
Extraction of Noble Metals from Pyrite Cinders
by
 , , and
, , and
Bagdaulet Kenzhaliyev
,
Tatiana Surkova
,
Dinara Yessimova
*,
Zhazira Baltabekova
,
Yerkezhan Abikak
 ,
,
Bekzat Abdikerim
and
Zamzagul Dosymbayeva
Institute of Metallurgy and Ore Beneficiation, Satbayev University, Shevchenko Str., 29/133, Almaty 050010, Kazakhstan
*
Author to whom correspondence should be addressed.
ChemEngineering 2023, 7(1), 14; https://doi.org/10.3390/chemengineering7010014
Submission received: 12 December 2022
/
Revised: 26 January 2023
/
Accepted: 9 February 2023
/
Published: 14 February 2023
Abstract
:When obtaining sulfuric acid from pyrite concentrates, a significant amount of waste is generated in the form of pyrite cinders that require disposal. The methods used in processing this raw material are, as a rule, the pyrometallurgical processes of chlorination and chloride sublimation, the disadvantages of which include increased energy consumption and a lack of complexity in the extraction of valuable components. Hydrometallurgical processes are in less demand due to their multi-stage nature and complexity of execution. The method of chemical activation developed at the JSC “Institute of Metallurgy and Ore Beneficiation” makes it possible to isolate iron and non-ferrous metals into separate, middling products and to concentrate noble metals in the cake at the first stage. Physical and chemical studies of the cake found that its basis comprises iron compounds. The silver in the cake is associated with pyrite, while the gold is associated with hematite; it is also possible to find gold in the form of AuCl3. The content of gold in the cake is 1.5 g/t, and the silver content is 17.7 g/t. Based on physical and chemical studies and data from the literature, various versions of the hydrochlorination method are proposed to open the cake.
1. Introduction
One of the main methods for producing sulfuric acid is the roasting of sulfur-containing raw materials, usually pyrite concentrates, to produce sulfur dioxide. The storage of pyrite cinders formed during the roasting process, like any other manufactured waste, causes significant land rejection, adverse hydrogeological and geochemical changes, and intense pollution of the soil, water bodies, and air.
Under the influence of atmospheric precipitation and climatic conditions in the accumulated cinders and waste, changes in the chemical and phase compositions and the formation of compounds containing many heavy and toxic metals that are soluble in aqueous media occur, with a detrimental effect on the environment. On one hand, the accumulated pyrite cinders and waste pose a real threat of pollution to water and air; on the other hand, they are a valuable source of ferrous, non-ferrous, and precious metals which has not been used to date due to the lack of economically viable technologies.
Chlorination is a classic method for processing pyrite cinders that has been introduced in a number of countries [1,2,3,4,5]. It should be noted that, in terms of iron content, pyrite cinders are equivalent (50–60%) to good iron ores; however, their use for iron smelting is hindered by the presence of non-ferrous metals and sulfur. Therefore, the technological processing scheme should provide a fairly complete extraction of non-ferrous metals and result in a product that is suitable for blast-furnace smelting. This is achieved by the chlorinated roasting of pyrite cinders, followed by the leaching of non-ferrous metal compounds. A method involving the low-temperature (550–600 °C) chlorinated roasting of cinders with common salt (or calcium chloride) was introduced at the Duisburg plant in the Federal Republic of Germany [1,6]. However, the need to leach excessively large volumes of chlorinated cinder in order to extract non-ferrous metals is one of the bottlenecks that reduces the practical significance of this approach.
The most promising direction of chlorinated roasting is chloride sublimation [2,7], in which table salt is used as a chlorinating agent. Pre-granulated, raw materials are loaded into a shaft furnace heated by hot (1250 °C) gases. Iron is not chlorinated in an oxidizing atmosphere, and non-ferrous metal impurities are removed in the form of chlorides, which have lower boiling points. There is a separation of non-ferrous metals from iron. Thi method is characterized by sufficiently high rates for the extraction of non-ferrous metals. However, it can only be used for processing pyrite cinders of strict chemical and granulometric compositions.
Recently, ammonium chloride has been used as a chlorinating agent [8], making it possible to expand the range of possible compositions for the feedstock.
The most noteworthy chloride-free method for processing pyrite cinders was developed by Outokumpu, and it involves the melting of pyrite concentrates in a neutral atmosphere with the sublimation of sulfur, the production of troilite matte, the removal of slag, matte granulation in water, and oxidative roasting. This method makes it possible to obtain a product containing up to 67% iron, but it does not allow for the extraction of non-ferrous and precious metals [9].
One method proposed in a later development includes heating the cinder and melting it in the presence of a reducing agent and flux mixtures composed of materials containing CaO and Al2O3 and processing the resulting iron-based alloy with solid oxidizers containing calcium sulfate [10]; in some cases, SiO2 is used as a flux [11]. The disadvantage of this method is the low recovery of precious metals.
All of the described methods are pyrometallurgical and energy intensive. Recently, much attention has been paid to hydrometallurgical methods for processing pyrite cinders.
The method described in [3] includes a preliminary, four-stage leaching of non-ferrous metals with water and a solution of sulfuric acid and the subsequent leaching of precious metals with a hydrochloric acid solution of thiocarbamide. This method allows for the separation of blister copper, iron oxide pigment, and zinc oxide into separate products and the extraction of precious metals from a hydrochloric acid thiocarbamide solution.
The disadvantages of this method are the multi-stage, low extraction of iron and precious metals from the cinder and the contamination of the obtained iron oxide pigments with non-ferrous metal impurities.
A known method for the deep processing of pyrite cinders includes leaching non-ferrous metals with a bacterial complex [4]. The disadvantages of this method are the long duration of bacterial leaching and the complexity of the cultivation process for acidophilic thionic bacteria.
Based on the available information [5,12,13], hydrometallurgical methods have remained the predominant direction of the research in recent years.
We have developed a method for the chemical activation of technogenic, raw materials [14,15]. Due to the conditions of chemical activation, the opening of the primary concentrate of noble metals is achieved. This technique also makes it possible to concentrate noble metals into a separate intermediate product, the processing of which is possible by one of the known methods and is determined by its composition and structural features.
Currently, a significant amount of gold-bearing raw materials in the world are processed using sodium cyanide [14,15,16,17]. Depending on the structural features of the raw materials, a number of technological methods are additionally used; these are mainly reduced to the preliminary oxidation of raw materials by roasting the ore or obtaining a concentrate, bacterial oxidation, treatment with nitric acid, or exposure to oxygen under high pressure in an autoclave (redox process), etc. [16,17].
The advantage of hydrochlorination in the processing of gold-bearing raw materials lies in the combination of two processes performed at once: oxidation and leaching, according to the equation:
2Au + 3Cl2 + 2Cl− = 2AuCl−4
The use of chlorine in the hydrometallurgical cycle of gold production has a fairly long history. For a long time, the method was the main and practically only option in the hydrometallurgical processing of gold-bearing ores.
The disadvantages of the chlorination process in the initial period were the need to use a large amount of chlorine-containing reagents, its toxicity, and the insufficient efficiency of the equipment and design of the process.
Over time, thanks to advances in theory and practice, chlorination has gained increasing strength and has been successfully used in the processing of gold-bearing raw materials.
One of the relatively new directions in the field of chlorination leaching of gold from raw ore materials is hot hydrochlorination, in which a pure chloride medium is used for leaching and is combined with halide solutions containing a high concentration of NaCl, NaBr, and CuCl2. In this case, the process of gold dissolution is combined with the chemical opening of gold-bearing sulfides.
This method was used by Intec (Australia) and Outocumpo (Finland) [18] when developing their own options for the process of chlorination extraction of copper and gold from chalcopyrite concentrates.
Further development of the process revealed the possibility of extracting gold in this way not only from chalcopyrite but also from its accompanying iron sulfides: arsenopyrite and pyrite. In this case, gold is freed from association with the indicated sulfides and passes into solutions.
Ongoing, intensive research on the theoretical and technological aspects of the hydrochlorination process and a comparison of the performance of this process with the cyanidation of gold ores and concentrates revealed a number of advantages of hydrochlorination. These include [19]:
- (a)
- A higher rate of gold leaching by chloride solutions due to the use of high concentrations of an oxidizing agent (molecular chlorine);
- (b)
- The possibility of obtaining hydrochloric acid solutions rich in Au content, from which it is convenient to subsequently extract gold by direct electrolysis;
- (c)
- The effectiveness of the application of the chlorinated leaching of gold to various ore materials that are difficult to cyanidate, for example, antimony, arsenic, copper and telluride concentrates;
- (d)
- A fairly simple and effective method for the subsequent adsorption extraction of gold on activated carbon. Unlike cyanidation, gold from chloride solutions is deposited on coal granules in the form of metal:
4AuCl3 + 3C + 6H2O = 4Au + 12HCl + 3CO2
At present, the process of hydrochlorination is especially relevant to the processing of carbonaceous, gold-bearing ores. The US Bureau of Mines has developed a variant of this technology for the chlorine oxidation of such raw materials. This process is called CICL (“CARBORI–in Chlorine Leaching”). It combines successive operations of the chlorine deactivation of natural carbon, the chlorination leaching of gold, and its adsorption from the pulp with activated carbon.
It should be noted that, in addition to with cyanidation and hydrochlorination, the thiosulfate processing method has recently received increasing attention in the worldwide practice of gold extraction [20,21,22,23].
There are many options for the use of sulfur-containing reagents. However, they all have certain disadvantages: the formation of elemental sulfur and a decrease in the recovery of precious metals, poor pulp filterability, the high cost of individual reagents, etc. Nevertheless, the use of sulfur-containing reagents for the extraction of noble metals is an attractive option due to its non-toxicity, the possibility of deep opening, and recovery without pre-concentration.
2. Materials and Methods
The quantitative content of concentrated gold and silver leaching was determined on an atomic emission spectrometer with inductively coupled plasma (ICP), the Optima 8000 DV (ICP, PerkinElmer, Norwalk, CT, USA).
X-ray phase data of the noble metal concentrate were obtained with the help of a D8 Advance diffractometer (Bruker AXS GmbH, Karlsruhe, Germany) with a cobalt anode, radiation, Cu, and X-ray fluorescence data, with the help of a Venus 200 wave dispersion spectrometer from “PANalytical” Netherlands. Diffractograms were decoded and interplanar distances were calculated using EVA software (HVAC version, LBS, Bhandup West, Mumbai, India). Sample transcripts and phase searches were performed with “Search/match” software using the ASTM card database.
The X-ray phase method results were supplemented with mineralogical analysis data obtained using an AxioScope.A1 (Carl Zeiss Microscopy GmbH, Oberkochen, Germany). Infrared (IR) spectra were recorded with an Avatar 370 CsI FTIR spectrometer (Nicolet Instrument Corporation, Raleigh, NC, USA) in the spectral range of 4000–300 cm−1.
For pulp hydrochlorination, a plant was used that included a chlorine generator: a two-chamber electrolyzer with an MK-40 membrane-separated anode and cathode chambers and a closed reactor with a stirrer for pulp leaching. The cathode was steel, and the anode was titanium coated with ruthenium oxide. Chlorine gas from the anode chamber entered the reactor, which contained the slurry. In the process of leaching, the pulp was mixed with a PE 8399 mixer from the Ekros company, Russia, St. Petersburg. The concentration of sodium chloride in the anolyte was 300 g/dm3.
Electrochlorination was carried out in a single reactor in which chlorine gas was generated, and leaching was simultaneously carried out with stirring. Graphite electrodes were used.
3. Results
Pyrite cinders are a finely dispersed, technogenic raw material with a complex composition.
The most valuable components of pyrite cinders are noble metals. The use of the chemical activation method to process pyrite cinders allowed 26% of the ferrous metals and more than 75% of the non-ferrous metals to be separated into industrial products and precious metals to be concentrated in the cake at this stage. This cake can be considered a primary concentrate of noble metals. Physical and chemical tests of the concentrate showed that its content of gold was 1.5 g/t and its silver content was 17.7 g/t. Among the main components, Fe, S, Al, Si, and Ca prevailed (Table 1), and the main phases were iron compounds (Table 2).
The results of the X-ray phase method are supplemented by the data of the IR spectroscopic method (Figure 1), according to which the presence of the following bands was revealed in a sample of pyrite cinders: iron oxide, α-Fe2O3—539, 471, 375, and 328 cm−1 [28]; hematite, Fe2O3—545, and 471 cm−1 [29]; natrojarosite, NaFe3(SO4)2(OH)6—3394, 1623, 1094, 1031, 1007, 630, and 478 cm−1 [29]; kaolinite, Al4[(OH)8|Si4O10]—3627, 1623, 1031, 1007, 916, 758, 690, 539, and 471 cm−1 [29,30]; quartz, SiO2—795, 778, 690, 397, and 375 cm−1 [30,31]; albite, Na[AlSi3O8]—1163, 609, 589, and 478 cm−1 [31]; anorthite, Ca[Al2Si2O8]—1163, 758, 667, 539, and 471 cm−1 [31]; and [CO3]2—group—1420 and 876 cm−1 [32].
Possible presences included: gold trichloride, AuCl3—368, 355, and 303 cm−1 [28]; faustite, 4(Zn;Cu)Al6 (PO4)4 (OH)8 ∙ 4H2O–1031, 1007, 916, 758, 690, 539, and 471 cm−1 [29]; high alumina brick—552 cm−1 [32].
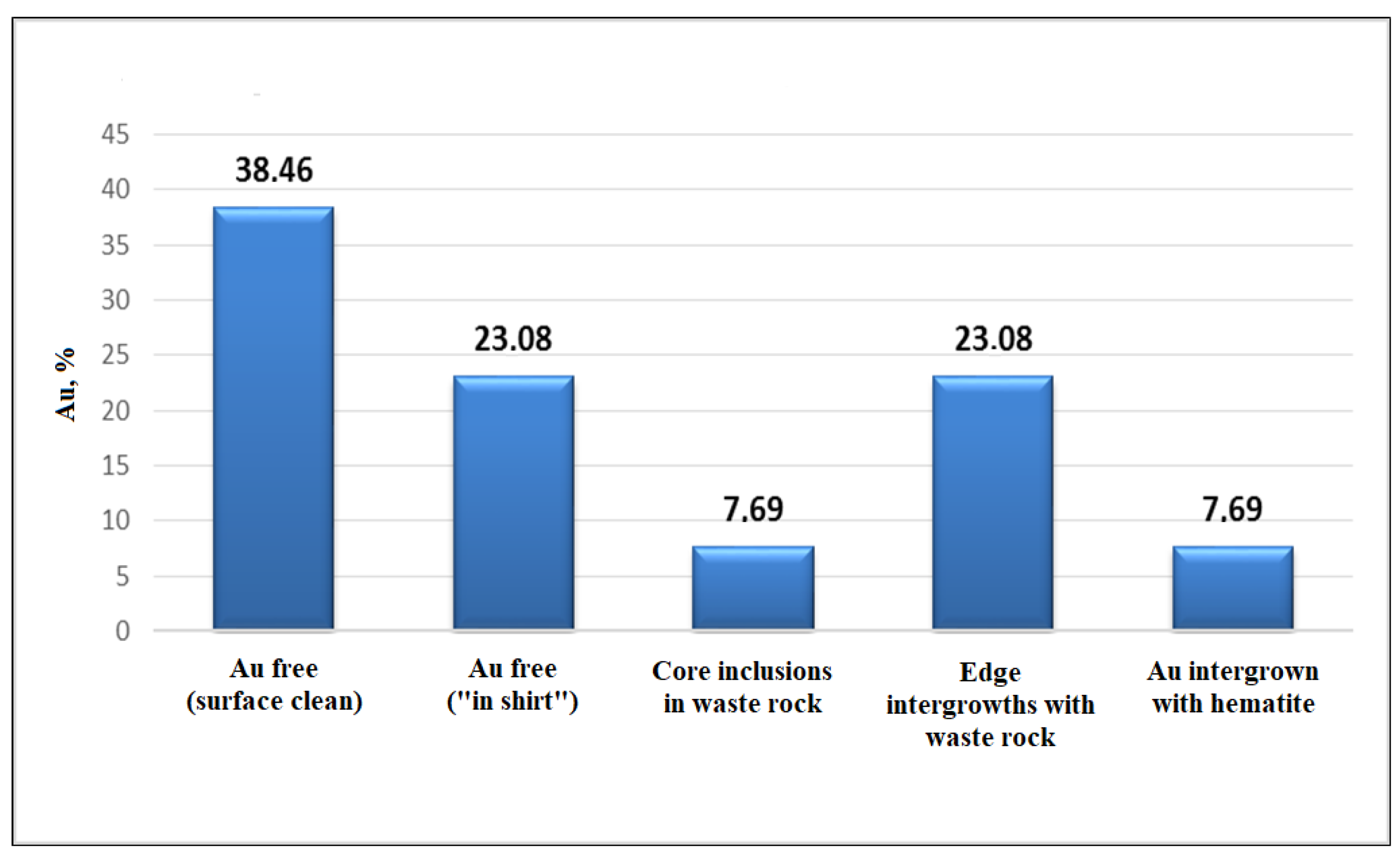
Gold was also present in both free form and in intergrowths with hematite and waste rock in ultrafine and finely dispersed forms. There were gold particles covered with oxidation films of goethite–limonite composition—“gold in a shirt” [18]. The shape of gold particles was varied: spherical, irregularly shaped, and, less often, elongated. The surface of the grains was both smooth, with clear contours, and rough and embossed. The color ranged from pale yellow to bright golden. The distribution of forms of gold in the presence of concentrate is shown in Figure 2.
According to the mineralogical analysis, hematite was present in the form of fine-grained zonal aggregates, indicating their stage of oxidation. Sulfide mineralization was extremely weak and was represented by pyrite, chalcopyrite, and silver particles.
Thus, from the presented results, it follows that iron compounds were the basis of the obtained concentrate. Silver in the concentrate is associated with pyrite, while gold is associated with hematite; it was also possible to find gold in the form of AuCl3.
Based on the literature data [10,11,12] and the results of the physical and chemical analyses for the opening of the primary concentrate of precious metals, a method of hydrochlorination was proposed. Over the course of the research, the following options were tested: saturating the pulp with chlorine gas based on the obtained concentrate and sodium chloride at a concentration of 10 g/dm3, and a combination of chlorine generation and pulp leaching in one reactor. Chlorine gas emitted at the anode in the chlorine generation process was fed into the reactor and acted on the pulp. As an active oxidizing agent, it destroyed the matrix holding the noble metals, providing more favorable conditions for their transfer into the solution.
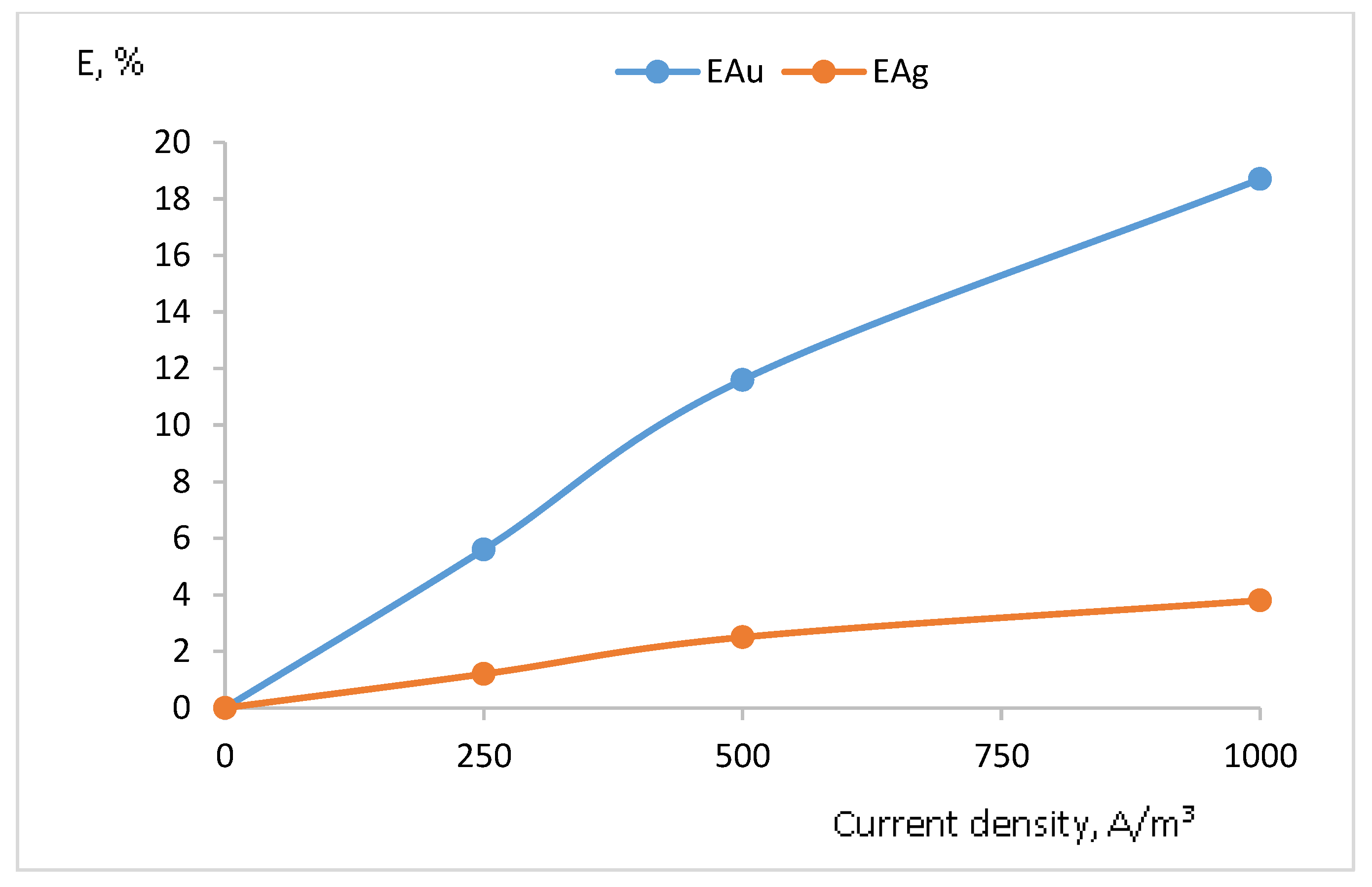
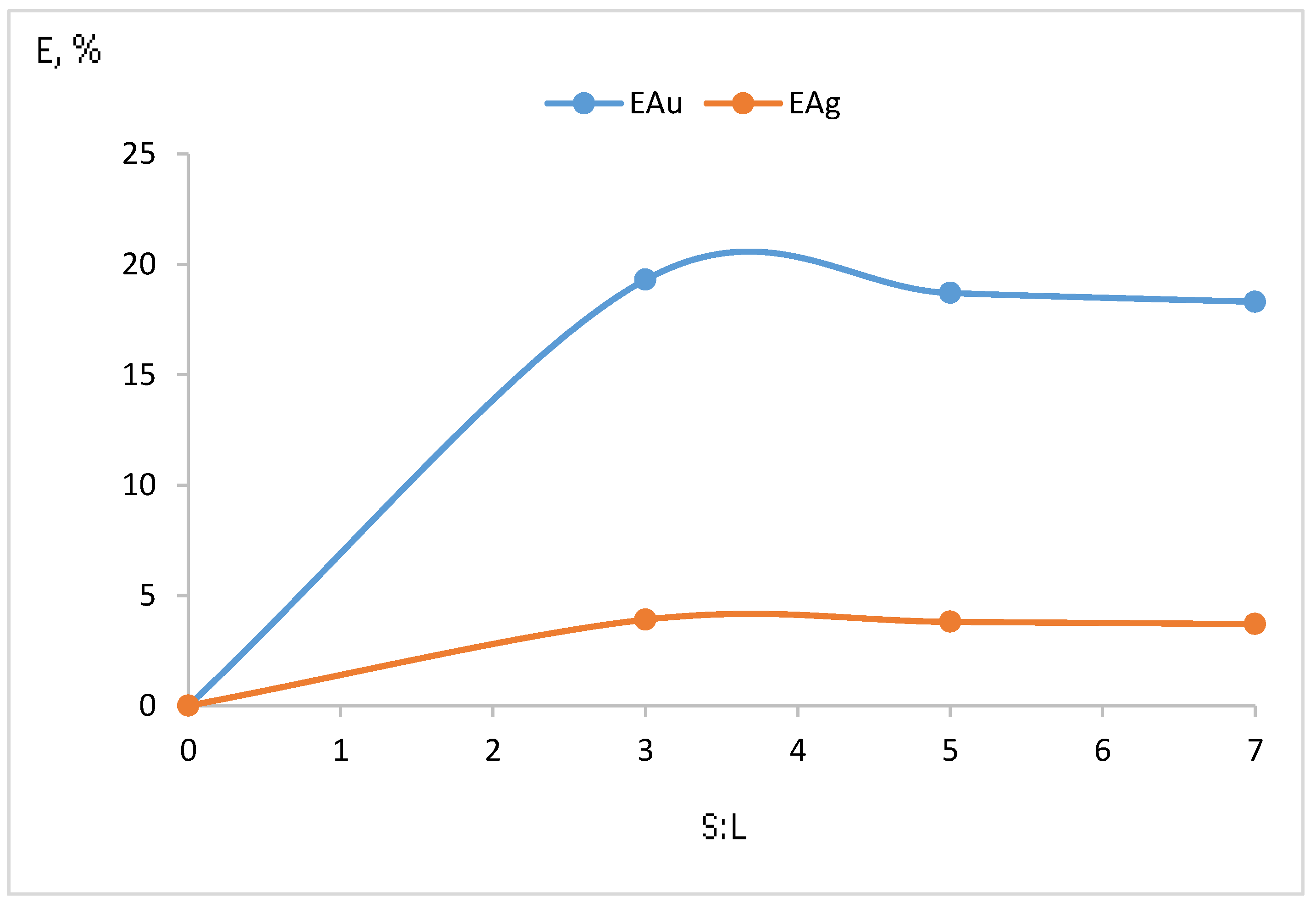
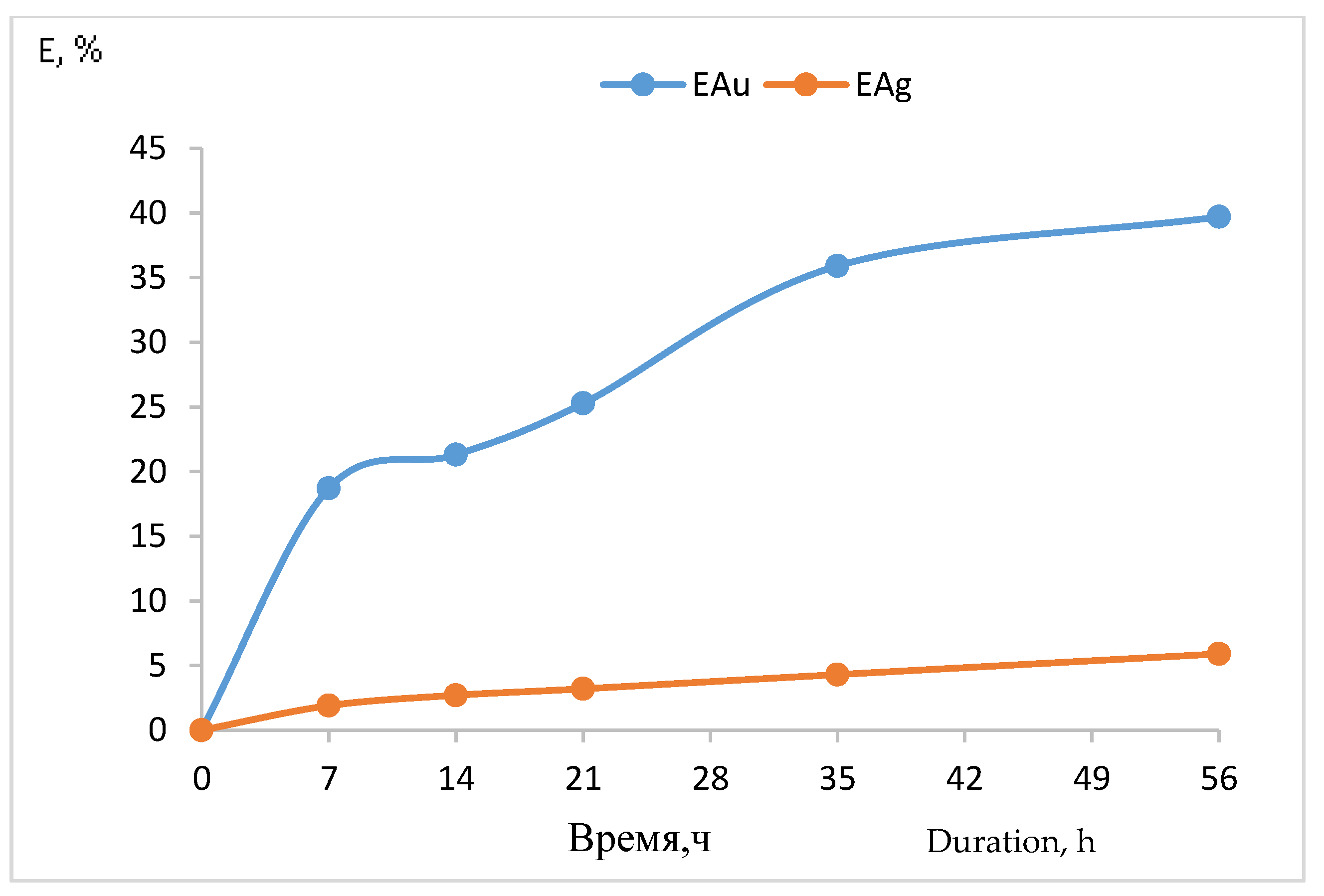
The hydrochlorination process intensity, in addition to the concentration of sodium chloride in the anolyte, was determined by the current density, the duration of the process, and the ratio of solid to liquid phases. The concentration of sodium chloride in the anolyte was equal to 300 g/dm3. The results of the experiments are presented in Table 3, which shows that the degree of gold leaching increased with an increase in the current density and the process duration. With an increase in duration of up to 56 h (current density 1000 A/m3), the degree of gold recovery was 35–40%, while it was only 18% for 7 h. The optimal ratio can be considered 1:5 or 1:7.
The second option included pulp formation from the noble metal concentrate and analyte, leading from the previous leaching with pulp saturation using chlorine gas.
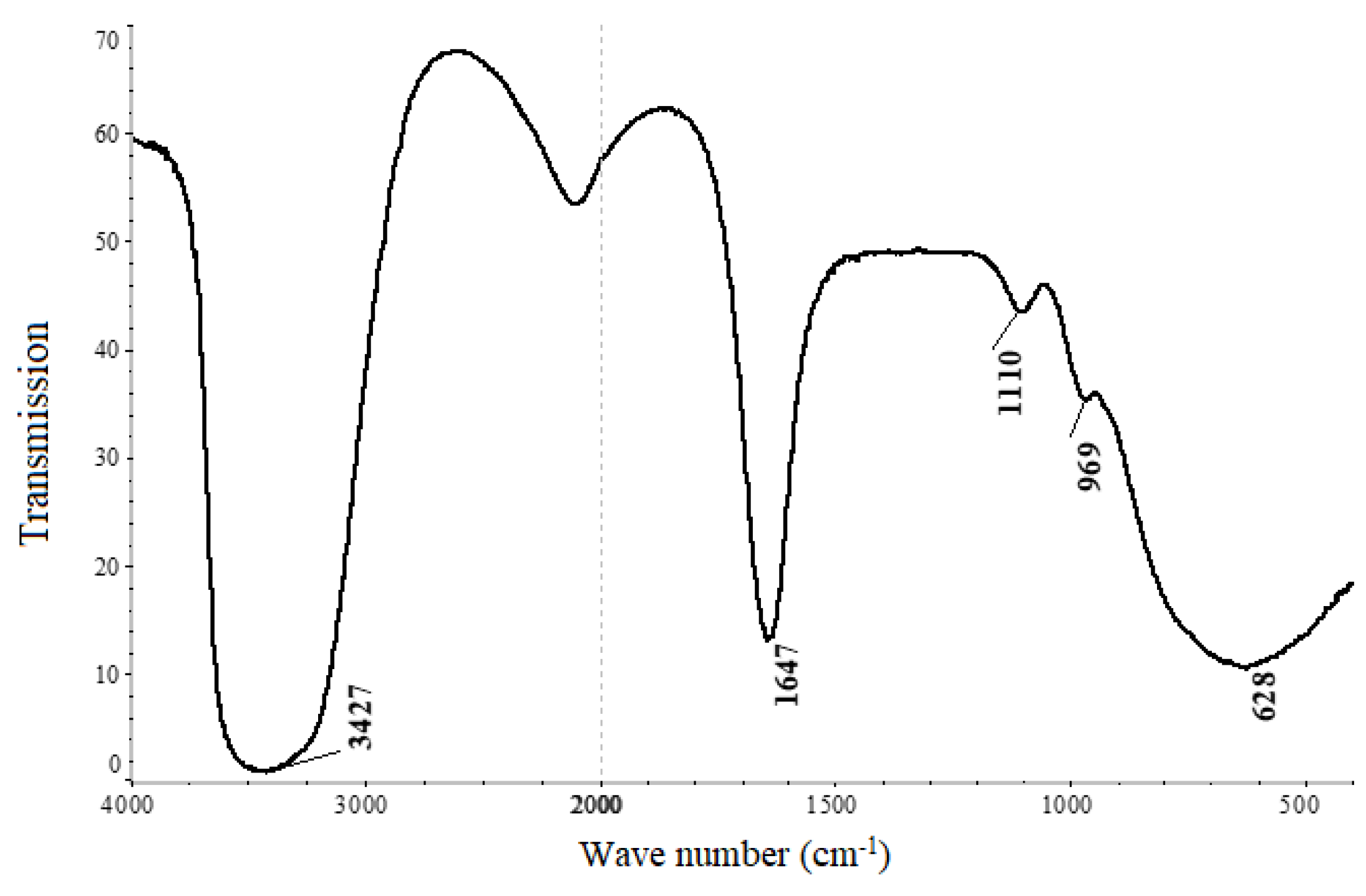
The formation of ClO− and ClO3− ions is possible during the interaction of chlorine gas with an aqueous solution of the anolyte; according to thermodynamic calculations [11,12] and confirmed by IR spectroscopic analysis (Figure 3), an advantage can be found in terms of the ClO3− ion formed during the following reaction: 3ClO− = 2 Cl− + ClO3−.
The absorption bands of valence ν(OH)–3427 cm−1, strain δHOH-1647 cm−1, and vibration ν L H2O with a maximum at the wavelength of 628 cm−1 of molecular water vibrations were fixed in the spectrum (Figure 3) [28]. The presence of [ClO3]− 969 cm−1 and [ClO4]− 1110 cm−1 ions [28], as well as [SO3]2−–969 cm−1 and [SO4]2−1110 cm−1, is possible [29].
The presence of [SO3]2− and [SO4]2− ions in the solution can be explained by the oxidation of the pyrite contained in the primary noble metal concentrate.
Studies on the hydrochlorination process were carried out with the following parameters: a T:L ratio of 1:5, a current density of 1000 A/m3, and a duration of 7 h. The results obtained are presented in Table 3 and Figure 4, Figure 5 and Figure 6. It follows from the table and figures that the degree of gold leaching was 31.1%. In this experiment, the impact on the pulp not only affected chlorine gas but also the oxidizing agents contained in the analyte, resulting in an increase in the degree of gold leaching.
The degree of recovery of silver in the solution did not exceed 13.5% in the described experiments. It is known that an insoluble compound—silver chloride—is formed in chloride solutions. However, in an atmosphere of atomic chlorine, the formation of silver chlorine complexes by analogy with gold is possible; however, these complexes are very unstable and decompose with the formation of insoluble silver chloride. In our case, the silver concentration in the solution was very low, indicating that the amount of precipitate was extremely small.
The electrochlorination process was carried out according to the procedure indicated above at a current density of 1000 A/m3 and a duration of 7 h. The concentration of sodium chloride varied from 50 to 300 g/dm3. The best results were obtained at a NaCl concentration of 150 g/dm3 and are shown in Table 3. The degree of gold leaching under these conditions for 7 h was 89.7%, and the degree of silver leaching was 36%.
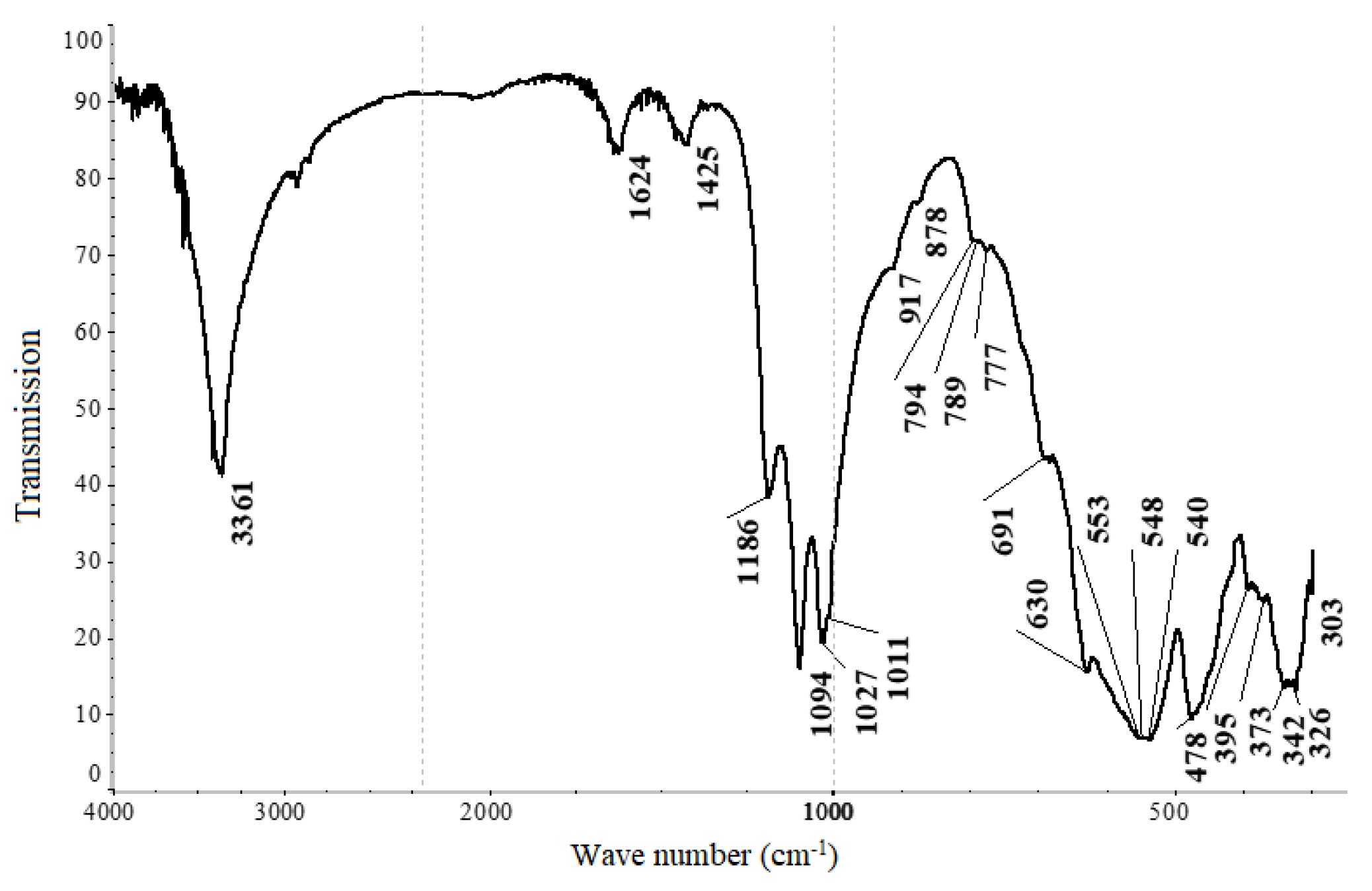
IR spectroscopic studies of a pyrite cinder sample after the chlorination process (Figure 7) revealed the presence of bands within: iron oxide, α-Fe2O3—540, 478, 373, and 326 cm−1 [28]; hematite, Fe2O3—548 and 478 cm−1 [30]; natrojarosite, NaFe3(SO4)2(OH)6—3361, 1624, 1186, 1094, 1027, 1011, 630, and 478 cm−1 [31]; kaolinite, Al4[(OH)8| Si4O10]—917, 758, 691, 540, and 478 cm−1 [28,32]; quartz, SiO2—794, 777, 691, 395, and 373 cm−1 [28,30]; and A group [CO3]2—1425 and 878 cm−1 [29]. Possibly present was high aluminum brick—789 and 553 cm−1 [29].
When comparing the data obtained from the IR spectroscopic analysis of the pyrite cinder sample before and after electrochlorination, it can be seen that gold, which was in the original sample in the form of AuCl3, was passed into solution.
Thus, the results obtained show that the electrochlorination process is more effective than pulp hydrochlorination. In this process, along with an oxidizer, an electromagnetic field acts on the pulp, resulting in the active destruction of the lattice of the host noble minerals. It also follows from the obtained data that it is possible to achieve a gold extraction rate from the solution of approximately 90%, and to extract non-ferrous metals and iron during the first stage via the preliminary chemical activation of pyrite pulp and subsequent electrochlorination. During electrochlorination, approximately 60% of the silver is concentrated in the cake, from which it can be extracted by nitric acid leaching or cyanidation.
4. Conclusions
The scientists of the JSC “Institute of Metallurgy and Ore Beneficiation” have developed a method for the chemical activation of technogenic raw materials. This method can be used in the processing of pyrite cinders [7], making it possible to separate non-ferrous metals and iron into separate, middling products during the first stage and to concentrate gold and silver in a cake. Physical and chemical studies of the cake showed that iron compounds are its basis, silver is associated with pyrite, and gold is associated with hematite. Some of the gold is present as chloride. Based on physical and chemical studies and data from the literature, various hydrochlorination methods have been proposed and studied in order to open the cake.
The electrochlorination variant turned out to be the most effective, which made it possible to transfer approximately 90% of the gold into solution in 7 h. The degree of silver recovery under these conditions was 41.1%. Silver can be recovered from the cake after electrochlorination by cyanidation or leaching with nitric acid.
The method of extracting gold and silver developed and described in this article will complement and complete the current technology for processing pyrite cinders using the method of preliminary chemical activation. The technology as a whole is quite compact and can be used for processing not only pyrite cinders but also other technogenic and raw mineral materials of similar composition.
Author Contributions
Conceptualization, B.K. and T.S.; methodology, T.S.; software D.Y. and B.A.; validation, B.K. and T.S.; formal analysis, B.K., T.S. and Z.B.; investigation, T.S.; resources, Y.A.; data curation, Z.D.; writing—original draft preparation, T.S. and D.Y.; writing—review and editing, T.S. and D.Y.; visualization, Y.A, Z.D. and Z.B.; supervision, B.K.; project administration, B.K.; funding acquisition, B.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Science Committee of the Ministry of Education and Science of the Republic of Kazakhstan (Grant No. AP09259455).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data analyzed in this study are a re-analysis of existing data which are openly available at the locations cited in the reference section, available via DOI or URL links. All the data presented are under open access from the journal ChemEngineering and can be reused with the correct citation.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Beregovsky, V.I.; Bergman, R.V.; Danilova, L.A.; Kozyrev, B.C.; Tarasov, B.E.; Teper, B.C.; Fominykh, E.G. Complex Use of Pyrite cinders; Metallurgizdat: Moscow, Russia, 1963; 70p. [Google Scholar]
- Abikak, Y.; Kenzhaliev, B.; Gladyshev, S.; Abdulvaliev, R. Development of Technology for Processing Pyrite Cinder to Produce Non-Ferrous Metal Concentrate. Teknomekanik 2022, 5, 35–41. [Google Scholar]
- Kosmukhambetov, A.R. Scientific Foundations of Oxyhydrochlorination, Electromembrane Processes and Their Application in Hydrometallurgy of Non-Ferrous, Rare and Noble Metals. Ph.D. Thesis, Satbayev University, Almaty, Kazakhtan, 2005; 352p. [Google Scholar]
- Litvinenko, L.G.; Litvinenko, V.G.; Shchelkonogov, M.A.; Morozov, A.A. The Method of Complex Processing of Pyrite Cinders. Patent 2623948 RU, 6 December 2017. [Google Scholar]
- Mukhamedshin, I.K.; Bashlykova, T.V.; Fadina, I.B.; Zhivaeva, A.B. Method for Deep Processing of Pyrite Cinders. Patent 2397260 RU, 13 March 2020. [Google Scholar]
- Abikak, E.B.; Kenzhaliev, B.K. Development of an Integrated Technology Intended to Process Pyrite Slag Using Chemical Pre-activation. NEWS of the National Academy of Sciences of the Republic of Kazakhstan Series of Geology and Technical Sciences. 2022. Available online: http://geolog-technical.kz/assets/20223/3.%2032-51.pdf (accessed on 1 December 2022).
- Abdulvaliev, R.A.; Gladyshev, S.V.; Pozmogov, V.A.; Kasymzhanova, A.K. Hydrochemical technology for processing the ferruginous fraction of bauxites. Enrich. Ores 2019, 310, 44–49. [Google Scholar] [CrossRef]
- Ivanik, S.A.; Ilyukhin, D.A. Hydrometallurgical technology for gold recovery from refractory gold-bearing raw materials and the solution to problems of subsequent dehydration processes. J. Ind. Pollut. Control 2017, 33, 891–897. [Google Scholar]
- Vazhnikova, E.A.; Tarchigina, N.F. Ecological and economic analysis of chemical technologies for processing solid wastes of sulfuric acid production. Int. J. Humanit. Nat. Sci. 2019, 12, 78. [Google Scholar] [CrossRef]
- Shin, S.N.; Gulyaeva, R.I. Method for Processing Pyrite Cinders. Patent 2172788 EN, 27 August 2001. [Google Scholar]
- Vlasov, O.A.; Mechev, V.V. Method of Processing Pyrite Stubs. Patent 2394924 RU, 10 July 2020. [Google Scholar]
- Bakov, A.A.; Arzhannikov, G.I. A method for Processing Pyrite Stubs. Patent 2149706 RU, 19 March 2013. [Google Scholar]
- Kurdyumov, G.E.; Galeru, K.E.; Parshin. Method of Processing Pyrite Stubs. Patent 2716440 RU, 20 March 2020. [Google Scholar]
- Evdokimov, A.V.; Voychinikov, G.I.; Khmelnitskaya, O.D.; Mullov, V.M. Kinetics of dissolution of gold in the area of high concentration of sodium cyanide. (JSC “Irgiridmet”). Modern methods of technological mineralogy in the processes of complex and deep processing of mineral raw materials. In Proceedings of the International Meeting “Plaksinsky Readings-2012”, Petrozavodsk, Russia, 10–14 September 2012; p. 253. [Google Scholar]
- Elshin, V.V.; Kolodin, A.A.; Ovsyukov, A.E.; Malchikhin, A.S. Peculiarities of cyanide leaching of gold in the grinding cycle. Metallurgist 2013, 7, 86–90. [Google Scholar]
- Bogorodsky, A.V.; Balikov, S.V.; Emelyanov, Y.E.; Kopylova, N.V. Autoclave oxidation of sulfide gold-bearing concentrates. Non-Ferr. Metall. 2011, 4, 68–72. [Google Scholar]
- Sinev, L.A.; Sazhin, Y.G. Heat treatment of sulfide gold-arsenic concentrates in an oxygen-free atmosphere. In Proceedings of the 16th International Scientific and Technical Conference “Scientific Basis and Practice for Processing Ores from Technogenic Raw Materials”, Ekaterinburg, Russia, 7–8 April 2011; pp. 240–244. [Google Scholar]
- Lodeyshchikov, V.V. Technology for extracting gold and silver from refractory ores. Irkutsk 1999, 2, 786. [Google Scholar]
- Kotlyar, Y.A.; Meretukov, M.A.; Strizhko, L.S. Metallurgy of Noble Metals: Textbook in 2 Books; MISIS: Moscow, Russia, 2005; 392p. [Google Scholar]
- Ghobeiti, H.M.; Shahram, R.; Fereshten, R. Chloride-hypochlorite leaching of gold from a mechanically activated refractory sulfide concentrate. Hydrometallurgy 2013, 138, 59–64. [Google Scholar]
- Gudkov, A.S.; Zhuchkov, I.A.; Mineev, G.G. Mechanism and kinetics of sulfite-thiosulfate dissolution of gold. Izvestiya vuzov. Russ. J. Non-Ferr. Met. 2010, 51, 393–397. [Google Scholar] [CrossRef]
- Senanayake, G.; Zhang, X.M. Gold leaching by copper (II) in ammoniacalthiosulphate solutions in the presence of additives. Part II. Effect of residual Cu (II), pH and redox potentials on reactivity of colloidal gold. Hydrometallurgy 2012, 115–116, 21–29. [Google Scholar] [CrossRef]
- Senanayake, G. Gold leaching by copper (II) in ammoniacalthiosulphate solutions in the presence of additives. Partt I. A review of hard-soft and Lewis acid-base properties and interactions of ions. Hydrometallurgy 2012, 115–116, 1–20. [Google Scholar] [CrossRef]
- Koizhanova, A.; Osipovskaya, L.; Erdenova, M. Study of precious metals extraction recovery from technogenic wastes. In Proceedings of the 12th International Multidisciplinary Scientific GeoConference and EXPO—Modern Management of Mine Producing, Geology and Environmental Protection, SGEM, Albena, Bulgaria, 17–23 June 2012; Volume 1, pp. 843–846. [Google Scholar]
- Koizhanova, A.; Erdenova, M.; Sedelnikova, G.; Kamalov, E.; Zhanabai, Z. Comparative Study of the Effectiveness of Methods for Extracting Gold from Stale Tailings of Sorption. In Proceedings of the International Multidisciplinary Scientific GeoConference Surveying Geology and Mining Ecology Management, 2018; Volume 18, p. 43. Available online: https://www.proquest.com/openview/82dd569f2440d213ef876b92f525b2b4/1?pq-origsite=gscholar&cbl=1536338 (accessed on 1 December 2022).
- Seitkan, A.; Redfren, S. Arsenic in refractory gold ore processing. Kompleks. Ispolz. Miner. Syra 2021, 317, 5–13. [Google Scholar] [CrossRef]
- Yessengarayev, Y.K.; Surimbayev, B.N.; Baimbetov, B.S.; Mamyachenkov, S.V.; Kanaly, T.S. Ore treatment hydrogen peroxide during heap leaching of gold. Kompleks. Ispolz. Miner. Syra 2021, 316, 5–14. [Google Scholar] [CrossRef]
- Nakamoto, K. Infrared Spectra of Inorganic and Coordination Compounds; Wiley: Hoboken, NJ, USA, 2009; 412p. [Google Scholar]
- Yurchenko, E.N.; Kustova, G.N.; Batsanov, S.S. Vibrational Spectra of Inorganic Compounds; Nauka: Novosibirsk, Russia, 1981; 145p. [Google Scholar]
- Thermo Fisher Scientific’s Nicolet FT-IR spectrometer simplifies infrared spectroscopy for QA/QC and investigative analytical laboratories. Microelectron. Int. 2008, 25. [CrossRef]
- Moenke, H. Mineralspektren; Akademie Verlag: Berlin, Germany, 1962; 394p. [Google Scholar]
- Vlasov, A.; Florinskaya, V.; Venediktov, A.A.; Dutova, K.; Morozov, V.; Smirnova, E. Infrared Spectra of Inorganic Glasses and Crystals; Chemistry: Leningrad, Russia, 1972; 304p. [Google Scholar]
Figure 1.
Infrared spectrum of the initial sample of pyrite cinders.

Figure 2.
Distribution of forms of gold in the presence of concentrate.

Figure 3.
IR spectrum of the analyte.

Figure 4.
Influence of current density on the degree of extraction of precious metals.

Figure 5.
Effect of the S:L ratio on the recovery rate of precious metals.

Figure 6.
Effect of duration on the degree of recovery of precious metals.

Figure 7.
The infrared spectrum of a sample of pyrite cinders after chlorination.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Results of X-ray fluorescence analysis of the elements in the concentrate sample.
| Composition of Noble Metal Concentrate, % | |||||
|---|---|---|---|---|---|
| Na | Mg | Al | Si | P | Ti |
| 0.613 | 0.137 | 1.691 | 6.364 | 0.070 | 0.097 |
| Ca | K | Cl | S | Mn | Fe |
| 0.904 | 0.207 | 0.020 | 3.105 | 0.015 | 42.647 |
| Co | Cu | Zn | As | Se | Sr |
| 0.066 | 0.152 | 0.376 | 0.099 | 0.223 | 0.027 |
| Zr | Ba | Hg | Pb | ||
| 0.008 | 2.586 | 0.062 | 0.188 | ||
Table 2.
Results of X-ray phase analysis in the concentrate sample.
| Compound Name | Formula | S-Q |
|---|---|---|
| Maghemite, syn | Fe2O3 | 62.5% |
| Hematite, syn | Fe2O3 | 20.9% |
| Quartz, syn | SiO2 | 7.5% |
| Szomolnokite, syn | FeSO4·H2O | 5.8% |
| Barium tetraaluminate|Barium Aluminum Oxide | BaAl4O7 | 3.3% |
Table 3.
Hydrochlorination variants in the concentrate sample.
| Experimental Conditions | Time, h | S:L. | Current Density, A/m3 | Au Content, mg/m3 | Extraction Au,% | Ag Content, mg/m3 | Extraction Ag,% |
|---|---|---|---|---|---|---|---|
| Pulp: concentrate and sodium chloride 5 g/dm3 + chlorine gas | 7 | 1:5 | 250 | 0.084 | 5.6 | 0.212 | 1.2 |
| Pulp: concentrate and sodium chloride 5 g/dm3 + chlorine gas | 7 | 1:5 | 500 | 0.174 | 11.6 | 0.443 | 2.5 |
| Pulp: concentrate and sodium chloride 5 g/dm3 + chlorine gas | 7 | 1:5 | 1000 | 0.280 | 18.7 | 0.673 | 3.8 |
| Pulp: concentrate and sodium chloride 5 g/dm3 + chlorine gas | 7 | 1:3 | 1000 | 0.289 | 19.3 | 0.690 | 3.9 |
| Pulp: concentrate and sodium chloride 5 g/dm3 + chlorine gas | 7 | 1:7 | 1000 | 0.275 | 18.3 | 0.655 | 3.7 |
| Pulp: concentrate and sodium chloride 5 g/dm3 + chlorine gas | 56 | 1:5 | 1000 | 0.596 | 39.7 | 1.044 | 5.9 |
| Pulp: concentrate and anolyte from the previous experiment + chlorine gas | 7 | 1:5 | 1000 | 0.465 | 31.0 | 2.389 | 13.5 |
| Electrochlorination | 7 | - | 1000 | 1.360 | 89.7 | 7.274 | 41.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kenzhaliyev, B.; Surkova, T.; Yessimova, D.; Baltabekova, Z.; Abikak, Y.; Abdikerim, B.; Dosymbayeva, Z. Extraction of Noble Metals from Pyrite Cinders. ChemEngineering 2023, 7, 14. https://doi.org/10.3390/chemengineering7010014
AMA Style
Kenzhaliyev B, Surkova T, Yessimova D, Baltabekova Z, Abikak Y, Abdikerim B, Dosymbayeva Z. Extraction of Noble Metals from Pyrite Cinders. ChemEngineering. 2023; 7(1):14. https://doi.org/10.3390/chemengineering7010014
Chicago/Turabian StyleKenzhaliyev, Bagdaulet, Tatiana Surkova, Dinara Yessimova, Zhazira Baltabekova, Yerkezhan Abikak, Bekzat Abdikerim, and Zamzagul Dosymbayeva. 2023. "Extraction of Noble Metals from Pyrite Cinders" ChemEngineering 7, no. 1: 14. https://doi.org/10.3390/chemengineering7010014