
Cross-Sectional 4D-Printing: Upscaling Self-Shaping Structures with Differentiated Material Properties Inspired by the Large-Flowered Butterwort (Pinguicula grandiflora)

 , , , and
, , , and 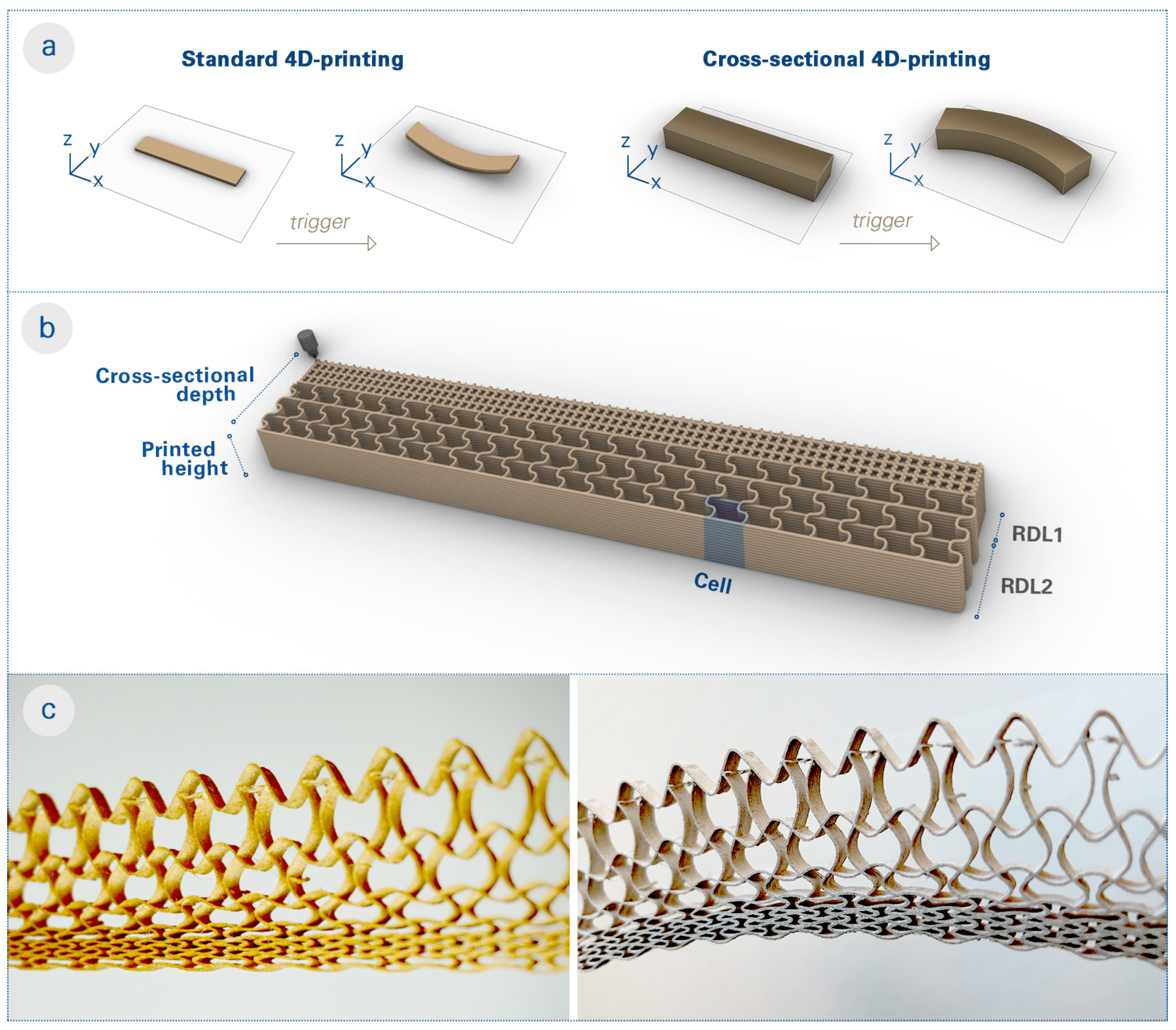{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
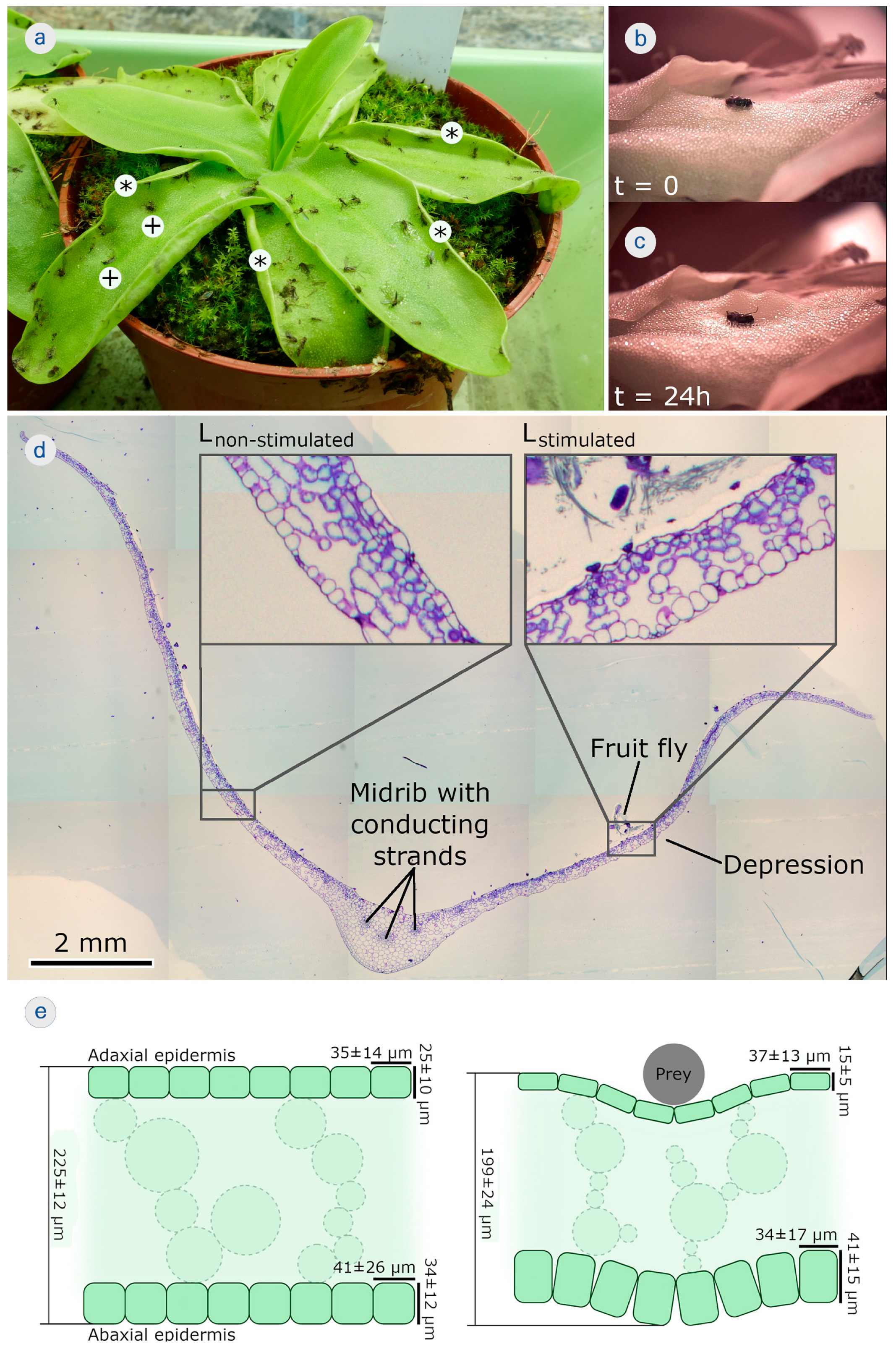
1.1. Bioinspiration: Depression Formation in Large-Flowered Butterwort (Pinguicula grandiflora)
1.2. Proposed Concept: Cross-Sectional 4D-Printing
2. Materials and Methods
2.1. Material, Machine, and Software Workflow for 4D-Printing
2.2. Model Representation of Differentiated Cross Sections
2.3. Experiments and Measurement of 4D-Printed Specimens
2.4. Plant Material, Feeding, and Functional–Morphological Analysis
3. Results
3.1. Analysis of the Large-Flowered Butterwort’s Deformations
3.2. Evaluation of the 4D-Printed Specimens
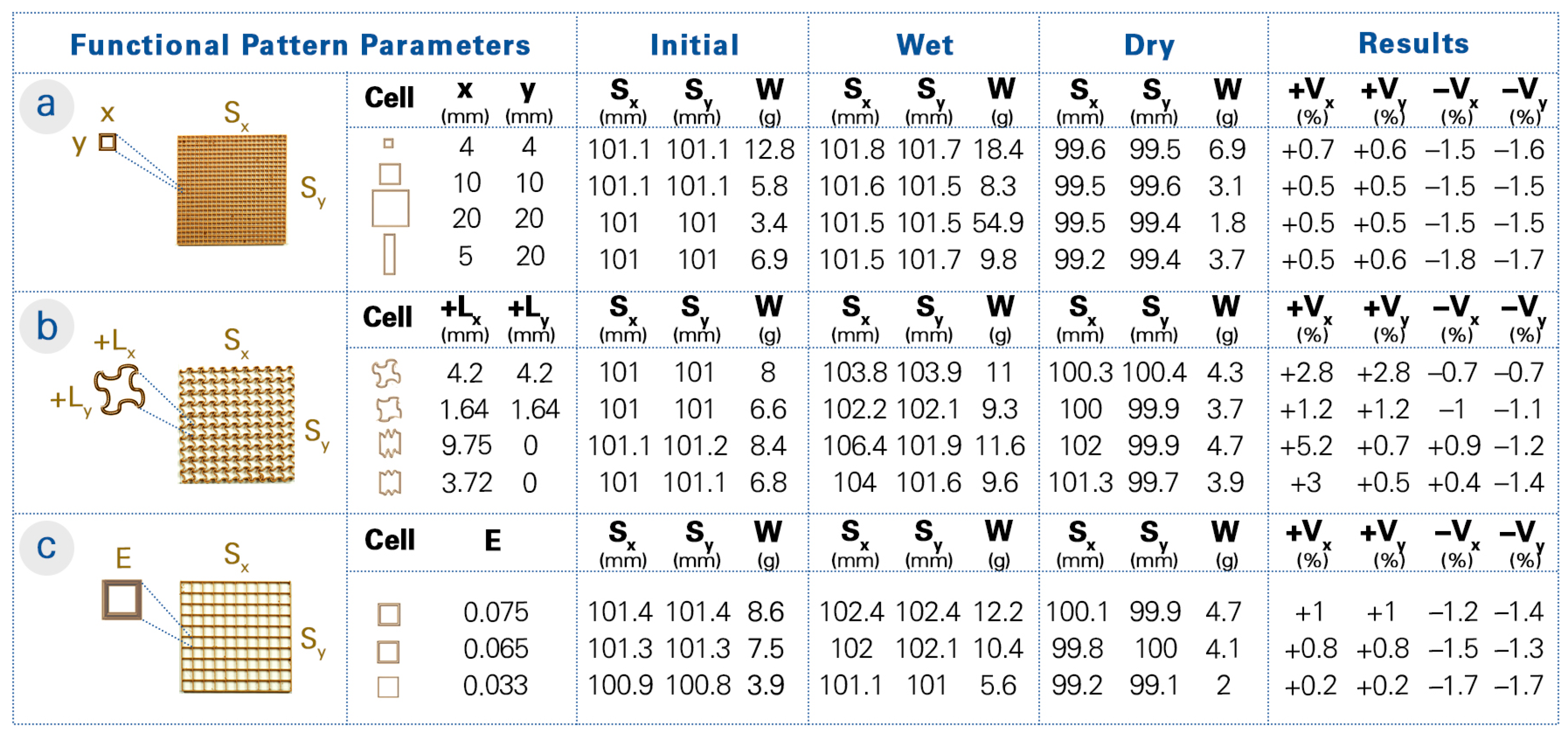
3.2.1. Uniform Functional Patterns
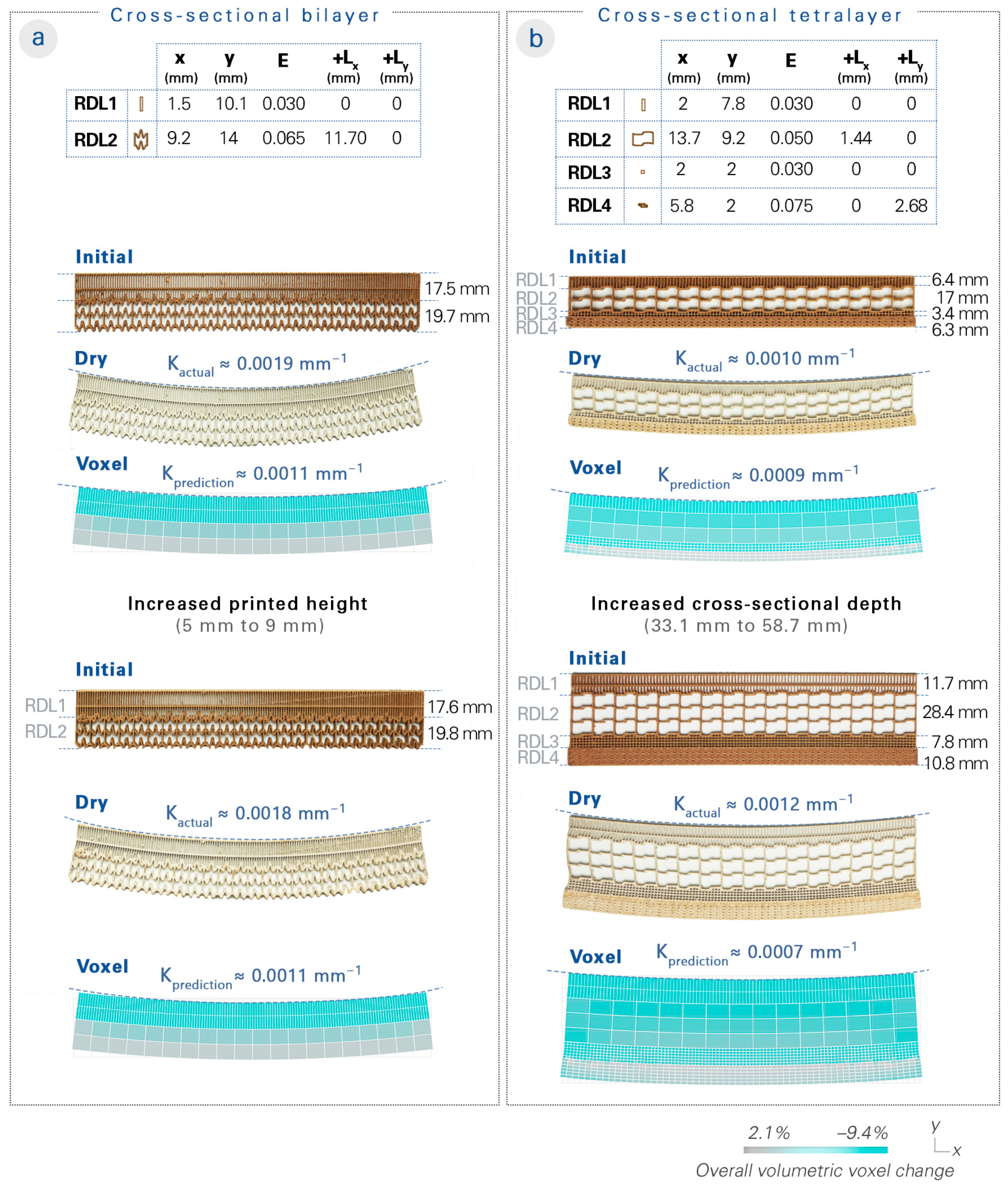
3.2.2. Cross Sections with Distinct Depth Layers
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tibbits, S. The Emergence of 4D Printing. In Proceedings of the TED2013: The Young. The Wise. The Undiscovered, Long Beach, CA, USA, 1–5 January 2013. [Google Scholar]
- Tibbits, S. 4D Printing: Multi-Material Shape Change. Archit. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Tibbits, S.; McKnelly, C.; Olguin, C.; Dikovsky, D.; Hirsch, S. 4D Printing and Universal Transformation. In Proceedings of the Association for Computer-Aided Design in Architecture 2014 International Conference, Los Angeles, CA, USA, 23–25 October 2014; pp. 539–548. [Google Scholar]
- Raviv, D.; Zhao, W.; McKnelly, C.; Papadopoulou, A.; Kadambi, A.; Shi, B.; Hirsch, S.; Dikovsky, D.; Zyracki, M.; Olguin, C.; et al. Active Printed Materials for Complex Self-Evolving Deformations. Sci. Rep. 2014, 4, 7422. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ding, Z.; Yuan, C.; Peng, X.; Wang, T.; Qi, H.J.; Dunn, M.L. Direct 4D Printing via Active Composite Materials. Sci. Adv. 2017, 3, e1602890. [Google Scholar] [CrossRef] [Green Version]
- An, B.; Wu, H.-Y.; Zhang, T.; Yao, L.; Tao, Y.; Gu, J.; Cheng, T.; Chen, A.; Zhang, X.; Zhao, W.; et al. Thermorph: Democratizing 4D Printing of Self-Folding Materials and Interfaces. In Proceedings of the 2018 CHI Conference on Human Factors in Computing Systems, Montreal, QC, Canada, 21–27 April 2018; pp. 1–12. [Google Scholar]
- Sydney Gladman, A.; Matsumoto, E.A.; Nuzzo, R.G.; Mahadevan, L.; Lewis, J.A. Biomimetic 4D Printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef] [PubMed]
- Tahouni, Y.; Cheng, T.; Lajewski, S.; Benz, J.; Bonten, C.; Wood, D.; Menges, A. Codesign of Biobased Cellulose-Filled Filaments and Mesostructures for 4D Printing Humidity Responsive Smart Structures. 3D Print. Addit. Manuf. 2023, 10, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Zhu, P.; Yang, W.; Wang, R.; Gao, S.; Li, B.; Li, Q. 4D Printing of Complex Structures with a Fast Response Time to Magnetic Stimulus. ACS Appl. Mater. Interfaces 2018, 10, 36435–36442. [Google Scholar] [CrossRef]
- Alshebly, Y.S.; Mustapha, K.B.; Zolfagharian, A.; Bodaghi, M.; Mohamed Ali, M.S.; Almurib, H.A.; Nafea, M. Bioinspired Pattern-Driven Single-Material 4D Printing for Self-Morphing Actuators. Sustainability 2022, 14, 10141. [Google Scholar] [CrossRef]
- Correa, D.; Papadopoulou, A.; Guberan, C.; Jhaveri, N.; Reichert, S.; Menges, A.; Tibbits, S. 3D-Printed Wood: Programming Hygroscopic Material Transformations. 3D Print. Addit. Manuf. 2015, 2, 106–116. [Google Scholar] [CrossRef]
- Van Manen, T.; Janbaz, S.; Zadpoor, A.A. Programming 2D/3D Shape-Shifting with Hobbyist 3D Printers. Mater. Horiz. 2017, 4, 1064–1069. [Google Scholar] [CrossRef] [Green Version]
- Burgert, I.; Fratzl, P. Actuation Systems in Plants as Prototypes for Bioinspired Devices | Philosophical Transactions of the Royal Society A: Mathematical, Physical and Engineering Sciences. Philos. Trans. R. Soc. A 2009, 367, 1541–1557. [Google Scholar] [CrossRef]
- Speck, T.; Cheng, T.; Klimm, F.; Menges, A.; Poppinga, S.; Speck, O.; Tahouni, Y.; Tauber, F.; Thielen, M. Plants as Inspiration for Material-Based Sensing and Actuation in Soft Robots and Machines. MRS Bull. 2023, 48, 1–16. [Google Scholar] [CrossRef]
- Poppinga, S.; Zollfrank, C.; Prucker, O.; Rühe, J.; Menges, A.; Cheng, T.; Speck, T. Toward a New Generation of Smart Biomimetic Actuators for Architecture. Adv. Mater. 2018, 30, e1703653. [Google Scholar] [CrossRef]
- Magalhães, M.I.; Almeida, A.P.C. Nature-Inspired Cellulose-Based Active Materials: From 2D to 4D. Appl. Biosci. 2023, 2, 94–114. [Google Scholar] [CrossRef]
- Bauer, U.; Müller, U.K.; Poppinga, S. Complexity and Diversity of Motion Amplification and Control Strategies in Motile Carnivorous Plant Traps. Proc. R. Soc. B Biol. Sci. 2021, 288, 20210771. [Google Scholar] [CrossRef]
- Jonsson, K.; Ma, Y.; Routier-Kierzkowska, A.-L.; Bhalerao, R.P. Multiple Mechanisms behind Plant Bending. Nat. Plants 2023, 9, 13–21. [Google Scholar] [CrossRef]
- Armon, S.; Efrati, E.; Kupferman, R.; Sharon, E. Geometry and Mechanics in the Opening of Chiral Seed Pods. Science 2011, 333, 1726–1730. [Google Scholar] [CrossRef] [Green Version]
- Klimm, F.; Speck, T.; Thielen, M. Force Generation in the Coiling Tendrils of Passiflora Caerulea. bioRxiv 2023. [Google Scholar] [CrossRef]
- Forterre, Y.; Skotheim, J.M.; Dumais, J.; Mahadevan, L. How the Venus Flytrap Snaps. Nature 2005, 433, 421–425. [Google Scholar] [CrossRef] [Green Version]
- Hofhuis, H.; Moulton, D.; Lessinnes, T.; Routier-Kierzkowska, A.-L.; Bomphrey, R.J.; Mosca, G.; Reinhardt, H.; Sarchet, P.; Gan, X.; Tsiantis, M.; et al. Morphomechanical Innovation Drives Explosive Seed Dispersal. Cell 2016, 166, 222–233. [Google Scholar] [CrossRef] [Green Version]
- Dawson, C.; Vincent, J.F.V.; Rocca, A.-M. How Pine Cones Open. Nature 1997, 390, 668. [Google Scholar] [CrossRef]
- Quan, H.; Pirosa, A.; Yang, W.; Ritchie, R.O.; Meyers, M.A. Hydration-Induced Reversible Deformation of the Pine Cone. Acta Biomater. 2021, 128, 370–383. [Google Scholar] [CrossRef] [PubMed]
- Correa, D.; Poppinga, S.; Mylo, M.D.; Westermeier, A.S.; Bruchmann, B.; Menges, A.; Speck, T. 4D Pine Scale: Biomimetic 4D Printed Autonomous Scale and Flap Structures Capable of Multi-Phase Movement. Philos. Trans. R. Soc. Math. Phys. Eng. Sci. 2020, 378, 20190445. [Google Scholar] [CrossRef] [PubMed]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D Printing of Wood Fibre Biocomposites: From Mechanical to Actuation Functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Le Duigou, A.; Fruleux, T.; Matsuzaki, R.; Chabaud, G.; Ueda, M.; Castro, M. 4D Printing of Continuous Flax-Fibre Based Shape-Changing Hygromorph Biocomposites: Towards Sustainable Metamaterials. Mater. Des. 2021, 211, 110158. [Google Scholar] [CrossRef]
- Eger, C.J.; Horstmann, M.; Poppinga, S.; Sachse, R.; Thierer, R.; Nestle, N.; Bruchmann, B.; Speck, T.; Bischoff, M.; Rühe, J. The Structural and Mechanical Basis for Passive-Hydraulic Pine Cone Actuation. Adv. Sci. 2022, 9, 2200458. [Google Scholar] [CrossRef]
- Cheng, T.; Thielen, M.; Poppinga, S.; Tahouni, Y.; Wood, D.; Steinberg, T.; Menges, A.; Speck, T. Bio-Inspired Motion Mechanisms: Computational Design and Material Programming of Self-Adjusting 4D-Printed Wearable Systems. Adv. Sci. 2021, 8, 2100411. [Google Scholar] [CrossRef]
- Tahouni, Y.; Krüger, F.; Poppinga, S.; Wood, D.; Pfaff, M.; Rühe, J.; Speck, T.; Menges, A. Programming Sequential Motion Steps in 4D-Printed Hygromorphs by Architected Mesostructure and Differential Hygro-Responsiveness. Bioinspir. Biomim. 2021, 16, 055002. [Google Scholar] [CrossRef]
- Tahouni, Y.; Cheng, T.; Wood, D.; Sachse, R.; Thierer, R.; Bischoff, M.; Menges, A. Self-Shaping Curved Folding: A 4D-Printing Method for Fabrication of Self-Folding Curved Crease Structures. In Proceedings of the 5th Annual ACM Symposium on Computational Fabrication, Association for Computing Machinery, New York, NY, USA, 30 November 2020; pp. 1–11. [Google Scholar]
- Vazquez, E.; Gürsoy, B.; Duarte, J.P. Formalizing Shape-Change: Three-Dimensional Printed Shapes and Hygroscopic Material Transformations. Int. J. Archit. Comput. 2020, 18, 67–83. [Google Scholar] [CrossRef]
- Sossou, G.; Demoly, F.; Belkebir, H.; Qi, H.J.; Gomes, S.; Montavon, G. Design for 4D Printing: A Voxel-Based Modeling and Simulation of Smart Materials. Mater. Des. 2019, 175, 107798. [Google Scholar] [CrossRef]
- de Kergariou, C.; Kim, B.C.; Perriman, A.; Le Duigou, A.; Guessasma, S.; Scarpa, F. Design of 3D and 4D Printed Continuous Fibre Composites via an Evolutionary Algorithm and Voxel-Based Finite Elements: Application to Natural Fibre Hygromorphs. Addit. Manuf. 2022, 59, 103144. [Google Scholar] [CrossRef]
- Darwin, C. Insectivorous Plants; John Murray: London, UK, 1875. [Google Scholar]
- Lloyd, F.E. The Carnivorous Plants; Chronica Botanica Company: Waltham, MA, USA, 1942; pp. 1–376. [Google Scholar]
- Batalin, A. Mechanik Der Bewegungen Der Insektenfressenden Pflanzen. Nature 1877, 16, 359. [Google Scholar] [CrossRef]
- Heslop-Harrison, Y.; Knox, R.B. A Cytochemical Study of the Leaf-Gland Enzymes of Insectivorous Plants of the Genus Pinguicula. Planta 1971, 96, 183–211. [Google Scholar] [CrossRef]
- La Porta, C.A.M.; Lionetti, M.C.; Bonfanti, S.; Milan, S.; Ferrario, C.; Rayneau-Kirkhope, D.; Beretta, M.; Hanifpour, M.; Fascio, U.; Ascagni, M.; et al. Metamaterial Architecture from a Self-Shaping Carnivorous Plant. Proc. Natl. Acad. Sci. USA 2019, 116, 18777–18782. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Nilsen, E.T.; Upmanyu, M. Mechanical Basis for Thermonastic Movements of Cold-Hardy Rhododendron Leaves. J. R. Soc. Interface 2020, 17, 20190751. [Google Scholar] [CrossRef] [Green Version]
- Poppinga, S.; Bauer, U.; Speck, T.; Volkov, A.G. Motile Traps. In Carnivorous Plants: Physiology, Ecology, and Evolution; Ellison, A., Adamec, L., Eds.; Oxford University Press: Oxford, UK, 2017; ISBN 978-0-19-877984-1. [Google Scholar]
- Krüger, F.; Thierer, R.; Tahouni, Y.; Sachse, R.; Wood, D.; Menges, A.; Bischoff, M.; Rühe, J. Development of a Material Design Space for 4D-Printed Bio-Inspired Hygroscopically Actuated Bilayer Structures with Unequal Effective Layer Widths. Biomimetics 2021, 6, 58. [Google Scholar] [CrossRef]
- Cheng, T.; Tahouni, Y.; Wood, D.; Stolz, B.; Mülhaupt, R.; Menges, A. Multifunctional Mesostructures: Design and Material Programming for 4D-Printing. In Proceedings of the 5th Annual ACM Symposium on Computational Fabrication, Online, 5–6 November 2020. [Google Scholar]
- Kam, D.; Levin, I.; Kutner, Y.; Lanciano, O.; Sharon, E.; Shoseyov, O.; Magdassi, S. Wood Warping Composite by 3D Printing. Polymers 2022, 14, 733. [Google Scholar] [CrossRef]
- Cheng, T. Programming Material Intelligence: An Additive Fabrication Strategy for Self-Shaping Biohybrid Components. In Proceedings of the Biomimetic and Biohybrid Systems, Freiburg, Germany, 28–30 July 2020; Springer International Publishing: Cham, Switzerland, 2020; pp. 36–45. [Google Scholar]
- Bouaziz, S.; Deuss, M.; Schwartzburg, Y.; Weise, T.; Pauly, M. Shape-Up: Shaping Discrete Geometry with Projections. Comput. Graph. Forum 2012, 31, 1657–1667. [Google Scholar] [CrossRef] [Green Version]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An Open-Source Platform for Biological-Image Analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [Green Version]
- Beismann, H.; Bertling, J.; Beyer, H.-G.; Boblan, I.; Erb, R.; Fischer, M.; Herdy, M.; Jordan, A.; Kesel, A.; Menzel, S.; et al. Bionik. Konzeption und Strategie. Abgrenzung Zwischen Bionischen und Konventionellen Verfahren/Produkten. VDI 6220; Association of German Engineers: Düsseldorf, Germany, 2012. [Google Scholar]
- Groenewolt, A.; Schwinn, T.; Nguyen, L.; Menges, A. An Interactive Agent-Based Framework for Materialization-Informed Architectural Design. Swarm Intell. 2018, 12, 155–186. [Google Scholar] [CrossRef]
- Cheng, T.; Wood, D.; Kiesewetter, L.; Özdemir, E.; Antorveza, K.; Menges, A. Programming Material Compliance and Actuation: Hybrid Additive Fabrication of Biocomposite Structures for Large-Scale Self-Shaping. Bioinspir. Biomim. 2021, 16, 055004. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sahin, E.S.; Cheng, T.; Wood, D.; Tahouni, Y.; Poppinga, S.; Thielen, M.; Speck, T.; Menges, A. Cross-Sectional 4D-Printing: Upscaling Self-Shaping Structures with Differentiated Material Properties Inspired by the Large-Flowered Butterwort (Pinguicula grandiflora). Biomimetics 2023, 8, 233. https://doi.org/10.3390/biomimetics8020233
Sahin ES, Cheng T, Wood D, Tahouni Y, Poppinga S, Thielen M, Speck T, Menges A. Cross-Sectional 4D-Printing: Upscaling Self-Shaping Structures with Differentiated Material Properties Inspired by the Large-Flowered Butterwort (Pinguicula grandiflora). Biomimetics. 2023; 8(2):233. https://doi.org/10.3390/biomimetics8020233
Chicago/Turabian StyleSahin, Ekin Sila, Tiffany Cheng, Dylan Wood, Yasaman Tahouni, Simon Poppinga, Marc Thielen, Thomas Speck, and Achim Menges. 2023. "Cross-Sectional 4D-Printing: Upscaling Self-Shaping Structures with Differentiated Material Properties Inspired by the Large-Flowered Butterwort (Pinguicula grandiflora)" Biomimetics 8, no. 2: 233. https://doi.org/10.3390/biomimetics8020233