1. Introduction
Quality is a complex concept to incorporate within any timeline. Quality is associated with human history, potentially as far back as a million years ago, or when mankind started to try to develop tools. Because the notion of quality is based on its assurance, we really should familiarize ourselves with quality definitions before providing insight toward quality-assurance methodologies [
1]. Multiple individuals from a variety of professional and academic disciplines have studied the topic of quality for a long time, despite the fact that a universally accepted measure of excellence will never be agreed upon. In many other respects, quality is a continuous term that is perceived differently over time based on the prevailing criteria and the specific product in interrogation. Meeting particular predefined norms and design requirements, being appropriate for usage, or the level of customer/client pleasure are all examples of quality. The majority of the population may judge quality based on the component of a consumer’s wants that a certain product satisfies. The item’s effectiveness and consistency, and how well it satisfies numerous social, ergonomic, aesthetic, ecological, and economic standards, among other things, can all be assessed using this method. According to quality experts, quality is defined as the overall aggregate of a product’s qualities that reflects the manufacturer’s potential to fulfill all declared and implicit consumer needs as established by the product’s parameters of usage and purpose [
2,
3,
4,
5,
6]. Defects in goods and their environmental impact are also considered while determining quality.
Quality is typically understood more strictly in business practice, referring to how a product’s characteristics comply with standards, technical rules, design details, legislation, and commercial contract obligations. Quality affects the effectiveness of technologies, advancements, state administrations and other public agencies, the sustainability of a country’s economic growth, and the life quality of its population; it is not merely a criterion of how competent a firm is [
4,
5,
7]. That is why we need to extend our perspective on quality. Engineering, finance, and business applications all rely on innovations and quality to integrate and sustain their systems. There is really no dispute that servicing plays an important part in businesses. Several firms are now focusing on this critical function, which is viewed as either a necessary measure for them, i.e., an investment, or a non-value-adding feature.
In this regard, the purpose of this qualitative study is to improve the organization’s status. Is the corporation making the best use of its production equipment to achieve a competitive benefit? If it is not the case, then it must figure out why. Would there be a problem with availability, reliability, or effectiveness of performance? What impacts do these issues have on achieving the company’s objectives? The company will not be able to engage in a competitive industry unless it maximizes its resources and competencies. To gain competitive advantages in terms of pricing, technical support, quality, and on-time delivery, the organization must seek to eliminate difficulties. These challenges prevent the company from achieving its objectives, which are (i) to look at the current state of the instance company’s production, (ii) to detect flaws in the manufacturing system that prevent the company from reaching maximum capacity and meeting its objectives, and (iii) to make recommendations about how to make things better.
The company uses press machine technology to produce various sheet metal products. Work is currently being done on a production line where various activities are conducted at various stations, including rolling, bending, cutting, and die punching terminals. These stations confront a variety of issues, some of which are common. After inspecting the workstations and operations performed on that machine, the authors discovered that the manufacturing company is experiencing the various issues. Therefore, we are able to reduce the following by successfully implementing TPM at the shop floor: high down time, high set-up time, high rejection rate, and low OEE.
All of the estimates are derived from data from two financial years, namely the 2018–2019 and 2019–2020 fiscal years. Determining the six significant process failures was the first step in determining the total asset utilization of the metal industry, which was organized under three important variables. Then, for the rolling, bending, cutting, and die punching workstations, data pertaining to those losses were gathered. The following are the significant losses discovered for the rolling, bending, and cutting workstation machinery: equipment failure loss, set-up and adjustment loss, start-up loss, minor stoppage and idling loss, speed loss, and repair and rework loss.
2. Literature Survey
TPM is an approach offered to increase an industrial firm’s effectiveness, as well as the performance of its equipment during its use in operations, by enlisting the full participation and interest of all of its employees. TPM is a deliberate strategy aimed at production enhancement that deals with the firm’s infrastructure integrity and the efficient operation of plant resources through continual employee participation and empowerment in production, maintenance, and industrial performance. The TPM terminology’s main goal is to reduce waste in various activities, lowering total costs by increasing productivity and producing high-quality products.
Researchers found that by using TPM, the industry’s maintenance activities and machine performance might be improved. However, it is also true that numerous industries have failed to successfully deploy TPM. These researchers created a plan outlining elements that contribute to the installation of TPMs being successful. Additionally, it will assist firms in developing a solid plan to implement TPM in various industries [
8,
9]. The introduction of TPM, which is highlighted in this study, represents a significant shift in the maintenance sector that calls for a shift in employees’ perspectives. This paper also demonstrates how a positive workplace culture helps the sector to adopt TPM successfully. Additionally, it provides a mathematical tool for use in the execution. Using the formula of four mathematical models in the maintenance industry, it claims that these models will aid in enhancing employee comprehension of the TPM, which will result in the successful implementation of TPM [
10]. In the area of production and maintenance, this article examines four processing and manufacturing businesses.
The authors identify various challenges that these businesses encountered when implementing TPM in their maintenance and production areas to boost the sector’s productivity. They came to the conclusion that TPM is extremely difficult to execute and burdens every department in the industry [
11,
12]. The authors have experience implementing TPM at three companies. These businesses use TPM to eliminate business challenges. The top management in each of these three businesses provides excellent assistance in developing a plan to apply TPM. With an approach of all-around development of all personnel, a safe workplace, and high-quality maintenance, those organizations employed autonomous maintenance, which is one of the seven steps of Nakajima for implementation [
13,
14]. The application of TPM in small and medium industries(SMIs) is the focus of this article. This study’s primary goal is to determine whether SMIs comprehend the significance of TPM adoption in production and maintenance. For this test, a methodological survey has been conducted. According to the findings of certain research, very little TPM is imitated in SMIs, and they are solely concerned with production rather than the general maintenance of the machines. Therefore, additional work needs to be done to help people realize the value of TPM or preventive maintenance and to inspire them to adopt the new practice [
15]. The need for developing and implementing complete productive maintenance was stated in this work [
16]. This would lower production costs in an industry and lessen the frequency of sudden failures of automated and semi-automated equipment that force a significant industry shutdown. The performance costs associated with maintenance and the advantages of implementing TPM for an increase in the manufacturing performance of the sector were identified in this research. TPM improves the effectiveness of component manufacture. Therefore, in this fiercely competitive environment, TPM offers the best means to boost an organization’s productivity and profits, and it also determines whether an industry succeeds or fails [
17]. The authors conducted research on TPM in the food business (bakery products). They came up with a strategy to boost output, raise the caliber of the final product, and provide a safe environment for all of the workers and clients. Only the industry’s adoption of total productive maintenance will make these things practicable [
18,
19]. The authors look into the difficulties that Indian manufacturing firms would face in TPM deployment. The goal of this study is to identify the key elements that prevent Indian manufacturing organizations from implementing total productive maintenance (TPM) and to identify a plan of action for doing so. The working environment must be changed to one that is conducive to the adoption of TPM and provides employees with a hassle-free workplace to address the problematic condition of TPM implementation in Indian manufacturing companies. The top management must be knowledgeable about the application of TPM in various crucial situations and establish a plan for complete staff involvement and maintenance improvement to optimize production flow, raise product quality, and lower operational costs [
20,
21]. This study explains that because TPM or Warehouse management system (WMS) installations are significant and require a significant financial commitment, as well as full employee participation, senior departments must assume the initiative from the start. Only top management is capable of developing a plan that involves all the departments inside that industry [
22,
23].
3. Barriers in TPM
Rather than relying solely on the respective maintenance department, total productive maintenance is utilized to involve all employees and industry managers in the maintenance portion. The abilities of every employee in the maintenance department are utilized in this application, which also encourages doing routine maintenance. A thorough literature analysis has been conducted to identify barriers. Hundreds of papers have been studied, and the most important and influential TPM hurdles have been identified.
3.1. Barriers Description
3.1.1. A Lack of Motivation
Lack of motivation is a significant impediment to TPM deployment. Employees are naturally uninformed of the needs if a new implementation is made in the industry, but if sufficient training and awareness are offered, then employees will remain motivated and attempt to put that training into practice as much as possible. Salaries and bonuses are another aspect. If workers are not paid enough or given enough incentives, their psychology and morale would suffer [
24].
3.1.2. Poor Dedication on the Part of Senior Leadership
TPM programs can only be implemented and run effectively if top management is fully committed to the task. The core components of TPM are the top management. Lack of experience, reluctance to adopt new ideas, and lack of encouragement to start development programs can all contribute to a lack of commitment from top executives [
25].
3.1.3. Ineffective Internal Communications
For TPM deployment to be successful, there needs to be a good communication channel between the various departments. Each organization is required to exchange information with other organizations. However, communication issues in India are a major impediment to TPM implementation [
26].
3.1.4. Ineffective Coordination between Departments
TPM deployment will not succeed without good coordination across several departments because it requires a complete overhaul of the industry’s organizational structure [
27].
3.1.5. A Conflict about Organizational Culture
This significant obstacle is linked to the atmosphere at work in an organization. Where things frequently break down, client feedback is not kept track of, and product quality is not examined. These factors may cause a significant decline in an industry. To adopt TPM in enterprises, a lean manufacturing culture is crucial [
28].
3.1.6. Lack of Enthusiasm for a New System
Another significant obstacle to the deployment of TPM is resistance to the change. “This is not my work” used to be a typical remark said by industrial workers, which implied that they would not perform any other tasks save their assigned ones. To shift an employees’ mindsets and provide them with appropriate guidelines for carrying out their duties as members of the entire organization is the responsibility of management, particularly of human resources [
29].
3.1.7. Inadequate Training and Education
There should be a good training program where employees may learn about TPM and its advantages adequately to increase employee awareness of TPM. Learning more about TPM will reduce the likelihood of implementation failure [
29].
3.1.8. Poorly Conceived Plans and Strategies
The industry may fail to implement TPM because of poor implementation planning. An effective pre-planning effort and the correct mindset are essential for TPM deployment success. Therefore, careful planning and quality programs prior to the introduction of any new approach in the industry might result in financial success for the sector [
30].
3.1.9. Lack of Expertise in Productivity and Quality
Employees must approach any improvisation with a “no compromise on quality” mentality because it is very challenging to change their value standards. TPM deployment is very difficult without excellent employee support, which will lead to improper procedure execution and decreased productivity.
3.1.10. Failing to Allow Enough Time for Evolution
Industries must allot enough time for TPM installation. TPM implementation is difficult, but without time, education, and training it becomes undercooked meat [
31].
3.1.11. TPM Objectives Not Being in Line with Shop Floor Operations
This is another major obstacle to TPM implementation. The failure of TPM implementation was largely attributed to upper management’s failure to appropriately assist lower-level employees in some industries [
32].
3.1.12. Financial Difficulty
A significant amount of financial support is required for TPM deployment. Because of the first costly process required by TPM, the entire industry’s structure will change. However, TPM deployment stalled during these times because of a lack of funding.
3.1.13. The Business’s Resistance to a New Implementation
This is a significant hurdle to the adoption of TPM in several businesses. Many businesses want to maintain that rigidity because they believe that if changes are made to the current production process, the sector will suffer both financially and in terms of time.
3.1.14. Teamwork Is Lacking
Another substantial hurdle to TPM deployment is a lack of collaboration. For TPM adoption, the entire organization must work collaboratively toward a common goal with a sense of accountability. Without teamwork, TPM will fail miserably [
23]. In such an environment, any departmental failure may be quickly fixed, allowing operations to continue without interruption.
3.1.15. Organizational Structure Deficit
TPM implementation should have a good strategy; however, because of the absence of organizational structure, there is a significant communication gap between departments, which hinders TPM implementation [
24].
3.1.16. Insufficient Expertise and Experience
Another significant obstacle to the deployment of TPM in enterprises is a lack of experience and knowledge. Industries need enough money to implement TPM because doing so would require them to rely on people with less expertise and knowledge, which would put TPM installation at risk [
25].
3.1.17. Insufficient Involvement of All Employees
Employees must give their all to the industry if TPM implementation is to be successful; otherwise, there will be a significant loss. Therefore, a significant hurdle to TPM deployment is a lack of total employee involvement [
21].
3.1.18. Relationship Roadblock between the Departments of Manufacturing and Maintenance
This is a major obstacle to the adoption of TPM in the industrial sector. Any industry benefits from effective coordination between lower-level management and its workforce. However, a lack of coordination between two divisions can cause a significant loss for an industry and be harmful to the application of TPM. The coordination gap between departments may also be brought on by poor internal communication [
19].
4. Experimental Data Collection
Now, using the data, find the OEE number for each workstation individually and determine the present state of the manufacturing process. The initial step in determining the overall equipment efficiency of the metal industry is to determine the six significant machine losses by arranging them under three important components. Then data on such losses are obtained for a set of machinery chosen at random.
OEE Calculation
Since the corporation does not use OEE concepts in assessing the results of the devices at the individual scale, some of the data relevant to the above loss are impossible to get. There was an attempt to collect some pertinent data to estimate the OEE of common machinery. The researcher viewed the workstations as a whole, as one machine, and assessed the available machines in that department based on observations and a few pieces of recorded data to compute machine availability. As a result, the available machines on the days are gathered and documented in the table below. All related data collected for rolling, bending, cutting, and die punching workstation were used in the calculation, which is tabulated in
Table 1. The OEE calculation of the rolling workstation is tabulated in
Table 2. All the calculation details related to planned down time, unplanned down time, loading time, operation time, availability, quality rate, performance efficiency, and OEE are presented in
Table 2.
Table 1 describes the calculated data for the bending, cutting, and die punching workstations.
Table 3 describes the calculated data used to evaluate OEE of bending, cutting, and die punching workstations after TPM implementation. From the data analysis, it has been identified that the absence of an effective maintenance system has an impact on all workstations. The maintenance work is required because of the manufacturing system modification. The existing maintenance is insufficient for the machines to achieve the company’s goals, as evidenced by the OEE rating, machine availability, and workstation quality level (
Table 2 and
Table 4). For all machines, the company maintains a preventive maintenance plan.
Year after year, all machines are turned off for preventive maintenance. The high frequency of malfunctions and minor stoppages indicate that the proactive maintenance schedule needs to be improved to keep the machines running at their best. The maintenance task is time consuming and lengthy in the event of a breakdown. The business has not had any repair parts in stock; nonetheless, spare parts might be an issue at times, and time has been wasted purchasing and getting them. Before starting work, the machine operators inspect and clean their machines. However, they have no plan to lubricate the various sections of the machinery. They perform this task any time they sense the need to lubricate the components. In summary, the system requires an updated maintenance plan, which can aid in improving overall equipment efficacy and reducing high rejection rates, downtime, and set-up/operation time.
Because the corporation does not use overall equipment efficiency standards in monitoring the effectiveness of the devices at the individual level, some of the data relevant to the above loss are impossible to get. We attempted to collect some pertinent data to evaluate the OEE of common machinery.
The authors viewed the interfaces as a whole as one machine and assessed the relevant devices in that division based on evidence and several associated pieces of information to compute machine availability. All relevant data for rolling, bending, cutting, and die punching was gathered for the calculation (
Table 3).
5. Application of the TPM Approach in Present Work
All maintenance work in a manufacturing plant is performed only by maintenance employees, which includes the maintenance foreman. The basic activities of the industry’s maintenance employees are corrosion prevention based on a set interval of time and equipment repair. As the report demonstrates, equipment breakdown is occurring far above ground. TPM is concerned with improving planning and scheduling. In one week, the test data are collected from the industry for analysis. Additional variables that impact productivity include availability, performance, and yield. Breakdowns and change-over, or the scenario in which the line is not operating when it should be, cause availability losses. Speed losses, small stops, idling, and empty positions all cause performance losses.
These losses result in low OEE numbers, which indicate how efficient the manufacturing process is. Rejects and poor start-up behavior in the product line account for the majority of yield losses. TPM contributes to increasing the OEE’s value by providing a framework for assessing these losses. TPM results in both immediate and long-term improvements.
Because operators are always near the machines, we suggest that they participate in simple restoration and that they be included in actions to avoid and measure deterioration. Because these actions are so important, they should be part of the operator’s regular routine. TPM aims to encourage the development of challenging but realistic goals for increasing the OEE’s value. Due to its role in maintaining and enhancing availability, performance efficiency, quality goods, on-time deliveries, the environment, safety regulations, and overall plant productivity, maintenance is now more important than ever.
Operators are not engaged in small restoration, prevention, or deterioration measurement, which is one of the key causes. It is the technician’s responsibility in the industry to examine any problems that arise. The operators may be questioned about what they have seen for additional investigation, which is uncommon in the sector.
The goal is to meet company objectives by implementing operator-initiated daily maintenance, such as cleaning and adjustment, and frequent inspections, as well as improvement initiatives. In addition, the maintenance division is only required to participate in equipment inspection and restoration, which demands a high level of competence and specialty.
5.1. Strategy Implemented to Resolve the Issues
To resolve the issues related to various workstations of the metal industry, a six-step strategy has been used that includes operator’s responsibilities, maintenance personnel responsibilities, autonomous service routine, pre-start cleaning, and mandatory training in the use of the new proposed technique. The factors involved under all these sections have been tabulated in
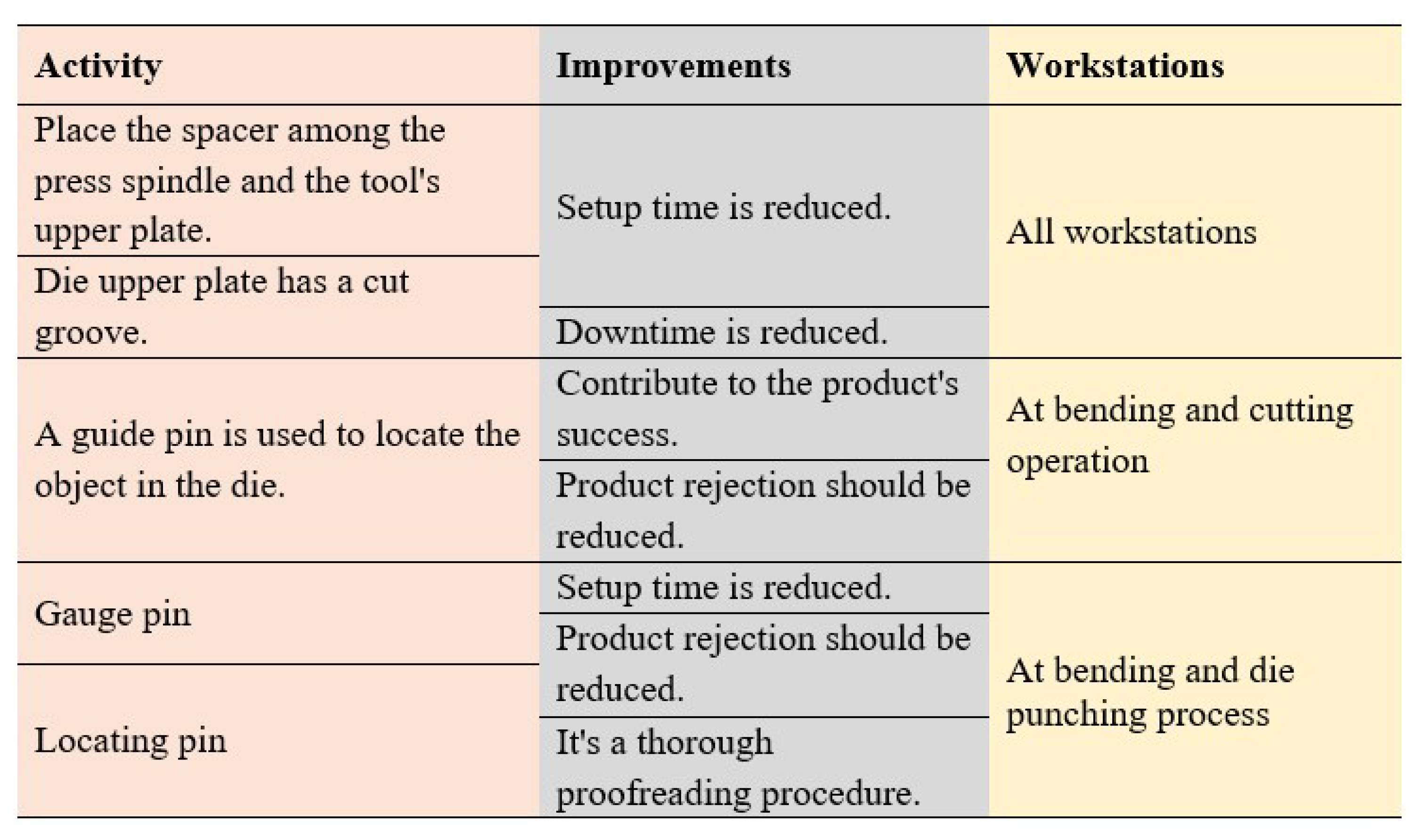
Table 5. To boost the efficiency of the machines, the authors have applied the poka-yoke system to all of them.
Figure 1 represents the activities involved to improve the effectiveness of various workstations of the metal industry.
5.2. Findings
The company must strive to maintain this system so that quality and productivity can improve and the system can be improved continuously. Maintenance has direct contact with the production system to keep the production machines in the best possible condition to minimize production disruption and, as a result, produce more high-quality products. After evaluating the data and examining numerous workstations, it is apparent that TPM methodology and poka-yoke are quite beneficial for improving the efficiency and condition of equipment. They raise the overall efficiency of each workstation from 2% to 6%. They also aid in the reduction in equipment set-up, breakdown, and downtime. Workstations can be made defect-free by utilizing the kaizen process, reducing the number of rejections. Maintenance productivity can be increased by providing result-oriented training to workers on a regular basis. Every system must be maintained to achieve its best position for production; otherwise, quality issues, short stops, and failures will increase, causing the organization to lose money.
Autonomous maintenance is also beneficial in keeping equipment in good working order. It is better because if all parameters are followed in industry, equipment will be less reliant on people movement. As a result, it is a highly good and useful region for maintaining machine efficiency. There are some suggestions for the case company that will aid in the development of a good and dependable production system. The following are the recommendations for the case company:
The organization should use the OEE as a tool to examine the present condition and determine where the improvement process should begin.
The company should change its present preventive maintenance plan for all machines to reduce failures and short stoppages while maintaining the equipment in optimal production conditions.
The majority of the time is wasted owing to the lack of spare parts in the store, i.e., time spent waiting for spare parts. As a result, the organization should maintain the usually problematic creative pieces on hand in case of emergency.
Quality issues have plagued the corporation in recent years, resulting in significant financial losses. Only one operator is inspecting the quality of the products, wasting time and resulting in lower performance efficiency. To ensure quality, the organization should have a quality system and department.
The operators are the most important members of the production team. So, to achieve maximum production with high-quality products, they must possess the appropriate abilities for the task. So, our recommendation is that the company provide periodic training for them to keep them informed and motivated.
The organization should utilize the maintenance system to create a more reliable and stable production system. The manufacturing of goods and their delivery to consumers will be on time with the support of good maintenance systems, increasing customer satisfaction while also increasing production quantity.
6. Recommendations
Since operators are always near the machine, this research suggests that they would rather contribute to easy restoration, as well as to activities to avoid and assess deterioration. Because these tasks are so important, they should be included as elements of the operator’s regular routine. The following are the suggested activities for the operators and maintenance division.
6.1. Operator Responsibilities
The following are the recommendations for the operator’s responsibility:
- (i)
Minor degeneration of the machines is restored.
- (ii)
Repairing a mechanical component that has failed.
- (iii)
Oil, mechanical drive, and electrical system deterioration restoration.
- (iv)
Creating basic operating conditions for all of the department’s machines.
- (v)
Milling, lathe, and other machines they run require cleaning.
- (vi)
(Tightening loose parts on the machines described above.
- (vii)
It is in good working order.
- (viii)
Appropriate loading based on machine capacity.
- (ix)
Carrying out minor inspections on the machines and equipment.
- (x)
Visual inspection of the above-mentioned machines.
- (xi)
Tracking noise, vibration, and other anomalies while functioning by using the five senses to detect internal deterioration.
- (xii)
Immediately reporting the status of the equipment for further inquiry, if necessary.
6.2. Maintenance Personnel’s Responsibilities
The following are the recommendations for the personnel’s responsibilities:
- (i)
Time-based maintenance of all industrial machinery.
- (ii)
Create an annual, monthly, and weekly routine maintenance for all industrial machines.
- (ii)
Implement the strategies outlined above.
- (iv)
Replacement standards for all industrial machinery.
- (v)
Industry-wide standardization of routine maintenance and methodologies.
- (vi)
Inspection methods across all devices should be standardized.
- (vii)
Operator training sessions must be scheduled.
- (viii)
When failure happens in any machinery in the industry, identifying the failure modes and effects analysis.
- (ix)
Subsequent modification of a recurrent failure.
- (x)
Determine the likelihood of priority equipment failures (fatigue, defects, and equipment flaws).
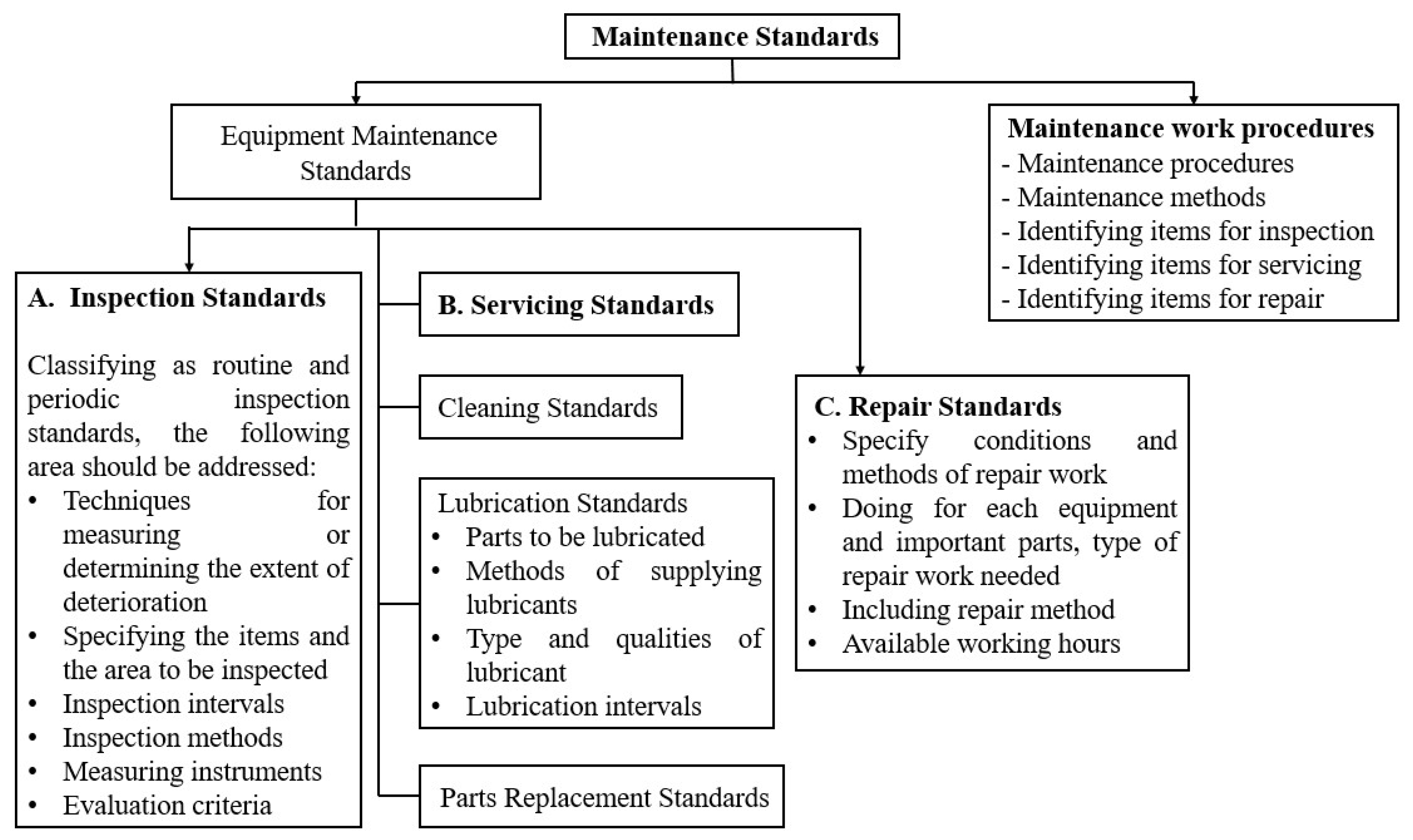
Figure 2 describes the proposed area of standardization for the industry, which includes equipment maintenance standards and maintenance work procedures. Furthermore, the former category can be classified into three different sub-sections including inspection, servicing, and repair standards. TPM implementation with such standardization will help in improving the OEE for the industry.
7. Conclusions
In this situation, the maintenance section, which includes the maintenance supervisor, is responsible for all maintenance duties. The core duties of the firm’s maintenance department are degradation control based on a specified period of time and equipment refurbishment. As the report demonstrates, equipment breakdown is occurring well beyond ground. Technicians really are not engaged in modest restoration, preventive, or deterioration assessment, which is one of the key causes. It is the mechanic’s responsibility in the industry to examine any problems that arise. The technician may be questioned about what he has seen for additional investigation, which is uncommon in the sector.
Now, after reviewing the data, it has been determined that installing TPM improves the total equipment efficacy of all workstations including rolling, bending, cutting, and die punching. The main reason for this improvement is that the set-up time for workstations has decreased, as has the number of short stoppages. The existing OEE of workstation status is 19.64% for rolling, up from 16.17%, 14.04% for bending, up from 12.73%, 52.73% for cutting, up from 46.06%, and 16.72% for die punching, up from 14.50%. In summary, it has been recognized that organizations must pay attention to TPM to achieve long-term productivity gains at lower costs. TPM is a useful tool that can assist reduce equipment costs in the long run.
Author Contributions
Conceptualization, S.S. and D.S.; methodology, S.S. and A.A.; software, S.S., D.S. and A.A.; validation, V.S., S.P. and A.K.; formal analysi, S.S., D.S., A.A. and V.S.; investigation, S.S., A.A. and A.A.; resources, V.S. and S.P.; data curation, S.S.,D.S. and V.S; writing— original draft preparation, S.S, A.A., V.S. and A.K; writing—review and editing, A.K. and S.P.; visualization, S.S., A.A., D.S. and V.S., supervision, A.K.; project administration, S.P.; funding acquisition, S.P. All authors have read and agreed to the published version of the manuscript.
Funding
The research funding from the Ministry of Science and Higher Education of the Russian Federation (Ural Federal University Program of Development within the Priority-2030 Program) is gratefully acknowledged. The youth laboratory with Grant number: FEUZ-2022-0031.
Data Availability Statement
All important data is included in the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mohanty, S.; Rath, K.C.; Jena, O.P. Implementation of Total Productive Maintenance (TPM) in the Manufacturing Industry for Improving Production Effectiveness. In Industrial Transformation; CRC Press: Boca Raton, FL, USA, 2022; pp. 45–60. ISBN 1003229018. [Google Scholar]
- Meca Vital, J.C.; Camello Lima, C.R. Total Productive Maintenance and the Impact of Each Implemented Pillar in the Overall Equipment Effectiveness. Int. J. Eng. Manag. Res. 2020, 10, 142–150. [Google Scholar] [CrossRef]
- Prabowo, H.A.; Suprapto, Y.B.; Farida, F. The evaluation of eight pillars total productive maintenance (TPM) implementation and their impact on overall equipment effectiveness (OEE) and waste. Sinergi 2018, 22, 13–18. [Google Scholar] [CrossRef] [Green Version]
- Nallusamy, S.; Kumar, V.; Yadav, V.; Prasad, U.K.; Suman, S.K. Implementation of total productive maintenance to enhance the overall equipment effectiveness in medium scale industries. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 1027–1038. [Google Scholar]
- Nurprihatin, F.; Angely, M.; Tannady, H. Total productive maintenance policy to increase effectiveness and maintenance performance using overall equipment effectiveness. J. Appl. Res. Ind. Eng. 2019, 6, 184–199. [Google Scholar]
- Afefy, I.H. Implementation of total productive maintenance and overall equipment effectiveness evaluation. Int. J. Mech. Mechatron. Eng. 2013, 13, 69–75. [Google Scholar]
- Rathi, R.; Singh, M.; Sabique, M.; Al Amin, M.; Saha, S.; Krishnaa, M.H. Identification of total productive maintenance barriers in Indian manufacturing industries. Mater. Today Proc. 2022, 50, 736–742. [Google Scholar] [CrossRef]
- Bamber, C.J.; Sharp, J.M.; Hides, M.T. Factors affecting successful implementation of total productive maintenance: A UK manufacturing case study perspective. J. Qual. Maint. Eng. 1999, 5, 162–181. [Google Scholar] [CrossRef]
- Singh, M.; Rathi, R. A structured review of Lean Six Sigma in various industrial sectors. Int. J. Lean Six Sigma 2018, 10, 622–664. [Google Scholar] [CrossRef]
- Lawrence, J.J. Use mathematical modeling to give your TPM implementation effort an extra boost. J. Qual. Maint. Eng. 1999, 5, 62–69. [Google Scholar] [CrossRef]
- Rathi, R.; Prakash, C.; Singh, S.; Krolczyk, G.; Pruncu, C.I. Measurement and analysis of wind energy potential using fuzzy based hybrid MADM approach. Energy Rep. 2020, 6, 228–237. [Google Scholar] [CrossRef]
- Cooke, F.L. Implementing TPM in plant maintenance: Some organisational barriers. Int. J. Qual. Reliab. Manag. 2000, 17, 1003–1016. [Google Scholar] [CrossRef]
- Ireland, F.; Dale, B.G. A study of total productive maintenance implementation. J. Qual. Maint. Eng. 2001, 7, 183–192. [Google Scholar] [CrossRef] [Green Version]
- Kaswan, M.S.; Rathi, R. Green Lean Six Sigma for sustainable development: Integration and framework. Environ. Impact Assess. Rev. 2020, 83, 106396. [Google Scholar] [CrossRef]
- Ahmed, S.; Hassan, M.H.; Taha, Z. State of implementation of TPM in SMIs: A survey study in Malaysia. J. Qual. Maint. Eng. 2004, 10, 93–106. [Google Scholar] [CrossRef]
- Sharma, R.K.; Kumar, D.; Kumar, P. Manufacturing excellence through TPM implementation: A practical analysis. Ind. Manag. Data Syst. 2006, 106, 256–280. [Google Scholar] [CrossRef]
- Ahuja, I.P.S.; Khamba, J.S. An evaluation of TPM implementation initiatives in an Indian manufacturing enterprise. J. Qual. Maint. Eng. 2007, 13, 338–352. [Google Scholar] [CrossRef]
- Tsarouhas, P. Implementation of total productive maintenance in food industry: A case study. J. Qual. Maint. Eng. 2007, 13, 5–18. [Google Scholar] [CrossRef]
- Ahuja, I.P.S.; Khamba, J.S. Strategies and success factors for overcoming challenges in TPM implementation in Indian manufacturing industry. J. Qual. Maint. Eng. 2008, 14, 123–147. [Google Scholar] [CrossRef]
- Kodali, R.; Mishra, R.P.; Anand, G. Justification of world-class maintenance systems using analytic hierarchy constant sum method. J. Qual. Maint. Eng. 2009, 15, 47–77. [Google Scholar] [CrossRef]
- Seth, D.; Tripathi, D. Relationship between TQM and TPM implementation factors and business performance of manufacturing industry in Indian context. Int. J. Qual. Reliab. Manag. 2005, 22, 256–277. [Google Scholar] [CrossRef]
- Ahuja, I.P.S.; Khamba, J.S. An evaluation of TPM initiatives in Indian industry for enhanced manufacturing performance. Int. J. Qual. Reliab. Manag. 2008, 25, 147–172. [Google Scholar] [CrossRef]
- Rodrigues, M.; Hatakeyama, K. Analysis of the fall of TPM in companies. J. Mater. Process. Technol. 2006, 179, 276–279. [Google Scholar] [CrossRef]
- McAdam, R.; Duffner, A.-M. Implementation of total productive maintenance in support of an established total quality programme. Total Qual. Manag. 1996, 7, 613–630. [Google Scholar] [CrossRef]
- Arca, J.G.; Prado, J.C.P. Personnel participation as a key factor for success in maintenance program implementation: A case study. Int. J. Product. Perform. Manag. 2008, 57, 247–258. [Google Scholar] [CrossRef]
- Singh, M.; Rathi, R.; Kaswan, M.S. Capacity utilization in industrial sector: A structured review and implications for future research. World J. Eng. 2021, 19, 310–328. [Google Scholar] [CrossRef]
- Kaswan, M.S.; Rathi, R.; Singh, M. Just in time elements extraction and prioritization for health care unit using decision making approach. Int. J. Qual. Reliab. Manag. 2019, 36, 1243–1263. [Google Scholar] [CrossRef]
- Kaswan, M.S.; Rathi, R.; Khanduja, D.; Singh, M. Life cycle assessment framework for sustainable development in manufacturing environment. In Advances in Intelligent Manufacturing; Springer: Singapore, 2020; pp. 103–113. [Google Scholar]
- Singh, M.; Rathi, R.; Khanduja, D.; Phull, G.S.; Kaswan, M.S. Six Sigma methodology and implementation in Indian context: A review-based study. In Advances in Intelligent Manufacturing; Springer: Singapore, 2020; pp. 1–16. [Google Scholar]
- Singh, M.; Rathi, R. Investigation and modeling of lean six sigma barriers in small and medium-sized industries using hybrid ISM-SEM approach. Int. J. Lean Six Sigma 2021, 12, 1115–1145. [Google Scholar] [CrossRef]
- Singh, M.; Rathi, R. Investigation of critical success factors associated with Lean Six Sigma implementation in MSMEs using best worst method. Int. J. Six Sigma Compet. Advant. 2020, 12, 209–233. [Google Scholar] [CrossRef]
- Singh, M.; Kumar, P.; Rathi, R. Modelling the barriers of Lean Six Sigma for Indian micro-small medium enterprises: An ISM and MICMAC approach. TQM J. 2019, 31, 673–695. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).



 ,
, 


{kind=link}
{kind=link}