
Optimization of Solvent Extraction of Lipids from Yarrowia lipolytica towards Industrial Applications
 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Strain and Culture Media
2.2. Bioreactor Settings and Biomass Preparation
2.3. Lipid Extraction—Control Method
2.4. Lipid Composition (FAME Analysis)
2.5. Design of Experiments (DoE) for Lipid Extraction Optimization
2.6. Lipid Extraction for FCC Design Experiments
2.7. Soxhlet Extraction
3. Results and Discussion
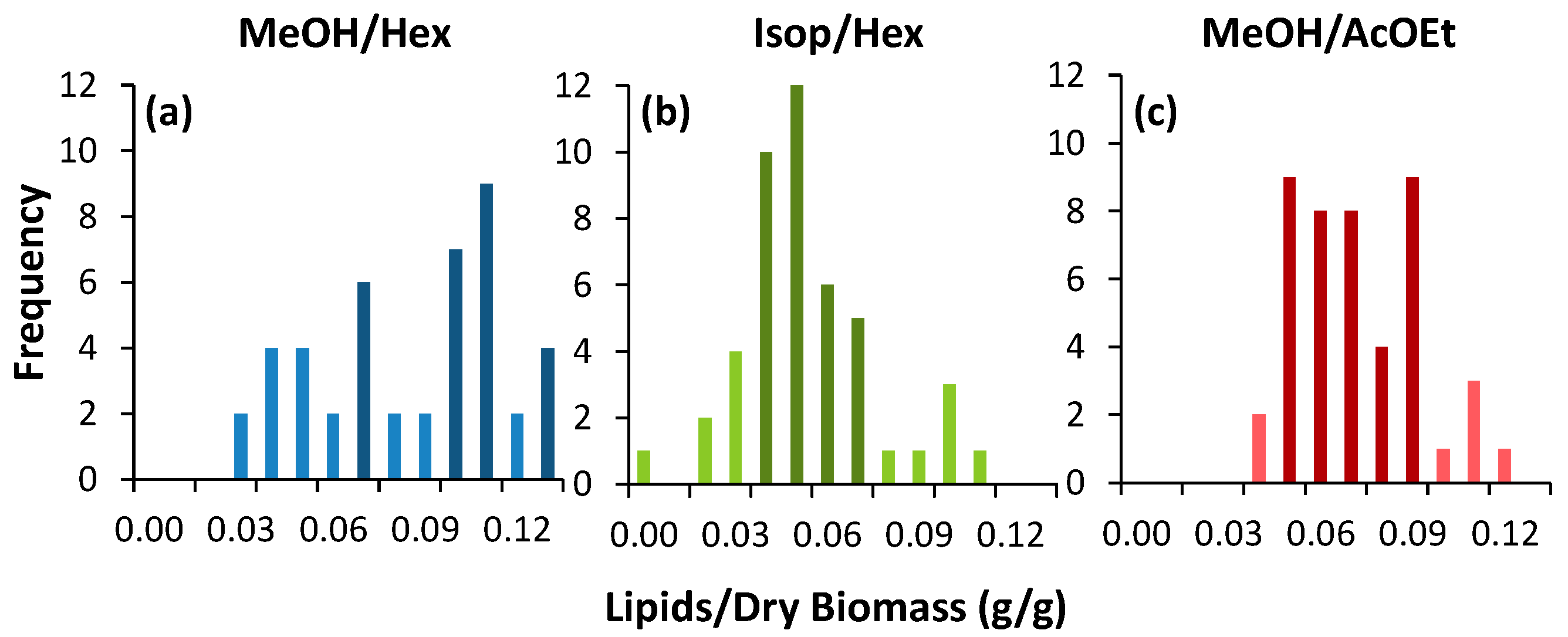
3.1. Comparison of Different Lipid Extraction Solvents
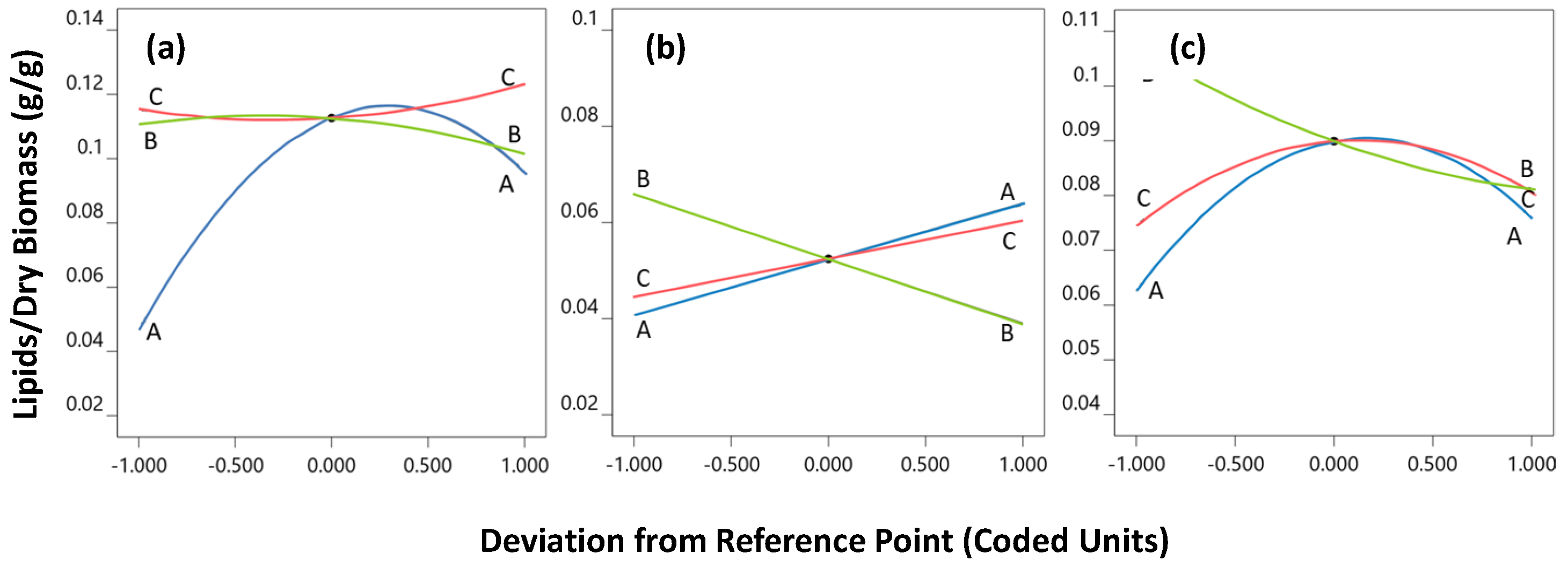
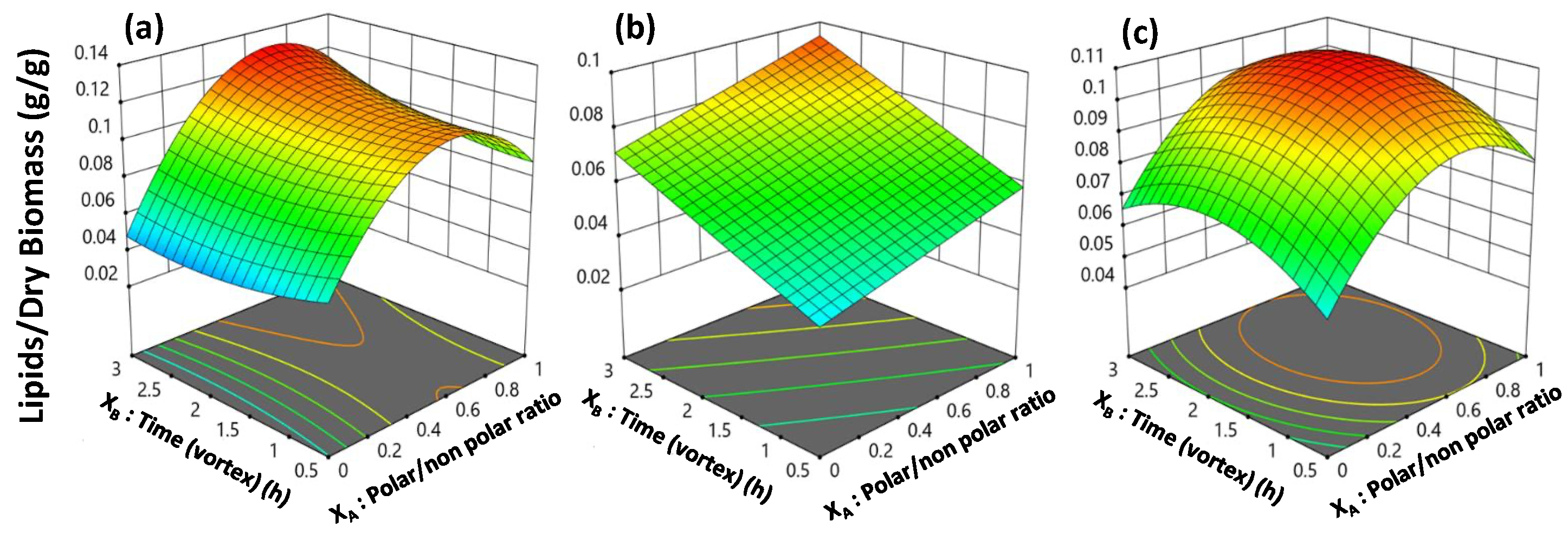
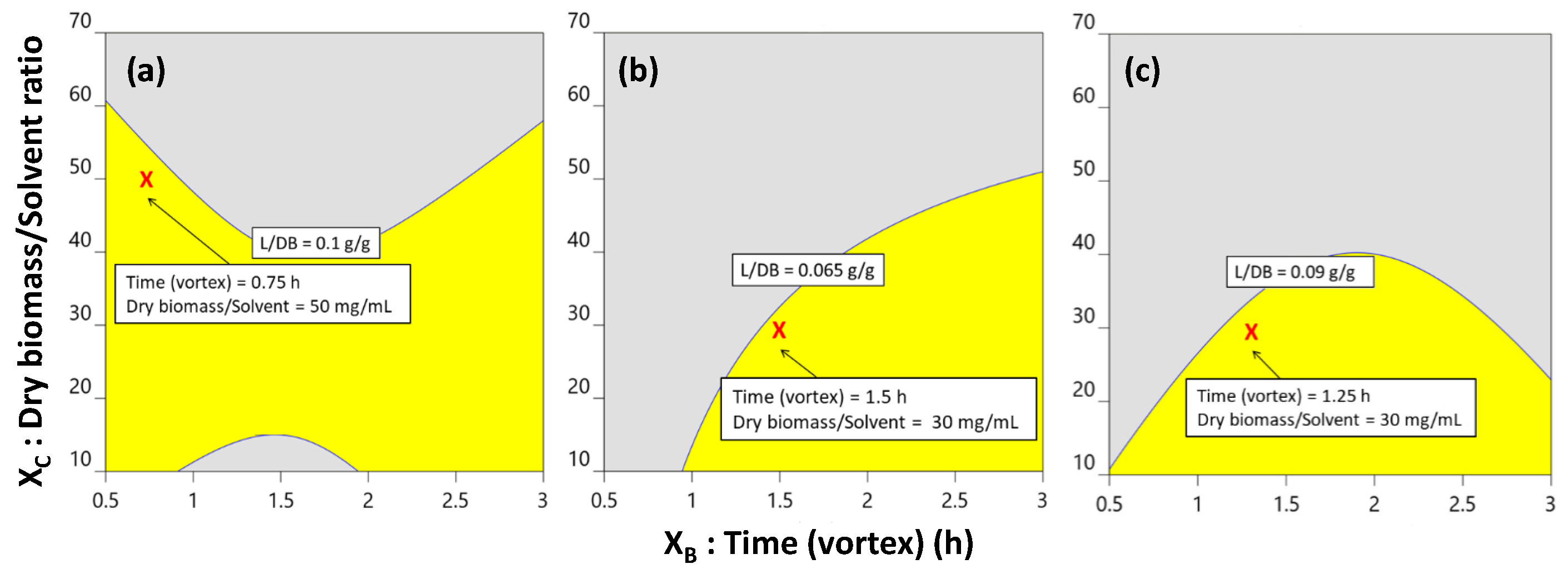
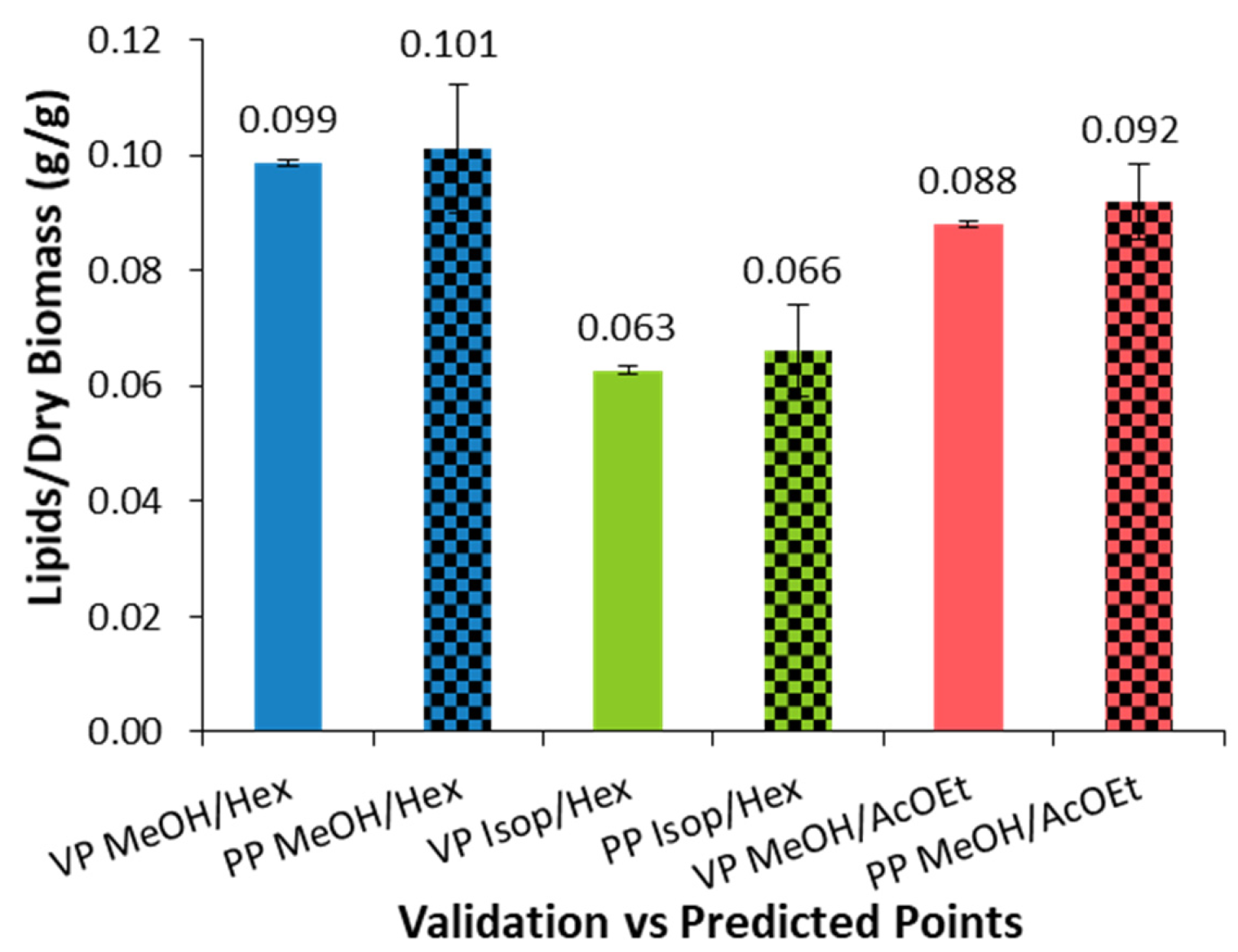
3.2. Optimization of Independent Variables and Validation Experiments
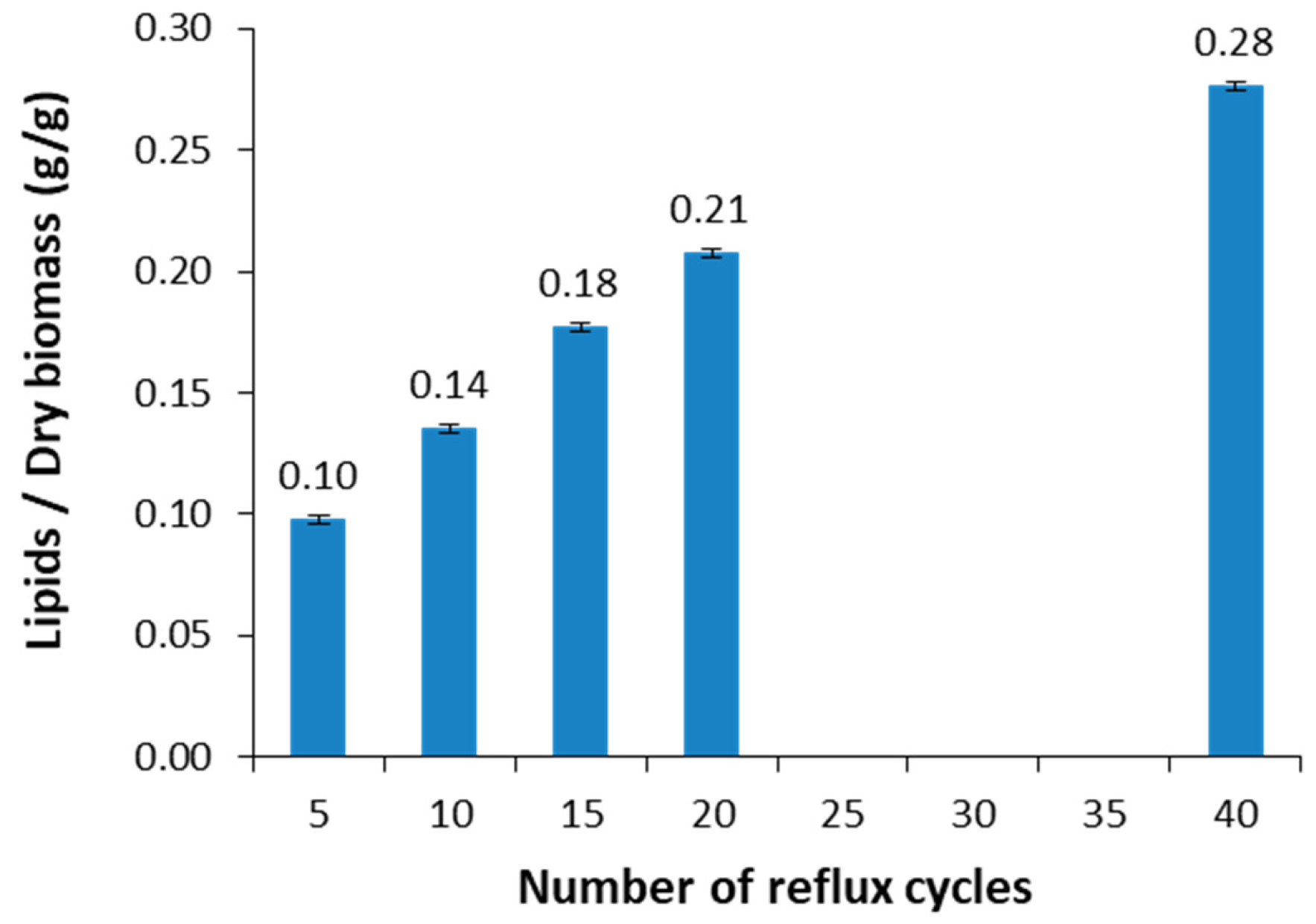
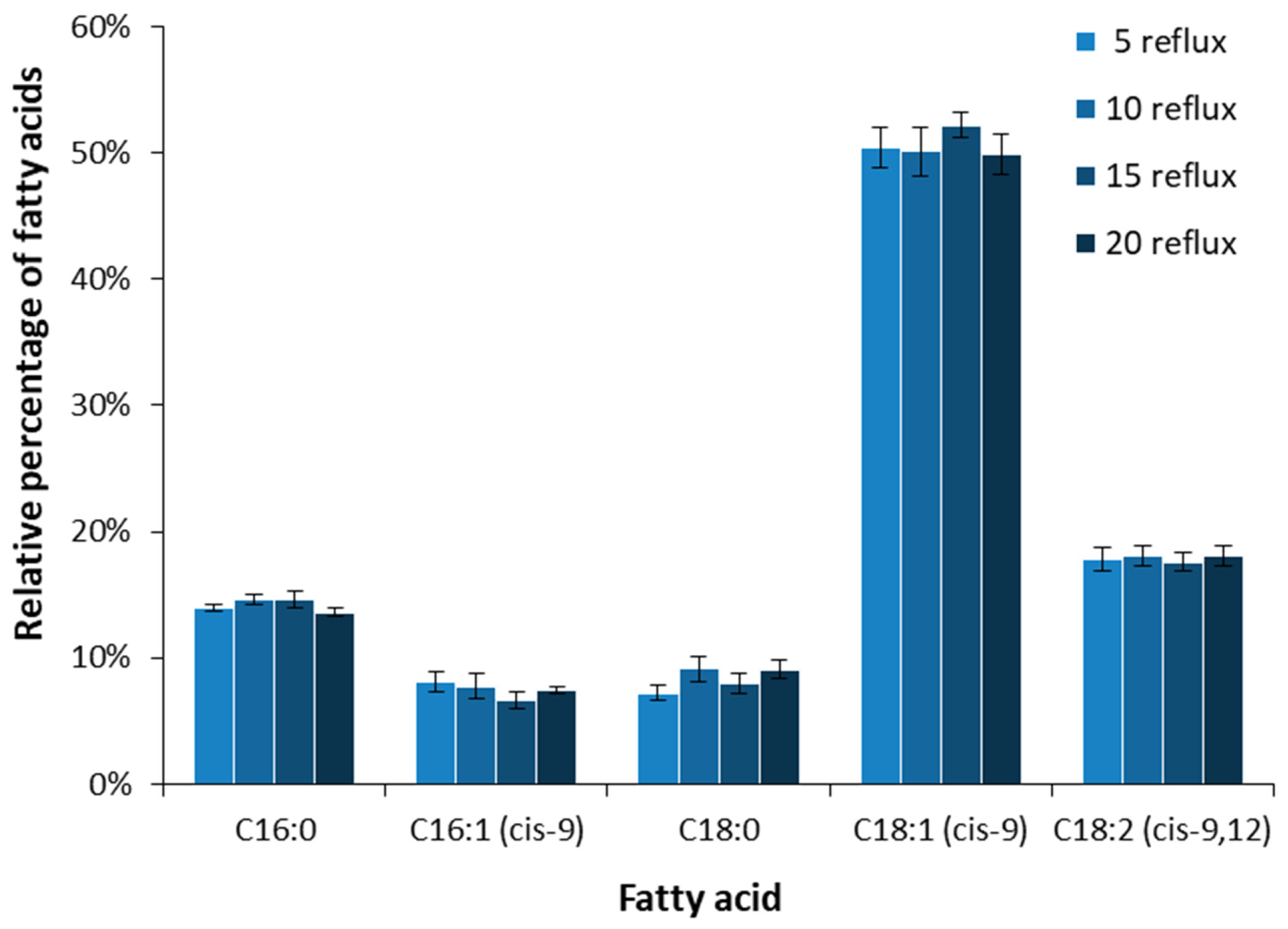
3.3. Soxhlet Extraction
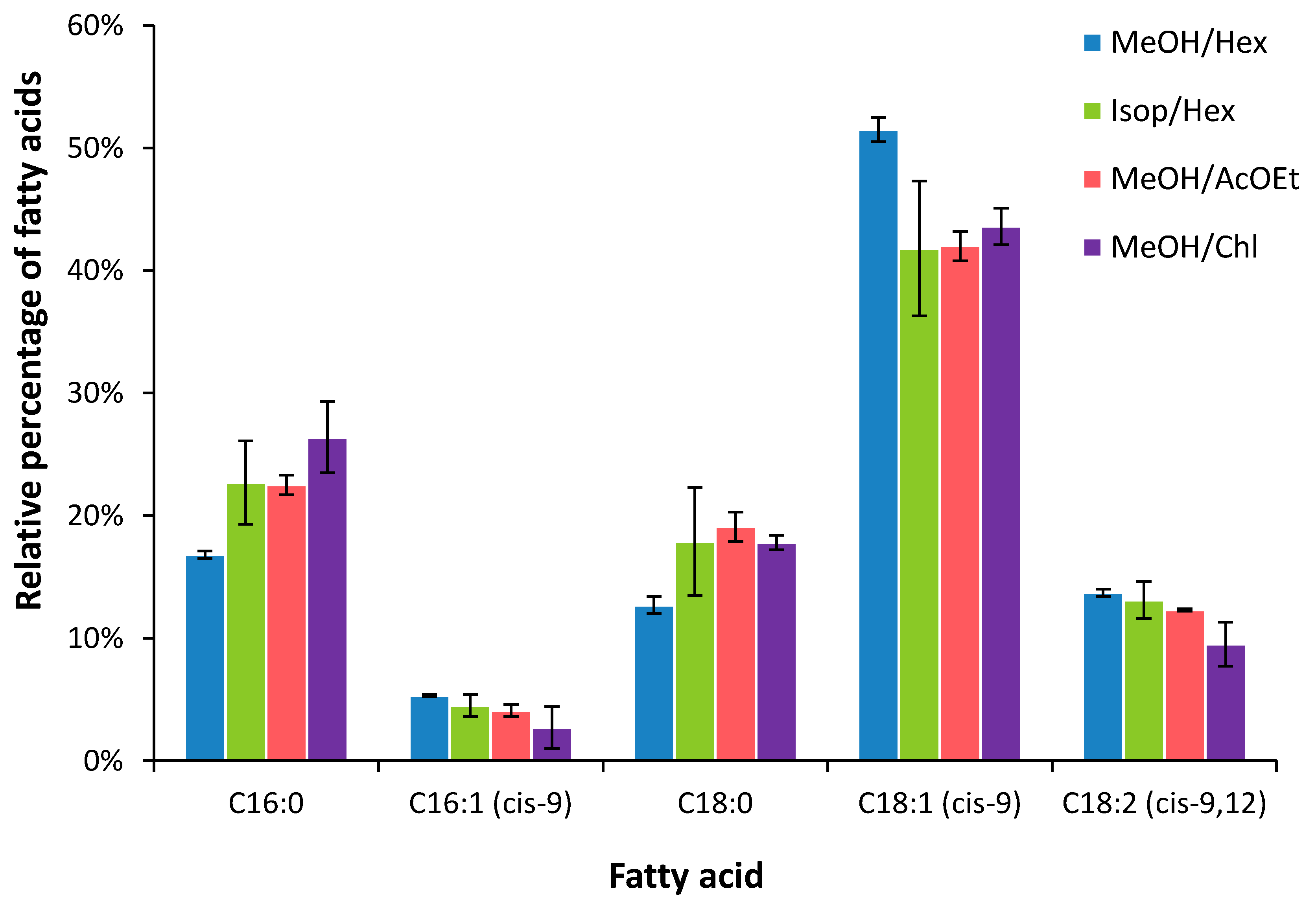
3.4. Effect of Different Solvents on FAME Composition
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lazar, Z.; Liu, N.; Stephanopoulos, G. Holistic Approaches in Lipid Production by Yarrowia Lipolytica. Trends Biotechnol. 2018, 36, 1157–1170. [Google Scholar] [CrossRef] [PubMed]
- Ledesma-Amaro, R.; Dulermo, R.; Niehus, X.; Nicaud, J.M. Combining Metabolic Engineering and Process Optimization to Improve Production and Secretion of Fatty Acids. Metab. Eng. 2016, 38, 38–46. [Google Scholar] [CrossRef] [PubMed]
- Magdouli, S.; Satinder Kaur, B.; Jean François, B. Lipid Production by Yarrowia Lipolytica Grown on Biodiesel-Derived Crude Glycerol: Optimization of Growth Parameters and Their Effects on the Fermentation Efficiency. RSC Adv. 2016, 6, 90547–90558. [Google Scholar]
- Abdel-Mawgoud, A.M.; Markham, K.A.; Palmer, C.M.; Liu, N.; Stephanopoulos, G.; Alper, H.S. Metabolic Engineering in the Host Yarrowia Lipolytica. Metab. Eng. 2018, 50, 192–208. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Jagtap, S.S.; Deewan, A.; Rao, C.V. PH Selectively Regulates Citric Acid and Lipid Production in Yarrowia Lipolytica W29 during Nitrogen-Limited Growth on Glucose. J. Biotechnol. 2019, 290, 10–15. [Google Scholar] [CrossRef]
- Fontanille, P.; Kumar, V.; Christophe, G.; Nouaille, R.; Larroche, C. Bioconversion of Volatile Fatty Acids into Lipids by the Oleaginous Yeast Yarrowia Lipolytica. Bioresour. Technol. 2012, 114, 443–449. [Google Scholar] [CrossRef]
- Rakicka, M.; Lazar, Z.; Dulermo, T.; Fickers, P.; Nicaud, J.M. Lipid Production by the Oleaginous Yeast Yarrowia Lipolytica Using Industrial By-Products under Different Culture Conditions. Biotechnol. Biofuels 2015, 8, 104. [Google Scholar] [CrossRef] [Green Version]
- Lopes, M.; Miranda, S.M.; Alves, J.M.; Pereira, A.S.; Belo, I. Waste Cooking Oils as Feedstock for Lipase and Lipid-Rich Biomass Production. Eur. J. Lipid Sci. Technol. 2019, 121, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Niehus, X.; Crutz-Le Coq, A.M.; Sandoval, G.; Nicaud, J.M.; Ledesma-Amaro, R. Engineering Yarrowia Lipolytica to Enhance Lipid Production from Lignocellulosic Materials. Biotechnol. Biofuels 2018, 11, 11. [Google Scholar] [CrossRef] [Green Version]
- Raut, G.; Jagtap, S.; Kumar, V.R.; RaviKumar, A. Enhancing Lipid Content of Oleaginous Yarrowia Lipolytica Biomass Grown on Waste Cooking Oil and Its Conversion to Biodiesel by Statistical Optimization. Biomass Convers. Biorefinery 2022. [Google Scholar] [CrossRef]
- Pereira, A.S.; Miranda, S.M.; Lopes, M.; Belo, I. Factors Affecting Microbial Lipids Production by Yarrowia Lipolytica Strains from Volatile Fatty Acids: Effect of Co-Substrates, Operation Mode and Oxygen. J. Biotechnol. 2021, 331, 37–47. [Google Scholar] [CrossRef]
- Bao, W.; Li, Z.; Wang, X.; Gao, R.; Zhou, X.; Cheng, S.; Men, Y.; Zheng, L. Approaches to Improve the Lipid Synthesis of Oleaginous Yeast Yarrowia Lipolytica: A Review. Renew. Sustain. Energy Rev. 2021, 149, 111386. [Google Scholar] [CrossRef]
- Zhang, L.; Loh, K.C.; Kuroki, A.; Dai, Y.; Tong, Y.W. Microbial Biodiesel Production from Industrial Organic Wastes by Oleaginous Microorganisms: Current Status and Prospects. J. Hazard. Mater. 2021, 402, 123543. [Google Scholar] [CrossRef] [PubMed]
- Zainuddin, M.F.; Fai, C.K.; Ariff, A.B.; Rios-Solis, L.; Halim, M. Current Pretreatment/Cell Disruption and Extraction Methods Used to Improve Intracellular Lipid Recovery from Oleaginous Yeasts. Microorganisms 2021, 9, 251. [Google Scholar] [CrossRef] [PubMed]
- Katre, G.; Joshi, C.; Khot, M.; Zinjarde, S.; Ravikumar, A. Evaluation of Single Cell Oil (SCO) from a Tropical Marine Yeast Yarrowia Lipolytica NCIM 3589 as a Potential Feedstock for Biodiesel. AMB Express 2012, 2, 36. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hwangbo, M.; Chu, K.H. Recent Advances in Production and Extraction of Bacterial Lipids for Biofuel Production. Sci. Total Environ. 2020, 734, 139420. [Google Scholar] [CrossRef]
- Bhutada, G.; Kavšček, M.; Hofer, F.; Gogg-Fassolter, G.; Schweiger, M.; Darnhofer, B.; Kordiš, D.; Birner-Gruenberger, R.; Natter, K. Characterization of a Lipid Droplet Protein from Yarrowia Lipolytica That Is Required for Its Oleaginous Phenotype. Biochim. Biophys. Acta-Mol. Cell Biol. Lipids 2018, 1863, 1193–1205. [Google Scholar] [CrossRef]
- Friedlander, J.; Tsakraklides, V.; Kamineni, A.; Greenhagen, E.H.; Consiglio, A.L.; MacEwen, K.; Crabtree, D.V.; Afshar, J.; Nugent, R.L.; Hamilton, M.A.; et al. Engineering of a High Lipid Producing Yarrowia Lipolytica Strain. Biotechnol. Biofuels 2016, 9, 77. [Google Scholar] [CrossRef] [Green Version]
- Duarte, S.H.; dos Santos, P.; Michelon, M.; de Pinho Oliveira, S.M.; Martínez, J.; Maugeri, F. Recovery of Yeast Lipids Using Different Cell Disruption Techniques and Supercritical CO2 Extraction. Biochem. Eng. J. 2017, 125, 230–237. [Google Scholar] [CrossRef]
- Meullemiestre, A.; Breil, C.; Abert-Vian, M.; Chemat, F. Microwave, Ultrasound, Thermal Treatments, and Bead Milling as Intensification Techniques for Extraction of Lipids from Oleaginous Yarrowia Lipolytica Yeast for a Biojetfuel Application. Bioresour. Technol. 2016, 211, 190–199. [Google Scholar] [CrossRef]
- Patel, A.; Arora, N.; Pruthi, V.; Pruthi, P.A. A Novel Rapid Ultrasonication-Microwave Treatment for Total Lipid Extraction from Wet Oleaginous Yeast Biomass for Sustainable Biodiesel Production. Ultrason. Sonochem. 2019, 51, 504–516. [Google Scholar] [CrossRef] [PubMed]
- Kruger, J.S.; Cleveland, N.S.; Yeap, R.Y.; Dong, T.; Ramirez, K.J.; Nagle, N.J.; Lowell, A.C.; Beckham, G.T.; McMillan, J.D.; Biddy, M.J. Recovery of Fuel-Precursor Lipids from Oleaginous Yeast. ACS Sustain. Chem. Eng. 2018, 6, 2921–2931. [Google Scholar] [CrossRef]
- Do Yook, S.; Kim, J.; Woo, H.M.; Um, Y.; Lee, S.M. Efficient Lipid Extraction from the Oleaginous Yeast Yarrowia Lipolytica Using Switchable Solvents. Renew. Energy 2019, 132, 61–67. [Google Scholar] [CrossRef]
- Jin, G.; Yang, F.; Hu, C.; Shen, H.; Zhao, Z.K. Enzyme-Assisted Extraction of Lipids Directly from the Culture of the Oleaginous Yeast Rhodosporidium Toruloides. Bioresour. Technol. 2012, 111, 378–382. [Google Scholar] [CrossRef] [PubMed]
- Folch, J.; Lees, M.; Sloane Stanley, G. A Simple Method for the Isolation and Purification of Total Lipides from Animal Tissues. J. Biol. Chem. 1957, 226, 497–509. [Google Scholar] [CrossRef]
- Bligh, E.G.; Dyer, W.J. Bligh and Dyer Extraction for Yeast. Can. J. Biochem. Physiol. 1959, 37, 9–10. [Google Scholar]
- Yu, X.; Dong, T.; Zheng, Y.; Miao, C.; Chen, S. Investigations on Cell Disruption of Oleaginous Microorganisms: Hydrochloric Acid Digestion Is an Effective Method for Lipid Extraction. Eur. J. Lipid Sci. Technol. 2015, 117, 730–737. [Google Scholar] [CrossRef]
- Sarantou, S.; Stoforos, N.G.; Kalantzi, O.; Papanikolaou, S. Biotechnological Valorization of Biodiesel-Derived Glycerol: Trials with the Non-Conventional Yeasts Yarrowia lipolytica and Rhodosporidium sp. Carbon Resour. Convers. 2021, 4, 61–75. [Google Scholar] [CrossRef]
- Tai, M.; Stephanopoulos, G. Engineering the Push and Pull of Lipid Biosynthesis in Oleaginous Yeast Yarrowia Lipolytica for Biofuel Production. Metab. Eng. 2013, 15, 1–9. [Google Scholar] [CrossRef]
- Qiao, K.; Imam Abidi, S.H.; Liu, H.; Zhang, H.; Chakraborty, S.; Watson, N.; Kumaran Ajikumar, P.; Stephanopoulos, G. Engineering Lipid Overproduction in the Oleaginous Yeast Yarrowia Lipolytica. Metab. Eng. 2015, 29, 56–65. [Google Scholar] [CrossRef] [Green Version]
- Yellapu, S.K.; Bezawada, J.; Kaur, R.; Kuttiraja, M.; Tyagi, R.D. Detergent Assisted Lipid Extraction from Wet Yeast Biomass for Biodiesel: A Response Surface Methodology Approach. Bioresour. Technol. 2016, 218, 667–673. [Google Scholar] [CrossRef]
- Vasaki, M.; Sithan, M.; Ravindran, G.; Paramasivan, B.; Ekambaram, G.; Karri, R.R. Biodiesel Production from Lignocellulosic Biomass Using Yarrowia Lipolytica. Energy Convers. Manag. X 2022, 13, 100167. [Google Scholar] [CrossRef]
- Imatoukene, N.; Koubaa, M.; Perdrix, E.; Benali, M.; Vorobiev, E. Combination of Cell Disruption Technologies for Lipid Recovery from Dry and Wet Biomass of Yarrowia Lipolytica and Using Green Solvents. Process Biochem. 2020, 90, 139–147. [Google Scholar] [CrossRef]
- Drévillon, L.; Koubaa, M.; Vorobiev, E. Lipid Extraction from Yarrowia Lipolytica Biomass Using High-Pressure Homogenization. Biomass Bioenergy 2018, 115, 143–150. [Google Scholar] [CrossRef]
- Katre, G.; Ajmera, N.; Zinjarde, S.; Ravikumar, A. Mutants of Yarrowia Lipolytica Ncim 3589 Grown on Waste Cooking Oil as a Biofactory for Biodiesel Production. Microb. Cell Fact. 2017, 16, 176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Milanesio, J.; Hegel, P.; Medina-González, Y.; Camy, S.; Condoret, J.S. Extraction of Lipids from Yarrowia Lipolytica. J. Chem. Technol. Biotechnol. 2013, 88, 378–387. [Google Scholar] [CrossRef]
- Brief Profile—ECHA. Available online: https://echa.europa.eu/brief-profile/-/briefprofile/100.000.603 (accessed on 29 November 2022).
- Alfonsi, K.; Colberg, J.; Dunn, P.J.; Fevig, T.; Jennings, S.; Johnson, T.A.; Kleine, H.P.; Knight, C.; Nagy, M.A.; Perry, D.A.; et al. Green Chemistry Tools to Influence a Medicinal Chemistry and Research Chemistry Based Organisation. Green Chem. 2008, 10, 31–36. [Google Scholar] [CrossRef]
- Breil, C.; Meullemiestre, A.; Vian, M.; Chemat, F. Bio-Based Solvents for Green Extraction of Lipids from Oleaginous Yeast Biomass for Sustainable Aviation Biofuel. Molecules 2016, 21, 196. [Google Scholar] [CrossRef] [Green Version]
- Hegel, P.E.; Camy, S.; Destrac, P.; Condoret, J.S. Influence of Pretreatments for Extraction of Lipids from Yeast by Using Supercritical Carbon Dioxide and Ethanol as Cosolvent. J. Supercrit. Fluids 2011, 58, 68–78. [Google Scholar] [CrossRef] [Green Version]
- Kassing, M.; Jenelten, U.; Schenk, J.; Strube, J. A New Approach for Process Development of Plant-Based Extraction Processes. Chem. Eng. Technol. 2010, 33, 377–387. [Google Scholar] [CrossRef]
- Kumar, S.P.J.; Prasad, S.R.; Banerjee, R.; Agarwal, D.K.; Kulkarni, K.S.; Ramesh, K.V. Green Solvents and Technologies for Oil Extraction from Oilseeds. Chem. Cent. J. 2017, 11, 9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Egermeier, M.; Russmayer, H.; Sauer, M.; Marx, H. Metabolic Flexibility of Yarrowia Lipolytica Growing on Glycerol. Front. Microbiol. 2017, 8, 49. [Google Scholar] [CrossRef] [PubMed]
- Nastouli, A.; Tsirigka, A.; Harasek, M.; Karabelas, A.J.; Patsios, S.I. The Effect of Heat Sterilization on Key Filtration Performance Parameters of a Commercial Polymeric (PVDF) Hollow-Fiber Ultrafiltration Membrane. Membranes 2022, 12, 725. [Google Scholar] [CrossRef] [PubMed]
- Commission Regulation (EC) Commission Regulation (EC) No 796/2002 of 6 May 2002 Amending Regulation (EEC) No 2568/91 on the Characteristics of Olive Oil and Olive-Pomace Oil and on the Relevant Methods of Analysis and the Additional Notes in the Annex to Council Regulation (EEC) No. Off. J. Eur. Communities 2002, L 128, 8–28.
- Shin, H.Y.; Shim, S.H.; Ryu, Y.J.; Yang, J.H.; Lim, S.M.; Lee, C.G. Lipid Extraction from Tetraselmis Sp. Microalgae for Biodiesel Production Using Hexane-Based Solvent Mixtures. Biotechnol. Bioprocess Eng. 2018, 23, 16–22. [Google Scholar] [CrossRef]
- Saini, R.K.; Prasad, P.; Shang, X.; Keum, Y.S. Advances in Lipid Extraction Methods—A Review. Int. J. Mol. Sci. 2021, 22, 13643. [Google Scholar] [CrossRef]
- Breil, C.; Abert Vian, M.; Zemb, T.; Kunz, W.; Chemat, F. “Bligh and Dyer” and Folch Methods for Solid–Liquid–Liquid Extraction of Lipids from Microorganisms. Comprehension of Solvatation Mechanisms and towards Substitution with Alternative Solvents. Int. J. Mol. Sci. 2017, 18, 708. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Species-Strain | Type of Solvent | Biomass Sample (g) | mg Biomass/mL Solvent | Drying Method | Cell Disruption | Separation | Temperature | Reference |
|---|---|---|---|---|---|---|---|---|
| Y. lipolytica MUCL 28849 | Chl/MeOH 2:1 Chl/MeOH 1:1 Chl/MeOH 1:2 | 0.5 | N/A | Lyophilization | Shaking for 1 day | Centrifugation | RT | [6] |
| Y. lipolytica W29 (ATCC20460) | Chl/MeOH 2:1 | 0.001; WB | 1 | Dried at 60 °C for 2 nights | Vortex for 1 h | Centrifugation | RT | [29] |
| Y. lipolytica E26E1 | Dimethylcyclohexylamine Ethylbutylamine Dipropylamine Chl/MeOH 2:1 | N/A | 1 | N/A | Mixed at 50 rpm | Centrifugation | RT | [23] |
| Y. lipolytica po1g | Chl/MeOH 2:1 | 0.002 | 4 | Dried in oven at 90 °C | Vortex | Centrifugation | RT | [30] |
| Y. lipolytica IFP29 (ATCC 20460) | Chl/MeOH 1:2 | 3; WB/ 0.3; DB | 29.79 | Cold drying under reduced pressure, freeze-drying | Stirring, ultrasonication, bead milling, microwaves | Centrifugation | RT | [20] |
| Y. lipolytica SKY-7 | Chl/MeOH 2:1 | 3.1 ± 0.2; WB/ 0.162; DB | 10.8 | N/A | 4 h in Water Bath (60 °C, 100 rpm) | Centrifugation | RT | [31] |
| Y. lipolytica | Hex/Isop 5:3 | 1 | 50 | Dried under a hot plate | Bead milling | Centrifugation | N/A | [32] |
| Y. lipolytica (strains ACA-DC 5033 and LFMB Y19) | Chl/MeOH 2:1 | 0.3 | 12 | N/A | Shaking or acid hydrolysis | Filtration | N/A | [28] |
| Y. lipolytica modified JMY5289 | Chl/MeOH 2:1 n-Hexane EtOH d-limonene p-cymene Isoamyl acetate Butyl acetate Ethyl acetate | 0.1 | 100 | Freeze-drying Or wet biomass | High-pressure homogenization, bead milling, and shaking | Centrifugation | N/A | [33] |
| Y. lipolytica (JMY 5289) | Chl/MeOH 2:1 n-Hexane | 0.1 | 100 or 1/10 ratio | Lyophilization | High-pressure homogenization, bead milling, and shaking | Centrifugation | RT | [34] |
| Y. lipolytica NCIM 3589 | Chl/MeOH 1:1 | 0.5 | 25 | Dried in oven | Acid treatment and shaking | Filtration | 30 °C | [35] |
| Y. lipolytica | SCCO2 SCCO2/EtOH 9:1 | 20 | N/A | Air dried at 60 °C for 15 h | Milling, rapid decompression, solvent maceration | Centrifugation | 40–60 °C | [36] |
| Level of Values | Factor XA Polar/Non-Polar Ratio | Factor XB Time (Vortex) (h) | Factor XC Dry Biomass/Solvent Ratio (mg/mL) |
|---|---|---|---|
| −1 | 0 | 0.5 | 10 |
| 0 | 0.5 | 1.75 | 40 |
| +1 | 1 | 3 | 70 |
| Run | Factor XA Polar/Non-Polar Ratio | Factor XB Time (Vortex) (h) | Factor XC Dry Biomass/Solvent Ratio (mg/mL) | Response Y1 L/DB (g/g) |
|---|---|---|---|---|
| 1 | 0.5 | 1.75 | 40 | 0.11 |
| 2 | 1 | 1.75 | 40 | 0.11 |
| 3 | 0 | 3 | 70 | 0.04 |
| 4 | 1 | 3 | 70 | 0.11 |
| 5 | 0 | 3 | 10 | 0.06 |
| 6 | 0.5 | 0.5 | 40 | 0.12 |
| 7 | 0 | 1.75 | 40 | 0.05 |
| 8 | 0 | 0.5 | 70 | 0.05 |
| 9 | 0 | 0.5 | 10 | 0.07 |
| 10 | 1 | 3 | 10 | 0.13 |
| 11 | 1 | 1.75 | 40 | 0.10 |
| 12 | 0 | 0.5 | 70 | 0.04 |
| 13 | 1 | 3 | 70 | 0.09 |
| 14 | 1 | 3 | 10 | 0.12 |
| 15 | 1 | 0.5 | 10 | 0.07 |
| 16 | 0.5 | 1.75 | 10 | 0.10 |
| 17 | 0.5 | 3 | 40 | 0.13 |
| 18 | 1 | 0.5 | 70 | 0.08 |
| 19 | 1 | 0.5 | 70 | 0.10 |
| 20 | 0 | 1.75 | 40 | 0.03 |
| 21 | 0 | 0.5 | 70 | 0.03 |
| 22 | 0.5 | 0.5 | 40 | 0.11 |
| 23 | 1 | 1.75 | 40 | 0.10 |
| 24 | 0.5 | 1.75 | 10 | 0.10 |
| 25 | 0.5 | 1.75 | 70 | 0.12 |
| 26 | 0 | 0.5 | 10 | 0.07 |
| 27 | 0.5 | 1.75 | 10 | 0.10 |
| 28 | 0.5 | 3 | 40 | 0.13 |
| 29 | 1 | 3 | 10 | 0.10 |
| 30 | 0 | 0.5 | 10 | 0.06 |
| 31 | 0.5 | 3 | 40 | 0.11 |
| 32 | 0 | 3 | 10 | 0.05 |
| 33 | 0 | 1.75 | 40 | 0.04 |
| 34 | 0.5 | 1.75 | 70 | 0.11 |
| 35 | 0.5 | 1.75 | 40 | 0.11 |
| 36 | 0.5 | 0.5 | 40 | 0.12 |
| 37 | 1 | 0.5 | 10 | 0.07 |
| 38 | 1 | 0.5 | 70 | 0.07 |
| 39 | 1 | 3 | 70 | 0.09 |
| 40 | 0 | 3 | 70 | 0.03 |
| 41 | 0 | 3 | 70 | 0.03 |
| 42 | 0.5 | 1.75 | 70 | 0.11 |
| 43 | 0 | 3 | 10 | 0.05 |
| 44 | 0.5 | 1.75 | 40 | 0.11 |
| 45 | 1 | 0.5 | 10 | 0.09 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 0.0394 | 9 | 0.0044 | 35.20 | <0.0001 |
| XA-Polar/non-polar ratio | 0.0178 | 1 | 0.0178 | 142.92 | <0.0001 |
| XB-Time (Vortex) | 0.0005 | 1 | 0.0005 | 3.86 | 0.0574 |
| XC-Dry biomass/solvent ratio | 0.0007 | 1 | 0.0007 | 5.26 | 0.0280 |
| XAXB | 0.0020 | 1 | 0.0020 | 16.23 | 0.0003 |
| XAXC | 0.0004 | 1 | 0.0004 | 3.35 | 0.0756 |
| XBXC | 0.0001 | 1 | 0.0001 | 1.21 | 0.2794 |
| XA2 | 0.0134 | 1 | 0.0134 | 107.76 | <0.0001 |
| XB2 | 0.0003 | 1 | 0.0003 | 2.76 | 0.1057 |
| XC2 | 0.0003 | 1 | 0.0003 | 2.76 | 0.1057 |
| Residual | 0.0044 | 35 | 0.0001 | ||
| Lack of Fit | 0.0018 | 5 | 0.0004 | 4.30 | 0.0045 |
| Pure Error | 0.0025 | 30 | 0.0001 | ||
| Cor Total | 0.0437 | 44 |
| Type of Solvent (x) | YX/YChl:MeOH | Reference |
|---|---|---|
| MeOH/Hex | 1.25 a | this study |
| Isop/Hex | 0.99 b | |
| MeOH/AcOEt | 1.06 c | |
| Dimethylcyclohexylamine | 1.11 | [23] |
| Ethylbutylamine | 1.08 | |
| Dipropylamine | 0.90 | |
| n-Hex | 0.98 | [33] |
| EtOH | 0.47 | |
| d-limonene | 0.95 | |
| p-cymene | 0.94 | |
| Isoamyl acetate | 0.97 | |
| Butyl acetate | 0.96 | |
| AcOEt | 0.96 | |
| n-Hex | 1.0 | [34] |
| EtOH/AcOEt | 1.0 | [48] |
| SCCO2 | 0.86 | [36] |
| FAME | MeOH/Hex | Isop/Hex | MeOH/AcOEt | MeOH/Chl |
|---|---|---|---|---|
| Palmitic C16:0 (%) | 16.8 ± 0.3 a | 22.7 ± 3.4 | 22.5 ± 0.8 a | 26.4 ± 2.9 |
| Palmitoleic C16:1 (cis-9) (%) | 5.3 ± 0.1 | 4.5 ± 0.9 | 4.1 ± 0.5 | 2.7 ± 1.7 |
| Stearic C18:0 (%) | 12.7 ± 0.7 ab | 17.9 ± 4.4 | 19.1 ± 1.2 a | 17.8 ± 0.6 b |
| Oleic C18:1 (cis-9) (%) | 51.5 ± 1.0 ab | 41.8 ± 5.5 | 42.0 ± 1.2 a | 43.6 ± 1.5 b |
| Linoleic C18:2 (cis-9, 12) (%) | 13.7 ± 0.3 a | 13.1 ± 1.5 | 12.3 ± 0.1 a | 9.5 ± 1.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsirigka, A.; Ntoula, M.; Kontogiannopoulos, K.N.; Karabelas, A.J.; Patsios, S.I. Optimization of Solvent Extraction of Lipids from Yarrowia lipolytica towards Industrial Applications. Fermentation 2023, 9, 35. https://doi.org/10.3390/fermentation9010035
Tsirigka A, Ntoula M, Kontogiannopoulos KN, Karabelas AJ, Patsios SI. Optimization of Solvent Extraction of Lipids from Yarrowia lipolytica towards Industrial Applications. Fermentation. 2023; 9(1):35. https://doi.org/10.3390/fermentation9010035
Chicago/Turabian StyleTsirigka, Asimina, Maria Ntoula, Konstantinos N. Kontogiannopoulos, Anastasios J. Karabelas, and Sotiris I. Patsios. 2023. "Optimization of Solvent Extraction of Lipids from Yarrowia lipolytica towards Industrial Applications" Fermentation 9, no. 1: 35. https://doi.org/10.3390/fermentation9010035