
Continuous Fermentation by Lactobacillus bulgaricus T15 Cells Immobilized in Cross-Linked F127 Hydrogels to Produce ᴅ-Lactic Acid

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Bacterial Strains, Culture Media, and Growth Conditions
2.2. Chemicals and Analytical Instruments
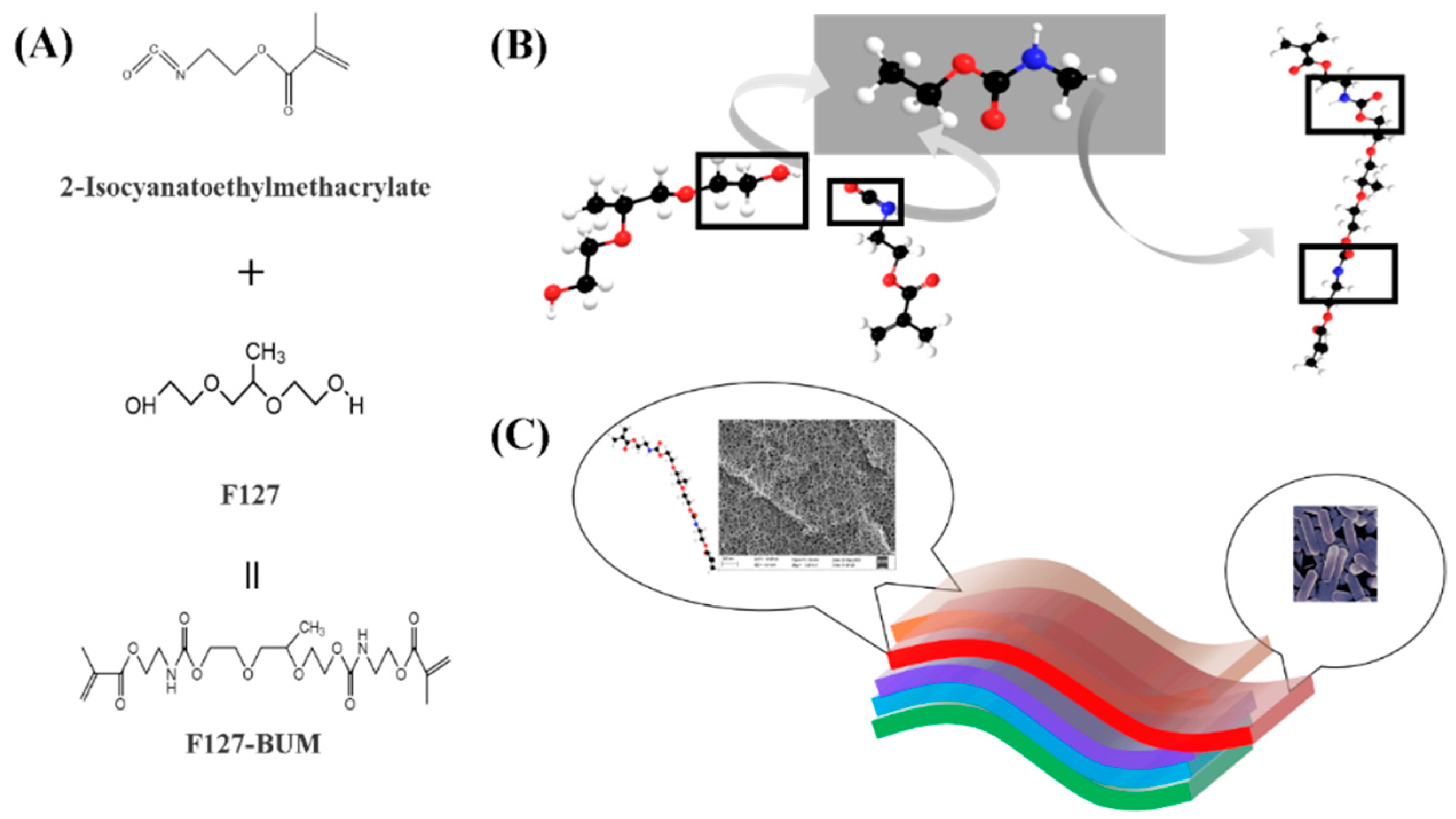
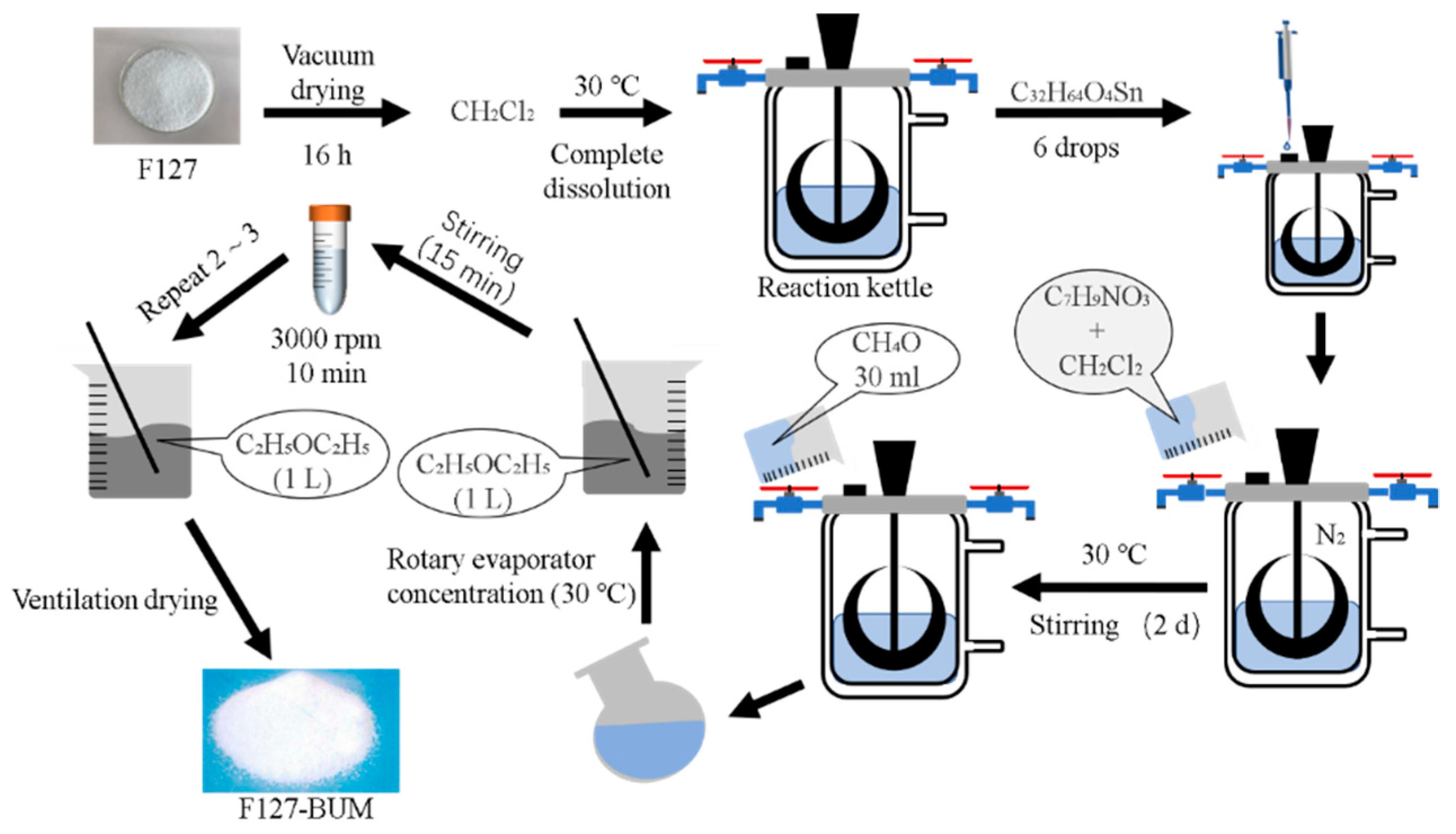
2.3. Chemical Synthesis of Pluronic F127-BUM
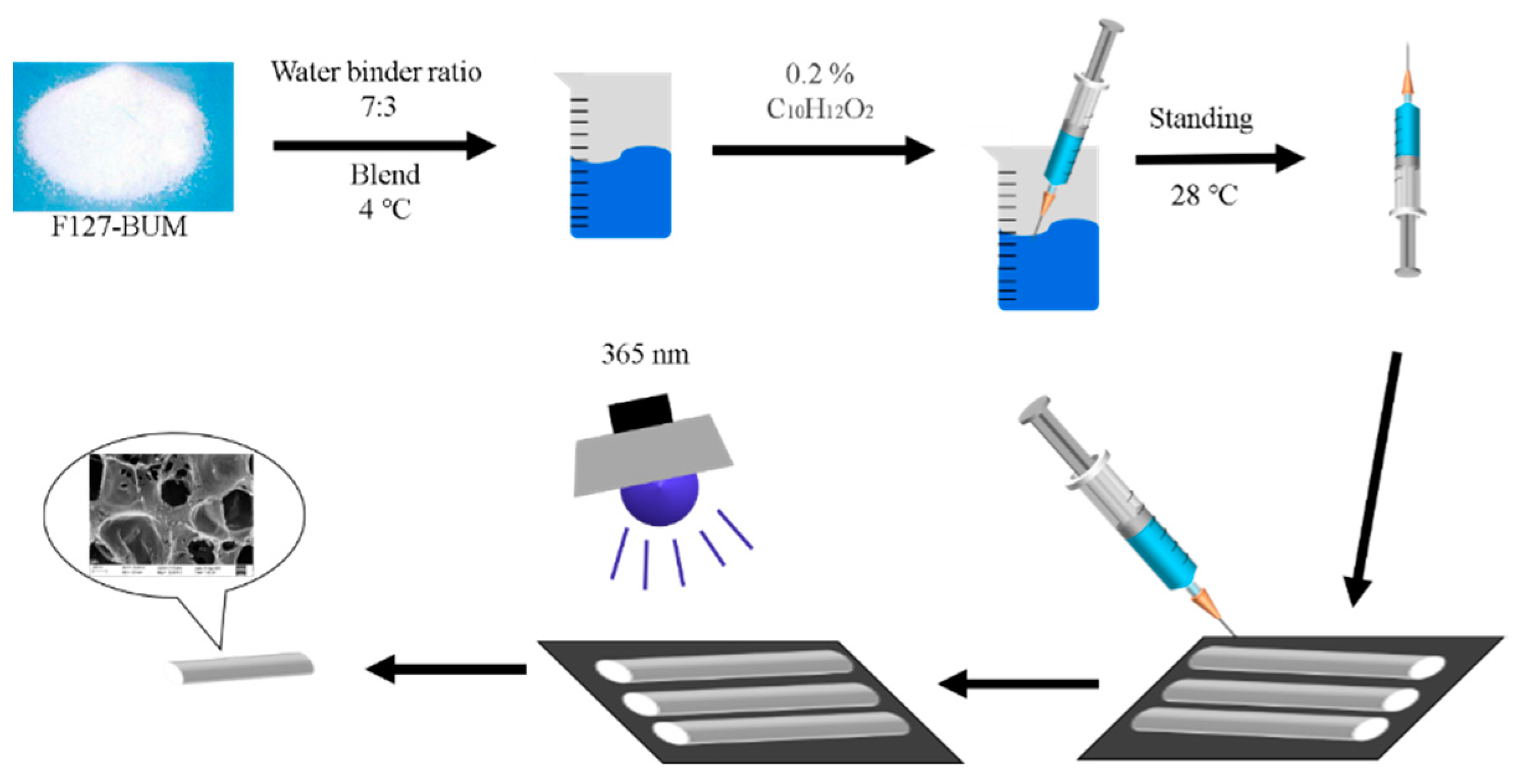
2.4. F127-BUM Generation and Processing
2.5. Immobilization of Lactobacillus T15 Cells in F127-BUM Hydrogel
2.6. Analyses of Physicochemical Properties of F127-BUM
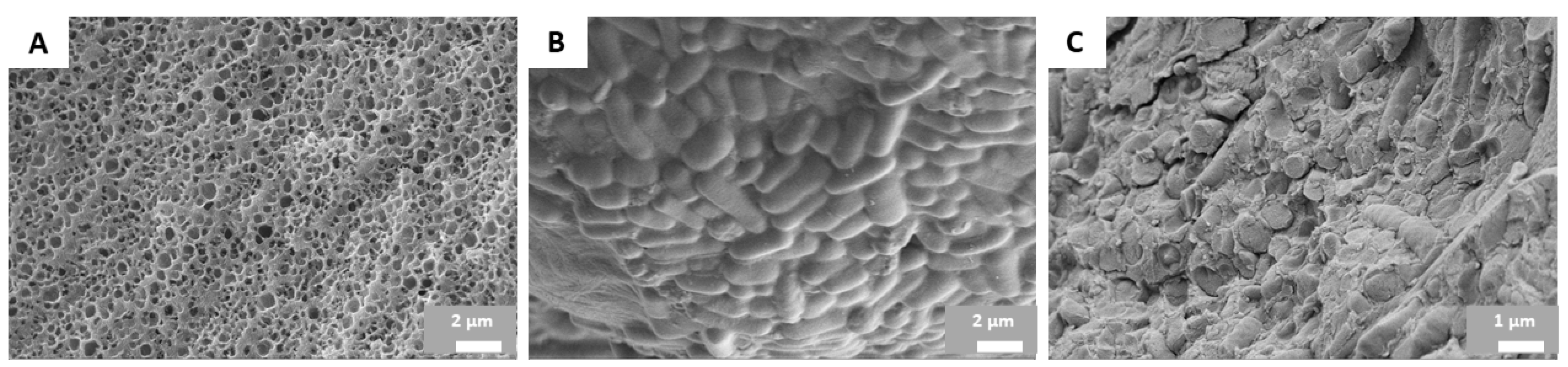
2.6.1. SEM Analysis of Material Structure
2.6.2. Mechanical Properties Analysis of F127-BUM Colloid
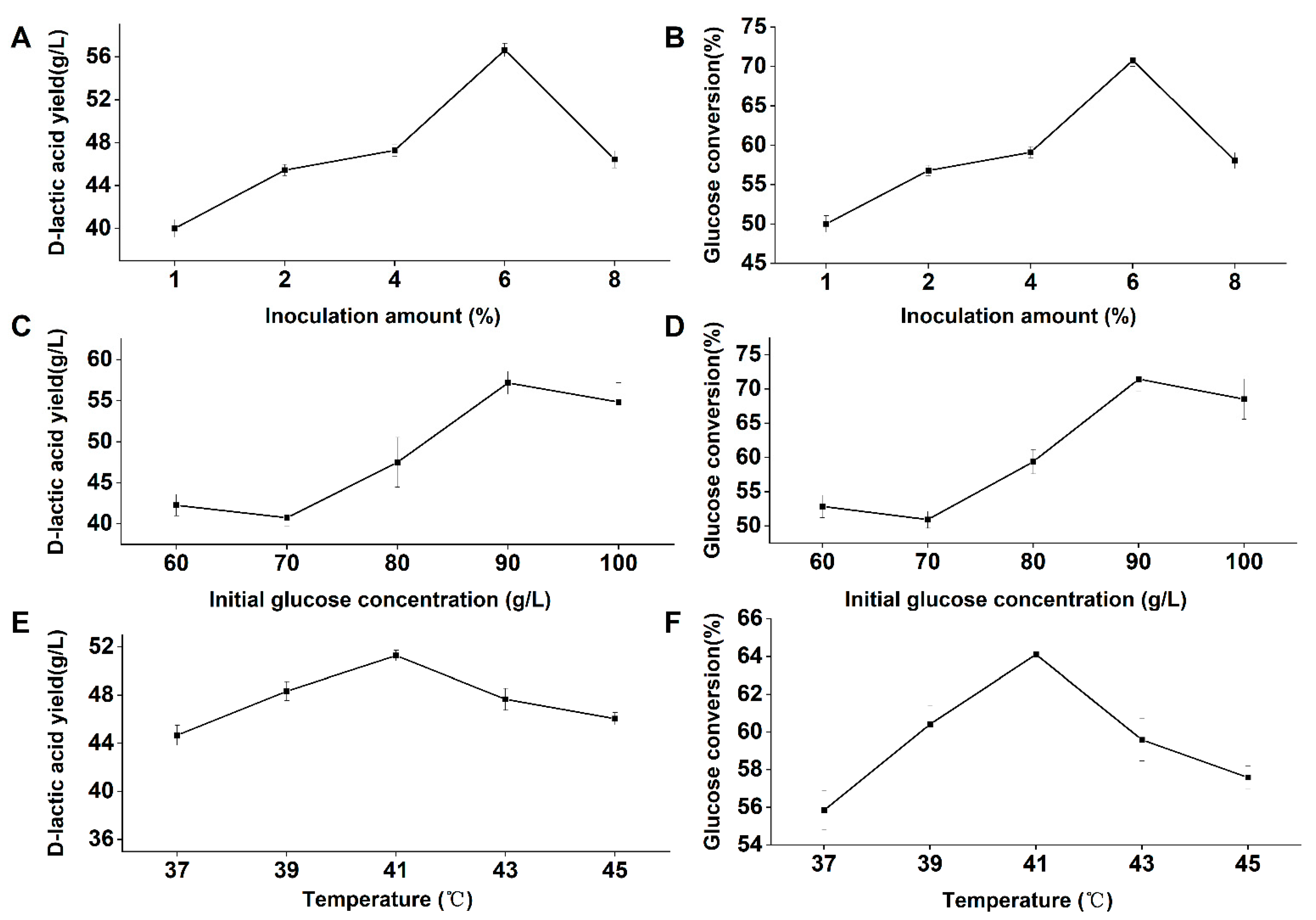
2.7. Determination of Optimum Conditions for Immobilized Cell Fermentation
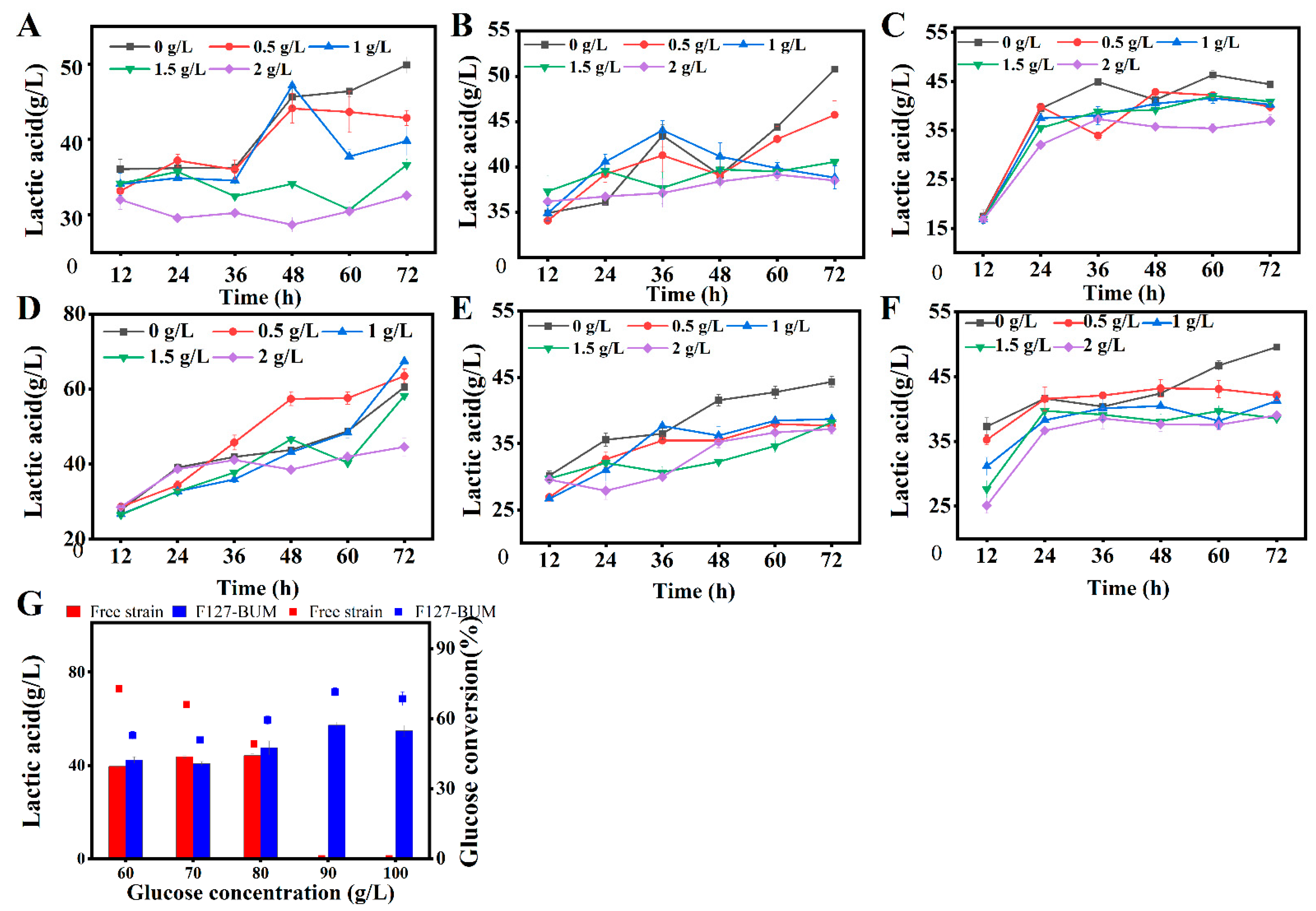
2.8. Analysis of Tolerance to Phenolic Substances and High Concentrations of Glucose
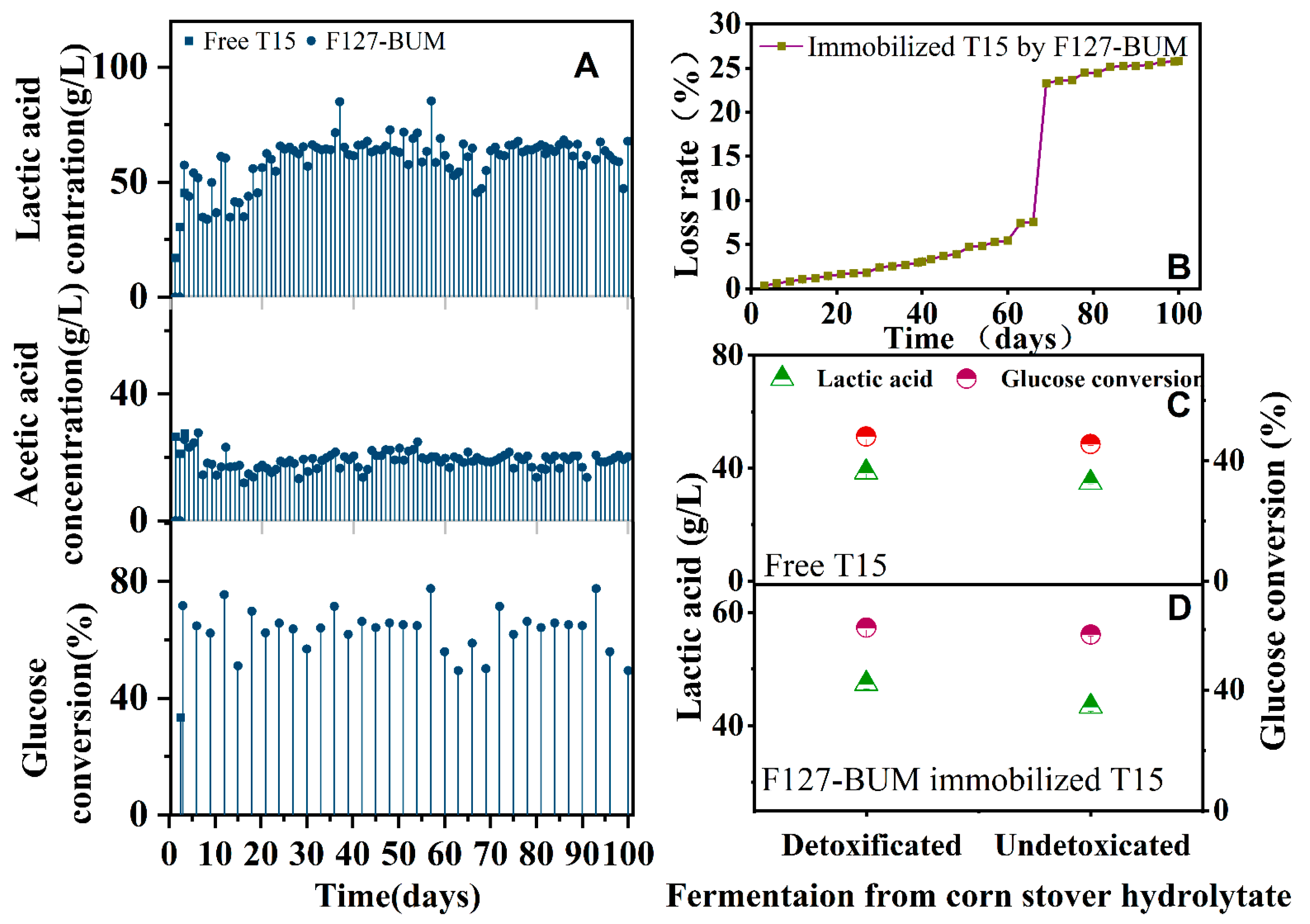
2.9. Repeated Fermentation by Immobilized Cells
2.10. Enzymatic Hydrolysate of Corn Straw as the Sole Carbon Source for D-LA Production
2.11. Determination of D-LA by HPLC
3. Results
3.1. Microstructure and Mechanical Strength of F127-BUM Hydrogel
3.2. Optimal Fermentation Conditions for ᴅ-Lactic Acid Production by Immobilized T15 Cells
3.3. Tolerance of F127-BUM-T15 to Phenolic Compounds and Glucose
3.4. Continuous Fermentation via Immobilized T15 for D-LA Production
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aso, Y.; Tsubaki, M.; Bui Hoang Dang, L.; Murakami, R.; Nagata, K.; Okano, H.; Ngo Thi Phuong, D.; Ohara, H. Continuous production of ᴅ-lactic acid from cellobiose in cell recycle fermentation using beta-glucosidase-displaying Escherichia coli. J. Biosci. Bioeng. 2019, 127, 441–446. [Google Scholar] [CrossRef]
- Wu, M.; Jiang, Y.; Liu, Y.; Mou, L.; Zhang, W.; Xin, F.; Jiang, M. Microbial application of thermophilic Thermoanaerobacterium species in lignocellulosic biorefinery. Appl. Microbiol. Biotechnol. 2021, 105, 5739–5749. [Google Scholar] [CrossRef] [PubMed]
- Chettri, D.; Verma, A.K.; Sarkar, L.; Verma, A.K. Role of extremophiles and their extremozymes in biorefinery process of lignocellulose degradation. Extremophiles 2021, 25, 203–219. [Google Scholar] [CrossRef]
- Gong, P.; Di, W.; Yi, H.; Sun, J.; Zhang, L.; Han, X. Improved viability of spray-dried Lactobacillus bulgaricus sp1.1 embedded in acidic-basic proteins treated with transglutaminase. Food Chem. 2019, 281, 204–212. [Google Scholar] [CrossRef] [PubMed]
- Schroedter, L.; Streffer, F.; Streffer, K.; Unger, P.; Venus, J. Biorefinery Concept Employing Bacillus coagulans: LX-Lignin and L-(+)-Lactic Acid from Lignocellulose. Microorganisms 2021, 9, 1810. [Google Scholar] [CrossRef] [PubMed]
- Dong, M.; Wu, C.; Chen, L.; Zhou, X.; Yang, W.; Xiao, H.; Ji, X.; Dai, H.; Hu, C.; Bian, H. Benzenesulfonic acid-based hydrotropic system for achieving lignocellulose separation and utilization under mild conditions. Bioresour. Technol. 2021, 337, 125379. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Liu, J.; Han, X.; Gao, C.; Ma, C.; Tao, F.; Xu, P. Kinetic characteristics of long-term repeated fed-batch (LtRFb) l-lactic acid fermentation by a Bacillus coagulans strain. Eng. Life Sci. 2020, 20, 562–570. [Google Scholar] [CrossRef]
- Zhang, B.; Wu, L.; Wang, Y.; Li, J.; Zhan, B.; Bao, J. Re-examination of dilute acid hydrolysis of lignocellulose for production of cellulosic ethanol after de-bottlenecking the inhibitor barrier. J. Biotechnol. 2022, 353, 36–43. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Zhai, R.; Jiang, X.; Chen, X.; Yuan, X.; Liu, Z.; Jin, M. Boosting Ethanol Productivity of Zymomonas mobilis 8b in Enzymatic Hydrolysate of Dilute Acid and Ammonia Pretreated Corn Stover Through Medium Optimization, High Cell Density Fermentation and Cell Recycling. Front. Microbiol. 2019, 10, 2316. [Google Scholar] [CrossRef] [Green Version]
- Kirkness, M.W.H.; Korosec, C.S.; Forde, N.R. Modified Pluronic F127 Surface for Bioconjugation and Blocking Nonspecific Adsorption of Microspheres and Biomacromolecules. Langmuir 2018, 34, 13550–13557. [Google Scholar] [CrossRef]
- Peng, S.; Lin, J.Y.; Cheng, M.H.; Wu, C.W.; Chu, I.M. A cell-compatible PEO-PPO-PEO (Pluronic®)-based hydrogel stabilized through secondary structures. Mater. Sci. Eng. C Mater. Biol. Appl. 2016, 69, 421–428. [Google Scholar] [CrossRef]
- Wang, J.; Meng, X.; Yuan, Z.; Tian, Y.; Bai, Y.; Jin, Z. Acrylated Composite Hydrogel Preparation and Adsorption Kinetics of Methylene Blue. Molecules 2017, 22, 1824. [Google Scholar] [CrossRef] [Green Version]
- Marcial-Coba, M.S.; Saaby, L.; Knøchel, S.; Nielsen, D.S. Dark chocolate as a stable carrier of microencapsulated Akkermansia muciniphila and Lactobacillus casei. FEMS Microbiol. Lett. 2019, 366, fny290. [Google Scholar] [CrossRef]
- Thakur, S.; Pandey, S.; Arotiba, O.A. Development of a sodium alginate-based organic/inorganic superabsorbent composite hydrogel for adsorption of methylene blue. Carbohydr. Polym. 2016, 153, 34–46. [Google Scholar] [CrossRef]
- Grewal, P.S.; Modavi, C.; Russ, Z.N.; Harris, N.C.; Dueber, J.E. Bioproduction of a betalain color palette in Saccharomyces cerevisiae. Metab. Eng. 2018, 45, 180–188. [Google Scholar] [CrossRef]
- Dung, T.H.; Huong, L.T.; Yoo, H. Morphological Feature of Pluronic F127 and Its Application in Burn Treatment. J. Nanosci. Nanotechnol. 2018, 18, 829–832. [Google Scholar] [CrossRef]
- Saha, A.; Johnston, T.G.; Shafranek, R.T.; Goodman, C.J.; Zalatan, J.G.; Storti, D.W.; Ganter, M.A.; Nelson, A. Additive Manufacturing of Catalytically Active Living Materials. ACS Appl. Mater. Interfaces 2018, 10, 13373–13380. [Google Scholar] [CrossRef]
- Niwas, R.; Singh, V.; Singh, R.; Pant, G.; Mitra, K.; Tripathi, C.K. Cholesterol oxidase production from entrapped cells of Streptomyces sp. J. Basic Microbiol. 2014, 54, 1233–1239. [Google Scholar] [CrossRef]
- Tsoi, R.; Wu, F.; Zhang, C.; Bewick, S.; Karig, D.; You, L. Metabolic division of labor in microbial systems. Proc. Natl. Acad. Sci. USA 2018, 115, 2526–2531. [Google Scholar] [CrossRef] [Green Version]
- Thommes, M.; Wang, T.; Zhao, Q.; Paschalidis, I.C.; Segrè, D. Designing Metabolic Division of Labor in Microbial Communities. mSystems 2019, 4, e00263-18. [Google Scholar] [CrossRef] [Green Version]
- Roell, G.W.; Zha, J.; Carr, R.R.; Koffas, M.A.; Fong, S.S.; Tang, Y.J. Engineering microbial consortia by division of labor. Microb. Cell Fact 2019, 18, 35. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chatterjee, S.; Hui, P.C.; Wat, E.; Kan, C.W.; Leung, P.C.; Wang, W. Drug delivery system of dual-responsive PF127 hydrogel with polysaccharide-based nano-conjugate for textile-based transdermal therapy. Carbohydr. Polym. 2020, 236, 116074. [Google Scholar] [CrossRef] [PubMed]
- Butelmann, T.; Priks, H.; Parent, Z.; Johnston, T.G.; Tamm, T.; Nelson, A.; Lahtvee, P.J.; Kumar, R. Metabolism Control in 3D-Printed Living Materials Improves Fermentation. ACS Appl. Bio Mater. 2021, 4, 7195–7203. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Zhu, X.; Wen, X.; Zhou, Y.; Zhou, L.; Li, H.; Tao, L.; Li, Q.; Du, S.; Liu, T.; et al. Coupling N2 and CO2 in H2O to synthesize urea under ambient conditions. Nat. Chem. 2020, 12, 717–724. [Google Scholar] [CrossRef]
- Müller, M.; Becher, J.; Schnabelrauch, M.; Zenobi-Wong, M. Nanostructured Pluronic hydrogels as bioinks for 3D bioprinting. Biofabrication 2015, 7, 035006. [Google Scholar] [CrossRef]
- Peng, S.; Hung, W.L.; Peng, Y.S.; Chu, I.M. Oligoalanine-modified Pluronic-F127 nanocarriers for the delivery of curcumin with enhanced entrapment efficiency. J. Biomater. Sci. Polym. Ed. 2014, 25, 1225–1239. [Google Scholar] [CrossRef]
- Vishnu Prasad, J.; Sahoo, T.K.; Naveen, S.; Jayaraman, G. Evolutionary engineering of Lactobacillus bulgaricus reduces enzyme usage and enhances conversion of lignocellulosics to ᴅ-lactic acid by simultaneous saccharification and fermentation. Biotechnol. Biofuels 2020, 13, 171. [Google Scholar] [CrossRef]
- Johnston, T.G.; Yuan, S.F.; Wagner, J.M.; Yi, X.; Saha, A.; Smith, P.; Nelson, A.; Alper, H.S. Compartmentalized microbes and co-cultures in hydrogels for on-demand bioproduction and preservation. Nat. Commun. 2020, 11, 563. [Google Scholar] [CrossRef]
- Chen, Q.; Zhou, T.; Cheng, H.; Han, X. Gel characteristics of low acyl/high acyl composite acidic gellan gels. J. Agric. Mach. 2020, 51, 360–365. (In Chinese) [Google Scholar]
- Shao, L.; Chen, H.; Li, Y.; Li, J.; Chen, G.; Wang, G. Pretreatment of corn stover via sodium hydroxide-urea solutions to improve the glucose yield. Bioresour. Technol. 2020, 307, 123191. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Capsule Diameter (mm) | Aperture Size (μm) | Stressed (N) | ELT (Pa) | Hencky Stress (kPa) | Hencky Strain | WHC (%) | |
|---|---|---|---|---|---|---|---|
| Calcium alginate 0.75% (v/v) | 2.5 ± 0.28 | 19.625 ± 0.43 | 1654.33 ± 26.41 | 61.77 ± 8.87 | 40.725 ± 0.29 | 0.66 ± 0.33 | 0.324 ± 0.74 |
| LA-GAGR 1.8% (v/v) | 2.5 ± 0.75 | 0.977 ± 0.77 | 1922 ± 25.98 | 146.38 ± 27.99 | 91.684 ± 0.11 | 0.67 ± 0.43 | 0.64 ± 0.82 |
| F127-BUM-T15 30% (v/v) | 2.5 ± 0.48 | 0.534 ± 0.31 | 5818 ± 16.36 | 258 ± 10.59 | 159.112 ± 0.18 | 0.646 ± 67 | 0.856 ± 0.47 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Wang, G.; Chen, H.; Zhang, S.; Li, Y.; Guo, M.; Liu, J.; Chen, G. Continuous Fermentation by Lactobacillus bulgaricus T15 Cells Immobilized in Cross-Linked F127 Hydrogels to Produce ᴅ-Lactic Acid. Fermentation 2022, 8, 360. https://doi.org/10.3390/fermentation8080360
Guo Y, Wang G, Chen H, Zhang S, Li Y, Guo M, Liu J, Chen G. Continuous Fermentation by Lactobacillus bulgaricus T15 Cells Immobilized in Cross-Linked F127 Hydrogels to Produce ᴅ-Lactic Acid. Fermentation. 2022; 8(8):360. https://doi.org/10.3390/fermentation8080360
Chicago/Turabian StyleGuo, Yongxin, Gang Wang, Huan Chen, Sitong Zhang, Yanli Li, Mingzhu Guo, Juan Liu, and Guang Chen. 2022. "Continuous Fermentation by Lactobacillus bulgaricus T15 Cells Immobilized in Cross-Linked F127 Hydrogels to Produce ᴅ-Lactic Acid" Fermentation 8, no. 8: 360. https://doi.org/10.3390/fermentation8080360