2.1. Experimental Setup and Velocity Measurements
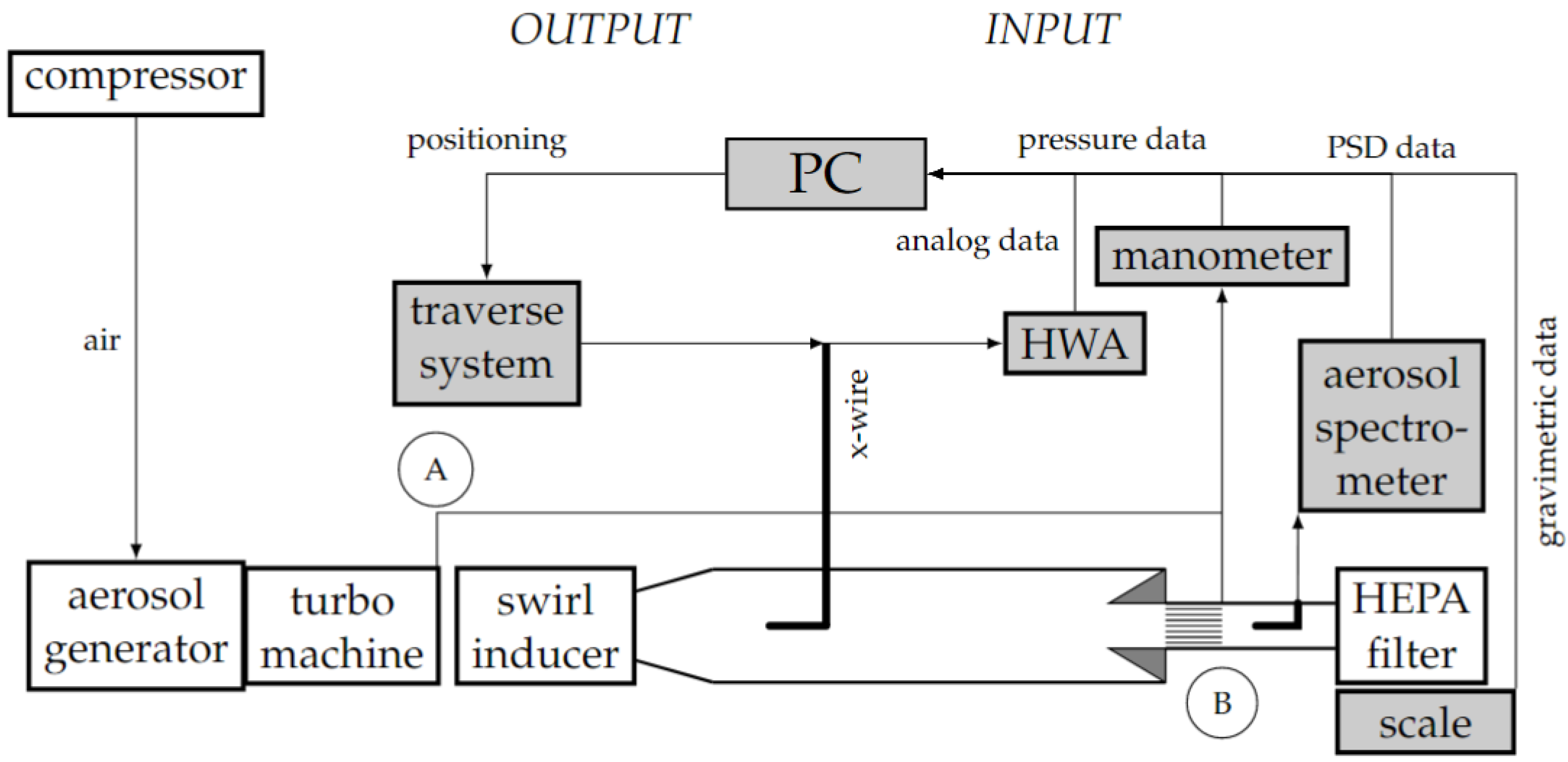
For the experimental measurements an uniflow cyclone system, consisting of a particle feeder, an axial blower, a separating chamber and a highly efficient particulate air filter (HEPA)-filter is set up. An axial rotating gas behind the blower (GBL80320, Greenworks©, Changzhou, China) [
15] is further amplified in its rotating motion by swirl inducers with different vane angles
. Each of the five swirl inducers are designed with four curved vanes that guide the air into the system (
Figure 1). A diffuser connects the swirl inducer section point A (
Figure 2) with the separation chamber. The separation chamber consists of a poly-acrylic tube (wall thickness = 5
, inner diameter = 150
, length = 1000
). The flow is guided though the separation chamber into a hollow conical-shaped outlet duct point B (
Figure 2), which consists of a FDM-printed annular cone connected with a poly-acrylic tube (wall thickness = 2 mm, inner diameter = 86 mm, length = 500 mm).
Inside the outlet tube, a multi-channel structure (length = 50 mm, channel diameter = 5 mm) is installed as a flow straightener, which reduces the rotation of the flow and conditions the air stream for distribution measurement with a particle spectrometer (Promo 2000, PALAS GmbH, Karlsruhe Germany). To prevent fine and ultra-fine dust particles from leaving the experimental setup and entering the environment, a HEPA-filter (SC-FIS-CT 26, Festool GmbH, Wendlingen, Germany) seals the end of the outlet tube.
The geometric parameters that characterize the swirl inducers, namely vane angle
, twist ratio
, pitch length
and geometrical swirl number
are given in
Table 1. Labels are given with VA0 to VA60 based on the value of the vane angle
of the swirl inducer. The geometrical swirl number
is calculated as
following Litvinov [
16]. Where
is the diameter of the inlet,
is the swirl tape diameter,
is the diameter of the hub, and
is the vane angle of the swirl inducer. A vane angle
of 0
named as VA0, is used as a label for the setup without a swirl inducer. Each swirl inducer is separately placed between the axial turbo machine and the diffuser, connecting the separation chamber.
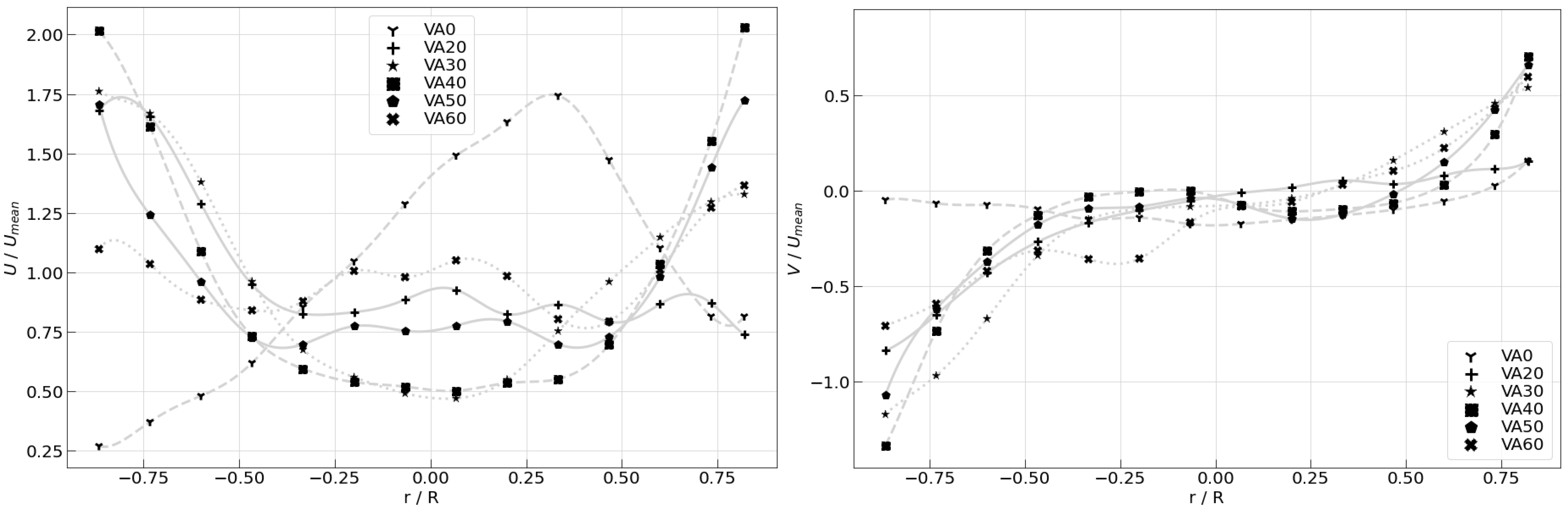
Prior to the fractional distribution measurements inside the outlet of the uniflow cyclone, the velocities at the entrance of the separation chamber are measured along the diameter of the tube with a Hot-Wire-Anemometer (Dantec Dynamic A/S, Skovlunde, Denmark) to quantify the intensity of rotation caused by each swirl inducer. The velocity measurements are conducted using an L-shaped probe holder fitted with an X-probe. The X-probe is positioned 250 from the swirl inducer and is guided into the separation chamber through a slot in the tube.
During the separation investigations, 18 setup configurations are examined, and the fractional separation efficiency is analyzed. While six different swirl inducer settings are applied, the volumetric flow rate
is changed in three steps between
to
. The Reynolds number
is calculated as
using the mean axial velocity of the fluid
at the entrance of the separation chamber of the cyclone,
as the kinematic viscosity of the fluid and
the diameter of the inlet [
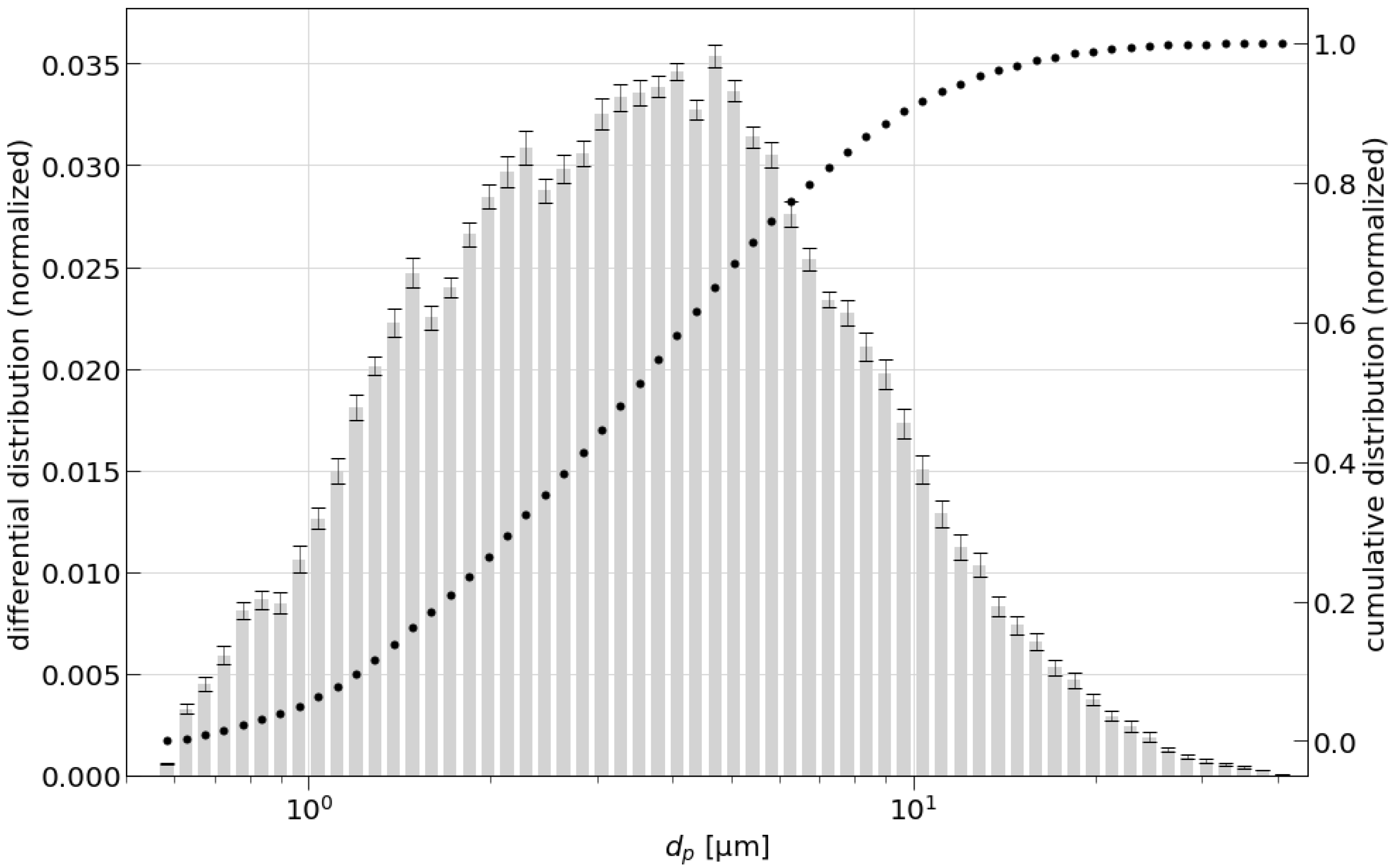
17]. The particle size distribution of the ultra-fine test dust (A1—Arizona test dust, Powder Technology Inc.©(PTI), Arden Hills, MN, USA), with a bulk density of
500
and a particle density of
2650
, is initially analyzed with a light-scattering aerosol spectrometer. The analysis of the test dust provided a mean particle size distribution in a particle size range of
to 40
, which matches the information in the data sheet provided by the supplier.
An aerosol generator with a rotating brush distributes the fine particles into the air stream. The brush transports the particulate matter from the reservoir of the aerosol generator into a pre-loaded air stream before it is released into the inlet of the turbo machine.
Next, the particle-laden gas undergoes a diffuser-controlled expansion, significantly reducing its velocity. The rotating motion caused by the swirl inducer originates centrifugal forces on the gas and particles within and further leads to a trajectory of the fine dust particles towards the cyclone wall. In the particle theory, these particles have a stokes number of
[
18]. For the simplicity of the design and a stable rotating flow, the separated particles are collected in the annular space between the cyclone and the conical outlet. This is possible due to the low particle load. Fine dust particles with a stokes number of
remain within the gas flow and leave the separation chamber until finally collected inside the HEPA-filter. The pressure drop
is measured over the cyclone between Point A and B shown in
Figure 2, specifically over the inlet, the diffuser, the separation chamber, and the outlet, using a digital differential pressure sensor (SDP 810, Sensirion AG, Stäfa, Switzerland) with a bidirectional pressure range of
600
. The two pitot tubes used for the pressure drop measurement are placed in the center of the inlet and outlet tubes along the cyclone axis. Straightening fins behind the axial blower inside the inlet tube and the flow straightener inside the outlet tube are conditioning the flow for a correct pressure measurement. The recording is conducted with a sampling rate of 10
and a measurement period of 10
.
2.2. Particle Separation Efficiency Measurements
Prior to the particle distribution measurements at the outlet of the uniflow cyclone, several pre-trials were performed to charge the cyclone walls with fine dust particles in order to minimize electro-static effects between cyclone wall and fine particles during the measurements. To calculate the separation efficiency and the particle cut diameter
of each of the swirl inducer configurations for the respective flow velocities, three measurements for each of the 18 process parameter settings are performed. Prior to and after each measurement, the weight of the fine test dust in the aerosol generator, and the weight of the HEPA-filter is determined to calculate the total weight of the fine dust particle
entering the system and the total weight of the particles
that are leaving the system during the experiment and remain in the HEPA-filter. The fine dust powder injection, using an aerosol generator at the cyclone inlet, was performed at an average concentration of
. The particle spectrometer analyzes the particle size distribution of the air stream entering the filter media during each trial for 120
. With the known particle size distributions
of the fine dust (compare
Figure 3) and the distribution of the particles that are leaving the uniflow cyclone
, the fractional separation efficiency of a given particle size range is calculated using Equation (
3) given by Faulkner [
19]
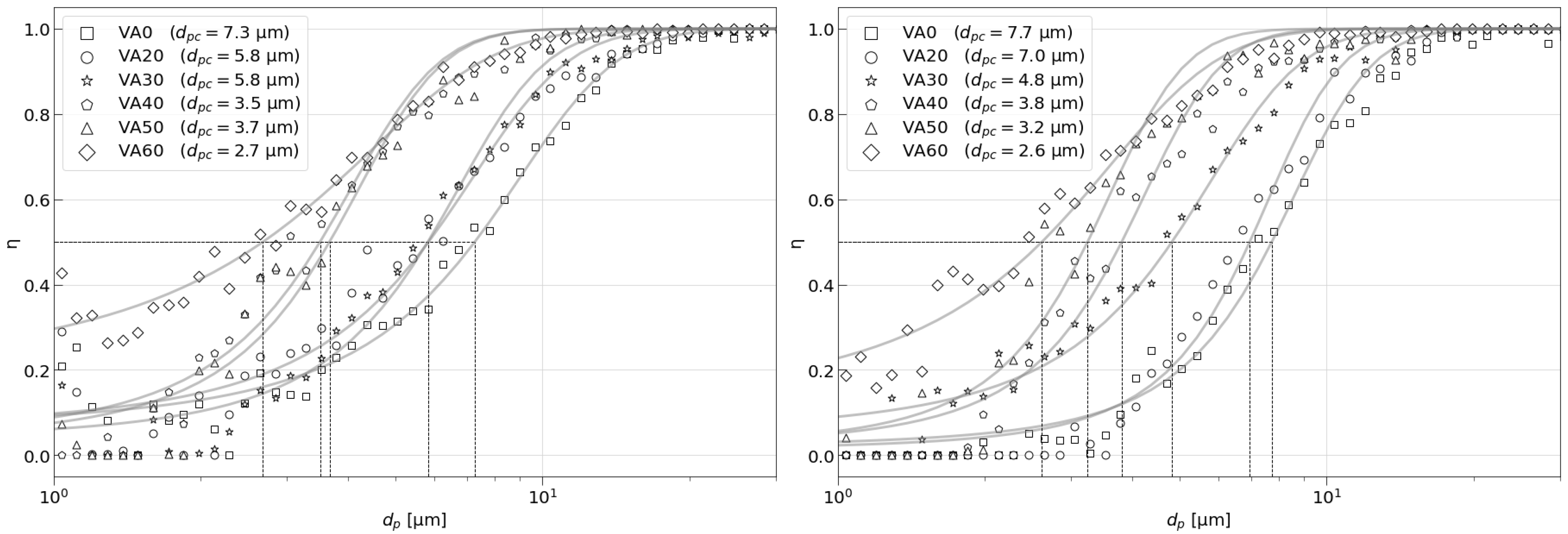
The fractional separation efficiencies calculated are displayed as a fractional separation efficiency curve, where the particle cut diameter
is calculated using an approximated logistic function proposed by Iozia and Leith [
9]. The approximation of the logistic curve and the visualization of the data were conducted using Python.
2.3. Fuzzy Logic Prediction Model
In the fuzzy logic theory, knowledge is interpreted as a collection of elastic or equivalent fuzzy constraints on a collection of variables [
20]. Compared to a crisp or binary set with clear boundaries, a fuzzy set is described in grades [
21]. In a fuzzy set, close values have similar grades of membership and are therefore less prone to errors. More advantages of fuzzy logic models compared to other predictive models such as machine learning predictive models, are the clearness of the structure and that it is feasible also when the amount of data is scarce. In the case of the experimental data, the input parameters for a fuzzy system is represented by the pressure drop
and the respective vane angle
of the swirl inducer, which is described in a fuzzy set. The particle cut diameter
is a measure for the overall efficiency of the cyclonic system in relation with a specific particle size
. Consequently the particle cut diameter
will be the output variable of the proposed fuzzy system (
Figure 4).
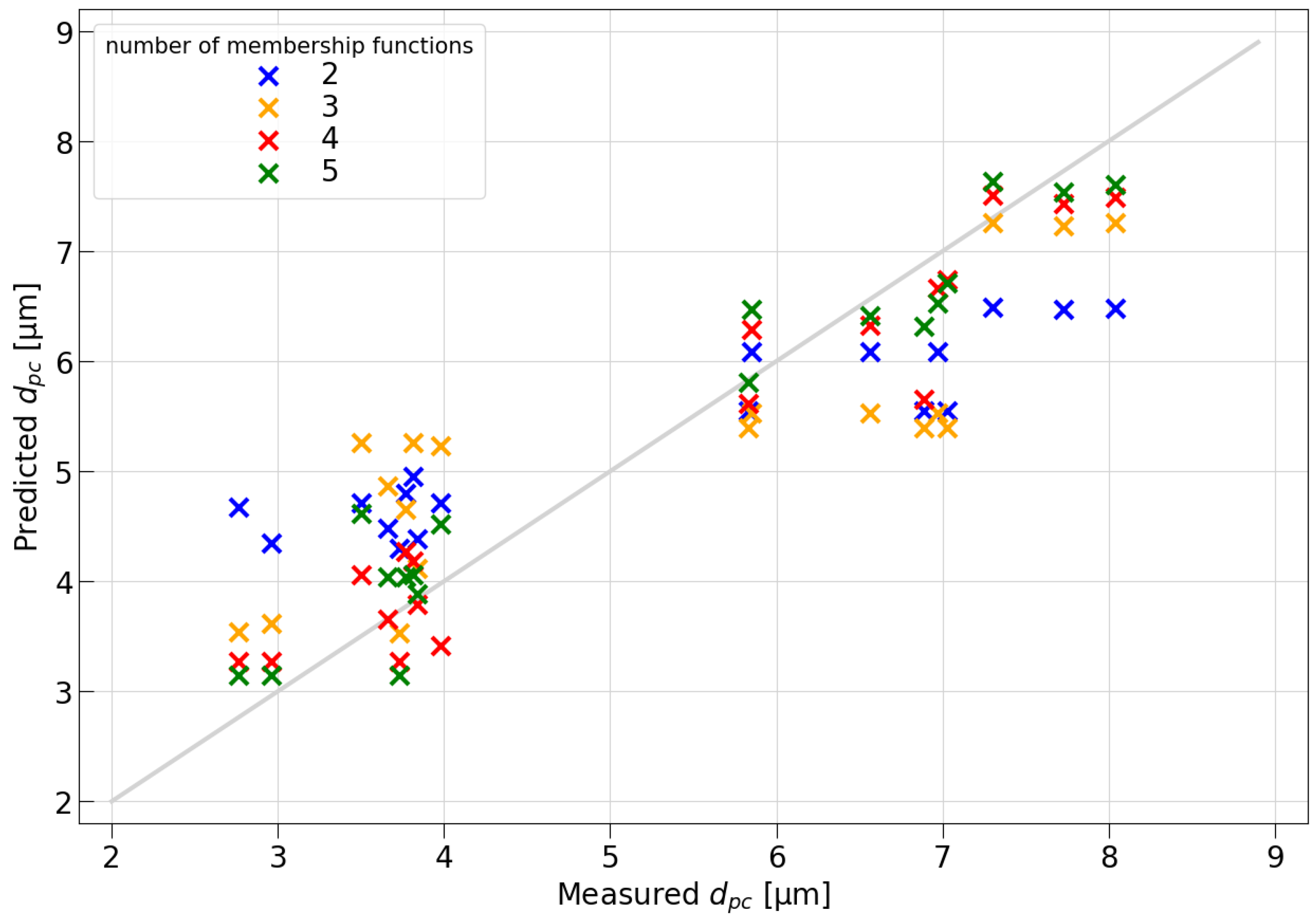
In a fuzzy logic model the accuracy of the prediction is proportional to the number of the parametric domains represented by the membership functions. With an increasing number of membership functions, the complexity of the model increases.
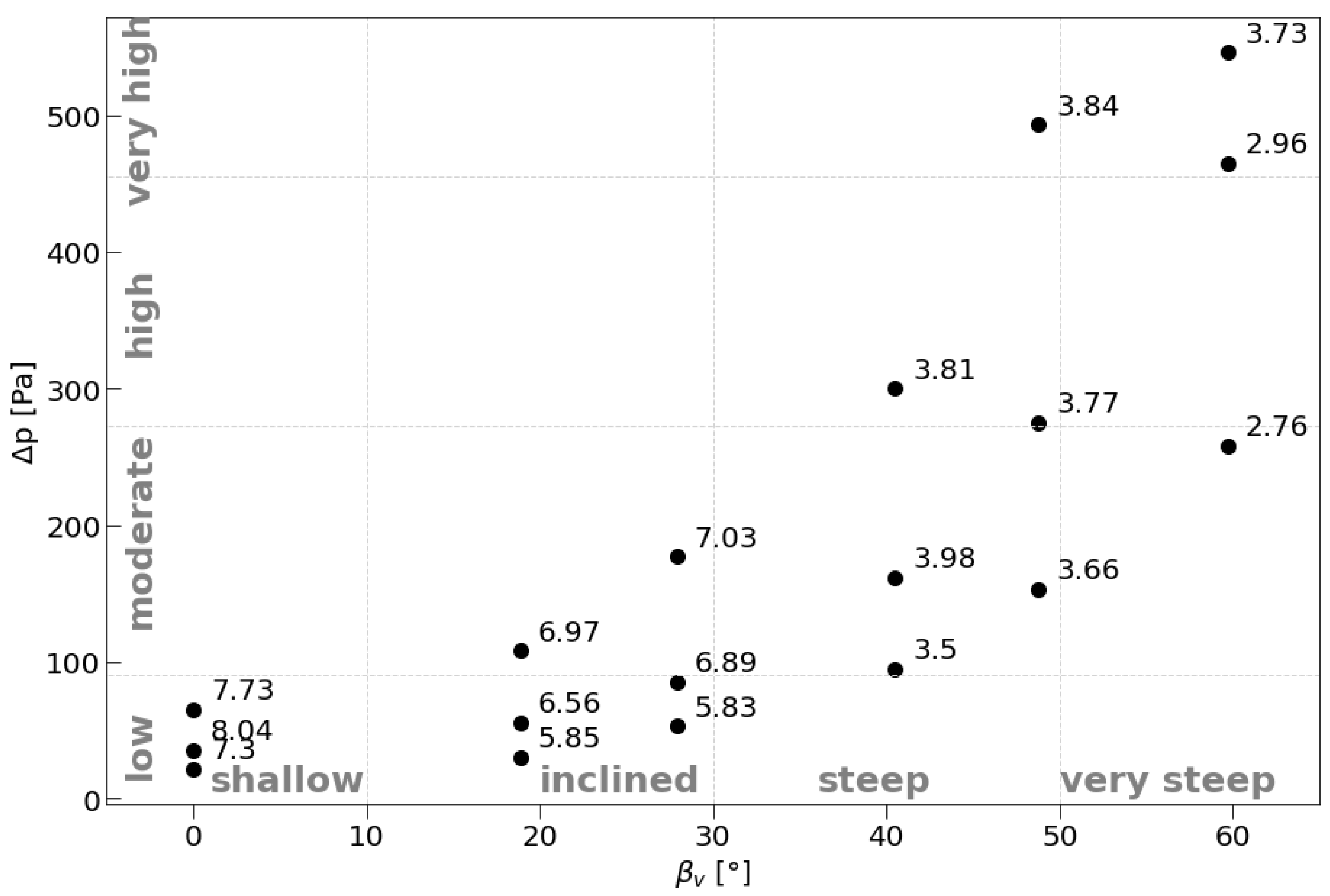
Figure 5 displays the results from the experimental investigations on the uniflow cyclone. The resulting particle cut diameter
are annotated next to the markers. It can be seen that the the pressure drop
is a non-independent variable, which increases while the vane angle
increases. Since the pressure drop
is not solely depending on the vane angle
, but as well on other variables such as flow velocity
, geometric variables of the cyclone, surface roughness, to name a few, the pressure drop
is applicable as an input variable for fuzzy logic prediction.
The range of the measured pressure drop values
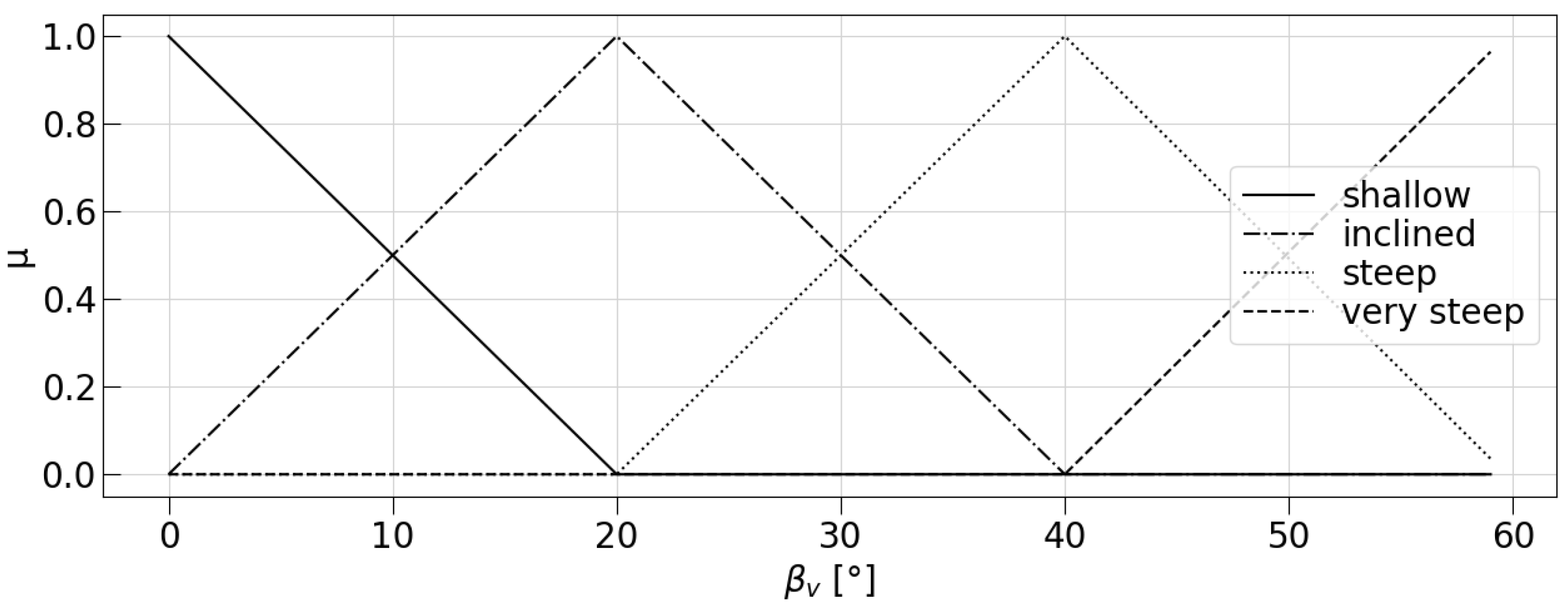
is categorized into four linguistic terms, called pressure domains, which are namely low, moderate, high, and very high pressure drop. Further, the range of the examined vane angle
of the swirl inducers is classified into four designated domains as well: shallow, inclined, steep, and very steep. The exact range of the domains is listed in
Table 2.
2.3.1. Membership Functions and Fuzzification
Membership functions describe the degree of membership or value of truth of a specific fuzzy input parameter and are either discrete or continuous. Being numerical representations of the linguistic concepts, membership functions can be built either through learning from data or experts’ opinion [
12]. Describing a membership function, U is called the universe, and
is a fuzzy set of U. In the case of the fuzzy set for the pressure drop
and the fuzzy set for the vane angle
as well as the fuzzy set particle cut diameter
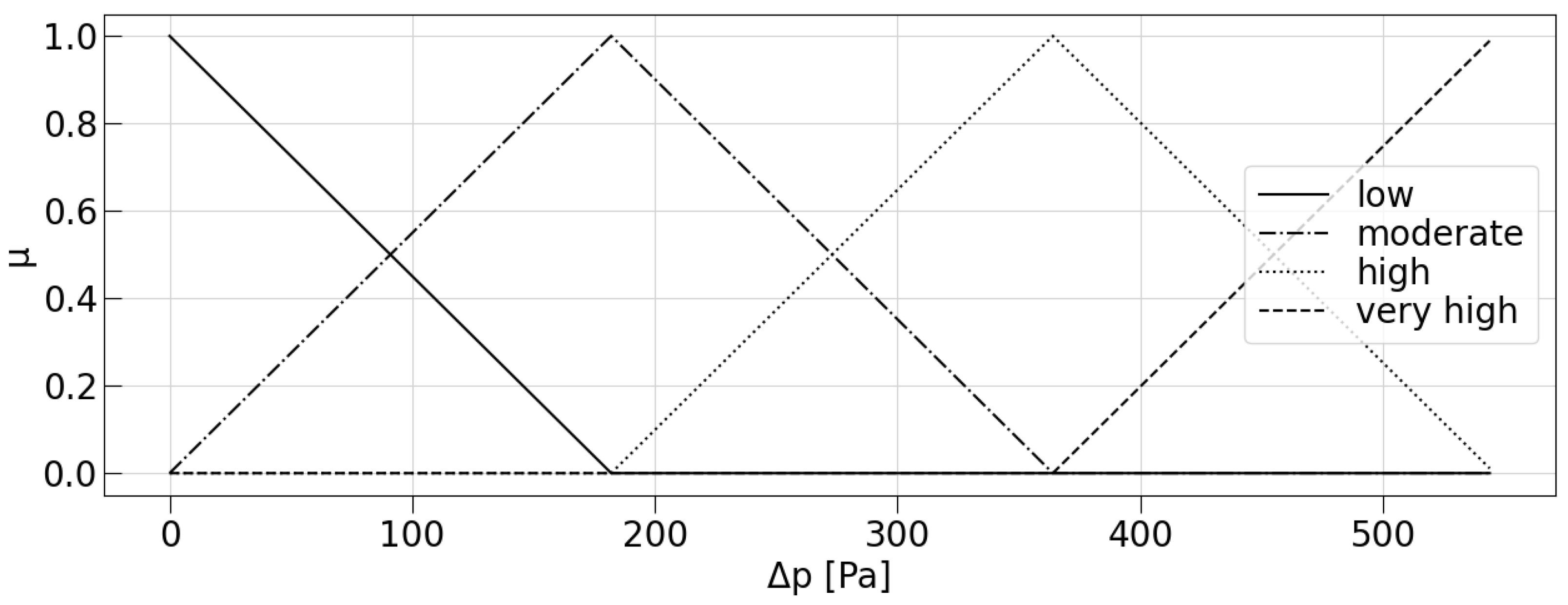
, triangular membership functions are used. The following fuzzy sets consist of one open-left, two closed, and one open-right membership function. The membership functions (
Figure 6) of the fuzzy set
are
,
,
and
represent the fuzzy set as
The pressure is described by a certain degree of membership from the membership function, commonly referred to as fuzzification.
Similarly the fuzzy set
, which represents the vane angle
, is defined. The membership functions (
Figure 7) of the fuzzy set
are
,
,
and
represent the fuzzy set in the universe
V as
With the use of the membership functions the degree of membership can be calculated as
2.3.2. Fuzzy Operators and Fuzzy Rules
The maximum possible rules of a fuzzy system depend on the number of input parameters and the number of linguistic terms used. As a matter of fact the number of rules do not exceed the number of linguistic terms to the power of input parameters chosen [
12]. Therefore, a maximum number of sixteen fuzzy rules can be created with two input parameters and four linguistic terms each. On the other hand, not all rules must be formulated to achieve high prediction accuracy. Based on the experimental results in
Figure 5, the rules are generated in connection to the defined domains. Since some domains are empty, the maximum number of rules can not be achieved (cp.
Figure 5). For the empty domains, no data points have been recorded. Therefore no information can be retrieved from these domains. While the mathematical operations over two fuzzy sets A and B can be various such as union, intersection, equality, complement, dilation, and more, union and intersection operations are used for the fuzzy sets pressure drop
and vane angle
[
20]. It is then possible to obtain a total number of ten rules, which can be found in
Table 3.
2.3.3. Defuzzification
The fuzzy rules that form the boundaries of the fuzzy system (
Table 3) usually have to be converted into a crisp output [
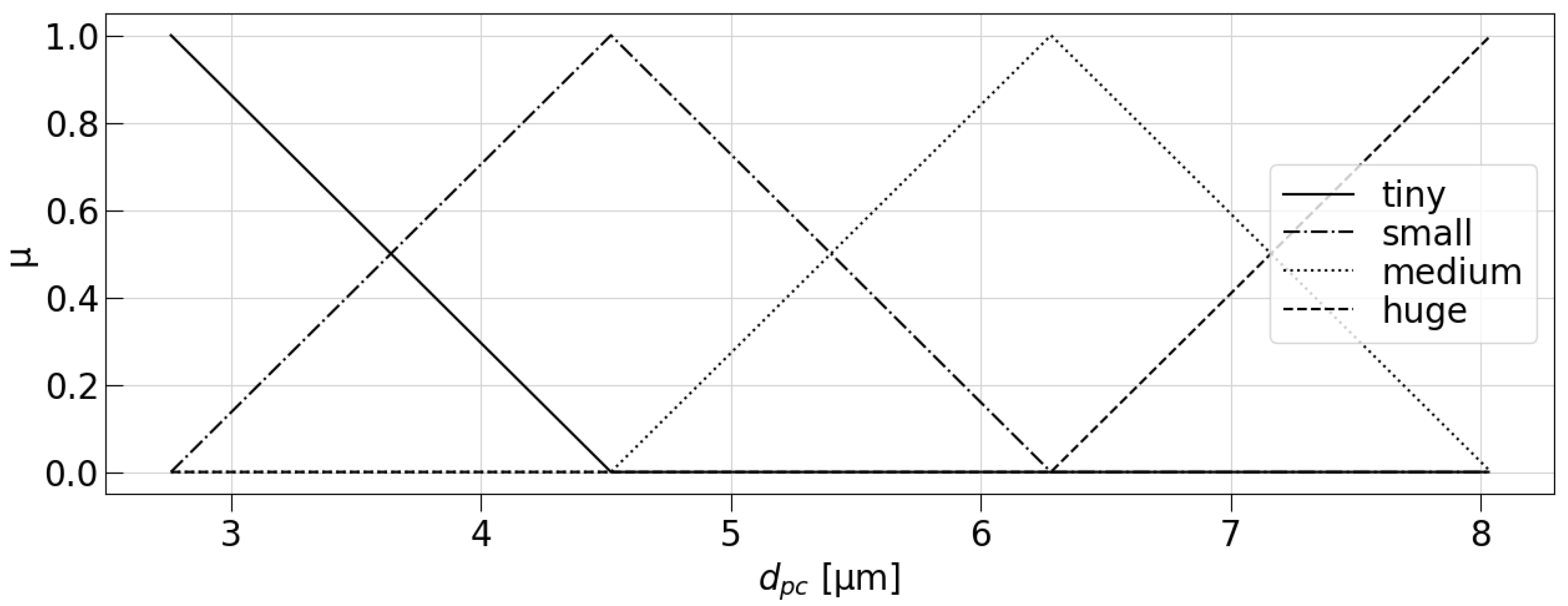
20]. To transform the fuzzy results into crisp results, a defuzzification process is performed. The membership functions of the consequent fuzzy set
are displayed in
Figure 8. Different methods of defuzzification are practiced, such as the center of gravity (COG), the center of sum (COS), the area center method (BOA), the weighted average method (WA), and the maximum methods (FOM, LOM, MOM). Each method leads to slightly different fuzzy results and is introduced in the following.
For the COS method, the center of the area under the membership functions of the fuzzy sets is recognized and weighted according to the size of the area. In the case of the COG method, all areas of the two fuzzy sets are handled separately, and the COG is calculated for each area. Further, the total COG of the unified or intersected area is calculated and weighted accordingly. The BOA method generates a value within the unified or intersected area where the size of the areas left and right to the value are equal in size. For the WA method, only symmetric membership functions are considered. The maximum membership value weights the center of each function, and all values are added and divided by the sum of the maxima to solve for the center of the whole fuzzy set. For FOM, the minimum (first) value of the domain
x with a maximum membership value
is examined. In contrast, for LOM, the domain’s maximum (last) value is considered with the maximum membership value. MOM considers the mean value from maximum and minimum domain value
x [
22]. The fuzzy sets describing the particle size of particle cut diameter
are namely
,
,
and
(cp.
Table 2). In the case of the defuzzification of the membership functions of the consequent fuzzy set in the universe
W
the defuzzification method BOA delivers the best results with the most minor error (cp.
Table 4).
The definition of the membership function of the fuzzy set of the particle cut diameter can be found as

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}