3.1. Water and Bioactive Compound Content
Table 2 and
Table 3 show the content of water and bioactive compounds analyzed in the different samples before and after freeze-drying, respectively. The water content of the orange juice waste used as raw material in this study was 78.8 ± 0.5 g water/100 g waste. Since all the formulations prepared contain added water and some of them also biopolymers, the x
w showed significant differences between the different co-products (
p < 0.05,
Table 2). Ensuring a low water content is essential for the stability of powdered samples during storage [
17]. The x
w values of less than 7% for all freeze-dried co-products (
Table 3) are below the critical water content that ensures the glassy state of the powder and so its stability [
18]. Given the different contents in the waste that provides the bioactive compounds studied, in the added biopolymers, and in water (
Table 1), to compare the composition of the different co-products both before and after freeze-drying, it was necessary to refer the results to a calculation basis that does not change between samples, which in this case are the solutes of the waste itself. For this purpose, the amount of biopolymer added in each case to the 750 g waste (
Table 1), the water content of the waste used as raw material, and the water content of the formulated and freeze-dried samples (
Table 2 and
Table 3, respectively) were considered.
Considering bioactive compounds, owing to the amount in which they are found in orange juice waste and their potential interest at the physiological level, the content of HES, NAT, and VC was analyzed. Both HES and NAT are the dominant flavonoids in citrus fruits, with HES being the majority in the peel [
19]. Flavonoids may play a role as antioxidants; antimicrobial, anti-inflammatory, and antimutagenic compounds; and those that prevent different coronary diseases [
20]. VC is found in two forms, AA and the oxidized DHAA. This last compound is predominant in orange peels, contrary to what occurs in the pulp [
12]. In this case, its effect on vascular diseases, cancer, cataract prevention, and hypertension control has been described [
19].
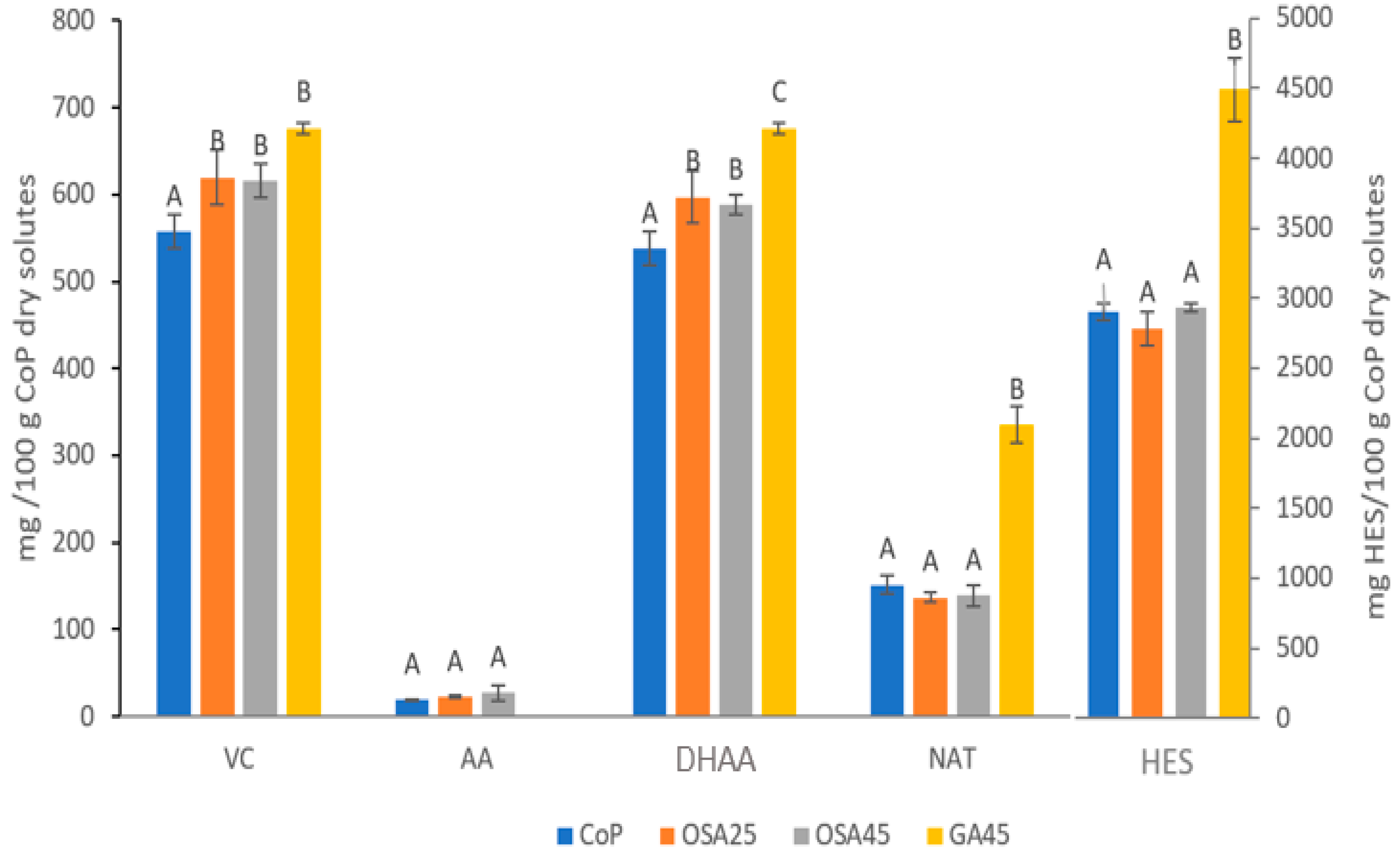
In the samples studied, HES was the major component both before (
Table 2,
Figure 1) and after (
Table 3,
Figure 2) freeze-drying. In the first case, both HES and NAT concentrations increased with the addition of the biopolymers (
p < 0.05,
Figure 1). GA and OSA favor the extraction of bioactive compounds because they decrease the viscosity of the samples, which in turn favors encapsulation [
12]. In the current case, this effect was more pronounced in the presence of GA than in the presence of OSA. In contrast, a higher concentration of added OSA was not more effective for the encapsulation of these compounds (
p > 0.05). The HES and NAT content increased in the freeze-dried samples (
Figure 1 and
Figure 2), which may be due to the greater ease of extraction in this case, associated with the high porosity of the freeze-dried co-products [
12].
As expected for VC, the DHAA content was higher than the AA content in all the samples (
Figure 1 and
Figure 2). The co-products with added biopolymers showed a higher VC concentration (
Figure 1 and
Figure 2). VC also showed a certain greater ease of extraction in the freeze-dried powders, which was a consequence of an increase in DHAA, significant for the samples with added biopolymers (
p < 0.05), rather than the loss of AA (
p < 0.05). Galindo et al. [
12] justify this behavior based on the temperature used during freeze-drying (50 °C), which favors the degradation of AA to DHAA and the encapsulation of DHAA.
When the freeze-dried samples are compared, it can be observed that GA45 was the one that presented with the highest content in HES, NAT, DHAA, and VC (
p < 0.05,
Figure 2). In the case of this sample, an anomalous absence of AA was observed, which can be attributed to a problem in its handling. In contrast, if the different freeze-dried co-products are compared with the waste used as raw material, an increase in VC was observed, always at the expense of the increase in DHAA and decrease in AA. This increase was 2%, 13%, and 24% for the samples without biopolymers, those with OSA, and those with GA, respectively. The increase in HES was in the order of 172% for the samples without biopolymers and those with OSA and up to 325% for GA45. For NAT, these increases were 47%, 34%, and 226% for the samples without biopolymers, those with OSA, and those with GA, respectively. These results indicate the potential of GA for the encapsulation of the studied bioactive compounds by freeze-drying.
3.2. Techno-Functional Properties of Powdered Co-Products
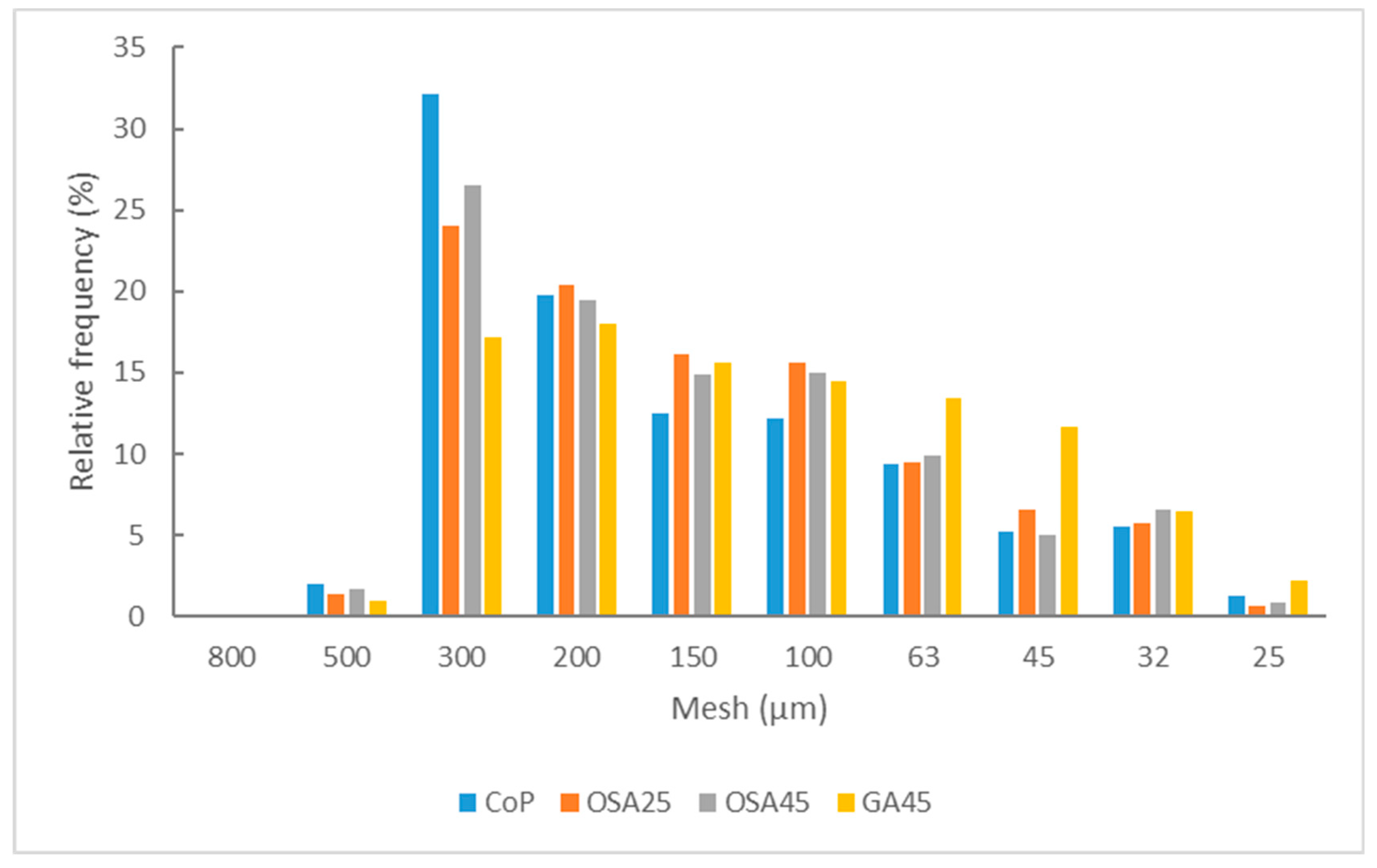
One approach to determine the resistance of freeze-dried cakes to crushing is based on the particle size distribution of the powder and the MPS, mode, and median obtained from it (
Figure 3,
Table 4). For this purpose, the particle size was the mean value between the mesh size of the sieve where the particles were retained and that of the sieve of the next larger size. As can be observed in
Figure 3, the less homogeneous distribution was that of CoP, with more particles of larger size, and the most homogeneous was that of GA45. This makes the MPS oscillate between that of these two samples, 259 and 183 µm, respectively (
p < 0.05). The size of the samples with OSA did not show significant differences with that of samples with CoP (
Table 4,
p > 0.05). Regarding the mode of the particle size distributions (
Table 4), the sieve that retained the most particles was the 300 µm sieve, except in the case of GA45, for which it was the 200 µm sieve. Moreover, the median was lower for the sample with GA than for those with OSA, and the median of the latter was lower than that of those with CoP (
Table 4,
p < 0.05). This behavior may be related to a lower resistance to crushing of the cake obtained after freeze-drying the co-product containing GA.
Table 5 shows the physical properties related to the flowability measured for the powder co-products studied, related to the friction between the particles and their adhesiveness. When the flowability increases, the AoR, HI, and CI decrease. In this study, none of the three properties showed significant differences between samples (
p > 0.05,
Table 5). Although some studies describe that a smaller particle size means a worse flow of the particles of a powder [
21], in this case, the smaller size of sample GA45 was not enough to decrease its flowability. The AoR of the powdered co-products (between 36.6 and 38, 4°), the HI (1.057–1.08), and the CI (5.4–7.1%) were of the same order or slightly lower than those found for a powder obtained from orange puree with different biopolymers added [
10,
22]. The lower fiber content and higher sugar content of the puree justify these results [
23].
There are different classifications to characterize a powder based on its AoR. According to Barbosa-Canovas et al. [
24], a material flows well when AoR < 35°, it is fairly cohesive if the value is 35–45°, it is cohesive if the AoR is 45–55°, and it is very cohesive if the AoR > 55°. As stated by Alavi and Caussat [
25], the classification is somewhat different, so that high flowability is assumed if 25° < AoR < 30°, medium if 30° < AoR < 38°, and low when 38° < AoR < 45°. According to the RFE [
26], good flowability is indicated when AoR is 31–35°, regular flowability when AoR is 36–40°, and acceptable when AoR is 41–45°. Powders with HI <1.25 and IC 5–15% are considered to have intermediate/high flow or excellent flow, respectively [
27]. According to these classifications, the four samples studied would have to be considered somewhat cohesive, but with a more than acceptable flowability. This certain cohesiveness was to be expected considering the composition of these samples, with a relatively high sugar content. Thus, it is important to note that the presence of biopolymers does not improve the flowability of the co-product. If we take the powdered orange puree or juice as a reference, they were so cohesive that it is not possible to characterize their physical properties (unpublished information). In these cases, it was necessary to add biopolymers, in a comparable amount to that present in the OSA45 and GA45 samples, to obtain a powder with a flowability similar to that obtained in this study. Therefore, it seems that the higher and lower content of fiber and sugars, respectively, in the co-product than in the edible part of the fruit prevents the formation of interparticle bridges, ensuring a free-flowing powder, without the need to add OSA or GA.
To calculate the real density of the freeze-dried samples (
Table 5), the amount of biopolymers added (
Table 1) and the water content of the powders (
Table 3) were considered, as well as the composition of the orange juice co-product [
23]. With this data, the composition of each powdered product was calculated (
Table 6), and considering the density of the pure components at 20 °C [
28], Equation (4) was applied to obtain the real density. The higher carbohydrate content and lower water content of the samples with biopolymers justify their higher density. The bulk density of the tapped and poured powder without added biopolymers were lower than those of the formulated powders, with no significant differences between the latter (
p > 0.05,
Table 5). These properties help to know the ease with which a material can be packaged or mixed in a container. From this point of view, the incorporation of biopolymers implies a better packing of the particles and, therefore, a higher bulk density and lower interparticle porosity (
Table 5).
Table 7 shows the value of the properties related to the interaction with water. Hygroscopicity refers to the ability of a product to absorb water from an environment with high relative humidity, and a good powdered product is one with low hygroscopicity [
17]. In this case, the four samples studied showed values between 3.8 and 4.9 g water gained/100 g solutes, with no significant differences among them (
p < 0.05). The hygroscopicity of the co-products was lower than that of other plant-derived fibers (14–35%, [
29,
30]), which can be justified by the presence of other components that have less affinity to water in the samples characterized in this study. The low hygroscopicity of the powder co-product will help it to remain free-flowing during storage. This, together with the fact that the presence of the added biopolymers does not modify the tendency of the powdered co-product to take up water from the environment indicates that the incorporation of biopolymers into the co-product is not necessary from the point of view of the physical stability of the powder and to prevent caking phenomena.
Wettability along with dispersibility and solubility are among the most important properties in powdered products that have to be rehydrated for use [
15]. In this study, the samples showed a significant increase in wettability (decrease of wetting time) in the presence of the biopolymers, especially OSA (
p < 0.05,
Table 7). The high insoluble fiber content and the presence of lipids in the co-product [
18] along with the amphiphilic properties of GA [
31] and OSA [
32] justify this behavior. The higher interparticle porosity of the CoP sample may also contribute in this regard [
33]. Dispersibility was also greatly enhanced by the presence of biopolymers, more so for GA than for OSA (
p < 0.05,
Table 7). The solubility of the co-product agrees with the value found by de-Moraes et al. [
34]. It increased in the presence of a higher amount of added biopolymers (
p < 0.05,
Table 7), which may be related to the solubility of the biopolymers themselves. In contrast, the WRC was of the same order for all samples (
Table 7), and lower than that of other fibers of vegetable origin (5–26% ds [
29,
30]), including that extracted from the by-product of the orange processing industry (6–10% ds [
35,
36]). Since this property is associated with the presence of fiber [
35], the content of solutes other than fiber in the co-products under study may justify the lower value obtained.
Table 8 shows the results of the properties of the powdered samples related to their ability to interact with oil and incorporate air. The results of the OHC showed significant differences between CoP and the samples with added biopolymers. The samples with OSA had the lowest OHC, although without significant difference with GA45. The OHC of CoP was of the order of that found by de-Moraes et al. [
34] and slightly higher than that of different plant-derived fibers (14–35% [
29,
30]). A high OHC can contribute to preventing fat loss during the cooking of food, in addition to lowering blood cholesterol levels [
34]. In terms of EC and ES, no significant differences were observed between CoP and GA45, but they were lower than those of the sample with OSA (
p < 0.05). This can be related to the amphiphilic character of OSA, due to the presence of hydrophilic and hydrophobic bifunctional groups, which favors the formation and stability of the emulsion [
32]. Similar behavior was observed for FC, which was also higher in the samples with OSA, especially sample OSA45 (
p < 0.05). However, OSA 45 sample showed the least stable foam (
Table 8).






{kind=link}
{kind=link}
{kind=link}