

Quality Aspects in the Compounding of Plastic Recyclate
 ,
,
Abstract
:1. Introduction
2. Current Problems in the Recycling Process
2.1. Challenges in the Identification and Sorting of Plastic Waste
2.1.1. Problems in Near-Infrared Identification
2.1.2. Handling
2.1.3. Float–Sink Separation
2.2. Challenges in the Processing of Plastic Waste
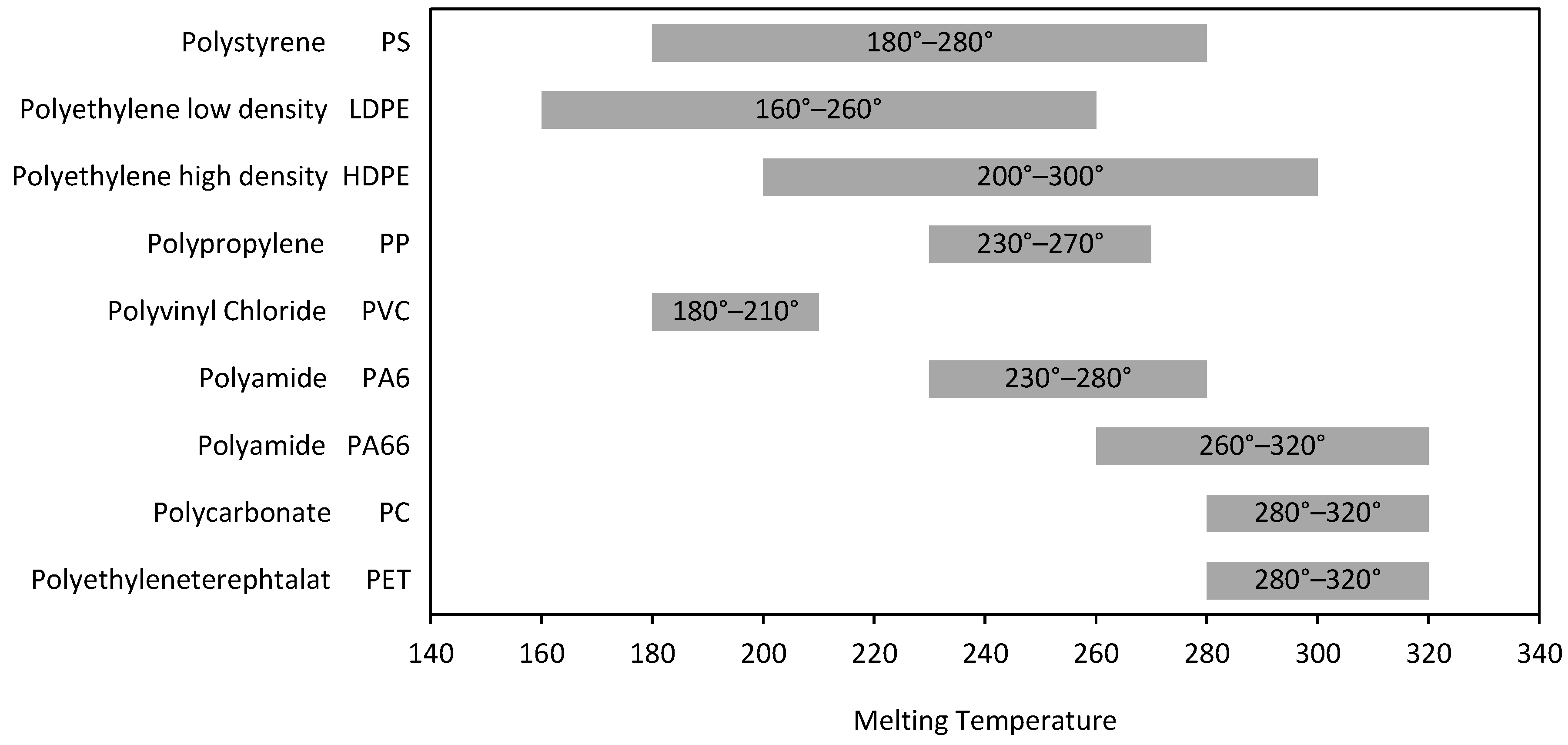
2.2.1. Immiscibility of Different Polymers
2.2.2. Impurities
2.2.3. Polymer Degradation Due to Mechanical Processing
2.3. External Factors on the Recycling Process
2.3.1. Lack of Data on Plastic Waste
2.3.2. Consumers’ Understanding of Disposal
3. Methods
4. Results
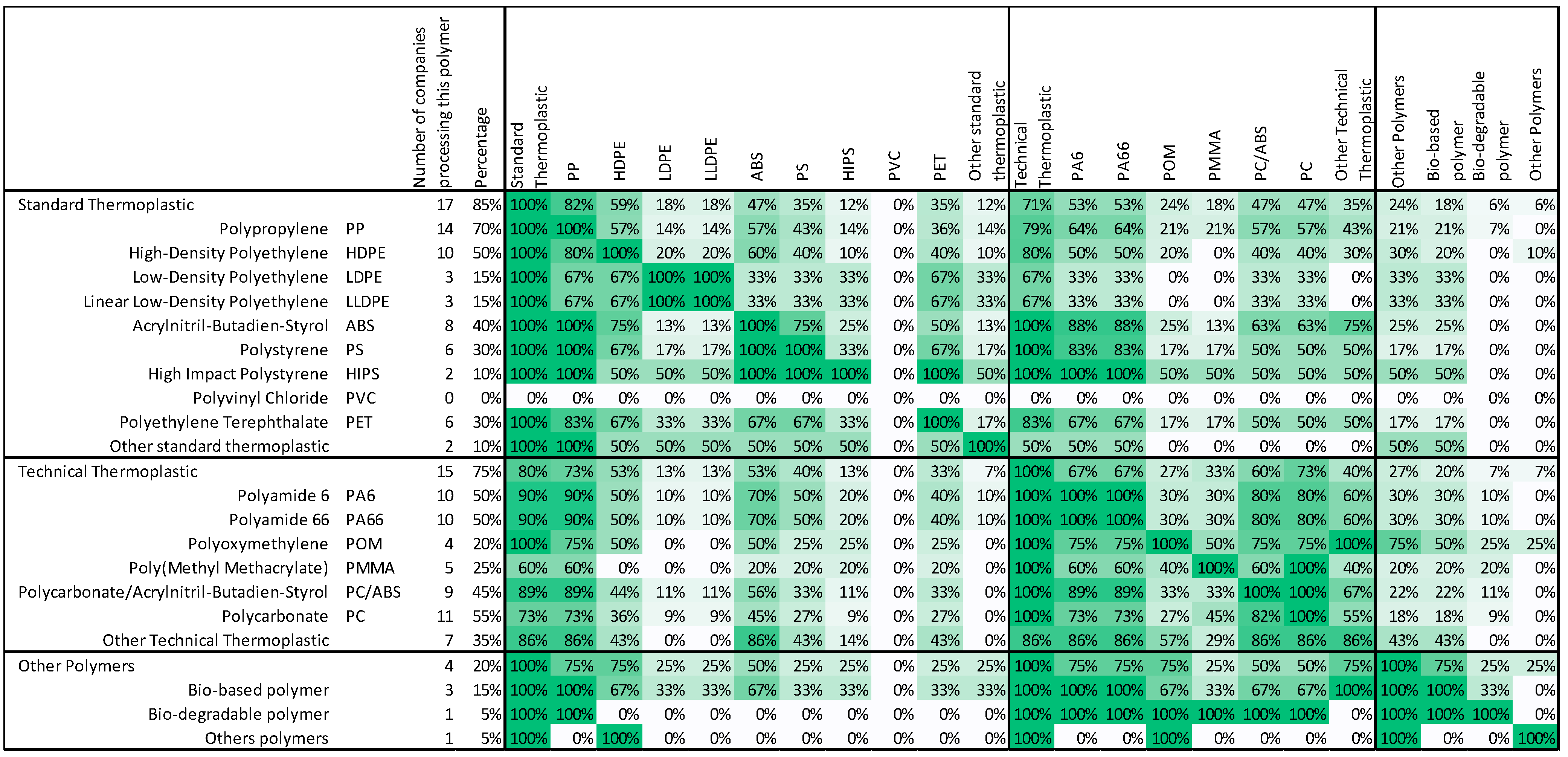
4.1. Processed Materials and Processing Steps
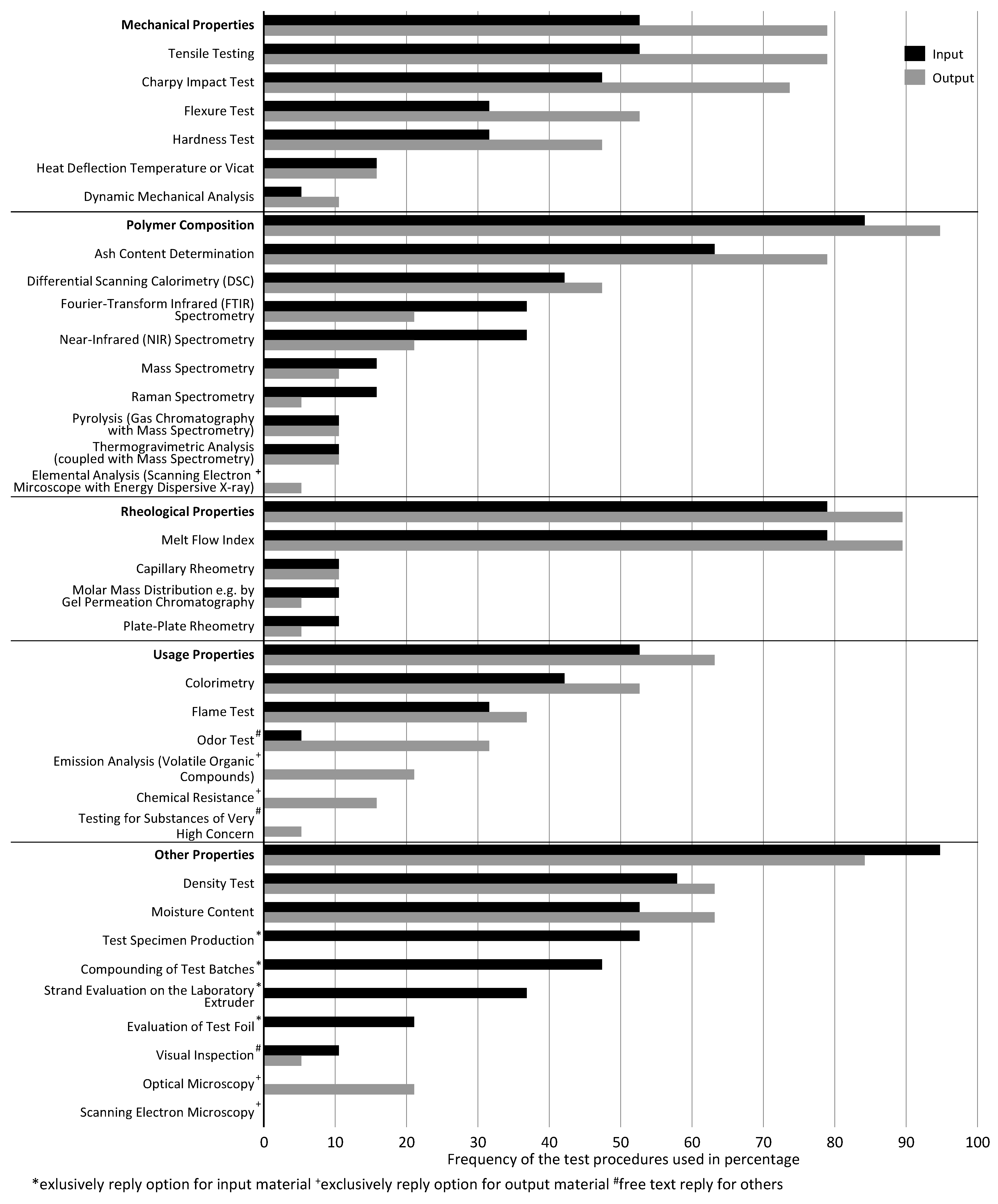
4.2. Quality Assurance Measures
4.3. Quality Problems
4.4. Preventing Quality Problems
4.5. Effect on the Appearance of Quality Problems
5. Discussion
6. Limitations of the Study
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, e2000415. [Google Scholar] [CrossRef] [PubMed]
- Circular Plastics Alliance. Declaration of the Circular Plastics Alliance. Available online: https://ec.europa.eu/docsroom/documents/36361/attachments/1/translations/en/renditions/native (accessed on 11 January 2023).
- European Commission. A New Circular Economy Action Plan. COM 98 Final. 2020. Available online: https://eur-lex.europa.eu/resource.html?uri=cellar:9903b325-6388-11ea-b735-01aa75ed71a1.0017.02/DOC_1&format=PDF (accessed on 11 January 2023).
- BGBI. Gesetz zur Fortentwicklung der haushaltsnahen Getrennterfassung von wertstoffhaltigen Abfällen. Bundesgesetzblatt Jahrg. 2017, 45, 2234–2261. [Google Scholar]
- Bundesministerium für Umwelt, Naturschutz und Nukleare Sicherheit. “Nein zur Wegwerfgesellschaft” 5-Punkte-Plan des Bundesumweltministeriums für Weniger Plastik und Mehr Recycling. Available online: https://www.bmuv.de/fileadmin/Daten_BMU/Download_PDF/Abfallwirtschaft/5_punkte_plan_plastik_181123_bf.pdf (accessed on 11 January 2023).
- Lindner, C.; Schmitt, J.; Fischer, E.; Hein, J. Stoffstrombild Kunststoffe in Deutschland: Zahlen und Fakten zum Lebensweg von Kunststoffen. 2021. Available online: https://www.bvse.de/dateien2020/2-PDF/01-Nachrichten/03-Kunststoff/2022/Kurzfassung_Stoffstrombild_2021_13102022_1_.pdf (accessed on 11 January 2023).
- Peter, E.; Müller-Kirschbaum, T.; Schweitzer, K.; Wolf, R.; Seiler, E.; Désilets, P.; Detsch, R.; Dornack, C.; Ferber, J.; Fleck, C.; et al. Plastics Packaging in a Closed Loop—Potentials, Conditions, Challenges. Available online: https://www.acatech.de/publikation/kunststoffverpackungen-im-geschlossenen-kreislauf-potenziale-bedingungen-herausforderungen/download-pdf/?lang=en (accessed on 11 January 2023).
- Hopmann, C.; Dahlmann, R.; Facklam, M. Overview of Major Recycling Technologies. In Recycling of Plastics; Niessner, N., Ed.; Hanser Publishers: Munich, Germany, 2022; pp. 241–274. ISBN 978-1-56990-857-0. [Google Scholar]
- Fink, J.K. Polymer Waste Management; Wiley: Hoboken, NJ, USA, 2018; ISBN 9781119536086. [Google Scholar]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef] [PubMed]
- Conversio GmbH. Stoffstrombild der Kunststoffe in Deutschland 2019: Kurzfassung, Mainaschaff, Germany. Available online: https://www.vci.de/ergaenzende-downloads/kurzfassung-stoffstrombild-kunststoffe-2019.pdf (accessed on 11 January 2023).
- Möck, A.; Betz, J. Climate Impact of Pyrolysis of Waste Plastic Packaging in Comparison with Reuse and Mechanical Recycling. Available online: https://www.oeko.de/fileadmin/oekodoc/ZWE_chemical_recycling.pdf (accessed on 11 January 2023).
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- CEFLEX. DESIGNING FOR A CIRCULAR ECONOMY: Recyclability of Polyolefin-Based Flexible Packaging. Available online: https://guidelines.ceflex.eu/resources/ (accessed on 15 November 2022).
- Neubauer, C.; Stoifl, B.; Tesar, M.; Thaler, P. Sortierung und Recycling von Kunststoffabfällen in Österreich: Status 2019; REP-0744; Umweltbundesamt: Vienna, Austria, 2021. [Google Scholar]
- Wotruba, H.; Feil, A. 9th Sensor-Based Sorting & Control 2022, 1st ed.; Shaker GmbH: Maastricht, Germany, 2022. [Google Scholar]
- Lange, J.-P. Managing Plastic Waste—Sorting, Recycling, Disposal, and Product Redesign. ACS Sustain. Chem. Eng. 2021, 9, 15722–15738. [Google Scholar] [CrossRef]
- Lubongo, C.; Alexandridis, P. Assessment of Performance and Challenges in Use of Commercial Automated Sorting Technology for Plastic Waste. Recycling 2022, 7, 11. [Google Scholar] [CrossRef]
- Horodytska, O.; Valdés, F.J.; Fullana, A. Plastic flexible films waste management—A state of art review. Waste Manag. 2018, 77, 413–425. [Google Scholar] [CrossRef]
- Nonclercq, A. Mapping Flexible Packaging in a Circular Economy [F.I.A.C.E]: Final Report. Available online: https://ceflex.eu/public_downloads/FIACE-Final-report-version-24-4-2017-non-confidential-version-Final.pdf (accessed on 11 January 2023).
- Dehoust, G.; Herman, A.; Christiani, J.; Beckamp, S.; Bünemann, A.; Bartnik, S. Ermittlung der Praxis der Sortierung und Verwertung von Verpackungen im Sinne des § 21 VerpackG. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/5750/publikationen/2021-01-22_texte_11-2020_oekologische_beteiligungsentgelte.pdf (accessed on 11 January 2023).
- Institute cyclos-HTP. Verification and Examination of Recyclability: Requirements and Assessment Catalogue of the Institute Cyclos-HTP for EU-Wide Certification (CHI-Standard). Available online: https://sc10d7d3c6be8f168.jimcontent.com/download/version/1654352412/module/7233355059/name/Verification%20and%20examination%20of%20recyclability%20-%20Version%205.0.pdf (accessed on 11 January 2023).
- Kreibe, S.; Pitschke, T.; Berkmüller, R.; Bokelmann, M.; Stramm, C.; Pant, A. Umweltbezogene Bilanzierung von “Intelligenten” und “Aktiven” Verpackungen Hinsichtlich der Recyclingfähigkeit und Durchführung eines Dialogs mit Akteuren der Entsorgungs- und Herstellungsbranchen: TEXTE 22/2017, Dessau-Roßlau. 2017. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/1410/publikationen/2017-03-14_texte_22-2017_bilanzierung-verpackung.pdf (accessed on 11 January 2023).
- Zentrale Stelle Verpackungsregister. Orientierungshilfe zur Bemessung der Recyclingfähigkeit von Systembeteiligungspflichtigen Verpackungen. Available online: https://www.verpackungsregister.org/fileadmin/files/Mindeststandard/Orientierungshilfe_2018.pdf (accessed on 11 January 2023).
- Maga, D.; Hiebel, M.; Aryan, V. A Comparative Life Cycle Assessment of Meat Trays Made of Various Packaging Materials. Sustainability 2019, 11, 5324. [Google Scholar] [CrossRef] [Green Version]
- Orth, P.; Bruder, J.; Rink, M. Kunststoffe im Kreislauf: Vom Recycling zur Rohstoffwende; Springer Vieweg: Wiesbaden, Germany, 2022; ISBN 9783658378141. [Google Scholar]
- Roux, M.; Varrone, C. Assessing the Economic Viability of the Plastic Biorefinery Concept and Its Contribution to a More Circular Plastic Sector. Polymers 2021, 13, 3883. [Google Scholar] [CrossRef]
- Strangl, M.S. Characterization of Odor-Active Compounds in Post-Consumer Polyolefins. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Nürnberg, Germany, 2021. [Google Scholar]
- Schmidt, J.; Grau, L.; Auer, M.; Maletz, R.; Woidasky, J. Multilayer Packaging in a Circular Economy. Polymers 2022, 14, 1825. [Google Scholar] [CrossRef]
- Radusin, T.; Nilsen, J.; Larsen, S.; Annfinsen, S.; Waag, C.; Eikeland, M.S.; Pettersen, M.K.; Fredriksen, S.B. Use of recycled materials as mid layer in three layered structures-new possibility in design for recycling. J. Clean. Prod. 2020, 259, 120876. [Google Scholar] [CrossRef]
- Woidasky, J.; Schmidt, J.; Auer, M.; Sander, I.; Schau, A.; Moesslein, J.; Wendler, P.; Kirchenbauer, D.; Wacker, D.; Gao, G.; et al. Photoluminescent Tracer Effects on Thermoplastic Polymer Recycling. In Advances in Polymer Processing 2020; Hopmann, C., Dahlmann, R., Eds.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 1–13. ISBN 978-3-662-60808-1. [Google Scholar]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. Lond. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Woidasky, J.; Auer, M.; Schmidt, J.; Kusch, A.; Gasde, J.; Lang-Koetz, C.; Wiethoff, S.; Sander, I.; Schau, A.; Richards, B.S.; et al. “Tracer-Based-Sorting” in der Verpackungs-Abfallwirtschaft. Müll Und Abfall 2021, 53, 371–378. [Google Scholar] [CrossRef]
- Woidasky, J.; Moesslein, J.; Wendler, P.; Kirchenbauer, D.; Wacker, D.; Gao, G.; Lang-Koetz, C. Kunststoffidentifikation und -sortierung in der Circular Economy durch Fluoreszenzmarker. Chem. Ing. Tech. 2020, 92, 441–451. [Google Scholar] [CrossRef] [Green Version]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef] [Green Version]
- Bauer, M.; Lehner, M.; Schwabl, D.; Flachberger, H.; Kranzinger, L.; Pomberger, R.; Hofer, W. Bestandsaufnahme und mögliche Perspektiven der nass-mechanischen Aufbereitung von Altkunststoffen für das rohstoffliche Recycling. Osterr. Wasser Und Abfallwirtsch. 2017, 69, 446–459. [Google Scholar] [CrossRef] [Green Version]
- Knappe, F.; Reinhardt, J.; Kauertz, B.; Oetjen-Dehne, R.; Buschow, N.; Wilts, H.; Riffhoff, M.; Lehmann, M. Technische Potenzialanalyse zur Steigerung des Kunststoffrecyclings und des Rezyklateinsatzes, Dessau-Roßlau. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/1410/publikationen/2021-12-10_texte_92-2021_potenzialanalyse-kunststoffrecycling.pdf (accessed on 11 January 2023).
- Dorigato, A. Recycling of polymer blends. Adv. Ind. Eng. Polym. Res. 2021, 4, 53–69. [Google Scholar] [CrossRef]
- Bonnet, M. Kunststoffe in der Ingenieuranwendung: Verstehen und Zuverlässig Auswählen; Vieweg + Teubner: Wiesbaden, Germany, 2009; ISBN 9783834803498. [Google Scholar]
- Möller, R.; Jeske, U. Recycling von PVC. Grundlagen, Stand der Technik, Handlungsmöglichkeiten; FZKA-5503; Forschungszentrum: Karlsruhe, Germany, 1995. [Google Scholar]
- Koning, C.; Van Duin, M.; Pagnoulle, C.; Jérôme, R. Strategies for compatibilization of polymer blends. Prog. Polym. Sci. 1998, 23, 707–757. [Google Scholar] [CrossRef]
- Faraca, G.; Astrup, T. Plastic waste from recycling centres: Characterisation and evaluation of plastic recyclability. Waste Manag. 2019, 95, 388–398. [Google Scholar] [CrossRef]
- Stenvall, E.; Boldizar, A. Mechanical and Thermal Characterization of Melt-Filtered, Blended and Reprocessed Post-Consumer WEEE Thermoplastics. Recycling 2016, 1, 89–100. [Google Scholar] [CrossRef] [Green Version]
- Stenvall, E.; Tostar, S.; Boldizar, A.; Foreman, M.R.S.; Möller, K. An analysis of the composition and metal contamination of plastics from waste electrical and electronic equipment (WEEE). Waste Manag. 2013, 33, 915–922. [Google Scholar] [CrossRef] [PubMed]
- van Velzen, U.T.; de Weert, L.; Molenveld, K. Flexible Laminates within the Circular Economy; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2020. [Google Scholar]
- Ravve, A. Principles of Polymer Chemistry, 2nd ed.; Springer Science + Business Media LLC: New York, NY, USA, 2000. [Google Scholar]
- Achilias, D.S.; Andriotis, L.; Koutsidis, I.A.; Louka, D.A.; Nianias, N.P.; Siafaka, P.; Tsagkalias, I.; Tsintzou, G. Recent Advances in the Chemical Recycling of Polymers (PP, PS, LDPE, HDPE, PVC, PC, Nylon, PMMA). In Material Recycling—Trends and Perspectives; Achilias, D., Ed.; InTech: Rang-Du-Fliers, France, 2012; ISBN 978-953-51-0327-1. [Google Scholar]
- Beyer, C.L.; Hirschler, M. Thermal Decomposition of Polymers. In SFPE Handbook of Fire Protection Engineering, Enhanced, Credo ed.; Hurley, M.J., Ed.; Springer: New York, NY, USA, 2018; pp. 110–131. ISBN 978-1-4939-2565-0. [Google Scholar]
- Clauß, D. Abfallmenge und Abfallzusammensetzung. In Einführung in Die Kreislaufwirtschaft; Kranert, M., Ed.; Springer: Wiesbaden, Germany, 2017; pp. 65–110. ISBN 978-3-8348-1837-9. [Google Scholar]
- European Commission. Plastics: Reuse, Recycling and Marine Litter: Final Report; Publications Office of the European Union: Luxembourg, 2018. [Google Scholar]
- Salmenperä, H.; Pitkänen, K.; Kautto, P.; Saikku, L. Critical factors for enhancing the circular economy in waste management. J. Clean. Prod. 2021, 280, 124339. [Google Scholar] [CrossRef]
- Garcia, J.M.; Robertson, M.L. The future of plastics recycling. Science 2017, 358, 870–872. [Google Scholar] [CrossRef] [PubMed]
- Acerbi, F.; Sassanelli, C.; Terzi, S.; Taisch, M. A Systematic Literature Review on Data and Information Required for Circular Manufacturing Strategies Adoption. Sustainability 2021, 13, 2047. [Google Scholar] [CrossRef]
- Duale Systeme Deutschland. Erste Wohnung: So Klappt’s Auch mit der Abfalltrennung. Available online: https://www.muelltrennung-wirkt.de/de/presse/presse-artikel/erste-wohnung/ (accessed on 11 January 2023).
- bvse. Neue Mülltrennungsstudie: Die Deutschen Brauchen Nachhilfe im Mülltrennen. Available online: https://www.bvse.de/recycling/recycling-nachrichten/6553-neue-muelltrennungsstudie-die-deutschen-brauchen-nachhilfe-im-muelltrennen.html (accessed on 11 January 2023).
- Duale Systeme. Online-BUS Umfrage zum Thema Mülltrennung: Wissenslücken Über Richtige Mülltrennung. Available online: https://www.muelltrennung-wirkt.de/fileadmin/user_upload/Downloads/Studien_und_Umfragen/Wissen_ueber_Muelltrennung/201214_ds_PR_Infografiken_werblich_Wissensluecken.pdf (accessed on 11 January 2023).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cause | Current Problems in the Recycling Process | Source |
|---|---|---|
| Identification problems due to near-infrared (NIR) spectrometry | Faulty NIR detection due to lightweight packaging being wet or lying in/over each other | [13,14,15,16] |
| Black plastics | [13,14,16,17,18] | |
| Labeling (>30% of total packaging area) prevents NIR detection | [13,14,15,16] | |
| Multilayer packaging (side facing the sensor is detected) | [13,19] | |
| Handling problem | Cylindrical (rolling) geometries | [14] |
| Flexible films with a geometry smaller than 297 mm × 420 mm (Din A3; low density and low bulk density) | [19,20] | |
| Incorrect discharging | [20] | |
| Sorting of small geometries smaller than 20 mm × 20 mm | [14] | |
| Density ranges prevent float-sink separation | Separation of foamed/non-foamed elastomer components | [21] |
| Non-polyolefins with a density smaller than 1 g/cm3 | [14,21,22] | |
| Elastomer components with a density greater than 1 g/cm3 | [21] | |
| Polyolefins with a density greater than 0.995 g/cm3 (filled polymers) | [21,23] | |
| Non-miscibility of different polymers | Cross-linked polyethylene (PE-X) components | [21] |
| Sorting of expanded polystyrene (EPS) | [21] | |
| Polyethylene terephthalate amorphous (PET-A) copolymers | [21] | |
| Identification of plastic types (e.g., polyethylene terephthalate amorphous/glycol-modified (PET-A/G); polypropylene homopolymer/copolymer (PP-H/C)) | [21] | |
| Incompatible components (PET-G; Polyoxymethylene (POM)) | [21] | |
| Polyvinyl Chloride (PVC)/PET-G labels or sleeves | [15,21,24] | |
| Use of barrier coatings (polyamide (PA), polyvinylidene chloride (PVDC), metallization, silicon oxide) in multilayer packaging | [14,15,21] | |
| Separation of PET and PET-PE (multilayer) trays | [25] | |
| Impurities | Coatings and varnishes | [13] |
| Direct printing (extensive; more than “best before end”) | [22,26] | |
| Silicone components, not separable | [21,22] | |
| Non-water-soluble adhesives in conjunction with wet-strength labels or radio-frequency identification (RFID) tags | [18,21,23] | |
| Plastic-coated fiber materials | [15] | |
| Quality problems on the recyclate | Recyclability of polymers limited by mechanical recycling and degradation | [27] |
| Discoloration | [1,14] | |
| Odor formation | [1,28] | |
| Undesirable fate of additives (color pigments, fillers, stabilizers, etc.) in the recyclate | [1] | |
| Other | Lack of data about the lightweight packaging waste stream | [29] |
| Differentiation of packaging content: food/nonfood; personal care; cleaning agents; other | [15,30] | |
| Transfer of responsibility to consumers for separation of packaging components consisting of different materials (e.g., aluminum lid and paper band of a polystyrene (PS) cup) | [14] | |
| Packaging with large amounts of residual fill (design prevents residual emptying) | [14,26] |
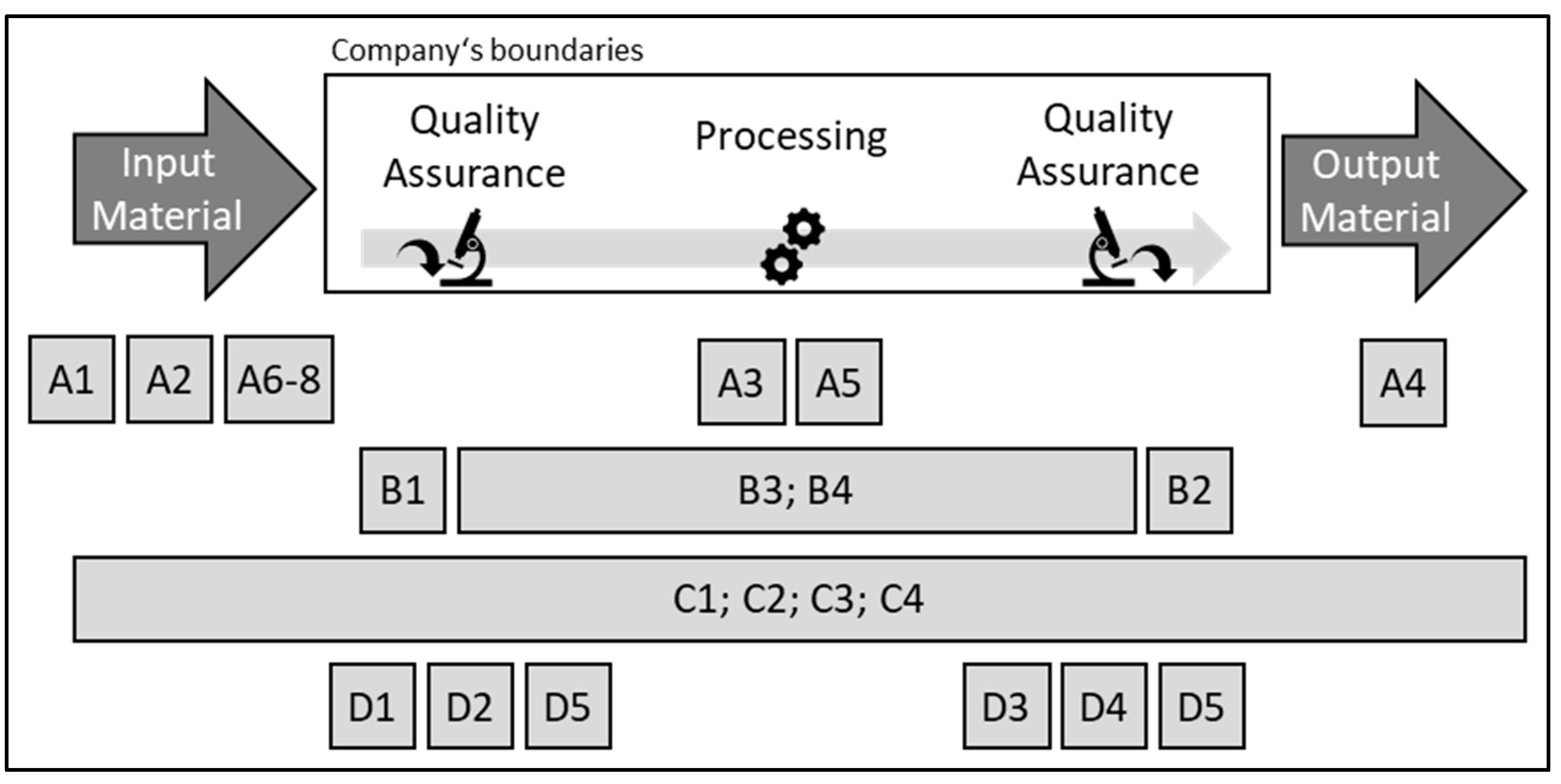
| No. | Question | Answer Type |
|---|---|---|
| A | Processed materials and processing steps | |
| A1 | What is the composition of your input material stream? | Multiple choice |
| A2 | In what form do you get your input material stream delivered? | Multiple choice |
| A3 | Which steps of the secondary value chain do you represent? | Multiple choice |
| A4 | What products do you manufacture? | Multiple choice |
| A5 | Which processing equipment do you mainly use in the re-granulation/compounding? | Multiple choice |
| A6 | Does your company process standard thermoplastics? If yes, which ones? | Multiple choice |
| A7 | Does your company process technical thermoplastics? If yes, which ones? | Multiple choice |
| A8 | Does your company process any other plastics? If yes, which ones? | Multiple choice |
| B | Quality Assurance Measures | |
| B1 | What quality assurance do you perform on your input materials? | Multiple choice |
| B2 | What quality assurance do you perform on your output materials? | Multiple choice |
| B3 | Where do you use continuously operating online procedures for quality assurance? | Multiple choice |
| B4 | Which online quality assurance procedures do you use? | Free text |
| C | Quality problems | |
| C1 | How often do quality problems occur? | Likert scale |
| C2 | In my opinion, the quality problems that are relevant for me mainly appear at? | Multiple choice |
| C3 | Please name your top two quality problems. | Free text |
| C4 | How are quality problems usually detected? | Multiple choice |
| D | Measures to prevent quality problems | |
| D1 | Could these quality problems be avoided by better characterization of the input material streams? | Boolean |
| D2 | What makes a better characterization? | Free text |
| D3 | Could these quality problems be avoided by better monitoring of the granules produced? | Boolean |
| D4 | How can better monitoring be achieved? | Free text |
| D5 | Do you plan further investments in the area of quality assurance? | Multiple choice |
| Material Input | Post-Consumer | Post-Industrial | Both | Total |
|---|---|---|---|---|
| SORTED | 11% | 32% | 5% | 47% |
| UNSORTED | 5% | 0% | 5% | 11% |
| REGRANULATE | 0% | 5% | 0% | 5% |
| SORTED AND REGRANULATE | 0% | 0% | 11% | 11% |
| SORTED AND UNSORTED | 0% | 5% | 11% | 16% |
| SORTED, UNSORTED AND REGRANULATE | 0% | 0% | 11% | 11% |
| TOTAL | 16% | 42% | 42% | 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Auer, M.; Schmidt, J.; Diemert, J.; Gerhardt, G.; Renz, M.; Galler, V.; Woidasky, J. Quality Aspects in the Compounding of Plastic Recyclate. Recycling 2023, 8, 18. https://doi.org/10.3390/recycling8010018
Auer M, Schmidt J, Diemert J, Gerhardt G, Renz M, Galler V, Woidasky J. Quality Aspects in the Compounding of Plastic Recyclate. Recycling. 2023; 8(1):18. https://doi.org/10.3390/recycling8010018
Chicago/Turabian StyleAuer, Maximilian, Jannick Schmidt, Jan Diemert, Gabriel Gerhardt, Maximilian Renz, Viola Galler, and Jörg Woidasky. 2023. "Quality Aspects in the Compounding of Plastic Recyclate" Recycling 8, no. 1: 18. https://doi.org/10.3390/recycling8010018