
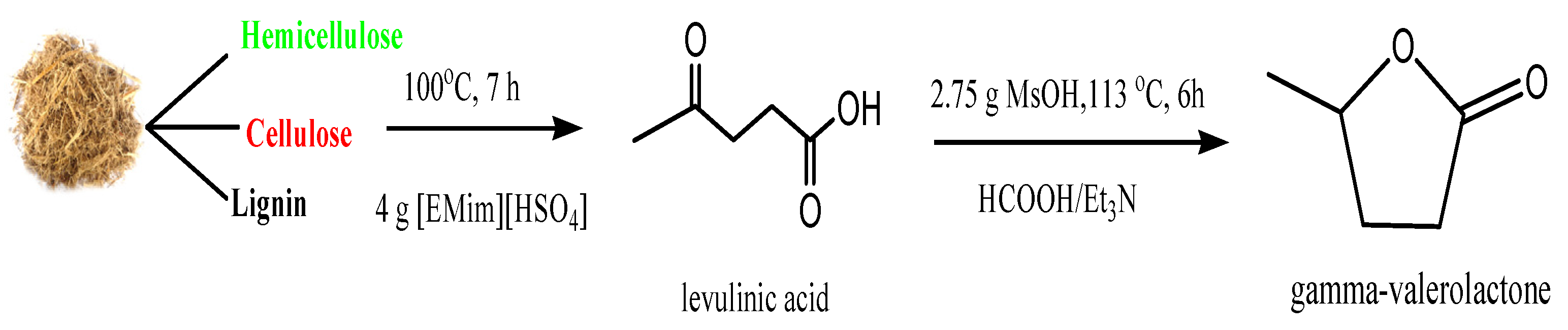
Conversion of Biomass-Derived Levulinic Acid into γ-Valerolactone Using Methanesulfonic Acid: An Optimization Study Using Response Surface Methodology
 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Hydrogenation of Commercial LA into GVL
2.2.1. Effect of Temperature, Time, and Catalyst Loading on GVL Production from Commercial LA Using MsOH
2.2.2. Effect of Catalysts on GVL Yield
2.2.3. Effect of Solvent on the Production of GVL
2.3. DSB Preparation
2.4. DSB Conversion to GVL
2.4.1. Conversion of DSB to LA
2.4.2. Hydrogenation of LA Derived from DSB into GVL
2.5. Product Analysis Using High Performance Liquid Chromatography
2.6. Experimental Design
3. Results and Discussion
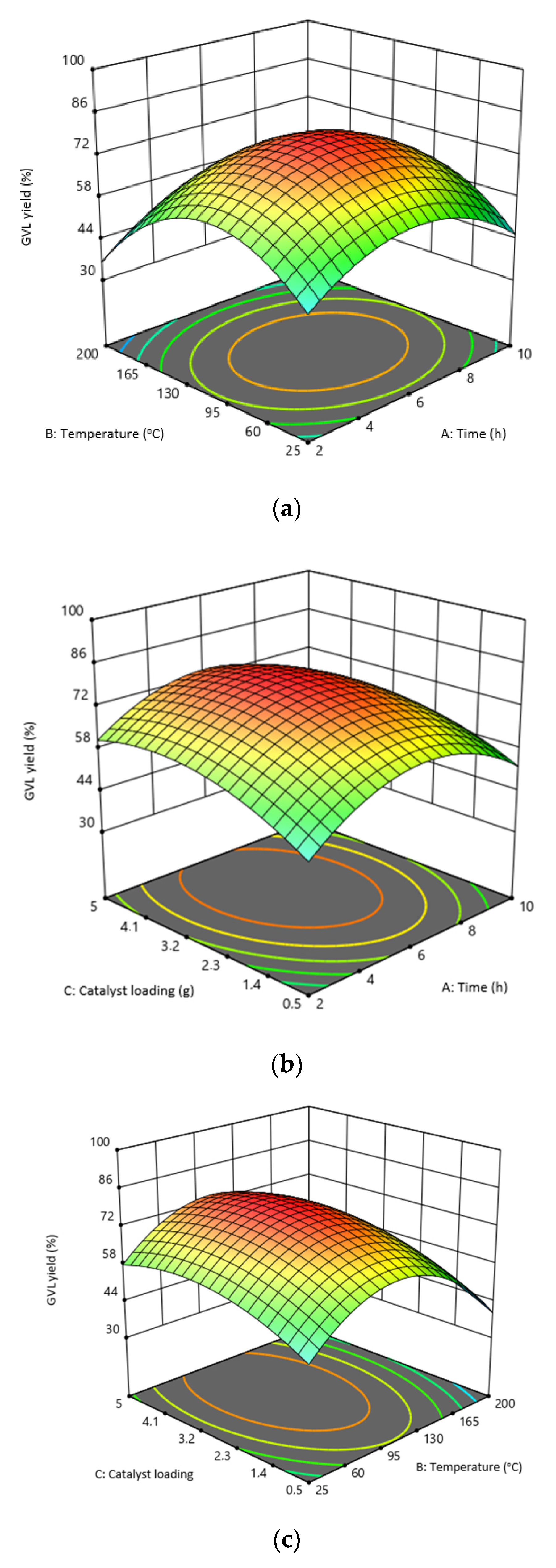
3.1. Effect of Temperature, Time, and Catalyst Loading for GVL Production from Commercial LA to GVL
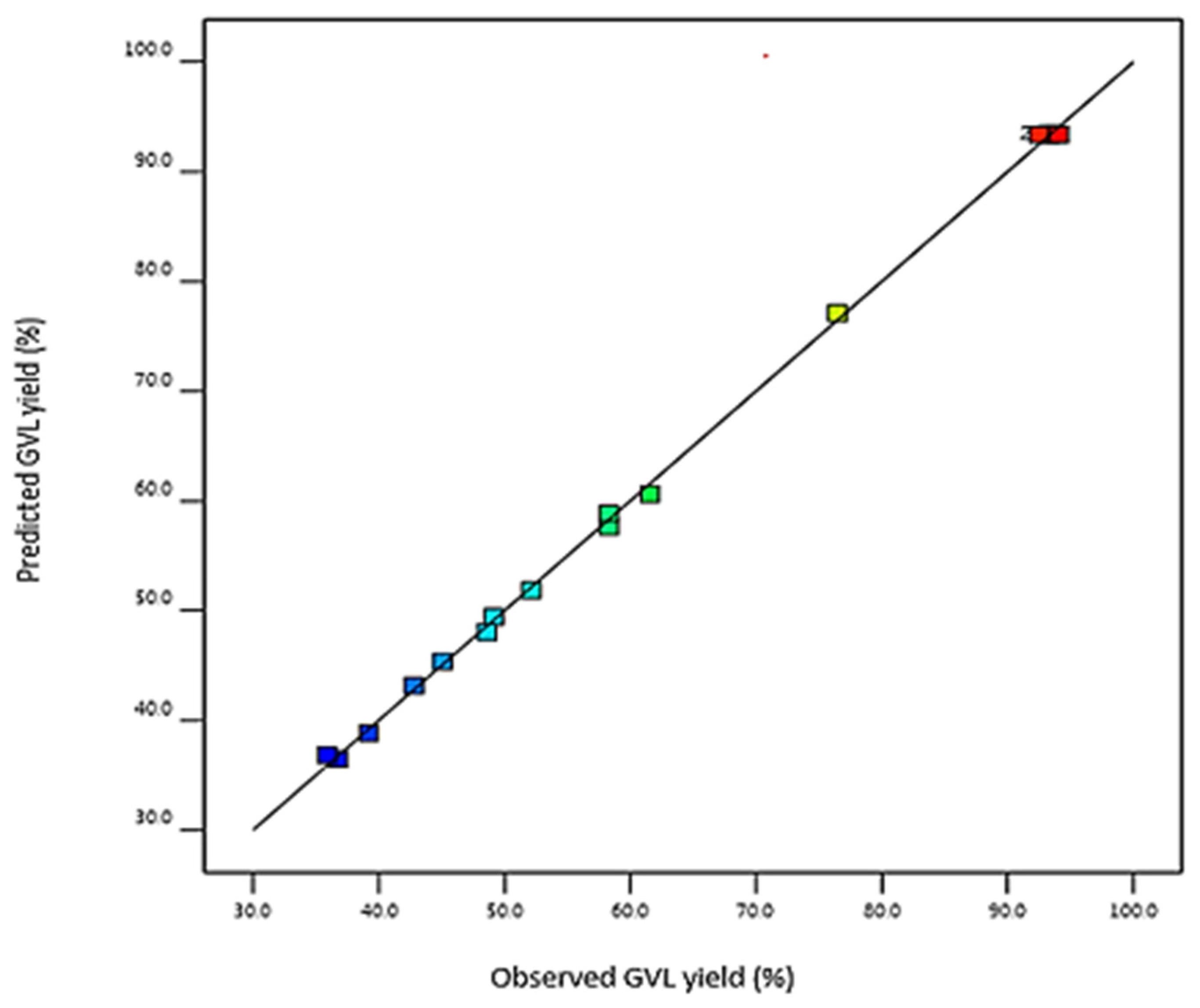
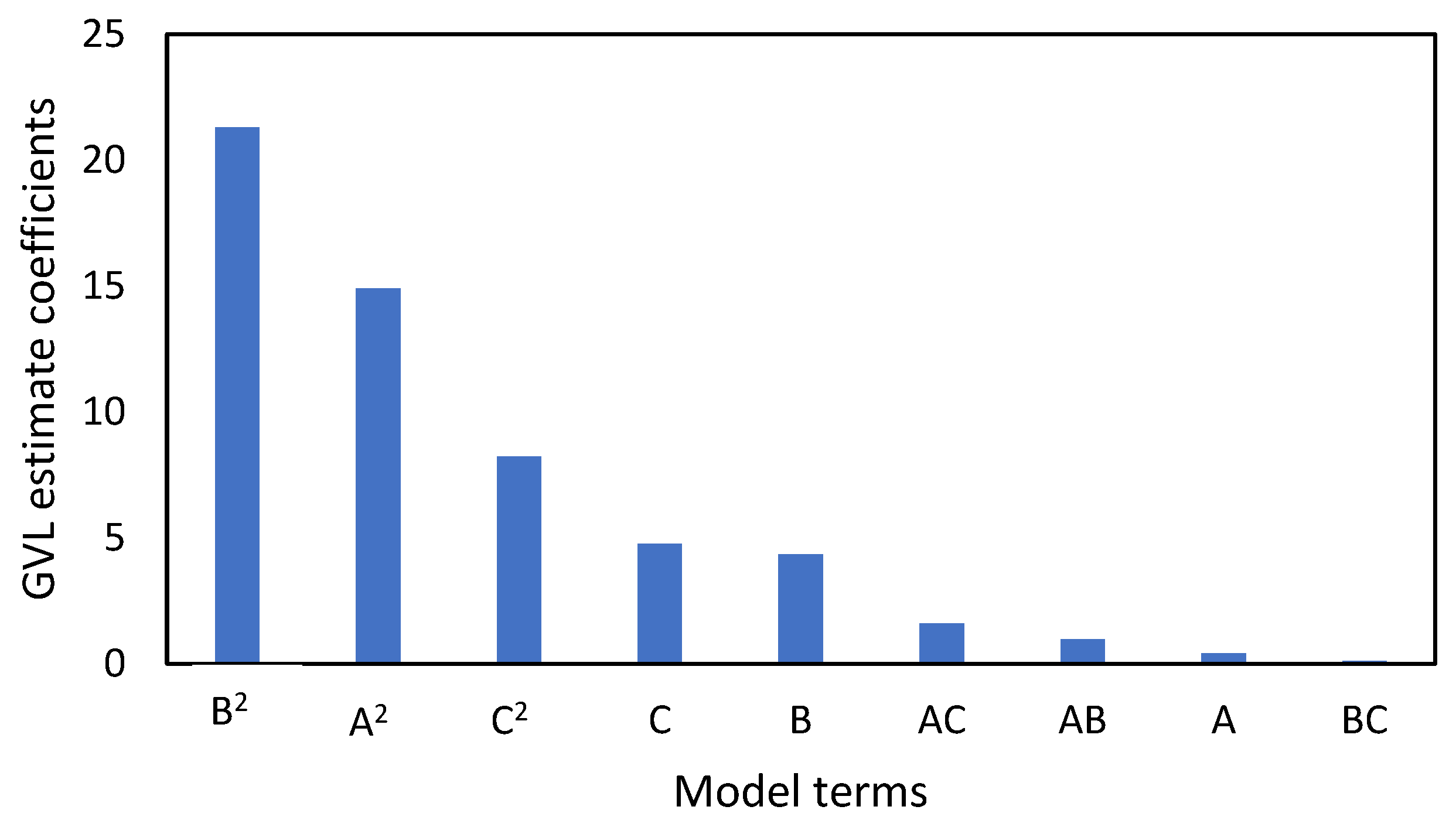
3.2. Response Surface Methodology (RSM) Analysis
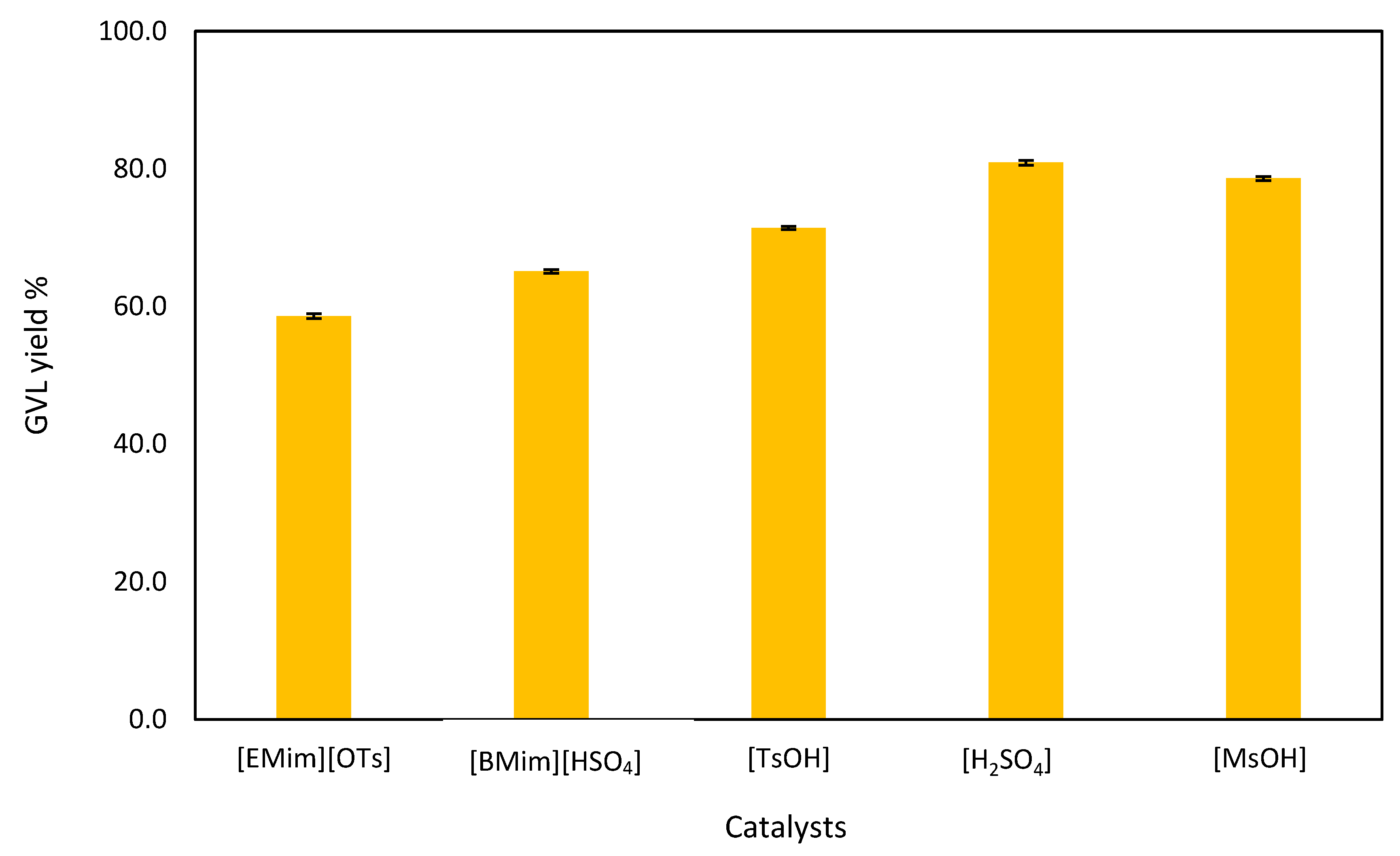
3.3. Effect of Catalysts on GVL Yield
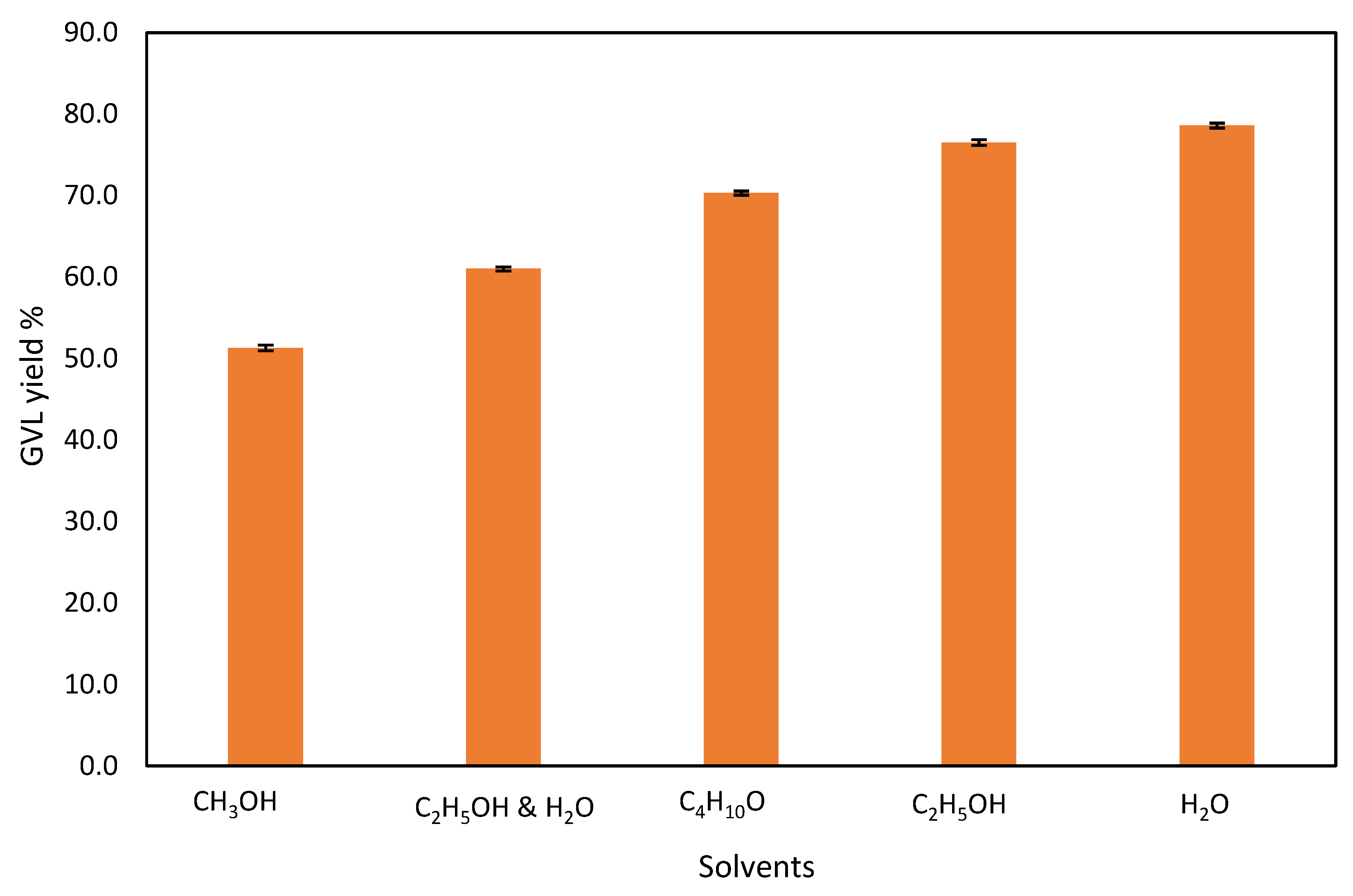
3.4. Effect of Solvent on the Production of GVL
3.5. DSB Conversion to GVL
3.5.1. Conversion of DSB to LA
3.5.2. Hydrogenation of LA Derived from DSB into GVL
3.6. Techno-Economic Assessment of GVL Production from Sugarcane Bagasse
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gustavsson, L.; Svenningsson, P. Substituting fossil fuels with biomass. Energy Convers. Manag. 1996, 37, 1211–1216. [Google Scholar] [CrossRef]
- Li, W.; Xie, J.-H.; Lin, H.; Zhou, Q.-L. Highly efficient hydrogenation of biomass-derived levulinic acid to γ-valerolactone catalyzed by iridium pincer complexes. Green Chem. 2012, 14, 2388–2390. [Google Scholar] [CrossRef]
- Delhomme, C.; Schaper, L.-A.; Zhang-Preße, M.; Raudaschl-Sieber, G.; Weuster-Botz, D.; Kühn, F.E. Catalytic hydrogenation of levulinic acid in aqueous phase. J. Organomet. Chem. 2013, 724, 297–299. [Google Scholar] [CrossRef]
- Cheng, Y.-S.; Mutrakulcharoen, P.; Chuetor, S.; Cheenkachorn, K.; Tantayotai, P.; Panakkal, E.J.; Sriariyanun, M. Recent situation and progress in biorefining process of lignocellulosic biomass: Toward green economy. Appl. Sci. Eng. Prog. 2020, 13, 299–311. [Google Scholar] [CrossRef]
- Sriariyanun, M.; Heitz, J.H.; Yasurin, P.; Asavasanti, S.; Tantayotai, P. Itaconic acid: A promising and sustainable platform chemical? Appl. Sci. Eng. Prog. 2019, 12, 75–82. [Google Scholar]
- Mthembu, L.D.; Gupta, R.; Deenadayalu, N. Conversion of cellulose into value-added products. In Cellulose Science and Derivatives; BoD–Books on Demand: Germany; Intech Open: London, UK, 2021; Volume 125. [Google Scholar]
- Bozell, J.J.; Moens, L.; Elliott, D.; Wang, Y.; Neuenscwander, G.; Fitzpatrick, S.; Bilski, R.; Jarnefeld, J. Production of levulinic acid and use as a platform chemical for derived products. Resour. Conserv. Recycl. 2000, 28, 227–239. [Google Scholar] [CrossRef]
- Serrano-Ruiz, J.C.; Dumesic, J.A. Catalytic routes for the conversion of biomass into liquid hydrocarbon transportation fuels. Energy Environ. Sci. 2011, 4, 83–99. [Google Scholar] [CrossRef]
- Bozell, J.J.; Petersen, G.R. Technology development for the production of biobased products from biorefinery carbohydrates—The US Department of Energy’s “Top 10” revisited. Green Chem. 2010, 12, 539–554. [Google Scholar] [CrossRef]
- Tang, X.; Zeng, X.; Li, Z.; Hu, L.; Sun, Y.; Liu, S.; Lei, T.; Lin, L. Production of γ-valerolactone from lignocellulosic biomass for sustainable fuels and chemicals supply. Renew. Sustain. Energy Rev. 2014, 40, 608–620. [Google Scholar] [CrossRef]
- de Souza, R.O.; Miranda, L.S.; Luque, R. Bio (chemo) technological strategies for biomass conversion into bioethanol and key carboxylic acids. Green Chem. 2014, 16, 2386–2405. [Google Scholar] [CrossRef]
- Chauvier, C.; Tlili, A.; Gomes, C.D.N.; Thuéry, P.; Cantat, T. Metal-free dehydrogenation of formic acid to H 2 and CO 2 using boron-based catalysts. Chem. Sci. 2015, 6, 2938–2942. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kopetzki, D.; Antonietti, M. Transfer hydrogenation of levulinic acid under hydrothermal conditions catalyzed by sulfate as a temperature-switchable base. Green Chem. 2010, 12, 656–660. [Google Scholar] [CrossRef]
- Deng, L.; Li, J.; Lai, D.M.; Fu, Y.; Guo, Q.X. Catalytic conversion of biomass-derived carbohydrates into γ-valerolactone without using an external H2 supply. Angew. Chem. 2009, 121, 6651–6654. [Google Scholar] [CrossRef]
- Ortiz-Cervantes, C.; García, J.J. Hydrogenation of levulinic acid to γ-valerolactone using ruthenium nanoparticles. Inorg. Chim. Acta 2013, 397, 124–128. [Google Scholar] [CrossRef]
- Qing, Q.; Gao, X.; Wang, P.; Guo, Q.; Xu, Z.; Wang, L. Dilute acid catalyzed fractionation and sugar production from bamboo shoot shell in γ-valerolactone/water medium. RSC Adv. 2018, 8, 17527–17534. [Google Scholar] [CrossRef] [Green Version]
- Rye, L.; Blakey, S.; Wilson, C.W. Sustainability of supply or the planet: A review of potential drop-in alternative aviation fuels. Energy Environ. Sci. 2010, 3, 17–27. [Google Scholar] [CrossRef]
- Alonso, D.M.; Gallo, J.M.R.; Mellmer, M.A.; Wettstein, S.G.; Dumesic, J.A. Direct conversion of cellulose to levulinic acid and gamma-valerolactone using solid acid catalysts. Catal. Sci. Technol. 2013, 3, 927–931. [Google Scholar] [CrossRef]
- Upare, P.P.; Lee, J.-M.; Hwang, D.W.; Halligudi, S.B.; Hwang, Y.K.; Chang, J.-S. Selective hydrogenation of levulinic acid to γ-valerolactone over carbon-supported noble metal catalysts. J. Ind. Eng. Chem. 2011, 17, 287–292. [Google Scholar] [CrossRef]
- Rodiansono, R.; Astuti, M.D.; Ghofur, A.; Sembiring, K.C. Catalytic hydrogenation of levulinic acid in water into g-valerolactone over bulk structure of inexpensive intermetallic Ni-Sn alloy catalysts. Bull. Chem. React. Eng. Catal. 2015, 10, 192. [Google Scholar] [CrossRef] [Green Version]
- Kondawar, S.; Rode, C. Ionic liquids for the sustainable transformation of levulinic acid to gamma-valerolactone (GVL). Curr. Opin. Green Sustain. Chem. 2022, 35, 100607. [Google Scholar] [CrossRef]
- Gamma Valerolactone (CAS 108-29-2) Market Research Report. Available online: https://dataintelo.com/report/global-gamma-valerolactone-%28cas-108-29-2%29-market/#:~:text=The%20Global%20Gamma%20Valerolactone%20(CAS,5.02%25%20from%202022%20to%202030 (accessed on 1 November 2021).
- Manzer, L.E. Catalytic synthesis of α-methylene-γ-valerolactone: A biomass-derived acrylic monomer. Appl. Catal. A Gen. 2004, 272, 249–256. [Google Scholar] [CrossRef]
- Dutta, S.; Iris, K.; Tsang, D.C.; Ng, Y.H.; Ok, Y.S.; Sherwood, J.; Clark, J.H. Green synthesis of gamma-valerolactone (GVL) through hydrogenation of biomass-derived levulinic acid using non-noble metal catalysts: A critical review. Chem. Eng. J. 2019, 372, 992–1006. [Google Scholar] [CrossRef]
- Mthembu, L.D.; Lokhat, D.; Deenadayalu, N. Valorization of sugarcane bagasse to a platform chemical (levulinic acid) catalysed by 1-butyl-2, 3-dimethylimidazolium tetrafluoroborate ([BMMim][BF4]). Waste Biomass Valoriz. 2021, 12, 199–209. [Google Scholar] [CrossRef]
- Guo, H.; Tomoka, S.; Smith Jr, R.L. Catalytic hydrogenation of levulinic acid in ionic liquid mixtures using hydrogen gas in high-pressure CO2. J. Supercrit. Fluids 2020, 164, 104891. [Google Scholar] [CrossRef]
- Selva, M.; Gottardo, M.; Perosa, A. Upgrade of biomass-derived levulinic acid via Ru/C-catalyzed hydrogenation to γ-valerolactone in aqueous–organic–ionic liquids multiphase systems. ACS Sustain. Chem. Eng. 2013, 1, 180–189. [Google Scholar] [CrossRef]
- Mthembu, L.D.; Lokhat, D.; Gupta, R.; Deenadayalu, N. Optimization of Levulinic Acid Production from Depithed Sugarcane Bagasse in 1-Ethyl-3-methylimidazolium hydrogen sulfate [EMim][HSO4]. Waste Biomass Valoriz. 2021, 12, 3179–3191. [Google Scholar] [CrossRef]
- Johnson, T.C.; Morris, D.J.; Wills, M. Hydrogen generation from formic acid and alcohols using homogeneous catalysts. Chem. Soc. Rev. 2010, 39, 81–88. [Google Scholar] [CrossRef]
- Grasemann, M.; Laurenczy, G. Formic acid as a hydrogen source–recent developments and future trends. Energy Environ. Sci. 2012, 5, 8171–8181. [Google Scholar] [CrossRef]
- Rackemann, D.W.; Bartley, J.P.; Doherty, W.O. Methanesulfonic acid-catalyzed conversion of glucose and xylose mixtures to levulinic acid and furfural. Ind. Crops Prod. 2014, 52, 46–57. [Google Scholar] [CrossRef]
- Mkhize, T.; Mthembu, L.D.; Gupta, R.; Kaur, A.; Kuhad, R.C.; Reddy, P.; Deenadayalu, N. Enzymatic saccharification of acid/alkali pre-treated, millrun, and depithed sugarcane bagasse. BioResources 2016, 182, 136–143. [Google Scholar]
- Silva-Fernandes, T.; Marques, S.; Rodrigues, R.C.; Loureiro-Dias, M.C.; Fonseca, C.; Gírio, F. Enzymatic hydrolyses of pretreated eucalyptus residues, wheat straw or olive tree pruning, and their mixtures towards flexible sugar-based biorefineries. Biomass Convers. Biorefinery 2016, 6, 385–396. [Google Scholar] [CrossRef]
- De Haan, J. Hydrogenation of Levulinic Acid to γ-in a Continuous Packed Bed ReactorValerolactone. Master’s Thesis, Faculty of Science and Engineering, University of Groningen, Groningen, The Netherlands, 2013. [Google Scholar]
- Singh, H.; Iyengar, N.; Yadav, R.; Rai, A.; Sinha, A.K. Facile conversion of levulinic acid to γ-valerolactone using a high surface area magnetically separable Ni/NiO catalyst. Sustain. Energy Fuels 2018, 2, 1699–1706. [Google Scholar] [CrossRef]
- Córdova-Pérez, G.E.; Cortez-Elizalde, J.; Silahua-Pavón, A.A.; Cervantes-Uribe, A.; Arévalo-Pérez, J.C.; Cordero-Garcia, A.; de Los Monteros, A.E.E.; Espinosa-González, C.G.; Godavarthi, S.; Ortiz-Chi, F. γ-Valerolactone Production from Levulinic Acid Hydrogenation Using Ni Supported Nanoparticles: Influence of Tungsten Loading and pH of Synthesis. Nanomaterials 2022, 12, 2017. [Google Scholar] [CrossRef]
- Braden, D.J.; Henao, C.A.; Heltzel, J.; Maravelias, C.C.; Dumesic, J.A. Production of liquid hydrocarbon fuels by catalytic conversion of biomass-derived levulinic acid. Green Chem. 2011, 13, 1755–1765. [Google Scholar] [CrossRef]
- Jimenez de la Parra, C.; Navarrete, A.; Dolores Bermejo, M.; Jose Cocero, M. Patents review on lignocellulosic biomass processing using ionic liquids. Recent Pat. Eng. 2012, 6, 159–181. [Google Scholar] [CrossRef]
- Vekariya, R.L. A review of ionic liquids: Applications towards catalytic organic transformations. J. Mol. Liq. 2017, 227, 44–60. [Google Scholar] [CrossRef]
- Sanchis, R.; García, T.; Dejoz, A.M.; Vázquez, I.; Llopis, F.J.; Solsona, B. Easy method for the transformation of levulinic acid into gamma-valerolactone using a nickel catalyst derived from nanocasted nickel oxide. Materials 2019, 12, 2918. [Google Scholar] [CrossRef] [Green Version]
- López-Aguado, C.; Paniagua, M.; Melero, J.A.; Iglesias, J.; Juárez, P.; López Granados, M.; Morales, G. Stable continuous production of γ-valerolactone from biomass-derived levulinic acid over zr–al-beta zeolite catalyst. Catalysts 2020, 10, 678. [Google Scholar] [CrossRef]
- Jori, P.K.; Jadhav, V.H. Efficient Synthesis of γ-Valerolactone-A Potential Fuel from Biomass Derived Levulinic Acid Using Catalytic Transfer Hydrogenation Over Hf@ CCSO3H Catalyst. Catal. Lett. 2020, 150, 2038–2044. [Google Scholar] [CrossRef]
- Mukherjee, A.; Dumont, M.-J.; Raghavan, V. Sustainable production of hydroxymethylfurfural and levulinic acid: Challenges and opportunities. Biomass Bioenergy 2015, 72, 143–183. [Google Scholar] [CrossRef]
- Mthembu, L.D. Production of Levulinic Acid from Sugarcane Bagasse. Master’s Thesis, Department of Chemistry, Faculty of Applied Sciences, Durban University of Technology, Durban, South Africa, 2016. [Google Scholar]
- Al-Shaal, M.G.; Wright, W.R.; Palkovits, R. Exploring the ruthenium catalysed synthesis of γ-valerolactone in alcohols and utilisation of mild solvent-free reaction conditions. Green Chem. 2012, 14, 1260–1263. [Google Scholar] [CrossRef]
- Protsenko, I.I.; Nikoshvili, L.Z.; Matveeva, V.G.; Sulman, E.M.; Rebrov, E. Selective hydrogenation of levulinic acid to gamma-valerolactone using polymer-based Ru-containing catalysts. Chem. Eng. Trans. 2016, 52, 679–684. [Google Scholar]
- Hengst, K.; Schubert, M.; Carvalho, H.W.; Lu, C.; Kleist, W.; Grunwaldt, J.-D. Synthesis of γ-valerolactone by hydrogenation of levulinic acid over supported nickel catalysts. Appl. Catal. A Gen. 2015, 502, 18–26. [Google Scholar] [CrossRef]
- Zoppi, G.; Pipitone, G.; Pirone, R.; Bensaid, S. Aqueous phase reforming process for the valorization of wastewater streams: Application to different industrial scenarios. Catal. Today 2022, 387, 224–236. [Google Scholar] [CrossRef]
- Fu, J.; Sheng, D.; Lu, X. Hydrogenation of levulinic acid over nickel catalysts supported on aluminum oxide to prepare γ-valerolactone. Catalysts 2015, 6, 6. [Google Scholar] [CrossRef] [Green Version]
- Ramli, N.A.S.; Amin, N.A.S. Optimization of biomass conversion to levulinic acid in acidic ionic liquid and upgrading of levulinic acid to ethyl levulinate. BioEnergy Res. 2017, 10, 50–63. [Google Scholar] [CrossRef]
- Barla, M.K.; Velagala, R.R.; Minpoor, S.; Madduluri, V.R.; Srinivasu, P. Biomass derived efficient conversion of levulinic acid for sustainable production of γ-valerolactone over cobalt based catalyst. J. Hazard. Mater. 2021, 405, 123335. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Range and Level | ||
|---|---|---|---|
| −1 | 0 | +1 | |
| Time (h) | 2 | 6 | 10 |
| Temperature (°C) | 25 | 112.5 | 200 |
| Catalyst loading (g) | 0.5 | 2.75 | 5 |
| Run | Factor 1 | Factor 2 | Factor 3 | Response | LA Conversion (%) | GVL Selectivity (%) (SGVL) |
|---|---|---|---|---|---|---|
| A: Time (h) | B: Temperature (°C) | C: Catalyst Loading (g) | GVL (%) (YGVL) | |||
| 1 | 2 | 112.5 | 0.5 | 48.6 | 66 | 74 |
| 2 | 6 | 112.5 | 2.75 | 78.1 | 93 | 84 |
| 3 | 6 | 112.5 | 2.75 | 78.6 | 97 | 81 |
| 4 | 10 | 112.5 | 0.5 | 52.3 | 75 | 70 |
| 5 | 6 | 200 | 5 | 49.1 | 72 | 68 |
| 6 | 6 | 112.5 | 2.75 | 77.9 | 96 | 81 |
| 7 | 10 | 200 | 2.75 | 39.2 | 57 | 69 |
| 8 | 6 | 200 | 0.5 | 39.5 | 54 | 73 |
| 9 | 10 | 112.5 | 5 | 58.3 | 72 | 81 |
| 10 | 6 | 25 | 5 | 58 | 85 | 68 |
| 11 | 6 | 112.5 | 2.75 | 78.3 | 95 | 82 |
| 12 | 2 | 25 | 2.75 | 46.7 | 70 | 70 |
| 13 | 6 | 25 | 0.5 | 48 | 67 | 67 |
| 14 | 10 | 25 | 2.75 | 45.9 | 63 | 73 |
| 15 | 2 | 112.5 | 5 | 61 | 87 | 70 |
| 16 | 6 | 112.5 | 2.75 | 78 | 98 | 80 |
| 17 | 2 | 200 | 2.75 | 36.1 | 59 | 61 |
| Source | Sum of Squares | df * | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| GVL (R2 = 0.9998) | |||||
| Model | 3785.69 | 9 | 420.63 | 4384.69 | <0.0001 |
| A | 1.32 | 1 | 1.32 | 13.76 | 0.0076 |
| B | 150.60 | 1 | 150.60 | 1569.84 | <0.0001 |
| C | 180.12 | 1 | 180.12 | 1877.58 | <0.0001 |
| AB | 3.71 | 1 | 3.71 | 38.63 | 0.0004 |
| AC | 10.24 | 1 | 10.24 | 106.74 | <0.0001 |
| BC | 0.0484 | 1 | 0.0484 | 0.5045 | 0.5005 |
| A² | 936.51 | 1 | 936.51 | 9762.16 | <0.0001 |
| B² | 1910.95 | 1 | 1910.95 | 19,919.77 | <0.0001 |
| C² | 284.24 | 1 | 284.24 | 2962.92 | <0.0001 |
| Residual | 0.6715 | 7 | 0.0959 | ||
| Lack of fit | 0.3635 | 3 | 0.1212 | 1.57 | 0.3277 |
| Pure error | 0.3080 | 4 | 0.0770 | ||
| Cor total | 3786.36 | 16 | |||
| Reactor Size | |||
|---|---|---|---|
| Volume (L) | MsOH (g) | MsOH Catalyst (Kg) | Catalyst Cost (USD) |
| 0.25 | 20.8 | 8.741 | 0.07 |
| 1.20 | 237.5 | 100 | 0.83 |
| 12.0 | 2375.0 | 1000 | 8.33 |
| 18.1 | 3562.4 | 1.500 | 12.50 |
| 50 | 9860.9 | 4.152 | 34.60 |
| 50.18 | 9895.7 | 4.167 | 34.72 |
| 100.35 | 19,791.4 | 8.333 | 69.45 |
| 250.88 | 49,478.4 | 20.833 | 173.62 |
| Amount of Catalyst Needed | |||
|---|---|---|---|
| Mass Feed/Batch | Catalyst (kg) | Cost (USD) | Reactor Size (L) |
| 1.000 | 0.10 | 0.83 | 1 |
| 10.000 | 1.00 | 8.33 | 12 |
| 15.000 | 1.50 | 12.50 | 18 |
| 41.667 | 4.17 | 34.72 | 50 |
| 83.333 | 8.33 | 69.45 | 100 |
| 208.333 | 20.83 | 173.62 | 250 |
| Reactor Capacity (L) | Feedstock Reactor Volume (L) | MsOH Catalyst Feed (kg per Batch) | Residence Time in Reactor (min ×103) | Residence Time in 1 Batch | Number of Rotational Stirring in 1 h | Number of Passes to Get 10 min | MPI Cost for 7 h Residence Time | MPI Cost for 2 h Residence Time | MPI Cost for 1 h Residence Time |
|---|---|---|---|---|---|---|---|---|---|
| 50 | 2.35 | 10 | 600 | 0.235 | 2.35 | 3.0 | ZAR 145.957 | ZAR 29.191 | ZAR 14.596 |
| 50 | 2.35 | 100 | 6.000 | 0.024 | 0.24 | 29.8 | ZAR 1 459.574 | ZAR 291.915 | ZAR 145.957 |
| 50 | 2.35 | 167 | 10.000 | 0.014 | 0.14 | 49.6 | ZAR 2 432.624 | ZAR 486.525 | ZAR 243.262 |
| 50 | 2.35 | 300 | 18.000 | 0.008 | 0.08 | 89.4 | ZAR 4 378.723 | ZAR 875.745 | ZAR 437.872 |
| 50 | 2.35 | 658 | 39.480 | 0.004 | 0.04 | 196.0 | ZAR 9 604.000 | ZAR 1 920.800 | ZAR 960.400 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mthembu, L.D.; Gupta, R.; Dziike, F.; Lokhat, D.; Deenadayalu, N. Conversion of Biomass-Derived Levulinic Acid into γ-Valerolactone Using Methanesulfonic Acid: An Optimization Study Using Response Surface Methodology. Fermentation 2023, 9, 288. https://doi.org/10.3390/fermentation9030288
Mthembu LD, Gupta R, Dziike F, Lokhat D, Deenadayalu N. Conversion of Biomass-Derived Levulinic Acid into γ-Valerolactone Using Methanesulfonic Acid: An Optimization Study Using Response Surface Methodology. Fermentation. 2023; 9(3):288. https://doi.org/10.3390/fermentation9030288
Chicago/Turabian StyleMthembu, Lethiwe Debra, Rishi Gupta, Farai Dziike, David Lokhat, and Nirmala Deenadayalu. 2023. "Conversion of Biomass-Derived Levulinic Acid into γ-Valerolactone Using Methanesulfonic Acid: An Optimization Study Using Response Surface Methodology" Fermentation 9, no. 3: 288. https://doi.org/10.3390/fermentation9030288