
Microfactory Design for Valorization of E-Waste Plastics (Acrylonitrile-Butadiene-Styrene, Polycarbonate, and Polypropylene) on Additive Manufacturing Sector


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results
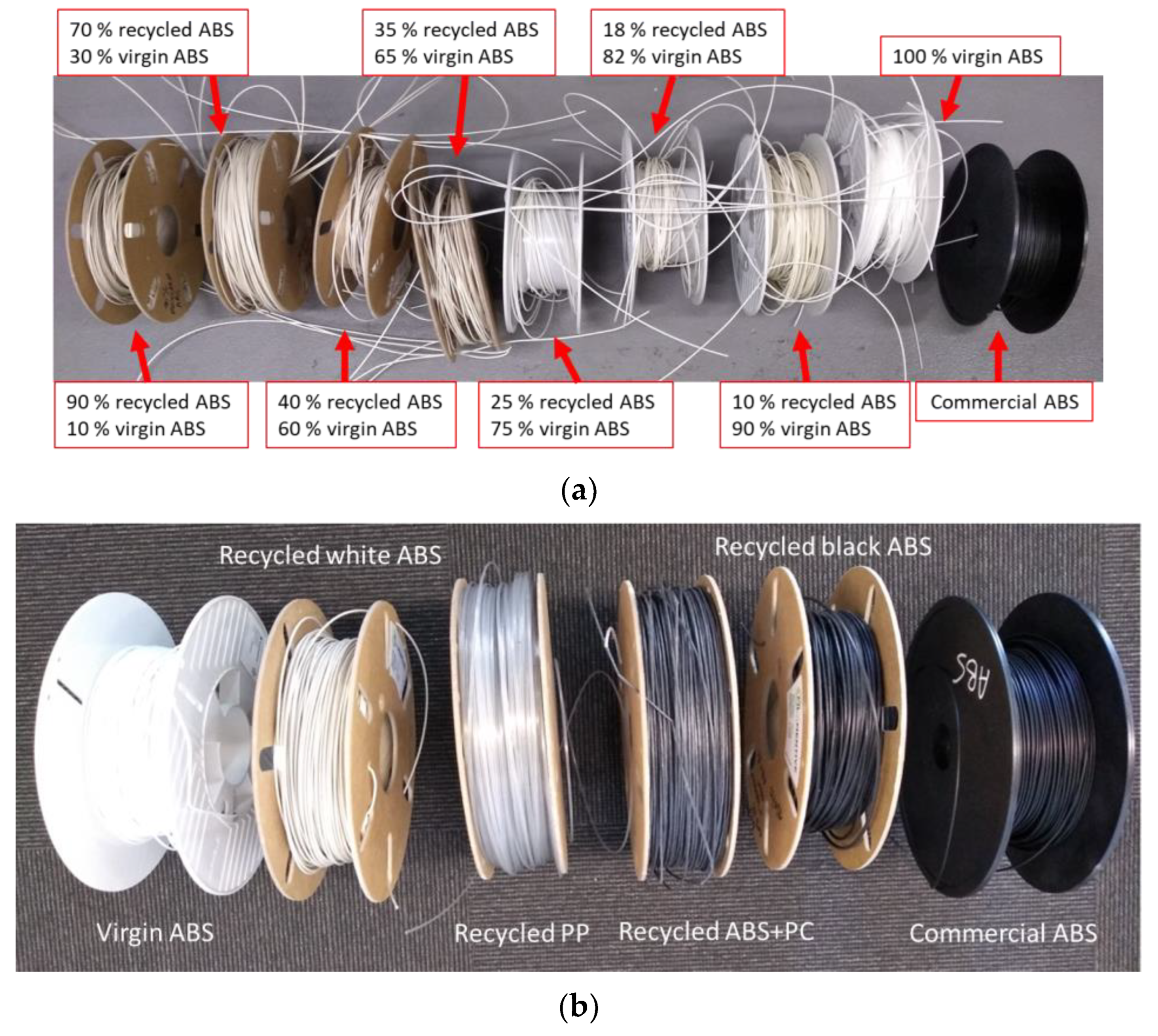
2.1. Collection of the Waste and Shredding
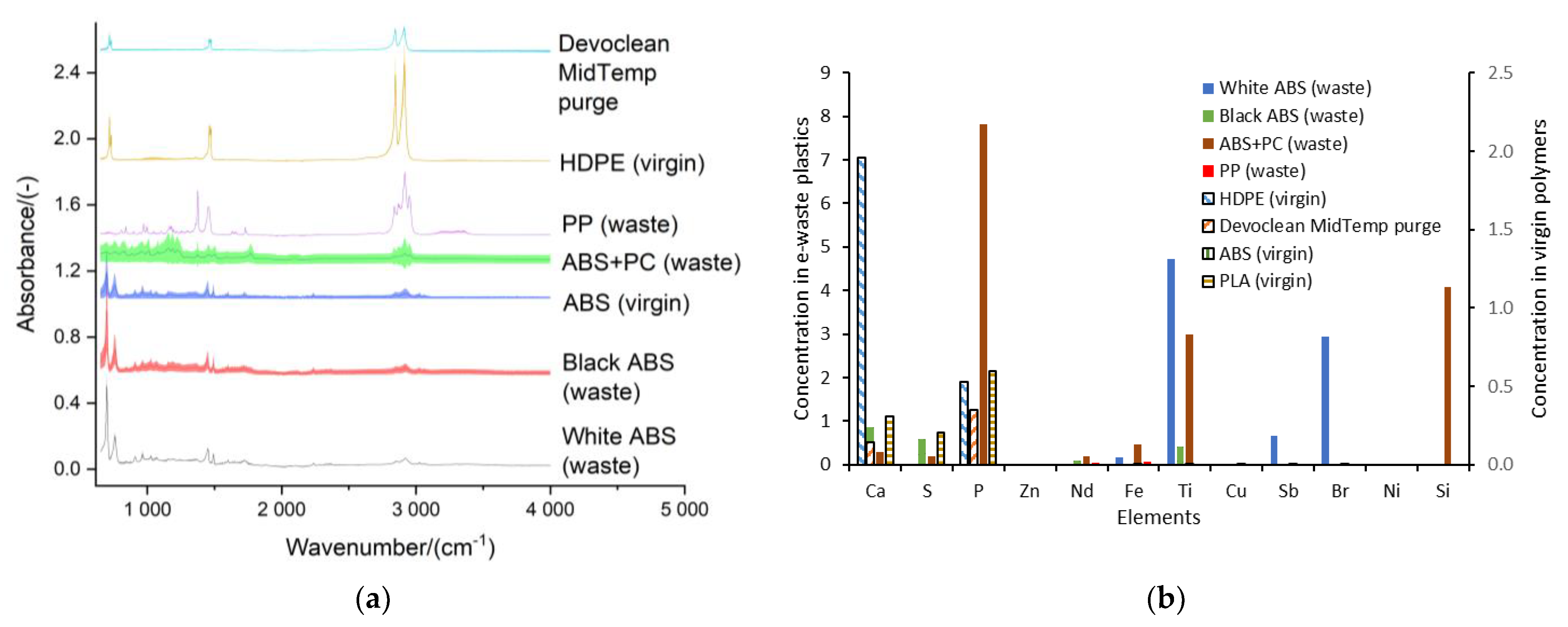
2.2. Characterization of the Matrix and the Additives of the E-Waste Plastics
2.3. Melt-Blend Extrusion
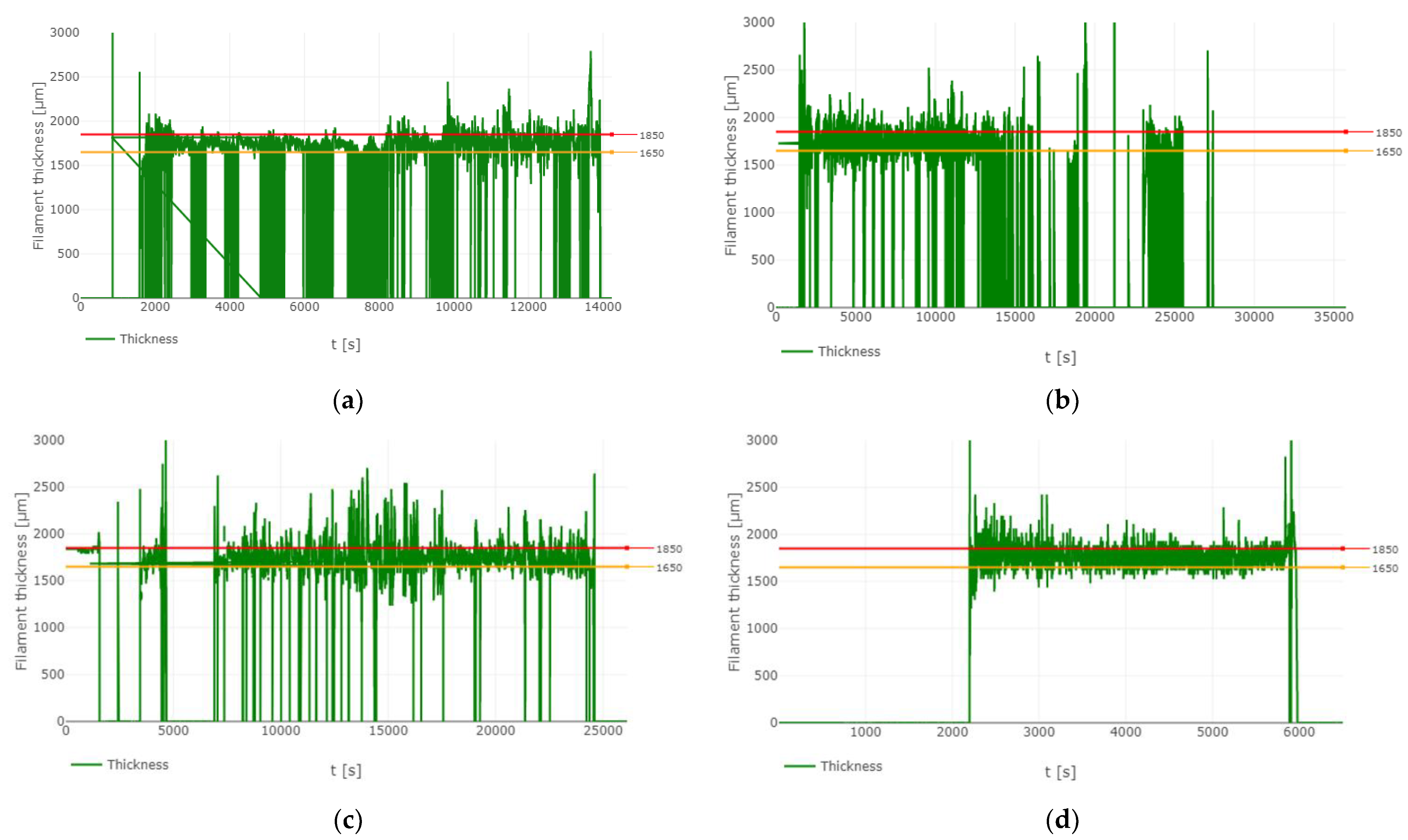
2.4. 3D filament Diameter
2.5. 3D Printing
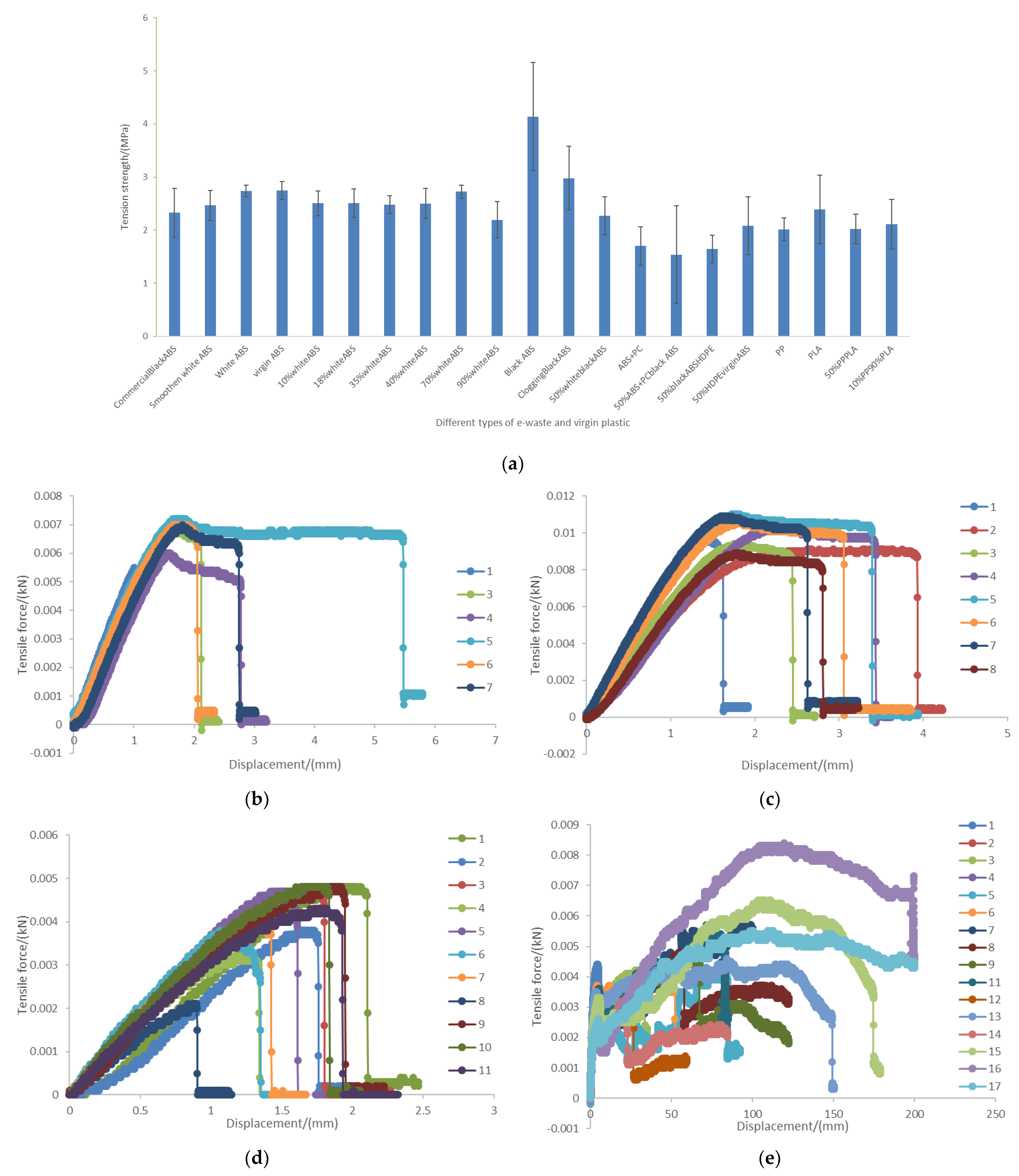
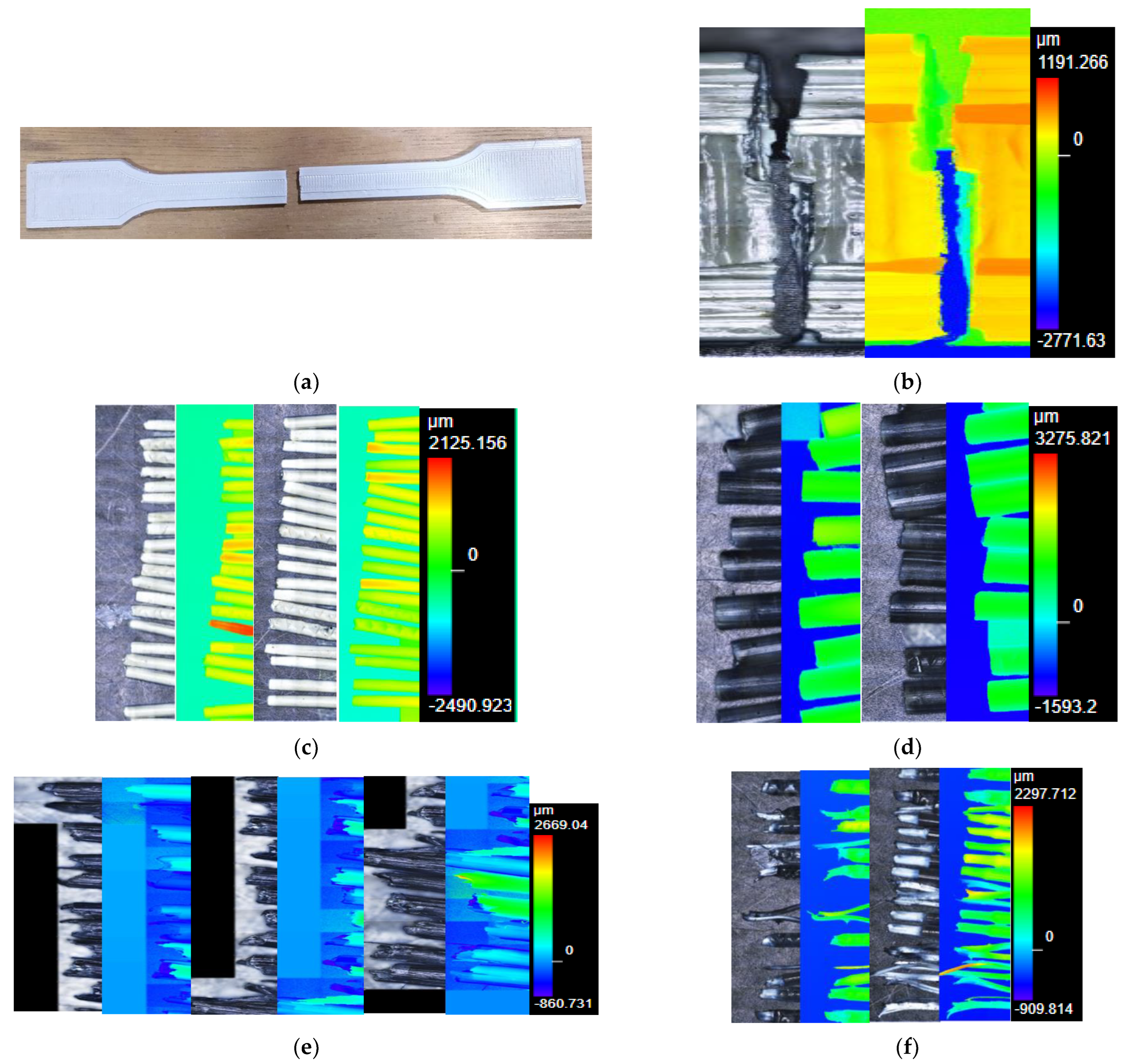
2.6. Tensile Testing
2.7. Aesthetic Properties
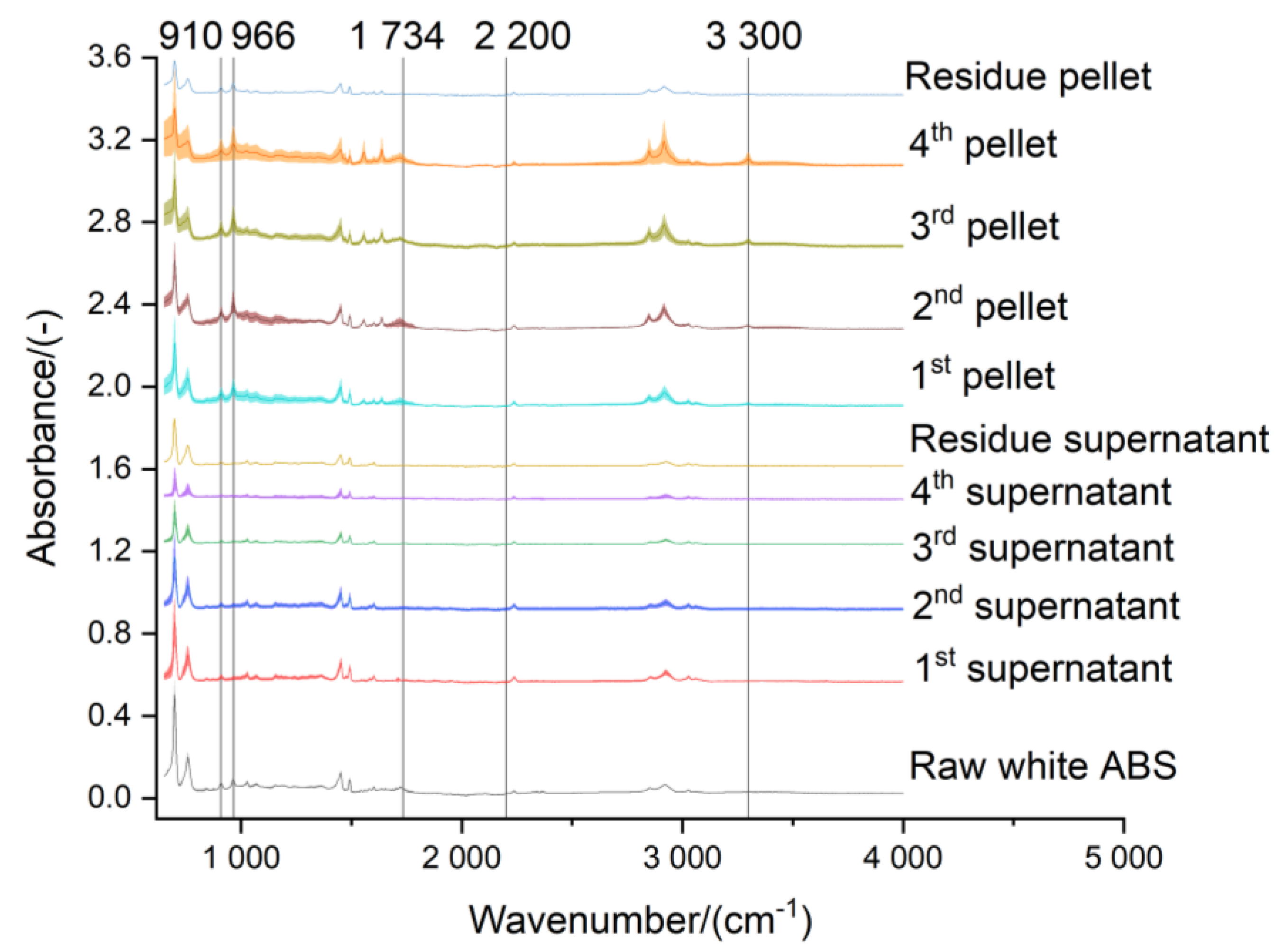
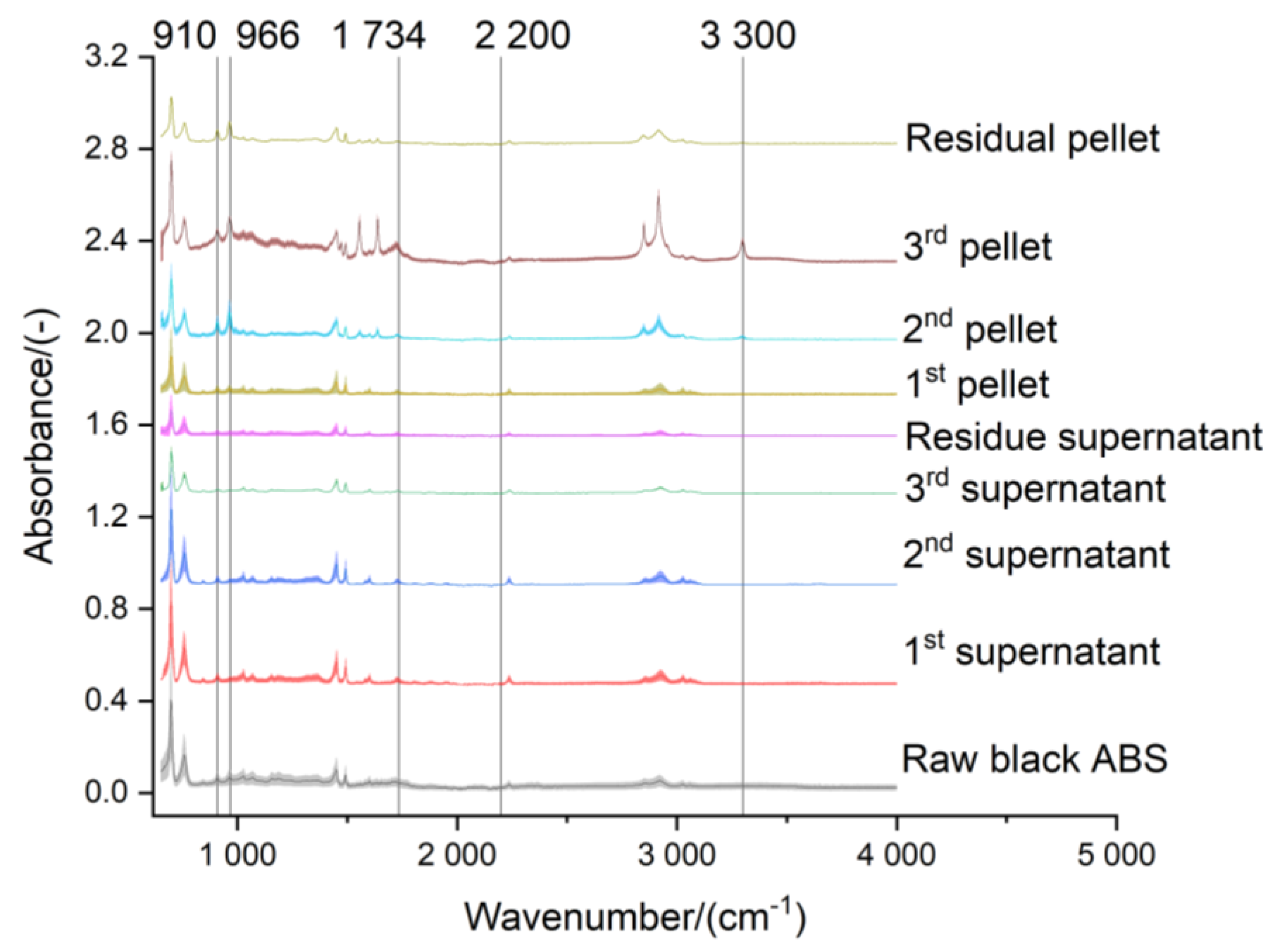
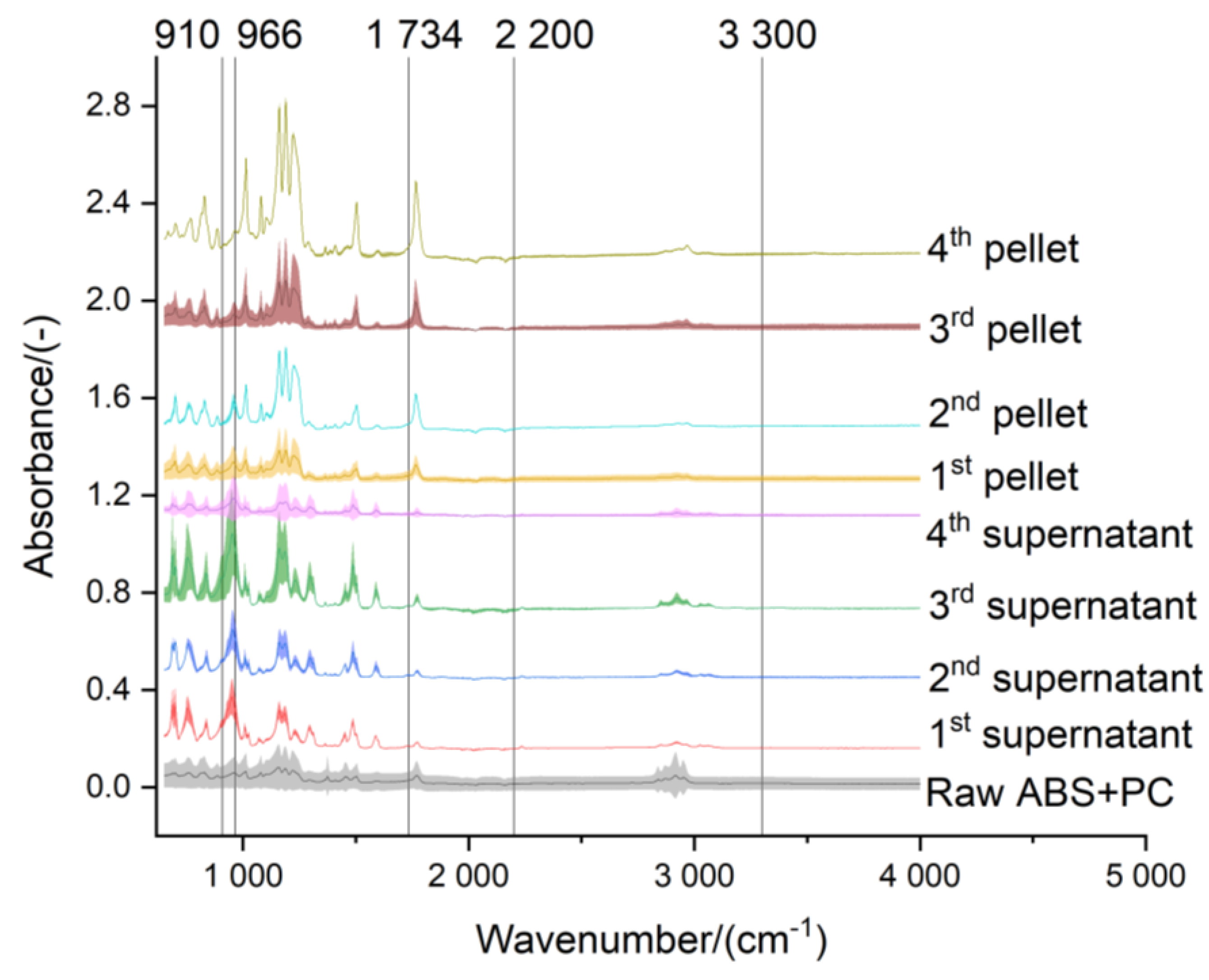
2.8. Acetone-Based Treatment of the ABS
2.8.1. Impact in the Properties of the Matrix
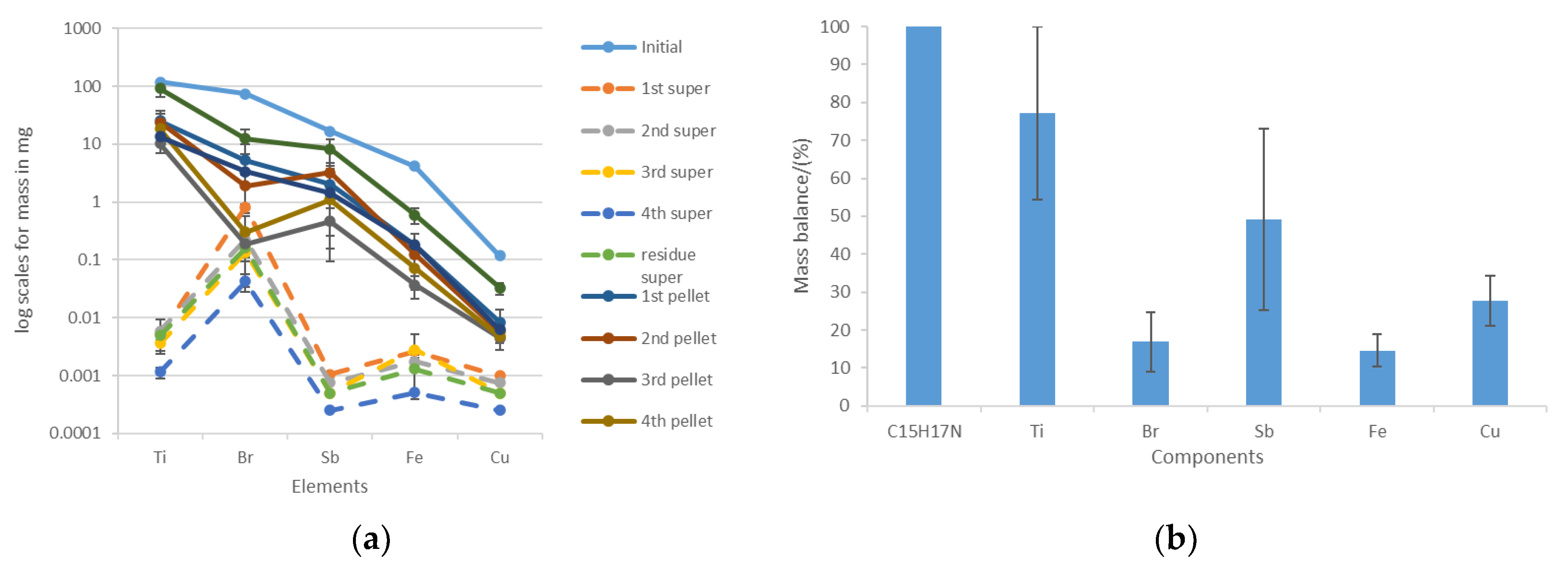
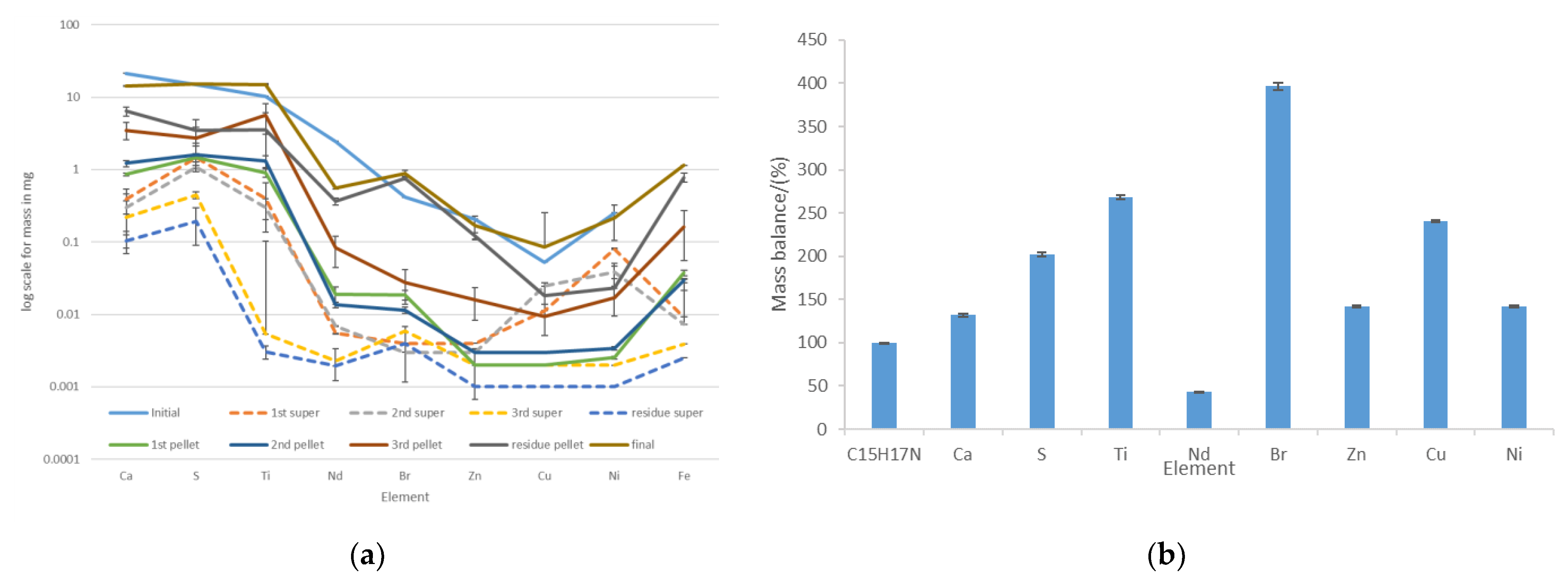
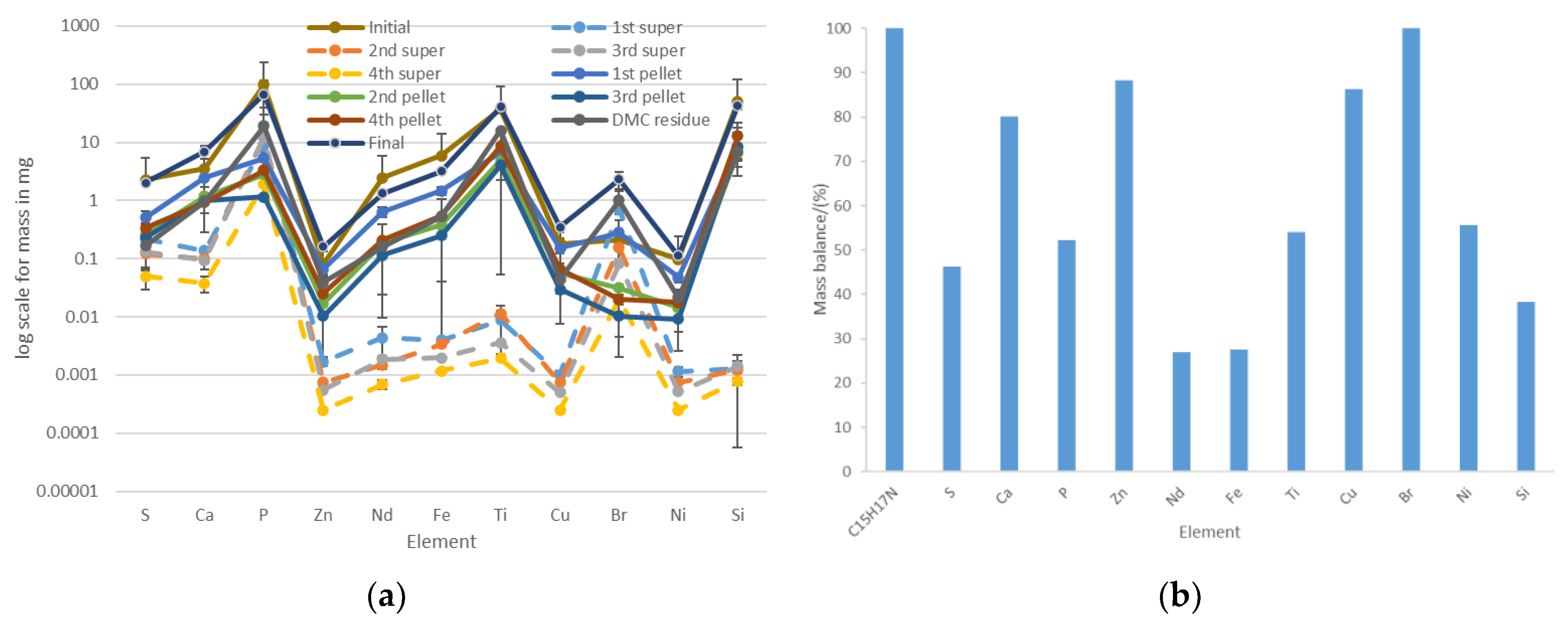
2.8.2. Change in the Composition of Trace Elements
3. Discussion
4. Materials and Methods
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Jia, C.; Das, P.; Kim, I.; Yoon, Y.J.; Tay, C.Y.; Lee, J.M. Applications, treatments, and reuse of plastics from electrical and electronic equipment. J. Ind. Eng. Chem. 2022, 110, 84–99. [Google Scholar] [CrossRef]
- Parajuly, K.; Kuehr, R.; Awasthi, A.K.; Fitzpatrick, C.; Lepawsky, J.; Smith, E.; Widmer, R.; Zeng, X. Future E-Waste Scenarios. 2019. Available online: https://ewastemonitor.info/e-waste-will-double-by-2050/ (accessed on 29 March 2023).
- WRAP. WEEE Collections Monitoring. 2016. Available online: https://wrap.org.uk/resources/guide/weee-collection-guide (accessed on 29 March 2023).
- Sahajwalla, V.; Gaikwad, V. The present and future of e-waste plastics recycling. Curr. Opin. Green Sustain. Chem. 2018, 13, 102–107. [Google Scholar] [CrossRef]
- Das, A.; Debnath, B.; Chowdary, P.A.; Bhattacharyya, S. Paradigm Shift in E-Waste Management; CRC Press: New York, NY, USA, 2022. [Google Scholar] [CrossRef]
- Baldé, C.P.; D’Angelo, E.; Luda, V.; Deubzer, O.; Kuehr, R. The Global Transboundary E-Waste Flows Monitor 2022; International Telecommunication Union: Bonn, Germany, 2022; Available online: https://ewastemonitor.info/wp-content/uploads/2022/06/Global-TBM_webversion_june_2_pages.pdf (accessed on 29 March 2023).
- Martinho, G.; Pires, A.; Saraiva, L.; Ribeiro, R. Composition of plastics from waste electrical and electronic equipment (WEEE) by direct sampling. Waste Manag. 2012, 32, 1213–1217. [Google Scholar] [CrossRef] [PubMed]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Hunt, E.J.; Zhang, C.; Anzalone, N.; Pearce, J.M. Polymer recycling codes for distributed manufacturing with 3-D printers. Resour. Conserv. Recycl. 2015, 97, 24–30. [Google Scholar] [CrossRef]
- 3devo B.V. Research Your Own 3D Printing Materials. Innovate Right from Your Desk. 2022. Available online: https://www.3devo.com/ (accessed on 29 March 2023).
- 3devo B.V. DevoVision: Visually Understand Your Material, Experiments, and Production. Products. 2022. Available online: https://www.3devo.com/devovision (accessed on 18 April 2023).
- 3devo B.V. Composer and Precision Filament Makers. Shop. 2022. Available online: https://www.3devo.com/shop (accessed on 18 April 2023).
- Woern, A.L.; McCaslin, J.R.; Pringle, A.M.; Pearce, J.M. RepRapable Recyclebot: Open source 3-D printable extruder for converting plastic to 3-D printing filament. HardwareX 2018, 4, e00026. [Google Scholar] [CrossRef]
- Boz Noyan, E.C.; Venkatesh, A.; Boldizar, A. Washing Post-Consumer Flexible Polyethylene Packaging Waste. Recycling 2022, 7, 90. [Google Scholar] [CrossRef]
- Evangelopoulos, P.; Arato, S.; Persson, H.; Kantarelis, E.; Yang, W. Reduction of brominated flame retardants (BFRs) in plastics from waste electrical and electronic equipment (WEEE) by solvent extraction and the influence on their thermal decomposition. Waste Manag. 2019, 94, 165–171. [Google Scholar] [CrossRef]
- Zhan, F.; Zhang, H.; Cao, R.; Fan, Y.; Xu, P.; Chen, J. Release and Transformation of BTBPE During the Thermal Treatment of Flame Retardant ABS Plastics. Environ. Sci. Technol. 2019, 53, 185–193. [Google Scholar] [CrossRef]
- Environment Agency. Polybrominated Diphenyl Ethers (PBDEs): Sources, Pathways and Environmental Data; Environment Agency: Bristol, UK, 2019. Available online: https://consult.environment-agency.gov.uk/environment-and-business/challenges-and-choices/user_uploads/polybrominated-diphenyl-ethers-pressure-rbmp-2021.pdf (accessed on 29 March 2023).
- He, Z.; Li, G.; Chen, J.; Huang, Y.; An, T.; Zhang, C. Pollution characteristics and health risk assessment of volatile organic compounds emitted from different plastic solid waste recycling workshops. Environ. Int. 2015, 77, 85–94. [Google Scholar] [CrossRef]
- Hirayama, D.; Nunnenkamp, L.A.; Braga, F.H.G.; Saron, C. Enhanced mechanical properties of recycled blends acrylonitrile–butadiene–styrene/high–impact polystyrene from waste electrical and electronic equipment using compatibilizers and virgin polymers. J. Appl. Polym. Sci. 2022, 139, 51873. [Google Scholar] [CrossRef]
- da Silva Müller Teixeira, F.; de Carvalho Peres, A.C.; Gomes, T.S.; Visconte, L.L.Y.; Pacheco, E.B.A.V. A Review on the Applicability of Life Cycle Assessment to Evaluate the Technical and Environmental Properties of Waste Electrical and Electronic Equipment. J. Polym. Environ. 2021, 29, 1333–1349. [Google Scholar] [CrossRef]
- 3devo B.V. ABS Extrusion Report. 2019. Available online: https://4595257.fs1.hubspotusercontent-na1.net/hubfs/4595257/Knowledge%20Base%20Import/ABS-Material-Report.pdf (accessed on 29 March 2023).
- 3devo B.V. PP Extrusion Report. Available online: https://4595257.fs1.hubspotusercontent-na1.net/hubfs/4595257/Support%20Platform/downloadable%20PDF/Recycled-PP-Material-Report.pdf (accessed on 29 March 2023).
- 3devo B.V. Material Selection—Choosing the Right Polymer. Support. 2023. Available online: https://support.3devo.com/guide-material-selection (accessed on 18 April 2023).
- Arostegui, A.; Sarrionandia, M.; Aurrekoetxea, J.; Urrutibeascoa, I. Effect of dissolution-based recycling on the degradation and the mechanical properties of acrylonitrile–butadiene–styrene copolymer. Polym. Degrad. Stab. 2006, 91, 2768–2774. [Google Scholar] [CrossRef]
- Ramesh, V.; Biswal, M.; Mohanty, S.; Nayak, S.K. Recycling of engineering plastics from waste electrical and electronic equipments: Influence of virgin polycarbonate and impact modifier on the final performance of blends. Waste Manag. Res. 2014, 32, 379–388. [Google Scholar] [CrossRef]
- 3devo B.V. Filament Maker Quality Check. Support. 2022. Available online: https://support.3devo.com/filament-maker-quality-check (accessed on 18 April 2023).
- BSI EN ISO 527-2:2012; Plastics—Determination of Tensile Properties. Part 2: Test Conditions for Moulding and Extrusion Plastics. British Standards Intitution: London, UK, 2012. Available online: https://landingpage.bsigroup.com/LandingPage/Standard?UPI=000000000030216860 (accessed on 29 March 2023).
- Zhang, J.; Hirschberg, V.; Rodrigue, D. Blending Recycled High-Density Polyethylene HDPE (rHDPE) with Virgin (vHDPE) as an Effective Approach to Improve the Mechanical Properties. Recycling 2022, 8, 2. [Google Scholar] [CrossRef]
- Yahiaoui, M.; Denape, J.; Paris, J.Y.; Ural, A.G.; Alcalá, N.; Martínez, F.J. Wear dynamics of a TPU/steel contact under reciprocal sliding. Wear 2014, 315, 103–114. [Google Scholar] [CrossRef]
- Jin, D.W.; Shon, K.H.; Jeong, H.M.; Kim, B.K. Compatibility enhancement of ABS/polycarbonate blends. J. Appl. Polym. Sci. 1998, 69, 533–542. [Google Scholar] [CrossRef]
- Duan, H.; Xin, M.-Q.; Kim, K.-Y.; Tang, J.-J. The Role of Compatibilizers on the Properties of PC/ABS Alloy. J. Mater. Sci. Chem. Eng. 2017, 5, 21–30. [Google Scholar] [CrossRef]
- Pelto, J.; Barreto, C.; Anwar, H.; Strobl, L.; Schlummer, M. Compatibilized PC/ABS blends from solvent recycled PC and ABS polymers from electronic equipment waste. Polym. Test. 2023, 120, 107969. [Google Scholar] [CrossRef]
- Kim, J.K.; Kang, C.K. Basic Studies on Recycling of ABS Resin. Polym. Plast. Technol. Eng. 1995, 34, 875–890. [Google Scholar] [CrossRef]
- Chandrasekaran, S.R.; Avasarala, S.; Murali, D.; Rajagopalan, N.; Sharma, B.K. Materials and Energy Recovery from E-Waste Plastics. ACS Sustain. Chem. Eng. 2018, 6, 4594–4602. [Google Scholar] [CrossRef]
- Schlummer, M.; Wolff, F.; Maurer, A. Recovery of PC/ABS from WEEE plastic shred by the CreaSolv® process. In Proceedings of the 2016 Electronics Goes Green 2016+ (EGG), Berlin, Germany, 6–9 September 2016. [Google Scholar] [CrossRef]
- Schlummer, M.; Mäurer, A.; Leitner, T.; Spruzina, W. Report: Recycling of flame-retarded plastics from waste electric and electronic equipment (WEEE). Waste Manag. Res. 2006, 24, 573–583. [Google Scholar] [CrossRef] [PubMed]
- EFSA. Brominated Flame Retardants. Available online: https://www.efsa.europa.eu/en/topics/topic/brominated-flame-retardants#:~:text=Other%20brominated%20flame%20retardants.%20These%20classes%20have%20been,the%20risks%20these%20chemicals%20pose%20to%20public%20health (accessed on 29 March 2023).
- Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on Waste Electrical and Electronic Equipment (WEEE). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32012L0019&from=EN (accessed on 29 March 2023).
- BSEF. About BSEF. Available online: https://www.bsef.com/about-us/about-bsef/ (accessed on 29 March 2023).
- Sofies. Study on the Impacts of Brominated Flame Retardants on the Recycling of WEEE Plastics in Europe. 2020. Available online: https://www.bsef.com/wp-content/uploads/2020/11/Study-on-the-impact-of-Brominated-Flame-Retardants-BFRs-on-WEEE-plastics-recycling-by-Sofies-Nov-2020.pdf (accessed on 29 March 2023).
- BSEF. Brominated Flame Retardants Are Not Hindering the Recycling of WEEE Plastics Says New Study. 2020. Available online: https://www.bsef.com/news/sofiesreport/ (accessed on 29 March 2023).
- UK Breast Cancer. Flame Retardants. 2017. Available online: https://www.breastcanceruk.org.uk/app/uploads/2019/08/Background_Briefing_Flame_retardants_21.9.17_IS_nw.pdf (accessed on 29 March 2023).
- Crookes, M.; Brooke, D.; Bums, J. Brominated Flame Retardants—Risks to UK Drinking Water Sources. 2009. Available online: https://dwi-content.s3.eu-west-2.amazonaws.com/wp-content/uploads/2020/10/27110953/DWI70_2_219.pdf (accessed on 29 March 2023).
- UK Government. Waste Electrical and Electronic Equipment (WEEE): Reuse and Treatment. 2019. Available online: https://www.gov.uk/guidance/waste-electrical-and-electronic-equipment-weee-reuse-and-treat (accessed on 29 March 2023).
- DEFRA. Guidance on Best Available Treatment Recovery and Recycling Techniques (BATRRT) and Treatment of Waste Electrical and Electronic Equipment (WEEE). 2006. Available online: https://webarchive.nationalarchives.gov.uk/ukgwa/20130402151656/http://archive.defra.gov.uk/environment/waste/producer/electrical/documents/weee-batrrt-guidance.pdf (accessed on 29 March 2023).
- WRAP. Develop a Process to Separate Brominated Flame Retardants from WEEE Polymers. 2006. Available online: https://www.researchgate.net/publication/236838704_WRAP_Project_PLA-037_develop_a_process_to_separate_brominated_flame_retardants_from_WEEE_polymers_Interim_Report_2_The_Waste_and_Resources_Action_Programme_Banbury_UK (accessed on 29 March 2023).
- UK Government. Brominated Flame Retardants: Incident Management and Toxicology. 2018. Available online: https://www.gov.uk/government/publications/brominated-flame-retardants-properties-incident-management-and-toxicology (accessed on 29 March 2023).
- Birnbaum, L.S.; Staskal, D.F. Brominated flame retardants: Cause for concern? Environ. Health Perspect. 2004, 112, 9–17. [Google Scholar] [CrossRef]
- Toxicology Department Public Health England. Polybromodiphenyl Ethers (Decabromodiphenyl Ether): General Information. 2009. Available online: https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/341393/Deca_BDE_General_Information_phe_v1.pdf (accessed on 29 March 2023).
- Poulakis, J.G.; Papaspyrides, C.D. Recycling of polypropylene by the dissolution/reprecipitation technique: I. A model study. Resour. Conserv. Recycl. 1997, 20, 31–41. [Google Scholar] [CrossRef]
- Dimitrakakis, E.; Janz, A.; Bilitewski, B.; Gidarakos, E. Determination of heavy metals and halogens in plastics from electric and electronic waste. Waste Manag. 2009, 29, 2700–2706. [Google Scholar] [CrossRef] [PubMed]
- UltiMaker. UltiMaker Cura. 2011. Available online: https://ultimaker.com/software/ultimaker-cura (accessed on 18 March 2023).
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moure Abelenda, A.; Aiouache, F. Microfactory Design for Valorization of E-Waste Plastics (Acrylonitrile-Butadiene-Styrene, Polycarbonate, and Polypropylene) on Additive Manufacturing Sector. Recycling 2023, 8, 46. https://doi.org/10.3390/recycling8030046
Moure Abelenda A, Aiouache F. Microfactory Design for Valorization of E-Waste Plastics (Acrylonitrile-Butadiene-Styrene, Polycarbonate, and Polypropylene) on Additive Manufacturing Sector. Recycling. 2023; 8(3):46. https://doi.org/10.3390/recycling8030046
Chicago/Turabian StyleMoure Abelenda, Alejandro, and Farid Aiouache. 2023. "Microfactory Design for Valorization of E-Waste Plastics (Acrylonitrile-Butadiene-Styrene, Polycarbonate, and Polypropylene) on Additive Manufacturing Sector" Recycling 8, no. 3: 46. https://doi.org/10.3390/recycling8030046