
An Analysis of the Impact of Logistics Processes on the Temperature Profile of the Beginning Stages of a Blueberry Supply Chain

Abstract
:1. Introduction
1.1. Background
1.2. Cold Chain
1.3. Blueberry Cold Chain
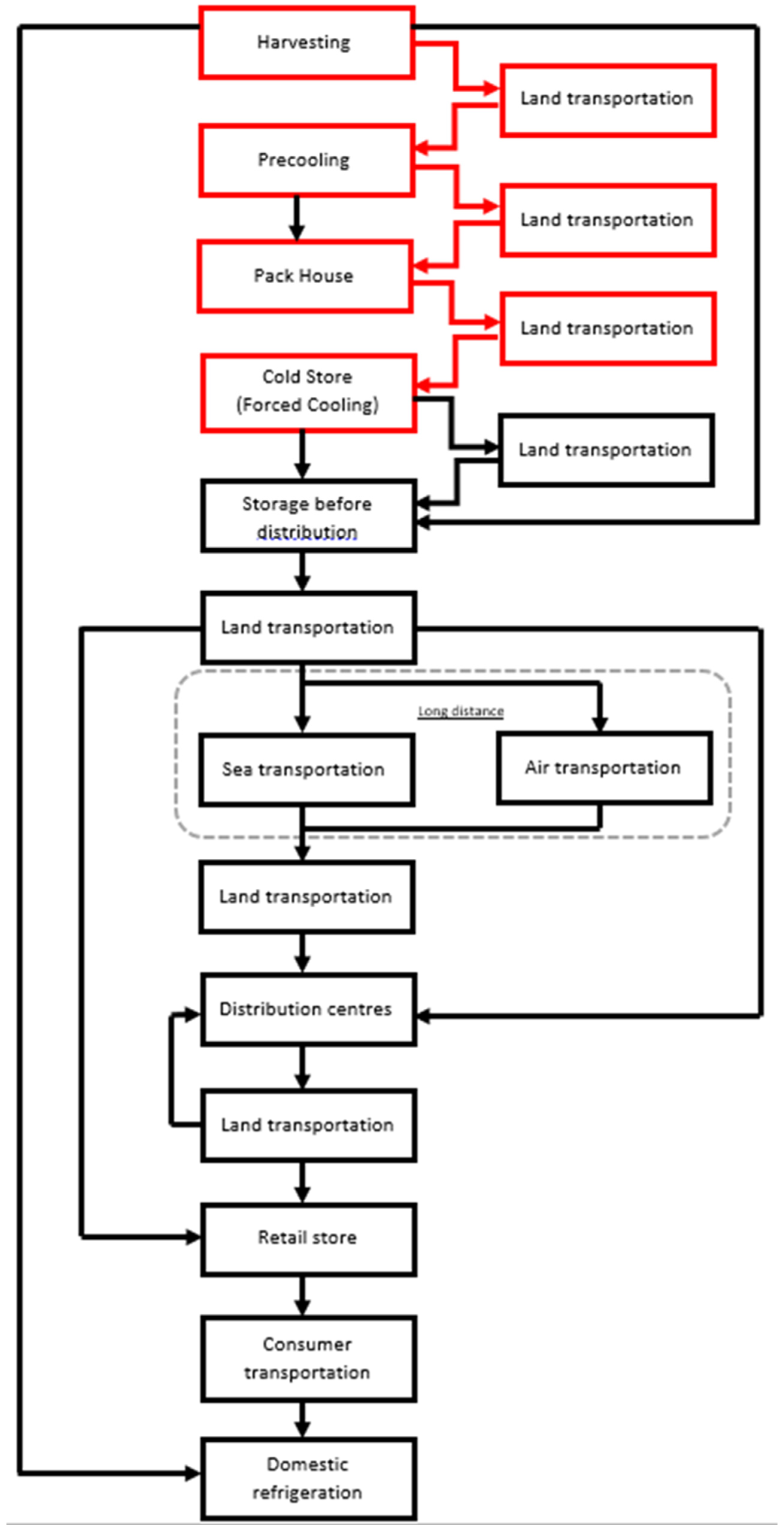
1.4. Handling Methods and Transportation Systems
1.5. Temperature Spikes and Temperature Breaks
- A temperature break is defined as “any rise in temperature of 2 °C above the product-appropriate set point, for longer than 30 min”.
- When the temperature falls below −1.5 °C for longer than 30 min, it is regarded as a chilling injury break (blueberries freeze at approximately −2 °C [25].
- When the temperature rises above the established 2 °C or falls below the −1.5 °C barrier, but this does not last longer than 30 min, it is defined as a temperature spike or chilling injury spike, respectively.
1.6. Quality Assurance and Control
1.7. Purpose of the Study
1.8. Contribution
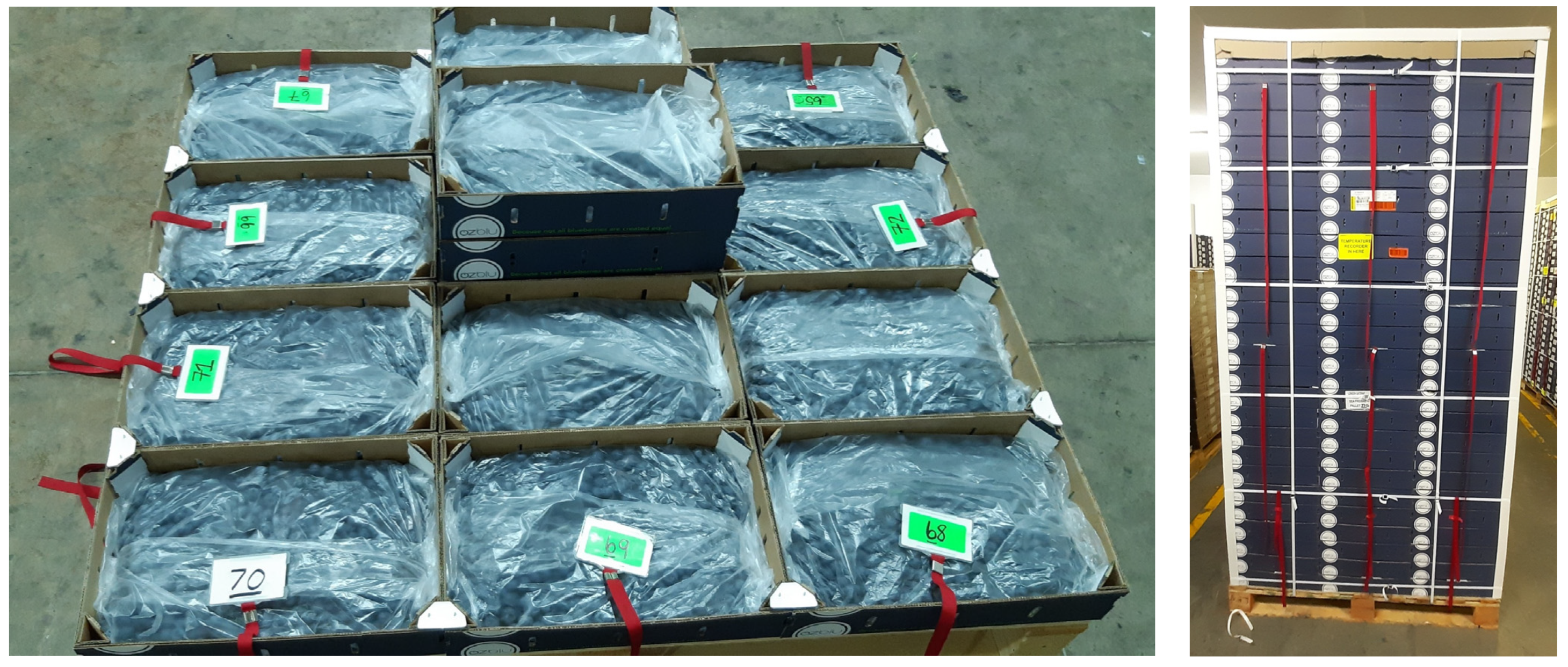
2. Materials and Methods
3. Results
3.1. Temperature Spikes and Temperature Breaks
3.1.1. Concern 1: High Harvesting Temperatures
3.1.2. Concern 2: Inconsistent Temperatures during the Packhouse Stage
3.1.3. Concern 3: Transportation to Forced Cooler
3.1.4. Concern 4: Inconsistent Temperatures during the Forced Cooling Stage
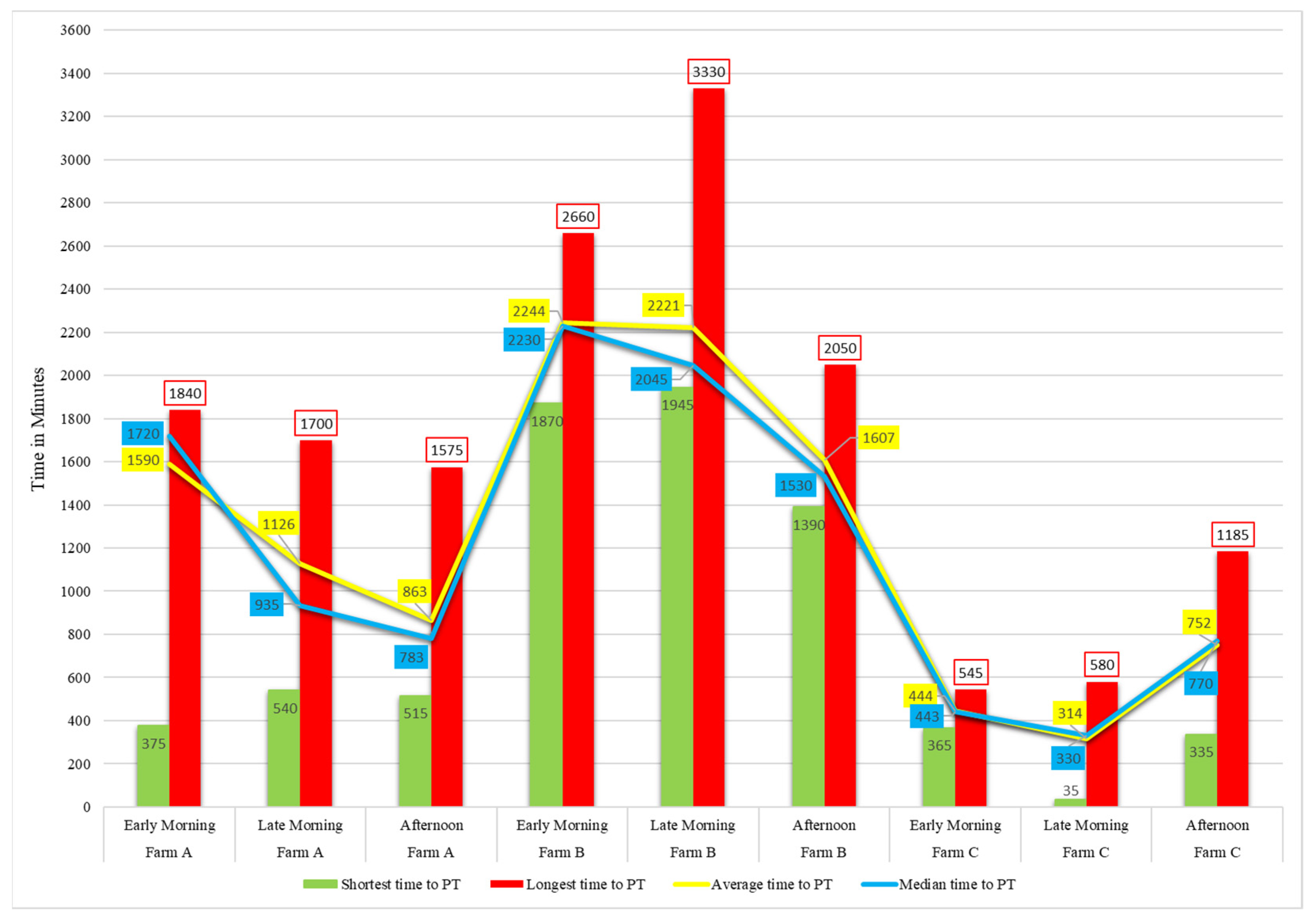
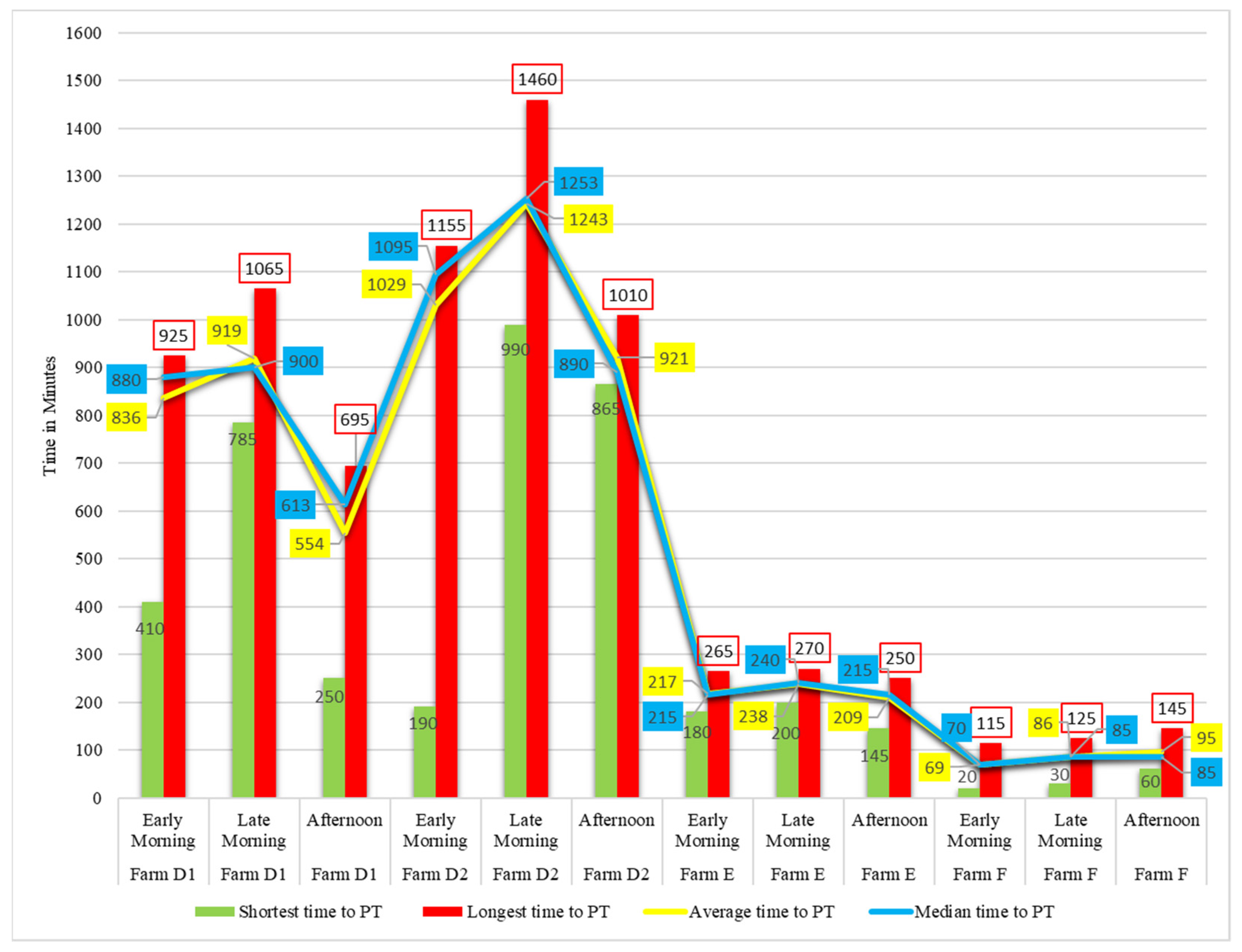
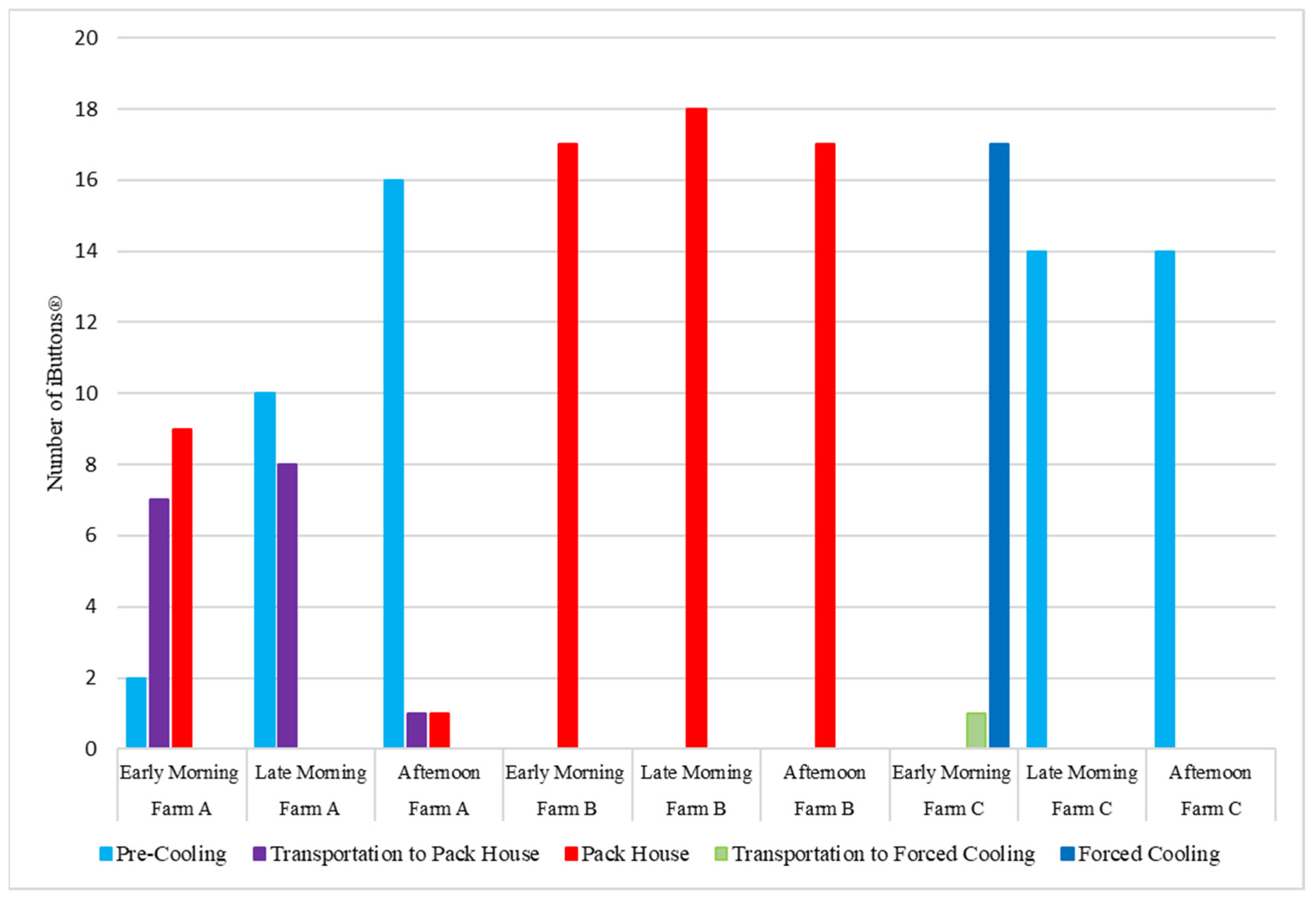
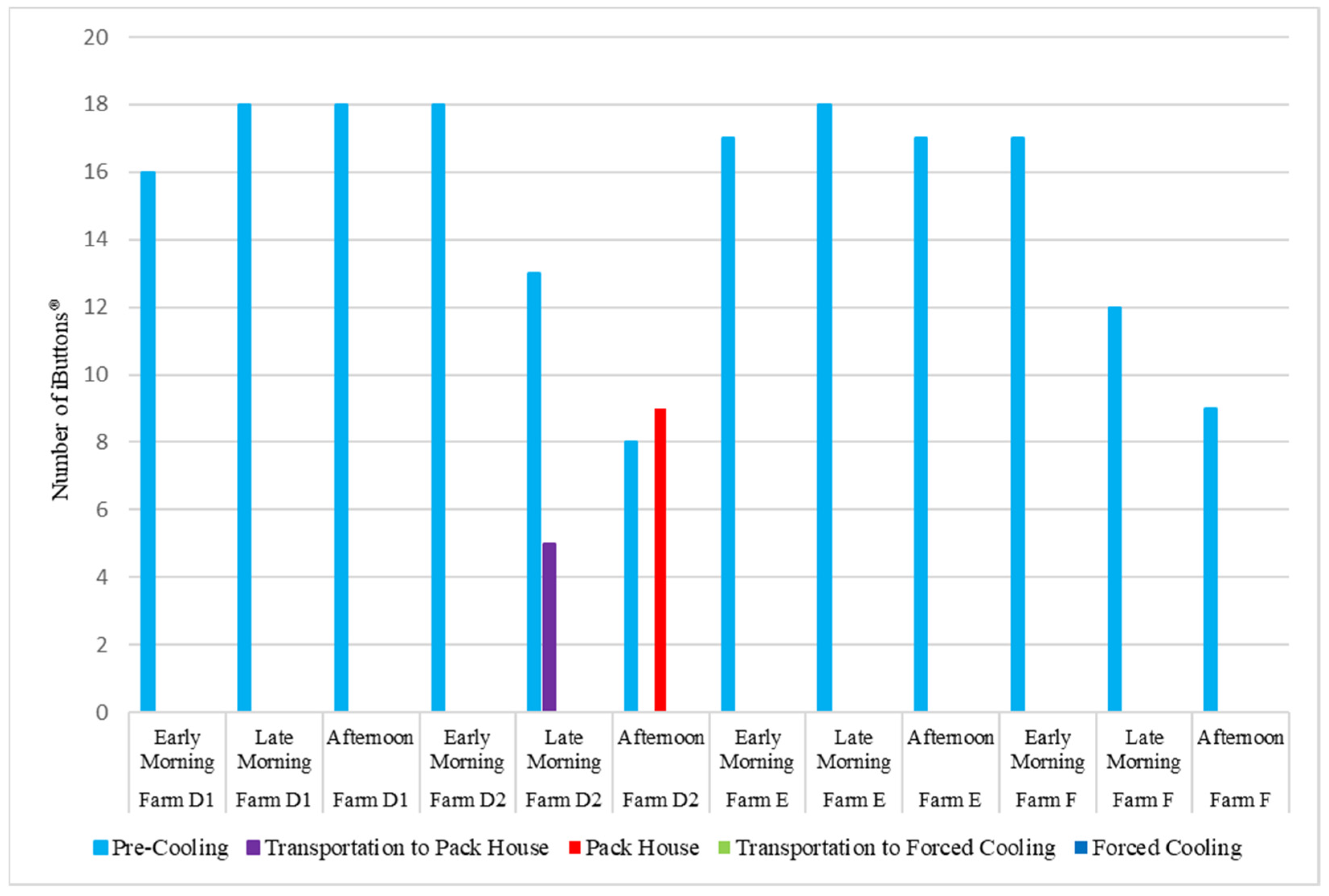
3.2. Time and Stage at Which Protocol Temperature Was Reached—Pre-Cooling
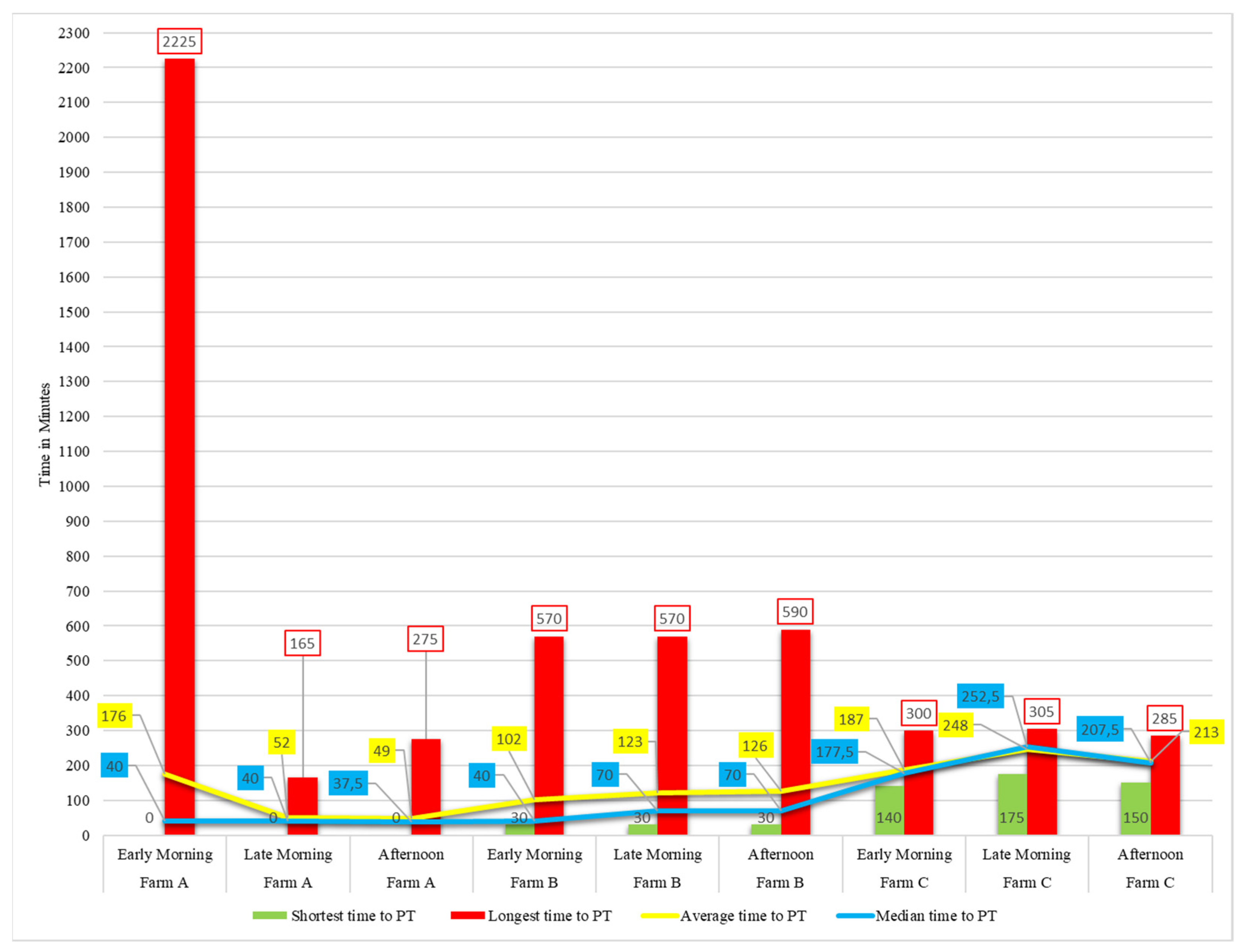
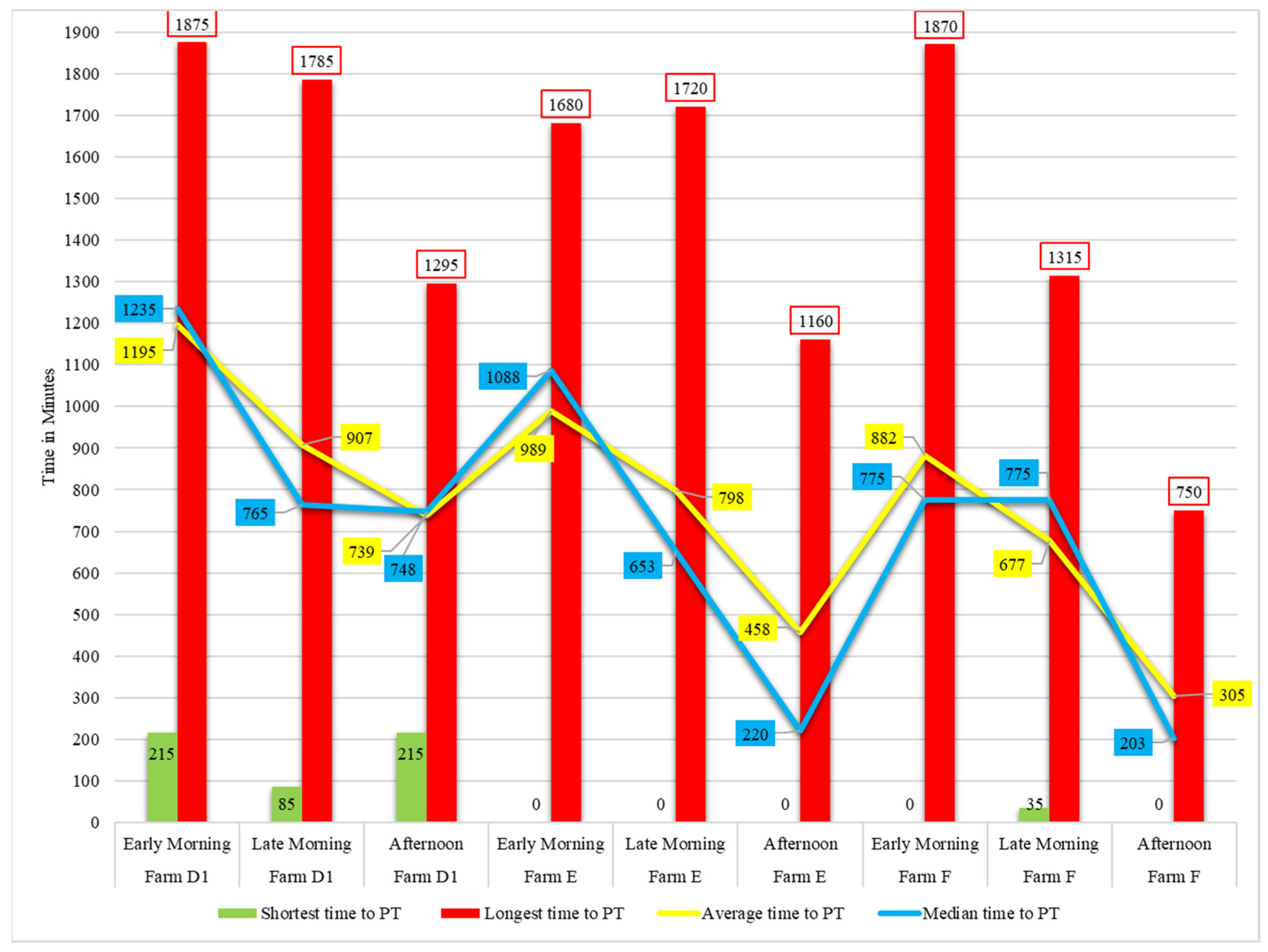
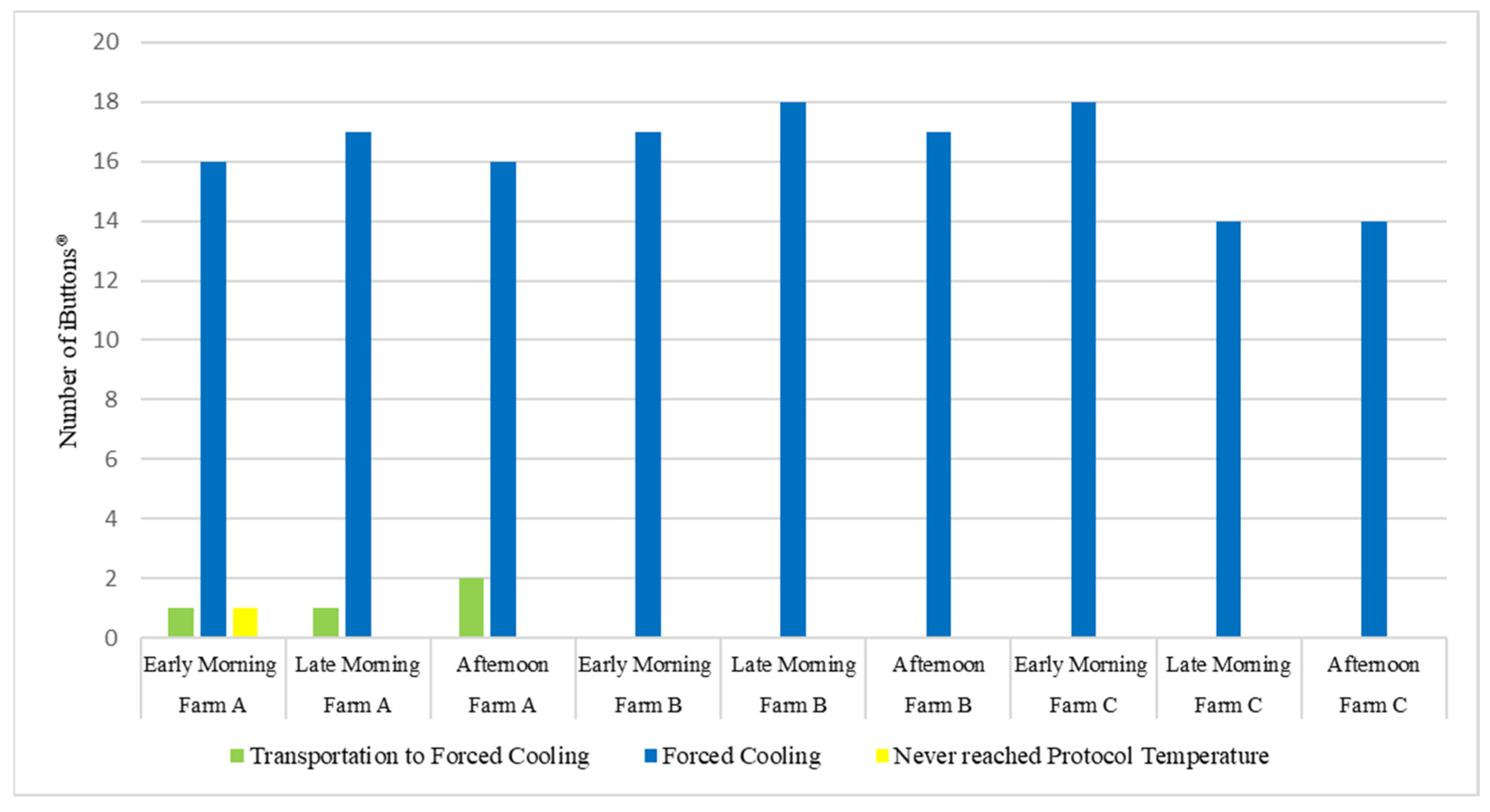
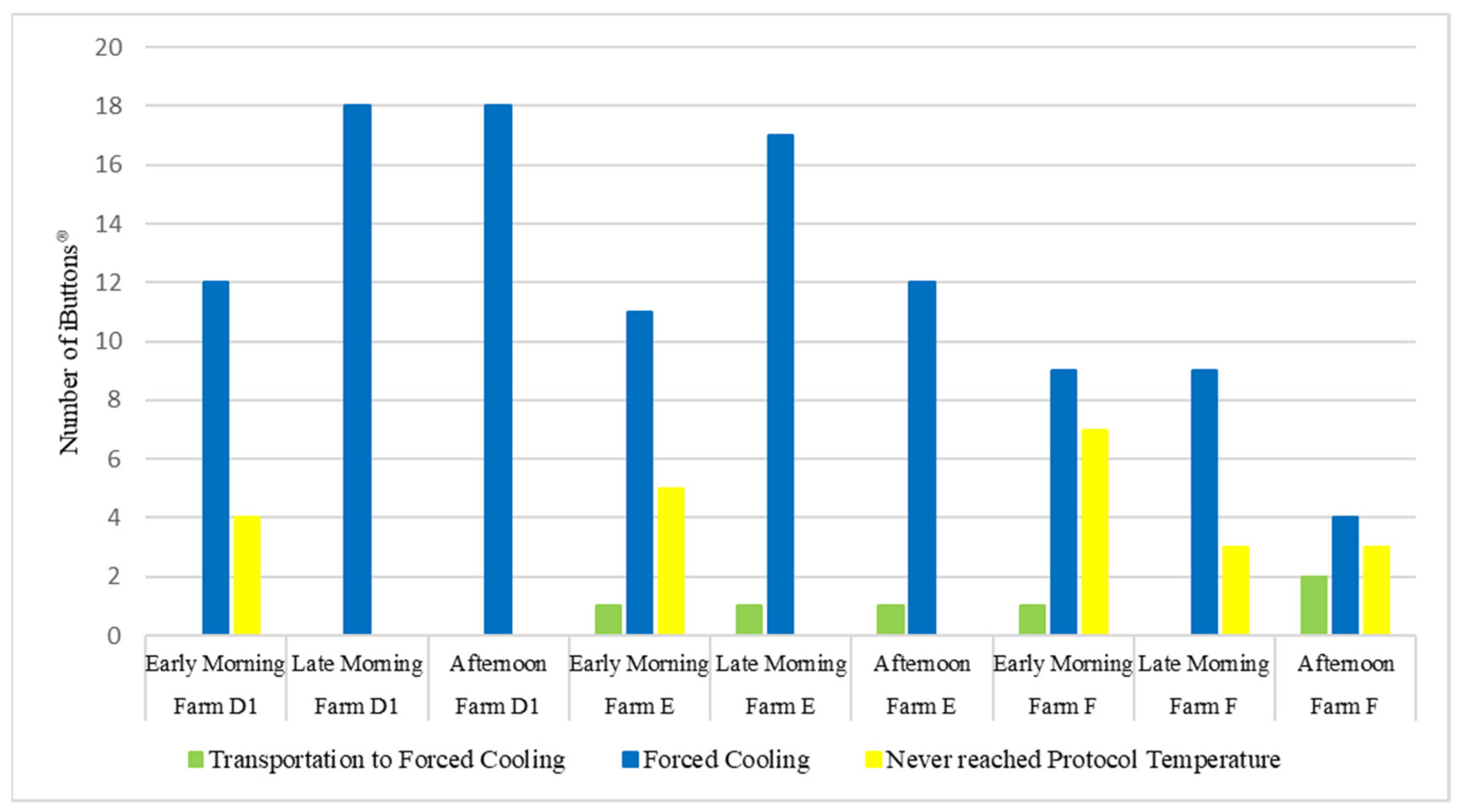
3.3. Time and Stage at which Protocol Temperature Was Reached—Forced Cooling
3.4. Logistical Processes Used and Protocols Not Followed
3.5. Quality Control Reports
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fresh Produce Exporters’ Forum, General Information—FPEF South Africa. Available online: https://www.fpef.co.za/general-information/ (accessed on 17 November 2022).
- Dodgson, L. Blueberries: Can One Cup a Day Lead to a Healthier Heart. 2015. Available online: https://www.independent.co.uk/life-style/health-and-families/health-news/blueberries-can-one-cup-day-lead-healthier-heart-9968391.html (accessed on 17 November 2022).
- African News Agency. SA Blueberry Output Rises to 18,000 Tons. 2020. Available online: https://www.iol.co.za/business-report/economy/sa-blueberry-output-rises-to-18000-tons-47332591 (accessed on 17 November 2022).
- Botha, L. Farmers Losing Farms as Price of Blueberries Falls. Farmer’s Weekly. 2022. Available online: https://www.farmersweekly.co.za/agri-news/south-africa/farmers-losing-farms-as-price-of-blueberries-falls/ (accessed on 17 November 2022).
- Kitinoja, L. White Paper on the Use of Cold Chains for Reducing Food Losses in Developing Countries. 2013. Available online: http://www.postharvest.org/Cold_chains_PEF_White_Paper_13_03.pdf (accessed on 17 November 2022).
- Ndraha, N.; Hsiao, H.; Vlajic, J.; Yang, M.; Lin, H.V. Time-temperature abuse in the food cold chain: Review of issues, challenges, and recommendations. Food Control 2018, 89, 12–21. [Google Scholar] [CrossRef] [Green Version]
- Kitinoja, L.; AlHassan, H. Identification of appropriate postharvest technologies for small scale horticultural farmers and marketers in sub-Saharan Africa and South Asia—Part 1. Postharvest losses and quality assessments. Acta Hortic. 2012, 934, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Ray, R.; Ravi, V. Post harvest spoilage of sweet potato in tropics and control measures. Crit. Rev. Food Sci. Nutr. 2005, 45, 623–644. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, M.S.; Siddiqui, M.W. Factors affecting postharvest quality of fresh fruits. In Postharvest Quality Assurance of Fruits: Practical Approaches for Developing Countries; Springer: Berlin/Heidelberg, Germany, 2015; pp. 7–32. [Google Scholar]
- James, S.J.; James, C. The food cold-chain and climate change. Food Res. Int. 2010, 43, 1944–1956. [Google Scholar] [CrossRef]
- Mahajan, P.V.; Caleb, O.J.; Singh, Z.; Watkins, C.B.; Geyer, M. Postharvest treatments of fresh produce. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2014, 372, 20147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mercier, S.; Villeneuve, S.; Mondor, M.; Uysal, I. Time-Temperature Management Along the Food Cold Chain: A Review of Recent Developments. Compr. Rev. Food Sci. Food Saf. 2017, 16, 647–667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Steynberg, D.P. A Temperature Profile of the Beginning Stages of a Blueberry Supply Chain. MCom Thesis, Stellenbosch University, Stellenbosch, South Africa, 2021. Available online: https://scholar.sun.ac.za/handle/10019.1/123978 (accessed on 17 November 2022).
- Greeff, M. Blueberry Growing in South Africa: An Introduction. 2003. Available online: http://www.orchman.com/BlueberrygrowinginSA.html (accessed on 17 November 2022).
- Eck, P.; Gough, R.E.; Hall, I.V.; Spiers, J.M. Blueberry Management. In Small Fruit Crop Management; Galetta, G.J., Himelrick, D.G., Eds.; Prentice Hall: Hoboken, NJ, USA, 1990; pp. 273–333. [Google Scholar]
- Cold Chain Specialist. Product Manager (West Cape, South Africa). Personal Communication, 21 May 2019. [Google Scholar]
- Kader, A.A.; Rolle, R.S. The Role of Post-Harvest Management in Assuring the Quality and Safety of Horticultural Produce. 2004. Available online: https://www.fao.org/3/y5431e/y5431e.pdf (accessed on 17 November 2022).
- Van Hoorn, A.T. Optimisation of Blueberry Postharvest Handling and Storage. MScAgric Thesis, Stellenbosch University, Stellenbosch, South Africa, 2004. [Google Scholar]
- PPECB. 2018. Available online: https://ppecb.com/wp-content/uploads/2018/05/Fresh-Food-Trade-SA-2018.pdf (accessed on 17 November 2022).
- Chu, W.; Gao, H.; Chen, H.; Fang, X.; Zheng, Y. Effects of cuticular wax on the postharvest quality of blueberry fruit. Food Chem. 2018, 239, 68–74. [Google Scholar] [CrossRef]
- Jedermann, R.; Nicometo, M.; Uysal, I.; Lang, W. Reducing food losses by intelligent food logistics. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2014, 372, 20130302. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vigneault, C.; Thompson, J.; Wu, S.; Hui, K.P.C.; Leblanc, D.I. Transportation of fresh horticultural produce. Postharvest Technol. Hortic. Crops 2009, 2, 1–24. [Google Scholar]
- Freiboth, H.W.; Goedhals-Gerber, L.; Van Dyk, F.E.; Dodd, M.C. Investigating the temperature breaks in the summer fruit export cold chain: A case study. J. Transp. Supply Chain. Manag. 2013, 7, a99. [Google Scholar] [CrossRef] [Green Version]
- Thompson, J.F. ‘Storage systems’. In Postharvest Technology of Horticulture Crops, Agriculture and Natural Resources; Kader, A.A., Ed.; University of California: Los Angeles, CA, USA, 2002; pp. 113–128. [Google Scholar]
- Boyette, M.; Estes, E.; Mainland, C.M.; Cline, B. Forced-Air Cooling Packaged Blueberries. 1996. Available online: https://eurekamag.com/research/002/845/002845206.php (accessed on 17 November 2022).
- Jraisat, L.E.; Sawalha, I.C. Quality control and supply chain management: A contextual perspective and a case study. Supply Chain Manag. 2013, 18, 194–207. [Google Scholar] [CrossRef]
- Jevšnik, M.; Hlebec, V.; Raspor, P. Food safety knowledge and practices among food handlers in Slovenia. Food Control 2008, 19, 12. [Google Scholar] [CrossRef]
- Goedhals-Gerber, L.L.; Haasbroek, L.; Freiboth, H.; Van Dyk, F.E. An analysis of the influence of logistics activities on the export cold chain of temperature sensitive fruit through the Port of Cape Town. J. Transp. Supply Chain. Manag. 2015, 9, 201. [Google Scholar] [CrossRef]
- Goedhals-Gerber, L.L.; Khumalo, G. Identifying temperature breaks in the export cold chain of navel oranges: A Western Cape case. Food Control 2020, 110, 107013. [Google Scholar] [CrossRef]
- Goedhals-Gerber, L.L.; Fedeli, S.; Van Dyk, F.E. Identifying temperature breaks in pome fruit export cold chains from South Africa to the Netherlands: A Western Cape case. J. Transp. Supply Chain. Manag. 2021, 15, 11. [Google Scholar] [CrossRef]
- Van Amerongen. Blueberry Storage. 2021. Available online: https://www.van-amerongen.com/en/blueberry-storage (accessed on 30 November 2022).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reduces respiration—lessens perishability |
| Reduces transpiration—lessens moisture loss and shrivelling |
| Reduces ethylene production—slows ripening |
| Increases resistance to ethylene action |
| Decreases activity and growth of micro-organisms |
| Reduces browning and loss of texture, flavour, and nutrients |
| Delays ripening and natural senescence |
| No. of iButtons® | Farm A | Farm B | Farm C | Farm D1 | Farm D2 | Farm E | Farm F |
|---|---|---|---|---|---|---|---|
| Early Morning | 18 | 17 | 18 | 16 | 18 | 17 | 17 |
| Late Morning | 18 | 18 | 14 | 18 | 18 | 18 | 12 |
| Afternoon | 18 | 17 | 14 | 18 | 17 | 17 | 9 |
| Totals | 54 | 52 | 46 | 52 | 53 | 52 | 38 |
| Farm A | Farm B | Farm C | Farm D1 | Farm D2 | Farm E | Farm F | |
|---|---|---|---|---|---|---|---|
| Temperature spikes | 50 | 162 | 48 | 126 | 44 | 130 | 78 |
| Temperature breaks | 4 | 37 | 7 | 45 | 17 | 73 | 59 |
| Chilling injury spikes | 320 | 0 | 25 | 0 | 0 | 0 | 0 |
| Chilling injury breaks | 4 | 0 | 21 | 2 | 0 | 0 | 0 |
| Temperature Spikes | Temperature Breaks | Chilling Injury Spikes | Chilling Injury Breaks | |
|---|---|---|---|---|
| Harvest and transportation | 47 | 92 | 0 | 0 |
| Pre-cooling | 2 | 11 | 0 | 0 |
| Transportation to packhouse | 5 | 4 | 0 | 0 |
| Packhouse | 123 | 91 | 17 | 2 |
| Transportation to forced cooling | 42 | 2 | 0 | 0 |
| Forced cooling | 419 | 42 | 328 | 25 |
| Totals | 638 | 242 | 345 | 27 |
| Farm | A | B | C | D | E | F |
|---|---|---|---|---|---|---|
| Pre-Cooling (Rating out of 3) | Z | Z | - | - | X, Y, Z | X, Y |
| Forced Cooling (Rating out of 3) | X | X, Y | X, Y | - | - | - |
| Total score | 2/6 | 3/6 | 2/6 | 0/6 | 3/6 | 2/6 |
| Where: X = All trials for the farm reached the protocol temperature within the protocol time provided Y = All trials for the farm reached the protocol temperature during the required protocol stage Z = Not a single temperature spike, temperature break, chilling injury spike, or chilling injury break was recorded during the stage X, Y and Z are equivalent to 1 point each | ||||||
| Colour | Description of colour scale |
| GREEN |
|
| AMBER |
|
| RED |
|
| REJECT |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steynberg, P.; Goedhals-Gerber, L.L.; van Dyk, E. An Analysis of the Impact of Logistics Processes on the Temperature Profile of the Beginning Stages of a Blueberry Supply Chain. Horticulturae 2022, 8, 1191. https://doi.org/10.3390/horticulturae8121191
Steynberg P, Goedhals-Gerber LL, van Dyk E. An Analysis of the Impact of Logistics Processes on the Temperature Profile of the Beginning Stages of a Blueberry Supply Chain. Horticulturae. 2022; 8(12):1191. https://doi.org/10.3390/horticulturae8121191
Chicago/Turabian StyleSteynberg, Petré, Leila L. Goedhals-Gerber, and Esbeth van Dyk. 2022. "An Analysis of the Impact of Logistics Processes on the Temperature Profile of the Beginning Stages of a Blueberry Supply Chain" Horticulturae 8, no. 12: 1191. https://doi.org/10.3390/horticulturae8121191