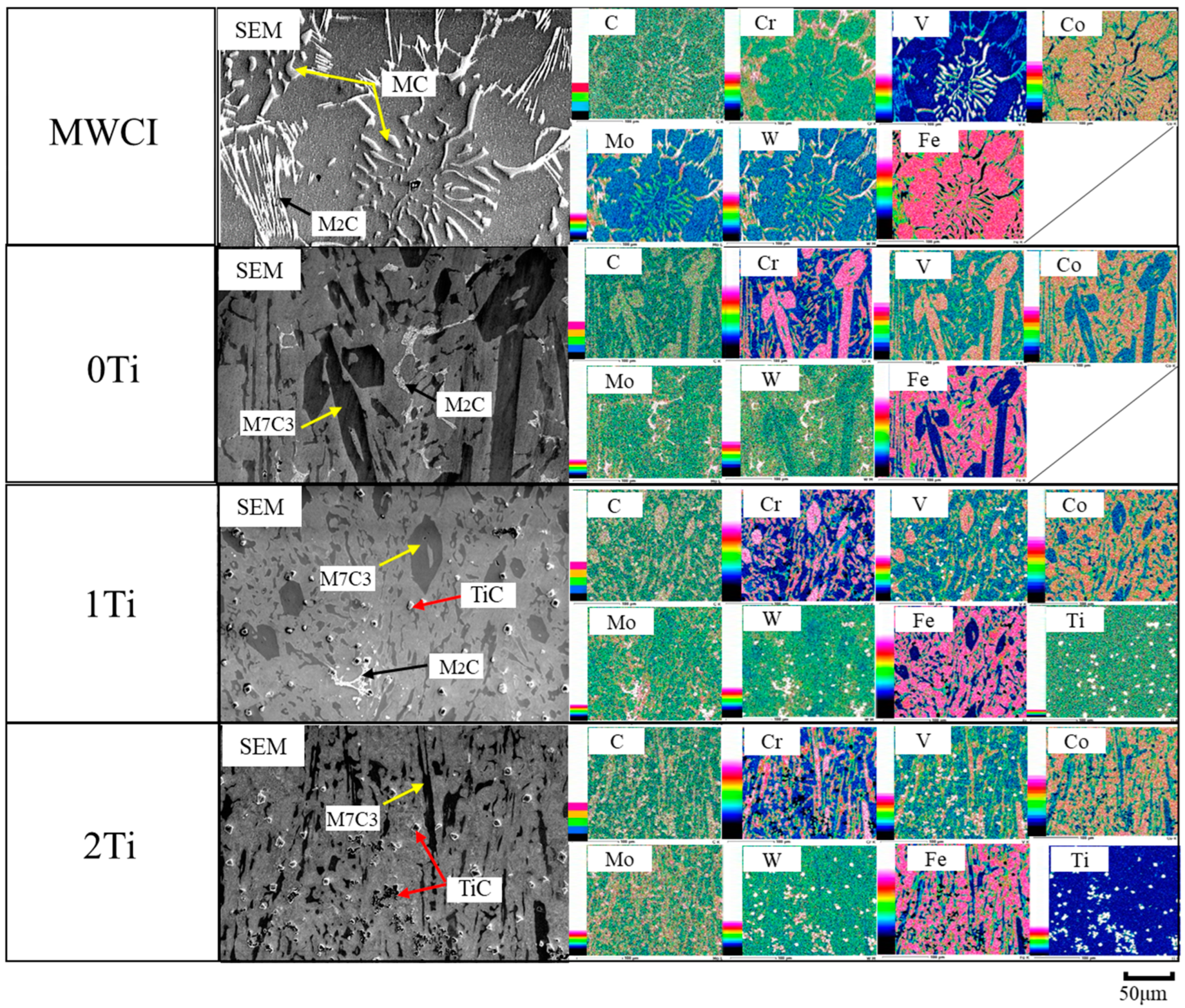
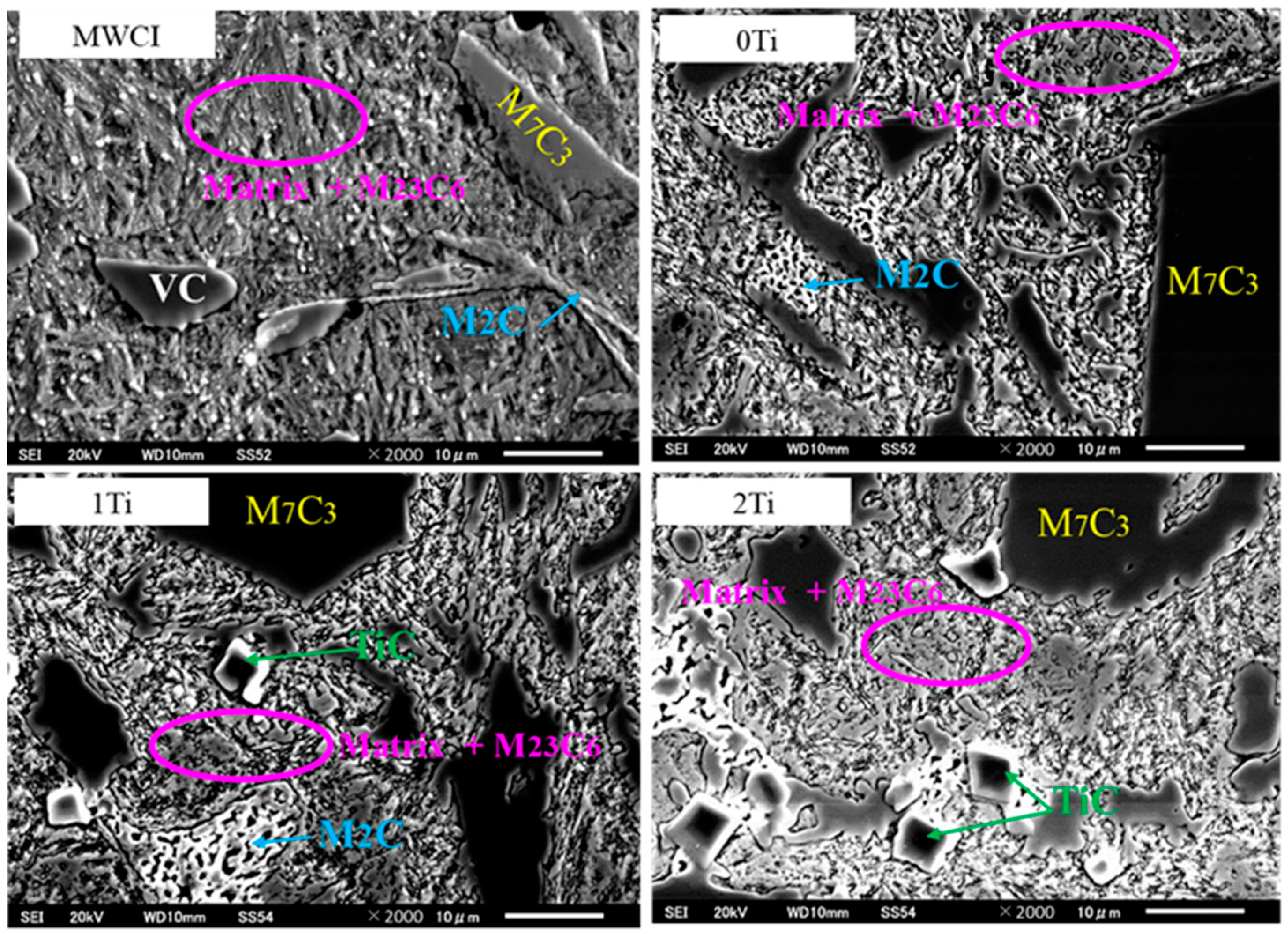
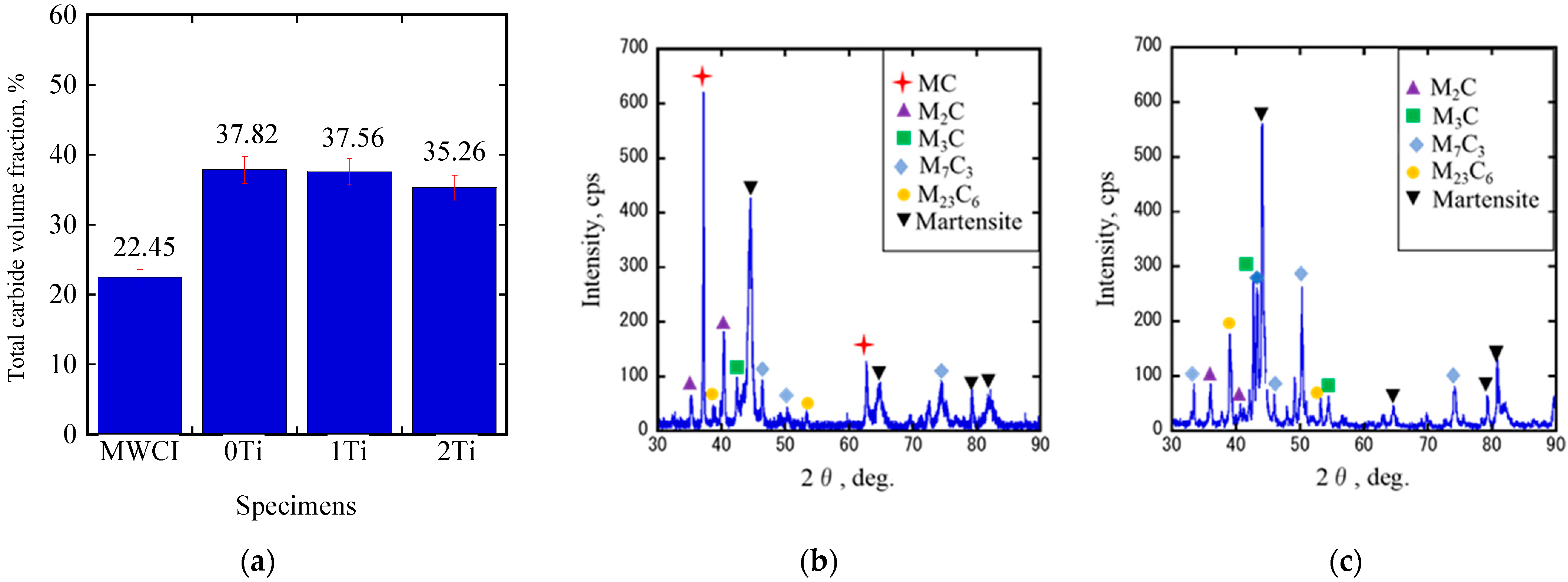
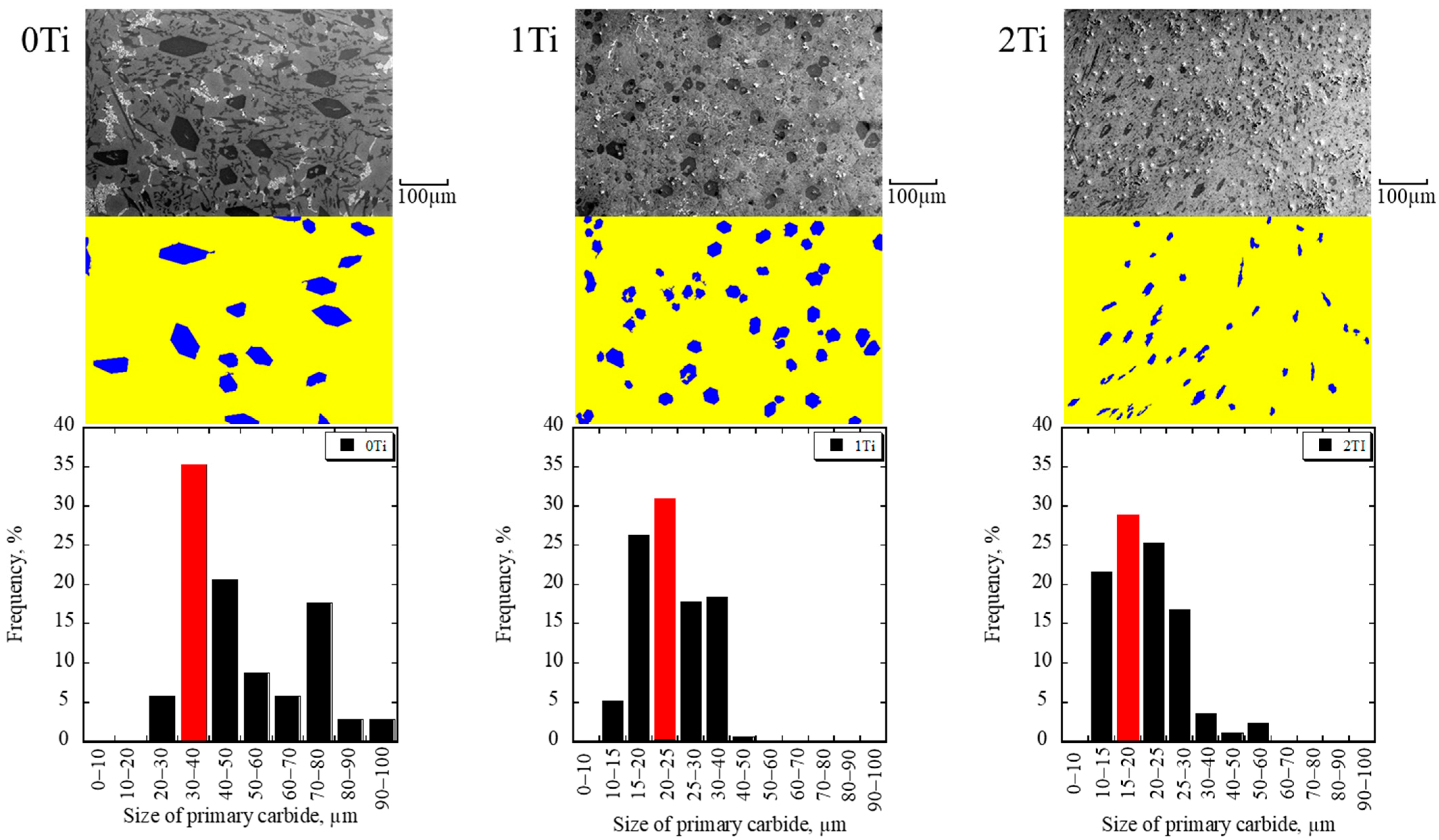
3.1. Microstructure Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Carbide Type | Carbide Compound | Shape | Crystal Structure | Hardness [14,30,32] |
|---|---|---|---|---|---|
| MWCI | MC | (Fe0.57V0.43)C1.01 | Globular | FCC | 2800 HV |
| M2C | (Fe1.10Mo0.40W0.50)C1.05 | Fiber-like | Hexagonal | 2300 HV | |
| M7C3 | - | Fiber-like | - | 1600 HV | |
| M23C6 | (Fe18.40Cr3.01V0.30Mo1.00W0.30)C6.07 | Fine-globular | FCC | 1000 HV | |
| 0Ti | MC | - | - | - | - |
| M2C | (Fe1.17Mo0.38W0.45)C1.00 | Fishbone-like | Hexagonal | 2300 HV | |
| M7C3 | (Fe2.90Cr3.50V0.60)C3.01 | Hexagonal rod-like/plate | Hexagonal | 1600–1800 HV | |
| M23C6 | (Fe18.34Cr3.11V0.50Mo1.00W0.05)C6.14 | Fine-globular | FCC | 1000 HV | |
| 1Ti | MC | (Fe0.29Ti0.71)C1.03 | Diamond | FCC | 3200 HV |
| M2C | (Fe1.33Mo0.21W0.46)C1.04 | Fishbone-like | Hexagonal | 2300 HV | |
| M7C3 | (Fe3.34Cr3.40V0.20)C2.87 | Hexagonal rod-like/plate | Hexagonal | 1600–1800 HV | |
| M23C6 | (Fe20.09Cr2.00V0.54Mo0.25W0.12)C6.01 | Fine-globular | FCC | 1000 HV | |
| 2Ti | MC | (Fe0.23Ti0.73V0.01Mo0.01W0.02)C0.95 | Diamond | FCC | 3200 HV |
| M2C | - | - | - | - | |
| M7C3 | (Fe4.27Cr2.72V0.01)C3.00 | Hexagonal rod-like/plate | Hexagonal | 1600–1800 HV | |
| M23C6 | (Fe20.45Cr2.18V0.31Mo0.03W0.03)C5.88 | Fine-globular | FCC | 1000 HV |
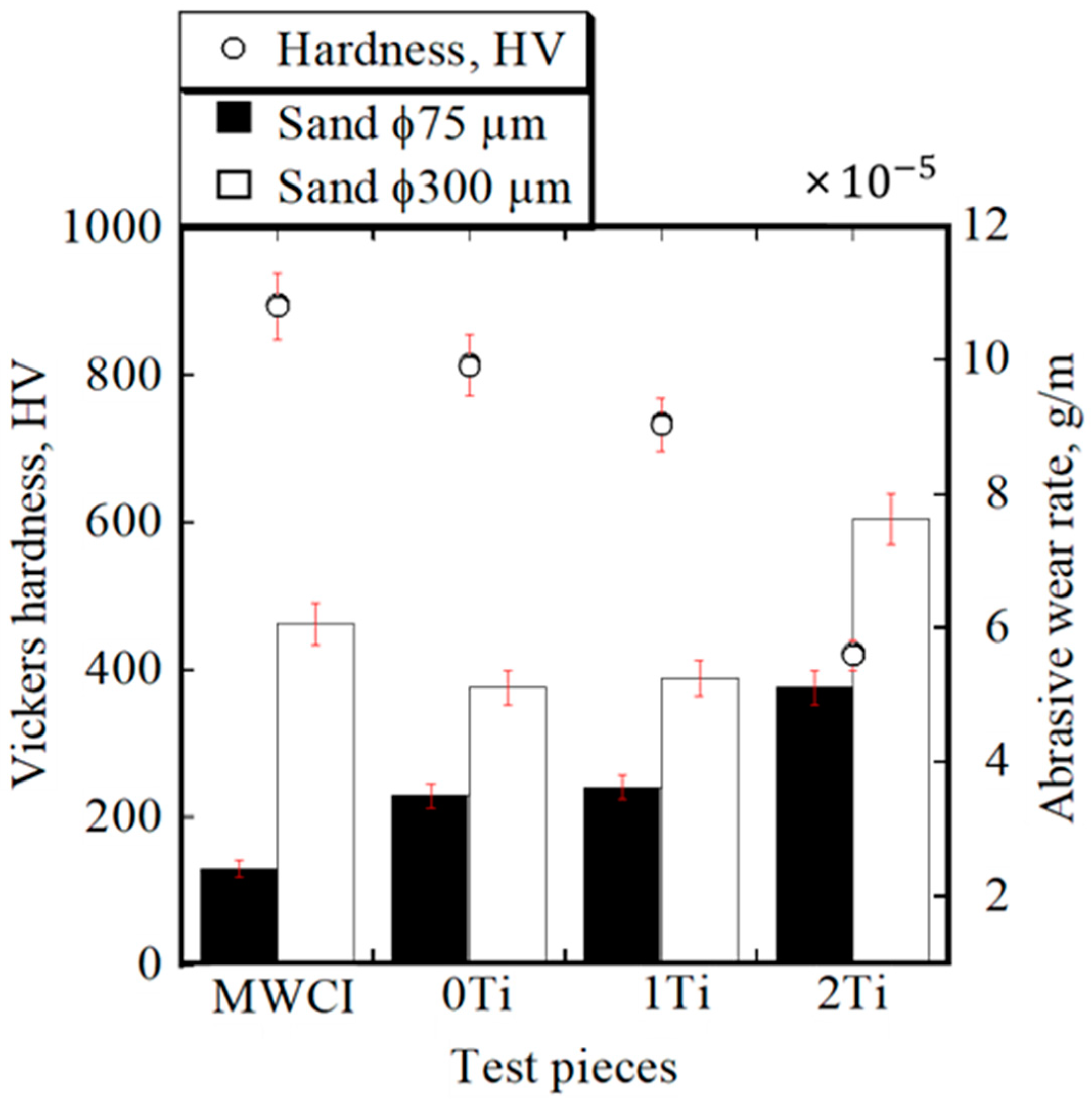
3.2. Vickers Hardness of Materials and Abrasive Wear Behavior
3.3. Abrasive Wear Mechanism
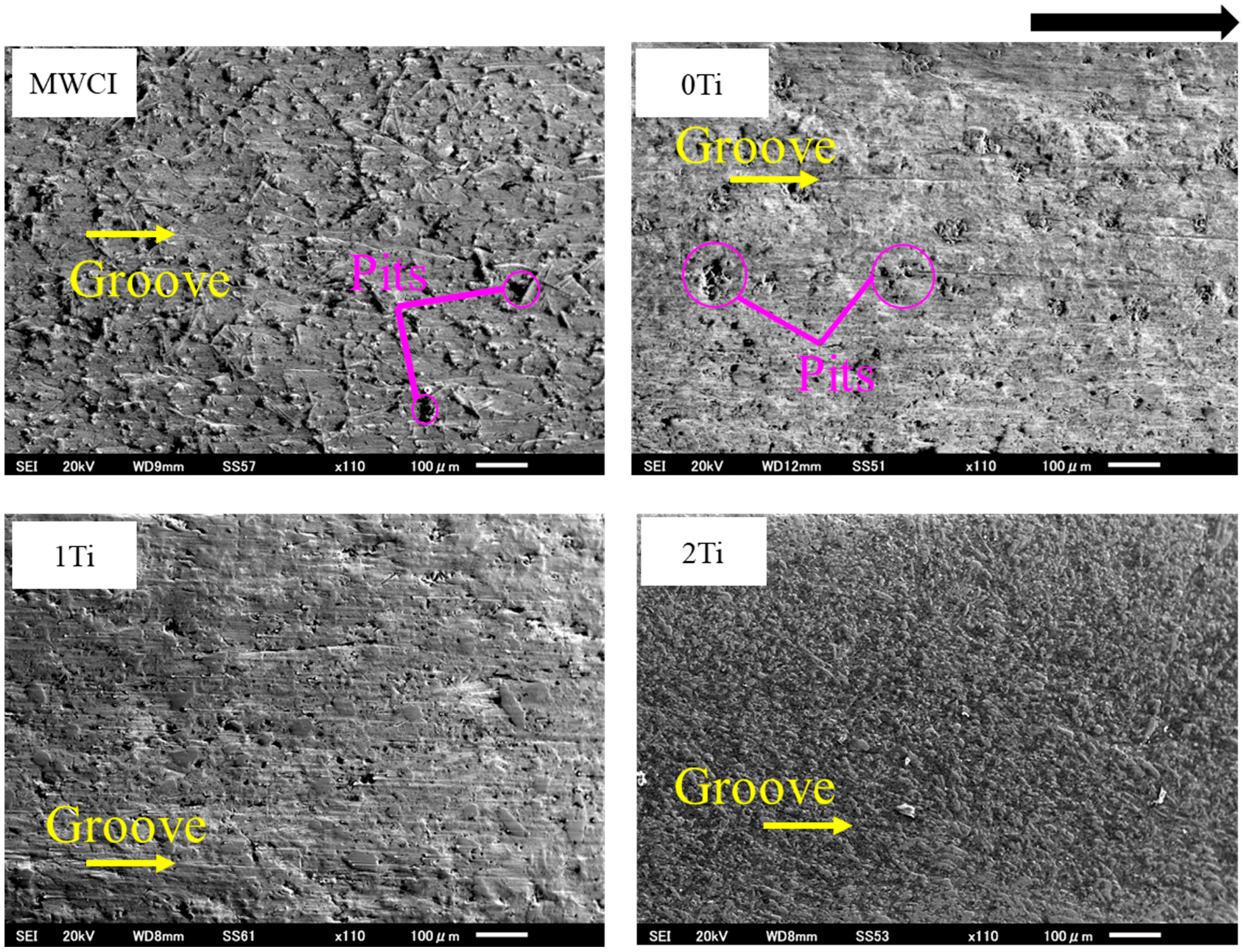
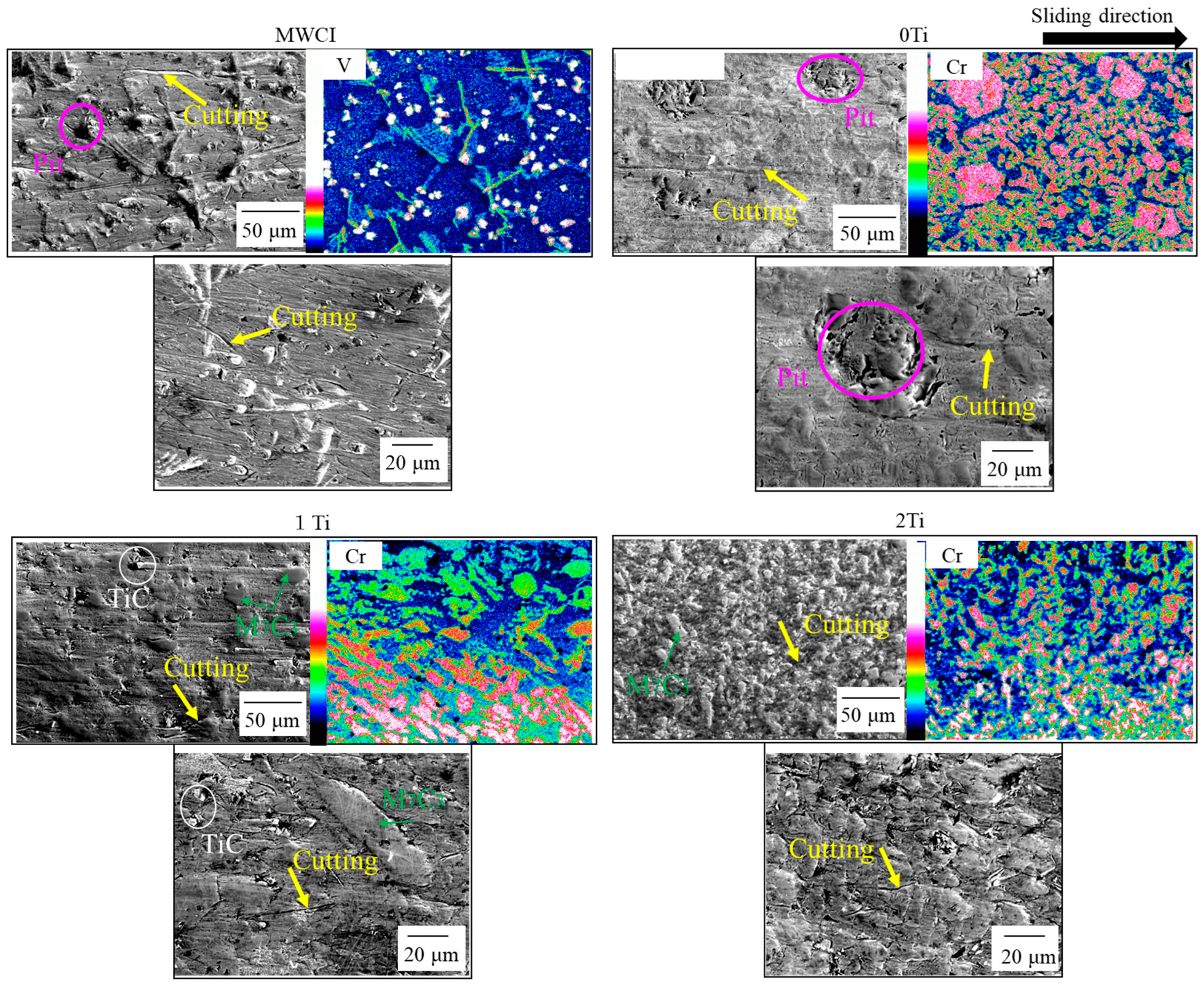
3.3.1. Observation via the Worn Surface of Materials
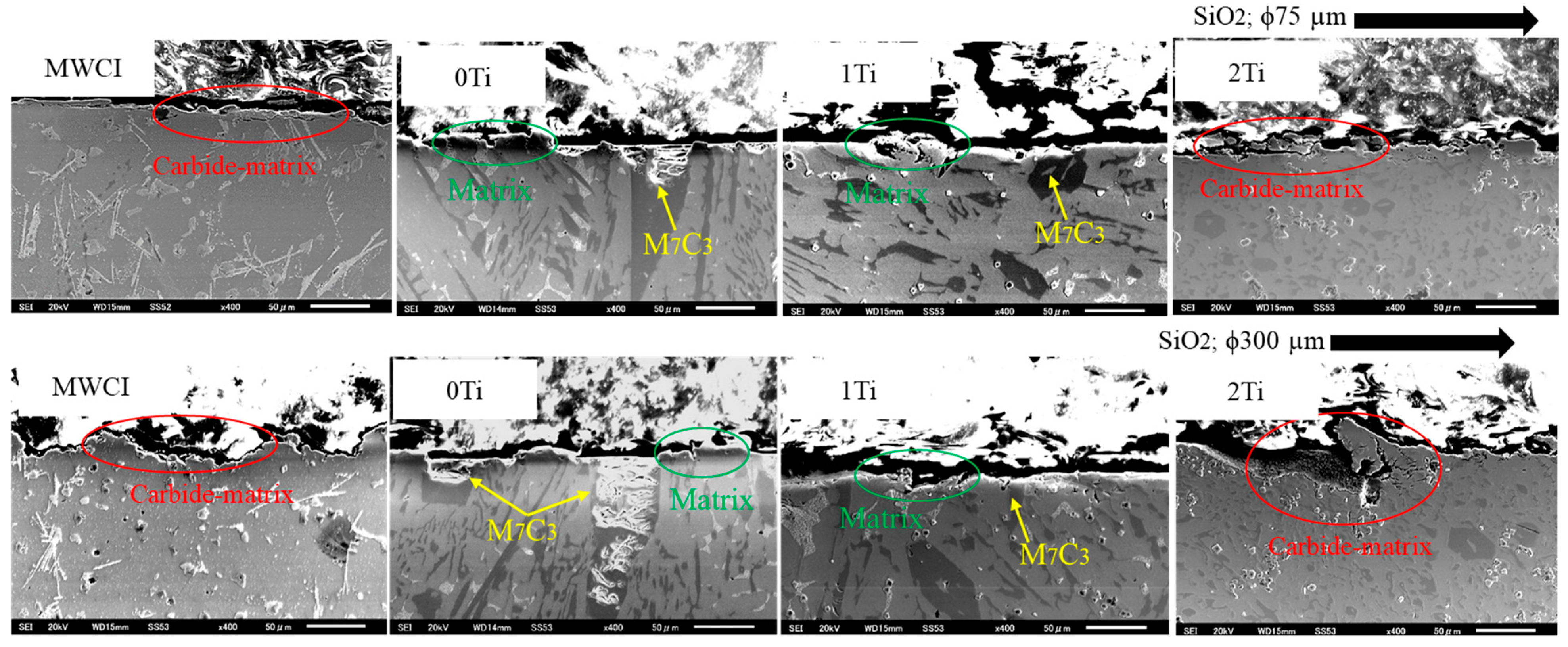
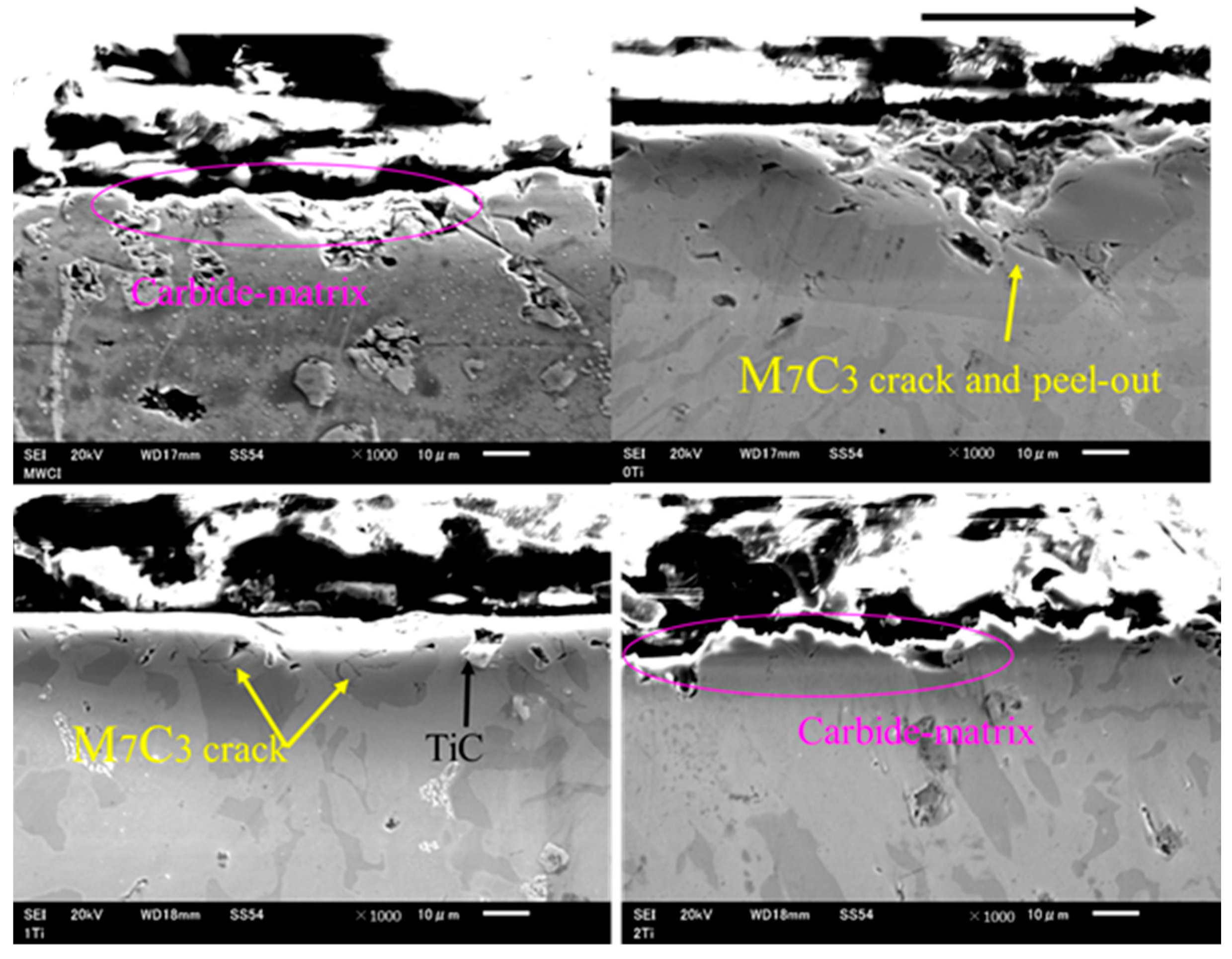
3.3.2. Observation via a Cross-Section
4. Conclusions
- MWCI has a higher hardness value, which makes it difficult for small silica sand particles to abrade the surface of the material, meaning that it also achieves better wear-resistance properties than the other specimens.
- However, 0Ti and 1Ti present higher wear-resistance properties compared to MWCI, despite having lower hardness when tested with large silica sand particles. This is due to the higher CVF that precipitates in the microstructure of these two materials during the solidification process.
- It is known that the size of M7C3 carbides decreases due to the precipitation of TiC. Therefore, this effectively reduces the cracking tendency of M7C3 carbides. Consequently, the wear-resistance property of a 1% Ti addition is comparable to that of 0% Ti, even though it has a lower hardness characteristic.
- It is important to investigate the microstructure constituents (carbide types and CVF), hardness of the material, and abrasive particle size to attain comprehensive knowledge of the abrasive wear characteristics of alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mang, T.; Bobzin, K.; Bartels, T. Industrial Tribology. Tribosystem, Friction, Wear, and Surface Engineering, Lubrication; Wiley-VCH: Weinheim, Germany, 2011; pp. 1–47. [Google Scholar]
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, cost and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef] [Green Version]
- Tylczak, J.H. Abrasive Wear ASM Handbook; ASM International: Almere, The Netherlands, 1992. [Google Scholar]
- Gundlach, R.B.; Parks, J.L. Influence of abrasive hardness on the wear resistance of high chromium irons. Wear 1978, 46, 97–108. [Google Scholar] [CrossRef]
- Dogan, O.N.; Laird, G.; Hawk, J.A. Solidification structure and abrasion resistance of high chromium white cast irons. Metall. Mater. Trans. A 1997, 28, 1315–1328. [Google Scholar] [CrossRef]
- Badisch, E.; Katsich, C.; Winckelmann, H.; Franek, F.; Roy, M. Wear behaviour of hard-faced Fe-Cr-C alloy and austenitic steel under 2-body and 3-body conditions at elevated temperature. Tribol. Int. 2010, 43, 1234–1244. [Google Scholar] [CrossRef]
- Shimizu, K.; Purba, R.H.; Kusumoto, K.; Year, X.; Ito, J.; Kasuga, H.; Gaqi, Y. Microstructural evaluation and high-temperature erosion characteristic of high chromium cast irons. Wear 2019, 426–427, 420–427. [Google Scholar] [CrossRef]
- Coronado, J.J. Effect of (Fe, Cr)7C3 carbide orientation on abrasion wear resistance and fracture toughness. Wear 2011, 270, 287–293. [Google Scholar] [CrossRef]
- Cheng, H.X.; Chang, Z.C.; Lu, J.C.; Lin, H.T. Effect of Niobium on wear resistance of 15% Cr white cast iron. Wear 1993, 166, 197–201. [Google Scholar] [CrossRef]
- Radulovic, M.; Fiset, M.; Peev, K.; Tomovic, M. The influence of vanadium on fracture toughness and abrasion resistance in high chromium white cast irons. J. Mater. Sci. 1994, 29, 5085–5094. [Google Scholar] [CrossRef]
- Guerra, F.V.; Jaquinde, A.B.; Silva, J.Z.; Meija, I.; Legorreta, E.C.; Flores, A.A. Effect of the simultaneous Ti and W addition on the microstructure and wear behavior of a high chromium white cast iron. Metall. Res. Technol. 2019, 116, 602. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Classification of bulk metallic glasses by atoic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef]
- Wang, Y.P.; Li, D.Y.; Parent, I.; Tian, H. Improving the wear resistance of white cast iron using a new concept-high-entropy microstructure. Wear 2011, 271, 1623–1628. [Google Scholar] [CrossRef]
- Suzuki, A.S.A. Effect of multiply charged ions on the vickers hardness of TiC films. Jpn. J. Appl. Phys. 1999, 38, 881. [Google Scholar] [CrossRef]
- Stevenson, A.N.J.; Hutchings, I.M. Wear of hardfacing white cast irons by solid particle erosion. Wear 1995, 186–187, 150–158. [Google Scholar] [CrossRef]
- Berns, H.; Fischer, A. Microstructure of Fe-Cr-C hardfacing alloys with additions of Nb, Ti and, B. Metallography 1987, 20, 401–429. [Google Scholar] [CrossRef]
- Zhu, C.; Fordyce, I.; Sun, S.D.; Annasamy, M.; Fabijanic, D.; Short, K.; Paradowska, A.; Leary, M.; Brandt, M.; Easton, M. Effect of Ti and TiC additions on the microstructure and wear resistance of high chromium white irons produced by laser directed energy deposition. Wear 2022, 510–511, 204519. [Google Scholar] [CrossRef]
- Zhou, Y.F.; Yang, Y.L.; Yang, J.; Zhang, P.F.; Qi, X.W.; Ren, X.J.; Yang, Q.X. Wear resistance of hypereutectic Fe–Cr–C hardfacing coatings with in situ formed TiC. Surf. Eng. 2013, 29, 366–373. [Google Scholar] [CrossRef]
- Ibrahim, K.M.; Nofal, A.A. Effect of titanium addition on structure and properties of the as-cast high Cr-Mo white iron. Int. J. Mater. Res. 2013, 103, 362–370. [Google Scholar] [CrossRef]
- Chung, R.J.; Tang, X.; Li, D.Y.; Hinckley, B.; Dolman, K. Effect of titanium addition on the microstructure and wear resistance of hypereutectic high chromium cast iron Fe-25wt.%Cr-4wt.%C. Wear 2009, 267, 356–361. [Google Scholar] [CrossRef]
- Matsubara, Y.; Sasaguri, N.; Shimizu, K.; Yu, S.K. Solidification and abrasion wear of white cast irons alloyed with 20% carbide forming elements. Wear 2001, 250, 502–510. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Yaer, X.; Zhang, Y.; Ota, Y.; Ito, J. Abrasive wear characteristics of Fe-2C-5Cr-5Mo-5W-5Nb multi-component white cast iron. Wear 2017, 376–377, 22–29. [Google Scholar] [CrossRef]
- Opapaiboon, J.; Ayudhaya, M.S.N.; Sricharoenchai, P.; Inthidech, S.; Matsubara, Y. Effect of chromium content on three-boy-type abrasive wear behavior of multi-alloyed cast iron. J. Met. Mater. Miner. 2018, 28, 94–105. [Google Scholar] [CrossRef]
- De Mello, J.D.B.; Polycarpou, A.A. Abrasive wear mechanism of multi-components ferrous alloys abraded by soft, fine abrasive particles. Wear 2010, 269, 911–920. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Yaer, X.; Hara, H.; Tamura, K.; Kawai, H. High erosion-oxidation performance of Fe-based Nb or V containing multicomponent alloys with Co addition at 1173 K. Mater. Des. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, I.R. The effect of heat treatment on the abrasion resistance of alloy white cast irons. Wear 1997, 203–204, 206–219. [Google Scholar] [CrossRef]
- Wang, J.; Li, C.; Liu, H.; Yang, H.; Shen, B.; Gao, S.; Huang, S. The precipitation and transformation of secondary carbides in high chromium cast iron. Mater. Charact. 2006, 56, 73–78. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Lekatou, A.; Mavros, H. Microstructure modification of as-cast high chromium white cast iron by heat treatment. J. Mater. Eng. Perform. 2009, 18, 174–181. [Google Scholar] [CrossRef]
- Kishore, K.; Kumar, U.; Dinesh, N.; Adhikary, M. Effect of soaking temperature on carbide precipitation, hardness, and wear resistance of high chromium cast iron. J. Fail. Anal. Prev. 2020, 20, 24–260. [Google Scholar] [CrossRef]
- Purba, R.H.; Shimizu, K.; Kusumoto, K.; Gaqi, Y. Comparison of Three-Body Abrasion Behaviors of High-Cr-Mo- and High-Cr-Based Multicomponent White Cast Irons. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Filipovic, M.; Kamberovic, Z.; Korac, M.; Jordovic, B. Effect of niobium and vanadium additions on as-cast microstructure and properties of hypoeutectic Fe-Cr-C alloy. ISIJ Int. 2013, 53, 2160–2166. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Deng, C.J.; Yuan, W.J.; Zhu, H.X.; Li, J. Preparation of porous TiC/C ceramics using wooden template in molten salt media. Adv. Appl. Ceram. 2013, 11, 131–135. [Google Scholar] [CrossRef]
- Tong, J.M.; Zhou, Y.-Z.; Sheng, T.Y.; Deng, H.J. The influence of retained austenite in high chromium cast iron on impact-abrasive wear. Wear 1990, 135, 217–226. [Google Scholar] [CrossRef]
- Xi, J.T.; Zhou, Q.D.; Liu, S.H.; Song, G.S. Influence of retained austenite on wear resistance of high chromium cast iron under various impact loads. Wear 1993, 162–164, 83–88. [Google Scholar] [CrossRef]
- Zang, Y.; Shimizu, K.; Kusumoto, K.; Hara, H.; Higuchi, C. Influence of Ni addition on erosive wear characteristics of multi-component white cast iron at elevated temperature. Wear 2017, 376–377, 452–457. [Google Scholar] [CrossRef]
- Rabinowicz, E.; Mutis, A. Effect of abrasive particle size on wear. Wear 1965, 8, 381–390. [Google Scholar] [CrossRef]
- Todaka, T.; Shimizu, K.; Kusumoto, K.; Purba, R.H.; Gaqi, Y. Effect carbon content on three-body abrasive wear characteristics of 28Cr-3Ni cast alloys. ISIJ Int. 2021, 61, 2274–2283. [Google Scholar] [CrossRef]
- Zum Gahr, K.H.; Eldis, G.T. Abrasive wear of white cast irons. Wear 1980, 64, 175–194. [Google Scholar] [CrossRef]
- Purba, R.H.; Shimizu, K.; Kusumoto, K.; Gaqi, Y.; Todaka, T. Effect of boron addition on three-body abrasive wear characteristics of high chromium based multi-component white cast iron. Mater. Chem. Phys. 2022, 275, 125232. [Google Scholar] [CrossRef]














| Specimen | C | Cr | Mo | V | W | Co | Ti | Fe |
|---|---|---|---|---|---|---|---|---|
| MWCI | 2.56 | 4.84 | 5.26 | 4.79 | 4.90 | 4.89 | - | Bal. |
| 0Ti | 3.09 | 26.79 | 2.92 | 3.53 | 2.94 | 2.86 | - | Bal. |
| 1Ti | 3.00 | 26.37 | 2.83 | 3.54 | 2.82 | 2.81 | 1.19 | Bal. |
| 2Ti | 2.99 | 26.48 | 2.81 | 3.48 | 2.80 | 2.84 | 2.49 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Purba, R.H.; Shimizu, K.; Kusumoto, K. Three-Body Abrasive Wear-Resistance Characteristics of a 27Cr-Based 3V-3Mo-3W-3Co Multicomponent White Cast Iron with Different Ti Additions. J. Manuf. Mater. Process. 2023, 7, 21. https://doi.org/10.3390/jmmp7010021
Purba RH, Shimizu K, Kusumoto K. Three-Body Abrasive Wear-Resistance Characteristics of a 27Cr-Based 3V-3Mo-3W-3Co Multicomponent White Cast Iron with Different Ti Additions. Journal of Manufacturing and Materials Processing. 2023; 7(1):21. https://doi.org/10.3390/jmmp7010021
Chicago/Turabian StylePurba, Riki Hendra, Kazumichi Shimizu, and Kenta Kusumoto. 2023. "Three-Body Abrasive Wear-Resistance Characteristics of a 27Cr-Based 3V-3Mo-3W-3Co Multicomponent White Cast Iron with Different Ti Additions" Journal of Manufacturing and Materials Processing 7, no. 1: 21. https://doi.org/10.3390/jmmp7010021