
The Role of Emergent Processing Technologies in Beer Production

Abstract
:
1. Introduction
2. Brewing Raw Materials

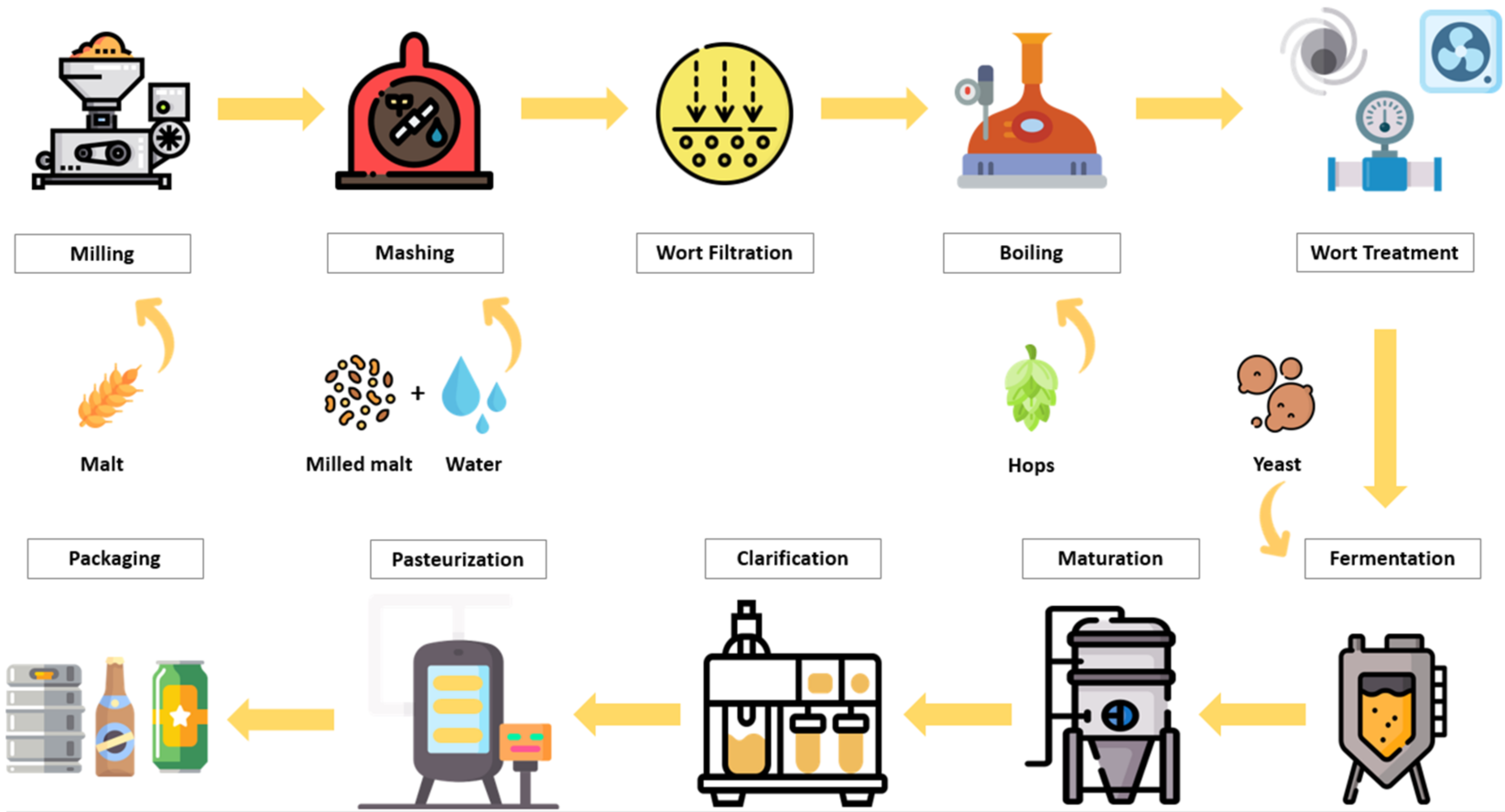
3. Brewing Process
4. Processing Technologies for the Brewing Industry
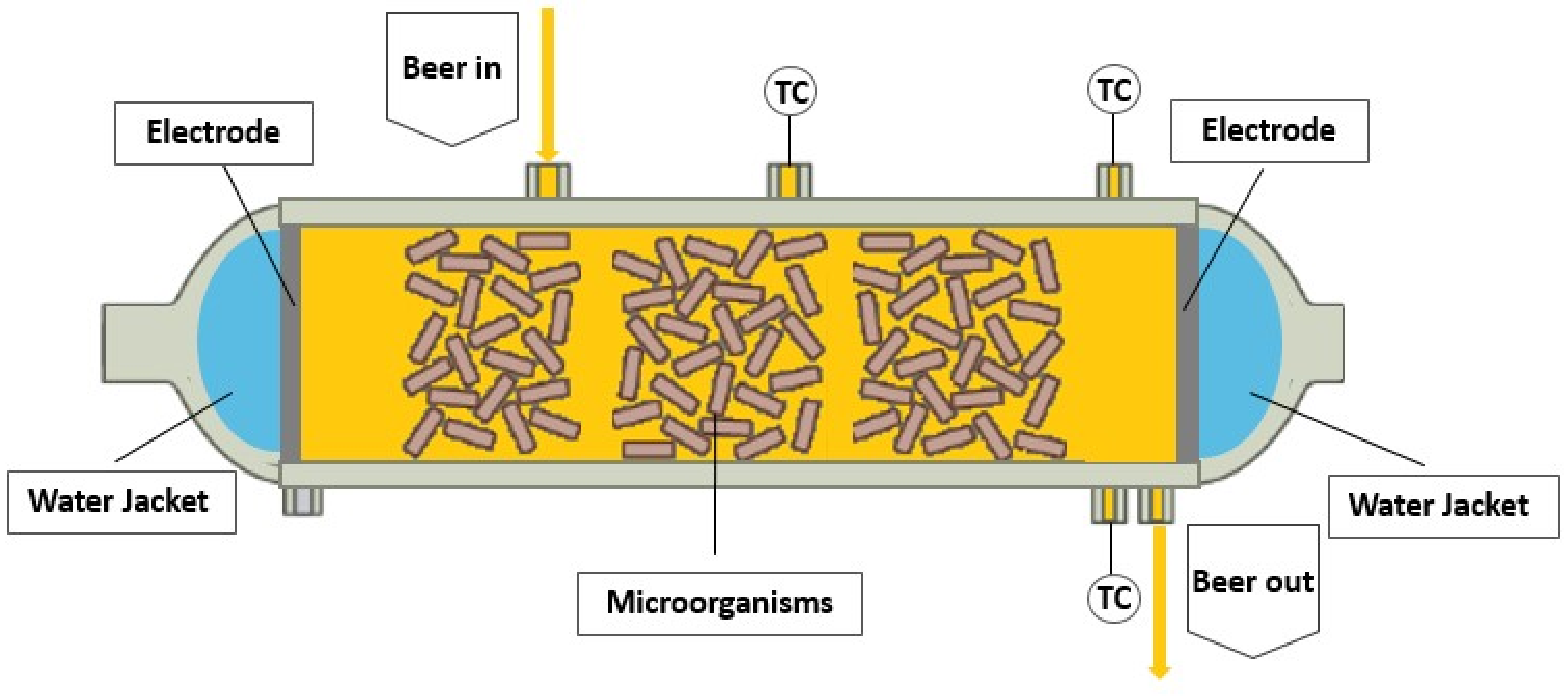
4.1. PEF
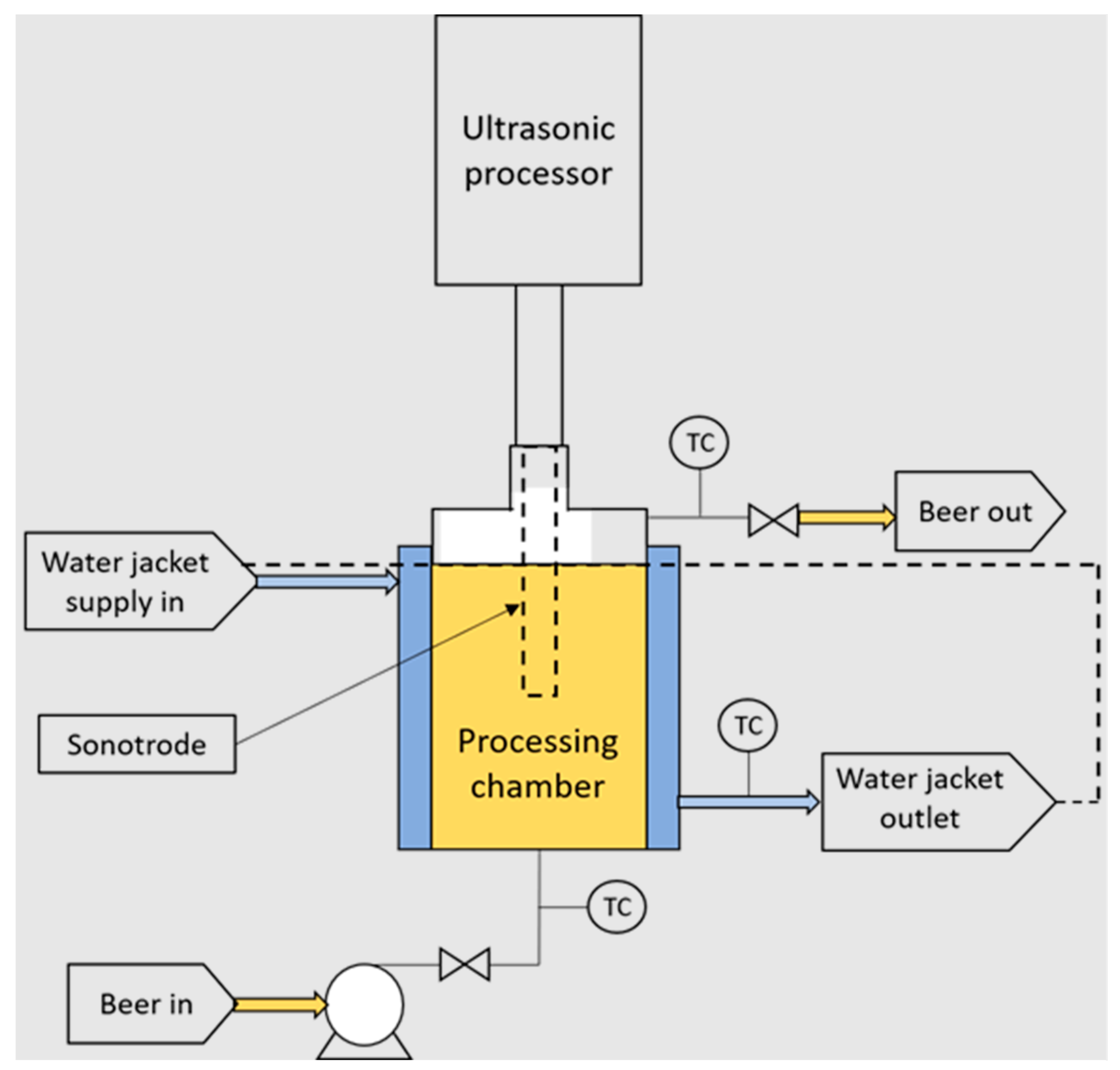
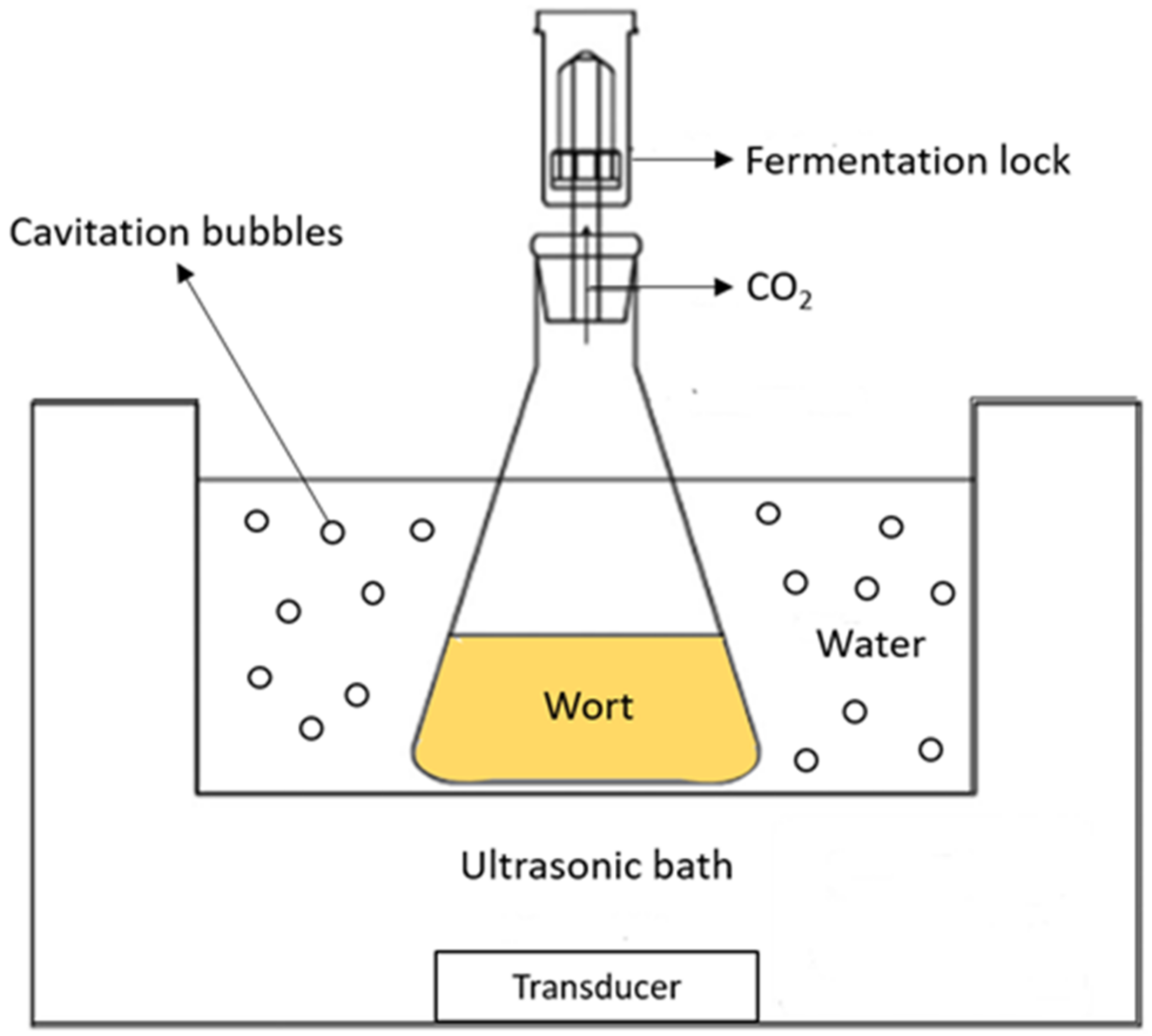
4.2. US
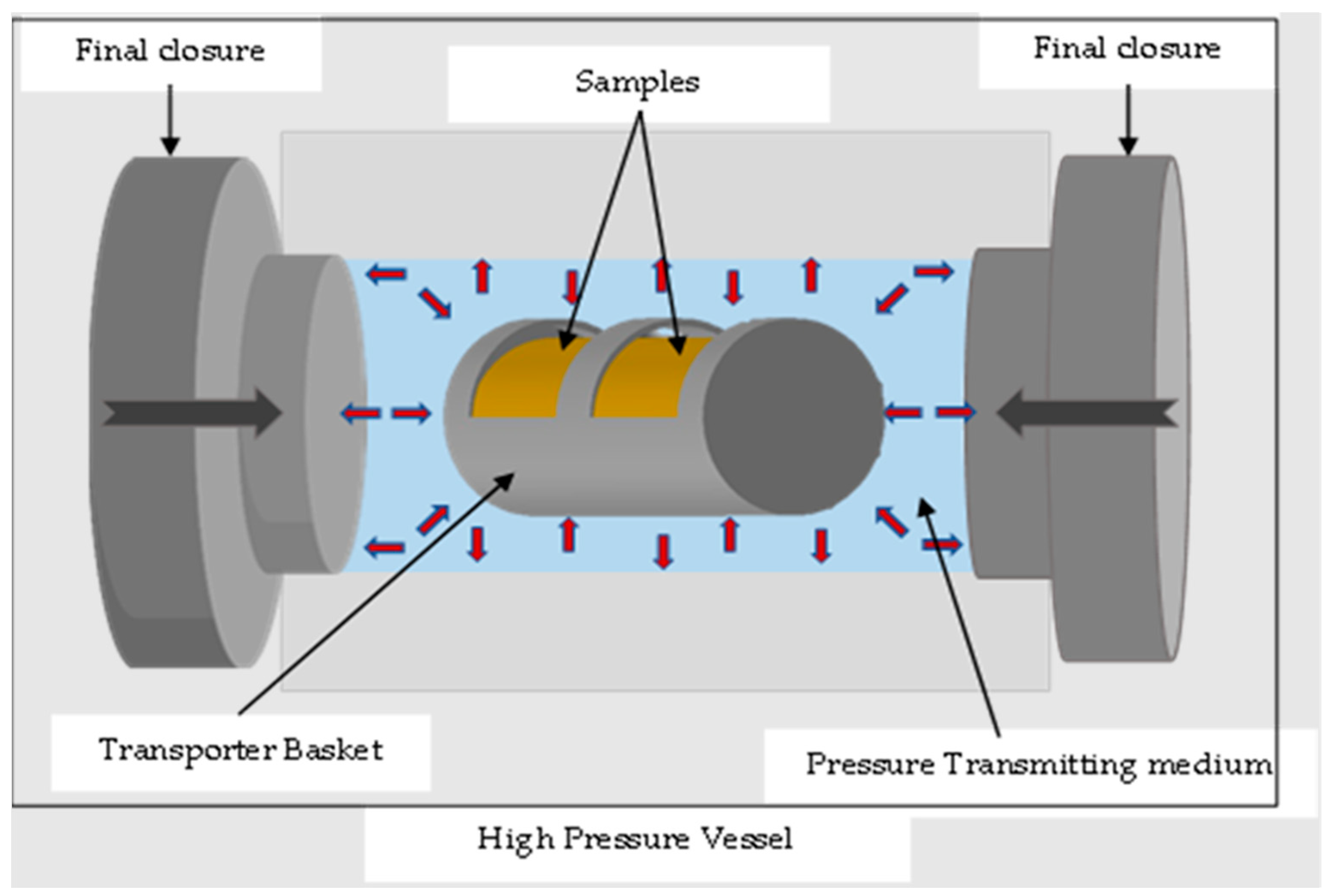
4.3. HPP
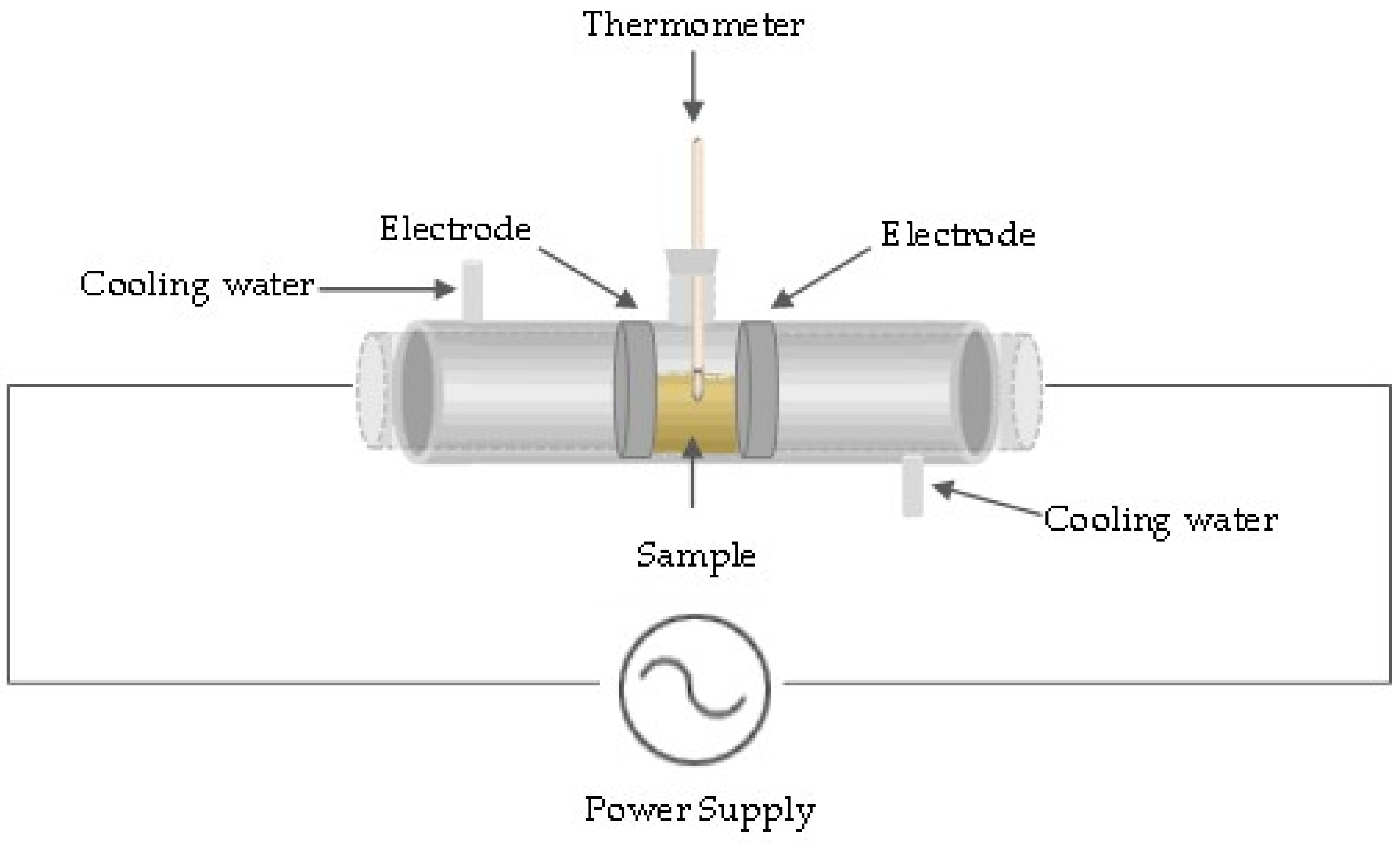
4.4. OH
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sewell, S.L. The Spatial Diffusion of Beer from Its Sumerian Origins to Today. In The Geography of Beer: Regions, Environment, and Societies; Springer: Berlin/Heidelberg, Germany, 2014; pp. 23–29. ISBN 9789400777873. [Google Scholar]
- Paiva, R.A.M.; Mutz, Y.S.; Conte-Junior, C.A. A Review on the Obtaining of Functional Beers by Addition of Non-Cereal Adjuncts Rich in Antioxidant Compounds. Antioxidants 2021, 10, 1332. [Google Scholar] [CrossRef] [PubMed]
- Rachwał, K.; Waśko, A.; Gustaw, K.; Polak-Berecka, M. Utilization of Brewery Wastes in Food Industry. PeerJ 2020, 8, e9427. [Google Scholar] [CrossRef] [PubMed]
- Statista Beer Production Worldwide from 1998 to 2021. Available online: https://www.statista.com/statistics/270275/worldwide-beer-production/ (accessed on 4 October 2022).
- Březinová, M. Beer Industry in the Czech Republic: Reasons for Founding a Craft Brewery. Sustainability 2021, 13, 9680. [Google Scholar] [CrossRef]
- Jantyik, L.; Balogh, J.M.; Török, Á. What Are the Reasons behind the Economic Performance of the Hungarian Beer Industry? The Case of the Hungarian Microbreweries. Sustainability 2021, 13, 2829. [Google Scholar] [CrossRef]
- Aquilani, B.; Laureti, T.; Poponi, S.; Secondi, L. Beer Choice and Consumption Determinants When Craft Beers Are Tasted: An Exploratory Study of Consumer Preferences. Food Qual. Prefer. 2015, 41, 214–224. [Google Scholar] [CrossRef]
- Baiano, A. Craft Beer: An Overview. Compr. Rev. Food Sci. Food Saf. 2021, 20, 1829–1856. [Google Scholar] [CrossRef]
- Machado, J.C.; Faria, M.A.; Ferreira, I.M.P.L.V.O. Hops: New Perspectives for an Old Beer Ingredient. In Natural Beverages; Elsevier: Amsterdam, The Netherlands, 2019; pp. 280–282. [Google Scholar]
- Jesús Callejo, M.; Tesfaye, W.; Carmen González, M.; Morata, A. Craft Beers: Current Situation and Future Trends. In New Advances on Fermentation Processes; IntechOpen: London, UK, 2020. [Google Scholar]
- Violino, S.; Figorilli, S.; Costa, C.; Pallottino, F. Internet of Beer: A Review on Smart Technologies from Mash to Pint. Foods 2020, 9, 950. [Google Scholar] [CrossRef]
- Salanță, L.C.; Coldea, T.E.; Ignat, M.V.; Pop, C.R.; Tofană, M.; Mudura, E.; Borșa, A.; Pasqualone, A.; Zhao, H. Non-Alcoholic and Craft Beer Production and Challenges. Processes 2020, 8, 1382. [Google Scholar] [CrossRef]
- Craine, E.B.; Bramwell, S.; Ross, C.F.; Murphy, K.M. From Ground to Glass: Evaluation of Unique Barley Varieties for Craft Malting, Craft Brewing, and Consumer Sensory. Beverages 2022, 8, 30. [Google Scholar] [CrossRef]
- Olivares-Galván, S.; Marina, M.L.; García, M.C. Extraction of Valuable Compounds from Brewing Residues: Malt Rootlets, Spent Hops, and Spent Yeast. Trends Food Sci. Technol. 2022, 127, 181–197. [Google Scholar] [CrossRef]
- Pferdmenges, L.E.; Schröter, A.; Lohmayer, R.; Striegel, L.; Rychlik, M.; Müller, A.; Meinhardt, A.K.; Trierweiler, B.; Hartmann, B.M.; Frommherz, L. Characterization of the Nutrient Composition of German Beer Styles for the German Nutrient Database. J. Food Compos. Anal. 2022, 105, 104181. [Google Scholar] [CrossRef]
- Punčochářová, L.; Pořízka, J.; Diviš, P.; Štursa, V. Study of the Influence of Brewing Water on Selected Analytes in Beer Study of the Influence of Brewing Water on Selected Analytes in Beer View Project Authentification of Wine View Project. Potravin. Slovak J. Food Sci. 2019, 13, 507–514. [Google Scholar] [CrossRef] [Green Version]
- Agwanande Ambindei, W.; Dibengue, D.; Florentin, J.; Pride Ndasi, N.; Afek, A.A.; Bienvenu, S.; Jong, N.E. Optimisation of Malting of Cameroonian Rice (Oryza Sativa) Cultivars for Beer Production. J. Brew. Distill. 2022, 11, 1–17. [Google Scholar] [CrossRef]
- Yin Tan, W.; Li, M.; Devkota, L.; Attenborough, E.; Dhital, S. Mashing Performance as a Function of Malt Particle Size in Beer Production. Crit. Rev. Food Sci. Nutr. 2021, 1–16. [Google Scholar] [CrossRef] [PubMed]
- De Schepper, C.F.; Buvé, C.; Van Loey, A.M.; Courtin, C.M. A Kinetic Study on the Thermal Inactivation of Barley Malt α-Amylase and β-Amylase during the Mashing Process. Food Res. Int. 2022, 157, 111201. [Google Scholar] [CrossRef] [PubMed]
- Yang, D.; Gao, X. Progress of the Use of Alternatives to Malt in the Production of Gluten-Free Beer. Crit. Rev. Food Sci. Nutr. 2020, 62, 2820–2835. [Google Scholar] [CrossRef]
- Hung, N.T.; Thuy, N.T.; Ha, N.C. Evaluation of Using the Rice in Mekong Delta for Beer Making: Nutritional, Heat Resistant, Protease Resistant and Inhibitor Properties of Protein. J. Food Process. Preserv. 2022, e17222. [Google Scholar] [CrossRef]
- Da Rosa Almeida, R.; de Oliveira Brisola Maciel, M.V.; Machado, M.H.; Bazzo, G.C.; de Armas, R.D.; Vitorino, V.B.; Vitali, L.; Block, J.M.; Barreto, P.L.M. Bioactive Compounds and Antioxidant Activities of Brazilian Hop (Humulus Lupulus L.) Extracts. Int. J. Food Sci. Technol. 2020, 55, 340–347. [Google Scholar] [CrossRef]
- Kimura, M.; Ito, T.; Sato, H.; Higashi, M. Theoretical Study on Isomerization of α-Acids: A DFT Calculation. Food Chem. 2021, 364, 130418. [Google Scholar] [CrossRef]
- Féchir, M.; Weaver, G.; Roy, C.; Shellhammer, T.H. Exploring the Regional Identity of Cascade and Mosaic® Hops Grown at Different Locations in Oregon and Washington. J. Am. Soc. Brew. Chem. 2022. [Google Scholar] [CrossRef]
- Sahaya Glingston, R.; Yadav, J.; Rajpoot, J.; Joshi, N.; Nagotu, S. Contribution of Yeast Models to Virus Research. Appl. Microbiol. Biotechnol. 2021, 105, 4855–4878. [Google Scholar] [CrossRef]
- Iorizzo, M.; Coppola, F.; Letizia, F.; Testa, B.; Sorrentino, E. Processes Role of Yeasts in the Brewing Process: Tradition and Innovation. Processes 2021, 9, 839. [Google Scholar] [CrossRef]
- Freepik Company, S.L. Flaticon Free Icons. Available online: https://www.flaticon.com/ (accessed on 8 November 2022).
- Mosher, M.; Trantham, K. Milling and Mashing. In Brewing Science: A Multidisciplinary Approach; Springer: Berlin/Heidelberg, Germany, 2021; pp. 167–197. [Google Scholar] [CrossRef]
- Bachmann, S.A.L.; Calvete, T.; Féris, L.A. Potential Applications of Brewery Spent Grain: Critical an Overview. J. Environ. Chem. Eng. 2022, 10, 106951. [Google Scholar] [CrossRef]
- Aredes, R.S.; Peixoto, F.C.; Sphaier, L.A.; Marques, F.F. de C. Evaluation of Craft Beers through the Direct Determination of Amino Acids by Capillary Electrophoresis and Principal Component Analysis. Food Chem. 2021, 344, 128572. [Google Scholar] [CrossRef]
- De Schepper, C.F.; Michiels, P.; Buvé, C.; Van Loey, A.M.; Courtin, C.M. Starch Hydrolysis during Mashing: A Study of the Activity and Thermal Inactivation Kinetics of Barley Malt α-Amylase and β-Amylase. Carbohydr. Polym. 2021, 255, 117494. [Google Scholar] [CrossRef]
- Blšáková, L.; Gregor, T.; Mešt’ánek, M.; Hřivna, L.; Kumbár, V. The Use of Unconventional Malts in Beer Production and Their Effect on the Wort Viscosity. Foods 2021, 11, 31. [Google Scholar] [CrossRef]
- Hennemann, M.; Gastl, M.; Becker, T. Influence of Particle Size Uniformity on the Filter Cake Resistance of Physically and Chemically Modified Fine Particles. Sep. Purif. Technol. 2021, 272, 118966. [Google Scholar] [CrossRef]
- Adetokunboh, A.H.; Obilana, A.O.; Jideani, V.A. Physicochemical Characteristics of Bambara Groundnut Speciality Malts and Extract. Molecules 2022, 27, 4332. [Google Scholar] [CrossRef] [PubMed]
- Kalb, V.; Seewald, T.; Hofmann, T.; Granvogl, M. Investigations into the Ability to Reduce Cinnamic Acid as Undesired Precursor of Toxicologically Relevant Styrene in Wort by Different Barley to Wheat Ratios (Grain Bill) during Mashing. J. Agric. Food Chem. 2021, 69, 9450. [Google Scholar] [CrossRef]
- Ciont, C.; Epuran, A.; Kerezsi, A.D.; Coldea, T.E.; Mudura, E.; Pasqualone, A.; Zhao, H.; Suharoschi, R.; Vriesekoop, F.; Pop, O.L. Beer Safety: New Challenges and Future Trends within Craft and Large-Scale Production. Foods 2022, 11, 2693. [Google Scholar] [CrossRef]
- Bhonsale, S.; Mores, W.; Van Impe, J.; Gonzalez Viejo, C.; Fuentes, S. Dynamic Optimisation of Beer Fermentation under Parametric Uncertainty. Fermentation 2021, 7, 285. [Google Scholar] [CrossRef]
- Donnelly, D.; Blanchard, L.; Dabros, M.; O’Hara, S.; Brabazon, D.; Foley, G.; Freeland, B. Fed-Batch System for Propagation of Brewer’s Yeast. J. Am. Soc. Brew. Chem. 2021, 80, 190–200. [Google Scholar] [CrossRef]
- Liu, S.; Kerr, E.D.; Pegg, C.L.; Schulz, B.L. Proteomics and Glycoproteomics of Beer and Wine. Proteomics 2022, 22, 2100329. [Google Scholar] [CrossRef] [PubMed]
- Sclifos, A.; Scutaru, I. The Influence of Microorganisms on Beer Quality. J. Eng. Sci. 2022, 29, 161–171. [Google Scholar] [CrossRef] [PubMed]
- Madrera, R.R.; Bedriñana, R.P.; Valles, B.S. Evaluation of Indigenous Non-Saccharomyces Cider Yeasts for Use in Brewing. Eur. Foor Res. Technol. 2021, 247, 819–828. [Google Scholar] [CrossRef]
- Postigo, V.; García, M.; Cabellos, J.M.; Arroyo, T. Wine Saccharomyces Yeasts for Beer Fermentation. Fermentation 2021, 7, 290. [Google Scholar] [CrossRef]
- Mosher, M.; Trantham, K. The Purpose of Maturation. In Brewing Science: A Multidisciplinary Approach; Springer: Berlin/Heidelberg, Germany, 2021; pp. 332–333. ISBN 978-3-030-73419-0. [Google Scholar]
- Kahle, E.-M.; Zarnkow, M.; Jacob, F. Beer Turbidity Part 1: A Review of Factors and Solutions. J. Am. Soc. Brew. Chem. 2020, 79, 99–114. [Google Scholar] [CrossRef]
- Rogener, F. Filtration Technology for Beer and Beer Yeast Treatment. In IOP Conference Series Earth and Environmental Science; IOP Publishing: Bristol, UK, 2021. [Google Scholar] [CrossRef]
- Milani, E.A.; Silva, F.V.M. Pasteurization of Beer by Non-Thermal Technologies. Front. Food Sci. Technol. 2022, 1, 798676. [Google Scholar] [CrossRef]
- Nunes Filho, R.C.; Galvan, D.; Effting, L.; Terhaag, M.M.; Yamashita, F.; de Toledo Benassi, M.; Spinosa, W.A. Effects of Adding Spices with Antioxidants Compounds in Red Ale Style Craft Beer: A Simplex-Centroid Mixture Design Approach. Food Chem. 2021, 365, 130478. [Google Scholar] [CrossRef]
- Walkling-Ribeiro, M.; Rodríguez-González, O.; Jayaram, S.H.; Griffiths, M.W. Processing Temperature, Alcohol and Carbonation Levels and Their Impact on Pulsed Electric Fields (PEF) Mitigation of Selected Characteristic Microorganisms in Beer. Food Res. Int. 2011, 44, 2524–2533. [Google Scholar] [CrossRef]
- Evrendilek, G.A.; Li, S.; Dantzer, W.R.; Zhang, Q.H. Pulsed Electric Field Processing of Beer: Microbial, Sensory, and Quality Analyses. J. Food Sci. 2004, 69, M228–M232. [Google Scholar] [CrossRef]
- Oziemblowski, M.; Drozdz, M.; Kielbasa, P.; Drozdz, T.; Gliniak, M.; Nawara, P.; Ostafin, M. Impact of Pulsed Electric Field on the Quality of Unpasteurized Beer. In Proceedings of the Progress in Applied Electrical Engineering (PAEE), Koscielisko, Poland, 25–30 June 2017; pp. 1–4. [Google Scholar] [CrossRef]
- Ntourtoglou, G.; Tsapou, E.A.; Drosou, F.; Bozinou, E.; Lalas, S.; Tataridis, P.; Dourtoglou, V. Pulsed Electric Field Extraction of α and β-Acids From Pellets of Humulus Lupulus (Hop). Front. Bioeng. Biotechnol. 2020, 8, 297. [Google Scholar] [CrossRef] [PubMed]
- Martín-García, B.; Tylewicz, U.; Verardo, V.; Pasini, F.; Gómez-Caravaca, A.M.; Caboni, M.F.; Dalla Rosa, M. Pulsed Electric Field (PEF) as Pre-Treatment to Improve the Phenolic Compounds Recovery from Brewers’ Spent Grains. Innov. Food Sci. Emerg. Technol. 2020, 64, 102402. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, M.; Lin, S.; Liu, J.; Yang, Y.; Jin, Y. Optimization of Extraction Parameters for Protein from Beer Waste Brewing Yeast Treated by Pulsed Electric Fields (PEF). Afr. J. Microbiol. Res. 2012, 6, 4739–4746. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Sicaire, A.G.; Meullemiestre, A.; Fabiano-Tixier, A.S.; Abert-Vian, M. Ultrasound Assisted Extraction of Food and Natural Products. Mechanisms, Techniques, Combinations, Protocols and Applications. A Review. Ultrason. Sonochem. 2017, 34, 540–560. [Google Scholar] [CrossRef]
- Knorr, D.; Zenker, M.; Heinz, V.; Lee, D. Applications and Potential of Ultrasonics in Food Processing. Trends Food Sci. Technol. 2004, 15, 261–266. [Google Scholar] [CrossRef]
- Matsuura, K.; Hirotsune, M.; Nunokawa, Y.; Satoh, M.; Honda, K. Acceleration of Cell Growth and Ester Formation by Ultrasonic Wave Irradiation. J. Ferment. Bioeng. 1994, 77, 36–40. [Google Scholar] [CrossRef]
- Choi, E.J.; Ahn, H.; Kim, M.; Han, H.; Kim, W.J. Effect of Ultrasonication on Fermentation Kinetics of Beer Using Six-Row Barley Cultivated in Korea. J. Inst. Brew. 2015, 121, 510–517. [Google Scholar] [CrossRef] [Green Version]
- Kalugina, O.; Nafikova, A.; Chernenkov, E.; Leonova, S. Application of Ultrasound for Enhancing Fermentation Rates in Brewing Technology. Acta Sci. Pol. Technol. Aliment. 2021, 20, 301–312. [Google Scholar] [CrossRef]
- Milani, E.A.; Silva, F.V.M. Ultrasound Assisted Thermal Pasteurization of Beers with Different Alcohol Levels: Inactivation of Saccharomyces Cerevisiae Ascospores. J. Food Eng. 2017, 198, 45–53. [Google Scholar] [CrossRef]
- Milani, E.A.; Ramsey, J.G.; Silva, F.V.M. High Pressure Processing and Thermosonication of Beer: Comparing the Energy Requirements and Saccharomyces Cerevisiae Ascospores Inactivation with Thermal Processing and Modeling. J. Food Eng. 2016, 181, 35–41. [Google Scholar] [CrossRef]
- Ciccolini, L.; Taillandier, P.; Wilhem, A.M.; Delmas, H.; Strehaiano, P. Low Frequency Thermo-Ultrasonication of Saccharomyces Cerevisiae Suspensions: Effect of Temperature and of Ultrasonic Power. Chem. Eng. J. 1997, 65, 145–149. [Google Scholar] [CrossRef] [Green Version]
- Evelyn, E.; Silva, F.V.M. Thermosonication versus Thermal Processing of Skim Milk and Beef Slurry: Modeling the Inactivation Kinetics of Psychrotrophic Bacillus Cereus Spores. Food Res. Int. 2015, 67, 67–74. [Google Scholar] [CrossRef]
- Deng, Y.; Bi, H.; Yin, H.; Yu, J.; Dong, J.; Yang, M.; Ma, Y. Influence of Ultrasound Assisted Thermal Processing on the Physicochemical and Sensorial Properties of Beer. Ultrason—Sonochemistry 2017, 40, 166–173. [Google Scholar] [CrossRef]
- Castellari, M.; Arfelli, G.; Riponi, C.; Carpi, G.; Amati, A. High Hydrostatic Pressure Treatments for Beer Stabilization Food Engineering and Physical Properties. Food Eng. Phys. Prop. High 2000, 65, 974–977. [Google Scholar] [CrossRef]
- Buzrul, S.; Alpas, H.; Bozoglu, F. Effect of High Hydrostatic Pressure on Quality Parameters of Lager Beer. J. Sci. Food Agric. 2005, 85, 1672–1676. [Google Scholar] [CrossRef]
- Santos, L.; Oliveira, F.A.; Ferreira, E.H.; Rosenthal, A. Application and Possible Benefits of High Hydrostatic Pressure or High-Pressure Homogenization on Beer Processing: A Review. Food Sci. Technol. Int. 2017, 23, 561–581. [Google Scholar] [CrossRef]
- Choi, J.H.; Kang, J.W.; Mijanur Rahman, A.T.M.; Lee, S.J. Increasing Fermentable Sugar Yields by High-Pressure Treatment during Beer Mashing. J. Inst. Brew. 2016, 122, 143–146. [Google Scholar] [CrossRef] [Green Version]
- Eisenmenger, M.J.; Reyes-De-Corcuera, J.I. High Pressure Enhancement of Enzymes: A Review. Enzym. Microb. Technol. 2009, 45, 331–347. [Google Scholar] [CrossRef]
- Buckow, R.; Weiss, U.; Heinz, V.; Knorr, D. Stability and Catalytic Activity of A-Amylase From Barley Malt at Different Pressure–Temperature Conditions. Biotechnol. Bioeng. 2007, 97, 1–11. [Google Scholar] [CrossRef]
- Heinz, V.; Buckow, R.; Knorr, D. Catalytic Activity of β-Amylase from Barley in Different Pressure/Temperature Domains. Biotechnol. Prog. 2005, 21, 1632–1638. [Google Scholar] [CrossRef]
- Fischer, S.; Russ, W.; Meyer-Pittroff, R. High Pressure Advantages for Brewery Processes. Prog. Biotechnol. 2002, 19, 397–404. [Google Scholar] [CrossRef]
- Fischer, S.; Ruß, W.; Buckow, R.; Heinz, V.; Ulmer, H.; Behr, J.; Meyer-Pittroff, R.; Knorr, D.; Vogel, R.F. Effects of Hydrostatic High Pressure on Microbiological and Technological Characteristics of Beer. Mon. Fur Brauwiss 2006, 59, 90–99. [Google Scholar]
- Li, X.; Xu, X.; Wang, L.; Regenstein, J.M. Effect of Ohmic Heating on Physicochemical Properties and the Key Enzymes of Water Chestnut Juice. J. Food Process. Preserv. 2019, 43, e13919. [Google Scholar] [CrossRef]
- Jakób, A.; Bryjak, J.; Wójtowicz, H.; Illeová, V.; Annus, J.; Polakovič, M. Inactivation Kinetics of Food Enzymes during Ohmic Heating. Food Chem. 2010, 123, 369–376. [Google Scholar] [CrossRef]
- Demirdöven, A.; Baysal, T. Optimization of Ohmic Heating Applications for Pectin Methylesterase Inactivation in Orange Juice. J. Food Sci. Technol. 2014, 51, 1826. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sakr, M.; Liu, S. A Comprehensive Review on Applications of Ohmic Heating (OH). Renew. Sustain. Energy Rev. 2014, 39, 262–269. [Google Scholar] [CrossRef]
- Cappato, L.P.; Ferreira, M.V.S.; Guimaraes, J.T.; Portela, J.B.; Costa, A.L.R.; Freitas, M.Q.; Cunha, R.L.; Oliveira, C.A.F.; Mercali, G.D.; Marzack, L.D.F.; et al. Ohmic Heating in Dairy Processing: Relevant Aspects for Safety and Quality. Trends Food Sci. Technol. 2017, 62, 104–112. [Google Scholar] [CrossRef]
- Kaur, N.; Singh, A.K. Ohmic Heating: Concept and Applications—A Review. Crit. Rev. Food Sci. Nutr. 2016, 56, 2338–2351. [Google Scholar] [CrossRef]
- Cho, H.; Yousef, A.E.; Sastry, A.K. Growth Kinetics of Lactobacillus Acidophilus under Ohmic Heating. Biotechnol. Bioeng. 1996, 49, 334–340. [Google Scholar] [CrossRef]
- Loghavi, L.; Sastry, S.K.; Yousef, A.E. Effect of Moderate Electric Field Frequency and Growth Stage on the Cell Membrane Permeability of Lactobacillus Acidophilus. Biotechnol. Prog. 2009, 25, 85–94. [Google Scholar] [CrossRef] [PubMed]
- Loghavi, L.; Sastry, S.K.; Yousef, A.E. Effect of Moderate Electric Field Frequency on Growth Kinetics and Metabolic Activity of Lactobacillus Acidophilus. Biotechnol. Prog. 2008, 24, 148–153. [Google Scholar] [CrossRef] [PubMed]
- Aurina, K.; Sari, A. Ohmic Heating: A Review and Application in Food Industry. In Proceedings of the 2nd International Conference on Smart and Innovative Agriculture (ICoSIA 2021), Yogyakarta, Indonesia, 3–4 November 2021; Volume 19, pp. 107–113. [Google Scholar] [CrossRef]
- Varghese, K.S.; Pandey, M.C.; Radhakrishna, K.; Bawa, A.S. Technology, Applications and Modelling of Ohmic Heating: A Review. J. Food Sci. Technol. 2014, 51, 2304–2317. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fanari, M.; Forteschi, M.; Sanna, M.; Piu, P.P.; Porcu, M.C.; D’hallewin, G.; Secchi, N.; Zinellu, M.; Pretti, L. Pilot Plant Production of Craft Fruit Beer Using Ohmic-Treated Fruit Puree. J. Food Process. Preserv. 2020, 44, e14339. [Google Scholar] [CrossRef]
- Navarro, A.; Ruiz-Méndez, M.V.; Sanz, C.; Martínez, M.; Rego, D.; Pérez, A.G. Application of Pulsed Electric Fields to Pilot and Industrial Scale Virgin Olive Oil Extraction: Impact on Organoleptic and Functional Quality. Foods 2022, 11, 2022. [Google Scholar] [CrossRef]
- Naliyadhara, N.; Kumar, A.; Girisa, S.; Daimary, U.D.; Hegde, M.; Kunnumakkara, A.B. Pulsed Electric Field (PEF): Avant-Garde Extraction Escalation Technology in Food Industry. Trends Food Sci. Technol. 2022, 122, 238–255. [Google Scholar] [CrossRef]
- Taha, A.; Casanova, F.; Šimonis, P.; Stankevič, V.; Gomaa, M.A.E.; Stirkė, A. Pulsed Electric Field: Fundamentals and Effects on the Structural and Techno-Functional Properties of Dairy and Plant Proteins. Foods 2022, 11, 1556. [Google Scholar] [CrossRef]
- Mohamed, M.E.A.; Eissa, A.H.A. Pulsed Electric Fields for Food Processing Technology. In Structure and Function of Food Engineering; IntechOpen: London, UK, 2012; pp. 275–280. ISBN 978-953-51-0695-1. [Google Scholar]
- Zhang, C.; Lyu, X.; Naveed Arshad, R.; Muhammad Aadil, R.; Tong, Y.; Zhao, W.; Yang, R. Pulsed Electric Field as a Promising Technology for Solid Foods Processing: A Review. Food Chem. 2022, 403, 134367. [Google Scholar] [CrossRef]
- Timmermans, R.; Nierop Groot, M.; Matser, A. Liquid Food Pasteurization by Pulsed Electric Fields. In Pulsed Electric Fields Technology for the Food Industry; Food Engineering Series; Springer: Berlin/Heidelberg, Germany, 2022; pp. 299–323. [Google Scholar] [CrossRef]
- Yang, N.; Huang, K.; Lyu, C.; Wang, J. Pulsed Electric Field Technology in the Manufacturing Processes of Wine, Beer, and Rice Wine: A Review. Food Control 2016, 61, 28–38. [Google Scholar] [CrossRef]
- Milani, E.A.; Alkhafaji, S.; Silva, F.V.M. Pulsed Electric Field Continuous Pasteurization of Different Types of Beers. Food Control 2015, 50, 223–229. [Google Scholar] [CrossRef]
- Ulmer, H.M.; Heinz, V.; Gänzle, M.G.; Knorr, D.; Vogel, R.F. Effects of Pulsed Electric Fields on Inactivation and Metabolic Activity of Lactobacillus Plantarum in Model Beer. J. Appl. Microbiol. 2002, 93, 326–335. [Google Scholar] [CrossRef] [PubMed]
- Aguiar, D.; Pereira, A.C.; Marques, J.C. The Influence of Transport and Storage Conditions on Beer Stability—A Systematic Review. Food Bioprocess Technol. 2022, 15, 1477–1494. [Google Scholar] [CrossRef]
- Gabriel, P.; Škoda, J.; Benešová, K.; Matoulková, D. Direct Detection of Beer Photodegradation in Commercial Bottles and Introduction of a New Light-Struck Flavour Susceptibility Index. Kvas. Prum. 2022, 68, 656–662. [Google Scholar] [CrossRef]
- Pataro, G.; Carullo, D.; Falcone, M.; Ferrari, G. Recovery of Lycopene from Industrially Derived Tomato Processing By-Products by Pulsed Electric Fields-Assisted Extraction. Innov. Food Sci. Emerg. Technol. 2020, 63, 102369. [Google Scholar] [CrossRef]
- Ahmad Shiekh, K.; Odunayo Olatunde, O.; Zhang, B.; Huda, N.; Benjakul, S. Pulsed Electric Field Assisted Process for Extraction of Bioactive Compounds from Custard Apple (Annona Squamosa) Leaves. Food Chem. 2021, 359, 129976. [Google Scholar] [CrossRef]
- Martí-Quijal, F.J.; Ramon-Mascarell, F.; Pallarés, N.; Ferrer, E.; Berrada, H.; Phimolsiripol, Y.; Barba, F.J. Extraction of Antioxidant Compounds and Pigments from Spirulina (Arthrospira platensis) Assisted by Pulsed Electric Fields and the Binary Mixture of Organic Solvents and Water. Appl. Sci. 2021, 11, 7629. [Google Scholar] [CrossRef]
- Mussatto, S.I. Biotechnological Potential of Brewing Industry By-Products. In Biotechnology for Agro-Industrial Residues Utilisation: Utilisation of Agro-Residues; Springer: Berlin/Heidelberg, Germany, 2009; pp. 313–326. ISBN 9781402099410. [Google Scholar]
- Jin, Y.; Wang, M.; Lin, S.; Guo, Y.; Liu, J.; Yin, Y. Optimization of Extraction Parameters for Trehalose from Beer Waste Brewing Yeast Treated by High-Intensity Pulsed Electric Fields (PEF). Afr. J. Biotechnol. 2011, 10, 19144–19152. [Google Scholar] [CrossRef]
- Bhargava, N.; Mor, R.S.; Kumar, K.; Sharanagat, V.S. Advances in Application of Ultrasound in Food Processing: A Review. Ultrason—Sonochemistry 2021, 70, 105293. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Meullemiestre, A.; Turk, M.; Perino, S.; Abert-vian, M. Review of Green Food Processing Techniques. Preservation, Transformation, and Extraction. Innov. Food Sci. Emerg. Technol. 2017, 41, 357–377. [Google Scholar] [CrossRef]
- Álvarez, I.; Pagán, R.; Raso, J.; Condón, S.; Sala, F.J. Microbial Inactivation by Ultrasound. Nov. Food Process. Technol. 2004, 20046978, 423–442. [Google Scholar] [CrossRef]
- Chemat, F.; Khan, M.K. Ultrasonics Sonochemistry Applications of Ultrasound in Food Technology: Processing, Preservation and Extraction. Ultrason Sonochem. 2011, 18, 813–835. [Google Scholar] [CrossRef]
- Capelo-Martinez, J.-L. Ultrasound in Chemistry: Analytical Applications; Capelo-Martinez, J.-L., Ed.; John Wiley and Sons: Weinheim, Germany, 2008; ISBN 9783527314522. [Google Scholar]
- Huezo, L.; Shah, A.; Michel, F. Effects of Ultrasound on Fermentation of Glucose to Ethanol by Saccharomyces Cerevisiae. Fermentation 2019, 5, 16. [Google Scholar] [CrossRef] [Green Version]
- Neel, P.I.; Gedanken, A.; Schwarz, R.; Sendersky, E. Mild Sonication Accelerates Ethanol Production by Yeast Fermentation. Energy Fuels 2012, 26, 2352–2356. [Google Scholar] [CrossRef]
- Tao, Y.; Sun, D.; Hogan, E.; Kelly, A.L. High-Pressure Processing of Foods: An Overview, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780124114791. [Google Scholar]
- Tao, Y.; Sun, D.; Górecki, A.; Wioletta, B.; Lamparski, G.; Amarowicz, R.; Fornal, J.; Jeli, T. Effects of High Hydrostatic Pressure Processing on the Physicochemical and Sensorial Properties of a Red Wine. Innov. Food Sci. Emerg. Technol. 2012, 16, 409–416. [Google Scholar] [CrossRef]
- Norton, T.; Sun, D. Recent Advances in the Use of High Pressure as an Effective Processing Technique in the Food Industry. Food Bioprocess Technol. 2008, 1, 2–34. [Google Scholar] [CrossRef]
- Rastogi, N.K.; Raghavarao, K.S.M.S.; Balasubramaniam, V.M.; Niranjan, K.; Knorr, D.; Raghavarao, K.S.M.S.; Balasubramaniam, V.M.; Niranjan, K.; Niranjan, K. Opportunities and Challenges in High Pressure Processing of Foods Opportunities and Challenges in High. Crit. Rev. Food Sci. Nutr. 2010, 47, 69–112. [Google Scholar] [CrossRef]
- Bensaude-vincent, B. College Chemistry: How a Textbook Can Reveal the Values Embedded in Chemistry. Endeavour 2017, 31, 140–144. [Google Scholar] [CrossRef]
- Linton, M.; Patterson, M.F. High Pressure Processing of Foods for Microbiological Safety and Quality. Acta Microbiol. Immunol. Hung. 2000, 47, 175–182. [Google Scholar] [CrossRef]
- Balakrishna, A.K.; Wazed, M.A.; Farid, M. A Review on the Effect of High Pressure Processing. Molecules 2020, 25, 2369. [Google Scholar] [CrossRef]
- Huang, H.; Wu, S.; Lu, J.; Shyu, Y.; Wang, C. Current Status and Future Trends of High-Pressure Processing in Food Industry. Food Control 2017, 72, 1–8. [Google Scholar] [CrossRef]
- Yin, H.; Dong, J.; Yu, J.; Chang, Z.; Qian, Z.; Liu, M.; Huang, S.; Hu, X.; Liu, X.; Deng, Y.; et al. A Preliminary Study about the Influence of High Hydrostatic Pressure Processing on the Physicochemical and Sensorial Properties of a Cloudy Wheat Beer. Inst. Brew. Distill. 2016, 122, 462–467. [Google Scholar] [CrossRef]
- Daher, D.; Le Gourrierec, S.; Pérez-Lamela, C. Effect of High Pressure Processing on the Microbial Inactivation in Fruit Preparations and Other Vegetable Based Beverages. Agriculture 2017, 7, 72. [Google Scholar] [CrossRef] [Green Version]
- Vaidya, S.; Srivastava, P.; Rathore, P.; Pandey, A. Amylases: A Prospective Enzyme in the Field of Biotechnology. J. Appl. Biosci 2015, 41, 1–18. [Google Scholar]
- Santos, M.C.; Salvador, Â.C.; Domingues, F.M.; Cruz, J.M.; Saraiva, J.A. Use of High Hydrostatic Pressure to Increase the Content of Xanthohumol in Beer Wort. Food Bioprocess. Technol. 2013, 6, 2478–2485. [Google Scholar] [CrossRef]
- Kumar, T. A Review on Ohmic Heating Technology: Principle, Applications and Scope. Int. J. Agric. Environ. Biotechnol. 2018, 11, 4. [Google Scholar] [CrossRef]
- Ruan, R.; Ye, X.; Chen, P.; Doona, C.J.; Taub, I. Ohmic Heating. In Thermal Technologies in Food Processing; Woodhead Publishing: Sawston, UK, 2001; pp. 241–265. [Google Scholar]
- Shivmurti, S.; Harshit, P.; Rinkita, P.; Smit, P. Comparison of Chemical Properties of Milk When Conventionally and Ohmically Heated. Int. Food Res. J. 2014, 21, 1425–1428. [Google Scholar]
- Balthazar, C.F.; Cabral, L.; Guimarães, J.T.; Noronha, M.F.; Cappato, L.P.; Cruz, A.G.; Sant’Ana, A.S. Conventional and Ohmic Heating Pasteurization of Fresh and Thawed Sheep Milk: Energy Consumption and Assessment of Bacterial Microbiota during Refrigerated Storage. Innov. Food Sci. Emerg. Technol. 2022, 76, 102947. [Google Scholar] [CrossRef]
- Jaeger, H.; Roth, A.; Toepfl, S.; Holzhauser, T.; Engel, K.H.; Knorr, D.; Vogel, R.F.; Bandick, N.; Kulling, S.; Heinz, V.; et al. Opinion on the Use of Ohmic Heating for the Treatment of Foods. Trends Food Sci. Technol. 2016, 55, 84–97. [Google Scholar] [CrossRef]
- Pataro, G.; Barca, G.M.J.; Pereira, R.N.; Vicente, A.A.; Teixeira, J.A.; Ferrari, G. Quantification of Metal Release from Stainless Steel Electrodes during Conventional and Pulsed Ohmic Heating. Innov. Food Sci. Emerg. Technol. 2014, 21, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Khue Doan, N.; Quoc Lai, D.; Kim Phung Le, T.; Chi Minh, H. Ohmic Heating: Its Current and Future Application in Juice Processing. Food Rev. Int. 2022, 1–26. [Google Scholar] [CrossRef]
- Fadavi, A.; Salari, S. Ohmic Heating of Lemon and Grapefruit Juices Under Vacuum Pressure- Comparison of Electrical Conductivity and Heating Rate. J. Food Sci. 2019, 84, 2868–2875. [Google Scholar] [CrossRef] [PubMed]
- Knirsch, M.C.; Alves dos Santos, C.; Martins de Oliveira Soares Vicente, A.A.; Vessoni Penna, T.C. Ohmic Heating—A Review. Trends Food Sci. Technol. 2010, 21, 436–441. [Google Scholar] [CrossRef]
- De Schutter, D.P.; De Meester, M.R.; Saison, D.; Delvaux, F.; Derdelinckx, G.; Rock, J.M.; Neven, H.; Delvaux, F.R. Characterization and Quantification of Thermal Load during Wort Boiling. BrewingScience 2008, 61, 121–134. [Google Scholar]
- Mikyška, A.; Dušek, M. How Wort Boiling Process Affects Flavonoid Polyphenols in Beer. Kvas. Prum. 2019, 65, 192–200. [Google Scholar] [CrossRef]
- Silva, A.B.; Scudini, H.; Ramos, G.L.P.A.; Pires, R.P.S.; Guimarães, J.T.; Balthazar, C.F.; Rocha, R.S.; Margalho, L.P.; Pimentel, T.C.; Siva, M.C.; et al. Ohmic Heating Processing of Milk for Probiotic Fermented Milk Production: Survival Kinetics of Listeria Monocytogenes as Contaminant Post-Fermentation, Bioactive Compounds Retention and Sensory Acceptance. Int. J. Food Microbiol. 2021, 348, 109204. [Google Scholar] [CrossRef] [PubMed]
- Rocha, R.S.; Silva, R.; Ramos, G.L.P.; Cabral, L.A.; Pimentel, T.C.; Campelo, P.H.; Blumer Zacarchenco, P.; Freitas, M.Q.; Esmerino, E.A.; Silva, M.C.; et al. Ohmic Heating Treatment in High-Protein Vanilla Flavored Milk: Quality, Processing Factors, and Biological Activity. Food Res. Int. 2022, 161, 111827. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Effects | Brewing Stage | Reference |
|---|---|---|---|
| Pulsed Electric Fields (PEF) | Inactivation of yeasts and bacteria | Pasteurization | Walkling-Ribeiro et al. (2011) [48] and Evrendilek et al. (2004) [49] |
| Decreased beer bitterness and turbidity | Oziemblowski et al. (2017) [50] | ||
| Increased extraction of α-acids and essential oils | Raw Materials Pre-treatment | Ntourtoglou et al. (2020) [51] | |
| Increased extraction of valuable compounds from by-products | Waste Management | Martín-Garcia et al. (2020) [52] and Liu et al. (2012) [53] | |
| Ultrasound (US) | Increased beer yield | Mashing | Chemat et al. (2017) [54] and Knorr et al. (2004) [55] |
| Shortened processing times | Fermentation | Matsuura et al. (1994) [56] and Choi et al. (2015) [57] | |
| Increased ethanol content production | Choi et al. (2015) [57] and Neel et al. (2012) | ||
| Increased yeast activity | Kalugina et al. (2021) [58] | ||
| Thermosonication (TS) | Inactivation of Saccharomyces cerevisiae ascospores | Pasteurization | Milani et al. (2017) [59], Milani et al. (2016) [60], Ciccolini et al. (1997) [61] and Evelyn et al. (2015) [62] |
| Shortened processing times | |||
| Improvement of color | Storage | Deng et al. (2017) [63] | |
| Increased colloidal haze | |||
| Flavor stability | |||
| Inhibition of yeast and bacteria growth over 12 months | |||
| High-Pressure Processing (HPP) | Microbial inactivation | Pasteurization | Milani et al. (2016) [60], Castellari et al. (2000) [64], and Buzrul et al. (2005) [65] |
| Microbiological stability and suppression of lactic and acetic acid bacteria | |||
| Increased barley moisture content | Malting | Santos et al. (2017) [66] | |
| Enhanced selectivity of enzymes responsible for starch breakdown | Mashing | Choi et al. (2016) [67], Eisenmenger (2009) [68], Buckow et al. (2007) [69], Heinz et al. (2005) [70] | |
| Activation or inactivation of enzymes | |||
| Increased catalytic and hydrolytic activity of enzymes | |||
| Reduced isomerization of α-acids | Boiling | Santos et al. (2017) [66], Fischer et al. (2002) [71] | |
| Reduced undesirable volatile compounds | |||
| Inhibition of Maillard reaction | |||
| Decreased intensity of color | |||
| Shortened filtration time | Filtration | Fischer et al. (2006) [72] | |
| Ohmic Heating (OH) | Increased hydrolytic activity of enzymes | Mashing | Li et al. (2019) [73], Jakób et al. (2010) [74], Demirdöven et al. (2014) [75] |
| Reduced generation of Maillard intermediates and degradation of polyphenolic bioactive compounds | Boiling | Sakr et al.(2014) [76], Cappato et al. (2017) [77], Kaur et al. (2016) [78] | |
| Shortened fermentation time (mild electroporation improves the fermentation process) | Fermentation | Cho et al.(1996) [79], Loghavi et al. (2009, 2008) [80,81] | |
| Microbial inactivation Increased beer shelf-life Preserve sensorial quality | Pasteurization | Aurina et al. (2022) [82], Varghese et al. (2014) [83], Fanari et al. (2020) [84] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carvalho, G.; Leite, A.C.; Leal, R.; Pereira, R. The Role of Emergent Processing Technologies in Beer Production. Beverages 2023, 9, 7. https://doi.org/10.3390/beverages9010007
Carvalho G, Leite AC, Leal R, Pereira R. The Role of Emergent Processing Technologies in Beer Production. Beverages. 2023; 9(1):7. https://doi.org/10.3390/beverages9010007
Chicago/Turabian StyleCarvalho, Gonçalo, Ana Catarina Leite, Rita Leal, and Ricardo Pereira. 2023. "The Role of Emergent Processing Technologies in Beer Production" Beverages 9, no. 1: 7. https://doi.org/10.3390/beverages9010007