
Effect of Optimized Chitosan Coating Obtained by Lactic Fermentation Chemical Treatment of Shrimp Waste on the Post-Harvest Behavior of Fresh-Cut Papaya (Carica papaya L.)

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Reagents and Chemicals
2.2. Biological Material
2.3. Lactic Fermentation
2.4. Chitin Extraction
2.5. Chitosan Production
2.6. Deacetylation Degree of Chitosan
2.7. Chitosan Ash
2.8. Process Yield
2.9. Molecular Weight (Mw) of Chitosan
2.10. Chitosan Optimization
2.11. Fruit Processing
2.12. Physical Analysis of Fresh-Cut Papaya
2.13. Chemical Analysis of Fresh-Cut Papaya
2.14. Microbiogical Analysis of Fresh-Cut Papaya
2.15. Statistical Analysis of Fresh-Cut Papaya
3. Results
3.1. Predictive Models
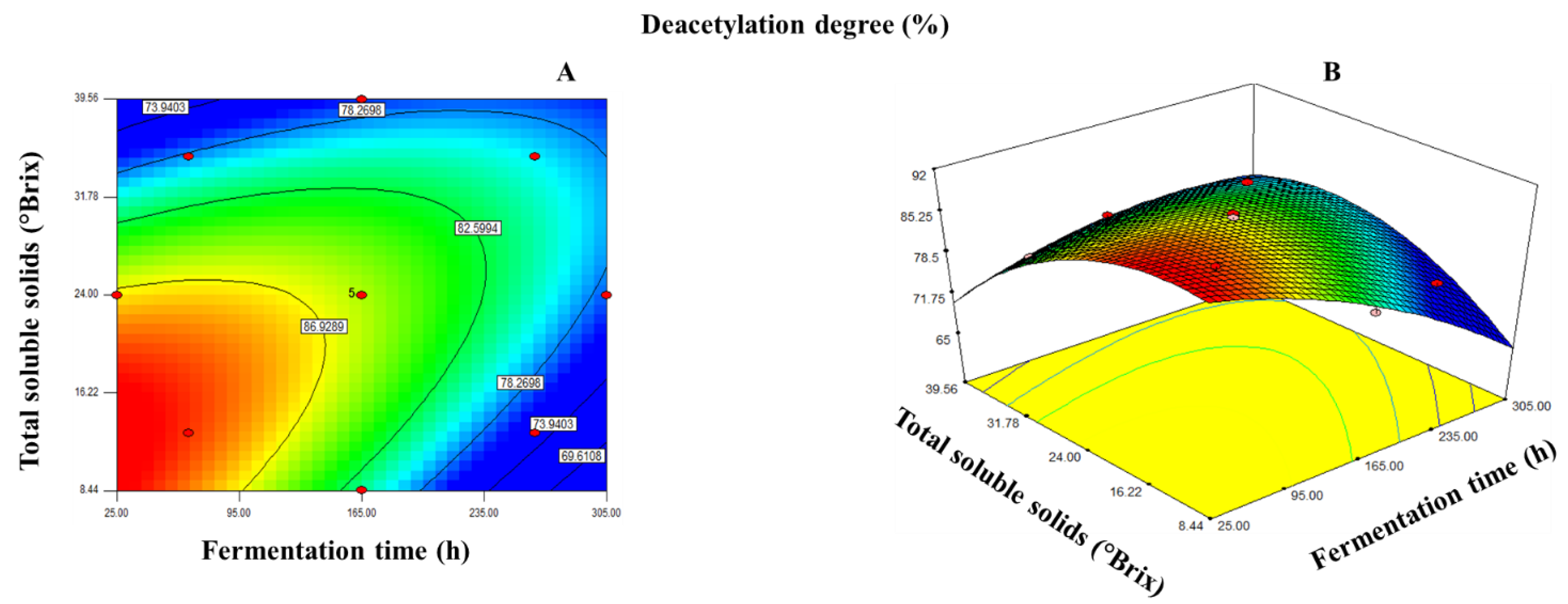
3.1.1. Deacetylation Degree of Chitosan
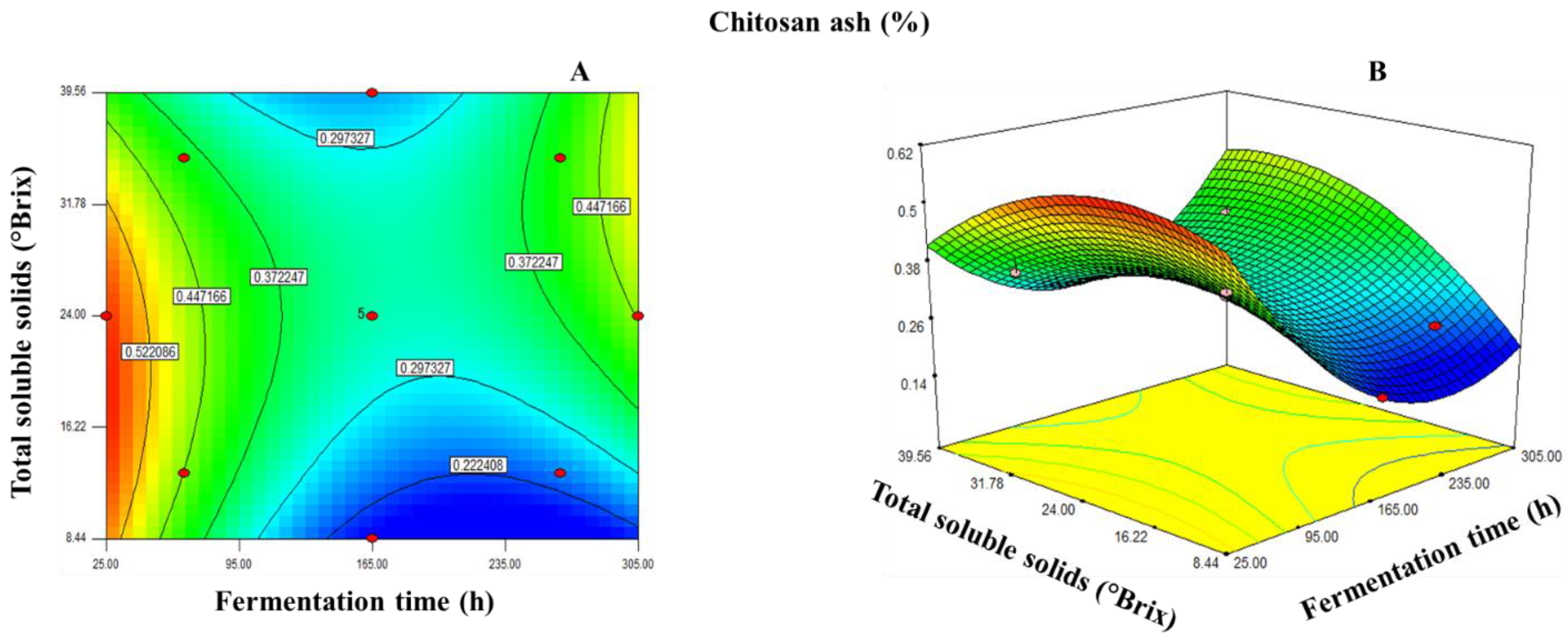
3.1.2. Chitosan Ash
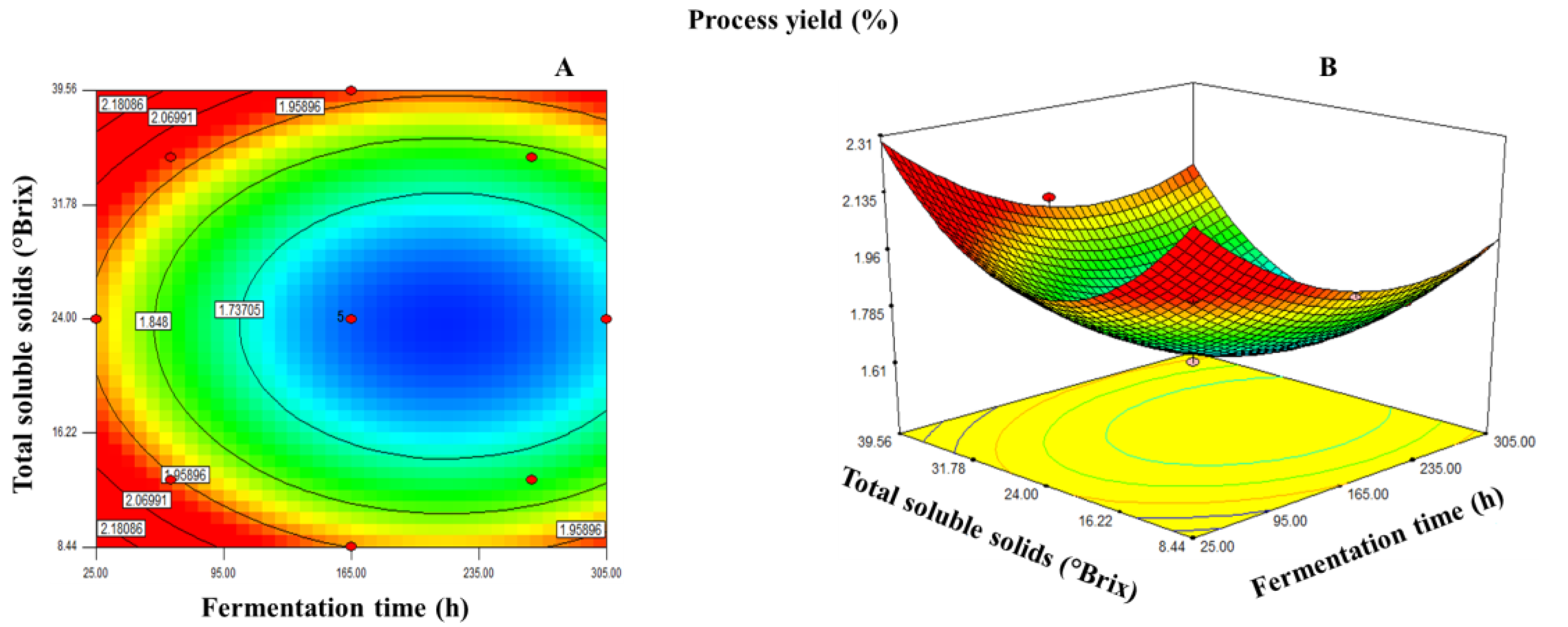
3.1.3. Process Yield
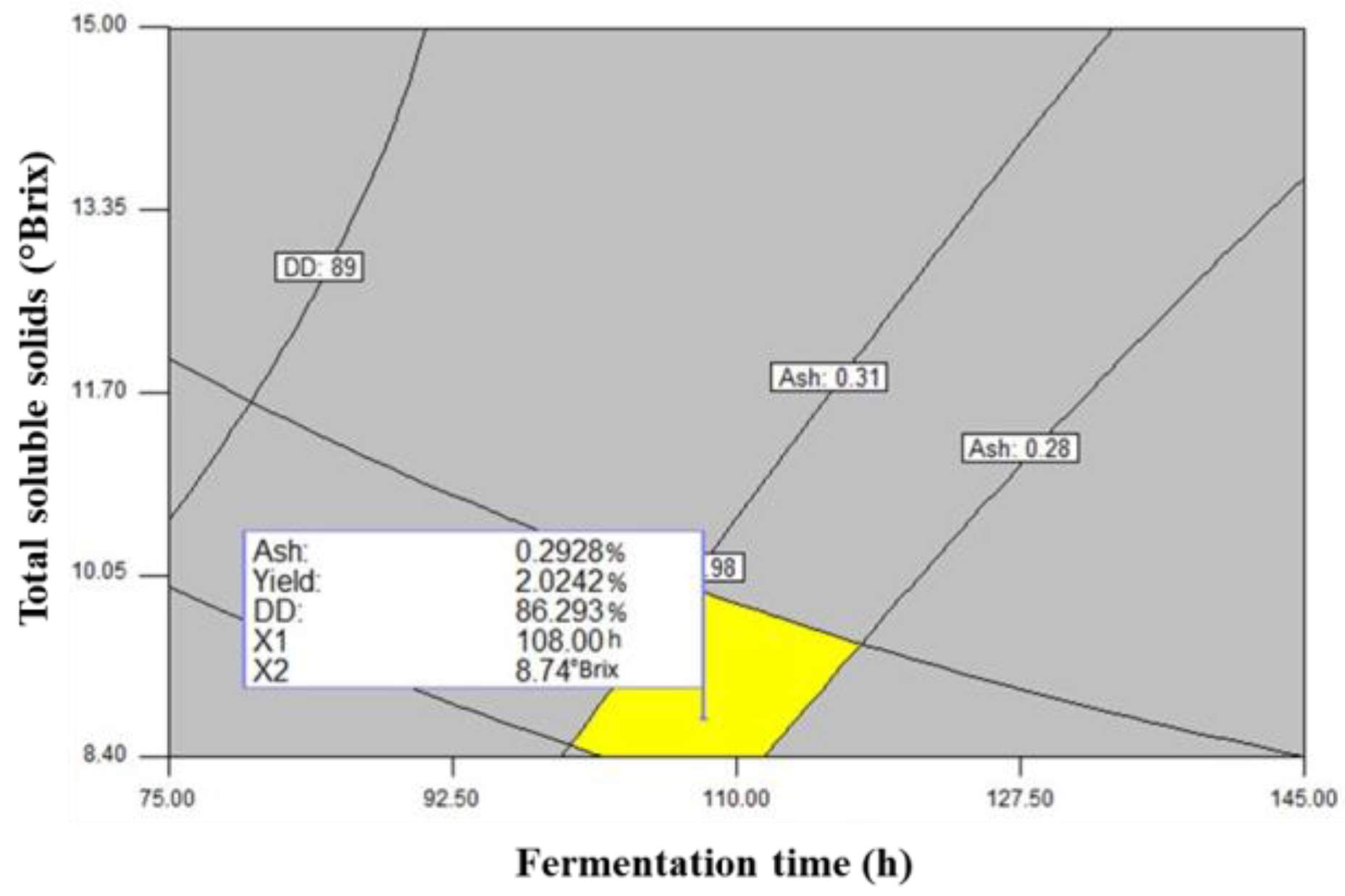
3.2. Chitosan Optimization
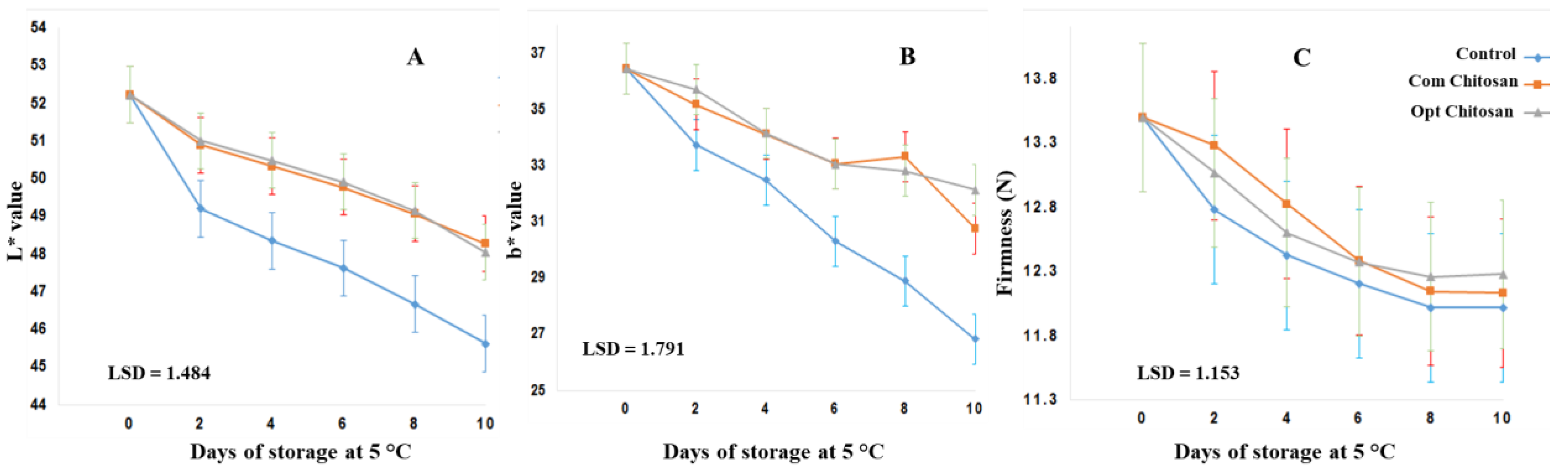
3.3. Physical Analysis of Frush-Cut Papaya
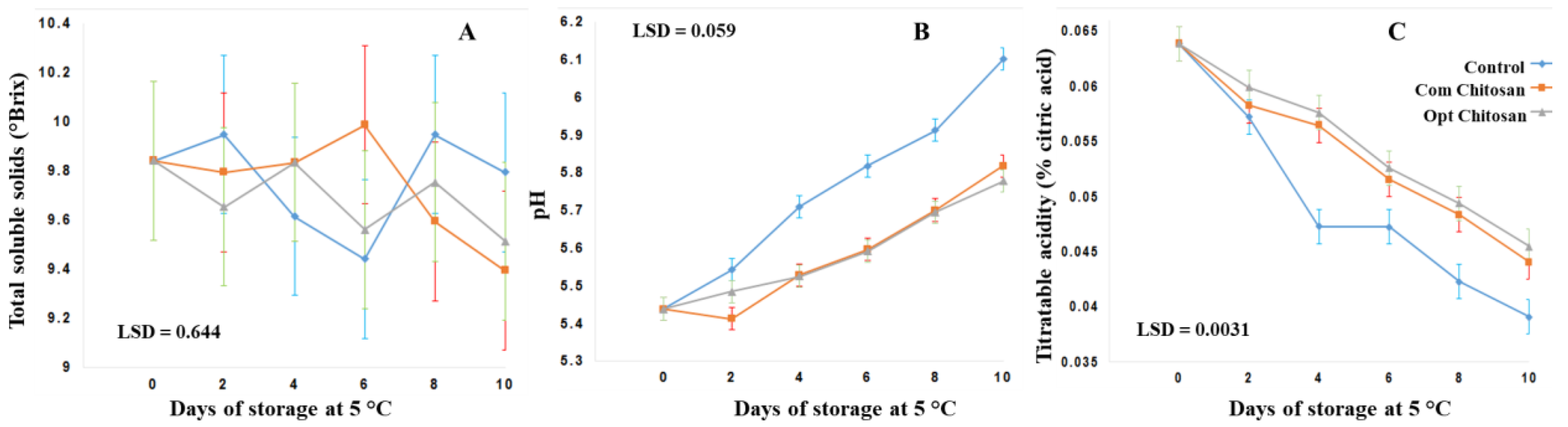
3.4. Chemical Analysis of Fresh-Cut Papaya
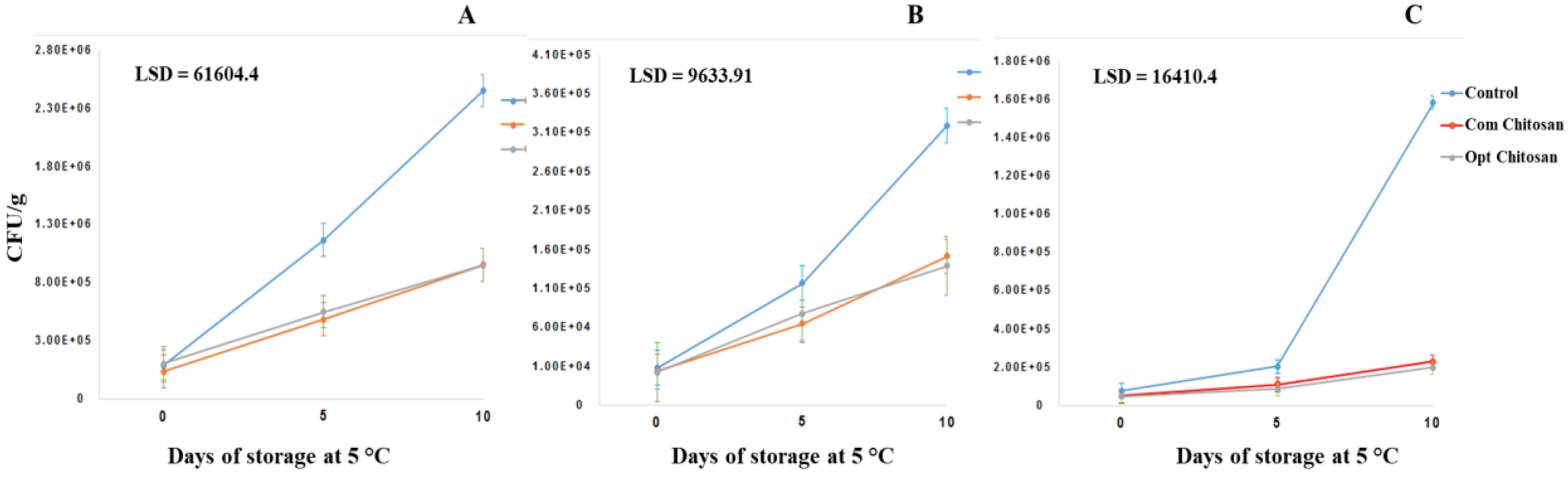
3.5. Microbial Analysis of Fresh-Cut Papaya
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAOSTAT. Fishery and Aquaculture Statistics yearbook 2019; FAO: Rome, Italy, 2019. [Google Scholar] [CrossRef]
- Alishahi, A.; Aïder, M. Applications of Chitosan in the Seafood Industry and Aquaculture: A Review. Food Bioprocess Technol. 2012, 5, 817–830. [Google Scholar] [CrossRef]
- Zou, P.; Yang, X.; Wang, J.; Li, Y.; Yu, H.; Zhang, Y.; Liu, G. Advances in characterisation and biological activities of chitosan and chitosan oligosaccharides. Food Chem. 2016, 190, 1174–1181. [Google Scholar] [CrossRef] [PubMed]
- Gamal, R.F.; El-Tayeb, T.S.; Raffat, E.I.; Ibrahim, H.M.M.; Bashandy, A.S. Optimization of chitin yield from shrimp shell waste by Bacillus subtilis and impact of gamma irradiation on production of low molecular weight chitosan. Int. J. Biol. Macromol. 2016, 91, 598–608. [Google Scholar] [CrossRef] [PubMed]
- Tan, Y.N.; Lee, P.P.; Chen, W.N. Dual Extraction of Crustacean and Fungal Chitosan from a Single Mucor circinelloides Fermentation. Fermentation 2020, 6, 40. [Google Scholar] [CrossRef] [Green Version]
- Shirai, K.; Guerrero, I.; Huerta, S.; Saucedo, G.; Castillo, A.; Obdulia Gonzalez, R.; Hall, G.M. Effect of initial glucose concentration and inoculation level of lactic acid bacteria in shrimp waste ensilation. Enzym. Microb. Technol. 2001, 28, 446–452. [Google Scholar] [CrossRef]
- Aneesh, P.A.; Anandan, R.; Kumar, L.R.G.; Ajeeshkumar, K.K.; Kumar, K.A.; Mathew, S. A step to shell biorefinery—Extraction of astaxanthin-rich oil, protein, chitin, and chitosan from shrimp processing waste. Biomass Convers. Biorefinery 2020, 13, 1–10. [Google Scholar] [CrossRef]
- Sedaghat, F.; Yousefzadi, M.; Toiserkani, H.; Najafipour, S. Bioconversion of shrimp waste Penaeus merguiensis using lactic acid fermentation: An alternative procedure for chemical extraction of chitin and chitosan. Int. J. Biol. Macromol. 2017, 104, 883–888. [Google Scholar] [CrossRef]
- Chien, R.-C.; Yen, M.-T.; Mau, J.-L. Antimicrobial and antitumor activities of chitosan from shiitake stipes, compared to commercial chitosan from crab shells. Carbohydr. Polym. 2016, 138, 259–264. [Google Scholar] [CrossRef]
- Choi, C.; Nam, J.-P.; Nah, J.-W. Application of chitosan and chitosan derivatives as biomaterials. J. Ind. Eng. Chem. 2016, 33, 1–10. [Google Scholar] [CrossRef]
- Dotto, G.L.; Pinto, L.A.A.; Hachicha, M.A.; Knani, S. New physicochemical interpretations for the adsorption of food dyes on chitosan films using statistical physics treatment. Food Chem. 2015, 171, 1–7. [Google Scholar] [CrossRef]
- Shah, A.M.; Qazi, I.H.; Matra, M.; Wanapat, M. Role of Chitin and Chitosan in Ruminant Diets and Their Impact on Digestibility, Microbiota and Performance of Ruminants. Fermentation 2022, 8, 549. [Google Scholar] [CrossRef]
- Ayón-Reyna, L.E.; Tamayo-Limón, R.; Cárdenas-Torres, F.; López-López, M.E.; López-Angulo, G.; López-Moreno, H.S.; López-Cervántes, J.; López-Valenzuela, J.A.; Vega-García, M.O. Effectiveness of Hydrothermal-Calcium Chloride Treatment and Chitosan on Quality Retention and Microbial Growth during Storage of Fresh-Cut Papaya. J. Food Sci. 2015, 80, C594–C601. [Google Scholar] [CrossRef] [PubMed]
- van den Broek, L.A.M.; Knoop, R.J.I.; Kappen, F.H.J.; Boeriu, C.G. Chitosan films and blends for packaging material. Carbohydr. Polym. 2015, 116, 237–242. [Google Scholar] [CrossRef]
- Chiabrando, V.; Giacalone, G. Effect of chitosan and sodium alginate edible coatings on the postharvest quality of fresh-cut nectarines during storage. Fruits 2016, 71, 79–85. [Google Scholar] [CrossRef] [Green Version]
- Gurjar, P.S.; Garg, N.; Yadav, K.K.; Lenka, J.; Shukla, D.K. Effect of Chitosan on Biochemical and Microbial Quality of Minimally Processed Mango (Mangifera indica L.) Cubes during Storage. Appl. Biol. Res. 2018, 20, 98–103. [Google Scholar] [CrossRef]
- Shyu, Y.S.; Chen, G.W.; Chiang, S.C.; Sung, W.C. Effect of Chitosan and Fish Gelatin Coatings on Preventing the Deterioration and Preserving the Quality of Fresh-Cut Apples. Molecules 2019, 24, 2008. [Google Scholar] [CrossRef] [Green Version]
- Nascimento, J.I.G.; Stamford, T.C.M.; Melo, N.F.C.B.; Nunes, I.d.S.; Lima, M.A.B.; Pintado, M.M.E.; Stamford-Arnaud, T.M.; Stamford, N.P.; Stamford, T.L.M. Chitosan–citric acid edible coating to control Colletotrichum gloeosporioides and maintain quality parameters of fresh-cut guava. Int. J. Biol. Macromol. 2020, 163, 1127–1135. [Google Scholar] [CrossRef] [PubMed]
- Chávez-Sánchez, I.; Carrillo-López, A.; Vega-García, M.; Yahia, E.M. The effect of antifungal hot-water treatments on papaya postharvest quality and activity of pectinmethylesterase and polygalacturonase. Food Sci. Technol. 2013, 50, 101–107. [Google Scholar] [CrossRef] [Green Version]
- Cabanillas-Bojórquez, L.A.; Gutiérrez-Grijalva, E.P.; Castillo-López, R.I.; Contreras-Angulo, L.A.; Angulo-Escalante, M.A.; López-Martínez, L.X.; Ríos-Iribe, E.Y.; Heredia, J.B. Bioprocessing of Shrimp Waste Using Novel Industrial By-Products: Effects on Nutrients and Lipophilic Antioxidants. Fermentation 2021, 7, 312. [Google Scholar] [CrossRef]
- Tokatli, K.; Demirdoven, A. Optimization of chitin and chitosan production from shrimp wastes and characterization. J. Food Process. Preserv. 2018, 42, e13494. [Google Scholar] [CrossRef]
- Kaya, M.; Asan-Ozusaglam, M.; Erdogan, S. Comparison of antimicrobial activities of newly obtained low molecular weight scorpion chitosan and medium molecular weight commercial chitosan. J. Biosci. Bioeng. 2016, 121, 678–684. [Google Scholar] [CrossRef]
- Colina, M.; Ayala, A.; Rincón, D.; Molina, J.; Medina, J.; Ynciarte, R.; Vargas, J.; Montilla, B. Evaluación de los procesos para la obtención química de quitina y quitosano a partir de desechos de cangrejos. Escala piloto e industrial. RIP 2014, 15, 21–43. [Google Scholar]
- AOAC. Official Methods of Analysis, 19th ed.; Association of Official Analytical Chemists: Washington, DC, USA, 2012. [Google Scholar]
- Hernández Cocoletzi, H.; Águila Almanza, E.; Flores Agustin, O.; Viveros Nava, E.L.; Ramos Cassellis, E. Obtención y caracterización de quitosano a partir de exoesqueletos de camarón. SMCSYV 2009, 22, 57–60. [Google Scholar]
- Milán-Carrillo, J.; Montoya-Rodríguez, A.; Gutiérrez-Dorado, R.; Perales-Sánchez, X.; Reyes-Moreno, C. Optimization of Extrusion Process for Producing High Antioxidant Instant Amaranth (Amaranthus hypochondriacus L.) Flour Using Response Surface Methodology. Appl. Math. 2012, 3, 1516–1525. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Aguilar, G.A.; Celis, J.; Sotelo-Mundo, R.R.; De La Rosa, L.A.; Rodrigo-Garcia, J.; Alvarez-Parrilla, E. Physiological and biochemical changes of different fresh-cut mango cultivars stored at 5 °C. Int. J. Food Sci. 2008, 43, 91–101. [Google Scholar] [CrossRef]
- Vivek, K.; Subbarao, K.V. Effect of edible chitosan coating on combined ultrasound and NaOCl treated kiwi fruits during refrigerated storage. Int. Food Res. J. 2018, 25, 101–108. [Google Scholar]
- Ali, A.; Muhammad, M.T.M.; Sijam, K.; Siddiqui, Y. Potential of chitosan coating in delaying the postharvest anthracnose (Colletotrichum gloeosporioides Penz.) of Eksotika II papaya. Int. J. Food Sci. 2010, 45, 2134–2140. [Google Scholar] [CrossRef]
- Santos, V.P.; Marques, N.S.S.; Maia, P.; de Lima, M.A.B.; Franco, L.D.; de Campos-Takaki, G.M. Seafood Waste as Attractive Source of Chitin and Chitosan Production and Their Applications. Int. J. Mol. Sci. 2020, 21, 4290. [Google Scholar] [CrossRef]
- Younes, I.; Sellimi, S.; Rinaudo, M.; Jellouli, K.; Nasri, M. Influence of acetylation degree and molecular weight of homogeneous chitosans on antibacterial and antifungal activities. Int. J. Food Microbiol. 2014, 185, 57–63. [Google Scholar] [CrossRef]
- Sierra, D.M.E.; Orozco, C.P.O.; Rodríguez, M.A.Q.; Villa, W.A.O. Optimización de un protocolo de extracción de quitina y quitosano desde caparazones de crustáceos. Sci. Tech. 2013, 18, 260–266. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, S.; Fang, J.; Deng, Y.; Wang, D.; Zhao, Y. Optimization of the fermentation conditions of Rhizopus japonicus M193 for the production of chitin deacetylase and chitosan. Carbohydr. Polym. 2014, 101, 57–67. [Google Scholar] [CrossRef] [PubMed]
- Neves, A.C.; Zanette, C.; Grade, S.T.; Schaffer, J.V.; Alves, H.J.; Arantes, M.K. Optimization of lactic fermentation for extraction of chitin from freshwater shrimp waste. Acta Sci.-Technol. 2017, 39, 125–133. [Google Scholar] [CrossRef] [Green Version]
- Kandra, P.; Challa, M.M.; Kalangi Padma Jyothi, H. Efficient use of shrimp waste: Present and future trends. Appl. Microbiol. Biotechnol. 2012, 93, 17–29. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.M.; Masum, S.M.; Rahman, M.M.; Molla, M.A.I.; Shaikh, A.; Roy, S. Preparation of chitosan from shrimp shell and investigation of its properties. Int. J. Basic Appl. Sci. 2011, 11, 116–130. [Google Scholar]
- Czechowska-Biskup, R.; Jarosińska, D.; Rokita, B.; Ulański, P.; Rosiak, J.M. Determination of degree of deacetylation of chitosan-comparision of methods. Prog. Chem. Appl. Chitin Deriv. 2012, 16, 5–20. [Google Scholar]
- Parada, L.; Crespín, G.; Miranda, R.; Katime, I. Caracterización de quitosano por viscosimetría capilar y valoración potenciométrica. RIP 2004, 5, 1–16. [Google Scholar]
- Badawy, M.E.I.; Rabea, E.I. Potential of the biopolymer chitosan with different molecular weights to control postharvest gray mold of tomato fruit. Postharvest Biol. Technol. 2009, 51, 110–117. [Google Scholar] [CrossRef]
- Teli, M.D.; Sheikh, J. Extraction of chitosan from shrimp shells waste and application in antibacterial finishing of bamboo rayon. Int. J. Biol. Macromol. 2012, 50, 1195–1200. [Google Scholar] [CrossRef]
- Bof, M.J.; Bordagaray, V.C.; Locaso, D.E.; García, M.A. Chitosan molecular weight effect on starch-composite film properties. Food Hydrocoll. 2015, 51, 281–294. [Google Scholar] [CrossRef]
- Sini, T.K.; Santhosh, S.; Mathew, P.T. Study on the production of chitin and chitosan from shrimp shell by using Bacillus subtilis fermentation. Carbohydr. Res. 2007, 342, 2423–2429. [Google Scholar] [CrossRef]
- Ali, A.; Muhammad, M.T.M.; Sijam, K.; Siddiqui, Y. Effect of chitosan coatings on the physicochemical characteristics of Eksotika II papaya (Carica papaya L.) fruit during cold storage. Food Chem. 2011, 124, 620–626. [Google Scholar] [CrossRef]
- Ventura-Aguilar, R.I.; Bautista-Baños, S.; Flores-García, G.; Zavaleta-Avejar, L. Impact of chitosan based edible coatings functionalized with natural compounds on Colletotrichum fragariae development and the quality of strawberries. Food Chem. 2018, 262, 142–149. [Google Scholar] [CrossRef] [PubMed]
- Hesami, A.; Kavoosi, S.; Khademi, R.; Sarikhani, S. Effect of Chitosan Coating and Storage Temperature on Shelf-Life and Fruit Quality of Ziziphus Mauritiana. Int. J. Fruit Sci. 2021, 21, 509–518. [Google Scholar] [CrossRef]
- Khalil, H.A.; Abdelkader, M.F.M.; Lo’ay, A.A.; El-Ansary, D.O.; Shaaban, F.K.M.; Osman, S.O.; Shenawy, I.E.; Osman, H.E.H.; Limam, S.A.; Abdein, M.A.; et al. The Combined Effect of Hot Water Treatment and Chitosan Coating on Mango (Mangifera indica L. cv. Kent) Fruits to Control Postharvest Deterioration and Increase Fruit Quality. Coatings 2022, 12, 83. [Google Scholar] [CrossRef]
- Wang, K.; Li, T.T.; Chen, S.Q.; Li, Y.L.; Rashid, A. The biochemical and molecular mechanisms of softening inhibition by chitosan coating in strawberry fruit (Fragaria x ananassa) during cold storage. Sci. Hortic. 2020, 271, 109483. [Google Scholar] [CrossRef]
- Argañosa, A.C.S.; Raposo, M.F.J.; Teixeira, P.C.; Morais, A.M. Effect of cut-type on quality of minimally processed papaya. J. Sci. Food Agric. 2008, 88, 2050–2060. [Google Scholar] [CrossRef]
- Sañudo-Barajas, J.A.; Labavitch, J.; Greve, C.; Osuna-Enciso, T.; Muy-Rangel, D.; Siller-Cepeda, J. Cell wall disassembly during papaya softening: Role of ethylene in changes in composition, pectin-derived oligomers (PDOs) production and wall hydrolases. Postharvest Biol. Technol. 2009, 51, 158–167. [Google Scholar] [CrossRef]
- Bautista-Baños, S.; Sivakumar, D.; Bello-Pérez, A.; Villanueva-Arce, R.; Hernández-López, M. A review of the management alternatives for controlling fungi on papaya fruit during the postharvest supply chain. J. Crop Prot. 2013, 49, 8–20. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment a | Process Variables b | Response Variables c | |||||
|---|---|---|---|---|---|---|---|
| Coded | Originals | ||||||
| No. b | X1 | X2 | FT (h) | SST (°Brix) | YA | YY | YDD |
| 1 | −1 | −1 | 66 | 13 | 0.43 | 1.98 | 90.62 |
| 2 | 1 | −1 | 264 | 13 | 0.24 | 1.80 | 76.10 |
| 3 | −1 | 1 | 66 | 35 | 0.36 | 1.95 | 78.47 |
| 4 | 1 | 1 | 264 | 35 | 0.38 | 1.82 | 79.88 |
| 5 | −1.414 | 0 | 25 | 24 | 0.61 | 1.96 | 87.04 |
| 6 | 1.414 | 0 | 305.01 | 24 | 0.45 | 1.67 | 76.91 |
| 7 | 0 | −1.414 | 165 | 8.44 | 0.18 | 1.94 | 80.38 |
| 8 | 0 | −1.414 | 165 | 39.56 | 0.29 | 2.02 | 77.07 |
| 9 | 0 | 0 | 165 | 24 | 0.31 | 1.65 | 85.57 |
| 10 | 0 | 0 | 165 | 24 | 0.35 | 1.66 | 85.25 |
| 11 | 0 | 0 | 165 | 24 | 0.33 | 1.65 | 86.32 |
| 12 | 0 | 0 | 165 | 24 | 0.31 | 1.61 | 86.34 |
| 13 | 0 | 0 | 165 | 24 | 0.30 | 1.66 | 85.61 |
| Regression Coefficients | Deacetylation Degree (%) | Ash (%) | Process Yield (%) | |||
|---|---|---|---|---|---|---|
| Coded | Uncoded | Coded | Uncoded | Coded | Uncoded | |
| Intercept | ||||||
| β0 | 85.82 | 89.08 | 0.33 | 0.562 | 1.65 | 2.781 |
| Lineal | ||||||
| β10 | −3.43 | −0.065 | −0.048 | −4.86 × 10−3 | −0.089 | −3.74 × 10−3 |
| β2 | −1.63 | 0.565 | 0.027 | 0.014 | 0.014 | 0.063 |
| Quadratic | ||||||
| β11 | −1.69 | −1.72 × 10−4 | 0.096 | 9.74 × 10−6 | 0.085 | 8.63 × 10−6 |
| β22 | −3.32 | −0.027 | −0.051 | 4.23 × 10−4 | 0.16 | 1.35 × 10−3 |
| Interaction | ||||||
| β12 | 3.98 | 3.65 × 10−3 | 0.053 | 4.83 × 10−5 | ||
| R2 | 0.983 | 0.983 | 0.962 | 0.962 | 0.977 | 0.977 |
| Adjusted R2 | 0.9714 | 0.9714 | 0.9363 | 0.9363 | 0.9666 | 0.9666 |
| Lack of fit (p value) | 0.078 | 0.078 | 0.2201 | 0.2201 | 0.2161 | 0.2161 |
| CV (%) | 0.97 | 0.97 | 7.48 | 7.48 | 1.56 | 1.56 |
| Model p value | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabanillas-Bojórquez, L.A.; Montes-Ávila, J.; Vega-García, M.O.; López-Moreno, H.S.; Castillo-López, R.I.; Gutiérrez-Dorado, R. Effect of Optimized Chitosan Coating Obtained by Lactic Fermentation Chemical Treatment of Shrimp Waste on the Post-Harvest Behavior of Fresh-Cut Papaya (Carica papaya L.). Fermentation 2023, 9, 220. https://doi.org/10.3390/fermentation9030220
Cabanillas-Bojórquez LA, Montes-Ávila J, Vega-García MO, López-Moreno HS, Castillo-López RI, Gutiérrez-Dorado R. Effect of Optimized Chitosan Coating Obtained by Lactic Fermentation Chemical Treatment of Shrimp Waste on the Post-Harvest Behavior of Fresh-Cut Papaya (Carica papaya L.). Fermentation. 2023; 9(3):220. https://doi.org/10.3390/fermentation9030220
Chicago/Turabian StyleCabanillas-Bojórquez, Luis Angel, Julio Montes-Ávila, Misael Odín Vega-García, Héctor Samuel López-Moreno, Ramón Ignacio Castillo-López, and Roberto Gutiérrez-Dorado. 2023. "Effect of Optimized Chitosan Coating Obtained by Lactic Fermentation Chemical Treatment of Shrimp Waste on the Post-Harvest Behavior of Fresh-Cut Papaya (Carica papaya L.)" Fermentation 9, no. 3: 220. https://doi.org/10.3390/fermentation9030220