
Synthesis and Characteristics of Composite Material with a Plant-Based Filler
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of Polymer Composites
2.2. Research Methods
3. Results and Discussion
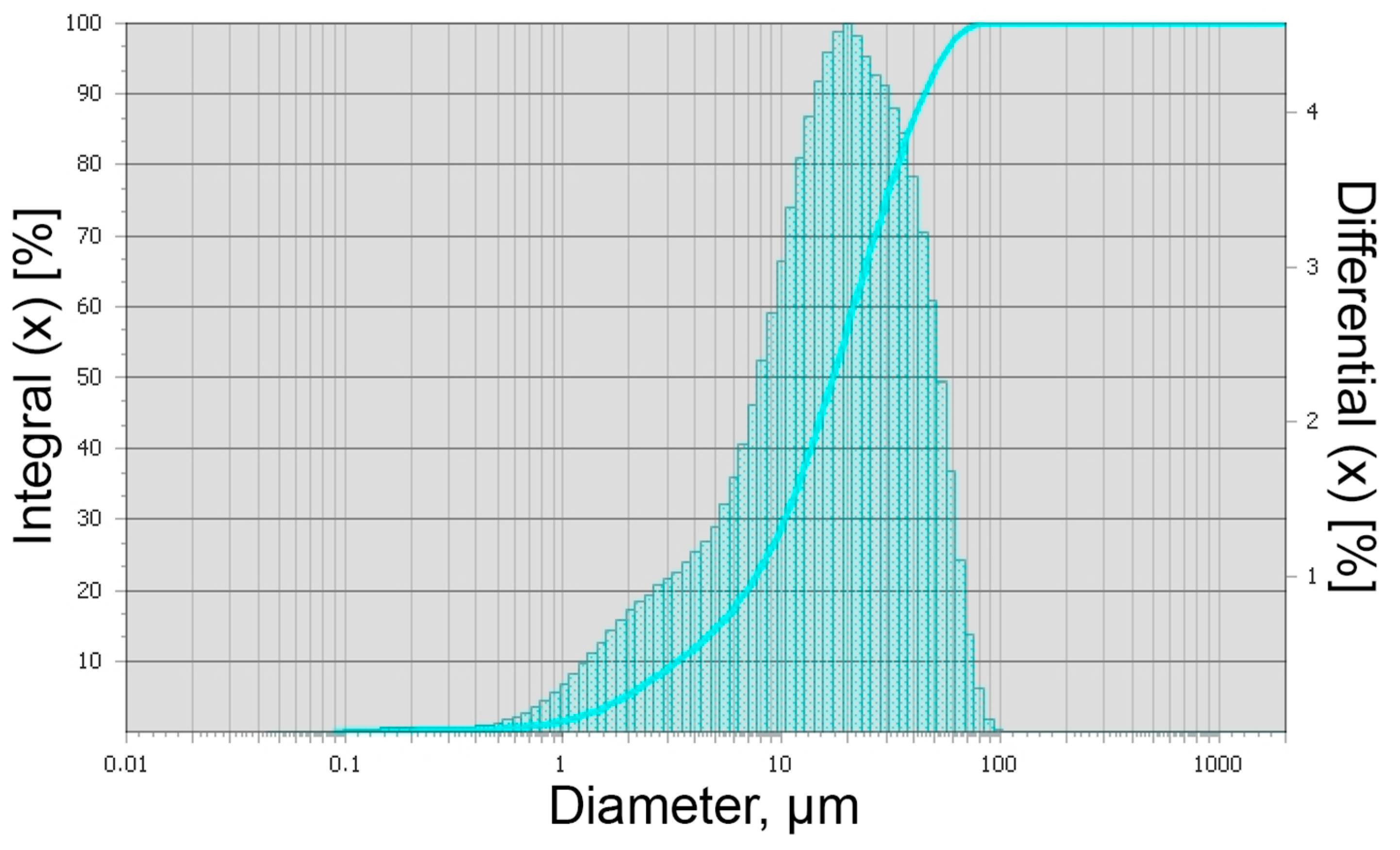
3.1. Study of Wheat Straw Filler
3.2. Physical and Mechanical Properties of Composites
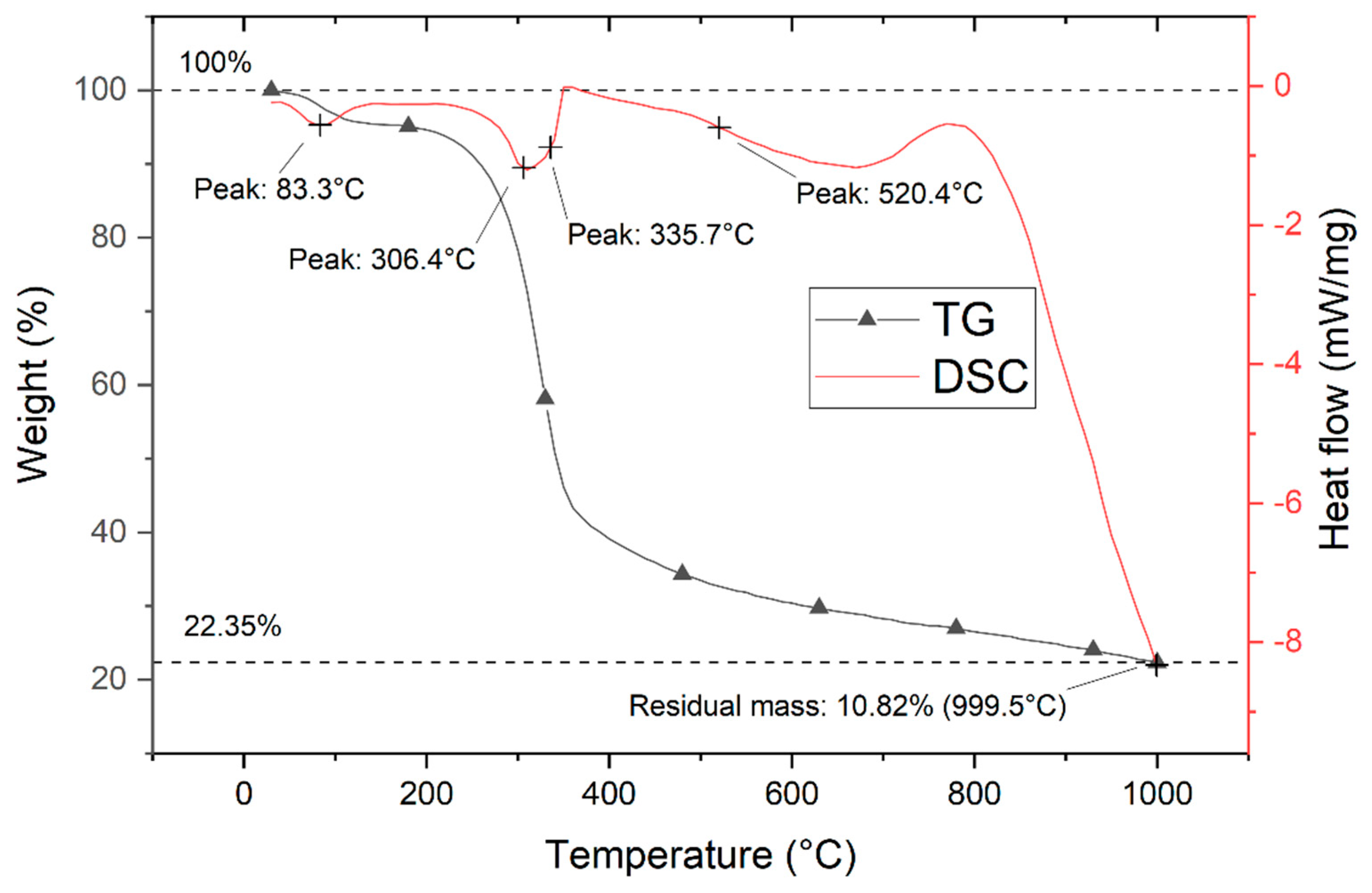
3.3. Thermal Properties of Composites
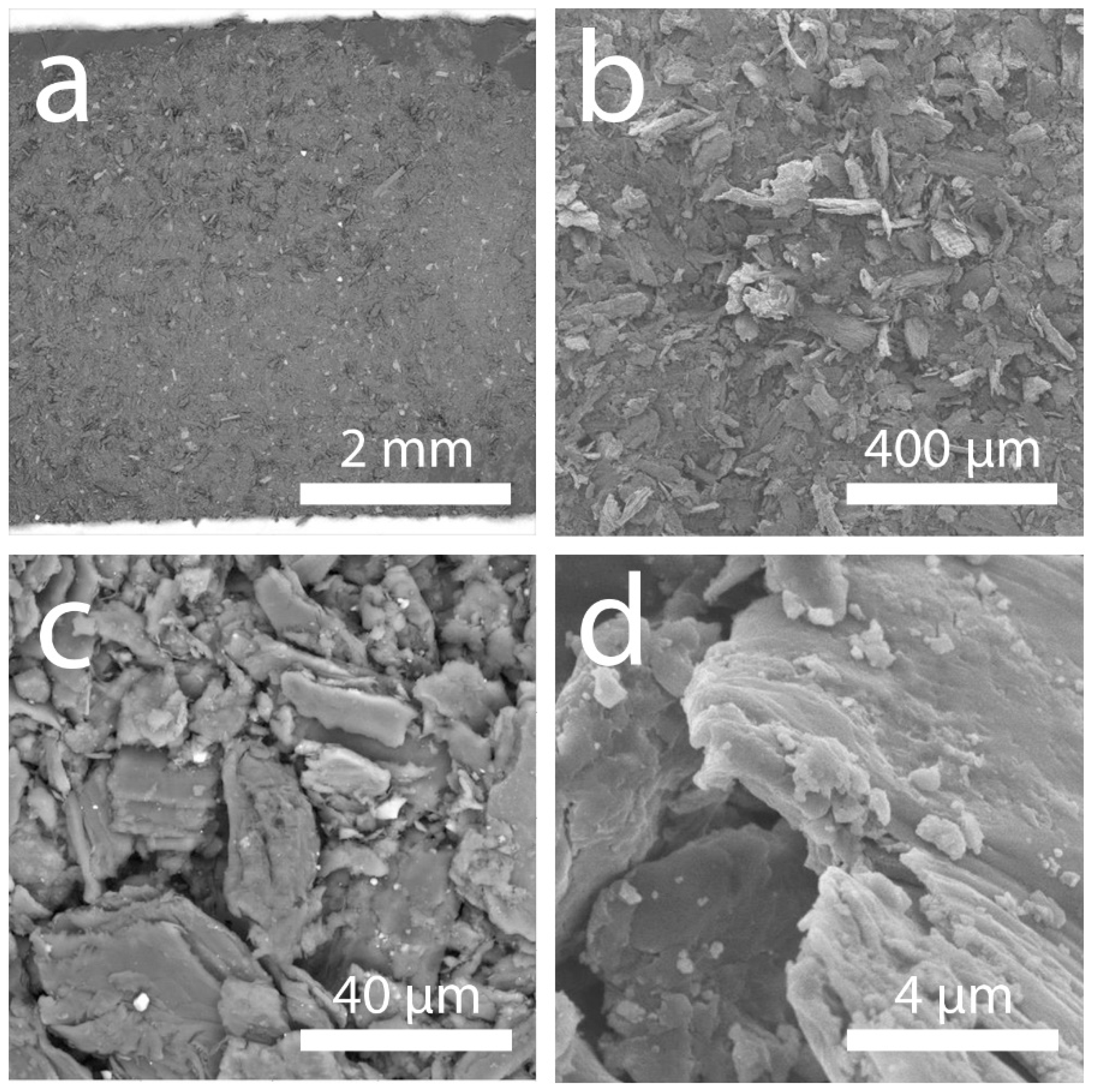
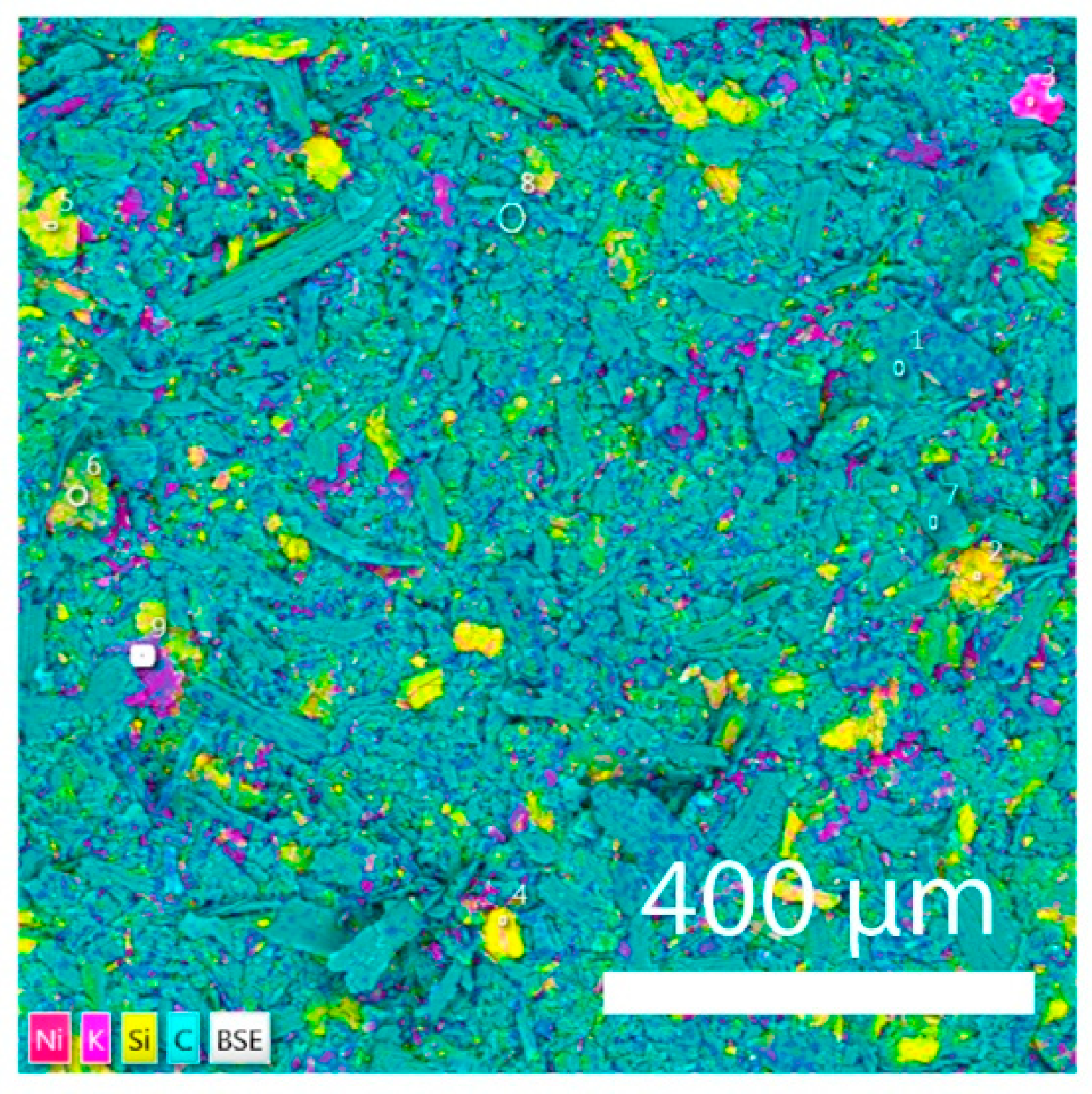
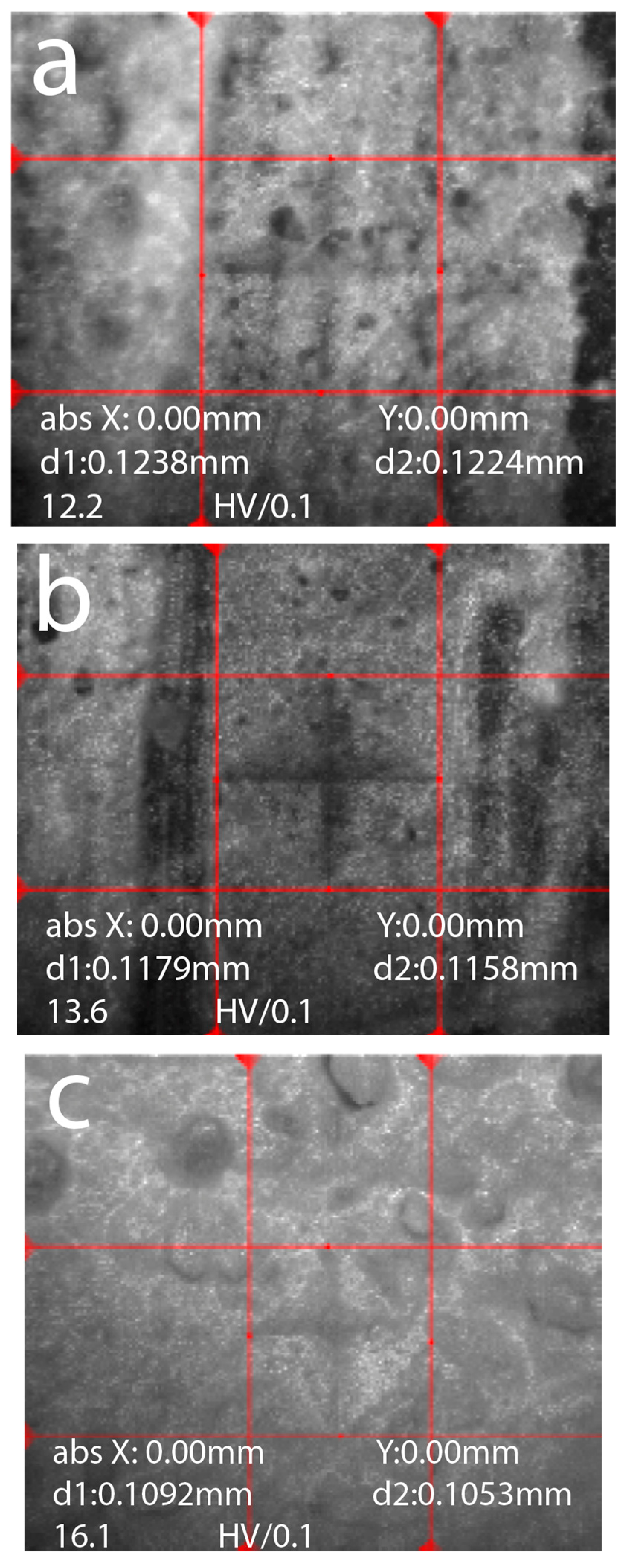
3.4. Surface Structure of Composites
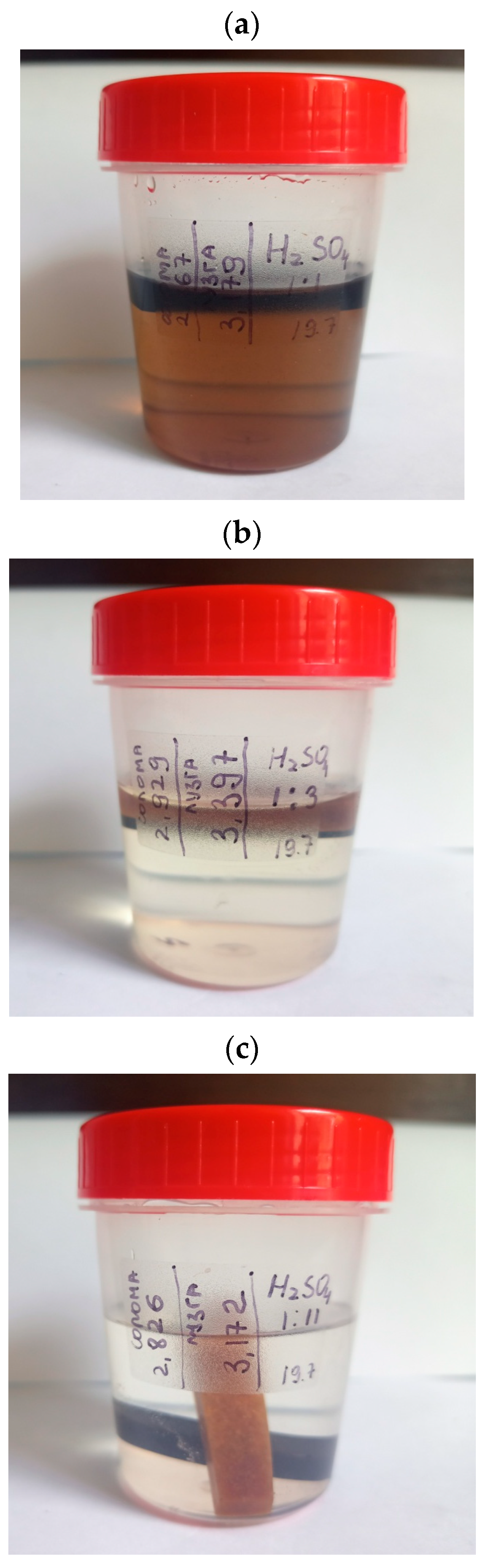
3.5. Behavior of Composites in an Aggressive Environment
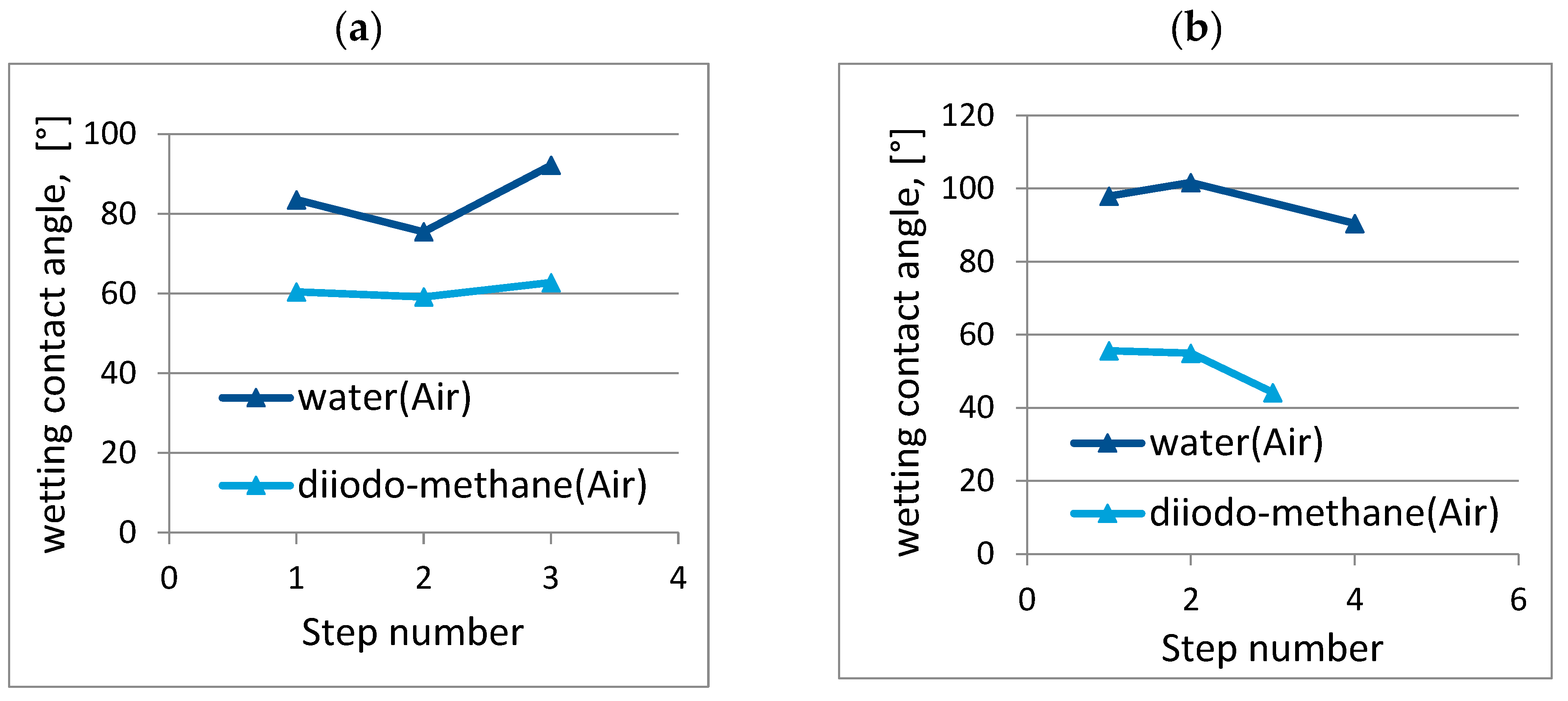
3.6. Wettability of the Composite Surface
4. Conclusions
- (1)
- The possibility of using a plant-based filler, that is wheat straw, for the synthesis of polymer composites was established. The optimum content of wheat straw powder in the polymer composite material was revealed—30 wt.%.
- (2)
- Introduction of wheat straw in small amounts up to 30 wt.% increases the bending strength of polymer from 18.65 ± 1.12 MPa to 22.61 ± 0.91 MPa, and, when the content is more than 40 wt.%, a decrease of the bending strength is observed.
- (3)
- The developed composites can be applied in furniture production including tabletops or panels for floors, walls or ceilings as they possess the necessary constructional, waterproof (hydrophobic surface of composites) properties. The developed composites can replace traditionally used wood materials.
- (4)
- Future research will focus on expanding the types of plant-based fillers for polymer composites.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef]
- Treinyte, J.; Bridziuviene, D.; Urboniene-Fataraite, E.; Rajan, R.; Cesoniene, L.; Grazuleviciene, V. Forestry wastes filled polymer composites for agricultural use. J. Clean. Prod. 2018, 205, 388–406. [Google Scholar] [CrossRef]
- Huang, C.-C.; Chang, C.-W.; Jahan, K.; Wu, T.-M.; Shih, Y.-F. Effects of the Grapevine Biochar on the Properties of PLA Composites. Materials 2023, 16, 816. [Google Scholar] [CrossRef] [PubMed]
- Scaffaro, R.; Citarrella, M.C.; Morreale, M. Green Composites Based on Mater-Bi® and Solanum lycopersicum Plant Waste for 3D Printing Applications. Polymers 2023, 15, 325. [Google Scholar] [CrossRef]
- Rigail-Cedeño, A.; Lazo, M.; Gaona, J.; Delgado, J.; Tapia-Bastidas, C.V.; Rivas, A.L.; Adrián, E.; Perugachi, R. Processability and Physical Properties of Compatibilized Recycled HDPE/Rice Husk Biocomposites. J. Manuf. Mater. Process. 2022, 6, 67. [Google Scholar] [CrossRef]
- Mohite, A.S.; Jagtap, A.R.; Avhad, M.S.; More, A.P. Recycling of major agriculture crop residues and its application in polymer industry: A review in the context of waste to energy nexus. Energy Nexus 2022, 7, 100134. [Google Scholar] [CrossRef]
- Kenawy, E.-R.; Seggiani, M.; Hosny, A.; Rashad, M.; Cinelli, P.; Saad-Allah, K.M.; El-Sharnouby, M.; Shendy, S.; Azaam, M.M. Superabsorbent composites based on rice husk for agricultural applications: Swelling behavior, biodegradability in soil and drought alleviation. J. Saudi Chem. Soc. 2021, 25, 101254. [Google Scholar] [CrossRef]
- Sun, J.; Shen, J.; Chen, S.; Cooper, M.A.; Fu, H.; Wu, D.; Yang, Z. Nanofiller Reinforced Biodegradable PLA/PHA Composites: Current Status and Future Trends. Polymers 2018, 10, 505. [Google Scholar] [CrossRef]
- Al-Shalawi, F.D.; Hanim, M.A.A.; Ariffin, M.K.A.; Kim, C.L.S.; Brabazon, D.; Calin, R.; Al-Osaimi, M.O. Biodegradable synthetic polymer in orthopaedic application: A review. Mater. Today Proc. 2023, 74, 540–546. [Google Scholar] [CrossRef]
- Parente, J.F.; Sousa, V.I.; Marques, J.F.; Forte, M.A.; Tavares, C.J. Biodegradable Polymers for Microencapsulation Systems. Adv. Polym. Technol. 2022, 2022, 4640379. [Google Scholar] [CrossRef]
- Sundarababu, J.; Anandan, S.S.; Griskevicius, P. Evaluation of mechanical properties of biodegradable coconut shell/rice husk Powder polymer composites for light weight applications. Mater. Today Proc. 2021, 39, 1241–1247. [Google Scholar] [CrossRef]
- Tinoco, M.P.; Gouvêa, L.; de Cássia Magalhães Martins, K.; Filho, R.D.T.; Reales, O.A.M. The use of rice husk particles to adjust the rheological properties of 3D printable cementitious composites through water sorption. Constr. Build. Mater. 2023, 365, 130046. [Google Scholar] [CrossRef]
- Deepan, S.; Jeyakumar, R.; Mohankumar, V.; Manojkumar, A. Influence of rice husk fillers on mechanical properties of banana/epoxy natural fiber hybrid composites. Mater. Today Proc. 2022, 74, 575–580. [Google Scholar] [CrossRef]
- Arjmandi, R.; Hassan, A.; Majeed, K.; Zakaria, Z. Rice Husk Filled Polymer Composites. Int. J. Polym. Sci. 2015, 2015, 501471. [Google Scholar] [CrossRef]
- Adnan, M.; Siddiqui, A.J.; Ashraf, S.A.; Snoussi, M.; Badraoui, R.; Alreshidi, M.; Elasbali, A.M.; Al-Soud, W.A.; Alharethi, S.H.; Sachidanandan, M.; et al. Polyhydroxybutyrate (PHB)-Based Biodegradable Polymer from Agromyces indicus: Enhanced Production, Characterization, and Optimization. Polymers 2022, 14, 3982. [Google Scholar] [CrossRef]
- Prakash, S.O.; Sahu, P.; Madhan, M.; Santhosh, A.J. A Review on Natural Fibre-Reinforced Biopolymer Composites: Properties and Applications. Int. J. Polym. Sci. 2022, 2022, 7820731. [Google Scholar] [CrossRef]
- Jeon, J.S.; Han, D.H.; Shin, B.Y. Improvements in the Rheological Properties, Impact Strength, and the Biodegradability of PLA/PCL Blend Compatibilized by Electron-Beam Irradiation in the Presence of a Reactive Agent. Adv. Mater. Sci. Eng. 2018, 2018, 5316175. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.P.; Ugwu, C.U.; Aiba, S. Biodegradability of Plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef] [PubMed]
- Vikhareva, I.N.; Buylova, E.A.; Yarmuhametova, G.U.; Aminova, G.K.; Mazitova, A.K. An Overview of the Main Trends in the Creation of Biodegradable Polymer Materials. J. Chem. 2021, 2021, 5099705. [Google Scholar] [CrossRef]
- Kruszkowska- Olewnik, E.; Burkowska-But, A.; Tarach, I.; Walczak, M.; Jakubowska, E. Biodegradation of polylactide-based composites with an addition of a compatibilizing agent in different environments. Int. Biodeterior. Biodegrad. 2020, 147, 104840. [Google Scholar] [CrossRef]
- Zhang, C.; Quirino, L.R.; Sun, J. Biobased Polymers and Composites. Int. J. Polym. Sci. 2018, 2018, 7693489. [Google Scholar] [CrossRef]
- Shi, T.; Liang, J.; Li, X.; Zhang, C.; Yang, H. Improving the Corrosion Resistance of Aluminum Alloy by Creating a Superhydrophobic Surface Structure through a Two-Step Process of Etching Followed by Polymer Modification. Polymers 2022, 14, 4509. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Zhang, Z.; Hadjichristidis, N. Poly(amino ester)s as an emerging synthetic biodegradable polymer platform: Recent developments and future trends. Prog. Polym. Sci. 2023, 136, 101634. [Google Scholar] [CrossRef]
- Hill, A.; Ronan, W. Relationship between failure strain, molecular weight, and chain extensibility in biodegradable polymers. J. Mech. Behav. Biomed. Mater. 2023, 139, 105663. [Google Scholar] [CrossRef]
- Taurino, R.; Bondioli, F.; Messori, M. Use of different kinds of waste in the construction of new polymer composites: Review. Mater. Today Sustain. 2023, 21, 100298. [Google Scholar] [CrossRef]
- Islam, M.; Kovalcik, A.; Hasan, M.; Thakur, V.K. Natural Fiber Reinforced Polymer Composites. Int. J. Polym. Sci. 2015, 2015, 813568. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Gopi, A.J.; Radoor, S.; Dominic, C.M.; Krishnasamy, S.; Deshmukh, K.; Hameed, N.; Salim, N.V.; Sienkiewicz, N. Turning waste plant fibers into advanced plant fiber reinforced polymer composites: A comprehensive review. Compos. Part C Open Access 2023, 10, 100333. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Mousa, M.S.; Sanjay, M.R.; Siengchin, S. Impact Strength of Hybrid Epoxy–Basalt Composites Modified with Mineral and Natural Fillers. ChemEngineering 2021, 5, 56. [Google Scholar] [CrossRef]
- Patiño, A.A.B.; Lassalle, V.L.; Horst, M.F. Magnetic hydrocharnanocomposite obtained from sunflower husk: A potential material for environmental remediation. J. Mol. Struct. 2021, 1239, 130509. [Google Scholar] [CrossRef]
- Marques, B.; Tadeu, A.; António, J.; Almeida, J.; de Brito, J. Mechanical, thermal and acoustic behaviour of polymer-based composite materials produced with rice husk and expanded cork by-products. Constr. Build. Mater. 2020, 239, 117851. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Szulc, J. Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 2019, 75, 1–11. [Google Scholar] [CrossRef]
- Peiji, G.; Yinbo, Q.; Xin, Z.; Mingtian, Z.; Yongcheng, D. Screening microbial strain for improving the nutritional value of wheat and corn straws as animal feed. Enzym. Microb. Technol. 1997, 20, 581–584. [Google Scholar] [CrossRef]
- Giovannozzi-Sermanni, G.; D’Annibale, A.; Crestini, C. Solid state fermentation of wheat straw for paper production. In Advances in Solid State Fermentation; Roussos, S., Lonsane, B.K., Raimbault, M., Viniegra-Gonzalez, G., Eds.; Springer: Dordrecht, The Netherlands, 1997. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Delekta, M.; Czylkowska, A.; Strzelec, K. Natural Rubber Biocomposites Filled with Phyto-Ashes Rich in Biogenic Silica Obtained from Wheat Straw and Field Horsetail. Polymers 2021, 13, 1177. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, X. Machine learning tensile strength and impact toughness of wheat straw reinforced composites. Mach. Learn. Appl. 2021, 6, 100188. [Google Scholar] [CrossRef]
- Yu, M.; Huang, R.; He, C.; Wu, Q.; Zhao, X. Hybrid Composites from Wheat Straw, Inorganic Filler, and Recycled Polypropylene: Morphology and Mechanical and Thermal Expansion Performance. Int. J. Polym. Sci. 2016, 2016, 2520670. [Google Scholar] [CrossRef]
- Tong, J.; Wang, H.; Kuai, B.; Gao, J.; Zhang, Y.; Huang, Z.; Cai, L. Development of transparent composites using wheat straw fibers for light-transmitting building applications. Ind. Crops Prod. 2021, 170, 113685. [Google Scholar] [CrossRef]
- Jiang, D.; An, P.; Cui, S.; Sun, S.; Zhang, J.; Tuo, T. Effect of Modification Methods of Wheat Straw Fibers on Water Absorbency and Mechanical Properties of Wheat Straw Fiber Cement-Based Composites. Adv. Mater. Sci. Eng. 2020, 2020, 5031025. [Google Scholar] [CrossRef]
- Qudoos, A.; Ullah, Z.; Atta-ur-Rehman; Baloch, Z. Performance Evaluation of the Fiber-Reinforced Cement Composites Blended with Wheat Straw Ash. Adv. Mater. Sci. Eng. 2019, 2019, 1835764. [Google Scholar] [CrossRef]
- Jiang, D.; Jiang, D.; Lv, S.; Cui, S.; Sun, S.; Song, X.; He, S.; Zhang, J. Effect of modified wheat straw fiber on properties of fiber cement-based composites at high temperatures. J. Mater. Res. Technol. 2021, 14, 2039–2060. [Google Scholar] [CrossRef]
- Leishan, C.; Cunjing, W.; Yu, M.; Gairong, C. A New and Environmentally Friendly Route for Preparation of Carbon Microspheres from Wheat Straw. Sci. World J. 2023, 2013, 146930. [Google Scholar] [CrossRef] [PubMed]
- Huda, S.; Yang, Y. Chemically extracted cornhusk fibers as reinforcement in light-weight poly (propylene) composites. Macromol. Mater. Eng. 2008, 293, 235–243. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wheat Straw Powder Content, wt.% | m, g | m1, g | ρ, g/cm3 | ρaverage., g/cm3 |
|---|---|---|---|---|
| 0 | 3.1909 | 0.4812 | 0.9645 | 0.9644 |
| 3.2561 | 0.4942 | 0.9642 | ||
| 3.0064 | 0.4524 | 0.9646 | ||
| Wheat straw as a filler | ||||
| 10 | 2.9303 | 0.3191 | 0.9750 | 0.9747 |
| 3.2042 | 0.3621 | 0.9741 | ||
| 3.1003 | 0.3371 | 0.9751 | ||
| 20 | 3.1666 | 0.3115 | 0.9775 | 0.9765 |
| 3.3912 | 0.3495 | 0.9764 | ||
| 3.0223 | 0.3235 | 0.9755 | ||
| 30 | 3.4324 | 0.3221 | 0.9786 | 0.9786 |
| 3.1408 | 0.3039 | 0.9779 | ||
| 3.2534 | 0.3024 | 0.9794 | ||
| 40 | 3.1538 | 0.2854 | 0.9793 | 0.9795 |
| 3.9587 | 0.3731 | 0.9785 | ||
| 3.2791 | 0.2762 | 0.9808 | ||
| 50 | 3.2944 | 0.2675 | 0.9815 | 0.9823 |
| 3.1386 | 0.2538 | 0.9824 | ||
| 3.0562 | 0.2263 | 0.9831 | ||
| Wheat Straw Powder Content, wt.% | Length, mm | Thickness, mm | Width, mm |
|---|---|---|---|
| 0 | 66.6 | 14.4 | 15.3 |
| 10 | 70.9 | 15.6 | 17.2 |
| 20 | 70.7 | 15.2 | 17.5 |
| 30 | 70.6 | 14.6 | 15.9 |
| 40 | 70.2 | 14.8 | 16.6 |
| 50 | 70.3 | 15.9 | 16.2 |
| Filling, wt.% | Maximum Load, N | Maximum Deformation, mm | Tensile Strength, MPa |
|---|---|---|---|
| 0 | 554.09 ± 33.24 | 8.4 ± 0.42 | 18.65 ± 1.12 |
| Wheat straw as a filler | |||
| 10 | 1166.94 ± 93.35 | 1.8 ± 0.1 | 31.66 ± 1.58 |
| 20 | 989.85 ± 79.18 | 1.3 ± 0.1 | 26.39 ± 2.11 |
| 30 | 671.15 ± 33.55 | 2.3 ± 0.2 | 22.61 ± 0.91 |
| 40 | 460.18 ± 27.61 | 1.9 ± 0.1 | 15.41 ± 1.08 |
| 50 | 332.14 ± 23.28 | 1.8 ± 0.1 | 11.52 ± 1.03 |
| Temperature, °C | Content of Wheat Straw, wt.% | |||||
|---|---|---|---|---|---|---|
| 0 | 10 | 20 | 30 | 40 | 50 | |
| 300 | 95.84 | 94.08 | 92.32 | 90.56 | 88.80 | 87.04 |
| 400 | 44.61 | 44.07 | 43.52 | 42.97 | 42.42 | 41.88 |
| 500 | 32.22 | 32.35 | 32.48 | 32.61 | 32.74 | 32.87 |
| 600 | 6.65 | 9.03 | 11.40 | 13.78 | 16.16 | 18.54 |
| 700 | 5.87 | 8.11 | 10.36 | 12.60 | 14.84 | 17.09 |
| 800 | 5.87 | 7.93 | 10.00 | 12.06 | 14.13 | 16.19 |
| 900 | 5.87 | 7.74 | 9.61 | 11.48 | 13.34 | 15.21 |
| 1000 | 5.87 | 7.52 | 9.17 | 10.82 | 12.46 | 14.11 |
| Wheat Straw Powder Content, wt.% | ||
|---|---|---|
| 0 | 30 | 50 |
| 12.02 ± 0.82 | 13.35 ± 1.13 | 17.73 ± 0.82 |
| Type of Filler in Polymer Composite | Acid Concentration | |||||
|---|---|---|---|---|---|---|
| 1:1 | 1:3 | 1:11 | ||||
| Wheat straw | Initial weight | Final weight | Initial weight | Final weight | Initial weight | Final weight |
| 2.86 | 2.89 (+1.04%) | 2.92 | 3.03 (+3.76%) | 2.82 | 2.97 (+5.32%) | |
| Type of Sample | Value, mN/m | ||
|---|---|---|---|
| γ | γd | γp | |
| Epoxy resin | 32.64 ± 4.27 | 28.39 ± 0.96 | 4.25 ± 3.31 |
| Composite | 33.95 ± 3.95 | 33.36 ± 3.13 | 0.59 ± 0.83 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cherkashina, N.I.; Pavlenko, Z.V.; Matveenko, D.S.; Domarev, S.N.; Pushkarskaya, D.V.; Ryzhikh, D.A. Synthesis and Characteristics of Composite Material with a Plant-Based Filler. ChemEngineering 2023, 7, 38. https://doi.org/10.3390/chemengineering7020038
Cherkashina NI, Pavlenko ZV, Matveenko DS, Domarev SN, Pushkarskaya DV, Ryzhikh DA. Synthesis and Characteristics of Composite Material with a Plant-Based Filler. ChemEngineering. 2023; 7(2):38. https://doi.org/10.3390/chemengineering7020038
Chicago/Turabian StyleCherkashina, Natalia Igorevna, Zoya Vladimirovna Pavlenko, Dar’ya Sergeyevna Matveenko, Semen Nikolayevich Domarev, Dar’ya Vasil’yevna Pushkarskaya, and Dar’ya Aleksandrovna Ryzhikh. 2023. "Synthesis and Characteristics of Composite Material with a Plant-Based Filler" ChemEngineering 7, no. 2: 38. https://doi.org/10.3390/chemengineering7020038