
Optimization of La2−xSrxCuO4 Single Crystal Film Growth via Molecular Beam Epitaxy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Substrate Preparation and Characterization
2.1. SrTiO3 (STO) Preparation and Characterization
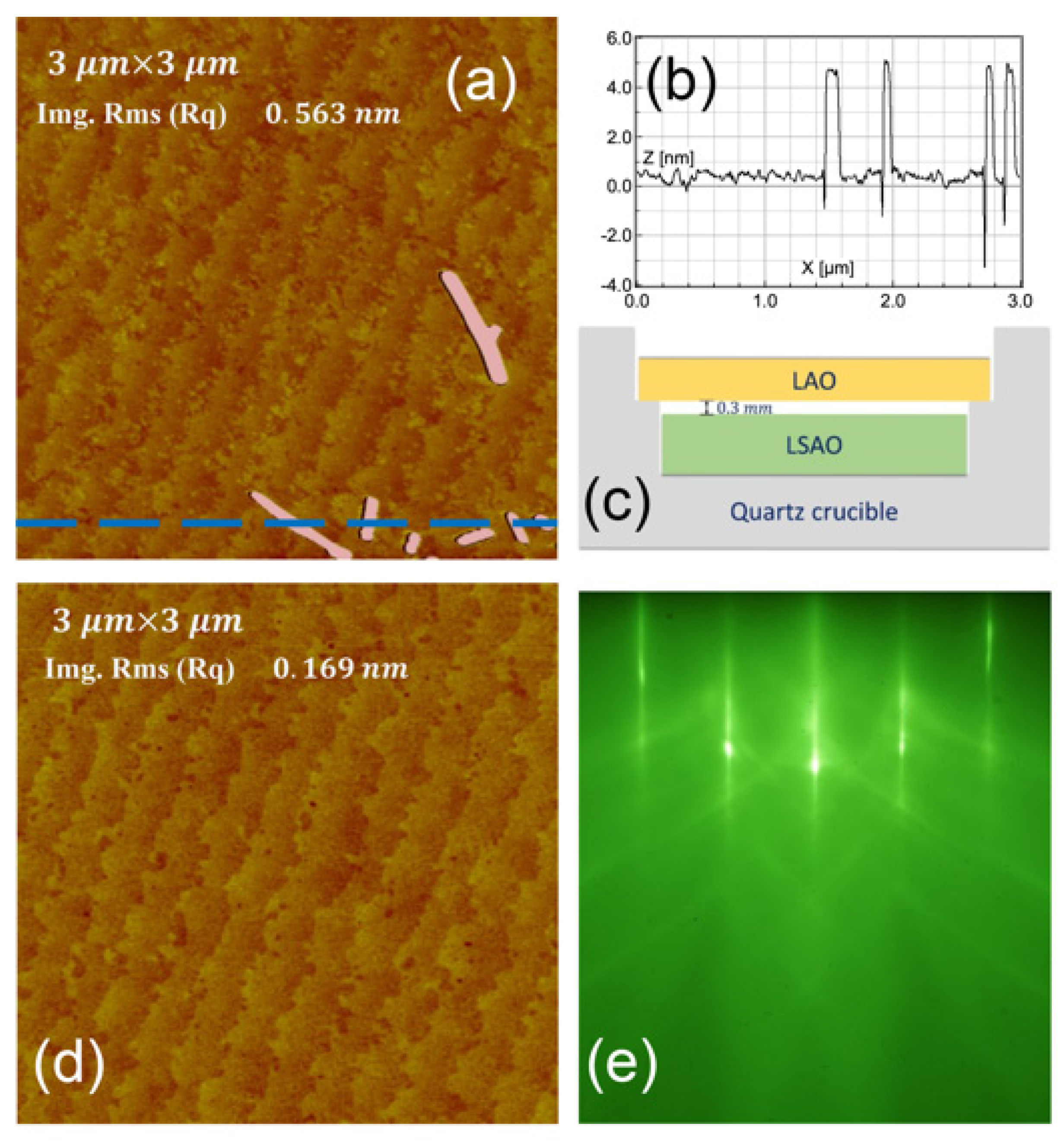
2.2. LSAO Preparation and Characterization
2.3. Backside Coating with SrRuO3
3. All-MBE Technique
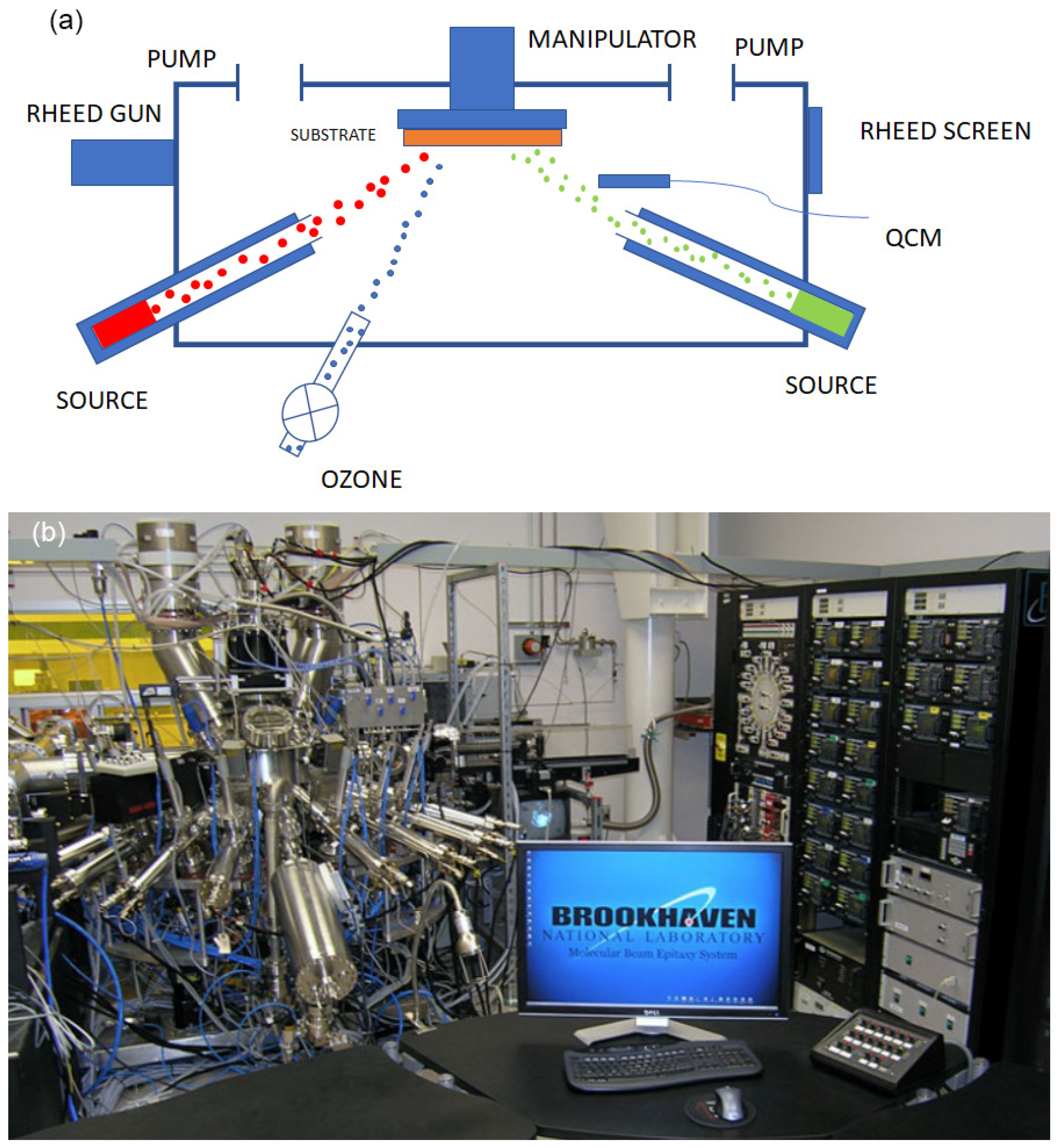
3.1. MBE System
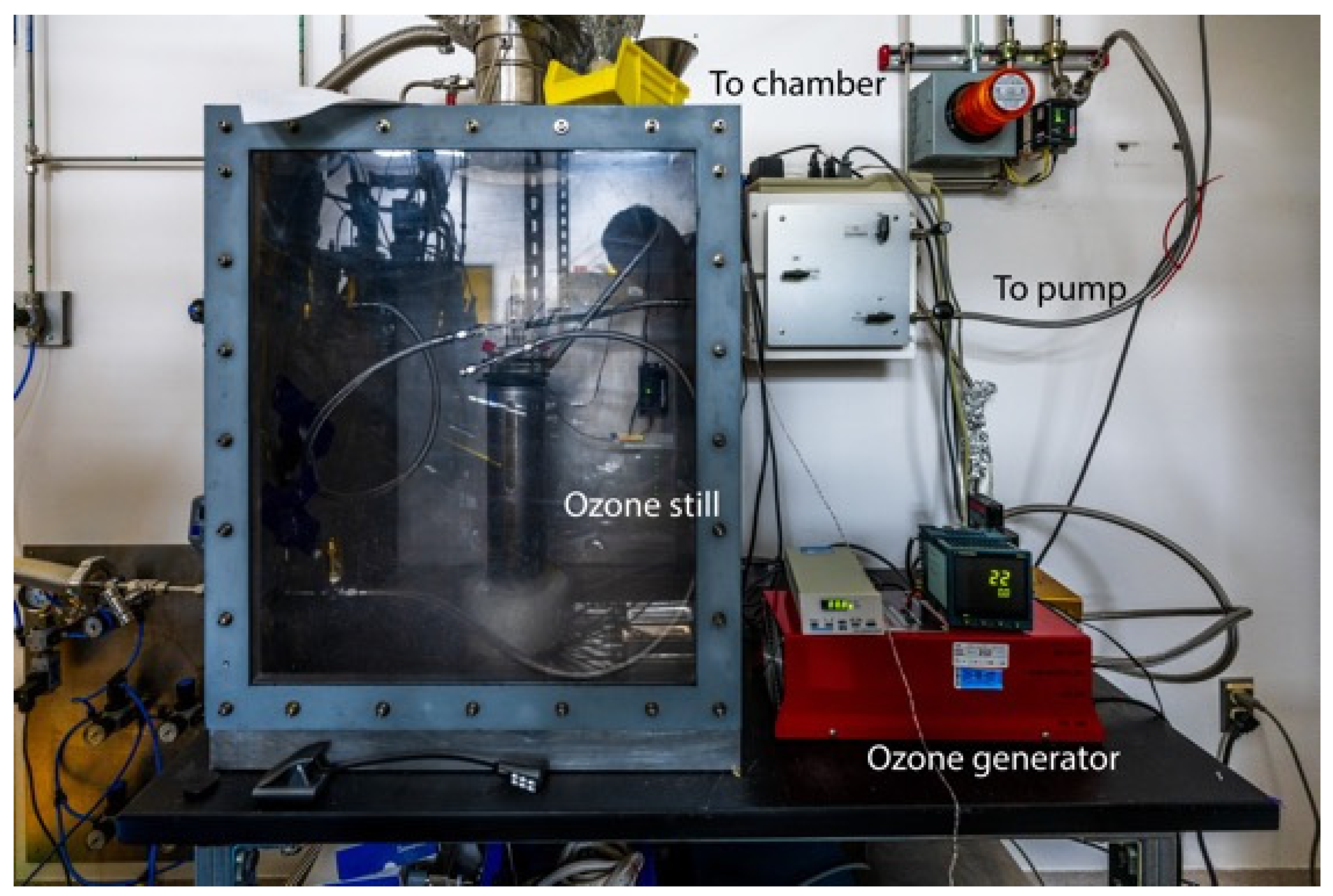
3.2. Ozone Distilling
3.3. Substrate Temperature
3.4. Source Calibration
4. Synthesis of LSCO Films on LSAO Substrates
4.1. Buffer Layer
4.2. Film Growth
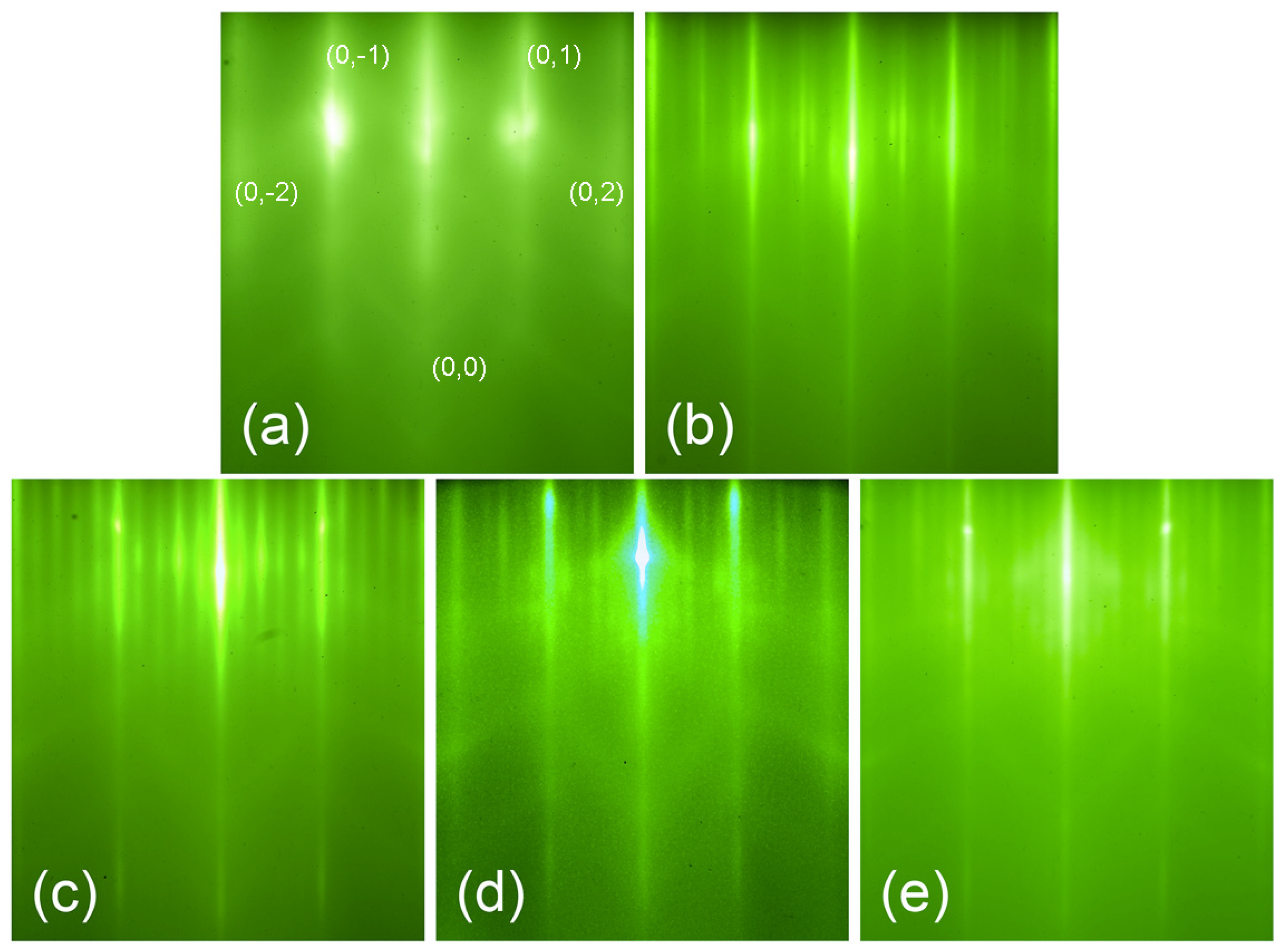
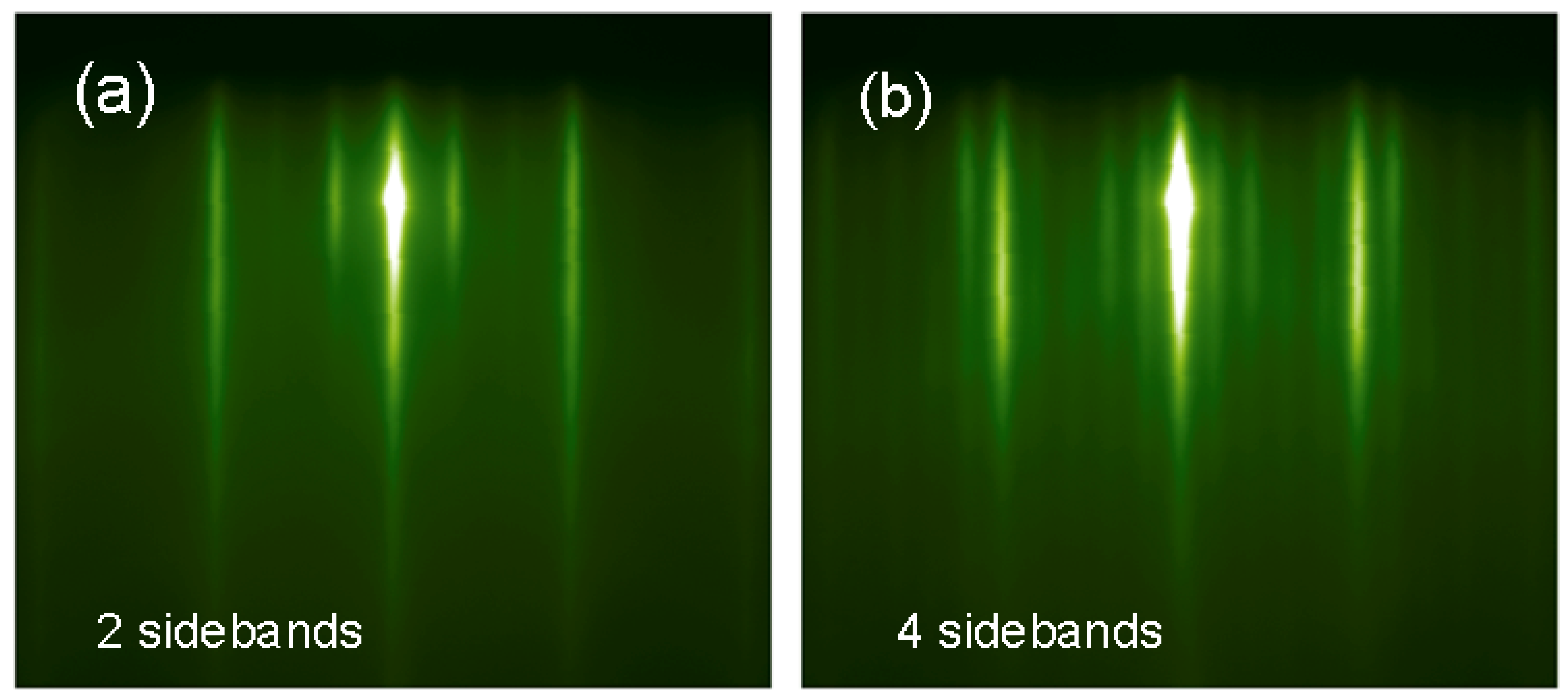
4.3. RHEED Monitoring
4.4. RHEED Dynamics as a Diagnostic Tool for Fine-Tuning the Stoichiometry
4.5. Adjusting the Oxygen Stoichiometry
5. LSCO Film Characterization
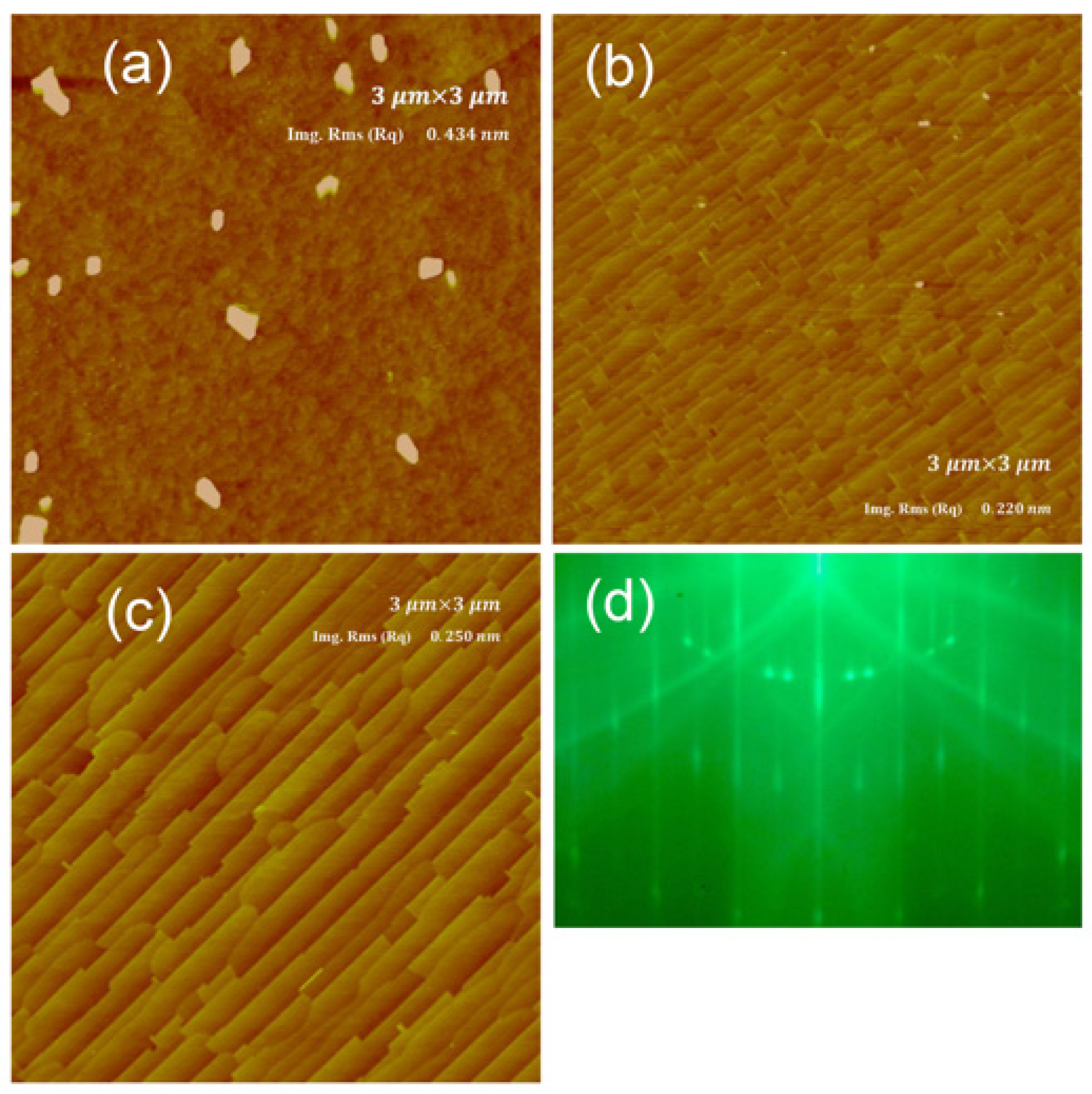
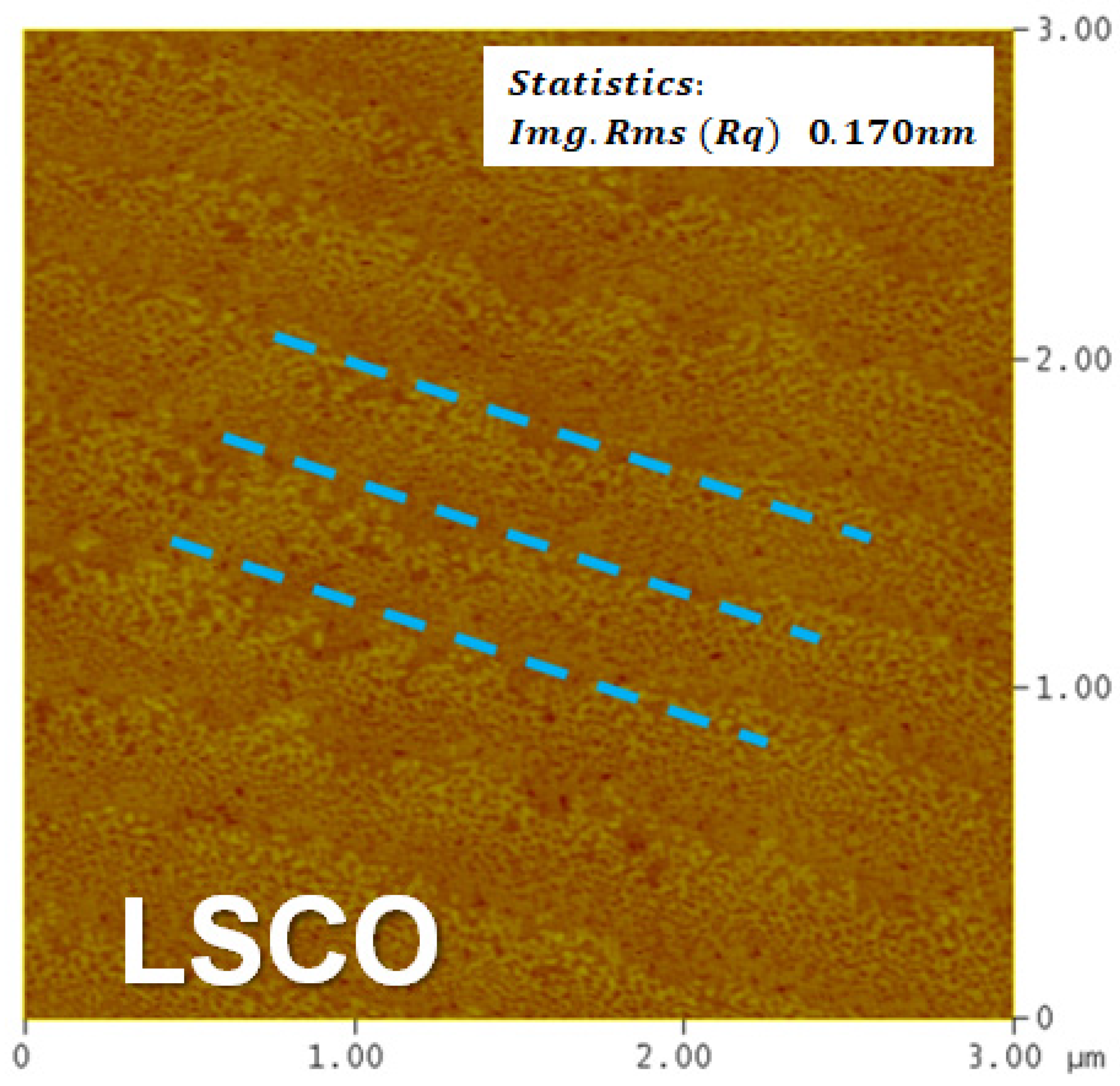
5.1. Atomic Force Microscopy
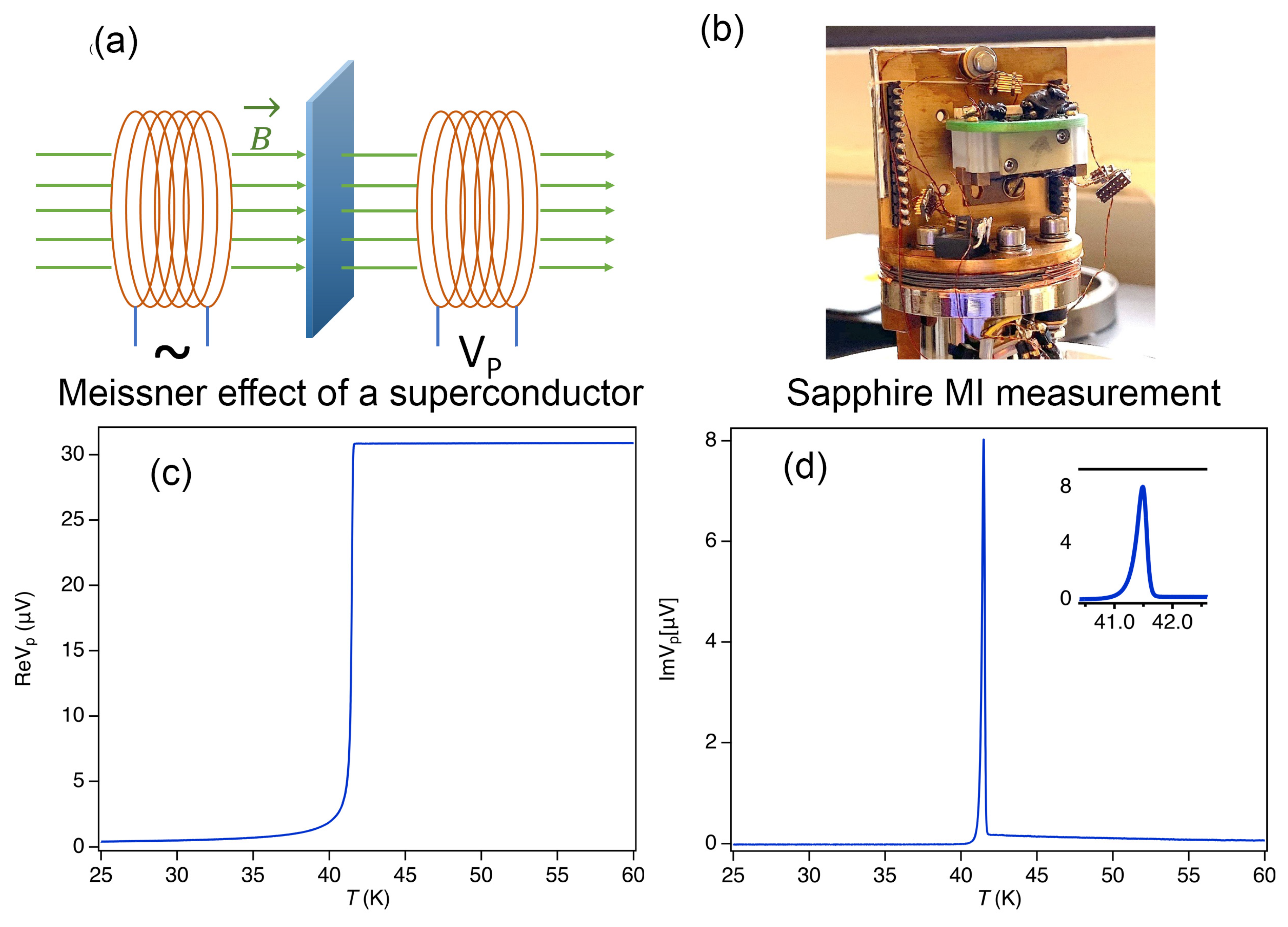
5.2. Mutual Inductance
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bednorz, J.G.; Müller, K.A. Possible HighTc Superconductivity in the Ba-La-Cu-O System. Z. Phys. B-Condens. Matter 1986, 64, 189–193. [Google Scholar] [CrossRef]
- Anderson, P.W. The Resonating Valence Bond State in La2CuO4 and Superconductivity. Science 1987, 235, 1196–1198. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Stajic, J.; Tan, S.; Levin, K. BCS–BEC Crossover: From High Temperature Superconductors to Ultracold Superfluids. Phys. Rep. 2005, 412, 1–88. [Google Scholar] [CrossRef] [Green Version]
- Zaanen, J.; Chakravarty, S.; Senthil, T.; Anderson, P.W.; Lee, P.; Schmalian, J.; Imada, M.; Pines, D.; Randeria, M.; Varma, C.; et al. Towards a Complete Theory of High Tc. Nat. Phys. 2006, 2, 138–143. [Google Scholar] [CrossRef]
- Lee, P.A.; Nagaosa, N.; Wen, X.-G. Doping a Mott Insulator: Physics of High-Temperature Superconductivity. Rev. Mod. Phys. 2006, 78, 17–85. [Google Scholar] [CrossRef]
- Laughlin, R.B. Fermi-Liquid Computation of the Phase Diagram of High- T c Cuprate Superconductors with an Orbital Antiferromagnetic Pseudogap. Phys. Rev. Lett. 2014, 112, 017004. [Google Scholar] [CrossRef]
- Keimer, B.; Kivelson, S.A.; Norman, M.R.; Uchida, S.; Zaanen, J. From Quantum Matter to High-Temperature Superconductivity in Copper Oxides. Nature 2015, 518, 179–186. [Google Scholar] [CrossRef]
- Eckstein, J.N.; Bozovic, I. High-Temperature Superconducting Multilayers and Heterostructures Grown by Atomic Layer-By-Layer Molecular Beam Epitaxy. Annu. Rev. Mater. Sci. 1995, 25, 679–709. [Google Scholar] [CrossRef]
- Bozovic, I. Atomic-Layer Engineering of Superconducting Oxides: Yesterday, Today, Tomorrow. IEEE Trans. Appl. Supercond. 2001, 11, 2686–2695. [Google Scholar] [CrossRef]
- Naito, M.; Sato, H.; Yamamoto, H. MBE Growth of (La,Sr)2CuO4 and (Nd,Ce)2CuO4 Thin Films. Phys. C Supercond. 1997, 293, 36–43. [Google Scholar] [CrossRef]
- Naito, M.; Sato, H. Stoichiometry Control of Atomic Beam Fluxes by Precipitated Impurity Phase Detection in Growth of (Pr,Ce)2CuO4 and (La,Sr)2CuO4 Films. Appl. Phys. Lett. 1995, 67, 2557–2559. [Google Scholar] [CrossRef]
- Locquet, J.-P.; Perret, J.; Fompeyrine, J.; Mächler, E.; Seo, J.W.; Van Tendeloo, G. Doubling the Critical Temperature of La1.9Sr0.1CuO4 Using Epitaxial Strain. Nature 1998, 394, 453–456. [Google Scholar] [CrossRef]
- Connell, J.G.; Isaac, B.J.; Ekanayake, G.B.; Strachan, D.R.; Seo, S.S.A. Preparation of Atomically Flat SrTiO3 Surfaces Using a Deionized-Water Leaching and Thermal Annealing Procedure. Appl. Phys. Lett. 2012, 101, 251607. [Google Scholar] [CrossRef] [Green Version]
- Biswas, A.; Rossen, P.B.; Ravichandran, J.; Chu, Y.-H.; Lee, Y.-W.; Yang, C.-H.; Ramesh, R.; Jeong, Y.H. Selective A- or B-Site Single Termination on Surfaces of Layered Oxide SrLaAlO4. Appl. Phys. Lett. 2013, 102, 051603. [Google Scholar] [CrossRef] [Green Version]
- Naito, M.; Yamamoto, H.; Sato, H. Intrinsic Problem of Cuprate Surface and Interface: Why Good Tunnel Junctions Are Difficult to Fabricate. Phys. C Supercond. 2000, 335, 201–206. [Google Scholar] [CrossRef]
- Nakagawa, N.; Hwang, H.Y.; Muller, D.A. Why Some Interfaces Cannot Be Sharp. Nat. Mater. 2006, 5, 204–209. [Google Scholar] [CrossRef] [Green Version]
- Pentcheva, R.; Pickett, W.E. Avoiding the Polarization Catastrophe in LaAlO3 Overlayers on SrTiO3 (001) through Polar Distortion. Phys. Rev. Lett. 2009, 102, 107602. [Google Scholar] [CrossRef] [Green Version]
- Bozovic, I.; Eckstein, J.N. Analysis of Growing Films of Complex Oxides by RHEED. MRS Bull. 1995, 20, 32–38. [Google Scholar] [CrossRef]
- Bozovic, I.; Logvenov, G.; Belca, I.; Narimbetov, B.; Sveklo, I. Epitaxial Strain and Superconductivity in La2−xSrxCuO4 Thin Films. Phys. Rev. Lett. 2002, 89, 107001. [Google Scholar] [CrossRef]
- Radaelli, P.G.; Hinks, D.G.; Mitchell, A.W.; Hunter, B.A.; Wagner, J.L.; Dabrowski, B.; Vandervoort, K.G.; Viswanathan, H.K.; Jorgensen, J.D. Structural and Superconducting Properties of La2−xSrxCuO4 as a Function of Sr Content. Phys. Rev. B 1994, 49, 4163–4175. [Google Scholar] [CrossRef]
- Leng, X.; Božović, I. Controlling Superconductivity in La2−xSrxCuO4+δ by Ozone and Vacuum Annealing. J. Supercond. Nov. Magn. 2015, 28, 71–74. [Google Scholar] [CrossRef]
- Hammond, R.H.; Bormann, R. Correlation between the In Situ Growth Conditions of YBCO Thin Films and the Thermodynamic Stability Criteria. Phys. C Supercond. Its Appl. 1989, 162–164, 703–704. [Google Scholar] [CrossRef]
- He, X.; Gozar, A.; Sundling, R.; Božović, I. High-Precision Measurement of Magnetic Penetration Depth in Superconducting Films. Rev. Sci. Instrum. 2016, 87, 113903. [Google Scholar] [CrossRef] [PubMed]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, X.; Xu, X.; Shi, X.; Božović, I. Optimization of La2−xSrxCuO4 Single Crystal Film Growth via Molecular Beam Epitaxy. Condens. Matter 2023, 8, 13. https://doi.org/10.3390/condmat8010013
He X, Xu X, Shi X, Božović I. Optimization of La2−xSrxCuO4 Single Crystal Film Growth via Molecular Beam Epitaxy. Condensed Matter. 2023; 8(1):13. https://doi.org/10.3390/condmat8010013
Chicago/Turabian StyleHe, Xi, Xiaotao Xu, Xiaoyan Shi, and Ivan Božović. 2023. "Optimization of La2−xSrxCuO4 Single Crystal Film Growth via Molecular Beam Epitaxy" Condensed Matter 8, no. 1: 13. https://doi.org/10.3390/condmat8010013