1. Introduction
The Technological Revolution, as the Second Industrial Revolution was called, introduced new technological systems, the most significant of which was electric power [
1]. However, advances in manufacturing and production technology allowed the widespread adoption of technological systems, even in the petroleum industry [
2]. These developments necessitated the use of storage tanks that, either for direct consumption or for power generation, ensured the supply of petroleum products for equipment that depended on them [
3].
For proper operation, periodic cleaning of these confined spaces is required [
4], either due to production needs or maintenance work. In this context, direct exposure of operators to explosive atmospheres is a common and risky practice [
5]. Currently, many industries maintain this type of tank, which leads to considering these cleaning works as a high occupational hazard [
6]. Since these spaces are not designed for the permanent occupation of workers, it is necessary to consider the special measures to be taken in the case of specific tasks, because of they are characterized by a lack of oxygen [
7], as well as by the presence of flammable substances and chemical contaminants [
8]. Statistical data on fatal accidents in this sector in the period between 1980 and 1990 indicated a ratio of 0.69 deaths per 100,000 workers per year in the United States [
9]. By 2011, these data had not improved, with four out of five incidents involving multiple fatalities [
10]. This was due to the fact that, on most occasions, the rescue personnel involved were not trained in the risks associated with entering these spaces [
11], given that, for each person requiring rescue, up to three rescuers are required [
12]. The high occupational hazard involving industrial cleaning is present in different project stages: in the study phase, during execution and commissioning, and also in the facilities that are in service (maintenance, repair, and periodic inspections, among others), affecting different sectors such as the industrial [
13], petrochemical [
14], and naval [
15].
Integration of enabling technologies reduces risks and increases safety and production levels [
16]. However, the singularity of many industrial cleaning processes requires a combination of the resourcefulness of human expertise in collaboration with efficient, intelligent, and accurate machines, to obtain reliable solutions [
17,
18]. In this context, the new paradigm of Industry 5.0 becomes essential [
19] to consider safety, environmental, quality, and cost-optimal issues, placing the wellbeing of the industrial worker at the center of the production process [
20]. These new concerns have been taken into account in other industrial cleaning processes, such as in food production [
21], manufacturing [
22], or coating and painting [
23].
Tank cleaning includes the association of hazardous work, as stated in Spain in Annex I of Royal Decree 39/97 [
24]. These activities include work in explosive risk environments, work with fuel transfers, work in confined spaces and work with chemical substances, and work with machines and electrical and/or mechanical tools, among other jobs. These cleaning tasks consist of the removal of residues formed by the storage of oil over time. Therefore, cleaning must be carried out inside the tank, once the tank is free of gas and ensuring the entry of the operators [
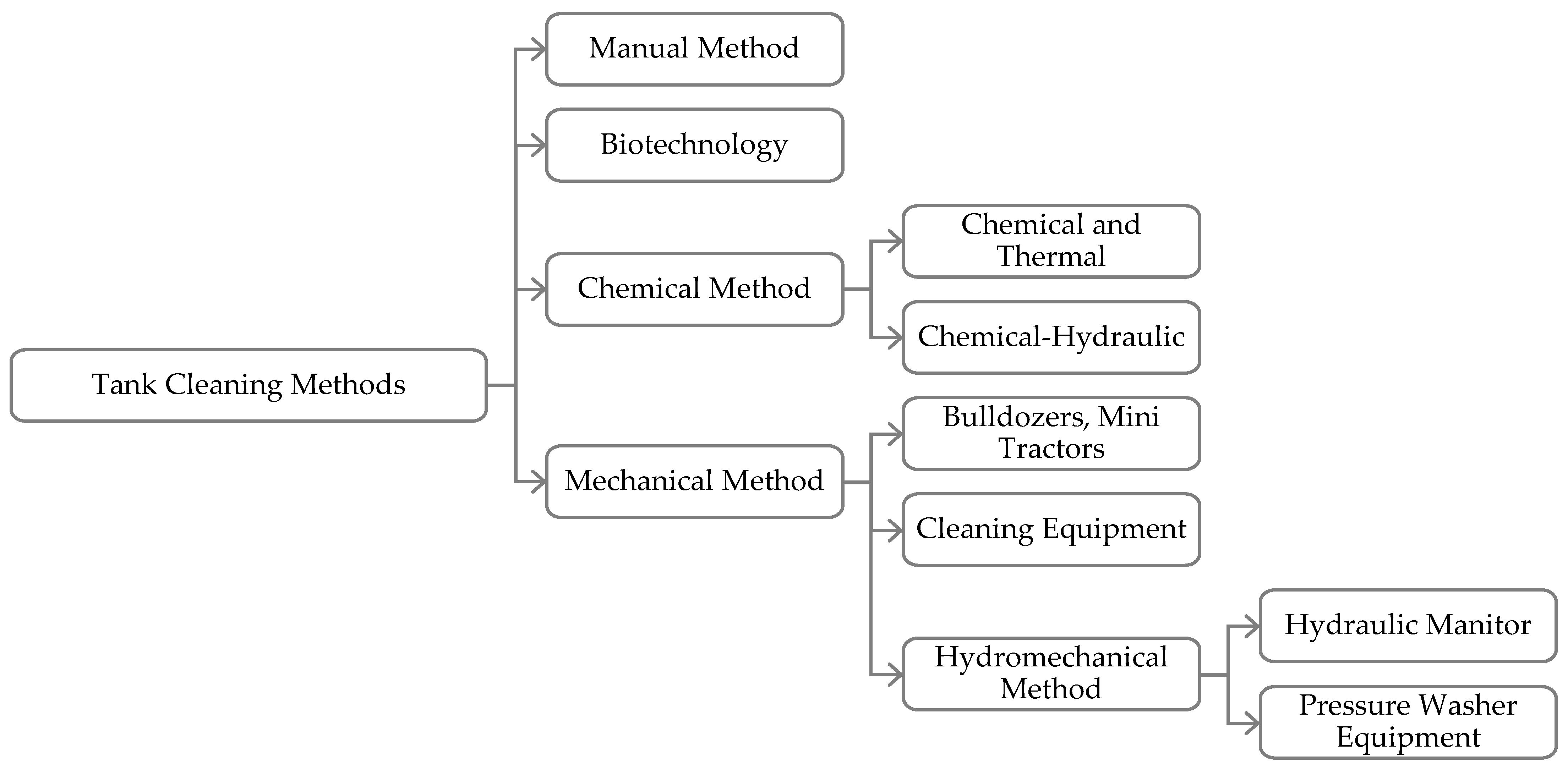
25]. The removal of these sludges and sediments can be performed using manual methods or various technologies, with the help of chemicals, mechanical devices, and/or water [
26].
Figure 1 shows a classification of the different methodologies that can be used.
First, manual cleaning, which consists of an intervention methodology based on the manual removal of the residues removed with hand tools (usually shovels), once specialized technicians have certified the absence of gas and the fluids have been removed by means of vacuum trucks or pneumatic or volumetric pumps, electrically or hydraulically operated but with explosion protection. This procedure requires access to the tank by qualified personnel with appropriate protection and the use of tools and equipment that are not capable of producing sparks. Fortunately, this type of cleaning is being used today in more and more specific cases where the characteristics of the tank or other external conditions do not allow the use of another methodology, due to the time needed to complete the entire procedure and the exposure of the operators to carry it out [
27,
28].
Next, the cleaning of deposits by biotechnological methods, based on the use of microorganisms fed by hydrocarbons, which decompose the oil. In this way, it is also possible to use these oil wastes as food for the plant world [
29], while at the same time controlling pollution [
30]. However, these are very time-consuming (although environmentally friendly) processes, so their applicability is very limited.
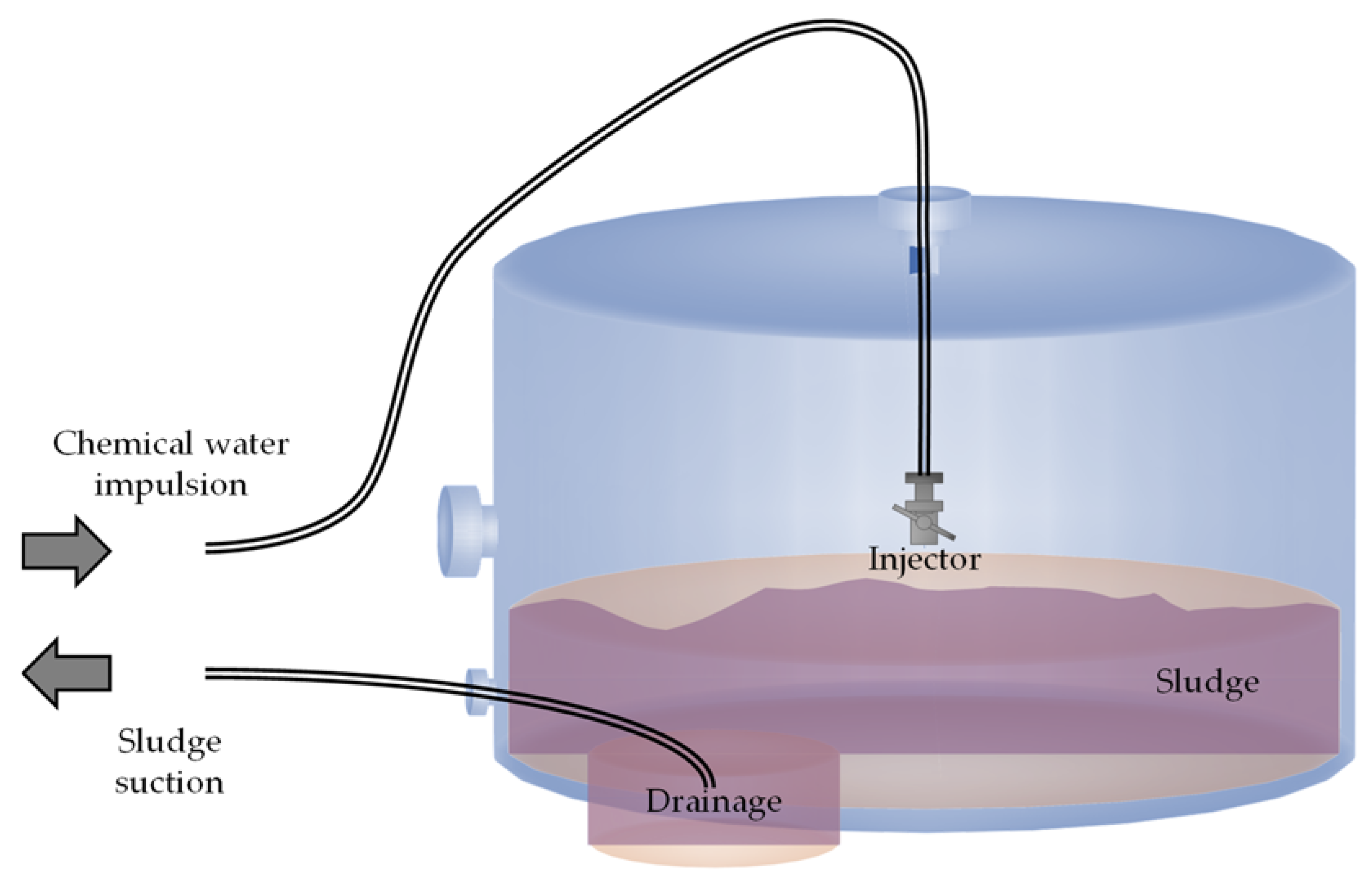
Then, chemical cleaning, which consists of adding chemical reagents to the waste to be removed, with the intention of oxidizing the organic compounds present in the waste [
28]. However, these can deteriorate the tank coating, reducing its useful life or adding (costly) activities to recover its functionality. In addition, they generate enormous amounts of noxious water. Therefore, most current studies focus on optimizing the cleaning parameters to increase their efficiency [
31], while improving their sustainability [
32], reducing water consumption and/or using more innocuous products.
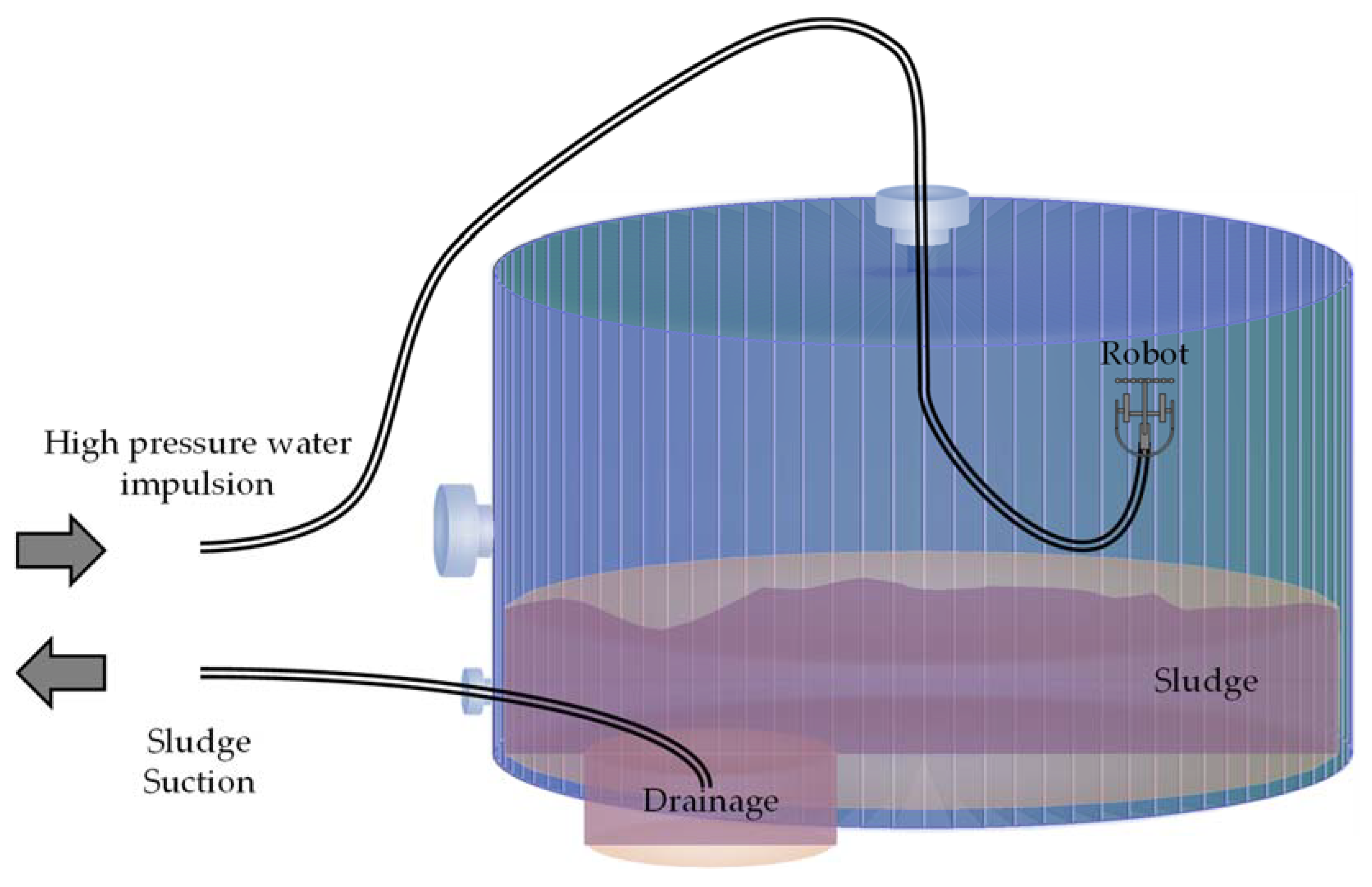
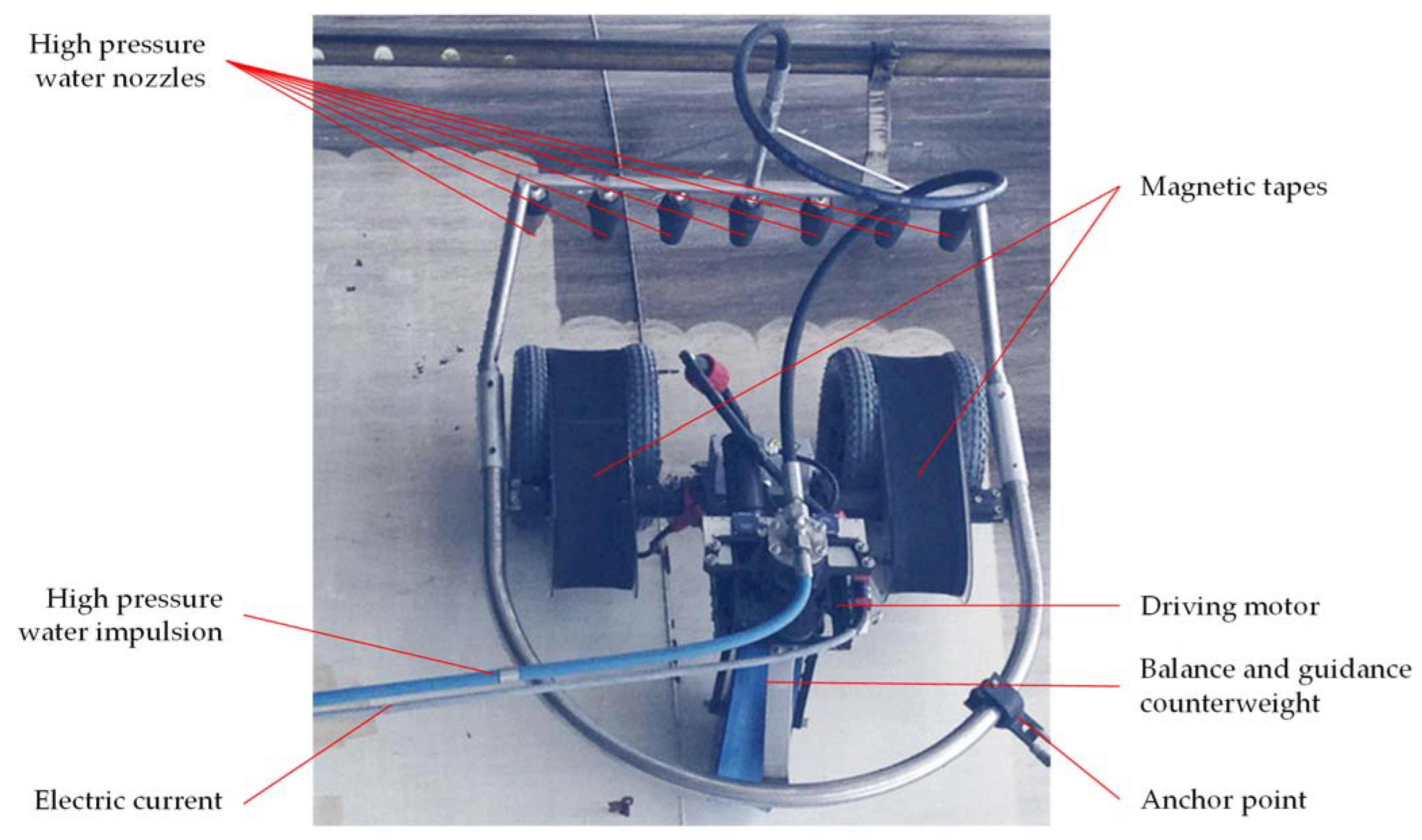
Finally, mechanical cleaning, which can be performed with purely mechanical equipment or using hydromechanical solutions, which in turn can include chemical products [
33] or not [
34]. These processes have evolved with technological advances up to the incorporation of robotic systems [
35,
36,
37]. It should be noted that these methods manage to eliminate the entry of people into the tanks to be cleaned, making these cleaning operations safer tasks.
Based on these methods that can be applied to the cleaning of petroleum tanks, this article aims to:
Define and prioritize the requirements that should be used to establish (safer) protocols for cleaning petroleum product tanks.
Select a case study (defining the type of substance to be stored, the type of storage tank, etc.), in which to perform the methods selected.
Assess two types of alternative cleaning procedures to conventional (manual) tank cleaning, with the potential to minimize worker exposure to rarefied and/or explosive atmospheres: chemical cleaning and mechanical (robotic) cleaning.
The case study begins with the sizing of an integral system for degassing, degreasing, and cleaning of such storage tanks. For the efficient storage of products such as crude oil and its derivatives, different types of storage tanks, usually metallic, are required. In addition, if large volumes are stored, cylindrical tanks with a vertical axis at atmospheric pressure are usually used. In addition, these tanks require a self-supporting fixed roof that can absorb the loads generated by the live loads plus their weight, in accordance with API 650 standard [
38] and the complementary technical instruction MI IP-02 [
39].
The evaluation of alternative cleaning procedures is realized using the multi-criteria decision method analytic hierarchy process (AHP). In this way, it will be possible to reflect by applying structured reasoning until a reliable result is reached for the establishment of the cleaning protocol. Both alternatives perform the cleaning of vertical shaft tanks for the storage of petroleum products with the purpose of minimizing the risks inherent to the activity, from the entry into confined spaces [
40] to the projection of particles [
41] and even musculoskeletal disorders [
42], increasing the safety and health of the workers in the different actions involved with respect to manual cleaning.
3. Results and Discussion
In order to validate what was stated in the previous section, the first step is the selection of experts, which will be made up of people with extensive experience in the field of industrial cleaning from different perspectives. Therefore, a group of experts has been considered, made up of six people from different disciplines: mechanical engineer, chemical engineer, environmentalist, site manager, site contractor, and technician in occupational risk prevention, with the condition that they have at least a master’s degree in occupational risk prevention and experience in industrial tank cleaning of more than ten years. As stated before, agreements are reached by consensus, for which a meeting is organized, in which the researchers have no voice or vote but lead the session.
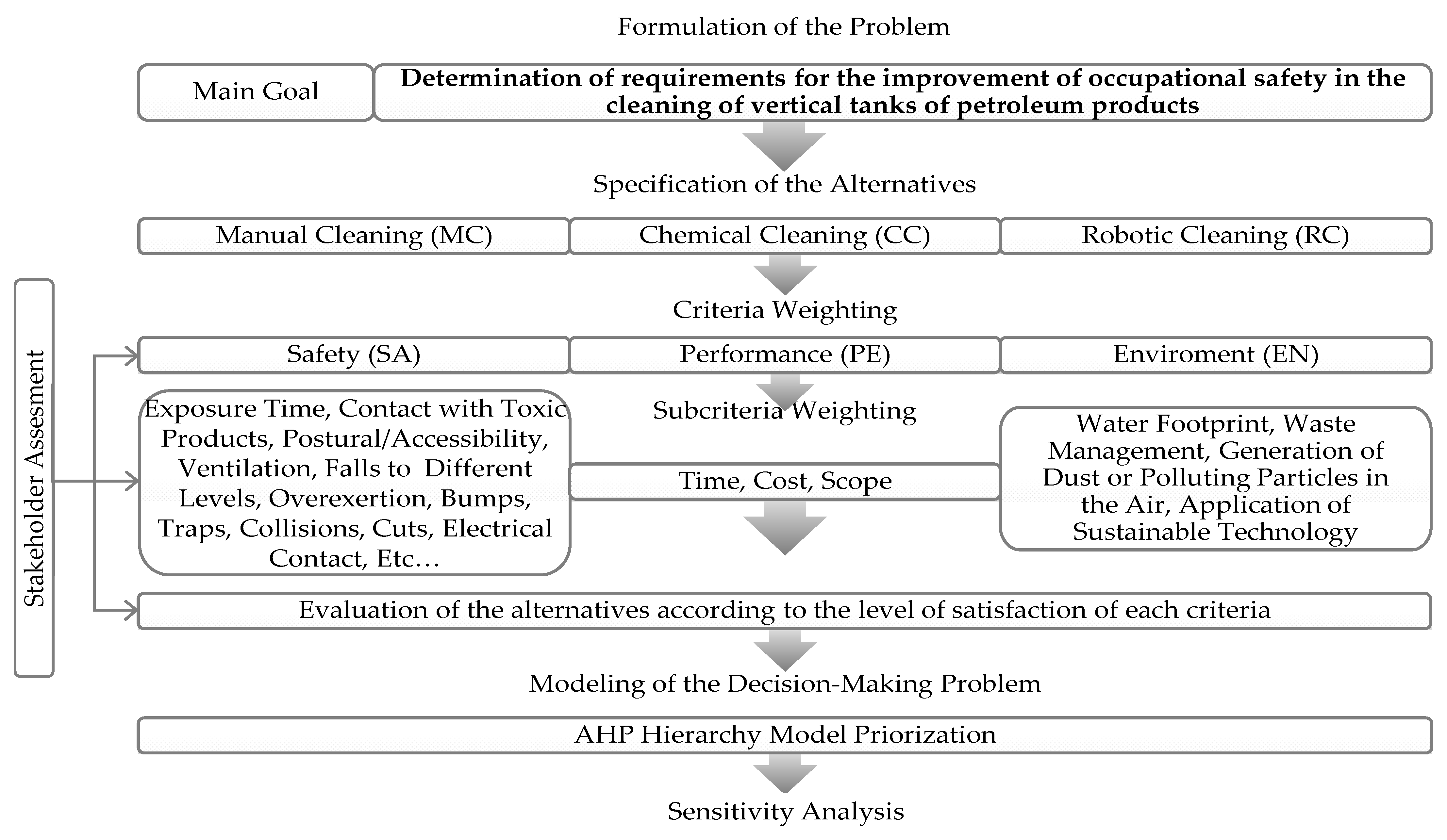
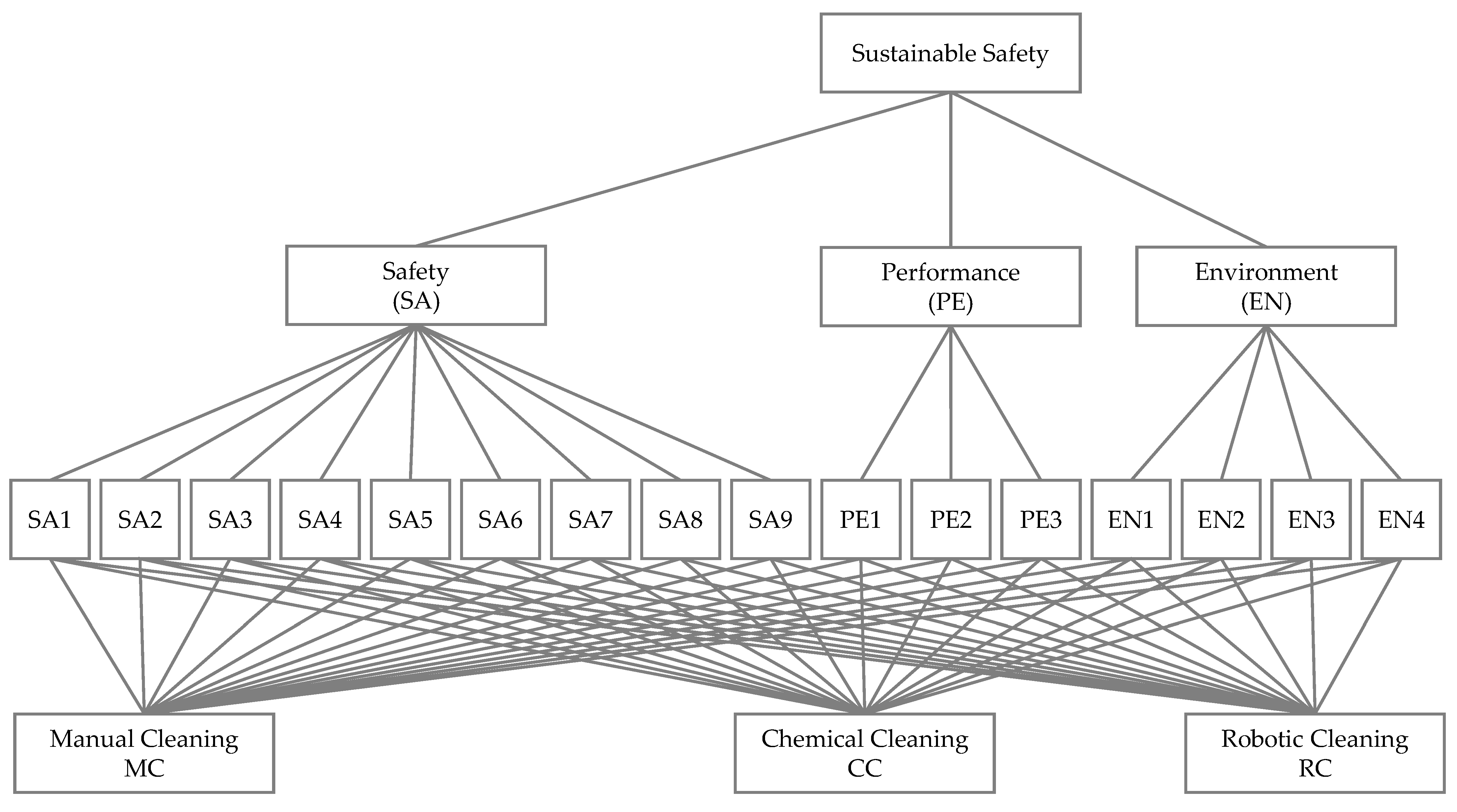
This panel of experts receives the problem by the researchers, as shown in
Figure 8: a summary of the structure followed in the method composed of the criteria, subcriteria, and alternatives that will be evaluated below. They will be responsible for making decisions based on the value judgments made on the pairwise comparisons of the problem shown. To do so, the six experts meet, moderated by the researchers. At the meeting, the researchers explain the process and the experts discuss each of the comparisons until a consensus is reached, at all three levels.
The criteria are then compared in pairs.
Table 6 shows the results obtained by consensus after one round of discussion for this comparison, which also reflects the scale chosen, as well as the consistency of the comparison. Further details are provided in
Appendix A (
Table A1). This table shows how, among the three criteria established, safety stands out above the others (72%), due to the fact that the weighting given by the experts considers safety as a key factor to be considered in relation to the type of work researched [
60,
61]. The second order of weighting established by the experts is the environment (19%), with performance in last place (9%), broken down into time, cost, and scope. As expected, waste disposal, the water footprint, and the generation of dust and/or particles polluting the environment are issues on which society is working to improve every day, as reflected in the opinion of the experts [
29,
72].
Likewise, all the results of the pairwise comparisons between the subcriteria (set of potential requirements into which each criterion is broken down), together with the scale chosen and the corresponding consistency, are shown in
Appendix A (
Table A2,
Table A3 and
Table A4). Consensus for subcriteria comparisons is reached after two rounds of discussion. As a summary,
Table 7 shows the weights of these two levels decided by the panel of experts.
Finally, after the expert pairwise comparison of the alternatives for each of the subcriteria by the panel of experts, the final decision is made. These comparisons are also shown in
Appendix A (
Table A5,
Table A6,
Table A7,
Table A8,
Table A9,
Table A10,
Table A11,
Table A12,
Table A13,
Table A14,
Table A15,
Table A16,
Table A17,
Table A18,
Table A19 and
Table A20). Consensus for alternative comparisons is reached after four rounds of discussion. As a result,
Figure 9 shows the degree of adequacy of each alternative to the set of subcriteria and criteria (requirements), based on the objective set.
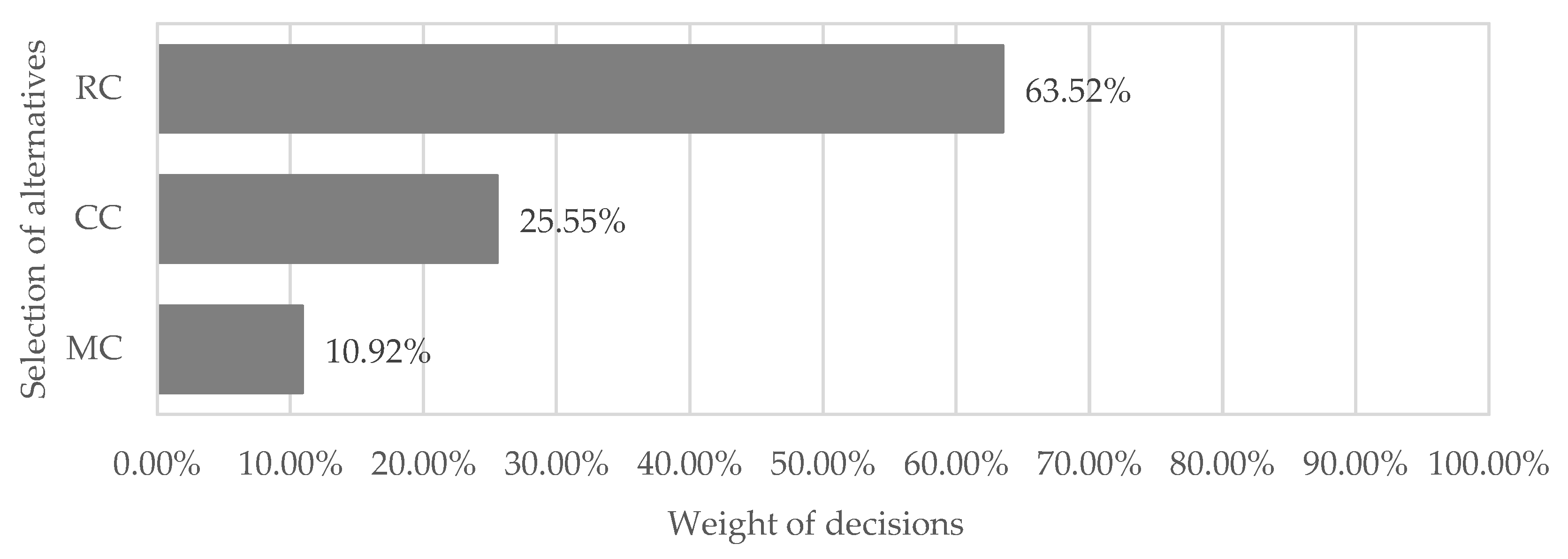
Regarding the alternatives to choose from, robotic cleaning was the best rated by the panel, according to the result obtained (approximately 63% of the decision). Therefore, it is the first option in the hierarchical decision. Among the advantages of robotic cleaning, the reduction in personnel, equipment, and water consumption must be stressed. On the contrary, although it takes longer to perform the tasks than chemical cleaning, spot repairs can be undertaken if any areas are not properly cleaned, whereas chemical cleaning would have to be repeated in full. However, the advantages outweigh the disadvantages, ranking it as the best option [
35,
36,
37]. Furthermore, these advantages are aligned with the environmental criterion. In fact, it is the alternative that best reflects the common objective of international environmental standards regarding the promotion of the most advanced technology as long as it is appropriate, feasible, and economically viable for the implementing organization [
67,
68].
The alternative of chemical cleaning was the second rated (approximately 26%), quite distant from the previous one, but it also greatly reduces the hazard [
73], and the total cleaning work time, although it requires a greater supply of water, generates a greater amount of residues, and requires repeating the entire process if it is not perfectly clean at first instance (which cannot be determined until the work is completed). However, these parameters are still under study, in order to achieve greater efficiency [
31,
32]. Finally, manual cleaning was the worst rated by the panel (approximately 11%), endorsing the current trend that reserves it for certain jobs when it is not possible to use any of the previous procedures [
27]. These results add to those that advocate Industry 5.0 as a solution to reduce occupational hazards in industrial processes, replacing routine, monotonous, and dangerous jobs by other more skilled ones [
74].
According to the weighting of criteria and subcriteria compiled in
Table 6, the use of robotic cleaning completely eliminates worker exposure time. This subcriterion is the one with the highest weighting (approximately 25% of the global weight). It also directly affects others, such as falls to different levels (approximately 14% of the global weight), which is the second most important one, contact with toxic products (approximately 9% of the global weight), and contact with electric current (approximately 8% of the global weight), among others. On the other hand, waste management is another subcriterion to be considered (approximately 10% of the global weight), which is the most important environmental issue. Regarding the performance criterion, the scope is the most important factor (approximately 7% of the global weight), over and above time and cost, given the importance of properly performing the task, so as not to have to repeat the process, not to reduce the quality of the stored product and not to shorten the useful life of the tanks.
4. Conclusions
The industrial cleaning of petroleum tanks is placed in the group of dangerous activities, which can endanger the safety and health of the workers involved, including potential rescuers. Therefore, it is necessary to study the risks involved in such industrial cleaning operations and to evaluate the different alternatives available on the market that enables the hazard (exposure to occurrence, consequence of occurrence, and probability of occurrence) to be reduced to a minimum, while also providing compliance with environmental regulations without losing sight of the performance (in terms of cost, time, quality, and/or scope) that the activity entails.
In order to deal with this demanding situation, the intervention of experts in the field who can contribute from each area involved (promoters, contractors, clients, prevention services, labor inspectors, etc.), is unavoidable. Because they have different interests, their viewpoints may conflict. In this context, resorting to the methodology of analytical hierarchies means that these conflicts can be resolved on the basis of the procedures required to perform them. The AHP method provides the weighted selection of the alternatives proposed to improve the occupational safety of those involved without undermining the paradigm that Industry 5.0 represents.
In addition, based on a bibliographic search of different potential alternatives, three of them stand out: manual cleaning, which is taken as a base reference for comparison, chemical cleaning with marine dispersant, and mechanical cleaning with magnetic robots. These alternatives have been studied from three criteria: the safety of the parties involved, the performance of the operation, and the degree of environmental impact. From the result of the application of the multi-criteria decision process, it has been concluded that mechanical cleaning using robots is the best option, standing out from the others in all the criteria and subcriteria established to improve the health and safety of workers, rescuers, and other people involved. This is followed by chemical cleaning as the second choice, leaving manual cleaning in last place, which, as has been shown, would only be used in cases where the other two options are impossible to be applied.
It can be noted that the proposed approach faces each requirement independently, so it does not consider the different interrelations among activity needs. In addition, although this research provides several inputs to define safer protocols that take into account performance goals and environmental affairs, future research faces several challenges and constraints because of the heterogeneity of the tanks to be cleaned and the regulatory framework to be applied. Although the proposed framework was designed for the case of the model and methods of vertical shaft tank cleaning, future research should focus on the development and study of autonomous technology for operations in other areas, such as ship tank cleaning, using the study carried out in this article as a basis.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








