
Dry Friction Performances of MoNx Coatings Deposited by High–Power Pulsed Magnetron Sputtering


Abstract
:1. Introduction
2. Experimental Details
2.1. Coating Deposition
2.2. Coating Characterization
3. Results and Discussion
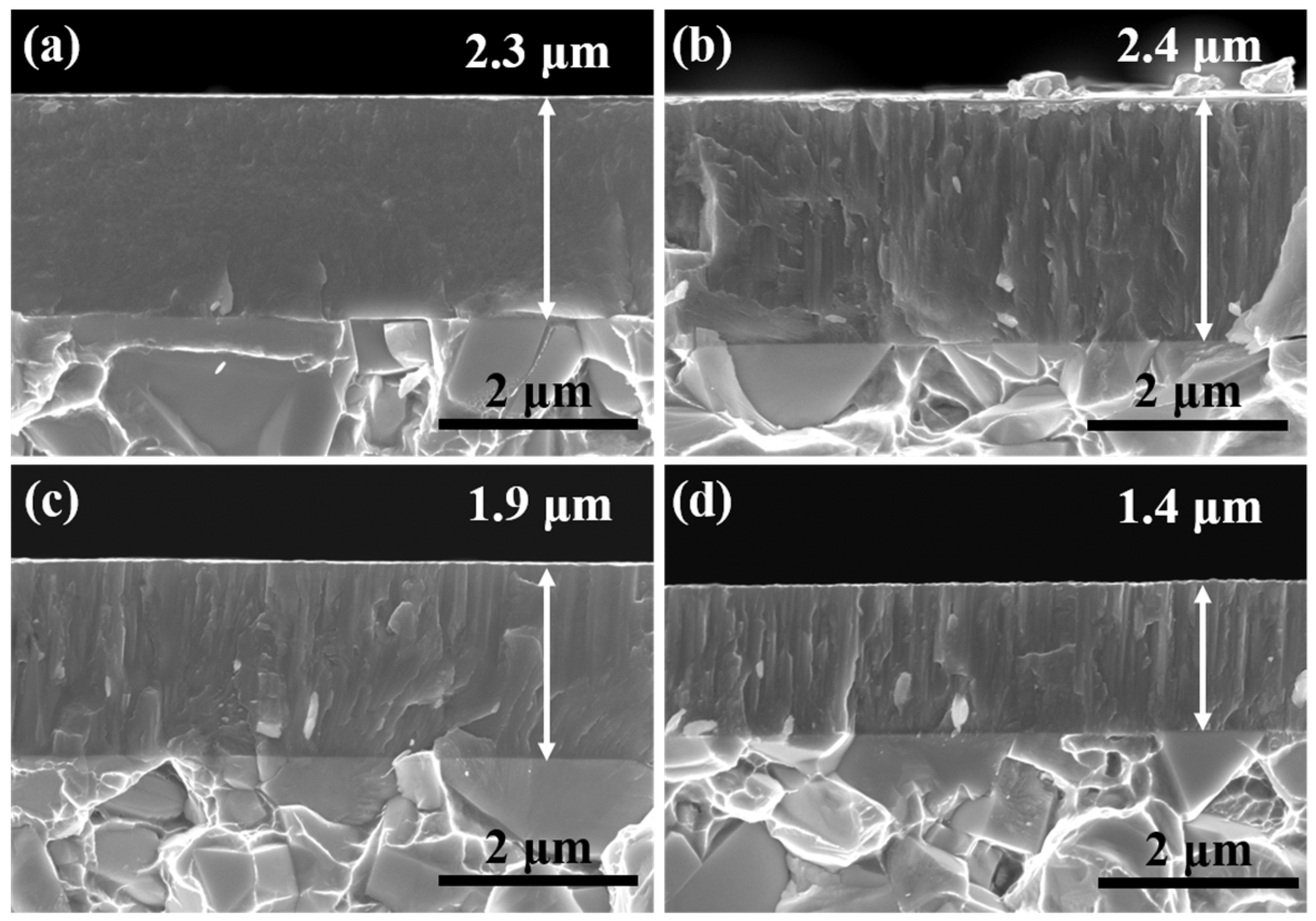
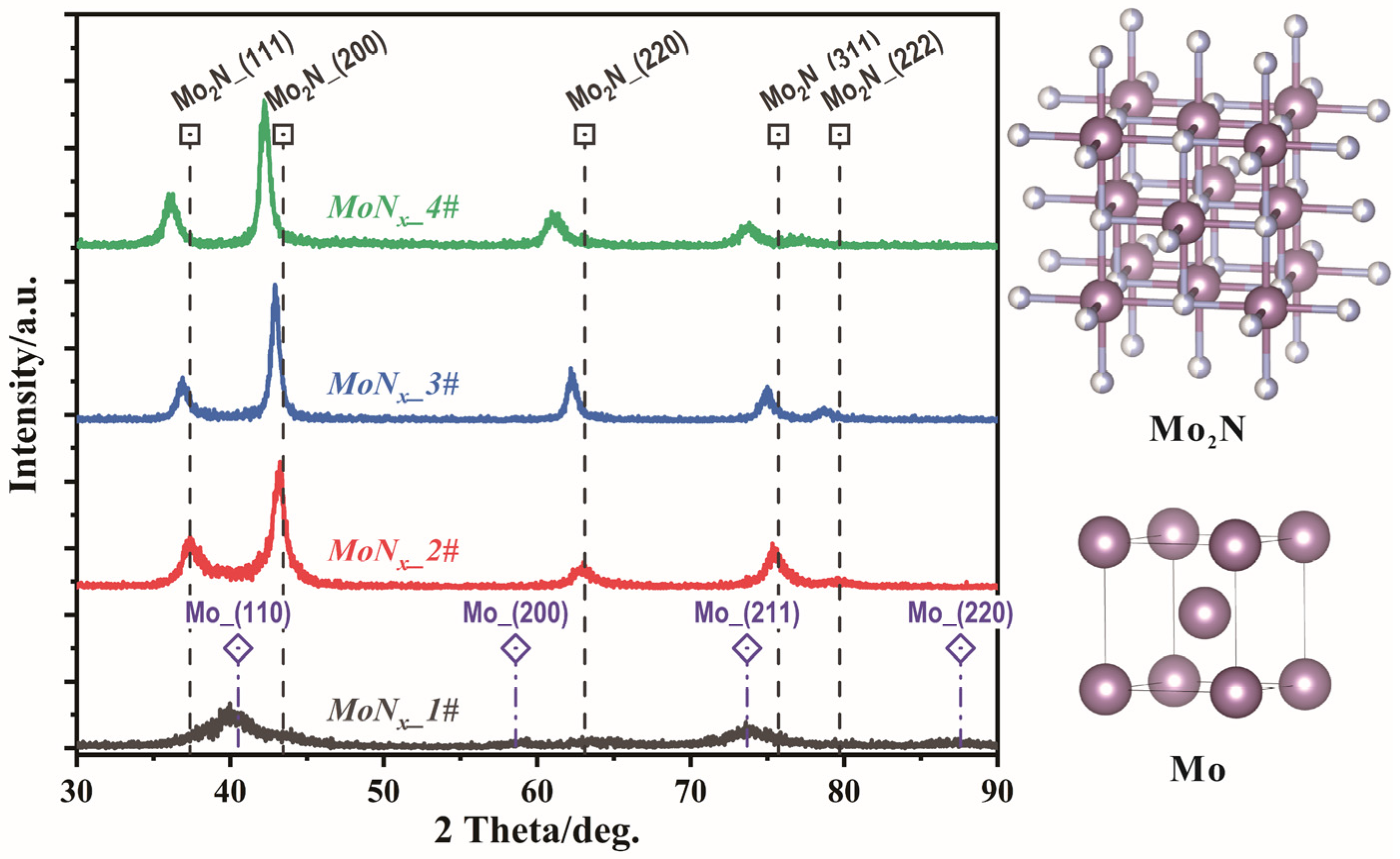
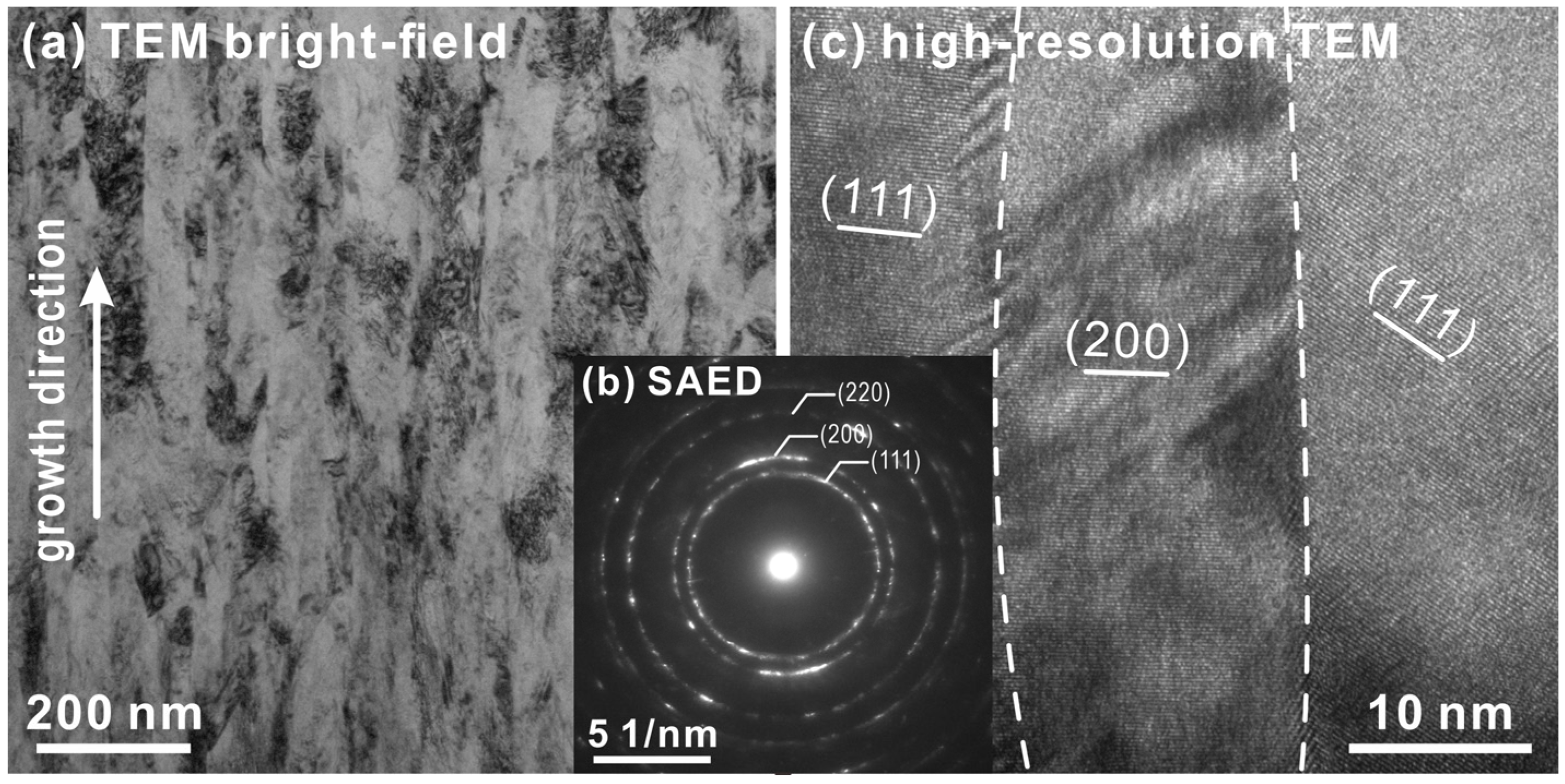
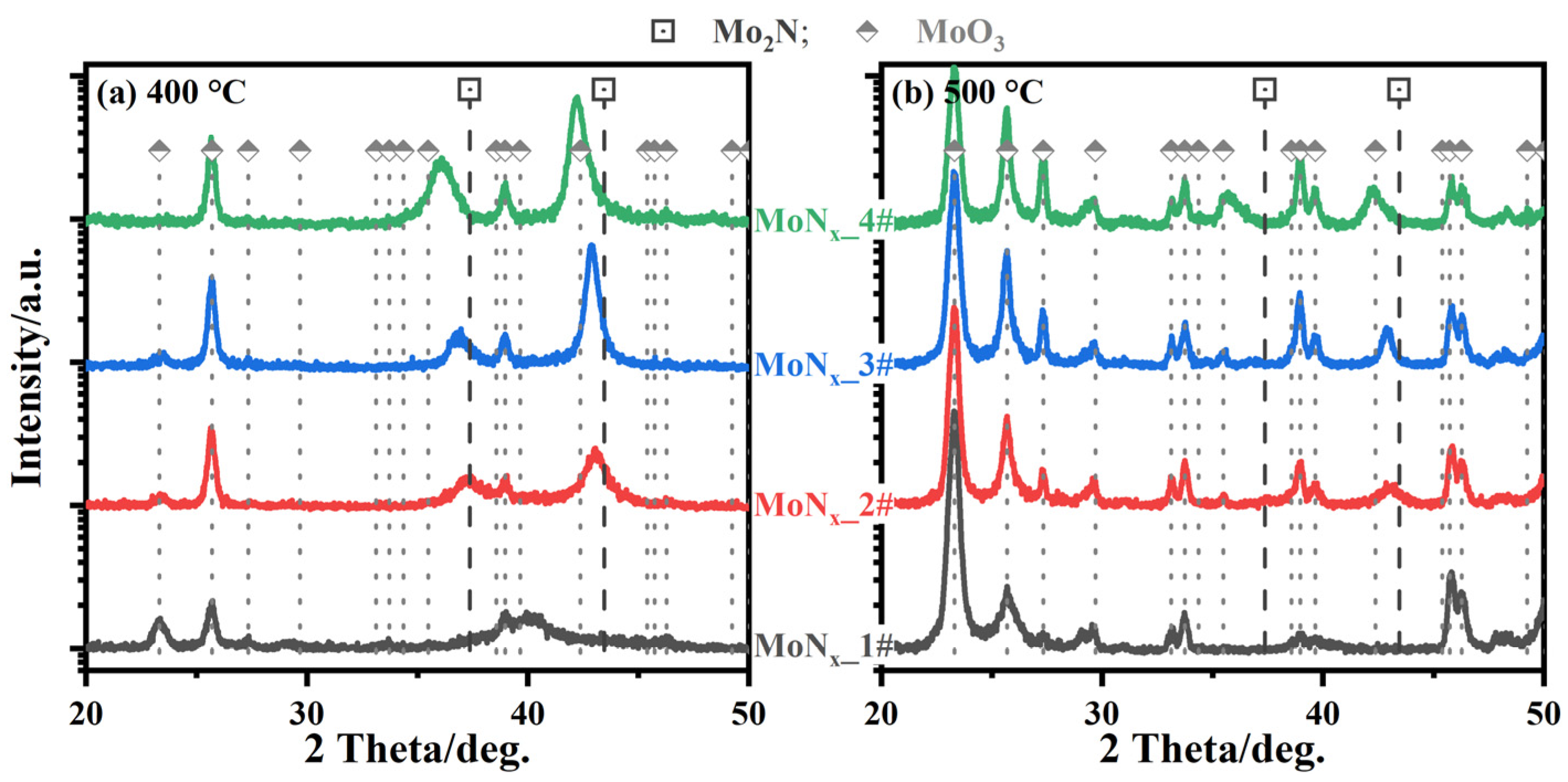
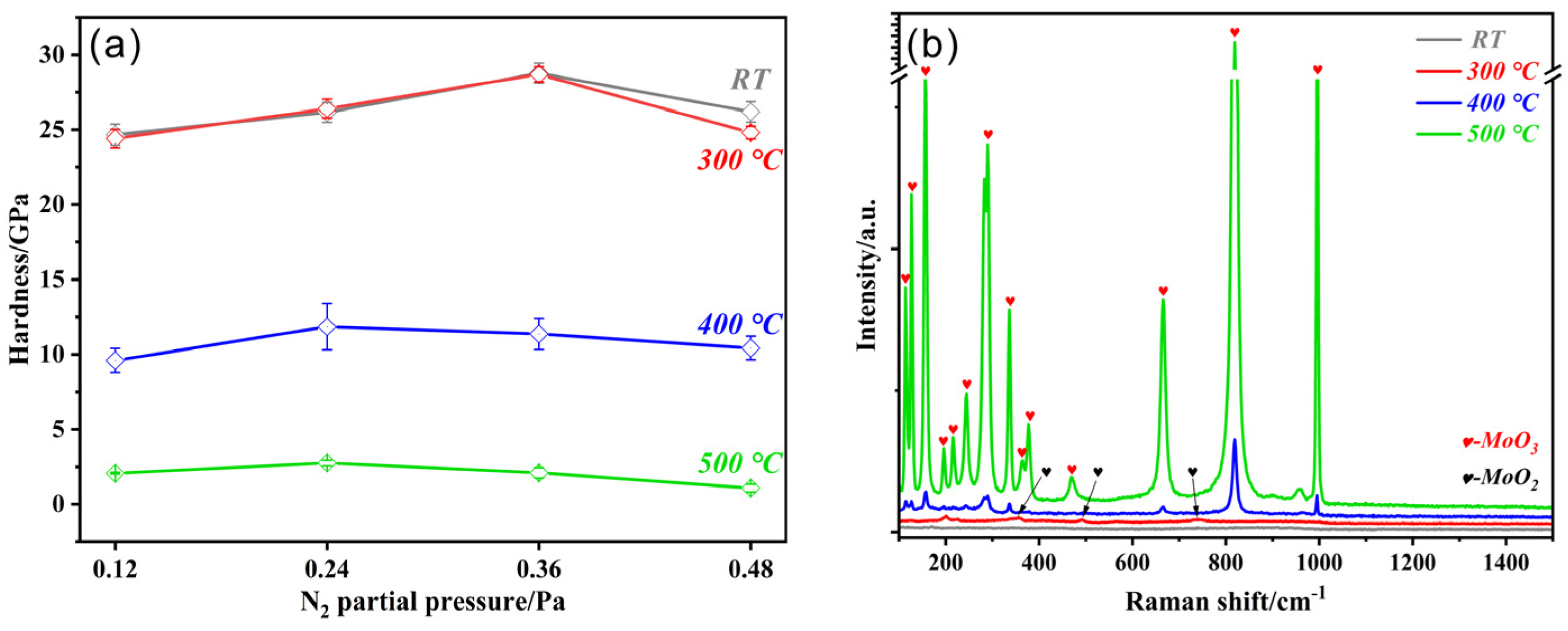
3.1. Microstructure and Mechanical Properties
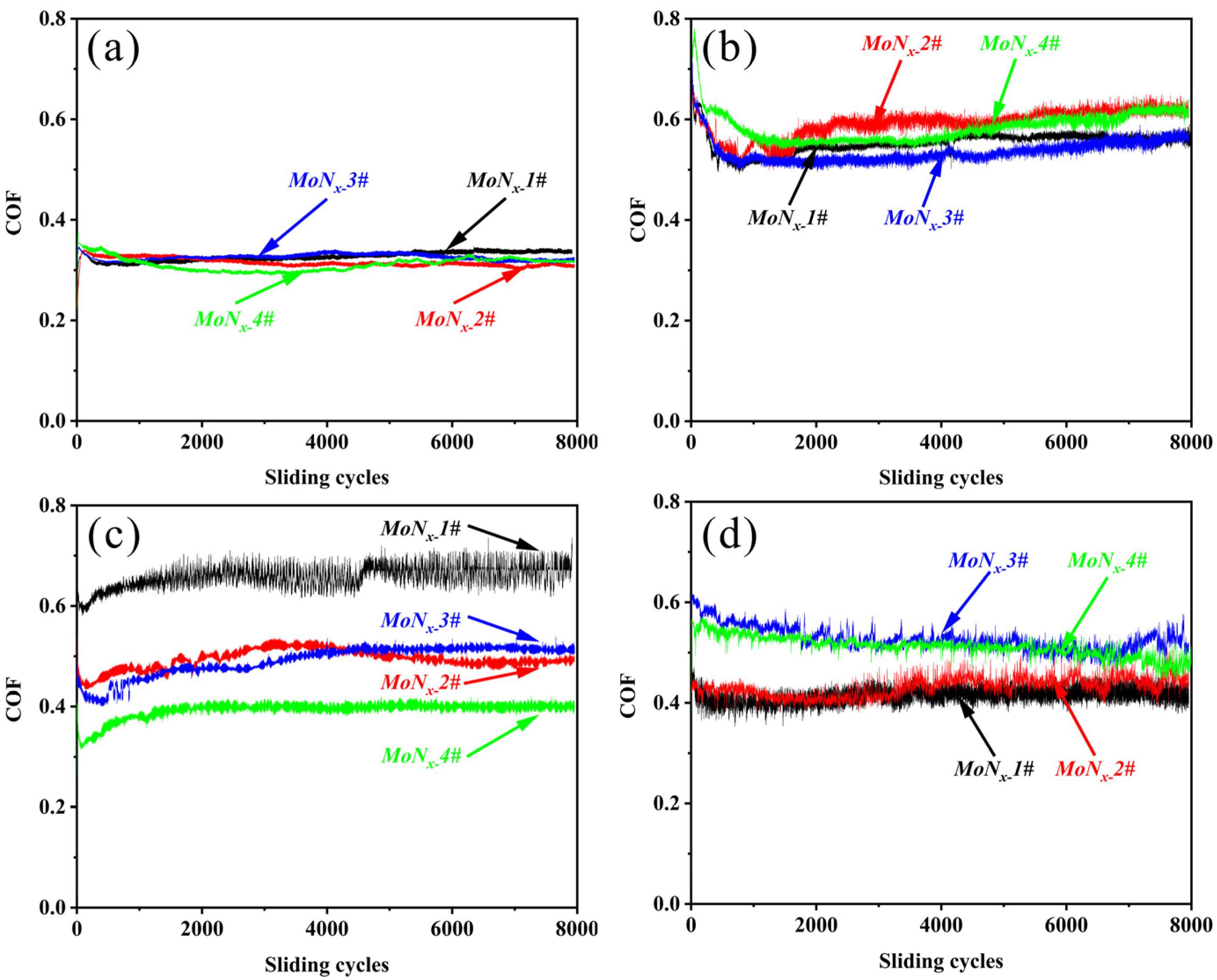
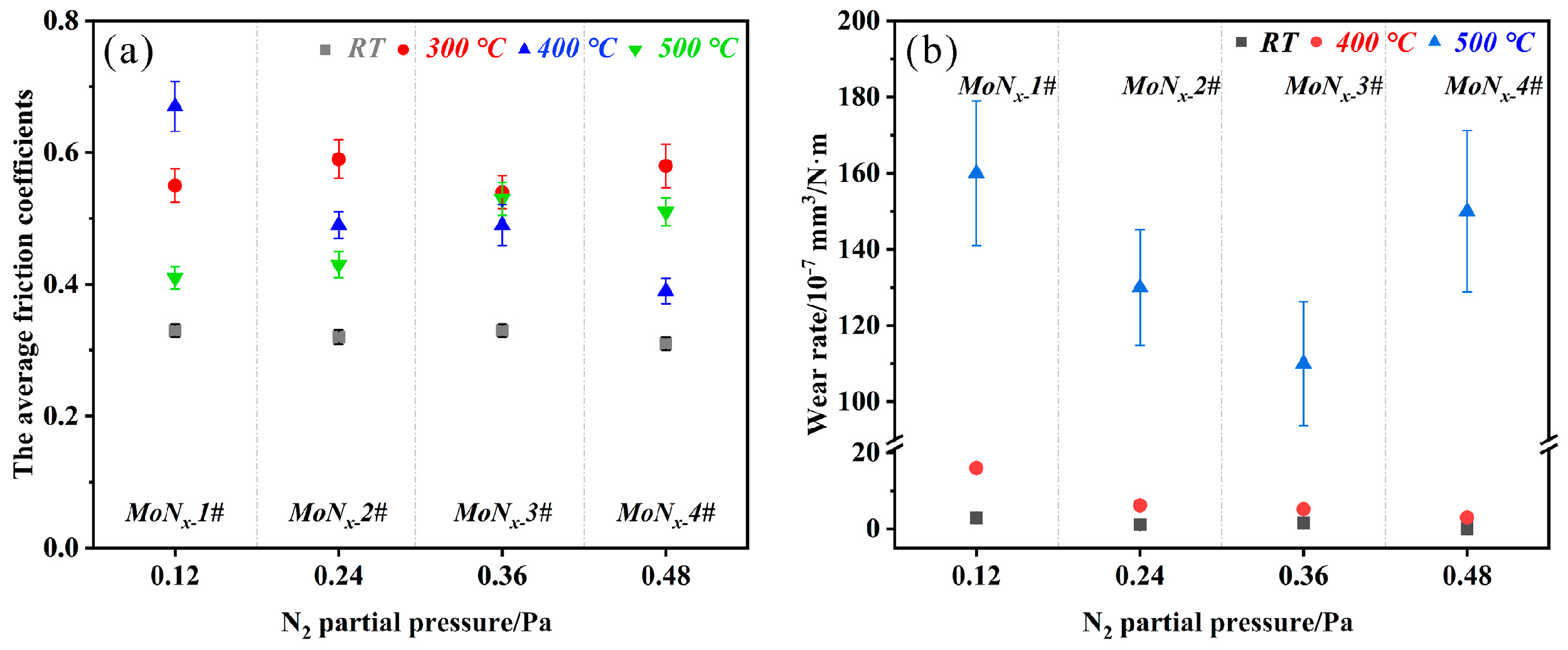
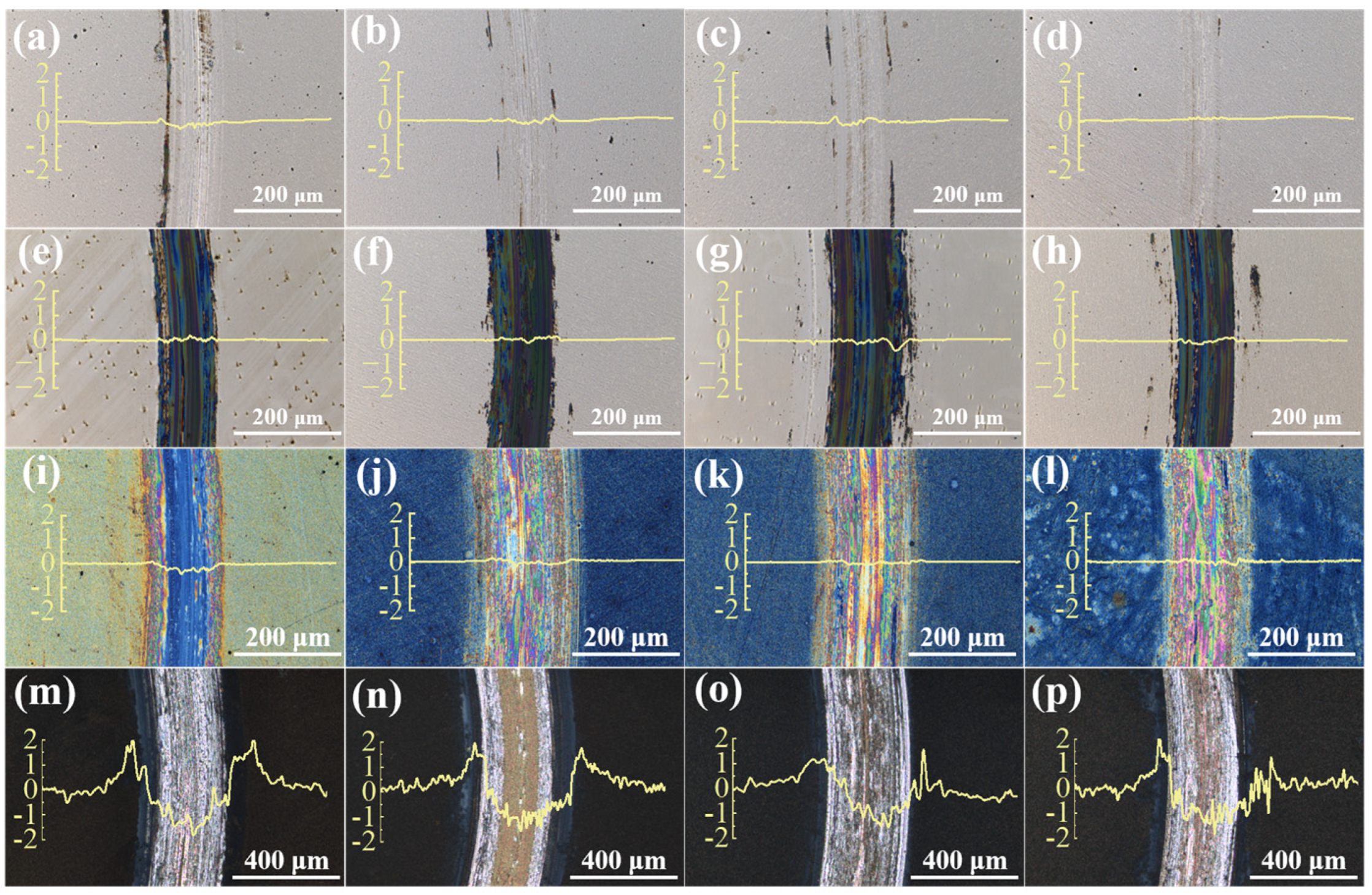
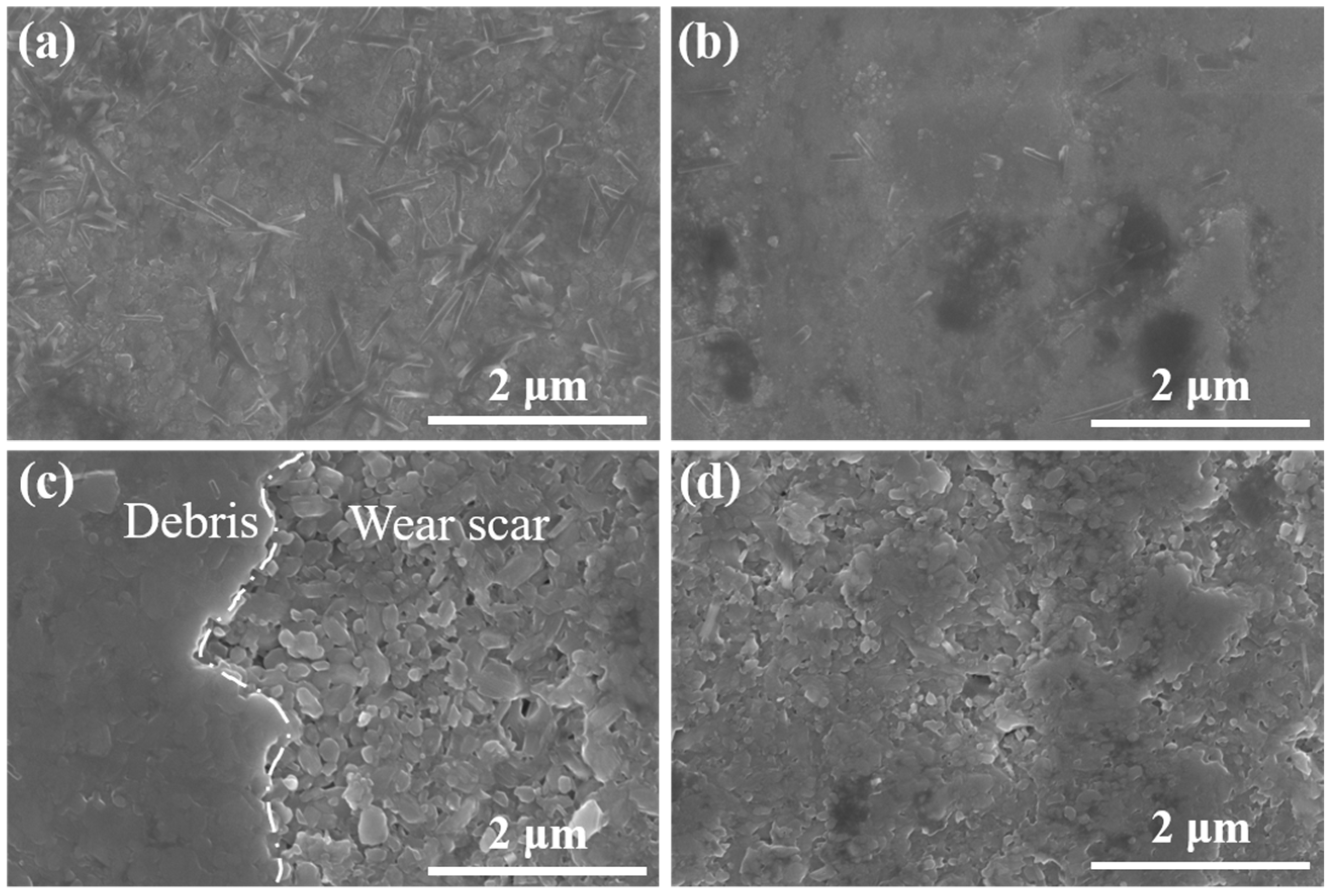
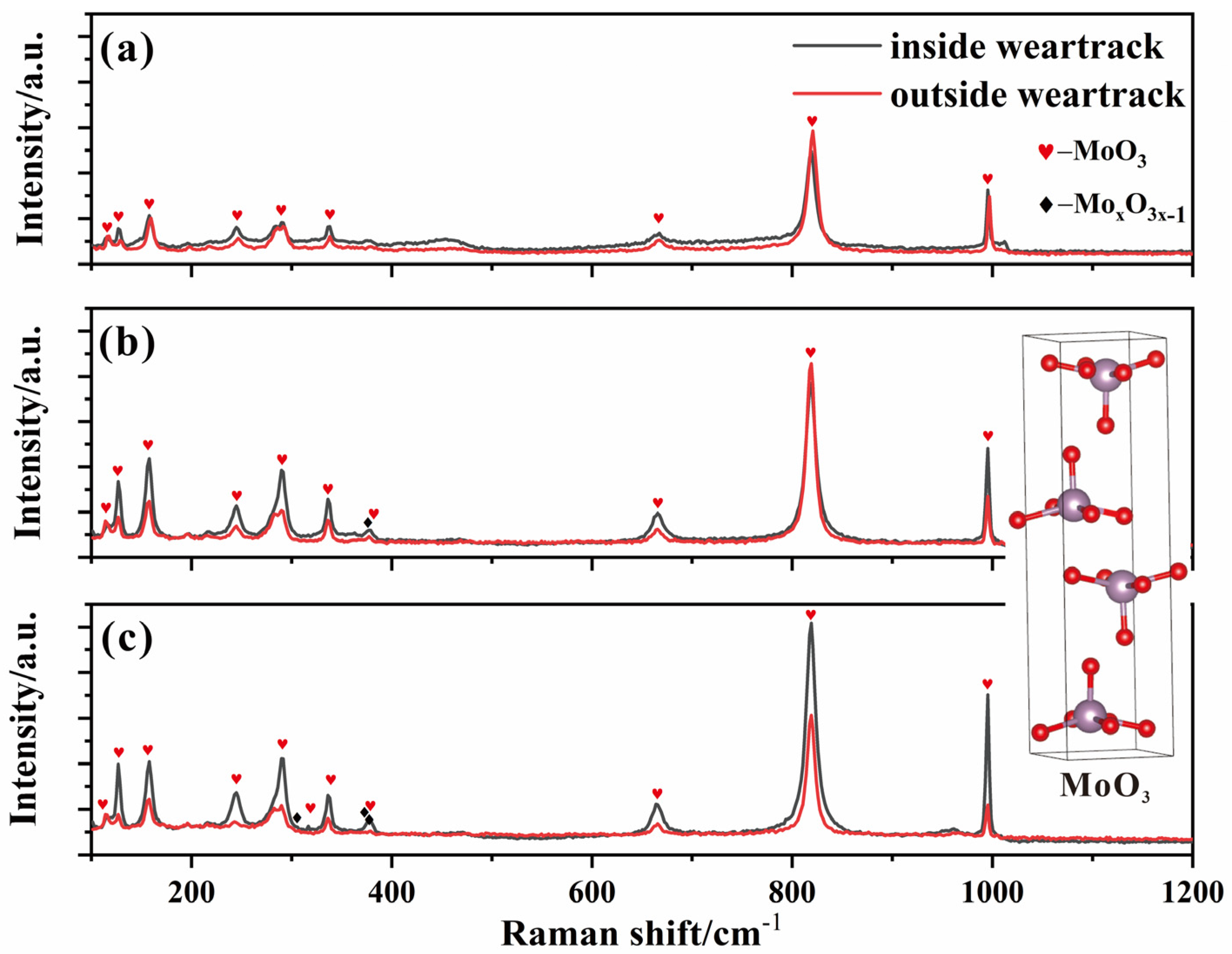
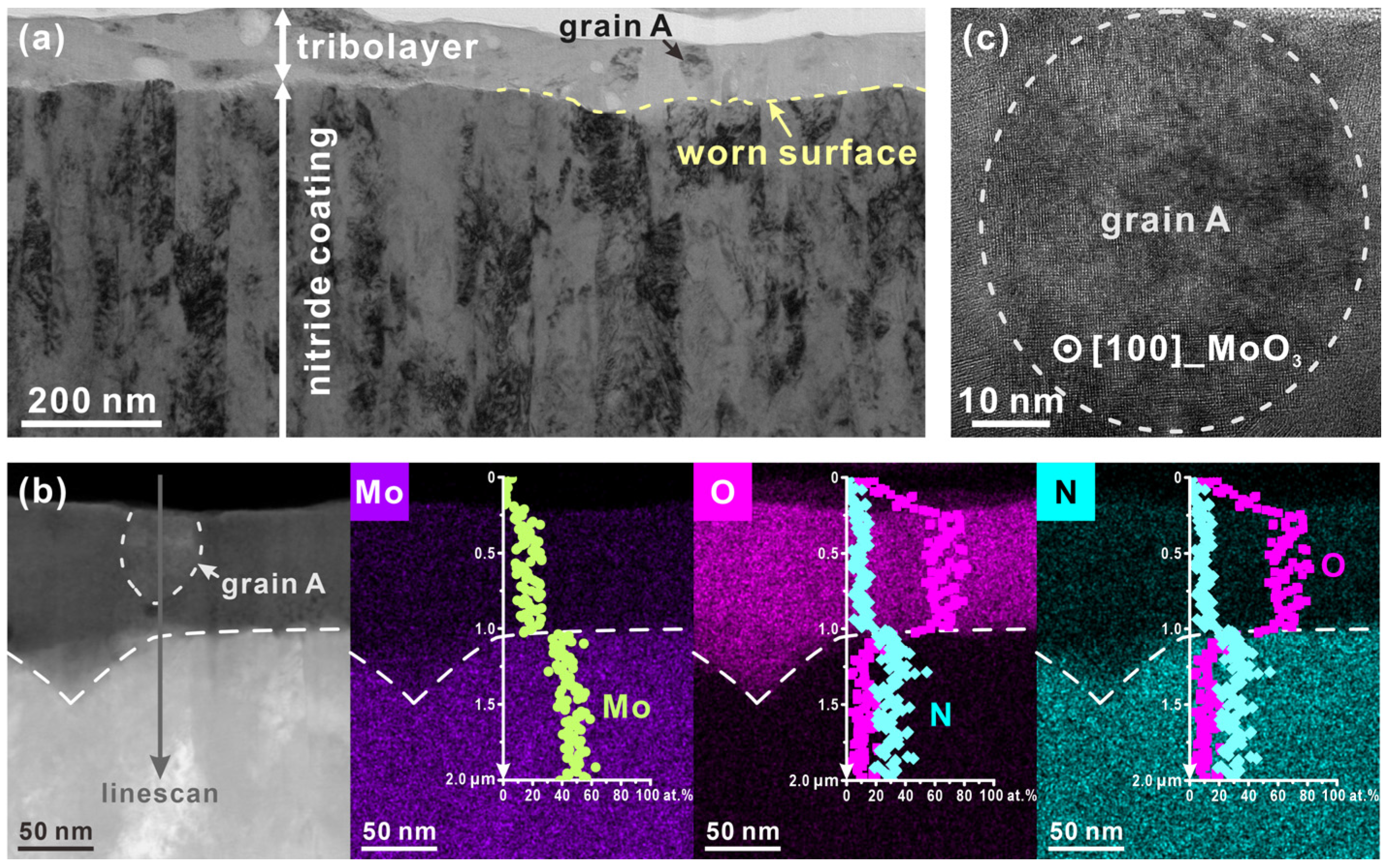
3.2. Tribological Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Voevodin, A.A.; Muratore, C.; Aouadi, S.M. Hard coatings with high temperature adaptive lubrication and contact thermal management. Surf. Coat. Technol. 2014, 257, 247–265. [Google Scholar] [CrossRef]
- Cui, W.; Qin, G.; Duan, J.; Wang, H. A graded nano-TiN coating on biomedical Ti alloy: Low friction coefficient, good bonding, and biocompatibility. Mater. Sci. Eng. C 2017, 71, 520–528. [Google Scholar] [CrossRef]
- Hisham, S.; Kadirgama, K.; Ramasamy, D.; Noor, M.; Amirruddin, A.; Najafi, G.; Rahman, M. Waste cooking oil blended with the engine oil for reduction of friction and wear on piston skirt. Fuel 2017, 205, 247–261. [Google Scholar] [CrossRef]
- Heo, S.J.; Kim, K.H.; Kang, M.C.; Suh, J.H.; Park, C.-G. Syntheses and mechanical properties of Mo–Si–N coatings by a hybrid coating system. Surf. Coat. Technol. 2006, 201, 4180–4184. [Google Scholar] [CrossRef]
- Solak, N.; Ustel, F.; Urgen, M.; Aydin, S.; Cakir, A.F. Oxidation behavior of molybdenum nitride coatings. Surf. Coat. Technol. 2003, 174, 713–719. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Murzynski, D. The properties of molybdenum nitride coatings obtained by cathodic arc evaporation. Surf. Coat. Technol. 2013, 236, 149–158. [Google Scholar] [CrossRef]
- Kazmanli, M.; Ürgen, M.; Cakir, A. Effect of nitrogen pressure, bias voltage and substrate temperature on the phase structure of Mo–N coatings produced by cathodic arc PVD. Surf. Coat. Technol. 2003, 167, 77–82. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, G.; Ren, S.; Jiang, B. Effect of nitrogen flow rate on structure and properties of MoNx coatings deposited by facing target sputtering. J. Alloys Compd. 2017, 701, 1–8. [Google Scholar] [CrossRef]
- Wicher, B.; Chodun, R.; Nowakowska-Langier, K.; Okrasa, S.; Trzciński, M.; Król, K.; Minikayev, R.; Skowroński, Ł.; Kurpaska, Ł.; Zdunek, K. Relation between modulation frequency of electric power oscillation during pulse magnetron sputtering deposition of MoNx thin films. Appl. Surf. Sci. 2018, 456, 789–796. [Google Scholar] [CrossRef]
- Zhu, X.; Yue, D.; Shang, C.; Fan, M.; Hou, B. Phase composition and tribological performance of molybdenum nitride coatings synthesized by IBAD. Surf. Coat. Technol. 2013, 228, S184–S189. [Google Scholar] [CrossRef]
- Balasubramanian, K.; Huang, L.; Gall, D. Phase stability and mechanical properties of Mo1−xNx with 0 ≤ x ≤ 1. J. Appl. Phys. 2017, 122, 195101. [Google Scholar] [CrossRef]
- Ozsdolay, B.; Shen, X.; Balasubramanian, K.; Scannell, G.; Huang, L.; Yamaguchi, M.; Gall, D. Elastic constants of epitaxial cubic MoNx (001) layers. Surf. Coat. Technol. 2017, 325, 572–578. [Google Scholar] [CrossRef]
- Tagliazucca, V.; Schlichte, K.; Schüth, F.; Weidenthaler, C. Molybdenum-based catalysts for the decomposition of ammonia: In situ X-ray diffraction studies, microstructure, and catalytic properties. J. Catal. 2013, 305, 277–289. [Google Scholar] [CrossRef]
- Jauberteau, I.; Mayet, R.; Cornette, J.; Bessaudou, A.; Carles, P.; Jauberteau, J.-L.; Merle-Méjean, T. A reduction–nitridation process of molybdenum films in expanding microwave plasma: Crystal structure of molybdenum nitrides. Surf. Coat. Technol. 2015, 270, 77–85. [Google Scholar] [CrossRef]
- Inumaru, K.; Baba, K.; Yamanaka, S. Synthesis and Characterization of Superconducting β-Mo2N Crystalline Phase on a Si Substrate: An Application of Pulsed Laser Deposition to Nitride Chemistry. Chem. Mater. 2005, 17, 5935–5940. [Google Scholar] [CrossRef]
- Perry, A.; Baouchi, A.; Petersen, J.; Pozder, S. Crystal structure of molybdenum nitride films made by reactive cathodic arc evaporation. Surf. Coat. Technol. 1992, 54, 261–265. [Google Scholar] [CrossRef]
- Klimashin, F.F.; Koutná, N.; Euchner, H.; Holec, D.; Mayrhofer, P.H. The impact of nitrogen content and vacancies on structure and mechanical properties of Mo–N thin films. J. Appl. Phys. 2016, 120, 185301. [Google Scholar] [CrossRef]
- Zin, V.; Miorin, E.; Deambrosis, S.M.; Montagner, F.; Fabrizio, M. Mechanical properties and tribological behaviour of Mo-N coatings deposited via high power impulse magnetron sputtering on temperature sensitive substrates. Tribol. Int. 2018, 119, 372–380. [Google Scholar] [CrossRef]
- Kommer, M.; Sube, T.; Richter, A.; Fenker, M.; Schulz, W.; Hader, B.; Albrecht, J. Enhanced wear resistance of molybdenum nitride coatings deposited by high power impulse magnetron sputtering by using micropatterned surfaces. Surf. Coat. Technol. 2018, 333, 1–12. [Google Scholar] [CrossRef]
- Khojier, K.; Mehr, M.R.K.; Savaloni, H. Annealing temperature effect on the mechanical and tribological properties of molybdenum nitride thin films. J. Nanostruct. Chem. 2013, 3, 5. [Google Scholar] [CrossRef]
- Elo, R.; Jacobson, S.; Kubart, T. Tailoring residual stresses in CrNx films on alumina and silicon deposited by high-power impulse magnetron sputtering. Surf. Coat. Technol. 2020, 397, 125990. [Google Scholar] [CrossRef]
- Joseph, M.; Tsotsos, C.; Baker, M.; Kench, P.; Rebholz, C.; Matthews, A.; Leyland, A. Characterisation and tribological evaluation of nitrogen-containing molybdenum–copper PVD metallic nanocomposite films. Surf. Coat. Technol. 2005, 190, 345–356. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhou, Y.; Zhang, G.; Zhang, L.; Xie, Z.; Zuo, L.; Ju, H.; Fang, Q.; Liu, J.; Yang, J. Nanocomposite Mo-Ag-N lubricating, wear resistant and hard coatings fabricated by magnetron sputtering. Mater. Sci. Eng. B 2022, 286, 116066. [Google Scholar] [CrossRef]
- Ju, H.; Wang, R.; Wang, W.; Xu, J.; Yu, L.; Luo, H. The microstructure and tribological properties of molybdenum and silicon nitride composite films. Surf. Coat. Technol. 2020, 401, 126238. [Google Scholar] [CrossRef]
- Hecimovic, A.; Burcalova, K.; Ehiasarian, A.P. Origins of ion energy distribution function (IEDF) in high power impulse magnetron sputtering (HIPIMS) plasma discharge. J. Phys. D Appl. Phys. 2008, 41, 095203. [Google Scholar] [CrossRef]
- Alami, J.; Sarakinos, K.; Uslu, F.; Wuttig, M. On the relationship between the peak target current and the morphology of chromium nitride thin films deposited by reactive high power pulsed magnetron sputtering. J. Phys. D Appl. Phys. 2008, 42, 015304. [Google Scholar] [CrossRef]
- Bagcivan, N.; Bobzin, K.; Grundmeier, G.; Wiesing, M.; Ozcan, O.; Kunze, C.; Brugnara, R. Influence of HPPMS pulse length and inert gas mixture on the properties of (Cr,Al)N coatings. Thin Solid Films 2013, 549, 192–198. [Google Scholar] [CrossRef]
- Hovsepian, P.; Reinhard, C.; Ehiasarian, A. CrAlYN/CrN superlattice coatings deposited by the combined high power impulse magnetron sputtering/unbalanced magnetron sputtering technique. Surf. Coat. Technol. 2006, 201, 4105–4110. [Google Scholar] [CrossRef]
- Stoney, G.G. The tension of metallic films deposited by electrolysi. Proc. R. Soc. London. Ser. A Contain. Pap. A Math. Phys. Character 1909, 82, 172–175. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Ihara, H.; Kimura, Y.; Senzaki, K.; Kezuka, H.; Hirabayashi, M. Electronic structures of B1 MoN, fccMo2N, and hexagonal MoN. Phys. Rev. B 1985, 31, 3177. [Google Scholar] [CrossRef] [PubMed]
- Ozsdolay, B.; Balasubramanian, K.; Gall, D. Cation and anion vacancies in cubic molybdenum nitride. J. Alloys Compd. 2017, 705, 631–637. [Google Scholar] [CrossRef]
- Hones, P.; Martin, N.; Regula, M.; Vy, F.L. Structural and mechanical properties of chromium nitride, molybdenum nitride, and tungsten nitride thin films. J. Phys. D Appl. Phys. 2003, 36, 1023. [Google Scholar] [CrossRef]
- Wang, R.; Mei, H.-J.; Li, R.-S.; Zhang, Q.; Zhang, T.-F.; Wang, Q.-M. Friction and wear behavior of AlTiN-Coated carbide balls against SKD11 hardened steel at elevated temperatures. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 1073–1083. [Google Scholar] [CrossRef]
- Wang, J.; Munroe, P.; Zhou, Z.; Xie, Z. Nanostructured molybdenum nitride-based coatings: Effect of nitrogen concentration on microstructure and mechanical properties. Thin Solid Film. 2019, 682, 82–92. [Google Scholar] [CrossRef]
- Wan, X.; Zhao, S.; Yang, Y.; Gong, J.; Sun, C. Effects of nitrogen pressure and pulse bias voltage on the properties of Cr–N coatings deposited by arc ion plating. Surf. Coat. Technol. 2010, 204, 1800–1810. [Google Scholar] [CrossRef]
- Seguin, L.; Figlarz, M.; Cavagnat, R.; Lassègues, J.-C. Infrared and Raman spectra of MoO3 molybdenum trioxides and MoO3 xH2O molybdenum trioxide hydrates. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 1995, 51, 1323–1344. [Google Scholar] [CrossRef]
- Musil, J.; Novák, P.; Hromádka, M.; Čerstvý, R.; Soukup, Z.; Savková, J. Mechanical and tribological properties of sputtered Mo–O–N coatings. Surf. Coat. Technol. 2013, 215, 386–392. [Google Scholar] [CrossRef]
- Soignard, E.; McMillan, P.F.; Chaplin, T.D.; Farag, S.M.; Bull, C.L.; Somayazulu, M.S.; Leinenweber, K. High-pressure synthesis and study of low-compressibility molybdenum nitride (MoN and MoN1−x)phases. Phys. Rev. B 2003, 68, 132101. [Google Scholar] [CrossRef]
- Aouadi, S.; Gao, H.; Martini, A.; Scharf, T.; Muratore, C. Lubricious oxide coatings for extreme temperature applications: A review. Surf. Coat. Technol. 2014, 257, 266–277. [Google Scholar] [CrossRef]
- Tillmann, W.; Kokalj, D.; Stangier, D. Impact of structure on mechanical properties and oxidation behavior of magnetron sputtered cubic and hexagonal MoNx thin films. Appl. Surf. Sci. Adv. 2021, 5, 100119. [Google Scholar] [CrossRef]
- Gassner, G.; Mayrhofer, P.H.; Kutschej, K.; Mitterer, C.; Kathrein, M. Magnéli phase formation of PVD Mo–N and W–N coatings. Surf. Coat. Technol. 2006, 201, 3335–3341. [Google Scholar] [CrossRef]
- Floquet, N.; Bertrand, O.; Heizmann, J.J. Structural and morphological studies of the growth of MoO3 scales during high-temperature oxidation of molybdenum. Oxid. Met. 1992, 37, 253–280. [Google Scholar] [CrossRef]
- Camacho-López, M.; Escobar-Alarcón, L.; Picquart, M.; Arroyo, R.; Córdoba, G.; Haro-Poniatowski, E. Micro-Raman study of the m-MoO2 to α-MoO3 transformation induced by cw-laser irradiation. Opt. Mater. 2011, 33, 480–484. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, G.-H.; Chou, K.-C. Study on oxidation mechanism and kinetics of MoO2 to MoO3 in air atmosphere. Int. J. Refract. Met. Hard Mater. 2016, 57, 115–124. [Google Scholar] [CrossRef]
- Mei, H.; Ding, J.C.; Wang, R.; Li, Q.; Zhao, Z.; Long, D.; Wei, X.; Cai, S.; Gong, W.; Wang, Q. Relationship between oxidation behavior and tribological properties of Mo V Cu N coatings. Surf. Coat. Technol. 2022, 451, 129067. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | N2 Partial Pressure (Pa) | Elemental Content (at.%) | Thickness (μm) | Residual Stress (GPa) | Hardness (GPa) | Elastic Modulus (GPa) | |
|---|---|---|---|---|---|---|---|
| Mo | N | ||||||
| 1# | 0.12 | 72.5 | 27.5 | 2.3 ± 0.2 | −2.7 ± 0.1 | 24.7 ± 0.7 | 394 ± 6 |
| 2# | 0.24 | 67.5 | 32.5 | 2.4 ± 0.3 | −4.3 ± 0.2 | 26.2 ± 0.6 | 439 ± 8 |
| 3# | 0.36 | 60.3 | 39.7 | 1.9 ± 0.2 | −4.9 ± 0.2 | 28.8 ± 0.6 | 482 ± 7 |
| 4# | 0.48 | 54.1 | 45.9 | 1.4 ± 0.1 | −3.3 ± 0.2 | 26.2 ± 0.6 | 452 ± 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, F.; Dai, W.; Wang, Q.; Li, H.; Wu, Z. Dry Friction Performances of MoNx Coatings Deposited by High–Power Pulsed Magnetron Sputtering. Magnetochemistry 2023, 9, 60. https://doi.org/10.3390/magnetochemistry9030060
Li F, Dai W, Wang Q, Li H, Wu Z. Dry Friction Performances of MoNx Coatings Deposited by High–Power Pulsed Magnetron Sputtering. Magnetochemistry. 2023; 9(3):60. https://doi.org/10.3390/magnetochemistry9030060
Chicago/Turabian StyleLi, Fuqiang, Wei Dai, Qimin Wang, Haiqing Li, and Zhengtao Wu. 2023. "Dry Friction Performances of MoNx Coatings Deposited by High–Power Pulsed Magnetron Sputtering" Magnetochemistry 9, no. 3: 60. https://doi.org/10.3390/magnetochemistry9030060