Spray Freeze-Drying as a Solution to Continuous Manufacturing of Pharmaceutical Products in Bulk


Abstract
:1. Introduction
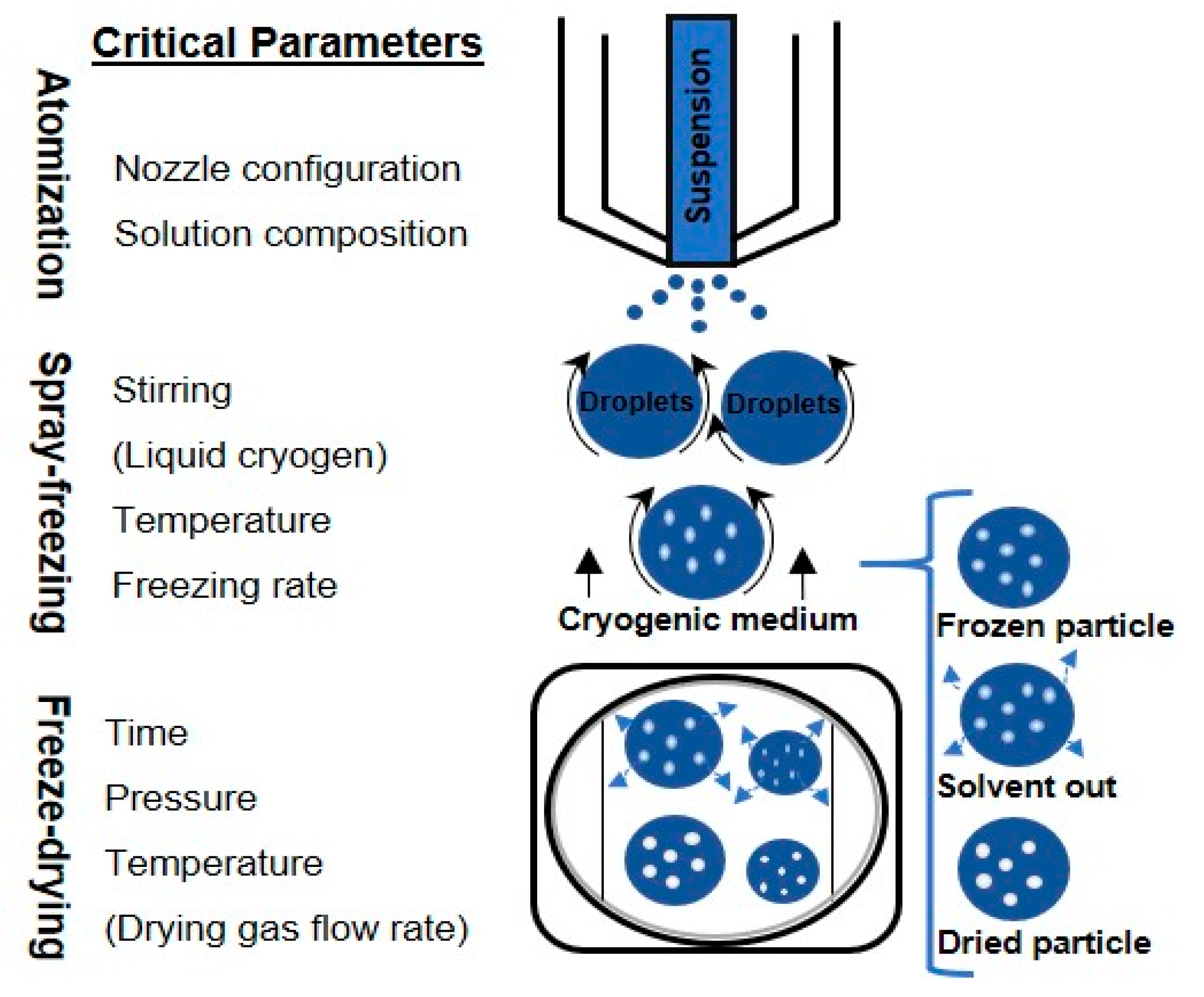
2. Principles of Spray Freeze-Drying
3. Atomization Techniques
Comparison of Atomizers
4. Spray Freezing Techniques
4.1. Spray Freezing into Vapor (SFV)
4.2. Spray Freezing into Liquid (SFL)
4.3. Spray Freezing into Vapor over Liquid (SFV/L)
5. Freeze-Drying Techniques
5.1. Vacuum Freeze-Drying
5.2. Atmospheric and Sub-Atmospheric Freeze-Drying
6. Developments of a Continuous Approach in Freeze-Drying
6.1. Rey’s Concept
6.2. Spray Freezing and Dynamic Freeze-Drying
6.3. Fine-Spray Freeze-Drying
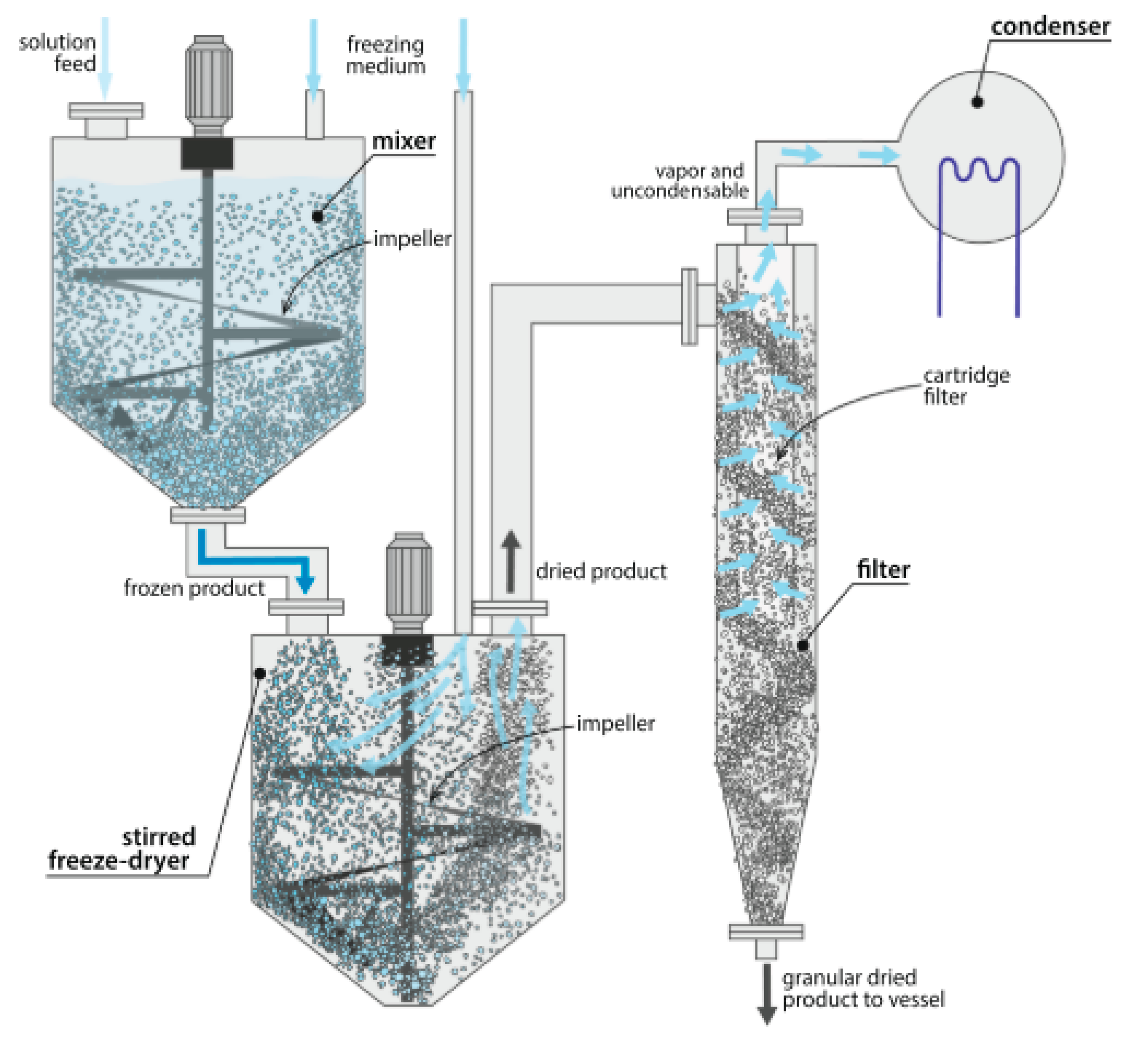
6.4. Stirred Freeze-Drying
6.5. LYnfinity
7. Application of Spray Freeze-Drying to Pharmaceutical and Biological Products
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Badman, C.; Cooney, C.L.; Florence, A.; Konstantinov, K.; Krumme, M.; Mascia, S.; Nasr, M.; Trout, B.L. Why we need continuous pharmaceutical manufacturing and how to make it happen. J. Pharm. Sci. 2019, 108, 3521–3523. [Google Scholar] [CrossRef]
- David, T. The pharmaceutical industry and the future of drug development. In Pharmaceuticals in Environment; Hester, R.E., Harrison, R.M., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2015; pp. 1–33. [Google Scholar]
- Pisano, R. Continuous manufacturing of lyophilized products: Why and how to make it happen. Am. Phar. Rev. 2020, 23, 20–22. Available online: https://www.americanpharmaceuticalreview.com/1505-Archives/563953-April-2020/ (accessed on 9 May 2020).
- Wanning, S.; Süverkrüp, R.; Lamprecht, A. Aerodynamic droplet stream expansion for the production of spray freeze-dried powders. AAPS PharmSciTech 2017, 18, 1760–1769. [Google Scholar] [CrossRef] [PubMed]
- Tang, X.; Pikal, M.J. Design of freeze-drying processes for pharmaceuticals: Practical advice. Pharm. Res. 2004, 21, 191–200. [Google Scholar] [CrossRef] [PubMed]
- Ferrati, S.; Wu, T.; Fuentes, O.; Brunaugh, A.D.; Kanapuram, S.R.; Smyth, H.D.C. Influence of formulation factors on the aerosol performance and stability of lysozyme powders: A systematic approach. AAPS PharmSciTech 2018, 19, 2755–2766. [Google Scholar] [CrossRef]
- Capozzi, L.C.; Barresi, A.A.; Pisano, R. A multi-scale computational framework for modeling the freeze-drying of microparticles in packed-beds. Powder Technol. 2019, 343, 834–846. [Google Scholar] [CrossRef]
- Boccardo, G.; Sethi, R.; Marchisio, D.L. Fine and ultrafine particle deposition in packed-bed catalytic reactors. Chem. Eng. Sci. 2019, 198, 290–304. [Google Scholar] [CrossRef]
- Capozzi, L.C.; Pisano, R. Looking inside the ’black box’: Freezing engineering to ensure the quality of freeze-dried biopharmaceuticals. Eur. J. Pharm. Biopharm. 2018, 129, 58–65. [Google Scholar] [CrossRef]
- Horsch, M.T.; Niethammer, C.; Boccardo, G.; Carbone, P.; Chiacchiera, S.; Chiricotto, M.; Elliott, J.D.; Lobaskin, V.; Neumann, P.; Schiffels, P. Semantic interoperability and characterization of data provenance in computational molecular engineering. J. Chem. Eng. Data 2000, 65, 1313–1329. [Google Scholar] [CrossRef]
- De Baas, A.F. What Makes a Material Function? Let Me Compute the Ways: Modelling in H2020 LEIT-NMBP Programme Materials and Nanotechnology Projects, 6th ed.; Office of the European Union: Luxembourg, 2017. [Google Scholar]
- Benson, S.W.; Ellis, D.A. Surface areas of proteins. I. Surface areas and heats of absorption. J. Am. Chem. Soc. 1948, 70, 3563–3569. [Google Scholar] [CrossRef]
- Mumenthaler, M.; Leuenberger, H. Atmospheric spray-freeze drying: A suitable alternative in freeze-drying technology. Int. J. Pharm. 1991, 72, 97–110. [Google Scholar] [CrossRef]
- Meryman, H.T. Sublimation freeze-drying without vacuum. Science 1956, 130, 628–629. [Google Scholar] [CrossRef]
- Emami, F.; Vatanara, A.; Park, E.J.; Na, D.H. Drying technologies for the stability and bioavailability of biopharmaceuticals. Pharmaceutics 2018, 10, 131. [Google Scholar] [CrossRef] [Green Version]
- Leuenberger, H. Spray freeze-drying—The process of choice for low water soluble drugs? J. Nanoparticle Res. 2002, 4, 111–119. [Google Scholar] [CrossRef]
- Yeom, G.S.; Song, C.S. Experimental and numerical investigation of the characteristics of spray-freeze drying for various parameters: Effects of product height, heating plate temperature, and wall temperature. Drying Technol. 2010, 28, 165–179. [Google Scholar] [CrossRef]
- Zhang, F.; Ma, X.; Wu, X.; Xu, Q.; Tian, W.; Li, Z. Inert particles as process aid in spray-freeze drying. Drying Technol. 2020, 38, 71–79. [Google Scholar] [CrossRef]
- Liao, Q.; Yip, L.; Chow, M.Y.T.; Chow, S.F.; Chan, H.K.; Kwok, P.C.L.; Lam, J.K.W. Porous and highly dispersible voriconazole dry powders produced by spray freeze drying for pulmonary delivery with efficient lung deposition. Int. J. Pharm. 2019, 560, 144–154. [Google Scholar] [CrossRef]
- Ito, T.; Okuda, T.; Takashima, Y.; Okamoto, H. Naked pDNA inhalation powder composed of hyaluronic acid exhibits high gene expression in the lungs. Mol. Pharm. 2019, 16, 489–497. [Google Scholar] [CrossRef]
- Emami, F.; Vatanara, A.; Vakhshiteh, F.; Kim, Y.; Kim, T.W.; Na, D.H. Amino acid-based stable adalimumab formulation in spray freeze-dried microparticles for pulmonary delivery. J. Drug Deliv. Sci. Technol. 2019, 54, 101249. [Google Scholar] [CrossRef]
- Ibrahim, M.; Hatipoglu, M.K.; Garcia-Contreras, L. Cryogenic fabrication of dry powders to enhance the solubility of a promising anticancer drug, SHetA2, for oral administration. AAPS PharmSciTech 2019, 20, 20. [Google Scholar] [CrossRef]
- Braig, V.; Konnerth, C.; Peukert, W.; Lee, G. Can spray freeze-drying improve the re-dispersion of crystalline nanoparticles of pure naproxen? Int. J. Pharm. 2019, 564, 293–298. [Google Scholar] [CrossRef]
- Brunaugh, A.D.; Wu, T.; Kanapuram, S.R.; Smyth, H.D.C. Effect of particle formation process on characteristics and aerosol performance of respirable protein powders. Mol. Pharm. 2019, 16, 4165–4180. [Google Scholar] [CrossRef] [PubMed]
- Okuda, T.; Morishita, M.; Mizutani, K.; Shibayama, A.; Okazaki, M.; Okamoto, H. Development of spray-freeze-dried siRNA/PEI powder for inhalation with high aerosol performance and strong pulmonary gene silencing activity. J. Control. Release 2018, 279, 99–113. [Google Scholar] [CrossRef] [PubMed]
- Emami, F.; Vatanara, A.; Najafabadi, A.R.; Kim, Y.; Park, E.J.; Sardari, S.; Na, D.H. Effect of amino acids on the stability of spray freeze-dried immunoglobulin G in sugar-based matrices. Eur. J. Pharm. Sci. 2018, 119, 39–48. [Google Scholar] [CrossRef] [PubMed]
- Moghaddam, S.P.H.; Farhat, S.; Vatanara, A. Porous microparticles containing raloxifene hydrochloride tailored by spray freeze drying for solubility enhancement. Adv. Pharm. Bull. 2018, 8, 217–223. [Google Scholar] [CrossRef] [PubMed]
- Liang, W.; Chan, A.Y.L.; Chow, M.Y.T.; Lo, F.F.K.; Qiu, Y.; Kwok, P.C.L.; Lam, J.K.W. Spray freeze drying of small nucleic acids as inhaled powder for pulmonary delivery. Asian J. Pharm. Sci. 2018, 13, 163–172. [Google Scholar] [CrossRef] [PubMed]
- Adeli, E. The use of spray freeze drying for dissolution and oral bioavailability improvement of Azithromycin. Powder Technol. 2017, 319, 323–331. [Google Scholar] [CrossRef]
- Ye, T.; Yu, J.; Luo, Q.; Wang, S.; Chan, H.K. Inhalable clarithromycin liposomal dry powders using ultrasonic spray freeze drying. Powder Technol. 2017, 305, 63–70. [Google Scholar] [CrossRef]
- Eggerstedt, S.N.; Dietzel, M.; Sommerfeld, M.; Süverkrüp, R.; Lamprecht, A. Protein spheres prepared by drop jet freeze drying. Int. J. Pharm. 2012, 438, 160–166. [Google Scholar] [CrossRef]
- Parsian, A.R.; Vatanara, A.; Rahmati, M.R.; Gilani, K.; Khosravi, K.M.; Najafabadi, A.R. Inhalable budesonide porous microparticles tailored by spray freeze drying technique. Powder Technol. 2014, 260, 36–41. [Google Scholar] [CrossRef]
- Tonnis, W.F.; Amorij, J.P.; Vreeman, M.A.; Frijlink, H.W.; Kersten, G.F.; Hinrichs, W.L.J. Improved storage stability and immunogenicity of hepatitis B vaccine after spray-freeze drying in presence of sugars. Eur. J. Pharm. Sci. 2014, 55, 36–45. [Google Scholar] [CrossRef]
- Her, J.Y.; Song, C.S.; Lee, S.J.; Lee, K.G. Preparation of kanamycin powder by an optimized spray freeze-drying method. Powder Technol. 2010, 199, 159–164. [Google Scholar] [CrossRef]
- Engstrom, J.D.; Simpson, D.T.; Cloonan, C.; Lai, E.S.; Williams, R.O.; Barrie Kitto, G.; Johnston, K.P. Stable high surface area lactate dehydrogenase particles produced by spray freezing into liquid nitrogen. Eur. J. Pharm. Biopharm. 2007, 65, 163–174. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.L.; Finlay, W.H.; Peppler, M.S.; Sweeney, L.G. Powder formation by atmospheric spray-freeze-drying. Powder Technol. 2006, 170, 45–52. [Google Scholar] [CrossRef]
- Yu, Z.; Garcia, A.S.; Johnston, K.P.; Williams, R.O. Spray freezing into liquid nitrogen for highly stable protein nanostructured microparticles. Eur. J. Pharm. Biopharm. 2004, 58, 529–537. [Google Scholar] [CrossRef]
- Barron, M.K.; Young, T.J.; Johnston, K.P.; Williams, R.O. Investigation of processing parameters of spray freezing into liquid to prepare polyethylene glycol polymeric particles for drug delivery. AAPS PharmSciTech 2003, 4, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Johnston, K.P.; Williams, R.O. Spray freezing into liquid (SFL) particle engineering technology to enhance dissolution of poorly water soluble drugs: Organic solvent versus organic/aqueous co-solvent systems. Eur. J. Pharm. Sci. 2003, 20, 295–303. [Google Scholar] [CrossRef]
- Rogers, T.L.; Nelsen, A.C.; Sarkari, M.; Young, T.J.; Johnston, K.P.; Williams, R.O. Enhanced aqueous dissolution of a poorly water soluble drug by novel particle engineering technology: Spray-freezing into liquid with atmospheric freeze-drying. Pharm. Res. 2003, 20, 485–493. [Google Scholar] [CrossRef]
- Wan, F.; Yang, M. Design of PLGA-based depot delivery systems for biopharmaceuticals prepared by spray drying. Int. J. Pharm. 2016, 498, 82–95. [Google Scholar] [CrossRef]
- Vishali, D.A.; Monisha, J.; Sivakamasundari, S.K.; Moses, J.A.; Anandharamakrishnan, C. Spray freeze drying: Emerging applications in drug delivery. J. Control. Release 2019, 300, 93–101. [Google Scholar] [CrossRef]
- Wan, F.; Maltesen, M.J.; Bjerregaard, S.; Foged, C.; Rantanen, J.; Yang, M. Particle engineering technologies for improving the delivery of peptide and protein drugs. J. Drug Deliv. Sci. Technol. 2013, 23, 355–363. [Google Scholar] [CrossRef]
- Schiffter, H.; Condliffe, J.; Vonhoff, S. Spray-freeze-drying of nanosuspensions: The manufacture of insulin particles for needle-free ballistic powder delivery. J. R. Soc. Interface 2010, 7, S483–S500. [Google Scholar] [CrossRef]
- Costantino, H.R.; Firouzabadian, L.; Hogeland, K.; Wu, C.; Beganski, C.; Carrasquillo, K.G.; Córdova, M.; Griebenow, K.; Zale, S.E.; Tracy, M.A. Protein spray-freeze drying. Effect of atomization conditions on particle size and stability. Pharm. Res. 2000, 17, 1374–1383. [Google Scholar] [CrossRef] [PubMed]
- Heldman, D.R.; Hohner, G.A. An analysis of atmospheric freeze drying. J. Food Sci. 1974, 39, 147–155. [Google Scholar] [CrossRef]
- Ishwarya, S.P.; Anandharamakrishnan, C.; Stapley, A.G.F. Spray-freeze-drying: A novel process for the drying of foods and bioproducts. Trends Food Sci. Technol. 2015, 41, 161–181. [Google Scholar] [CrossRef]
- Cal, K.; Sollohub, K. Spray drying technique. I: Hardware and process parameters. J. Pharm. Sci. 2010, 99, 575–586. [Google Scholar] [CrossRef] [PubMed]
- Huimin, L. Science and Engineering of Droplets: Fundamentals and Applications, 1st ed.; William Andrew: New York, NY, USA, 1999; p. 536. [Google Scholar]
- Wanning, S.; Süverkrüp, R.; Lamprecht, A. Pharmaceutical spray freeze drying. Int. J. Pharm. 2015, 488, 136–153. [Google Scholar] [CrossRef]
- Mueannoom, W.; Srisongphan, A.; Taylor, K.M.G.; Hauschild, S.; Gaisford, S. Thermal ink-jet spray freeze-drying for preparation of excipient-free salbutamol sulphate for inhalation. Eur. J. Pharm. Biopharm. 2012, 80, 149–155. [Google Scholar] [CrossRef]
- Sharma, G.; Mueannoom, W.; Buanz, A.B.M.; Taylor, K.M.G.; Gaisford, S. In vitro characterisation of terbutaline sulphate particles prepared by thermal ink-jet spray freeze drying. Int. J. Pharm. 2013, 447, 165–170. [Google Scholar] [CrossRef]
- Süverkrüp, R.; Eggerstedt, S.N.; Gruner, K.; Kuschel, M.; Sommerfeld, M.; Lamprecht, A. Collisions in fast droplet streams for the production of spherolyophilisates. Eur. J. Pharm. Sci. 2013, 49, 535–541. [Google Scholar] [CrossRef]
- Strutt, J.W. On the instability of jets. Proc. Lond. Math. Soc. 1879, 10, 4–13. [Google Scholar]
- Overhoff, K.A.; Johnston, K.P.; Tam, J.; Engstrom, J.; Williams, R.O. Use of thin film freezing to enable drug delivery: A review. J. Drug Deliv. Sci. Technol. 2009, 19, 89–98. [Google Scholar] [CrossRef]
- Kemp, I.C.; Wadley, R.; Hartwig, T.; Cocchini, U.; See-Toh, Y.; Gorringe, L.; Fordham, K.; Ricard, F. Experimental study of spray drying and atomization with a two-fluid nozzle to produce inhalable particles. Drying Technol. 2013, 31, 930–941. [Google Scholar] [CrossRef]
- Liang, W.; Chow, M.Y.T.; Chow, S.F.; Chan, H.K.; Kwok, P.C.L.; Lam, J.K.W. Using two-fluid nozzle for spray freeze drying to produce porous powder formulation of naked siRNA for inhalation. Int. J. Pharm. 2018, 552, 67–75. [Google Scholar] [CrossRef] [PubMed]
- Al-Hakim, K.; Wigley, G.; Stapley, A.G.F. Phase doppler anemometry studies of spray freezing. Chem. Eng. Res. Des. 2006, 84, 1142–1151. [Google Scholar] [CrossRef]
- Kondo, M.; Niwa, T.; Okamoto, H.; Danjo, K. Particle characterization of poorly water-soluble drugs using a spray freeze drying technique. Chem. Pharm. Bull. 2009, 57, 657–662. [Google Scholar] [CrossRef] [Green Version]
- Niwa, T.; Shimabara, H.; Kondo, M.; Danjo, K. Design of porous microparticles with single-micron size by novel spray freeze-drying technique using four-fluid nozzle. Int. J. Pharm. 2009, 382, 88–97. [Google Scholar] [CrossRef]
- Niwa, T.; Shimabara, H.; Danjo, K. Novel spray freeze-drying technique using four-fluid nozzle—Development of organic solvent system to expand its application to poorly water soluble drugs. Chem. Pharm. Bull. 2010, 58, 195–200. [Google Scholar] [CrossRef] [Green Version]
- Ozeki, T.; Beppu, S.; Mizoe, T.; Takashima, Y.; Yuasa, H.; Okada, H. Preparation of two-drug composite microparticles to improve the dissolution of insoluble drug in water for use with a 4-fluid nozzle spray drier. J. Control. Release 2005, 107, 387–394. [Google Scholar] [CrossRef]
- Shoyele, S.A.; Cawthorne, S. Particle engineering techniques for inhaled biopharmaceuticals. Adv. Drug Deliv. Rev. 2006, 58, 1009–1029. [Google Scholar] [CrossRef]
- Maa, Y.F.; Ameri, M.; Shu, C.; Payne, L.G.; Chen, D. Influenza vaccine powder formulation development: Spray-freeze-drying and stability evaluation. J. Pharm. Sci. 2004, 93, 1912–1923. [Google Scholar] [CrossRef]
- D’Addio, S.M.; Chan, J.G.Y.; Kwok, P.C.L.; Prud’Homme, R.K.; Chan, H.K. Constant size, variable density aerosol particles by ultrasonic spray freeze drying. Int. J. Pharm. 2012, 427, 185–191. [Google Scholar] [CrossRef]
- Isleroglu, H.; Turker, I.; Tokatli, M.; Koc, B. Ultrasonic spray-freeze drying of partially purified microbial transglutaminase. Food Bioprod. Process. 2018, 111, 153–164. [Google Scholar] [CrossRef]
- Leung, S.S.Y.; Parumasivam, T.; Gao, F.G.; Carrigy, N.B.; Vehring, R.; Finlay, W.H.; Morales, S.; Britton, W.J.; Kutter, E.; Chan, H.K. Production of inhalation phage powders using spray freeze drying and spray drying techniques for treatment of respiratory infections. Pharm. Res. 2016, 33, 1486–1496. [Google Scholar] [CrossRef]
- Wanning, S.; Süverkrüp, R.; Lamprecht, A. Jet-vortex spray freeze drying for the production of inhalable lyophilisate powders. Eur. J. Pharm. Sci. 2017, 96, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Süverkrüp, R.; Eggerstedt, S.; Wanning, S.; Kuschel, M.; Sommerfeld, M.; Lamprecht, A. Collisions and coalescence in droplet streams for the production of freeze-dried powders. Colloids Surf. B 2016, 141, 443–449. [Google Scholar] [CrossRef] [PubMed]
- Süverkrüp, R.; Wanning, S.; Lamprecht, A. Continuous atmospheric droplet–stream freeze-drying processes development and laboratory system. Pharm. Ind. 2016, 78, 741–749. [Google Scholar]
- Rogers, S.; Wu, W.D.; Saunders, J.; Chen, X.D. Characteristics of milk powders produced by spray freeze drying. Drying Technol. 2008, 26, 404–412. [Google Scholar] [CrossRef]
- Engstrom, J.D.; Simpson, D.T.; Lai, E.S.; Williams, R.O.; Johnston, K.P. Morphology of protein particles produced by spray freezing of concentrated solutions. Eur. J. Pharm. Biopharm. 2007, 65, 149–162. [Google Scholar] [CrossRef]
- Yu, Z.; Rogers, T.L.; Hu, J.; Johnston, K.P.; Williams, R.O. Preparation and characterization of microparticles containing peptide produced by a novel process: Spray freezing into liquid. Eur. J. Pharm. Biopharm. 2002, 54, 221–228. [Google Scholar] [CrossRef]
- Heller, M.C.; Carpenter, J.F.; Randolph, T.W. Protein formulation and lyophilization cycle design: Prevention of damage due to freeze-concentration induced phase separation. Biotechnol. Bioeng. 1999, 63, 166–174. [Google Scholar] [CrossRef]
- Sebastião, I.B.; Bhatnagar, B.; Tchessalov, S.; Ohtake, S.; Plitzko, M.; Luy, B.; Alexeenko, A. Bulk dynamic spray freeze-drying. Part 2: Model-based parametric study for spray-freezing process characterization. J. Pharm. Sci. 2019, 108, 2075–2085. [Google Scholar] [CrossRef]
- Williams, R.; Johnston, K.; Young, T.; Rogers, T.; Barron, M.; Yu, Z.; Hu, J. Process for Production of Nanoparticles and Microparticles by Spray Freezing into Liquid. US Patent 6862890 B2, 8 March 2005. [Google Scholar]
- Hu, J.; Johnston, K.P.; To, R.O.W., III. Nanoparticle engineering processes for enhancing the dissolution rates of poorly water soluble drugs. Drug Dev. Ind. Pharm. 2004, 30, 233–245. [Google Scholar] [CrossRef]
- Hu, J.; Johnston, K.P.; Williams, R.O. Stable amorphous danazol nanostructured powders with rapid dissolution rates produced by spray freezing into liquid. Drug Dev. Ind. Pharm. 2004, 30, 695–704. [Google Scholar] [CrossRef] [PubMed]
- Vaughn, J.M.; Gao, X.; Yacaman, M.J.; Johnston, K.P.; Williams, R.O. Comparison of powder produced by evaporative precipitation into aqueous solution (EPAS) and spray freezing into liquid (SFL) technologies using novel Z-contrast STEM and complimentary techniques. Eur. J. Pharm. Biopharm. 2005, 60, 81–89. [Google Scholar] [CrossRef]
- Hu, J.; Johnston, K.P.; Williams, R.O. Rapid dissolving high potency danazol powders produced by spray freezing into liquid process. Int. J. Pharm. 2004, 271, 145–154. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; Johnston, K.P.; Williams, R.O. Rapid release tablet formulation of micronized danazol powder produced by spray-freezing into liquid (SFL). J. Drug Deliv. Sci. Technol. 2004, 14, 305–311. [Google Scholar] [CrossRef]
- Wei, S.; Ma, Y.; Luo, J.; He, X.; Yue, P.; Guan, Z.; Yang, M. Hydroxypropylcellulose as matrix carrier for novel cage-like microparticles prepared by spray-freeze-drying technology. Carbohydr. Polym. 2017, 157, 953–961. [Google Scholar] [CrossRef]
- Yu, Z.; Johnston, K.P.; Williams, R.O. Spray freezing into liquid versus spray-freeze drying: Influence of atomization on protein aggregation and biological activity. Eur. J. Pharm. Sci. 2006, 27, 9–18. [Google Scholar] [CrossRef] [PubMed]
- Otake, H.; Okuda, T.; Okamoto, H. Development of spray-freeze-dried powders for inhalation with high inhalation performance and antihygroscopic property. Chem. Pharm. Bull. 2016, 64, 239–245. [Google Scholar] [CrossRef] [Green Version]
- Gieseler, H. Product Morphology and Drying Behavior Delineated by a New Freeze-Drying Microbalance. Ph.D. Thesis, Friedrich-Alexander University, Nuremberg-Erlangen, Germany, June 2004. [Google Scholar]
- Schiffter, H.A. Spray-freeze-drying in the manufacture of pharmaceuticals. Eur. Pharm. Rev. 2007, 12, 67–71. [Google Scholar]
- Walters, R.H.; Bhatnagar, B.; Tchessalov, S.; Izutsu, K.I.; Tsumoto, K.; Ohtake, S. Next generation drying technologies for pharmaceutical applications. J. Pharm. Sci. 2014, 103, 2673–2695. [Google Scholar] [CrossRef] [PubMed]
- Capozzi, L.C.; Trout, B.L.; Pisano, R. From batch to continuous: Freeze-drying of suspended vials for pharmaceuticals in unit-doses. Ind. Eng. Chem. Res. 2019, 58, 1635–1649. [Google Scholar] [CrossRef]
- Bruttini, R.; Liapis, A.I. The drying rates of spray freeze drying systems increase through the use of stratified packed bed structures. Int. J. Heat Mass Transf. 2015, 90, 515–522. [Google Scholar] [CrossRef]
- Langford, A.; Balthazor, B.; Bhatnagar, B.; Tchessalov, S.; Hageman, M.J.; Lukas, A.; Plitzko, M.; Luy, B.; Ohtake, S. Beyond freeze-drying of biologics: Vacuum-foam drying and spray freeze-drying. In Proceedings of the IDS’2018, 21st International Drying Symposium, Valencia, Spain, 11–14 September 2018; Carcel, J.A., Clemente, G., Garcia-Perez, J.V., Mulet, A., Rossello, C., Eds.; Universitat Politècnica de València: Valencia, Spain, 2019; pp. 11–14. [Google Scholar] [CrossRef] [Green Version]
- Duralliu, A.; Matejtschuk, P.; Stickings, P.; Hassall, L.; Tierney, R.; Williams, D.R. The influence of moisture content and temperature on the long-term storage stability of freeze-dried high concentration immunoglobulin G (IgG). Pharmaceutics 2020, 12, 303. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Claussen, I.C.; Ustad, T.S.; Strømmen, I.; Walde, P.M. Atmospheric freeze drying—A review. Drying Technol. 2007, 25, 947–957. [Google Scholar] [CrossRef]
- Borges Sebastião, I.; Robinson, T.D.; Alexeenko, A. Atmospheric spray freeze-drying: Numerical modeling and comparison with experimental measurements. J. Pharm. Sci. 2017, 106, 183–192. [Google Scholar] [CrossRef] [Green Version]
- Anandharamakrishnan, C.; Rielly, C.D.; Stapley, A.G.F. Spray-freeze-drying of whey proteins at sub-atmospheric pressures. Dairy Sci. Technol. 2010, 90, 321–334. [Google Scholar] [CrossRef] [Green Version]
- Leuenberger, H.; Plitzko, M.; Puchkov, M. Spray freeze drying in a fluidized bed at normal and low pressure. Drying Technol. 2006, 24, 711–719. [Google Scholar] [CrossRef]
- Rey, L. Glimpses into the realm of freeze-drying: Classical issues and new ventures. In Freeze-Drying/Lyophilization of Pharmaceutical and Biological Products, 3rd ed.; Rey, L., May, J.C., Eds.; CRC Press: New York, NY, USA, 2010; pp. 1–32. [Google Scholar]
- Pisano, R.; Arsiccio, A.; Capozzi, L.C.; Trout, B.L. Achieving continuous manufacturing in lyophilization: Technologies and approaches. Eur. J. Pharm. Biopharm. 2019, 142, 265–279. [Google Scholar] [CrossRef]
- Bullich, R. Telstar industry session: Continuous freeze drying. In Proceedings of the Innovation Forum in Pharmaceutical Process Professional, Pharmaprocess Forum, Barcelona, Spain, 27–28 October 2015. [Google Scholar]
- IMA Group Web Page. Available online: https://ima.it/pharma/machine/lynfinity/ (accessed on 9 May 2020).
- Gieseler, H.; Lee, G. Gravimetric measurement of momentary drying rate of spray freeze-dried powders in vials. J. Pharm. Sci. 2009, 98, 3447–3455. [Google Scholar] [CrossRef] [PubMed]
- Ogienko, A.G.; Bogdanova, E.G.; Trofimov, N.A.; Myz, S.A.; Ogienko, A.A.; Kolesov, B.A.; Yunoshev, A.S.; Zubikov, N.V.; Manakov, A.Y.; Boldyrev, V.V. Large porous particles for respiratory drug delivery. Glycine-based formulations. Eur. J. Pharm. Sci. 2017, 110, 148–156. [Google Scholar] [CrossRef]
- Parthasarathi, S.; Anandharamakrishnan, C. Enhancement of oral bioavailability of vitamin E by spray-freeze drying of whey protein microcapsules. Food Bioprod. Process. 2016, 100, 469–476. [Google Scholar] [CrossRef]
- Semyonov, D.; Ramon, O.; Kaplun, Z.; Levin-Brener, L.; Gurevich, N.; Shimoni, E. Microencapsulation of Lactobacillus paracasei by spray freeze drying. Food Res. Int. 2010, 43, 193–202. [Google Scholar] [CrossRef]
- Her, J.Y.; Kim, M.S.; Lee, K.G. Preparation of probiotic powder by the spray freeze-drying method. J. Food Eng. 2015, 150, 70–74. [Google Scholar] [CrossRef]
- Isleroglu, H.; Turker, I. Thermal inactivation kinetics of microencapsulated microbial transglutaminase by ultrasonic spray-freeze drying. LWT 2019, 101, 653–662. [Google Scholar] [CrossRef]
- Rahmati, M.R.; Vatanara, A.; Parsian, A.R.; Gilani, K.; Khosravi, K.M.; Darabi, M.; Najafabadi, A.R. Effect of formulation ingredients on the physical characteristics of salmeterol xinafoate microparticles tailored by spray freeze drying. Adv. Powder Technol. 2013, 24, 36–42. [Google Scholar] [CrossRef]
- Her, J.Y.; Lee, K.G. Effect of the solvent composition and annealing process on the preparation of spray freeze-dried acetaminophen powder. Drying Technol. 2017, 35, 625–630. [Google Scholar] [CrossRef]
- Maa, Y.F.; Nguyen, P.A.; Sweeney, T.; Shire, S.J.; Hsu, C. Protein inhalation powders: Spray drying vs spray freeze drying. Pharm. Res. 1999, 16, 249–254. [Google Scholar] [CrossRef]
- Saluja, V.; Amorij, J.P.; Kapteyn, J.C.; De Boer, A.H.; Frijlink, H.W.; Hinrichs, W.L.J. A comparison between spray drying and spray freeze drying to produce an influenza subunit vaccine powder for inhalation. J. Control. Release 2010, 144, 127–133. [Google Scholar] [CrossRef]
- Sweeney, L.G.; Wang, Z.; Loebenberg, R.; Wong, J.P.; Lange, C.F.; Finlay, W.H. Spray-freeze-dried liposomal ciprofloxacin powder for inhaled aerosol drug delivery. Int. J. Pharm. 2005, 305, 180–185. [Google Scholar] [CrossRef]
- Van Drooge, D.J.; Hinrichs, W.L.J.; Dickhoff, B.H.J.; Elli, M.N.A.; Visser, M.R.; Zijlstra, G.S.; Frijlink, H.W. Spray freeze drying to produce a stable Δ9- tetrahydrocannabinol containing inulin-based solid dispersion powder suitable for inhalation. Eur. J. Pharm. Sci. 2005, 26, 231–240. [Google Scholar] [CrossRef] [PubMed]
- Karthik, P.; Anandharamakrishnan, C. Microencapsulation of docosahexaenoic acid by spray-freeze-drying method and comparison of its stability with spray-drying and freeze-drying methods. Food Bioprocess. Technol. 2013, 6, 2780–2790. [Google Scholar] [CrossRef]
- Pouya, M.A.; Daneshmand, B.; Aghababaie, S.; Faghihi, H.; Vatanara, A. Spray-freeze drying: A suitable method for aerosol delivery of antibodies in the presence of trehalose and cyclodextrins. AAPS PharmSciTech 2018, 19, 2247–2254. [Google Scholar] [CrossRef]
- Amorij, J.P.; Saluja, V.; Petersen, A.H.; Hinrichs, W.L.J.; Huckriede, A.; Frijlink, H.W. Pulmonary delivery of an inulin-stabilized influenza subunit vaccine prepared by spray-freeze drying induces systemic, mucosal humoral as well as cell-mediated immune responses in BALB/c mice. Vaccine 2007, 25, 8707–8717. [Google Scholar] [CrossRef]
- Wang, Y.; Kho, K.; Cheow, W.S.; Hadinoto, K. A comparison between spray drying and spray freeze drying for dry powder inhaler formulation of drug-loaded lipid-polymer hybrid nanoparticles. Int. J. Pharm. 2012, 424, 98–106. [Google Scholar] [CrossRef] [PubMed]
- Suzuki, Y.; Okuda, T.; Okamoto, H. Development of new formulation dry powder for pulmonary delivery using amino acids to improve stability. Biol. Pharm. Bull. 2016, 39, 394–400. [Google Scholar] [CrossRef] [Green Version]
- Okuda, T.; Suzuki, Y.; Kobayashi, Y.; Ishii, T.; Uchida, S.; Itaka, K.; Kataoka, K.; Okamto, H. Development of biodegradable polycation-based inhalable dry gene powders by spray freeze drying. Pharmaceutics 2015, 7, 233–254. [Google Scholar] [CrossRef] [Green Version]
- Kho, K.; Hadinoto, K. Optimizing aerosolization efficiency of dry-powder aggregates of thermally-sensitive polymeric nanoparticles produced by spray-freeze-drying. Powder Technol. 2011, 214, 169–176. [Google Scholar] [CrossRef]
- Poursina, N.; Vatanara, A.; Rouini, M.R.; Gilani, K.; Najafabadi, A.R. The effect of excipients on the stability and aerosol performance of salmon calcitonin dry powder inhalers prepared via the spray freeze drying process. Acta Pharm. 2016, 66, 207–218. [Google Scholar] [CrossRef] [Green Version]
- Cheow, W.S.; Ng, M.L.L.; Kho, K.; Hadinoto, K. Spray-freeze-drying production of thermally sensitive polymeric nanoparticle aggregates for inhaled drug delivery: Effect of freeze-drying adjuvants. Int. J. Pharm. 2011, 404, 289–300. [Google Scholar] [CrossRef]
- Patil, H.P.; Murugappan, S.; De Vries-Idema, J.; Meijerhof, T.; De Haan, A.; Frijlink, H.W.; Wilschut, J.; Hinrichs, W.L.J.; Huckriede, A. Comparison of adjuvants for a spray freeze-dried whole inactivated virus influenza vaccine for pulmonary administration. Eur. J. Pharm. Biopharm. 2015, 93, 231–241. [Google Scholar] [CrossRef]
- Niwa, T.; Mizutani, D.; Danjo, K. Spray freeze-dried porous microparticles of a poorly water-soluble drug for respiratory delivery. Chem. Pharm. Bull. 2012, 60, 870–876. [Google Scholar] [CrossRef] [Green Version]
- Burke, P.A.; Klumb, L.A.; Herberger, J.D.; Nguyen, X.C.; Harrell, R.A.; Zordich, M. Poly(lactide-co-glycolide) microsphere formulations of darbepoetin alfa: Spray drying is an alternative to encapsulation by spray-freeze drying. Pharm. Res. 2004, 21, 500–506. [Google Scholar] [CrossRef]
- Nguyen, X.C.; Herberger, J.D.; Burke, P.A. Protein powders for encapsulation: A comparison of spray-freeze drying and spray drying of darbepoetin alfa. Pharm. Res. 2004, 21, 507–514. [Google Scholar] [CrossRef]
- Cleland, J.L.; Johnson, O.L.; Putney, S.; Jones, A.J.S. Recombinant human growth hormone poly(lactic-co-glycolic acid) microsphere formulation development. Adv. Drug Deliv. Rev. 1997, 28, 71–84. [Google Scholar] [CrossRef]
- Sonner, C.; Maa, Y.F.; Lee, G. Spray-freeze-drying for protein powder preparation: Particle characterization and a case study with trypsinogen stability. J. Pharm. Sci. 2002, 91, 2122–2139. [Google Scholar] [CrossRef]
- Rogers, T.L.; Hu, J.; Yu, Z.; Johnston, K.P.; Williams, R.O. A novel particle engineering technology: Spray-freezing into liquid. Int. J. Pharm. 2002, 242, 93–100. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Active | Carrier | Application/Purpose | SFD Technique | Main Findings | Reference |
|---|---|---|---|---|---|
| Voriconazole | Mannitol | Pulmonary delivery | SFV/L + conventional FD | SFD powder at an equivalent dose of voriconazole showed improved dissolution rate and lung deposition in comparison with liquid voriconazole. | [19] |
| Naked plasmid DNA (pDNA) | Polyethylenimine (PEI), hyaluronic acid (LHA) | Pulmonary gene therapy | SFV/L + conventional FD | The use of LHA showed the higher gene expression of pDNA in the murine lungs. The optimizing excipients resulted in good inhalation of porous 10 μm diameter naked pDNA powder. | [20] |
| Adalimumab | Trehalose, amino acids (leucine, phenylalanine, glycine, or arginine) | Pulmonary delivery | SFV/L + conventional FD | A combination of leucine or phenylalanine into adalimumab formulations increased the aerodynamic performance. Adding amino acids was found to increase for long-term stability. | [21] |
| SHetA2 | Trehalose | Oral administration | SFV/L + conventional FD | SHetA2-Kolliphor HS 15 complex was highly porous with a volume diameter of 23.54 ± 0.68 μm, and the apparent maximum solubility was enhanced in SHetA2 powders. | [22] |
| Naproxen | Lactose | Drug solubility | SFV/L + conventional FD | Although SFD nanoparticles were aggregated, their disaggregation was better than the spray dried ones of the same composition reported in the literature. The initial nanodispersion pH was also found to be highly effective in the re-dispersion. | [23] |
| Lysozyme | Sucrose, mannitol | Pulmonary delivery | SFV/L + conventional FD | Formulations prepared via spray freeze-drying and spray drying showed significant differences in the aerosol performance: spray dried small and dense particles compared to spray freeze-dried large and low-density particles. Multiple linear regression analysis was used to understand the relationship between powder properties, device dispersion mechanism, and aerosol performance. | [24] |
| Small interfering RNA (siRNA) | Polyethyleneimine (PEI) | Pulmonary gene therapy | SFV/L + conventional FD | SFD produced siRNA/PEI powder with high aerosol performance, and the potential for using the pulmonary delivery of the powder was demonstrated by specific and dose-dependent gene silencing activity against tumors in the lungs of mice. | [25] |
| Immunoglobulin G (IgG) | Trehalose, amino acids (leucine, phenylalanine, arginine, cysteine, and glycine) | Protein stability | SFV/L + conventional FD | The formulation results showed that the trehalose, combined with phenylalanine, gave better stabilization to IgG against shear, freezing, and dehydration stresses during SFD. | [26] |
| Raloxifene hydrochloride (RH) | Polyvinylpyrrolidone, hydroxypropyl-β-cyclodextrin | Drug solubility | SFV/L + conventional FD | The powder prepared using SFD exhibited good solubility and dissolution without affecting the chemical structure of RH. | [27] |
| Small interfering RNA (siRNA) | Mannitol | Pulmonary delivery | SFV/L + conventional FD | It was observed that the atomization gas flow rate had a significant effect on aerosol properties, whereas liquid feed rate had a small effect, and increased gas flow rate provided better aerosol performance due to a reduction in particle size. | [28] |
| Lysozyme | Mannitol, sucrose, histidine | Pulmonary delivery | SFV/L + conventional FD | Systematic rapid screening methods were developed for rapid formulations of powders to achieve desired aerosol performance and long-term stability. | [6] |
| Azithromycin | Polyvinyl alcohol | Drug solubility | SFV/L + conventional FD | The use of polymer resulted in increased solubility and dissolution of azithromycin more than pure drugs obtained by the SFD technique. | [29] |
| Clarithromycin | Mannitol, sucrose | Pulmonary delivery | SFV/L + conventional FD | SFD produced porous particles and improved the aerosolization efficiency of liposomal dry powders. | [30] |
| Lysozyme | Bovine serum albumin, maltodextrin polyvinylpyrrolidone, mannitol | Formulation development | SFV/L + conventional FD | Demonstrated that SFD allowed obtaining spherical, porous, and free-flowing particles for various therapeutic applications. | [31] |
| Budesonide | Mannitol, cyclodextrin, leucine | Inhalation therapy | SFV/L + conventional FD | Demonstrated that the formulation strategies using excipients resulted in a different aerosol performance of powder. | [32] |
| Hepatitis B vaccine | Dextran, trehalose, inulin | Drug stability | SFV/L + conventional FD | The presence of inulin or a combination of dextran and trehalose in an HBsAg formulation gave more stable product than the existing GlaxoSmithKline product containing aluminum hydroxide | [33] |
| Kanamycin | - | Pulmonary delivery | SFL + conventional FD | After optimizing the SFD procedure for the use of kanamycin drug, porous powders with good aerodynamic properties with a diameter of 13.5 μm were obtained. | [34] |
| Lactate dehydrogenase | Trehalose | Protein stability | SFL, SFV/L + conventional FD | Although similar powder surface areas were obtained in both cases, the SFL technique resulted in higher enzyme activities than SFD. | [35] |
| Bovine serum albumin | Trehalose | Powder processing | SFV + conventional FD | Free-flowing and porous powders with good aerodynamic properties were obtained by the combination of spray freezing step and fluidization conveying of powder using co-current flow. | [36] |
| Bovine serum albumin | Trehalose | Drug stability | SFL + conventional FD | A comparison of produced particles by SFV/L and SFL showed that denaturation and aggregation of protein were reduced in SFL relative to SFD. | [37] |
| Albuterol sulfate | Polyethylene glycol | Drug delivery | SFL + conventional FD | Spherical particle shape of median diameter ranging from 25 µm to 600 µm obtained by varying the processing parameters. | [38] |
| Carbamazepine | Poloxamer 407, polyvinylpyrrolidone K15 | Drug solubility | SFL + conventional FD | The use of the acetonitrile system in the SFL technique was found to be more effective in enhancing particle dissolution rate. | [39] |
| Danazol, hydroxypropyl-β-cyclodextrin | Cyclodextrin | Drug solubility | SFL + conventional FD | Flowable microencapsulated powders having high surface area and better dissolution profiles were obtained. | [40] |
| Atomizers | Droplet Size (µm) | Advantages | Limitations |
|---|---|---|---|
| Hydraulic (Pressure) | 120–250 | Product powder with higher density with excellent flow properties. Depending on the desired final product, it produces particles of a relatively large size | Sprayed particles are mostly less homogeneous. Corrosion-prone device |
| Pneumatic (Two/Four-fluid) | 5–100 | Suitable to handle highly viscous solutions. Better control over particle size than in the hydraulic nozzle | High consumption of compressed gas which increases the operational cost. The temperature gradient caused by gas affects the freezing time of particles |
| Ultrasonic | Wider droplet distribution | More uniform droplet sizes; range of possible variation of particle size | Only relevant for low viscosity Newtonian fluids |
| Piezoelectric droplet-stream generator | Wider droplet distribution | Precise control of the particle parameters and size distribution | Droplet coalescence. Adverse effect of harsh operating conditions on biomacromolecules |
| Spray Freezing | Freeze-Drying | Atomizer | Active Candidate | Reference |
|---|---|---|---|---|
| SFV/L | Conventional FD | Hydraulic (PEEK) | Lysozyme | [83] |
| Salmeterol | [106] | |||
| Two-fluid | Acetaminophen | [107] | ||
| Anti-IgE antibody | [108] | |||
| Azithromycin | [29] | |||
| Baicalein | [109] | |||
| Bovine serum albumin | [45] | |||
| Ciprofloxacin | [110] | |||
| ∆-9-Tetrahydrocannabinol | [111] | |||
| Docosahexaenoic acid | [112] | |||
| Hepatitis B vaccine | [33] | |||
| Immunoglobulin G | [113] | |||
| Influenza subunit vaccine | [114] | |||
| Lipid-polymer particles | [115] | |||
| Lysozyme | [24] | |||
| Naked plasmid DNA | [20] | |||
| Ovalbumin | [17] | |||
| Plasmid DNA | [116,117] | |||
| Polymeric substances | [118] | |||
| Raloxifene hydrochloride | [27] | |||
| Salmon calcitonin | [119] | |||
| SHetA2 | [22] | |||
| Small interfering RNA | [25] | |||
| Thermally sensitive drugs | [120] | |||
| Tolbutamide | [59] | |||
| Vitamin E microcapsules | [102] | |||
| Whole inactivated virus | [121] | |||
| Four-fluid | Ciclosporine A | [61,122] | ||
| Phenytoin | [60] | |||
| Ultrasonic | Adalimumab | [21] | ||
| Anti-IgE antibody | [108] | |||
| Clarithromycin | [30] | |||
| Darbepoetin alfa | [123,124] | |||
| Influenza vaccine | [64] | |||
| Insulin | [44] | |||
| Mannitol, lysozyme, bovine serum albumin | [65] | |||
| mTG microencapsulated | [107] | |||
| Naproxen | [23] | |||
| Recombinant human growth hormone | [125] | |||
| Small interfering RNA | [28] | |||
| Trypsinogen | [126] | |||
| Voriconazole | [19] | |||
| Print cartridge | Salbutamol sulphate | [51] | ||
| SFL | Conventional FD | Hydraulic (PEEK) | Albuterol sulfate | [38] |
| Bovine serum albumin | [35,37] | |||
| Carbamazepine | [39,127] | |||
| Danazol | ||||
| Two-fluid | Bovine serum albumin | [45] | ||
| Kanamycin | [34] | |||
| Lactobacillus paracasei | [103] | |||
| SFV | Conventional FD | Hydraulic | Whey protein | [58] |
| Two-fluid | Whey protein | [58] | ||
| Drop jet | Bovine serum albumin, polyvinylpyrrolidone, dextran | [31] | ||
| Sub-atmospheric fluidized bed FD | Hydraulic | Whey protein | [58,94] | |
| Atmospheric FD | Two-fluid | Bovine serum albumin | [36] | |
| Low water-soluble drugs | [16] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adali, M.B.; Barresi, A.A.; Boccardo, G.; Pisano, R. Spray Freeze-Drying as a Solution to Continuous Manufacturing of Pharmaceutical Products in Bulk. Processes 2020, 8, 709. https://doi.org/10.3390/pr8060709
Adali MB, Barresi AA, Boccardo G, Pisano R. Spray Freeze-Drying as a Solution to Continuous Manufacturing of Pharmaceutical Products in Bulk. Processes. 2020; 8(6):709. https://doi.org/10.3390/pr8060709
Chicago/Turabian StyleAdali, Merve B., Antonello A. Barresi, Gianluca Boccardo, and Roberto Pisano. 2020. "Spray Freeze-Drying as a Solution to Continuous Manufacturing of Pharmaceutical Products in Bulk" Processes 8, no. 6: 709. https://doi.org/10.3390/pr8060709