3.1. Carbothermic Reduction
Carbothermic reduction analysis was conducted to evaluate the reduction stage under different temperatures and oxygen partial pressures in equilibrium conditions.
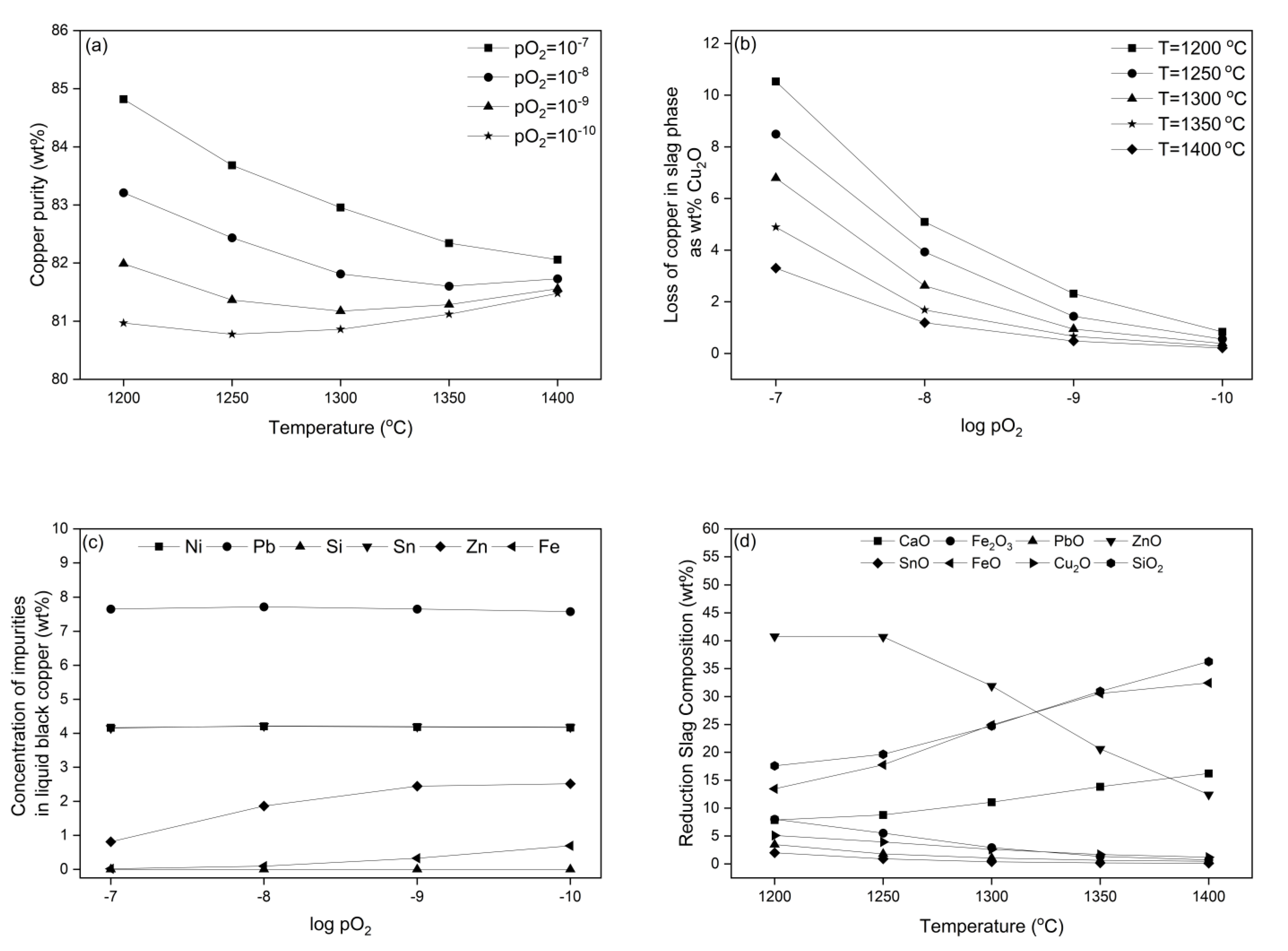
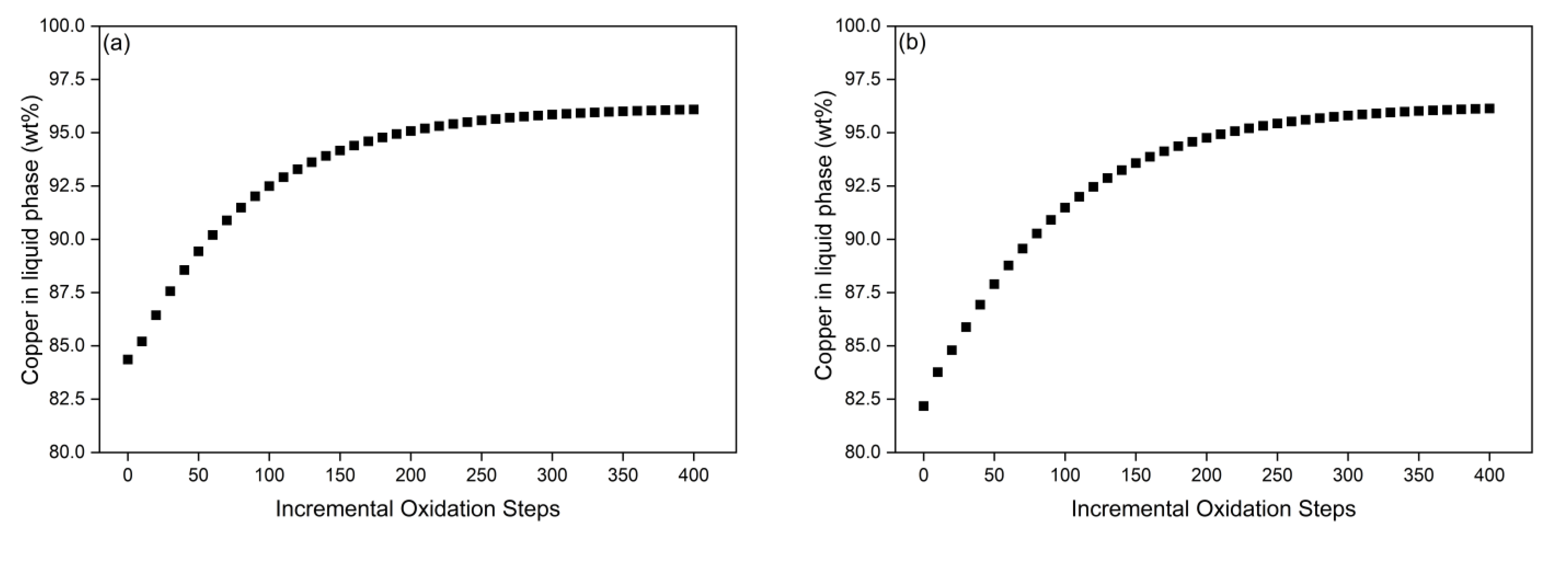
Figure 2a presents the predicted equilibrium concentration of copper purity using a carbon reductant for the black copper smelting process at 1200 °C to 1400 °C and an oxygen partial pressure range (pO
2) of 10
−7 to 10
−10 atm. The graph shows that there was a trend of decreasing copper purity towards a more highly reducing condition at all temperatures. It can be seen from the
Figure 2a that the purity of liquid black copper at 1200 °C was predicted to decrease from 85 wt% to 81 wt% with decreasing pO
2 from 10
−7 to 10
−10 atm. At 1400 °C, the predicted copper purity in the liquid black copper was 82 wt%, 81.7 wt%, 81.5 wt% and 81.4% at pO
2−7 to pO
2−10. Similar trends were also predicted in a previous study [
27]
, where the copper purity tended to decrease in a more reduced environment. The purity of copper decreases with a more reducing condition. This was due to a reduction in the presence of impurities in the slag, recycled copper scrap and waste PCBs, which may include tin, lead, zinc, etc. [
12], which dissolve in the liquid copper. Therefore, the oxygen partial pressure has an influence on the overall purity of the black copper. The graph also shows that the gap between equilibrium copper purity in different pO
2 becomes narrow as the temperature increases. Even though a higher purity could be obtained at lower temperatures (based on thermodynamics), in practice, the copper reduction process is typically carried out at 1300 °C to avoid the formation of spinel and solid phases that can affect the overall operation process. On the other hand, the reduction process at a higher temperature is also undesirable because it can affect the overall distribution of copper into the liquid, gas and slag. The higher temperature process of the black copper smelting process may result in the segregation of valuable volatile elements lost in the gas phases and, therefore, absent in the metal refining process.
Figure 2b presents the predicted amount of copper loss as copper oxide (Cu
2O) into the slag phase during the black copper smelting reduction process at temperatures ranging from 1200 to 1400 °C and oxygen partial pressures of 10
−7 to 10
−10 atm. It can be seen from the figure that at 1200 °C, the copper loss into the slag phase was predicted to be 10.5 wt%, 5 wt%, 2.3 wt% and 0.8 wt% as pO
2 decreased from 10
−7 to 10
−10 atm. The copper loss was predicted to be lower under highly reducing conditions, and similar trends were also observed at all temperatures. Additionally, at the same reducing condition of pO
2 of 10
−8 and a temperature range of 1200 to 1400 °C, the predicted copper loss into the slag phase was 5 wt%, 4 wt%, 2.5 wt%, 1.7 wt% and 1.2 wt%. The results show that the higher temperature process results in lower copper loss into the slag phase. Since the black copper smelting process aims to achieve the highest copper concentrates, a high concentration of copper loss into the slag is undesirable. According to a study by Ghodrat et al. [
27], the copper loss in the black copper smelting process should be limited to about 2
–3 wt%. Therefore, the process at 1300 °C and oxygen partial pressure of 10
−8 is suggested based on the graph.
Figure 2c illustrates the predicted concentration of impurities of (Ni, Pb, Si, Sn, Zn and Fe) in liquid black copper at a temperature of 1300 °C and oxygen partial pressure of 10
−7 to 10
−10 atm. The graph shows that the predicted concentrations of Ni, Pb and Sn in liquid black copper remain relatively constant at different reducing conditions. On the other hand, there is a noticeable increase in the predicted concentration of Zn from 0.8 wt% to 2.5 wt% at pO
2 10
−7 to 10
−10 atm in liquid black copper. The same trend was also predicted for Fe, with the concentration increased from 0.02 wt% to 0.7 wt% at a pO
2 of 10
−7 to 10
−10 atm. As the concentration of Fe in the black copper smelting process corresponds to the amount of slag generated [
12], a high concentration of Fe is undesirable in the overall process. Therefore, the limitation of Fe concentration would be essential to control the level of impurities and minimize the overall loss of copper in the black copper smelting process. According to the graph, the reducing level at a pO
2 of 10
−8 atm is desirable for the black copper smelting process because it produces a lower concentration of Fe, making it the optimal reducing condition.
Figure 2d presents the predicted slag reduction composition during the black copper smelting reduction process at temperatures ranging from 1200 to 1400 °C and an oxygen partial pressure of 10
−8 atm. The result shows that the liquid slag from the black copper smelting reduction process comprises various oxides, including CaO, Cu
2O, FeO, Fe
2O
3, NiO, PbO, SiO
2, SnO and ZnO. It can be seen from the graph that the concentration of SiO
2 increases from 17.5 wt% to 36 wt% at a higher temperature for the same level of reduction condition. Similarly, the concentration of FeO also increases from 13.4 wt% at 1200 °C to 32 wt% at 1400 °C. The higher concentration of CaO was also predicted at higher temperatures, where the concentration of 7.8 wt% at 1200 °C increases to 16 wt% at 1400 °C. On the other hand, the concentration of other oxides, such as Cu
2O, Fe
2O
3, NiO, PbO, SnO and ZnO, was predicted to decrease during the high temperature process. This condition may arise due to the volatility of the elements that report from the slag phase to the gas phases in the high temperature process.
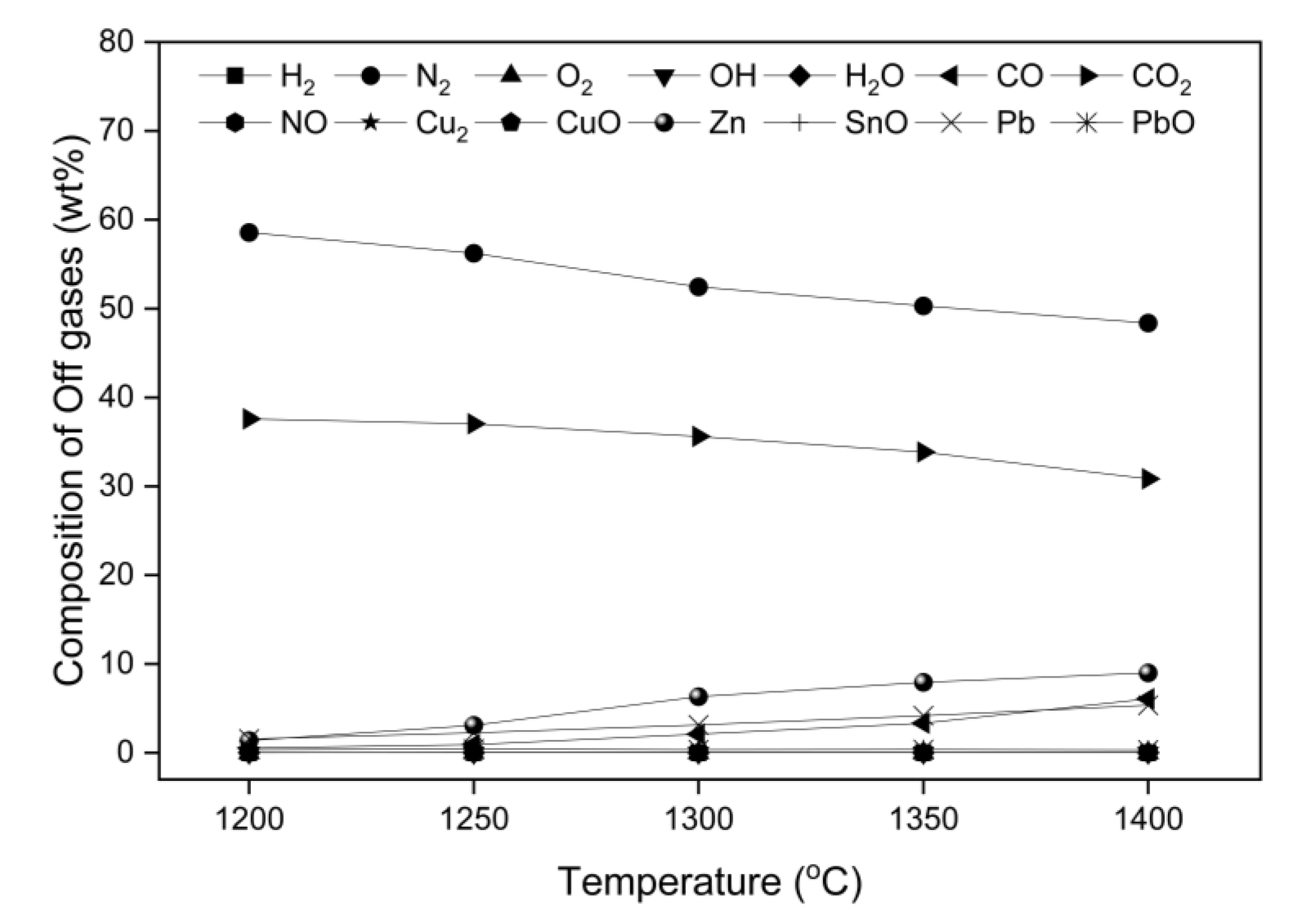
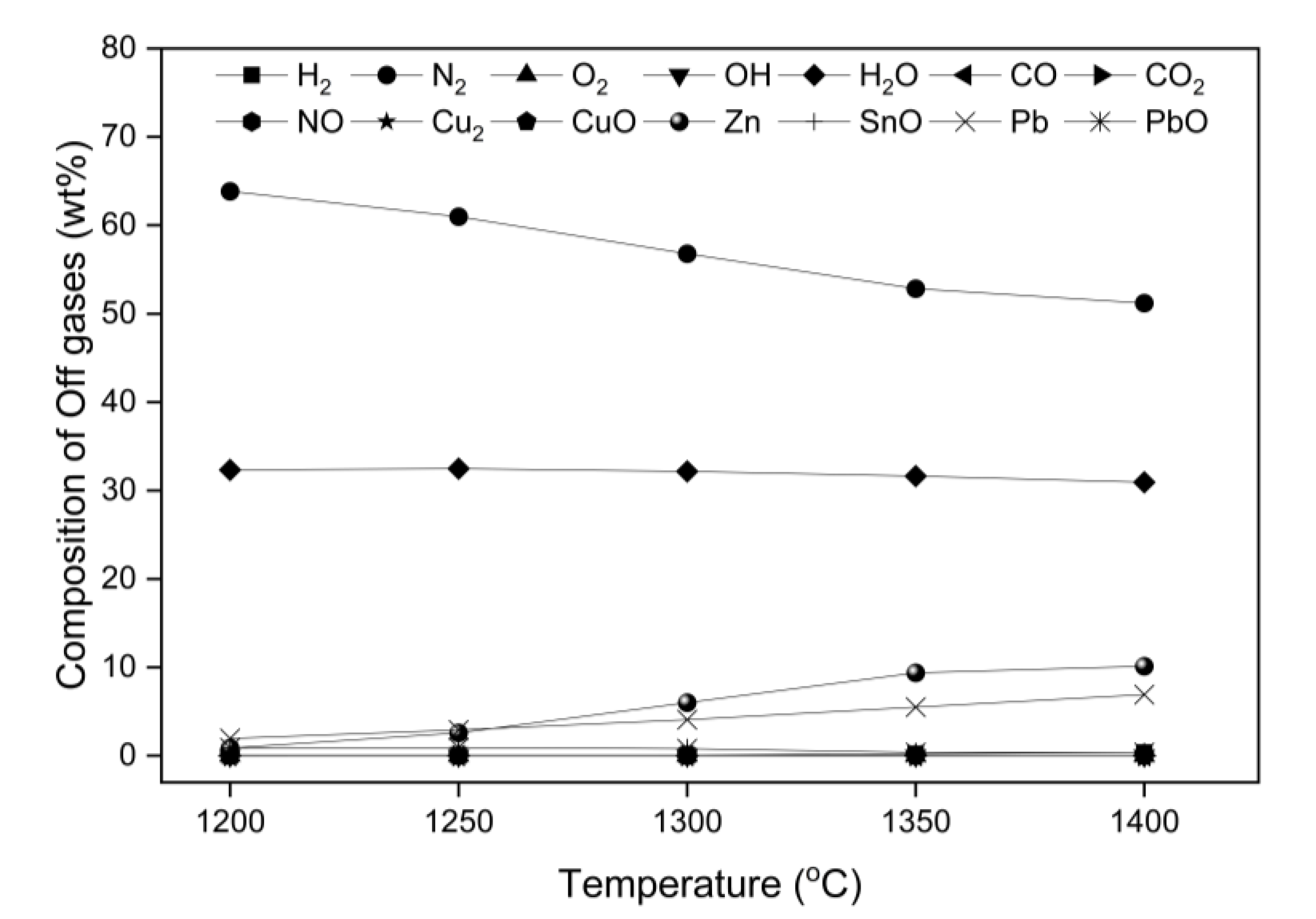
Figure 3 presents the composition of the off gas during the carbothermic reduction process. It can be seen from the graph that the predicted components of the off gas during black copper smelting are N
2, O
2, CO, CO
2, NO, CuO, Zn, Pb and PbO. The figure also shows that there is an increasing trend in the concentration of Pb, Sn and Zn in the off-gas composition as the temperature rises. During the reduction process, some metals can be reduced to their elemental form and dissolved into the liquid copper. With a further increase in temperature, these elements become vapour and report to the off gas. Zinc, which is commonly found in copper scrap and waste PCBs, may form as a zinc oxide or other zinc compounds. Zinc oxides are reduced to metallic zinc vapour during the secondary copper smelting process because they have a lower boiling point than copper. Lead, which is also present in the copper scrap and waste PCBs, may form as a lead oxide or other lead compounds that can be reduced to metallic lead which vaporize during the reduction process. As a result, the metals converted into vapour increase the metal composition of the off gas as the temperature rises. Therefore, it is important to note that a higher temperature can result in an increased concentration of some elements and oxides; it is also undesirable as it may result in the loss of valuable elements into the volatile phase. Hence, a careful selection of the operating conditions and the optimization of temperature and oxygen partial pressure during the black copper smelting process is important to have a desired output product. Based on the predicted results, an operating condition above 1300 °C is undesirable for the operation of the black copper smelting process.
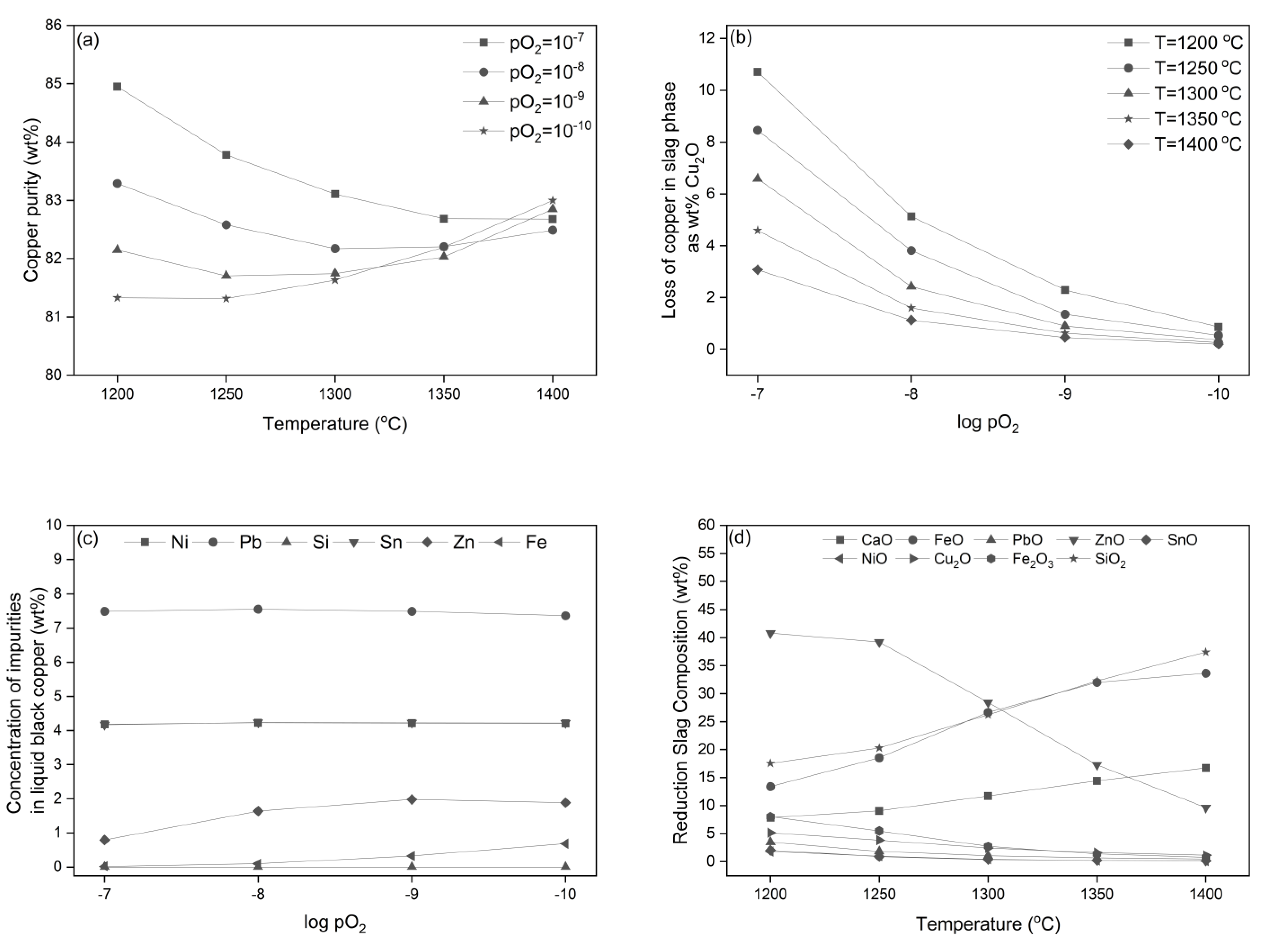
3.2. Hydrogen Reduction
In this study, further analysis of the black copper smelting process using hydrogen for the reduction step was carried out to predict the equilibrium concentration of copper purity. The analysis was conducted within a temperature range of 1200 to 1400 °C and oxygen partial pressure (pO
2) of 10
−7 to 10
−10 atm. The predicted equilibrium concentration of liquid black copper (copper purity) is illustrated in
Figure 4a. It can be seen from the figure that at higher temperatures (1350 to 1400 °C), the predicted copper purity tends to increase in a more reducing environment, while at lower temperatures (1200 to 1300 °C), the predicted copper purity tends to decrease in a more reducing environment. At 1200 °C, the predicted copper purity decreased from 85 wt% to 81.3 wt% as the pO
2 level decreased from 10
−7 to 10
−10 atm. Similarly, at 1250 and 1300 °C, the predicted copper purity decreased from 83.8 wt% to 81.6 wt%, respectively. On the other hand, at higher temperatures (≥1350 °C), the copper purity was predicted to decrease from 82.6 wt% to 82 wt% at pO
2 levels of 10
−7 to 10
−9 atm and increase to 82.2 wt% at a pO
2 level of 10
−10 atm. A similar trend was also observed at 1400 °C, where the predicted copper purity slightly decreased from 82.6 wt% to 82.5 wt% at pO
2 levels of 10
−7 to 10
−8 atm and increased to 83 wt% towards a more reducing environment at a pO
2 level of 10
−10 atm. These findings demonstrate that both the effect of temperature and oxygen partial pressure are significant factors that can influence the equilibrium concentration of black copper purity. Based on the findings in the graph, it can be suggested that the desirable condition for achieving high copper purity in liquid black copper are at 1300 °C at a pO
2 level of 10
−8 atm, which can produce a copper purity of 83 wt%.
Figure 4b illustrates the predicted amount of copper loss as copper oxide (Cu
2O) into the slag phase during the black copper smelting reduction process at temperatures ranging from 1200 to 1400 °C and an oxygen partial pressure of 10
−7 to 10
−10 atm. The graph shows that the copper loss in the slag is lower under highly reducing conditions at various temperatures. It can be seen from the figure, for instance at a temperature of 1300 °C, that the predicted copper loss into the slag phase was predicted to be 6.8 wt%, 2.4 wt%, 0.9 wt% and 0.3 wt% as pO
2 decreased from 10
−7 to 10
−10 atm, respectively. A similar trend was also observed at other temperatures. It is important to minimize the loss of copper during the reduction stage to increase the yield of high-quality copper purity. Therefore, this study suggests carrying out the black copper smelting process at 1300 °C at a pO
2 level of 10
−8 atm with copper loss into the slag phase within 2–4 wt%, as suggested in previous work by Ghodrat et al. [
27].
Figure 4c illustrates the predicted concentration of impurities of Ni, Pb, Si, Sn, Zn and Fe in liquid black copper under various oxygen partial pressures of 10
−7 to 10
−10 atm at a constant temperature of 1300 °C. The graph shows that there is no significant effect on the predicted concentration of Ni, Pb and Sn under a higher reducing environment. On the other hand, the concentration of Zn impurities in liquid black copper increased from 0.8 wt% to 2 wt% as the pO
2 level decreased from 10
−7 to 10
−10 atm. Similarly, the concentration of Fe impurities in liquid black copper also showed a gradual increase towards a more reducing environment, ranging from 0.02 wt% to 0.7 wt% at pO
2 levels of 10
−7 to 10
−10 atm. This is due to the fact that under a highly reducing environment, these metals tend to be reduced, thus increasing their concentration in liquid black copper. These findings provide valuable insights into the effects of varying oxygen partial pressures on the concentration of impurities in the black copper smelting process, which could help to optimize the process and improve the overall efficiency.
Figure 4d illustrates the predicted slag composition during the black copper smelting reduction using hydrogen. The process was carried out at temperatures ranging from 1200 °C to 1400 °C and an oxygen partial pressure of 10
−8 atm. The results shows that the liquid slag composition from black copper smelting using hydrogen reduction consisted of CaO, Cu
2O, FeO, Fe
2O
3, NiO, PbO, SiO
2, SnO and ZnO. Furthermore, it can be seen from the graph that the predicted amount of Cu
2O decreased from 5 wt% to 1 wt% at temperatures ranging from 1200 to 1400 °C. The results indicate the loss of copper during the reduction stage at various temperatures. The results also show that the concentration of SiO
2, FeO and CaO is predicted to increase at a higher temperature. The concentration of SiO
2 increased from 17.5 wt% to 37.4 wt% at a higher temperature. Similarly, the concentration of FeO also increased from 13.4 wt% at 1200 °C to 33.6 wt% at 1400 °C. The higher concentration of CaO was also predicted at higher temperatures, where the concentration of 7.8 wt% at 1200 °C increases to 16 wt% at 1400 °C. In contrast, the concentration of other oxides, such as Cu
2O, Fe
2O
3, NiO, PbO, SnO and ZnO, was predicted to decrease in a higher temperature process. This reduction in slag concentration may have resulted from the volatility of the elements that converted to gas phase at a higher temperature, as illustrated in
Figure 5.
Figure 5 shows that there is an increasing trend of metal composition in the off gas as the temperature rises. This indicates that a higher temperature process of the black copper smelting process may result in a higher conversion of metals into vapour. As a result, a careful selection of operating conditions and optimization of temperature and oxygen partial pressure are necessary. In summary, the findings demonstrate how the reduction conditions of oxygen partial pressure and temperature affect the composition of the liquid black copper, off gas and slag during the black copper smelting process. Based on the predicted results, the operating condition at 1300 °C is suggested for the operation of the black copper smelting process using the hydrogen reduction process for a more desirable product.
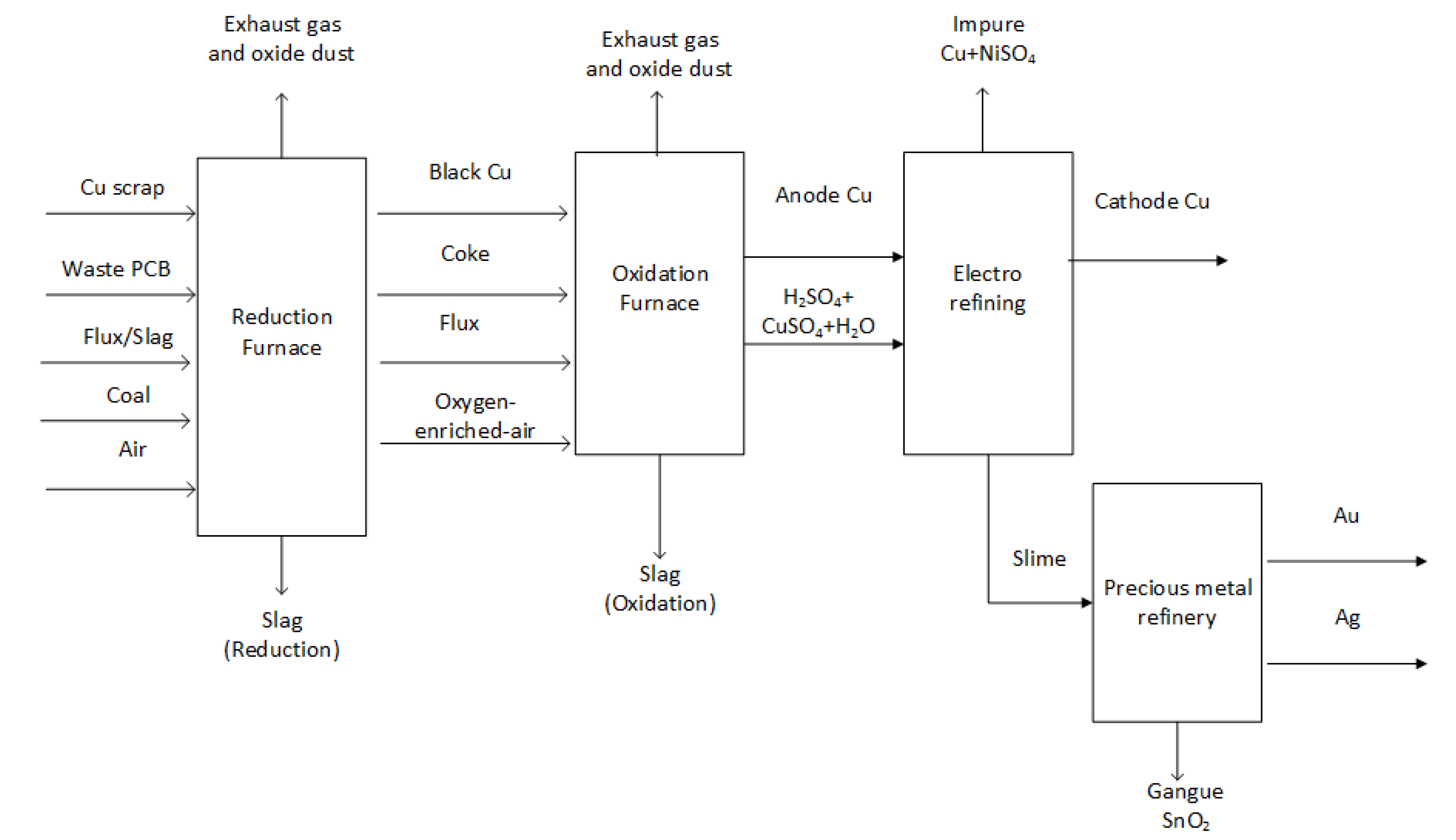
3.4. Flowsheet of Black Copper Smelting Process
In this study, a mass and energy balance analysis of the black copper smelting process was presented to optimize the process and minimize the CO
2 emissions. Based on the previous thermodynamic analyses of copper purity and slag composition, a flowsheet for the copper recycling process through the black copper route has been developed for further investigation. Four different scenarios were developed for the black copper smelting process, as previously mentioned in
Table 4. In Scenario 1, pure carbon was used as a reducing agent and a source of heat in the black copper smelting process. In Scenario 2, hydrogen was used as the reducing agent and heat source for the smelting process. Scenario 3 and 4 introduced waste PCBs as a reductant in the smelting process, where the heat was supplied using pure carbon (Scenario 3) and hydrogen (Scenario 4), respectively. This study also provides the energy balance of the process of these different scenarios. The elements distribution in the liquid, slag and off gaseous phases of the black copper smelting process was predicted from the previous equilibrium calculations. As discussed in an earlier section, the operating condition for the reduction process was selected at 1300 °C and pO
2 = 10
−8 for all scenarios.
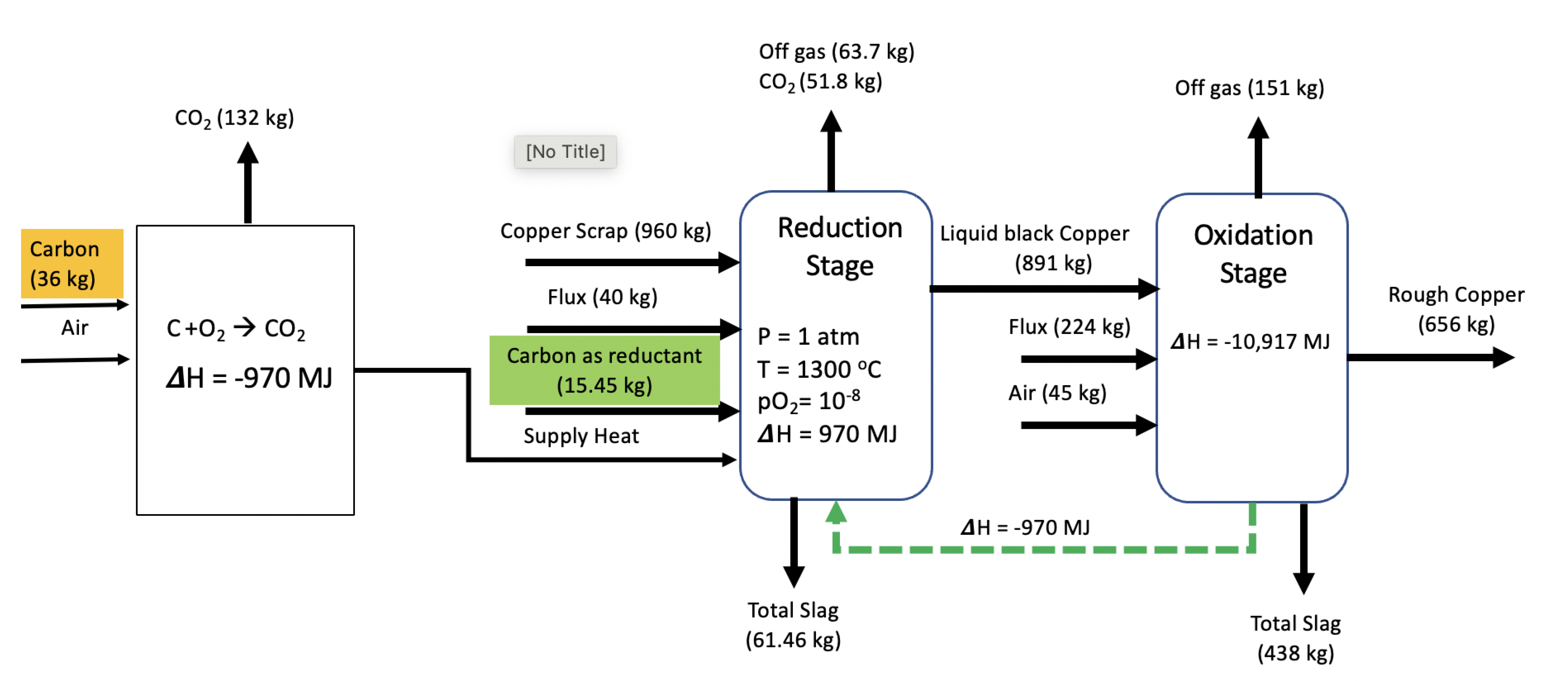
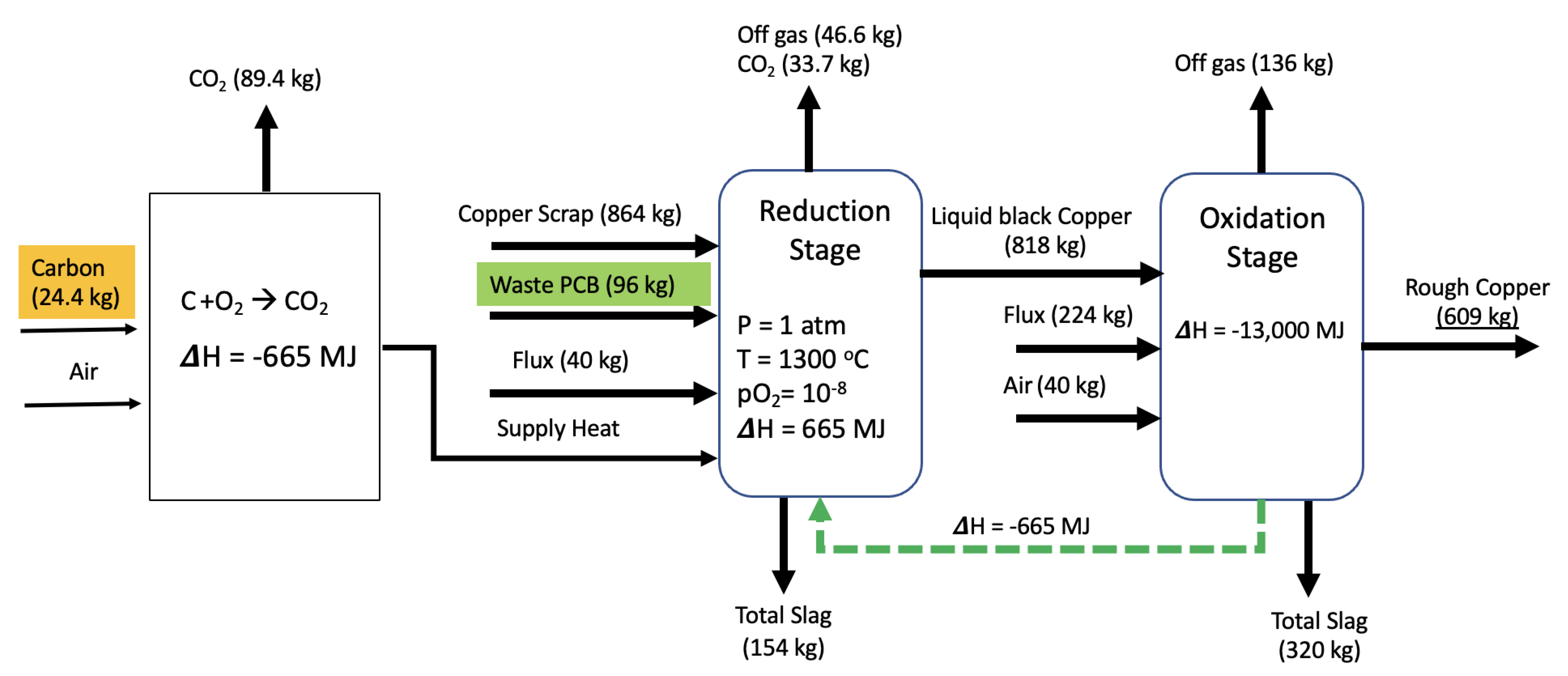
Figure 7 presents the simplified schematic diagram of the flowsheet for the black copper smelting process using carbon as a fuel and reductant (Scenario 1). The use of carbon as a fuel and as a reductant is the most common approach in industry. Typically, coal serves as the primary source of carbon for the high-temperature process. In Scenario 1, for the purpose of calculating the carbon requirement, it was assumed that the heating was from burning carbon in a separate reactor. The graph shows that a minimum amount of 36 kg/h of carbon is required to heat 1000 kg/h of input materials, which is theoretically equivalent to generating up to −970 MJ as the minimum heat requirement for the reduction process (black copper smelting process). As indicated in the graph, the black copper smelting process involves heating, smelting and oxidizing with oxygen-enriched air and fluxing with the concentration at high temperatures of 1300 °C. In this study, the main input material for black copper smelting is copper scrap that mostly contains a mixture of metal and oxides. Heat and reductant from carbon are supplied to the furnace to reduce the oxides to their lower oxides or metal. Flux is also added to the smelting process to ensure slag fluidity [
12].
There are three main products generated during the smelting process, i.e., liquid black copper, off gas and slag. It can be seen from the graph that in Scenario 1, from the 1000 kg/h of input materials, the predicted amount of liquid black copper produced during the reduction process was 891 kg/h, while the oxides, gangue minerals and the impurities formed a slag of about 61.46 kg/h.
Based on
Figure 7, Scenario 1 was predicted to produce 656 kg (94.5 wt%) of liquid rough copper. During the smelting process, metal elements such as Zn and Pb were mostly converted to vapour at high temperatures. The process also produced CO
2 emissions resulting from the burning of carbon. The predicted CO
2 emissions generated during the black copper smelting in Scenario 1 were 132 kg/h from the heating requirement and 51.8 kg/h from the reduction requirement, with a total predicted CO
2 emission of up to 183.8 kg/h. Overall, the proposed flowsheet in Scenario 1 provides a viable process for recovering copper using carbon as a fuel and reductant.
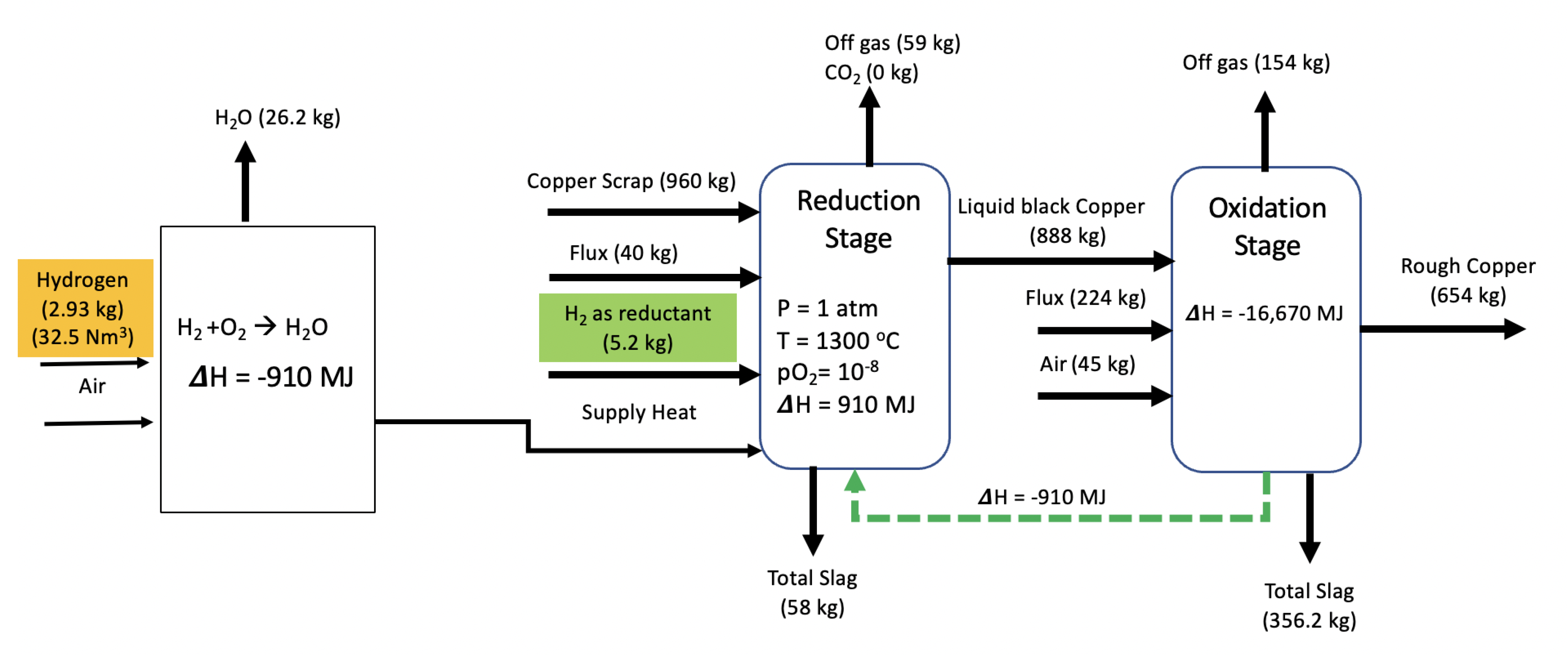
Figure 8 illustrates the simplified flowsheet diagram of Scenario 2, where hydrogen is used as a fuel and reductant. It can be seen from
Figure 8 that the heat requirement was assumed to be from burning of hydrogen in a separate reactor. The figure shows that a minimum of 2.93 kg/h (32.5 Nm
3/h) of hydrogen is required to heat at least 1000 kg/h capacity of the black copper smelting process, which theoretically can generate up to −910 MJ as the minimum heat requirement to provide sufficient heat and reduction. It is clear from
Figure 8 that the use of hydrogen to fulfil the heating and reduction requirement eliminates the generation of CO
2 emissions.
From
Figure 8, the reduction stage was conducted under operating conditions of 1 atm, 1300 °C and oxygen partial pressure of 10
−8 atm. It can be seen from the graph that from 1000 kg of input materials, the predicted amount of liquid black copper was 888 kg/h, with the oxides dissolved as a slag of about 58 kg/h. The liquid black copper subsequently continues the oxidation process to remove the impurities with a blast of oxygen-enriched air. A copper purity of 94 wt% at 654 kg/h was predicted for Scenario 2. Scenario 2 was found to have zero emissions in comparison to Scenario 1. In terms of copper yield, the copper purities in Scenarios 1 and 2 were just slightly different, at 81.8% and 82.2%, respectively.
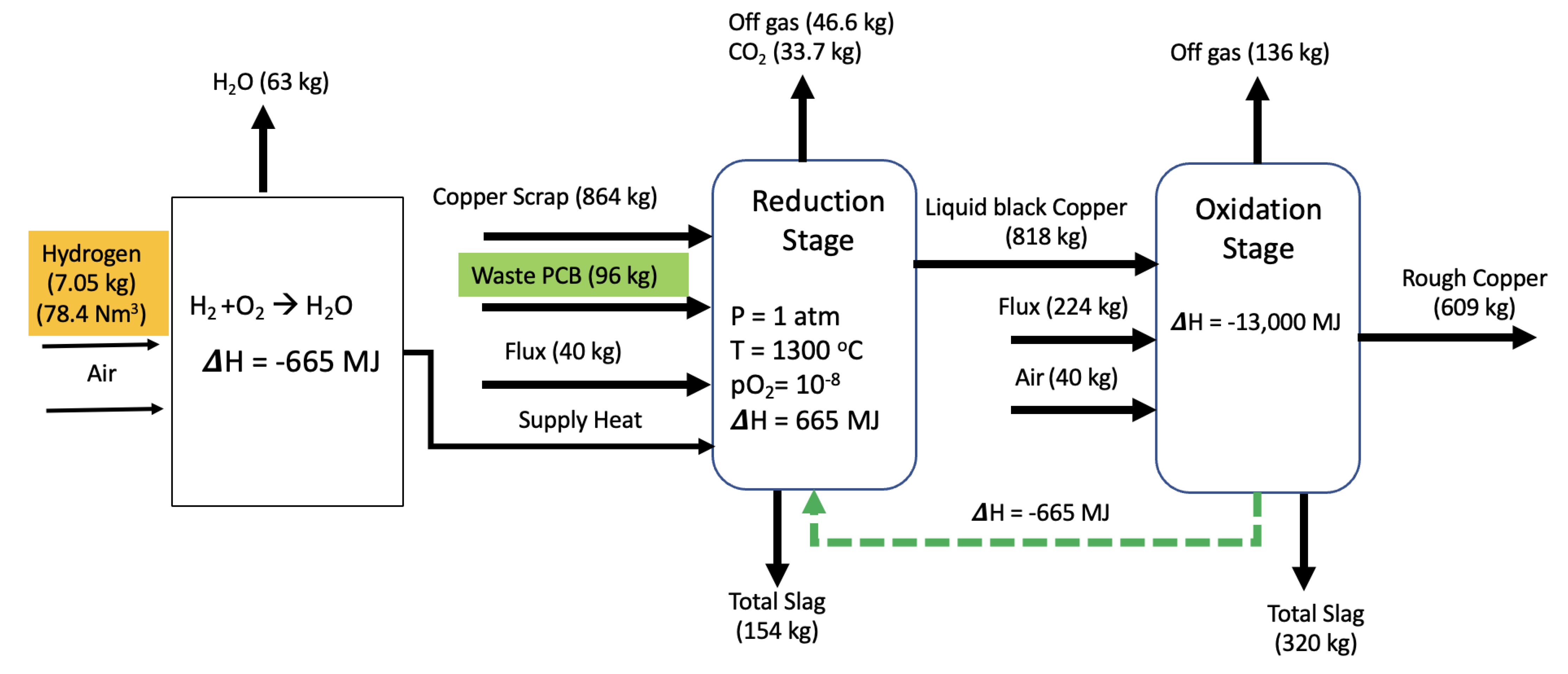
In Scenarios 3 and 4, waste PCB was introduced into the flowsheet for the reduction requirement.
Figure 9 and
Figure 10 illustrate the schematic diagram of the flowsheet of Scenarios 3 and 4, respectively. Based on
Table 2, the waste PCB in this study was assumed to contain a high concentration of carbon (up to 10 wt%). The carbon in the waste PCB can be considered as a reducing agent during the black copper smelting process. It was predicted that a minimum of 10 wt% of waste PCB per tonne input feed material is required to provide a sufficient amount of reducing agent during the reduction process to provide a smooth smelting process. Additional combustion of carbon (and/or hydrogen) to meet the heating requirement of the process is still required. In the case of black copper smelting embedded with waste PCB, due to the presence of carbon in it, the process cannot entirely eliminate the CO
2 emissions. It can be seen from
Figure 9 (Scenario 3) that the predicted CO
2 emissions generated during black copper smelting are 89.4 kg/h from the heating requirement and 33.7 kg/h from the reduction requirement, with a total predicted CO
2 emission of 123.14 kg/h. Moreover, in Scenario 4, the predicted CO
2 emissions generated were only from the reduction requirement, with a total predicted CO
2 emission of up to 33.7 kg/h. The results show that there is a significant decrease in CO
2 emissions when incorporating waste PCBs in the process (Scenario 1 vs. Scenario 3). The CO
2 emission generation can be reduced from 183.7 kg/h to 123.14 kg/h, a 33% emission reduction. Furthermore, when the black copper smelting process incorporates hydrogen to meet the heating requirement (Scenario 1 vs. Scenario 4), the CO
2 emissions can be reduced by 82%.
Table 5 provides a comparison of the key findings from different scenarios in this study. It can be seen from the table that Scenario 1 has the highest carbon input requirement, as the process uses carbon both as a reducing agent and fuel. As a result, Scenario 1 has the highest CO
2 emissions. In contrast, Scenario 2 uses hydrogen as the reductant and fuel for combustion, resulting in a more environmentally friendly process as the by-product of the process is H
2O as water vapor as the off gas. In addition, according to the scenarios provided in this study, it was demonstrated that the use of waste PCBs can partially replace (hence reduce) the overall carbon requirement. The existing technologies that rely on carbon-based fuels can be optimized to operate more efficiently when incorporating waste PCBs as their material feed and may produce less CO
2 emissions. The application of hydrogen in the black copper smelting process can replace the carbon required for heating and reduction. Nonetheless, the use of hydrogen has drawbacks, such as the need for more complex and potentially expensive technologies to adapt the current system as well as the challenge of ensuring a consistent supply of hydrogen during metallurgical operations due to its high flammability. Therefore, technological readiness must be considered when implementing hydrogen in the process.
In terms of copper purity (wt%) from different scenarios, Scenario 1 using the carbothermic reduction process was predicted to achieve a purity of 81.8% wt%, whereas for Scenario 2 using hydrogen, the copper purity was predicted to be slightly higher at 82.17%, while for Scenarios 3 and 4, the copper purity was predicted to be 83.74% wt%. Based on these results, it appears that the different types of fuel sources and reducing agents do not affect the purity significantly. Based on the equilibrium calculation in this study, the copper purity was mostly affected by the operating conditions, such as temperature and oxygen partial pressure.
Table 5 also presents the energy requirement during the black copper smelting process of the different scenarios. The minimum heat requirement to provide sufficient heat and reduction was predicted to be 970 MJ, 910 MJ, 665 MJ and 665 MJ per tonne feed material in Scenarios 1, 2, 3 and 4, respectively. It can be seen that the reduction stage requires a substantial amount of energy, which is indicated by a positive value of enthalpy in the process. This necessitates the burning of fuel to provide the energy required for the process, which can vary between burning carbon and hydrogen and other alternative energy sources. On the other hand, the table shows that during the oxidation process in all scenarios, the enthalpy of the process was found to be negative. This indicates that the oxidation process is the exothermic process and releases energy. The energy generated during oxidation process is −10,917 MJ, −16,670 MJ, −13,000 MJ and −13,000 MJ for Scenarios 1, 2, 3 and 4, respectively. Furthermore, the results also show that, overall, the energy balance of carbothermic and hydrogen reduction is relatively similar. However, it is important to note that the equilibrium calculations in this study were subject to some simplifications and limitations. For instance, only pure carbon and hydrogen were used in this study for thermodynamic assessment, and the heat calculation was based on the minimum required for the chemical reaction, whereas in the actual process, the number could be higher due to heat losses.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}