Effect of Pulsation in Microstructure and Mechanical Properties of Titanium Alloy-Annealed Welded Joints at Different Temperatures

 , , ,
, , ,
Abstract
:1. Introduction
2. Material and Method
2.1. Work Material
2.2. Laser Welding Procedures
2.3. Annealing
2.4. Cross-Section and Metallographic Observation
2.5. Procedures of Measurement of Microhardness
2.6. Procedures for Tensile Test
3. Results and Discussions
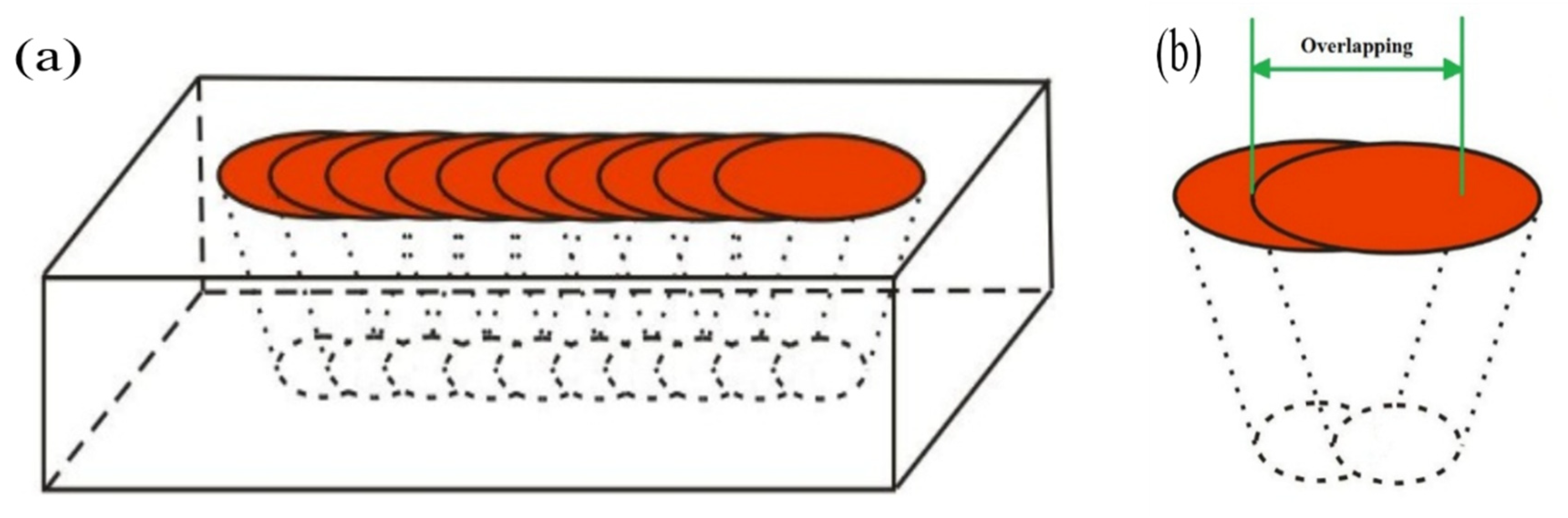
3.1. Overlap Theory
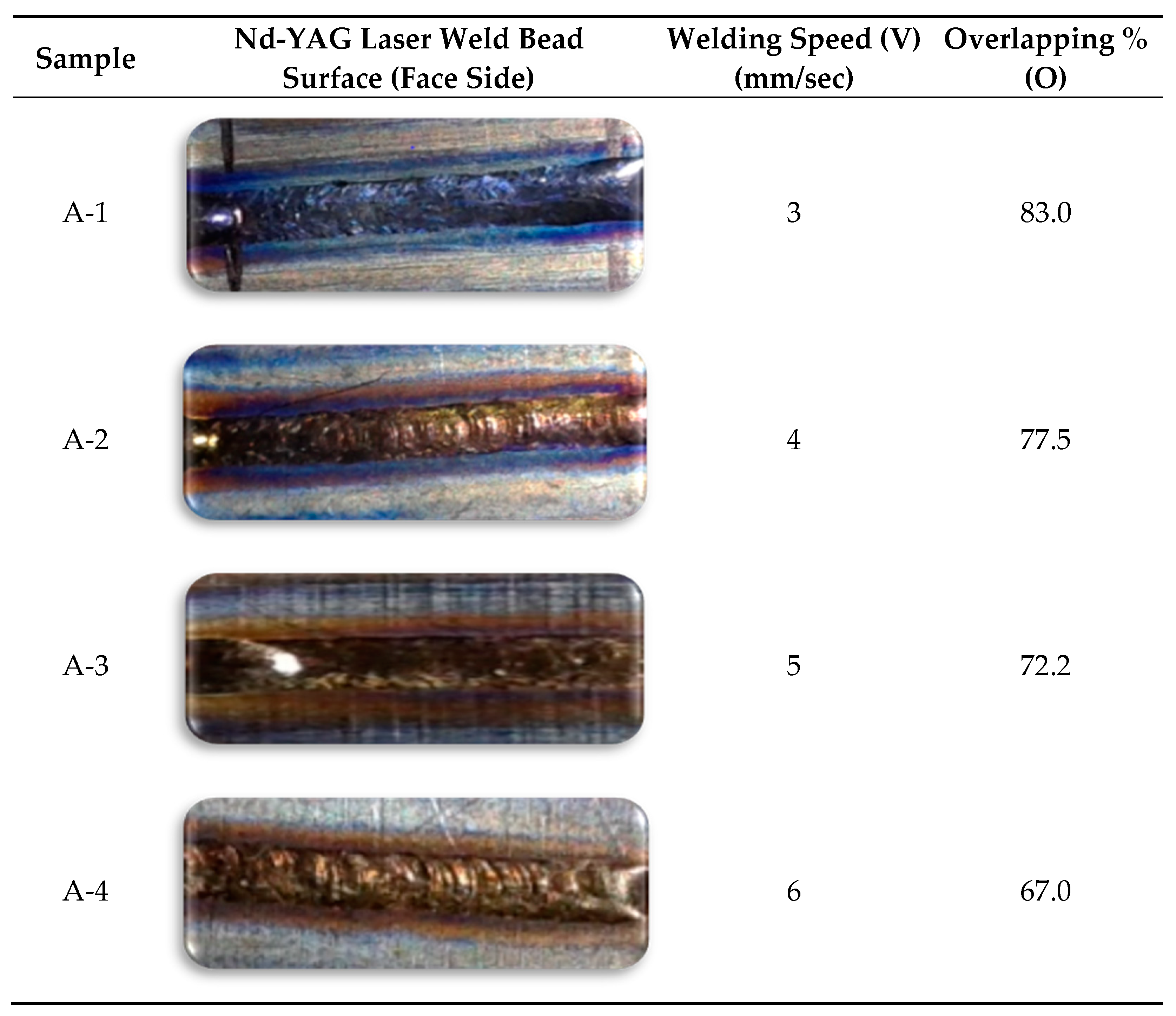
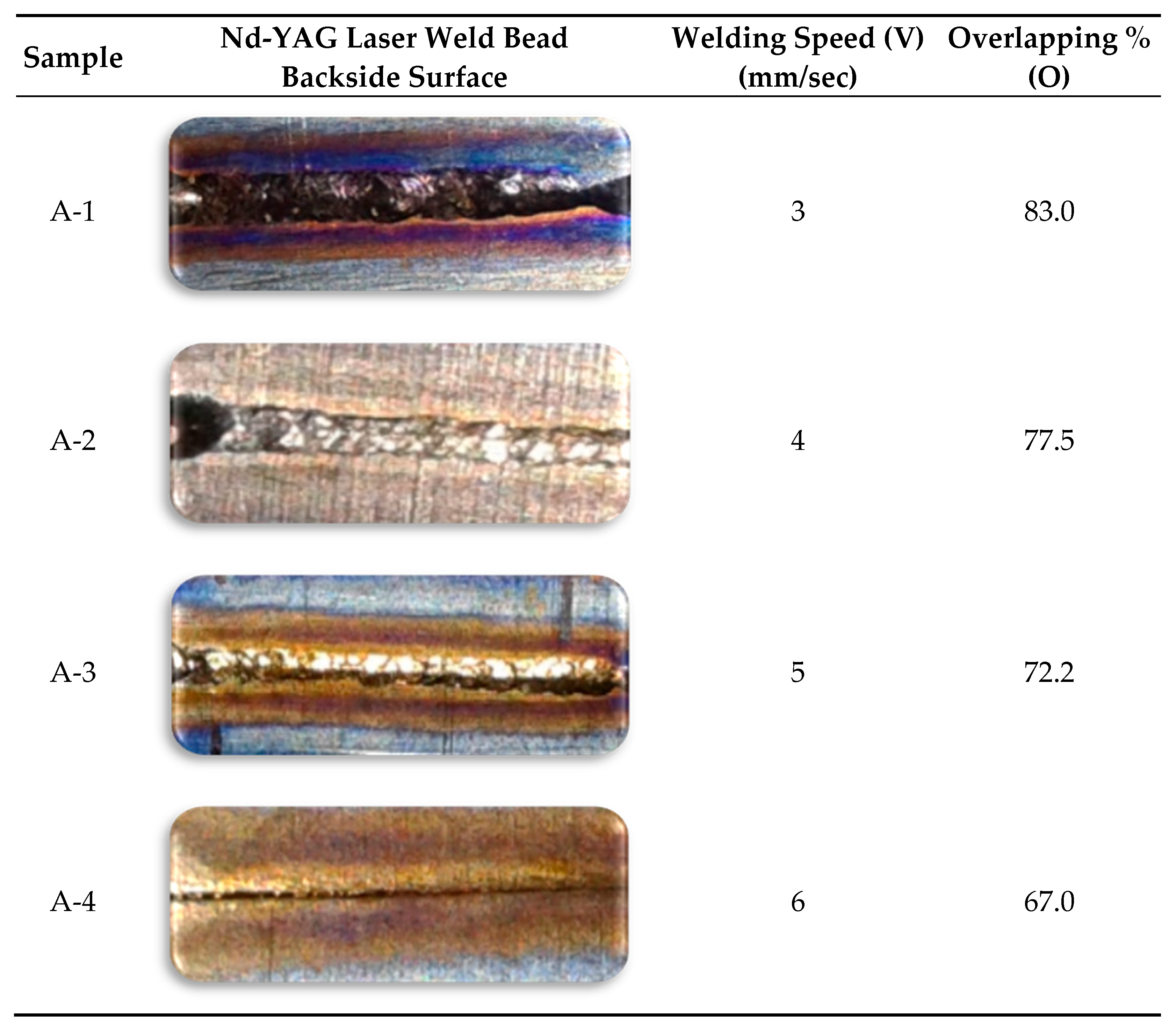
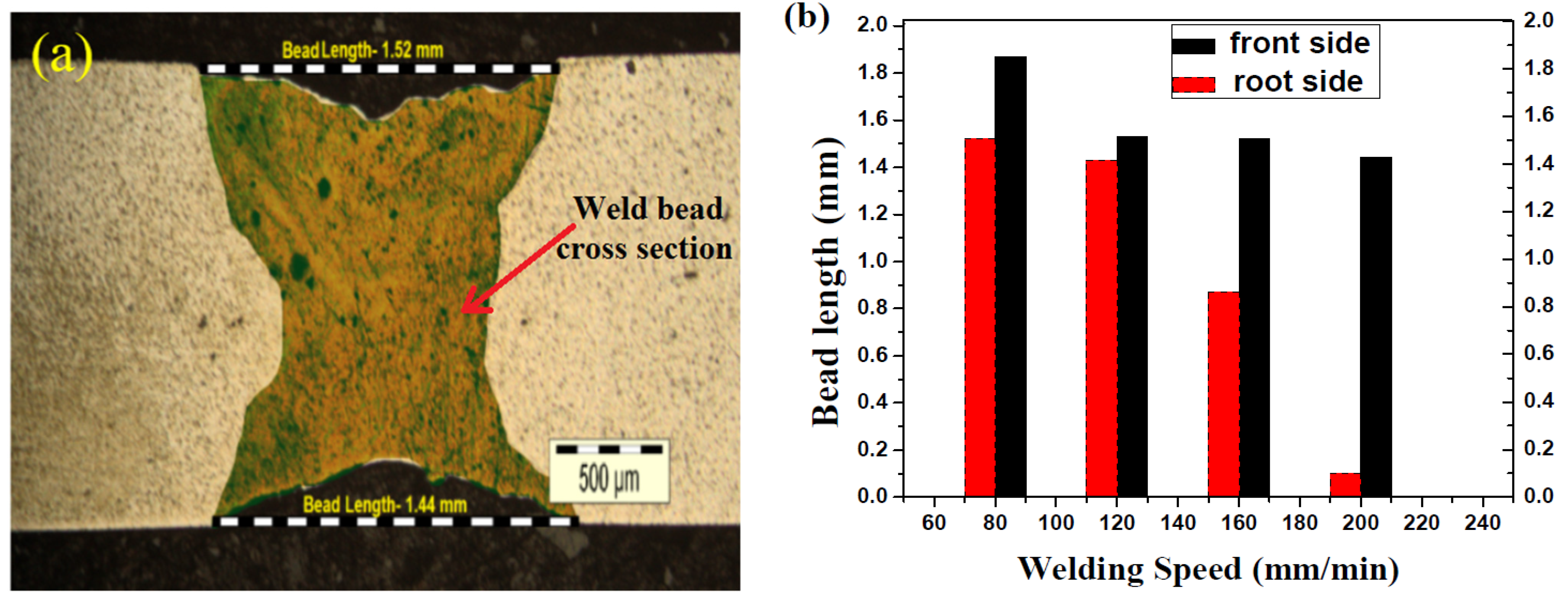
3.2. Weld Quality Analysis on the Variation of Overlapping-Factor
3.3. Microstructure Analysis on the Variation of Overlapping Factor
3.4. Effects of Annealing on Grain Structure
3.5. Tensile Property Analyses of the Samples at Different Overlapping Factors
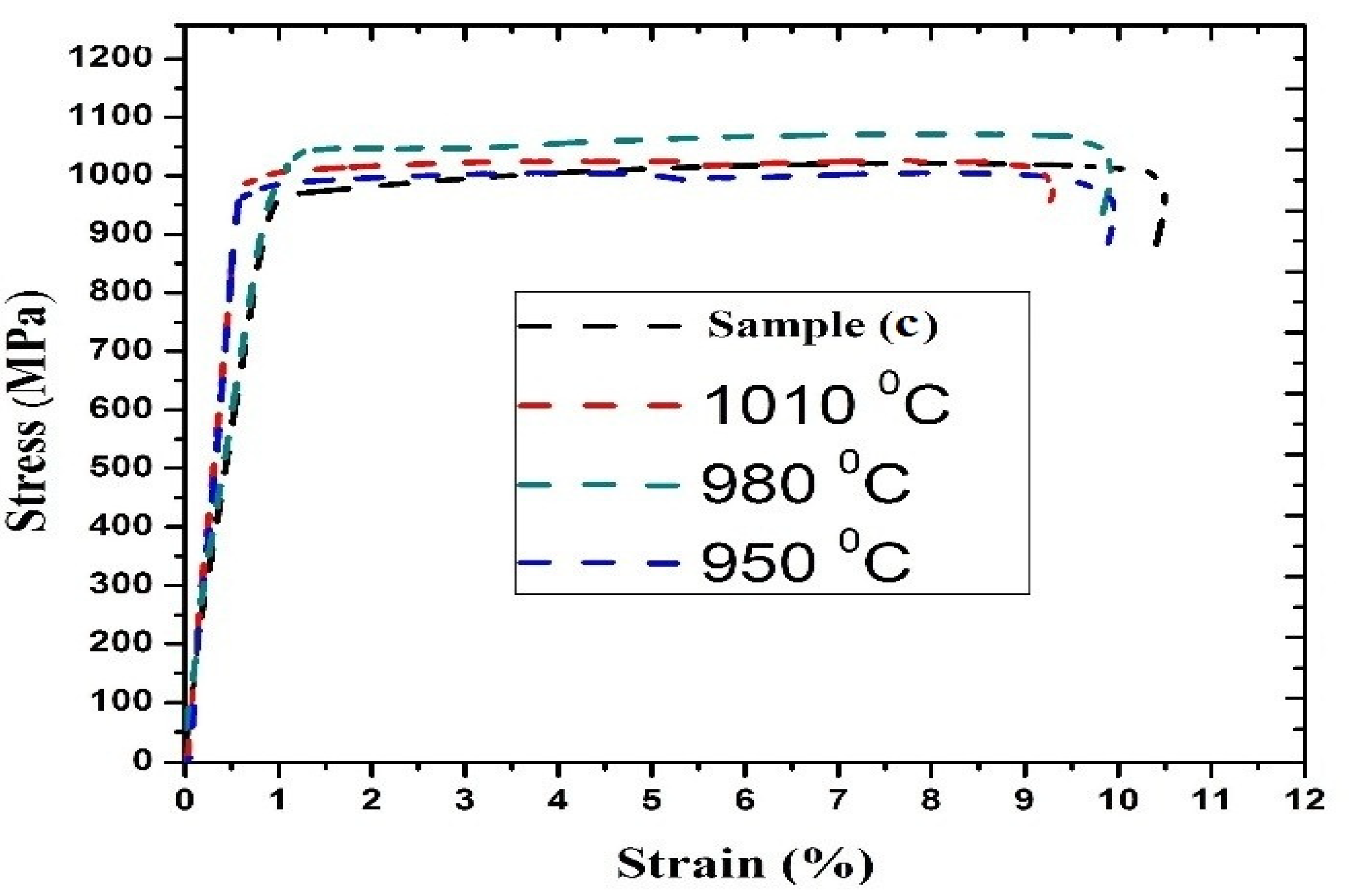
3.6. Tensile Properties Analysis for the Annealed Samples
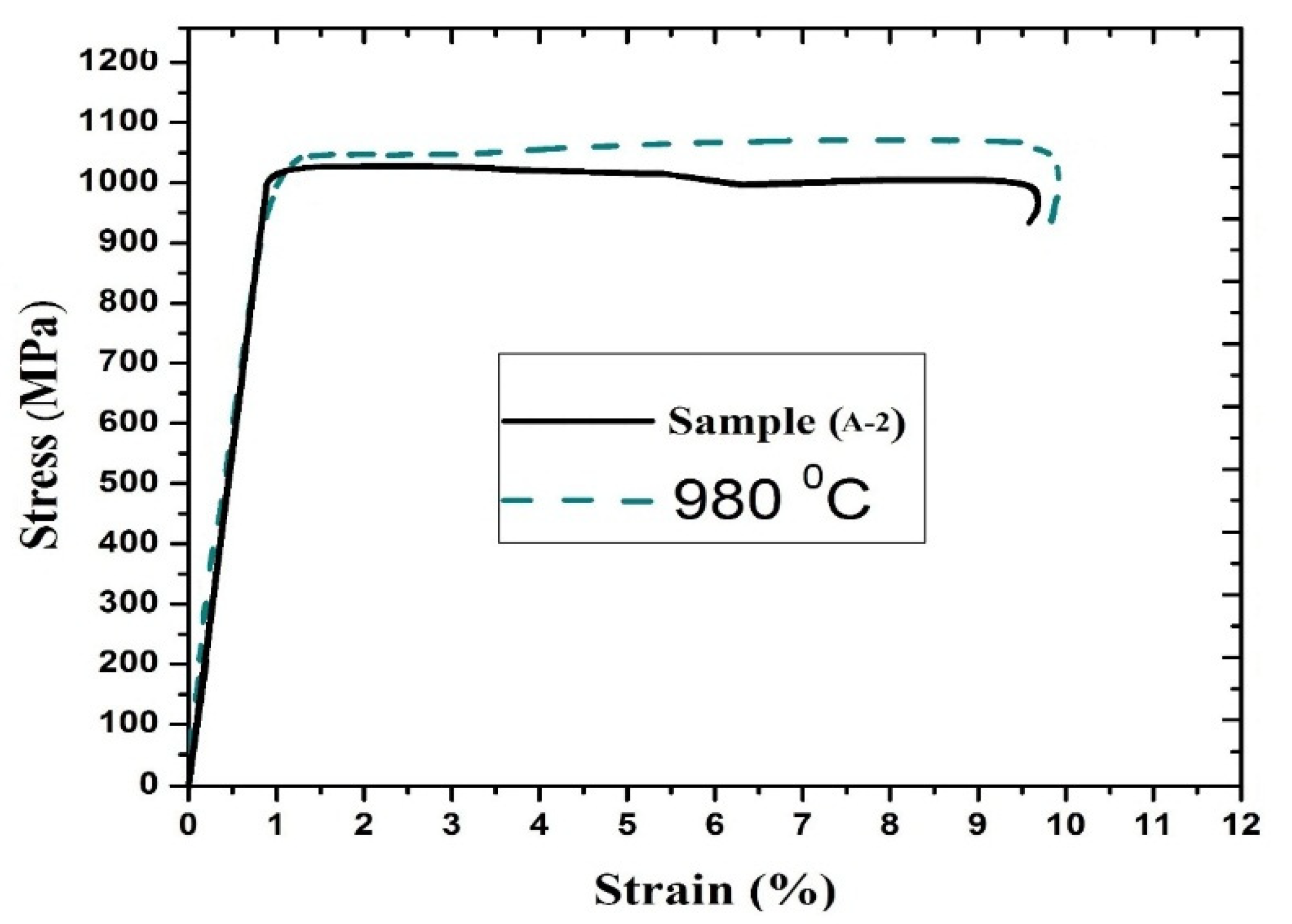
3.7. Comparison of Tensile Strength between Overlapped Sample (A-2) and Annealed Sample (Base Sample) at 980 °C
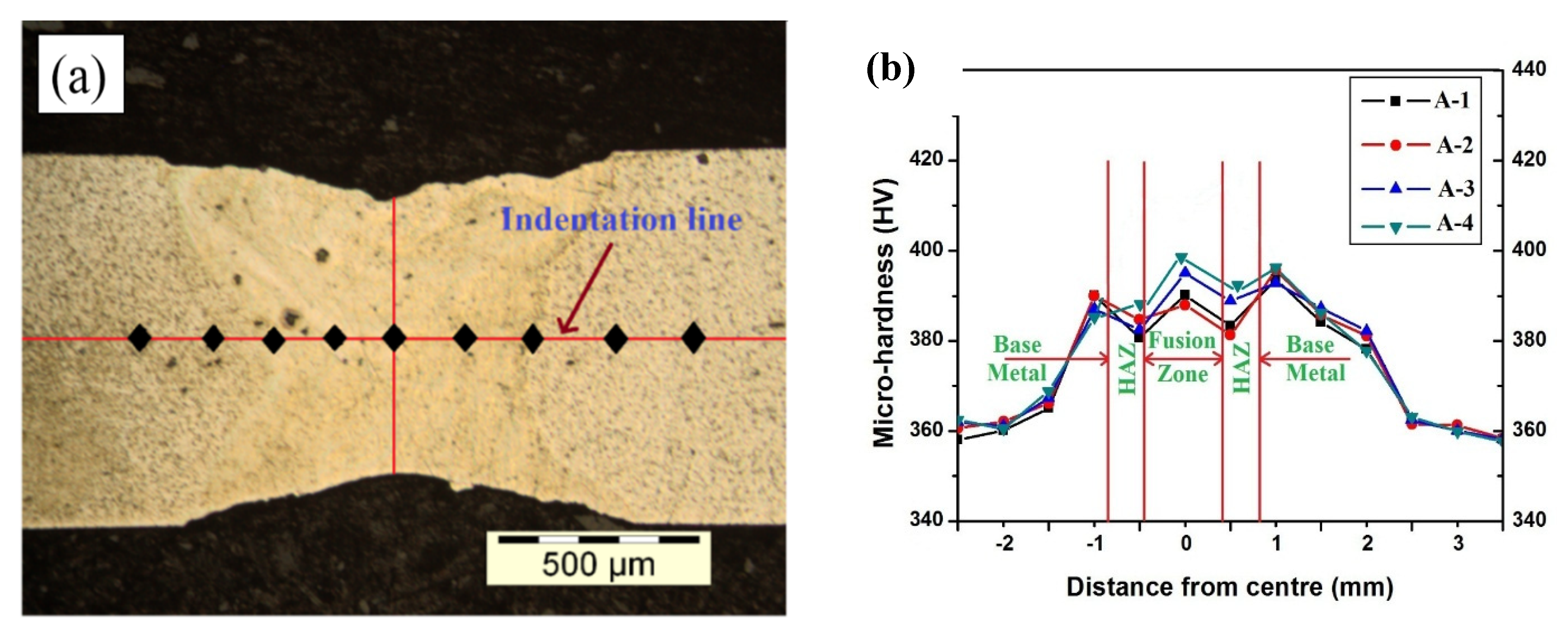
3.8. Variation of Hardness at Different Overlapping Factors
3.9. Microhardness Analysis of the Annealed Samples
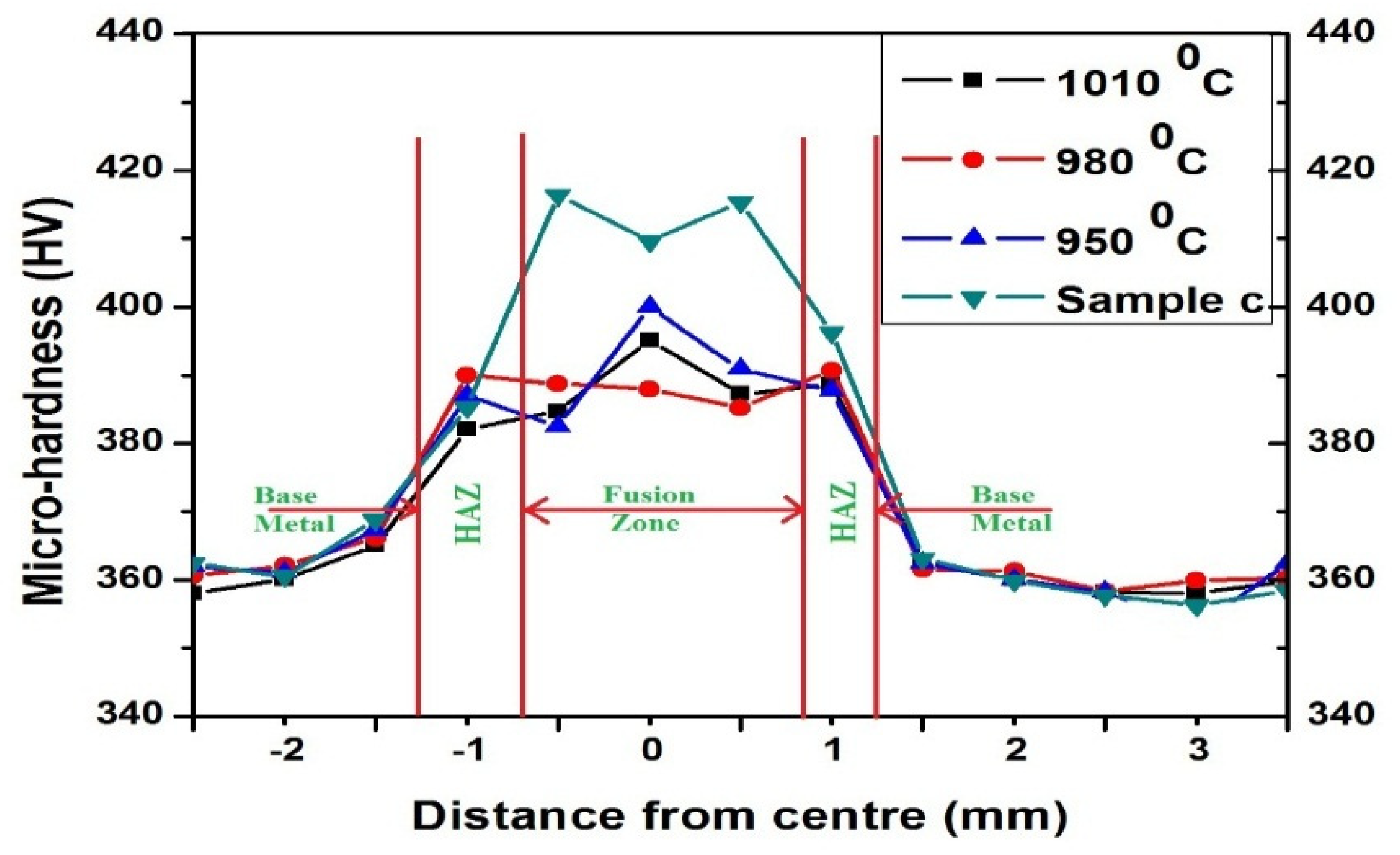
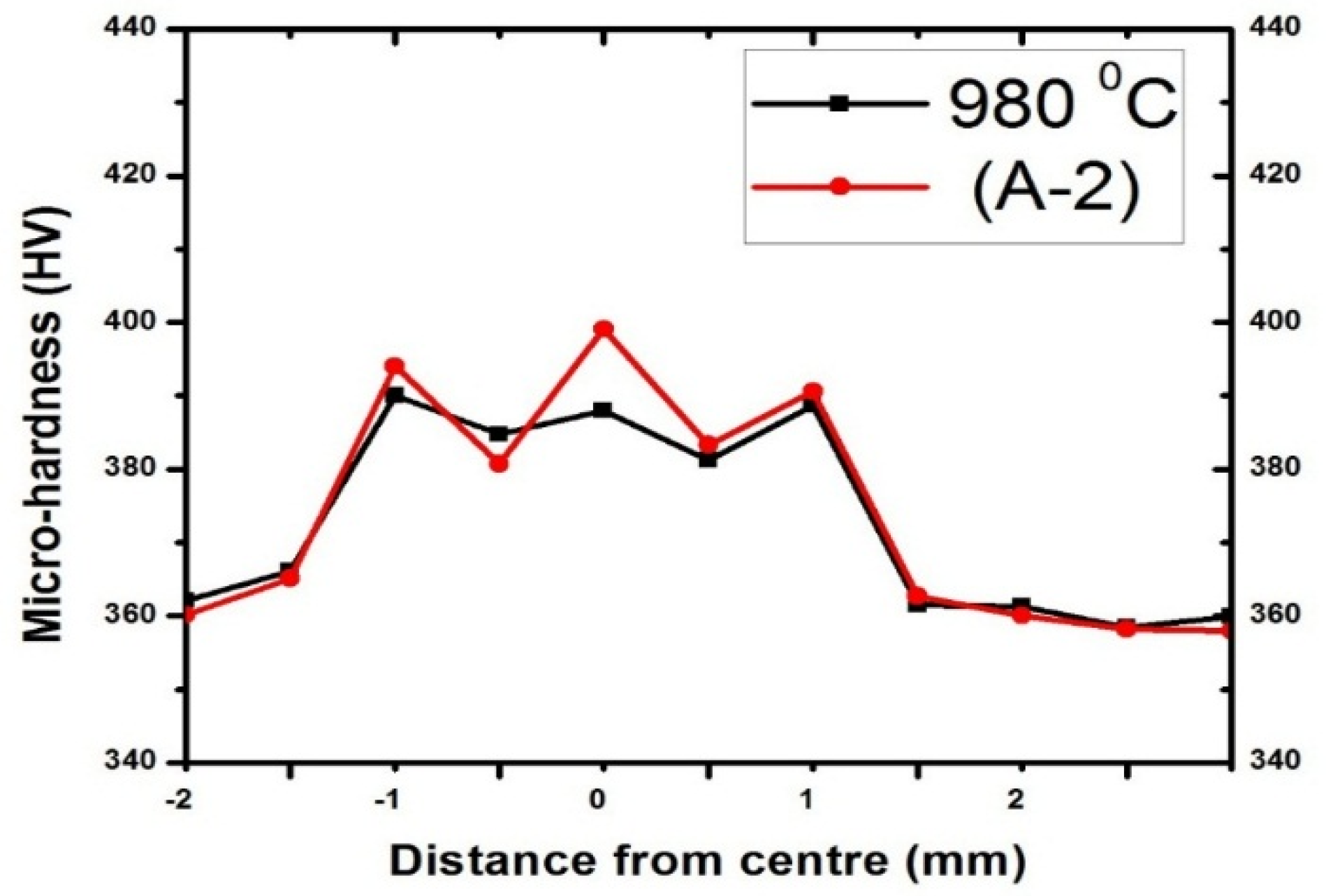
3.10. Comparison of Microhardness between Overlapped Sample (A-2) and Annealed Sample (Sample c) at 980 °C
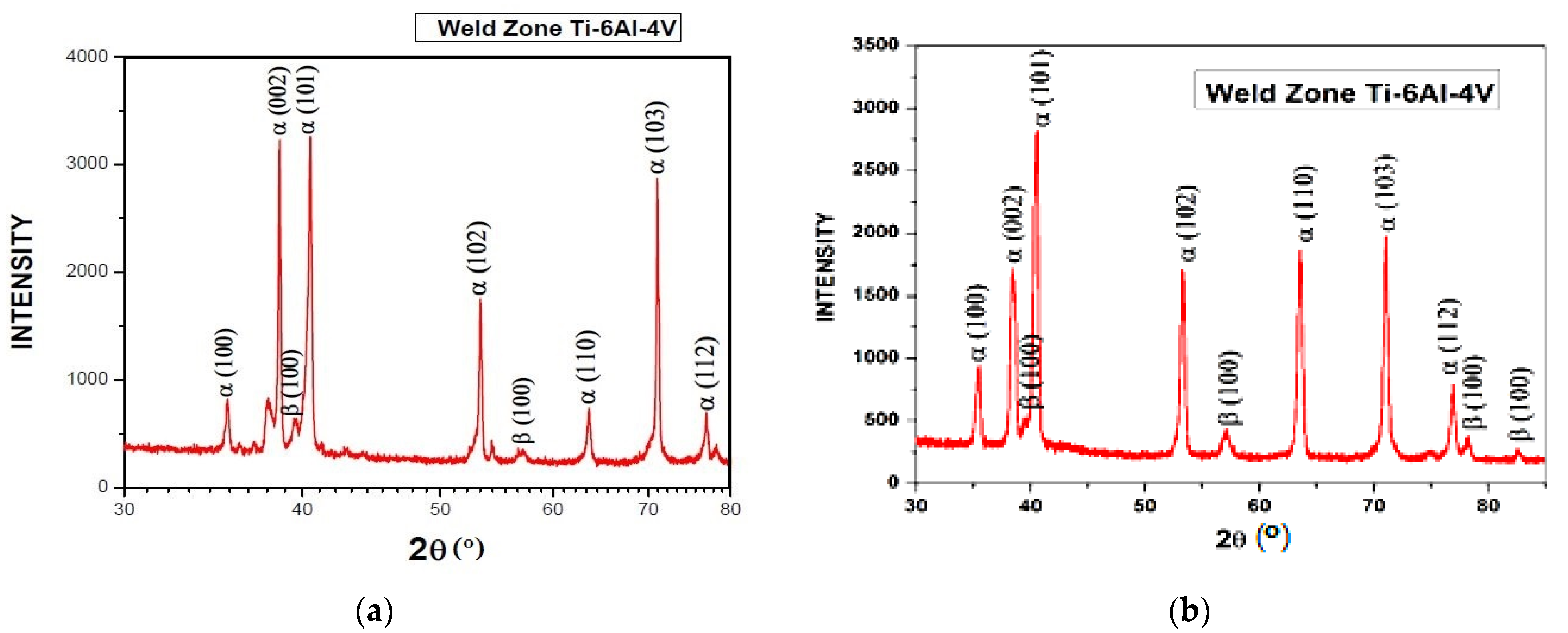
3.11. XRD Analysis for the Overlapped Sample (A-2)
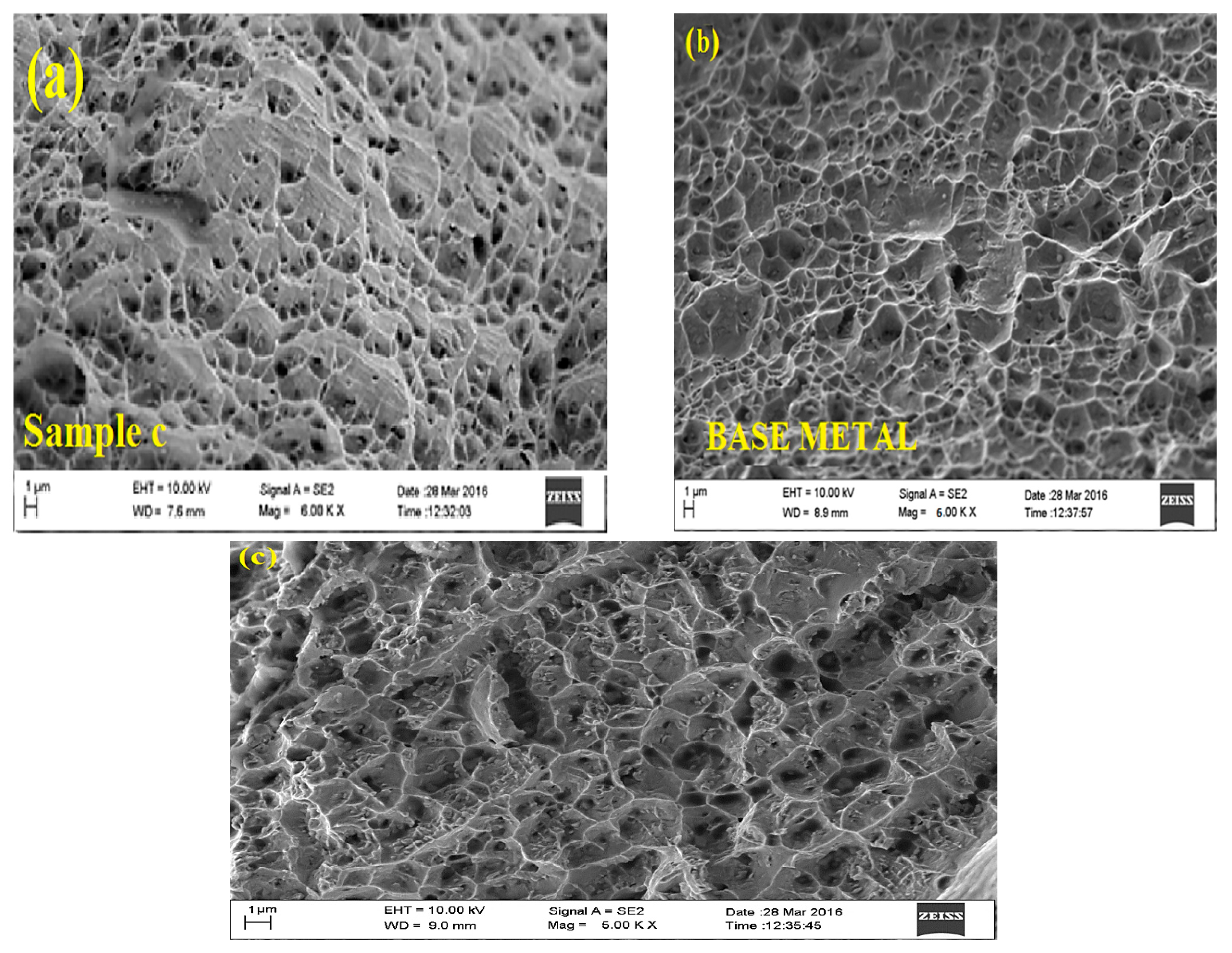
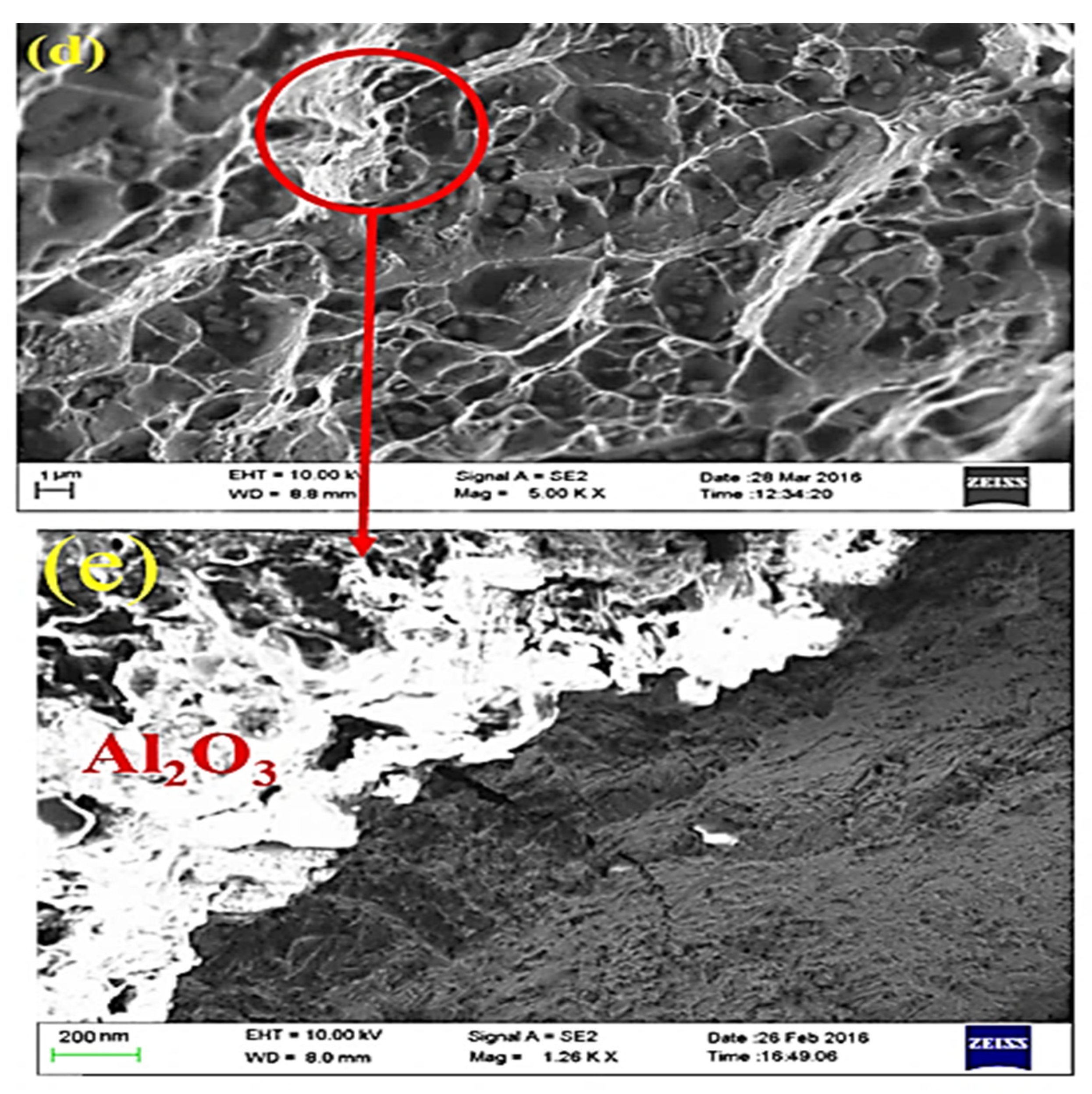
3.12. Fractography
4. Conclusions
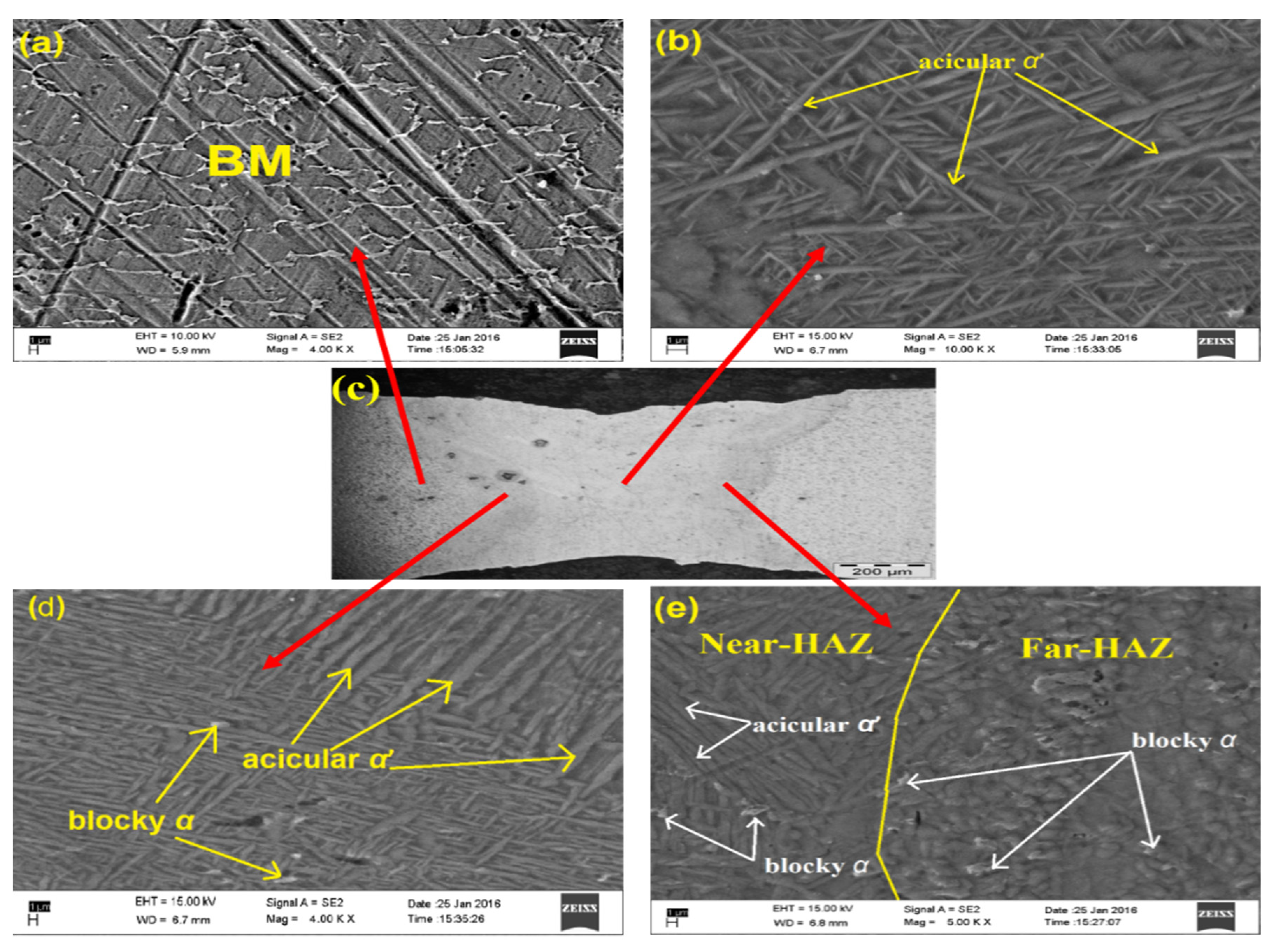
- The presence of the acicular ‘α’ martensite phase in the FZ is the main reason for the increment of tensile strength and yield strength of the welded samples. The higher hardness in the fusion zone also supports the enhancement of tensile strength.
- A high amount of acicular ‘α’ martensite phase is recorded in the FZ and decrement is observed from near-HAZ to far-HAZ, and it completely vanishes at the far-HAZ and BM interface.
- A sample having an overlapping percentage of 79.5 shows the most favorable result in terms of weld quality.
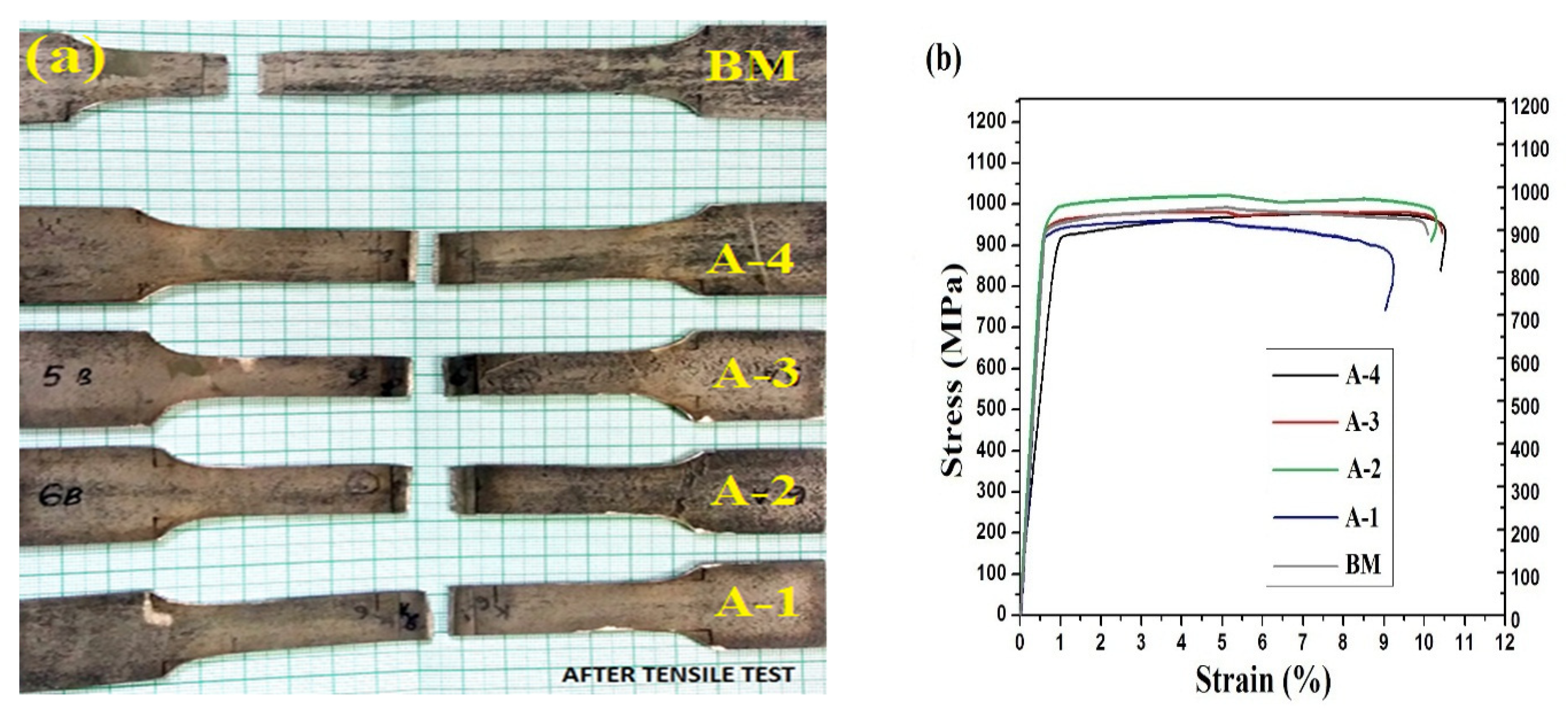
- The UTS of the annealed sample (c) at 980 °C was highest with 1048 MPa.
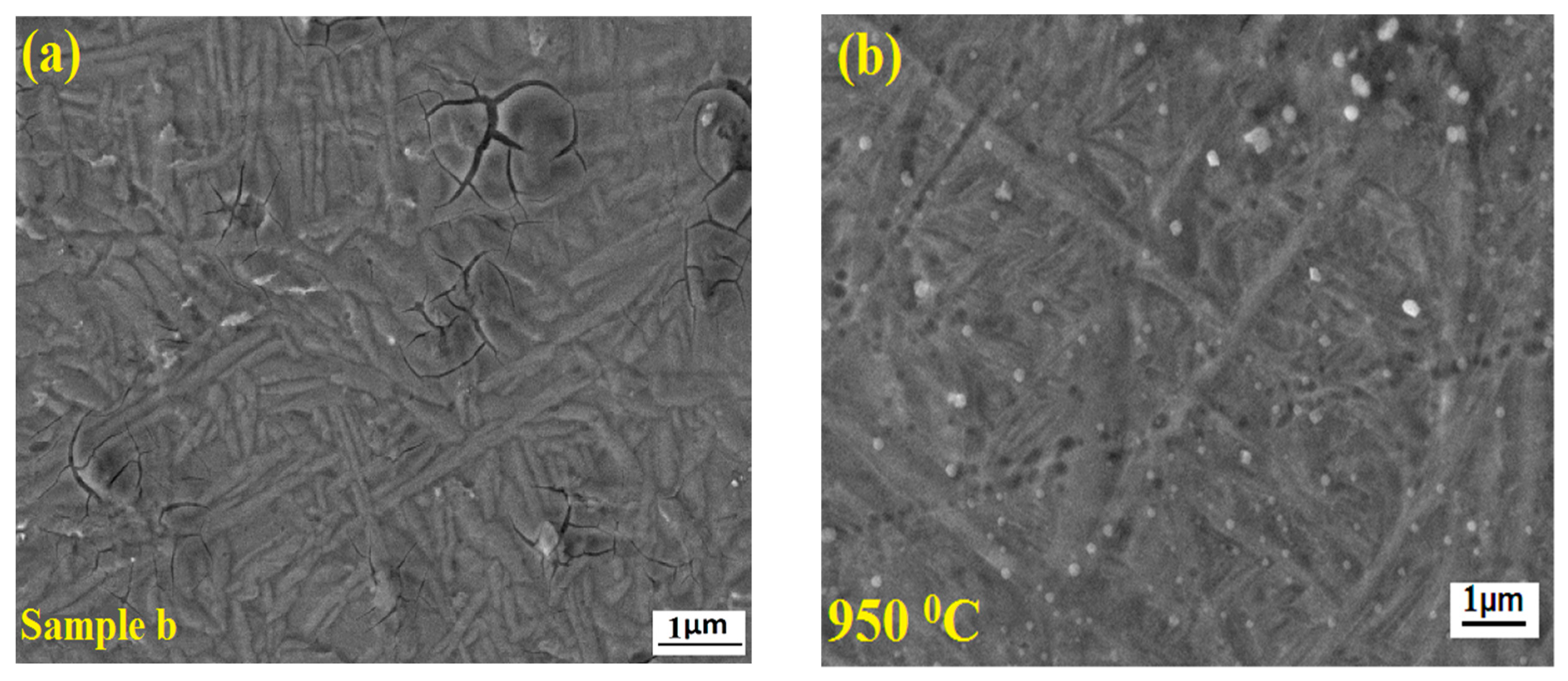
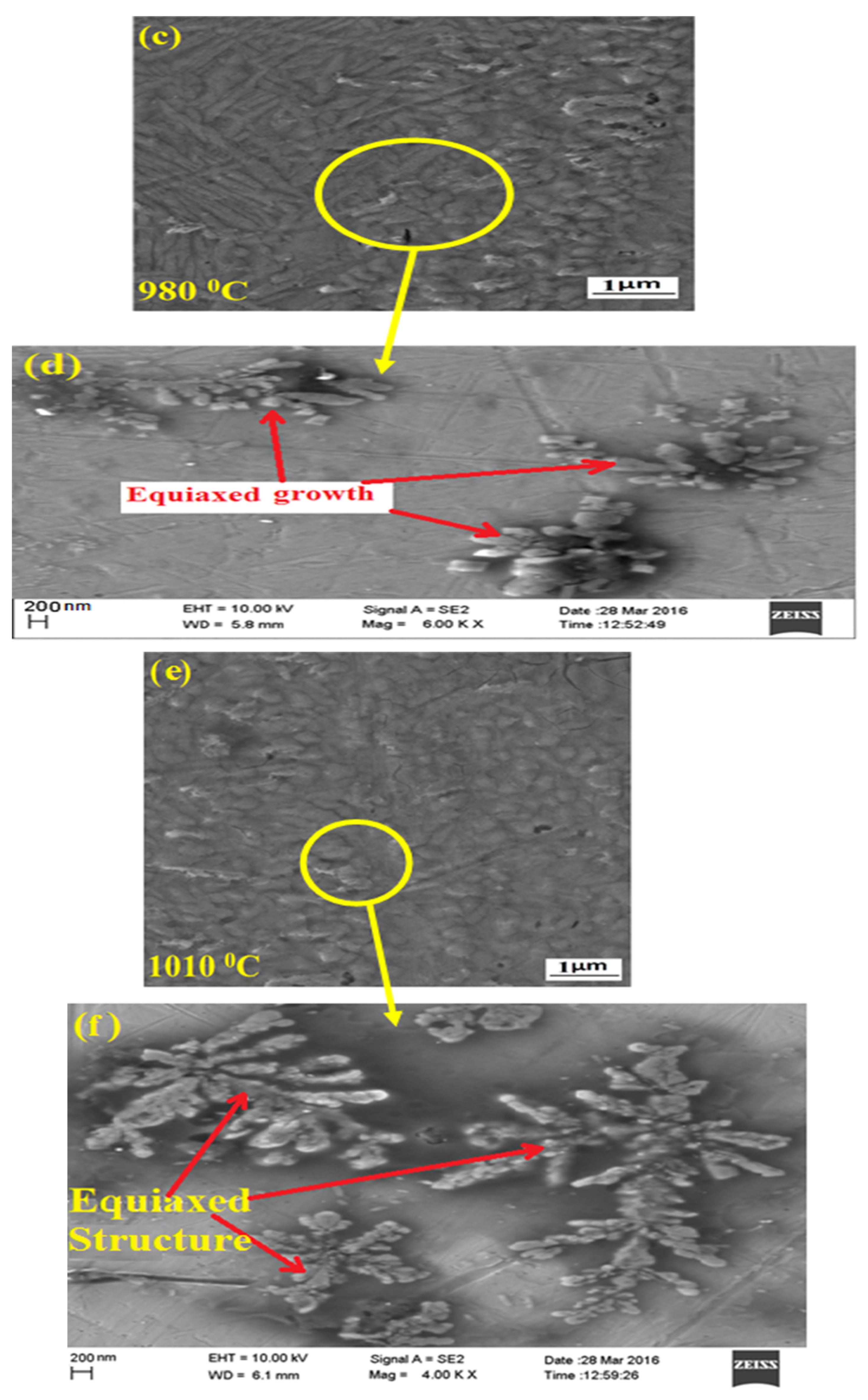
- Heat treatment reduces the content of the beta phase and increases the alpha phase.
- XRD analysis indicates that 23% of β peaks and 77% of α peaks occur in the heat-treated sample at 980 °C, but 37% of β peaks and 63% of α peaks occur in the overlapped sample.
- In the annealed sample at 980 °C, the dimples are bigger in size as compared to overlapped sample (A-2). Dimples are evenly distributed, which also increases the tensile strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Caiazzo, F.; Curcio, F.; Daurelio, G.; Minutolo, F.M.C. Ti6Al4V sheets lap and butt joints carried out by CO2 laser: Mechanical and morphological characterization. J. Mater. Process. Technol. 2004, 149, 546–552. [Google Scholar] [CrossRef]
- Casalino, G.; Curcio, F.; Minutolo, F.M.C. Investigation on Ti6Al4V Laser welding using Statistical and Taguchi Approaches. J. Mater. Process. Technol. 2005, 167, 422–428. [Google Scholar] [CrossRef]
- Xiao, C.; Zhang, H.; Davoodi, D.; Miri, R.; Tayebi, M. Microstructure evolutions of Ti-Al-Nb alloys with different Ta addition, produced by mechanical alloying and spark plasma sintering. Mater. Lett. 2022, 323, 132568. [Google Scholar] [CrossRef]
- Lee, H.K.; Han, H.S.; Son, K.J.; Hong, S.B. Optimization of Nd-YAG laser welding parameters for sealing small titanium tube ends. Mater. Sci. Eng. A 2006, 415, 149–155. [Google Scholar] [CrossRef]
- Costa, A.; Miranda, R.; Quintino, L.; Yapp, D. Analysis of Beam Material Interaction in Welding of Titanium with Fiber Lasers. Mater. Manuf. Process. 2007, 22, 798–803. [Google Scholar] [CrossRef]
- Tzeng, Y.F. Process characterisation of pulsed Nd-YAG laser seam welding. Int. J. Adv. Manuf. Technol. 2000, 16, 10–18. [Google Scholar] [CrossRef]
- Torkamany, M.J.; Hamedi, M.J.; Malek, F.; Sabbaghzadeh, J. The effect of process parameters on keyhole welding with a 400 W Nd-YAG pulsed laser. J. Phys. D Appl. Phys. 2006, 39, 4563. [Google Scholar] [CrossRef]
- Ghaini, F.M.; Hamedi, M.J.; Torkamany, M.J.; Sabbaghzadeh, J. Weld metal microstructural characteristics in pulsed Nd-YAG laser welding. Scr. Mater. 2007, 56, 955–958. [Google Scholar]
- Torkamany, M.J.; Ghaini, F.M.; Papan, E.; Dadras, S. Process optimization in titanium welding with pulsed Nd-YAG laser. Sci. Adv. Mater. 2012, 4, 489–496. [Google Scholar] [CrossRef]
- Gao, X.L.; Zhang, L.J.; Liu, J.; Zhang, J.X. Porosity and microstructure in pulsed Nd-YAG laser welded Ti-6Al-4V sheet. J. Mater. Process. Technol. 2014, 214, 1316–1325. [Google Scholar] [CrossRef]
- Baruah, M.; Bag, S. Influence of pulsation in thermo-mechanical analysis on laser micro-welding of Ti-6Al-4V alloy. Opt. Laser Technol. 2017, 90, 40–51. [Google Scholar] [CrossRef]
- Sabbaghzadeh, J.; Hamedi, M.J.; Ghaini, F.M.; Torkamany, M.J. Effect of process parameters on the melting ratio in overlap pulsed laser welding. Metall. Mater. Trans. B 2008, 39, 340–347. [Google Scholar] [CrossRef]
- Baghjari, S.H.; Mousavi, S.A. Effects of pulsed Nd-YAG laser welding parameters and subsequent post-weld heat treatment on microstructure and hardness of AISI 420 stainless steel. Mater. Des. 2013, 43, 1–9. [Google Scholar] [CrossRef]
- Lapsanska, H.; Chmelickova, H.; Hrabovsky, M. Effect of beam energy on weld geometric characteristics in Nd-YAG laser overlapping spot welding of thin AISI 304 stainless steel sheets. Metall. Mater. Trans. B 2010, 41, 1108–1115. [Google Scholar] [CrossRef]
- Wang, S.H.; Wei, M.D.; Tsay, L.W. Tensile properties of LBW welds in Ti–6Al–4V alloy at evaluated temperatures below 450 °C. Mater. Lett. 2003, 57, 1815–1823. [Google Scholar] [CrossRef]
- Jiao, X.; Kong, B.; Tao, W.; Liu, G.; Ning, H. Effects of annealing on microstructure and deformation uniformity of Ti-22Al-24Nb-0.5 Mo laser-welded joints. Mater. Des. 2017, 130, 166–174. [Google Scholar] [CrossRef]
- Kumar, U.; Gope, D.K.; Srivastava, J.P.; Chattopadhyaya, S.; Das, A.K.; Krolczyk, G. Experimental and Numerical Assessment of Temperature Field and Analysis of Microstructure and Mechanical Properties of Low Power Laser Annealed Welded Joints. Materials 2018, 11, 1514. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, U.; Gope, D.K.; Kumar, R.; Chattopadhyaya, S.; Das, A.K.; Pramanik, A.; Krolczyk, G. Investigation of microstructure and mechanical properties of titanium alloy sheet using low power Nd-YAG laser welding process. Met. Mater. 2018, 56, 121–129. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.Q.; Wu, A.P.; Zhao, Y.; Zou, G.S.; Chen, Q.; Ren, J.L. Effect of post-weld heat treatment on microstructure and properties of Ti-23Al-17Nb alloy laser beam welding joints. Trans. Nonferrous Met. Soc. China 2010, 20, 732–739. [Google Scholar] [CrossRef]
- Zhong, Y.; Xie, J.; Chen, Y.; Yin, L.; He, P.; Lu, W. Microstructure and mechanical properties of micro laser welding NiTiNb/Ti6Al4V dissimilar alloys lap joints with nickel interlayer. Mater. Lett. 2022, 306, 130896. [Google Scholar] [CrossRef]
- Yuhua, C.; Yuqing, M.; Weiwei, L.; Peng, H. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints. Opt. Laser Technol. 2017, 91, 197–202. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Long, X.; Guo, Y.; Su, Y.; Siow, K.S.; Chen, C. Unveiling the damage evolution of SAC305 during fatigue by entropy generation. Int. J. Mech. Sci. 2023, 244, 108087. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, Y.; Xu, Z.; Yang, M.; Zhang, L.; Yin, L.; Cai, X. Effects of Ni-decorated reduced graphene oxide nanosheets on the microstructural evolution and mechanical properties of Sn-3.0Ag-0.5Cu composite solders. Intermetallics 2022, 150, 107683. [Google Scholar] [CrossRef]
- Wang, S.; Chen, Y.; Gu, C.; Sai, Q.; Lei, T.; Williams, J. Antifouling Coatings Fabricated by Laser Cladding. Coatings 2023, 13, 397. [Google Scholar] [CrossRef]
- Zhang, H.; Ouyang, Z.; Li, L.; Ma, W.; Liu, Y.; Chen, F.; Xiao, X. Numerical Study on Welding Residual Stress Distribution of Corrugated Steel Webs. Metals 2022, 12, 1831. [Google Scholar] [CrossRef]
- Xiao, X.; Zhang, H.; Li, Z.; Chen, F.; Rasulo, A. Effect of Temperature on the Fatigue Life Assessment of Suspension Bridge Steel Deck Welds under Dynamic Vehicle Loading. Math. Probl. Eng. 2022, 2022, 7034588. [Google Scholar] [CrossRef]
- Shi, J.; Zhao, B.; He, T.; Tu, L.; Lu, X.; Xu, H. Tribology and dynamic characteristics of textured journal-thrust coupled bearing considering thermal and pressure coupled effects. Tribol. Int. 2023, 180, 108292. [Google Scholar] [CrossRef]
- Zhang, L.; Xiong, D.; Su, Z.; Li, J.; Yin, L.; Yao, Z.; Zhang, H. Molecular dynamics simulation and experimental study of tin growth in SAC lead-free microsolder joints under thermo-mechanical-electrical coupling. Mater. Today Commun. 2022, 33, 104301. [Google Scholar] [CrossRef]
- Fu, Z.H.; Yang, B.J.; Shan, M.L.; Li, T.; Zhu, Z.Y.; Ma, C.P.; Gao, W. Hydrogen embrittlement behavior of SUS301L-MT stainless steel laser-arc hybrid welded joint localized zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Liu, Y.L.; Gou, G.Q.; Gao, W.; Chen, J. Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser + CMT. Sci. Rep. 2021, 11, 10020. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Q.; Chen, J.; Gou, G.; Chen, H.; Li, P. Ameliorated longitudinal critically refracted—Attenuation velocity method for welding residual stress measurement. J. Mater. Process. Technol. 2017, 246, 267–275. [Google Scholar] [CrossRef]
- Gao, Q.; Ding, Z.; Liao, W. Effective elastic properties of irregular auxetic structures. Compos. Struct. 2022, 287, 115269. [Google Scholar] [CrossRef]
- Fang, J.X.; Wang, J.X.; Wang, Y.J.; He, H.T.; Zhang, D.B.; Cao, Y. Microstructure evolution and deformation behavior during stretching of a compositionally inhomogeneous TWIP-TRIP cantor-like alloy by laser powder deposition. Mater. Sci. Eng. A 2022, 847, 143319. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, J.; Wang, J.; Han, Y.; Yu, Z.; Wang, Q.; Yang, S. Effects of solder thickness on interface behavior and nanoindentation characteristics in Cu/Sn/Cu microbumps. Weld. World 2022, 66, 973–983. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Li, H. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2021, 819, 141507. [Google Scholar] [CrossRef]
- Xu, H.; He, T.; Zhong, N.; Zhao, B.; Liu, Z. Transient thermomechanical analysis of micro cylindrical asperity sliding contact of SnSbCu alloy. Tribol. Int. 2022, 167, 107362. [Google Scholar] [CrossRef]
- Niu, X.; Zhu, S.; He, J.; Liao, D.; Correia, J.A.F.O.; Berto, F.; Wang, Q. Defect tolerant fatigue assessment of AM materials: Size effect and probabilistic prospects. Int. J. Fatigue 2022, 160, 106884. [Google Scholar] [CrossRef]
- He, J.; Zhu, S.; Luo, C.; Niu, X.; Wang, Q. Size effect in fatigue modelling of defective materials: Application of the calibrated weakest-link theory. Int. J. Fatigue 2022, 165, 107213. [Google Scholar] [CrossRef]
- Li, X.; Zhu, S.; Liao, D.; Correia, J.A.F.O.; Berto, F.; Wang, Q. Probabilistic fatigue modelling of metallic materials under notch and size effect using the weakest link theory. Int. J. Fatigue 2022, 159, 106788. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|
| 962 ± 44 | 895 ± 40 | 10–14 | 342–348 |
| C | Al | V | O | Ti |
|---|---|---|---|---|
| 0.1 | 6.80 | 4.07 | 0.55 | 84.20 |
| Parameters | Value |
|---|---|
| Spot diameter (mm) | 0.45 |
| Peak pulse power (W) | 1000 |
| Pulse per energy (J) | 20 |
| Pulse duration (ms) | 20 |
| Wavelength (µm) | 1.06 |
| Pulse frequency (Hz) | 20 |
| Peak Power | 192 W |
| Pulse energy | 9.6 J |
| Pulse Frequency | 20 Hz |
| Pulse duration | 10 ms |
| As-Welded | 950 °C | 980 °C | 1010 °C | |
|---|---|---|---|---|
| The volume fraction of needle-shaped structure (%) | 98 | 84 | 52 | 11 |
| The volume fraction of equiaxed structure (%) | 2 | 16 | 48 | 89 |
| Mechanical Properties | Base Sample | 950 °C | 980 °C | 1010 °C |
|---|---|---|---|---|
| UTS (MPa) | 1014 | 1016 | 1048 | 1021 |
| Elongation (%) | 10.5 | 9.9 | 9.7 | 9.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, U.; Chattopadhyaya, S.; Das, A.K.; Seikh, A.H.; Sharma, S.; Dwivedi, S.P.; Nagai, K.; Kumar, A.; Agrawal, A.; Singh, S. Effect of Pulsation in Microstructure and Mechanical Properties of Titanium Alloy-Annealed Welded Joints at Different Temperatures. Photonics 2023, 10, 372. https://doi.org/10.3390/photonics10040372
Kumar U, Chattopadhyaya S, Das AK, Seikh AH, Sharma S, Dwivedi SP, Nagai K, Kumar A, Agrawal A, Singh S. Effect of Pulsation in Microstructure and Mechanical Properties of Titanium Alloy-Annealed Welded Joints at Different Temperatures. Photonics. 2023; 10(4):372. https://doi.org/10.3390/photonics10040372
Chicago/Turabian StyleKumar, Uday, Somnath Chattopadhyaya, Alok Kumar Das, A. H. Seikh, Shubham Sharma, Shashi Prakash Dwivedi, Kaori Nagai, Abhinav Kumar, Ashish Agrawal, and Sunpreet Singh. 2023. "Effect of Pulsation in Microstructure and Mechanical Properties of Titanium Alloy-Annealed Welded Joints at Different Temperatures" Photonics 10, no. 4: 372. https://doi.org/10.3390/photonics10040372