

The Academic Development Trajectories and Applications of Flexible Manufacturing Systems Based on Main Path Analysis Method

Department of Industrial Engineering and Management, National Taipei University of Technology, 1, Sec. 3, Zhongxiao E. Rd., Taipei 10608, Taiwan
*
Author to whom correspondence should be addressed.
Processes 2023, 11(4), 1297; https://doi.org/10.3390/pr11041297
Submission received: 16 March 2023
/
Revised: 14 April 2023
/
Accepted: 17 April 2023
/
Published: 21 April 2023
(This article belongs to the Topic Modern Technologies and Manufacturing Systems, 2nd Volume)
Abstract
:Rapid shifts in consumer preferences have prompted enterprises to offer products in small quantities and various options. To meet market demands, enterprises must be able to research the development of modern conceptions of manufacturing systems which has revolved around new practical and scientific results that are able to meet the assumptions of focused flexible manufacturing systems (FMSs) and the challenges of the Industry 4.0 philosophy. These FMSs, which incorporate automated facilities and computer control systems, play a crucial role in boosting the productivity of enterprises. In this study, the development trajectory and applications of FMS research were investigated. Scopus was used to collect and organize voluminous data, and main path analysis was used to identify the most relevant studies on FMS research. The results revealed that early FMS research concentrated on fundamental property analysis. After the flexibility and productivity of these systems were enhanced, the elimination of loading problems was discussed. Generally, FMS research has emphasized factor identification, flexibility evaluation, pre-simulation, and optimization. In this study, cluster analysis was used to identify five subfields: loading problem mitigation through scheduling, decision-making facilitation through simulation, FMS deadlock prevention, FMS flexibility measurement, and FMS composition. This study provides planning directions for industry, and the findings serve as a reference for manufacturing systems. The integrated analysis successfully determined the trajectory of FMS based technological development and applications as well as forecast the direction of future research.
1. Introduction
The flexible manufacturing system (FMS; Jerome H. Lemelson, 1923) was first conceived as an all-in-one robot-based system for welding, riveting, shipping, and inspecting products. Since the late 1960s, with robots, programmable controllers, and computer numerical control (CNC) becoming prevalent in European manufacturing, FMSs have been widely used. An FMS is a system that consists of a network of interconnected program workstations and uses computers to facilitate a variety of production procedures, including loading, production, assembly, storage, quality inspection, and data processing. The majority of machines in the system can automatically switch between fixtures and tools and rapidly switch between products [1].
The advantage of an FMS lies in its high productivity; the ability to switch between fixtures and tools saves much time for resetting machinery and enables various types of products to be produced using the same system. Customized production is a strategic direction in the development of FMSs. In terms of weakness, an FMS entails a high installation cost in the beginning. Moreover, although a machine-based system saves manual labor, it increases maintenance and servicing costs [1].
Three conditions must be met for flexible manufacturing to occur: (1) the same machine must be capable of manufacturing different types of products, and different machines must be capable of manufacturing the same product; (2) existing machines must be capable of manufacturing new products; and (3) machines must be capable of accommodating future changes in product designs [2].
Generally, the products offered by companies must evolve in response to the rapid shifts in consumer preferences and requirements. Because the number of products offered increases on a daily basis, numerous products are currently available in a variety of types and configurations. To meet market demand, enterprises must be able to rapidly manufacture products that are of the same type but vary in the functions they provide. Therefore, the ability to respond rapidly to commodity demand and make adjustments has become a crucial competitive advantage for enterprises to possess in the face of market changes. To achieve this competitive advantage, numerous enterprises have developed FMSs. FMSs are a crucial component of comprehensive manufacturing systems that incorporate automated equipment and a computer control system and are essential for enhancing productivity. In an FMS, selecting an appropriate production method, creating production schedules, and configuring production lines are crucial for increasing productivity and decreasing production costs.
Each enterprise must have an FMS that is adaptable and easy to modify in order to meet market demands. This is why each enterprise must establish its own comprehensive FMS. In this study, the development trends of FMSs were examined through a literature analysis. Scopus was used to collect data regarding the development and applications of FMSs. The literature was reviewed using main path analysis, and the analysis results were systematically organized to identify the trends, directions, and theories of FMS development. The literature was also cross-referenced to explore current trends and future directions of FMS development. The results of this study are expected to allow researchers interested in FMSs to understand FMS-related data and literature with greater depth. Specifically, this study aimed to clarify the previous trends, directions, and theories of FMS development; analyze the application orientation of these systems; and identify potential or emerging markets for these systems.
2. Literature Review
This section presents the concepts, origins, components, and types of flexibility of FMSs, as revealed by the literature review.
2.1. Academic Literature on FMSs
In recent years, as a result of intense global competition, technological advancements, and major changes in customer requirements, manufacturers have started to acknowledge the importance of FMSs, which are a crucial component of an enterprise’s competitive advantage [3]. A lot of articles have been reviewed, and the existing literature lacks in providing a clear picture about the implementation of an FMS. However, it is really a very difficult task for any organization to transform into an FMS on the basis of existing research results.
Kustak [4] classified FMSs into the following five categories on the basis of the number and arrangement of CNC machines: flexible manufacturing modules (FMMs), which consist of a CNC machine, a temporary storage station for workpieces, an automatic tool-changing mechanism, and robots; flexible manufacturing cells (FMCs), which consist of multiple FMMs that are configured differently for each product or manufacturing process; flexible manufacturing groups (FMGs), which consist of FMCs whose operations are controlled by computers; flexible manufacturing lines (FMLs), which consist of multiple dedicated processing machines that perform material handling operations by using automated unmanned guided vehicles, robots, or conveyor belts; and flexible production systems (FPSs), which consist of multiple FMMs, FMCs, FMGs, and FMLs with different functions. Browne et al. [5] classified FMSs into the following four categories on the basis of their flexibility: flexible machining cells, which are the simplest and most flexible type of FMS that consist of only one general-purpose CNC machine with automatic material handling and storage equipment or loading and unloading machinery; flexible machining systems, which are capable of real-time online control of part production and multipath small batch production and may occasionally involve multispindle equipment to increase production, making them a type of FMS with substantial flexibility in terms of processing, manufacturing, products, and paths; flexible transfer lines, which arrange all components in a single machine configuration and may involve special function machines, robots, and special equipment; and flexible transfer multilines, which are a combination of flexible joint production lines that enable easy scheduling and control and are capable of coping with downtime, thereby facilitating substantial path flexibility. What really defines the FMS of installation is how it is run, and flexibility is an important strategic decision in implementation. This article does not make a complete decision-making framework for what type of elastic manufacturing system, which is the main deficiency of this article.
Depending on the functions and levels involved, FMS flexibility can be divided into various types. Sethi and Sethi [6] classified flexibility into basic flexibility (encompassing machine flexibility, material handling flexibility, and job flexibility), system flexibility (e.g., process flexibility, path flexibility, product flexibility, quantity flexibility, and expansion flexibility), and integrated flexibility (encompassing planning flexibility, production flexibility, and market flexibility). This article does not study the CP (Continuous Process) enterprises to create product diversity through component flexibility, control flexibility, and mixed flexibility. Finally, we conclude that the study on the manufacturing flexibility of CP enterprises will contribute to flexible production transformation in the industries with CP.
Before the late 1960s, the majority of industries were labor-intensive and had low labor costs. The majority of mechanical equipment in factories was manually operated and specialized. However, in the late 1960s, production plants were redesigned to reduce production costs and completion time and achieved distributed transmission and centralized processing. Consequently, manufacturers were required to develop production systems capable of manufacturing a diverse range of products in small quantities.
According to Kusiak [7], the manufacturing industry has flourished over the preceding half century because of the continuous evolution and improvement of technology. As a result of technological advancements in computer and machine manufacturing, computer programs have taken over the control of the majority of machines in the manufacturing industry. In addition, materials and components have been transported by automated material handling systems and stored in automated retrieval systems. The character of smart manufacturing is captured in manufacturing technology and processes, materials, data, predictive engineering, sustainability, and resource sharing and networking. Yadav and Jayswal [8] argued that traditional manufacturing processes cannot effectively respond to changes in market demand and that a system that is capable of doing so must be developed. An empirical study approach was used to assess the implications of advanced manufacturing strategies on firm performance in India [9]. Thus, flexibility is recognized as an attribute that enables manufacturing systems to make appropriate adjustments to prevent production line interruptions and delays.
An FMS is a manufacturing system that uses computers to organize machinery and equipment and perform automatic processing and production. Each user can customize the configuration of their FMS depending on their requirements. The manufacturing system consists primarily of computer-controlled machine tools and is assisted by a variety of systems, such as production and assembly equipment, robotic arms, quality inspection machines, and automatic optical inspection machines, in conjunction with a computer-integrated manufacturing material handling and storage system.
According to Groover [10], an FMS consists of multiple process workstations that are linked by an automated material handling and storage system and controlled by an integrated computer system. Browne et al. [5] argued that an FMS must consist of machine tools, a material handling system, a work-in-process storage area, and a computer control system.
2.2. Literature on Main Path Analyses (MPAs)
In scientific and technical literature reviews, researchers have successfully conducted global main path and key-route main path analyses. Verspagen [11], Fontana, Nuvolari, and Verspagen [12], and Consoli and Mina [13] used main path analysis to identify technology development trajectories. Bekkers and Martinelli [14] and Lucio-Arias and Leydesdorff [15] used main path analysis to examine technological changes. Bhupatiraju et al. [16], Calero-Medina and Noyons [17], Colicchia and Strozzi [18], Harris et al. [19], Liu, Lu, and Lu [20], Chuang et al. [21], Yan, Tseng, and Lu [22], and Su et al. [23] used main path analysis to review the literature in various fields. Li [24] used main path analysis to reduce the number of patent verdicts, thereby confirming the validity of using main path analysis in the research of patent verdicts. Li [25] used main path analysis to identify critical verdicts and observe the trends of patent right abuse in the 100 years before this study.
3. Proposed Methodology
In this study, main path analysis and cluster analysis were used to elucidate the trends of academic research on FMSs. To identify keywords relevant to the purpose of this study and understand the background and origins of academic research on FMSs, extensive pieces of literature on FMSs, including academic papers, journals, and monographs, were collected and analyzed. The data were then examined using main path analysis to identify the major trends of academic research on FMSs, and cluster analysis was performed to identify subsets of data with high correlations.
3.1. Scopus Database
Data were collected using Scopus, a citation database co-curated by independent subject matter experts since November 2004 and the largest indexed abstract database worldwide. Scopus contains works published by more than 5000 publishers covering more than 25,100 topics, thus providing a comprehensive overview to scholars and experts in various fields, such as natural science, technology, medicine, social science, art, and humanities. The database also contains business journals, academic journals, seminar papers, monographs, publications, national patent documents, scientific websites, and other academic information.
3.2. Main Path Analysis
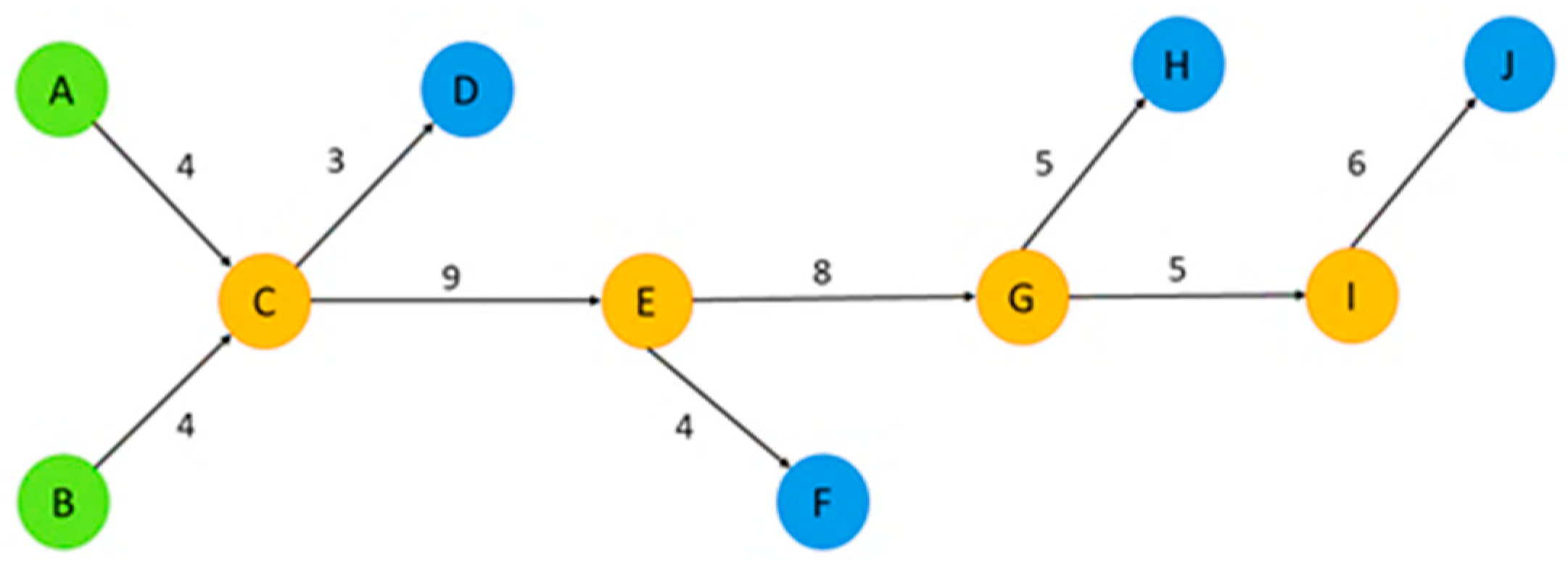
The purpose of main path analysis is to examine the context of knowledge in any academic field by processing massive amounts of literary data. The main path is determined by calculating the weight of each link segment between the source of literature in an academic field and the point of literature convergence. Currently, the three most commonly used weight calculation methods are search path count (SPC), search path link count (SPLC), and search path node pair (SPNP) [26]. Liu and Lu [27] recommended performing global main path and key-route main path analyses to calculate the weight of each link segment, and their empirical study demonstrated that SPLC is superior to SPC and SPNP in terms of mining a plethora of knowledge diffusion phenomena in main path analysis. In SPLC, one link segment was selected from a network, and the number of all possible paths between the source point and the end of the link segment and the number of paths between the segment end and the point of convergence were calculated. The two numbers were then multiplied by each other to obtain the weights of all link segments (Figure 1).
3.3. The g-Index and h-Index
In this study, periodical statistics data, including journal names, publication periods, and the g- and h-indices of the journals, were exported from literary data aggregated using Scopus. Author statistics data, including author names, publication periods, and the g- and h-indices of the authors, were also exported [28].
The g-index represents the minimum number of times the highest-ranked g documents were being cited up to g2 times after the academic literature or research results were arranged in descending order by the number of citations. The h-index indicates that h articles of an author were cited h times or more.
In this study, the g- and h-indices were used, with g-index as the main index and h-index as the secondary index, to determine the effect of academic journals on FMSs and measure the contribution of authors to the field. The 20 most influential academic journals on FMS research were also determined.
3.4. Edge-Betweenness Clustering
Cluster analysis was used to divide academic articles with the same properties or similar topics into multiple groups, with the name of each group based on the keywords of each article. Edge-betweenness clustering was performed in accordance with the following procedure [29,30]:
- Calculate all the betweenness values in a network. The betweenness of two arbitrary nodes in a network is the number of shortest paths that pass through the line segment, representing the shortest path between the two nodes.
- Remove the line segment with the greatest betweenness.
- If a cluster isolated from the citation network is detected, then calculate the modularity of the cluster; otherwise, repeat Steps 1 and 2 until all line segments are removed. Modularity is used to compare the strengths of node relationships within a cluster and between the nodes inside and outside of the cluster.
- Identify the cluster with the highest modularity, which represents the optimal clustering result in cluster analysis.
3.5. Word Cloud
The title content of each cluster from cluster analysis was imported into Wordle to calculate the frequency of each word in the bulk text, excluding prepositions and definite articles. The frequencies were presented as a word cloud. The frequency of relevant keywords in each cluster was then ranked, and the keywords were used as a reference for cluster naming.
Scopus was used to gather, interpret, and select valid data. Global main path and key-route main path analyses were then performed to identify the key research development trajectory of FMSs. Finally, cluster analysis was performed to classify studies with similar key contents into subclusters in order to further clarify the key points of FMS research.
4. Results
4.1. Data
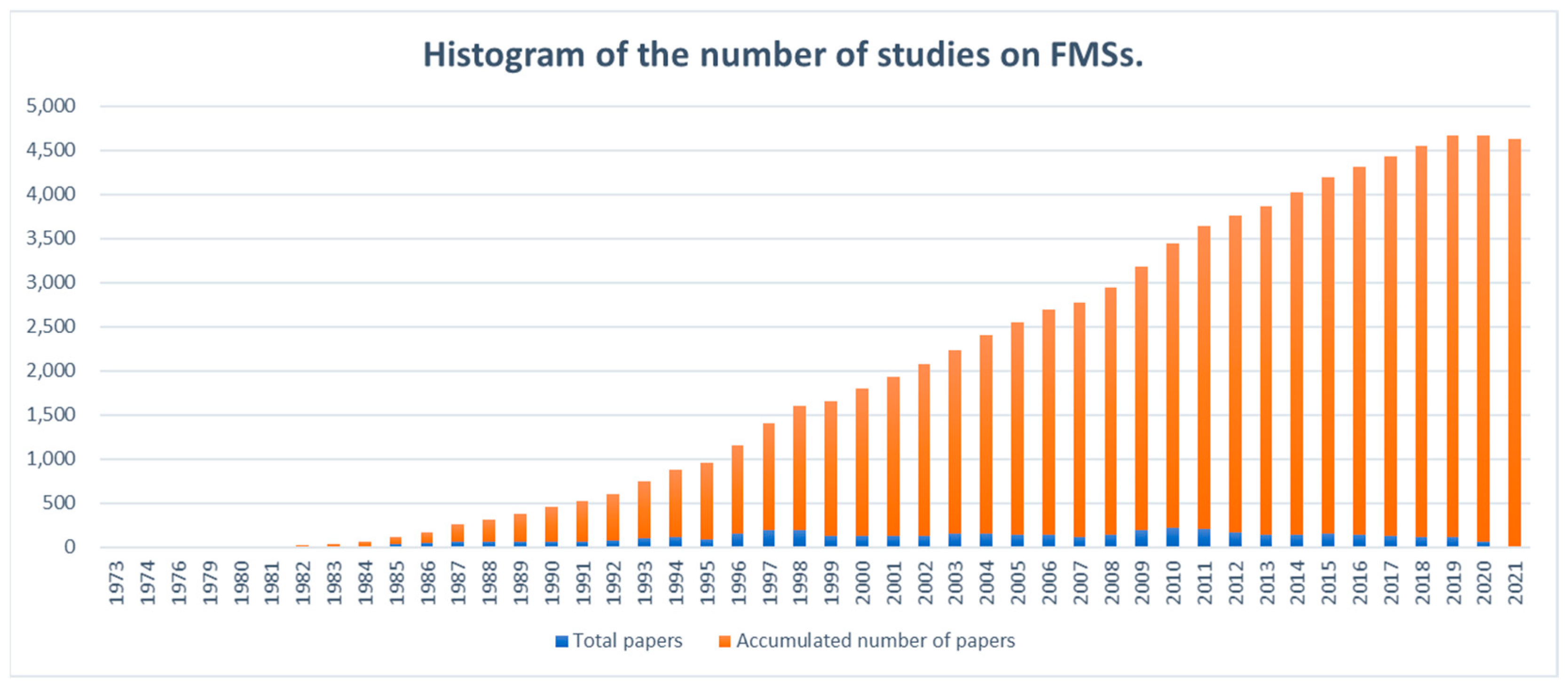
Figure 2 depicts a statistical analysis of the number of FMS-related studies published annually. Since 1973, FMS development has been ongoing, reaching its first peak between 1995 and 1998, when FMSs were a popular topic. At that time, the discussion focused on the introduction of a scheduling system. To increase the output and production capacity of FMSs, various calculation methods, which were occasionally combined, were used to integrate scheduling systems into FMSs. During the second peak of FMS development, from 2009 to 2012, methods for resolving problems caused by algorithm application were discussed for FMS optimization. In addition to optimizing FMSs, researchers developed various simulation techniques to forecast and prevent FMS-related problems and reduce their occurrence.
Journal Statistics
To identify the top 20 academic journals on FMSs, the g-indices were arranged in descending order. Journals with identical g-indices were rearranged depending on their h-indices (Table 1). The results indicated that the most influential journal on FMS research was the International Journal of Production Research, which focuses on manufacturing, industrial engineering, operations research, and management science. Since 1984, the journal has published 577 studies on FMSs, the largest number of studies published among the top 20 journals. The literature published in this journal considerably affected the development of FMSs. The second-most influential journal was the European Journal of Operational Research, which focuses on the methodology and decision analysis of operational research and features the fourth-largest number of studies on FMSs among the top 20 journals. These statistics indicated the importance of FMS-related methods and decision making.
The results indicated that the third to fifth most influential journals were the International Journal of Production Economics, which focuses on the interface between industry and management; the International Journal of Advanced Manufacturing Technology, which focuses on advanced manufacturing technologies and systems; and the IEEE Transactions on Robotics and Automation, which focuses on kinematics, dynamics, control, robot simulation, and smart mechanical systems. The majority of articles published in these journals are related to manufacturing. The fact that the numbers of studies on FMSs published before and after 2000 (1005 and 1082, respectively) are extremely close indicates that FMS development has been ongoing since 1983. In this study, main path and cluster analyses were used to examine the development of FMSs in more detail.
All FMS studies published in the IEEE Transactions on Automation Science and Engineering, the 18th most influential journal, and the Journal of Manufacturing Technology Management, the 20th most influential journal, were published after 2000. The two journals contain relatively few and recent studies on FMSs and warrant further research to determine whether these two journals are essential to FMS development and the current trend in FMS development.
4.2. Academic Literature and Overall Development Trajectory of FMSs
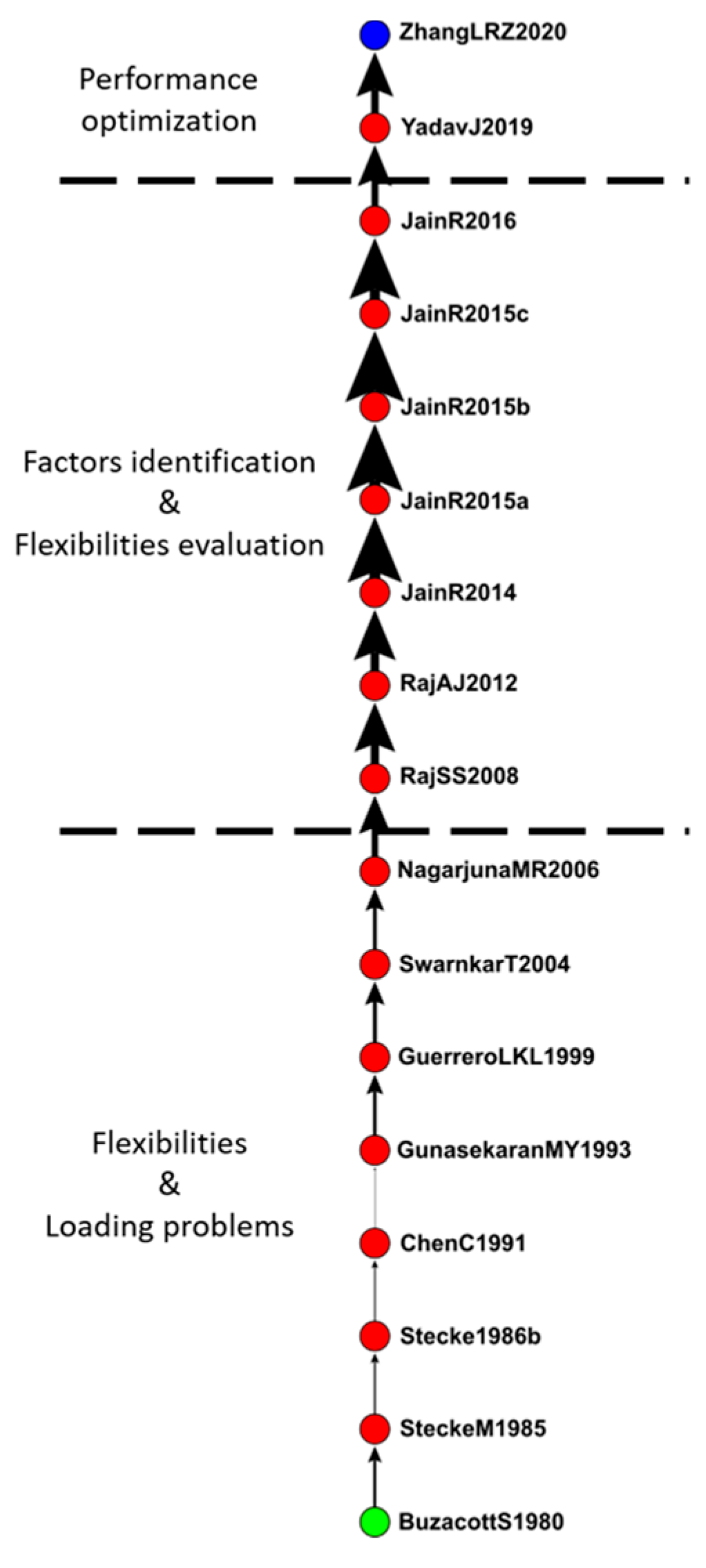
In Figure 3, the source points (represented by green nodes) and points of convergence (represented by blue nodes) on the global main path of FMS research and development are identified with each node representing a single study and connected by directional arrows. These arrows indicate the direction of knowledge flow. Each node is accompanied by a string of text codes. Each text code contains the surname of the first author, followed by the first alphabets of the names of the other authors. The number at the end of the code represents the publication year of the study. If the codes arranged in the database are repeated, they are sorted by adding lowercase alphabets to them.
4.2.1. Global Main Path Analysis of FMSs
Figure 3 depicts the global main path of FMS research, which is the path with the greatest weight in the citation network. The global main path contains 17 nodes, each of which represents a single study, with each study being considerably critical to FMS development.
The majority of the 17 studies argued that because of the fluctuating market environment, each enterprise must have its own optimized FMS to face the challenges posed by international competition, fluctuating customer demands, rapid market delivery, and technological advancements. Buzacott and Shanthikumar [31] examined the fundamental properties of an FMS and established a module of FMS productivity to highlight the potential of workload balancing, the benefits of gig production, and the advantages of common storage areas in an FMS. Stecke and Morin [32] used symmetric mathematical programming to perform an optimization analysis of workload balance and yield maximization in a single-server closed queuing network model on an FMS. According to Stecke [33], an FMS is a CNC system aggregate consisting of machine tools that are capable of automatic tool change and are interconnected by an automatic material handling system. According to Chen and Chung [34], in conventional production management, the load of a production line and the fixed path configuration hinder the appropriate use of an FMS and thus the realization of the key advantage of flexibility. Gunasekaran, Martikainen, and Yli-Olli [35] investigated the importance of FMSs in improving productivity and product quality. Guerrero et al. [36] proposed a method for providing alternative production paths to each component and addressing load problems in FMSs. Swarnkar and Tiwari [37] examined load problems in an FMS, taking into account technical constraints, such as available machining time and grooves, to minimize system imbalance and maximize productivity. They also proposed a hybrid algorithm based on tabu search and simulated annealing to solve these problems.
Because manufacturing industries have rapidly shifted from economies of scale to economies of scope, and because products have a short lifespan and a wide variety, production lines must be made more efficient and flexible. According to Nagarjuna, Mahesh, and Rajagopal [38], FMSs combine the productivity of the process line with the flexibility of the production line, and load problems in FMSs must be addressed. Raj, Shankar, and Suhaib [39] used interpretative structural modeling to analyze the key enablers of transitioning from a conventional manufacturing system to an FMS and the management implications of these enablers. According to Raj, Attri, and Jain [40], manufacturing enterprises must consider implementing FMSs as a viable option to enhance their competitiveness.
In the manufacturing sector, identifying the most appropriate type of flexibility is regarded as a strategic problem for FMSs. Jain and Raj [41] used fuzzy logic to transform 15 qualitative factors related to flexibility into quantitative factors. They reported that production flexibility affected FMSs the most and that procedural flexibility affected them the least. Jain and Raj [42] evaluated the flexibility of FMSs. They used an analytical hierarchy process to calculate the index weights and conducted interpretative structural modeling to investigate whether production flexibility had a stronger effect than that of other types of flexibility on FMSs. Jain and Raj [43] also used several variables, namely production flexibility, machine flexibility, product flexibility, and batch size flexibility, to examine the effect of FMS flexibility on the Indian manufacturing industry.
FMSs are a viable option for increasing the competitive advantage of an enterprise. Jain and Raj [44] reported strong drive capability and weak dependency capability in the use of reconfigurable machines, automation, and flexible fixtures, which were positioned at the lowest level of their model. Jain and Raj [45] also indicated that the three primary factors of FMSs were quality, productivity, and flexibility.
An FMS is composed of various automated workstations, material handling equipment, and storage systems, the majority of which are controlled by a computer. Yadav and Jayswal [46] examined the effect of factors such as component combinations, layouts, and batching conditions on system performance, including productivity, utilization, and cycle time. They conducted a simulation and a Taguchi experiment to explore how different factors at various levels affect the performance of FMSs.
Analysis of FMS performance allows for identifying the advantages and disadvantages of the production process implemented by an enterprise. Zhang et al. [47] developed a stochastic model to analyze the reliability performance of two FMSs in a smart FMS. They used machine utilization rate and productivity as performance indices for calculation and optimization.
Overall, these studies have primarily focused on fundamental properties, flexibility and productivity, load problems, factor identification, flexibility evaluation, and preparatory simulation and optimization. These factors allowed for exploring the major processes involved in the history of FMS development.
4.2.2. Key-Route Main Path Analysis of FMSs
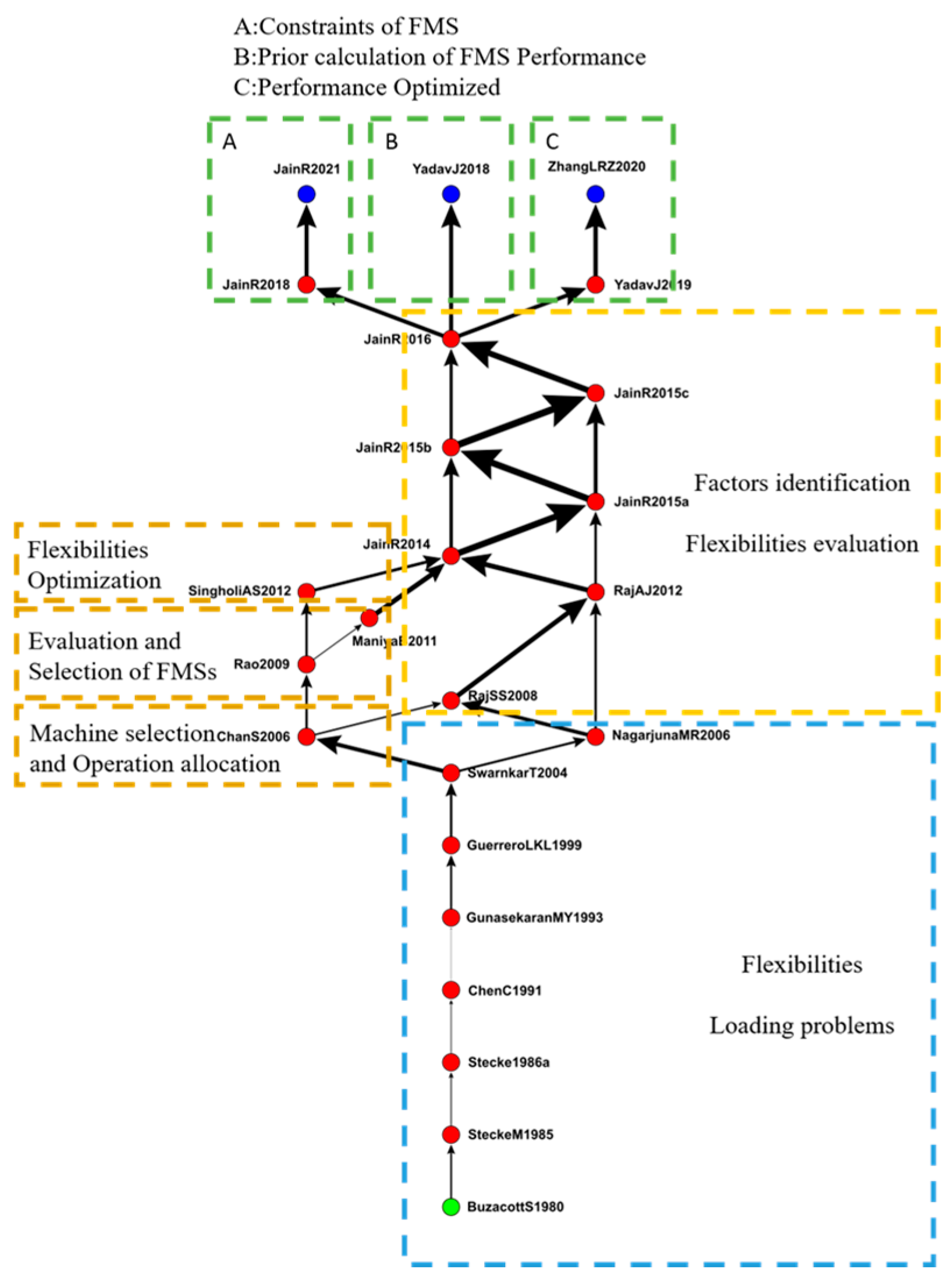
A total of 24 studies were identified on the key-route main path of FMS research, namely 1 source point, 20 path nodes, and 3 convergence points (Figure 4). Key nodes from the top 20 journals on the key-route main path exhibited more complex paths than those on the global main path, indicating the overall axial structure of FMS research development. In addition to the seventeen studies on the global main path, seven more studies were included here.
The following studies are path nodes on the global main path: Swarnkar and Tiwari [37], who investigated load problems in an FMS, linked the key-route main path to the findings of Chan and Swarnkar [48], who argued that the FMS improved the flexibility and competitiveness of enterprises while ensuring cost effectiveness and customized manufacturing. Chan and Swarnkar [48] used a fuzzy goal programming method to model machine selection and job assignment problems in an FMS and optimized their model with the ant colony optimization algorithm. Rao [49] used an improved compromise sorting method with an analytical hierarchy process framework to solve problems related to FMS evaluation and selection and evaluate and weight problems related to system selection. Maniya and Bhatt [50] used a multicriterion decision-making method based on the preference selection index to select an appropriate FMS in order to easily control the qualitative criteria involved in the decision-making process. They developed an FMS to manage dynamic and uncertain production conditions, thereby facilitating high productivity and production flexibility. Singholi, Ali, and Sharma [51] argued that optimizing machine flexibility, path flexibility, and part population substantially shortened the maximum product completion time in an FMS, thereby allowing for effectively managing and controlling production lines and improving product quality and productivity.
In terms of global main paths, Jain and Raj [41,42,43,44,45] identified factors affecting the evaluation of flexibility. In [52], they combined a neural network with a fuzzy system to develop an adaptive neuro-fuzzy interference system for solving assembly line problems in an FMS. They used the Nawaz–Enscore–Ham algorithm to calculate the product completion time on the assembly line and predict the maximum completion time. In another study [53], they explored the limitations of an FMS and reported that the FMS increased resource utilization, reduced labor costs and work-in-progress inventory, and shortened delivery time. They used an analytical hierarchy process to determine the relative importance of the variables and reported that fixtures and robots were key factors in the limitations of the FMS.
According to Yadav and Jayswal [54], the installation and capital costs of FMSs were particularly high, and a mathematical programming method must be used to calculate the performance of an FMS in advance to ensure its feasibility. Finally, they found the simulation techniques that it easier to analyze the performance of complex and large FMS problems.
These studies revealed that, from 1980 to 2004, the fundamental concepts of FMSs, importance of flexibility, productivity improvement, and load problems, have been discussed in the context of the global main path in FMS research. In 2006, branches started to stem from the global main path. The right path in Figure 4 is consistent with the global main path depicted in Figure 3, with Nagarjuna, Mahesh, and Rajagopal [38] exploring load problems. The left path in Figure 4 starts with Chan and Swarnkar [48], which focused on problems associated with machine selection and job assignment. Subsequently, Roa [49] explored the methods used to evaluate and select FMSs, a topic that was further explored later by Maniya and Bhatt [50]. According to Singholi and Sharma [51], optimizing flexibility improves productivity. This finding was later expanded by Jain and Raj [52], who explored flexibility evaluation.
All studies on the global main path have cited each other. At the end of the path, three branches were developed. One was Zhang et al. [47], which explored FMS performance optimization; another was Yadav and Jayswal [54], which focused on estimating the performance of a large and complicated FMS in advance to prevent wasting resources; and the third was Jain and Raj [52,53], which focused on predicting product completion time and determining key limitations in an FMS.
4.3. Academic Research Themes
This study focused on the five literature clusters with the largest number of studies. To summarize the title for each group, Wordle was used to elucidate the common characteristics of keywords within each cluster (Table 2). The first cluster focused on solving load problems through scheduling, featuring 554 studies; the second cluster focused on enabling decision making through simulation, featuring 518 studies; the third cluster focused on FMS deadlock prevention, featuring 502 studies; the fourth cluster focused on measuring flexibility in FMSs, featuring 381 studies; and the fifth cluster focused on FMS composition, featuring 262 studies. A global main path analysis was then performed on the studies included in these five clusters, and Pajek was used to visualize the main path in order to clarify the development path within each cluster. In other words, the contents of the clusters were analyzed to classify the fields of FMS research and elucidate their concepts and development directions.
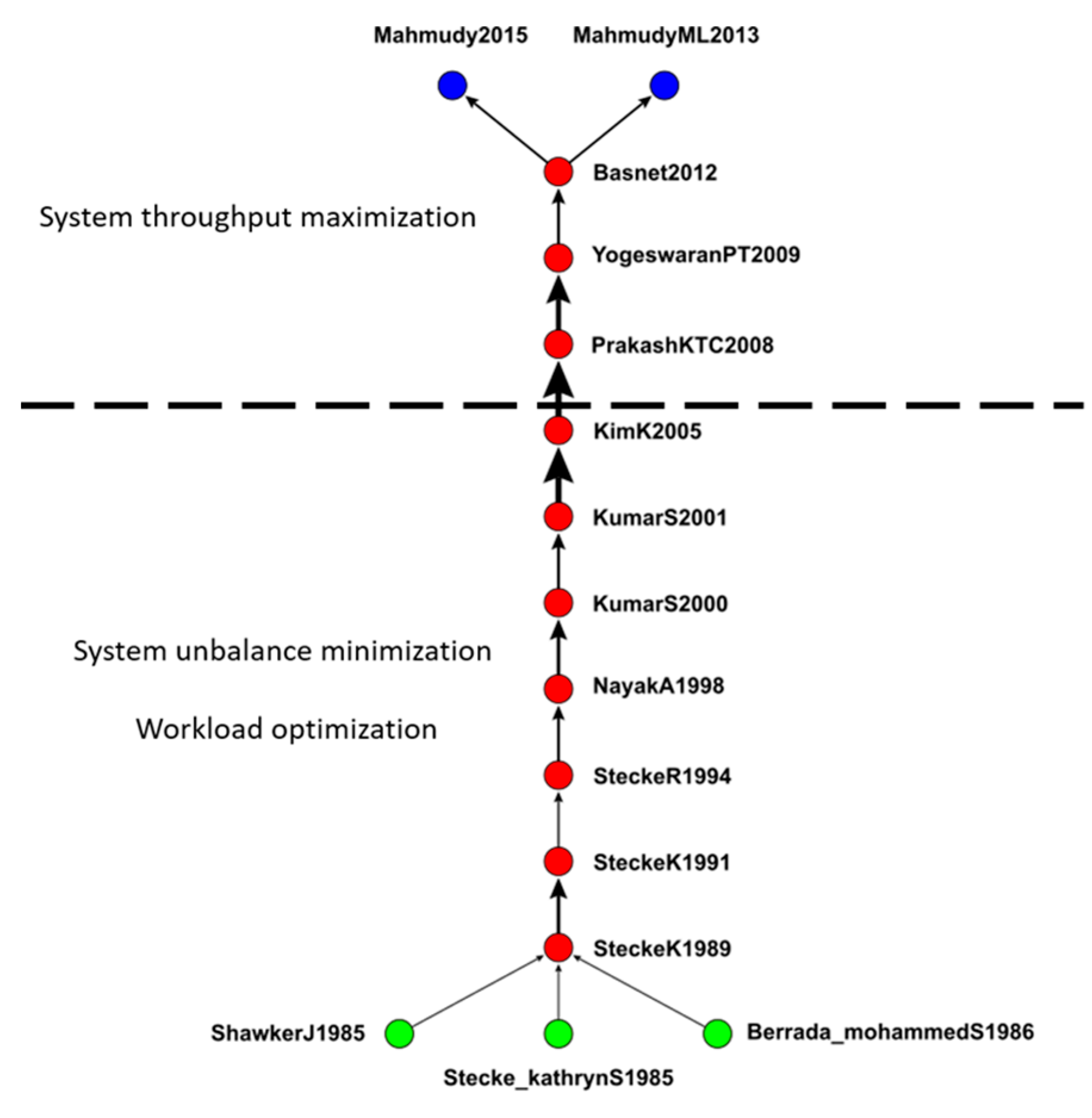
4.3.1. Solving Load Problems through Scheduling
The first cluster focused on solving load problems through scheduling, featuring 554 studies. A total of fifteen studies were identified on the main path, including three source points and two convergence points (Figure 5). Generally, load problems are difficult to completely eradicate in manufacturing systems, and assigning an equal load to each machine, distributing the processing sequence, and arranging the processing sequence do not facilitate an optimal approach to address all load problems. These problems have been generalized by experts as nondeterministic polynomial-time hardness problems. Numerous researchers have used various algorithms to optimize system load balance. In this section, studies on optimizing system load balance through scheduling are discussed.
In an FMS, scheduling problems consist of two interdependent tasks: loading and sorting. Shanker and Tzen [55] developed a simulation model that incorporates four assignment rules, namely first-in first-out, shortest processing time, longest processing time, and minimum offer price rule, to minimize system imbalance. Each manufacturing system has a unique arrangement of machines of different sizes, loads, and properties for processing. These different processing functions of each machine affect the configuration of the system schedule. Stecke and Solberg [56] used a closed queuing network model and reported that in a multiserver queue, the performance of the manufacturing system was relatively favorable when the servers were unevenly configured and loaded. An FMS is an integrated system that integrates CNC and automatic material handling. Berrada and Stecke [57] and Stecke and Kim [58] proposed an FMS production planning model to mitigate loading problems by allocating required machines, operations, and tools for concurrently produced components. Because machine tool magazines cannot accommodate all the tools required for machining components, the components to be produced must be decided in advance to configure the tools early so as to optimize the machine workload distribution [59,60]. FMS planning problems are complex. Nayak and Acharya [61] proposed a three-stage method to solve problems related to component selection, machine loading, and total component quantity. Kumar and Shanker [62] used genetic algorithms to solve two principal problems affecting FMS scheduling: workpiece selection and loading. Workload balancing is a key problem in FMSs; each type of unbalanced measure facilitates a balancing goal. Kumar and Shanker [63] and Kim and Kim [64] compared these goals in terms of their effectiveness.
Automated manufacturing systems improve the flexibility and efficiency of automated systems, with load decisions playing a critical role in determining the efficiency of a manufacturing system. Prakash et al. [65] and Yogeswaran, Ponnambalam, and Tiwari [66] combined genetic algorithms and simulated annealing to develop a modified immune algorithm to reduce technical constraints such as machining time and grooves, minimize system imbalance, and maximize system output. Load is a critical task in an FMS. Basnet [67] created a task pool that can be applied on spare machines and tools and assigned tools and machines to different tasks to mitigate system imbalance. Mahmudy, Mariana, and Luong [68] and Mahmudy [69] solved problems related to multicycle workpiece selection and loading in FMSs to maximize system output.
Various calculation methods, algorithms, and their combinations have been used to eliminate loading problems. Although the occurrence of these problems cannot be fully eliminated, optimal configurations should be formulated to prevent operational delays in the production program when a system imbalance occurs.
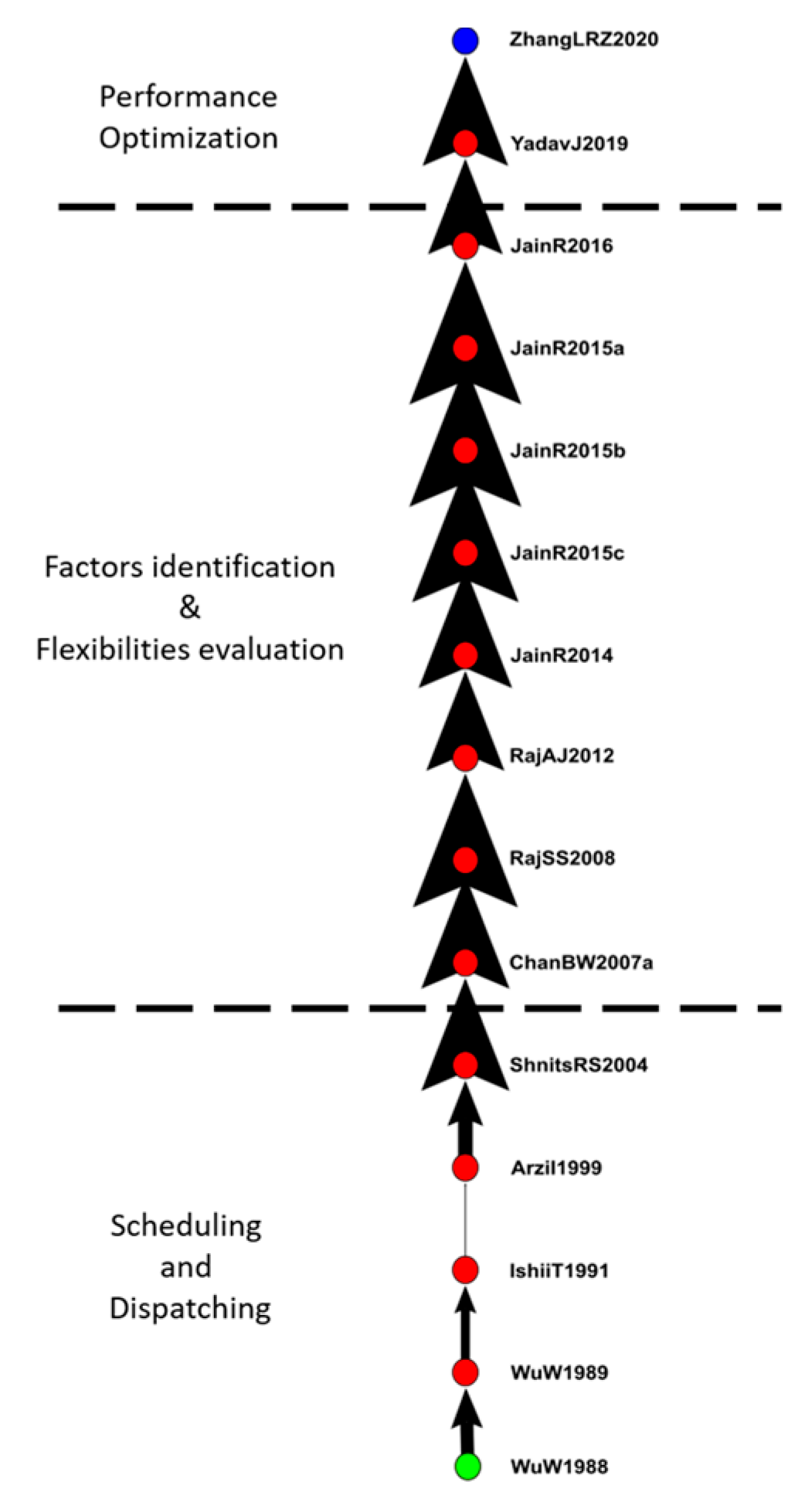
4.3.2. Facilitating Decision Making through Simulation
The second cluster focused on facilitating decision making through simulation, featuring 518 studies. A total of 15 studies were identified on the global main path (Figure 6). Studies 6 to 15 were consistent with the second half of the global main path (Figure 3), indicating the substantial effect of the cluster on FMS development. In this cluster, numerous methods were used for simulation and scheduling to clarify the methods that maximize the efficacy of FMSs and reduce the unnecessary waste of resources.
Although expert systems have been used to solve scheduling problems, these systems are not applicable to all situations. Wu and Wysk [70] proposed a multipass expert control system to simulate all recommended alternative solutions and obtain performance metrics. According to Wu and Wysk [71] and Ishii and Talavage [72], a transient-based real-time scheduling method allows for effectively responding to critical changes in the stage of a dynamic system at any time. Arzi and Iaroslavitz [73] reported that production control systems based on neural networks outperformed production control systems based on decision trees and single-rule production control systems. Shnits, Rubinovitz, and Sinreich [74] used a dynamic scheduling method with two levels of the control structure. The upper level was used to analyze the status of the actual production line and determine decision-making criteria and relevant task assignment rules, whereas the lower level was used to determine the optimal scheduling strategy through simulations.
Flexibility refers to the available alternative resources. Chan, Bhagwat, and Wadhwa [75] used the Taguchi method to simulate flexibility parameters. They reported that changes in the physical and operating parameters of an alternative machine may prevent desired performance from being achieved through increased flexibility and an improved control system. According to Raj, Shankar, and Suhaib [39] and Raj, Attri, and Jain [40], manufacturing enterprises must consider FMSs as a viable option to enhance their competitiveness. According to Jain and Raj [41,42], identifying the most applicable type of flexibility in the manufacturing sector is a strategic problem that is critical to FMSs. In their study, they used an analytical hierarchy process and the VIKOR (VlseKriterijumska Optimizacija I Kompromisno Resenje) method to integrate all types of flexibility. They also used fuzzy logic to convert qualitative characteristics into quantitative characteristics and reported that production flexibility affected the FMS the most and that process flexibility affected the FMS the least. In another study, Jain and Raj [43] investigated the effects of various variables on the flexibility of an FMS through a literature review. They reported that production flexibility, machine flexibility, product flexibility, and batch size flexibility were the most critical variables in the FMS [43]. Jain and Raj [44] also reported that reconfigurable machines, automation, and flexible fixtures facilitated strong drive capability. In another study [45], they argued that three factors affected the performance of the FMS: quality, productivity, and flexibility.
According to Yadav and Jayswal [46], an FMS consists of various automated workstations, material handling equipment, and storage systems, which are all controlled by computers. In their study, they investigated the effects of factors such as component combinations, layouts, and batching conditions on system performance, including productivity, utilization, and cycle time. According to Zhang et al. [47], analyzing the performance of an FMS allows for identifying the strengths and weaknesses of an enterprise’s production process. In their smart FMS, they used manufacturing cell machine utilization and production capacity as performance indices for calculation and optimization.
This cluster started with the exploration of the decision intervals of scheduling rules, system performance under different types of schedules, and the use of alternative resources. Because the second half of the cluster involves factor identification, flexibility evaluation, and simulations for system performance optimization and prediction, it is consistent with the global main path.
4.3.3. FMS Deadlock Prevention
The third cluster focused on FMS deadlock prevention, featuring 502 studies. A total of fourteen studies were identified on the global main path with five points of convergence (Figure 7). In manufacturing systems, deadlocks are influenced by factors as minor as component selection and as major as overall task assignment rules. Preventing deadlocks is a critical process, and preventing deadlocks and eliminating them when they occur require appropriate supplementary measures.
In order to deal with deadlock issues, James L. Peterson (1977) proposed the Petri net, which has gained increased usage and acceptance as a basic model of systems of asynchronous concurrent computation [76]. Wysk, Yang, and Joshi [77] explored deadlocks that may occur during an FMS operation, which indicates that machines cannot continue working after being allocated workpieces, thereby resulting in delays and idleness. Deadlock-free operation is critical in manufacturing system control. Deadlocks are caused by the limited number of shared resources, including machines, buffers, and fixtures. Therefore, to prevent unnecessary restrictions in FMS operations, structural control policies were developed for configurable and scalable deadlock-free buffer space allocation [78,79,80].
According to Uzam [81], an effective deadlock prevention strategy optimizes the use of system resources, prevents the occurrence of deadlocks, and ensures deadlock-free operation and high performance in terms of resource utilization and system output. In [82,83,84,85], the concept of a resource usage ratio was introduced to reflect the extent to which a task utilizes resources.
Control steady state has been used to monitor and prevent deadlocks. In [86,87,88,89,90], a deadlock control algorithm was used to eliminate deadlocks in a Petri net.
The scope of factors associated with deadlocks is broad and encompasses the rules of task assignment, task dispatch frequency, machine selection, tool replacement configuration, time allocation, machine grouping methods, and task contents. Changes in one of these factors result in considerable changes in others. Therefore, each step must be evaluated through trial calculation and actual operation to ensure the absence of deadlocks, thereby maximizing the resource usage and production output.
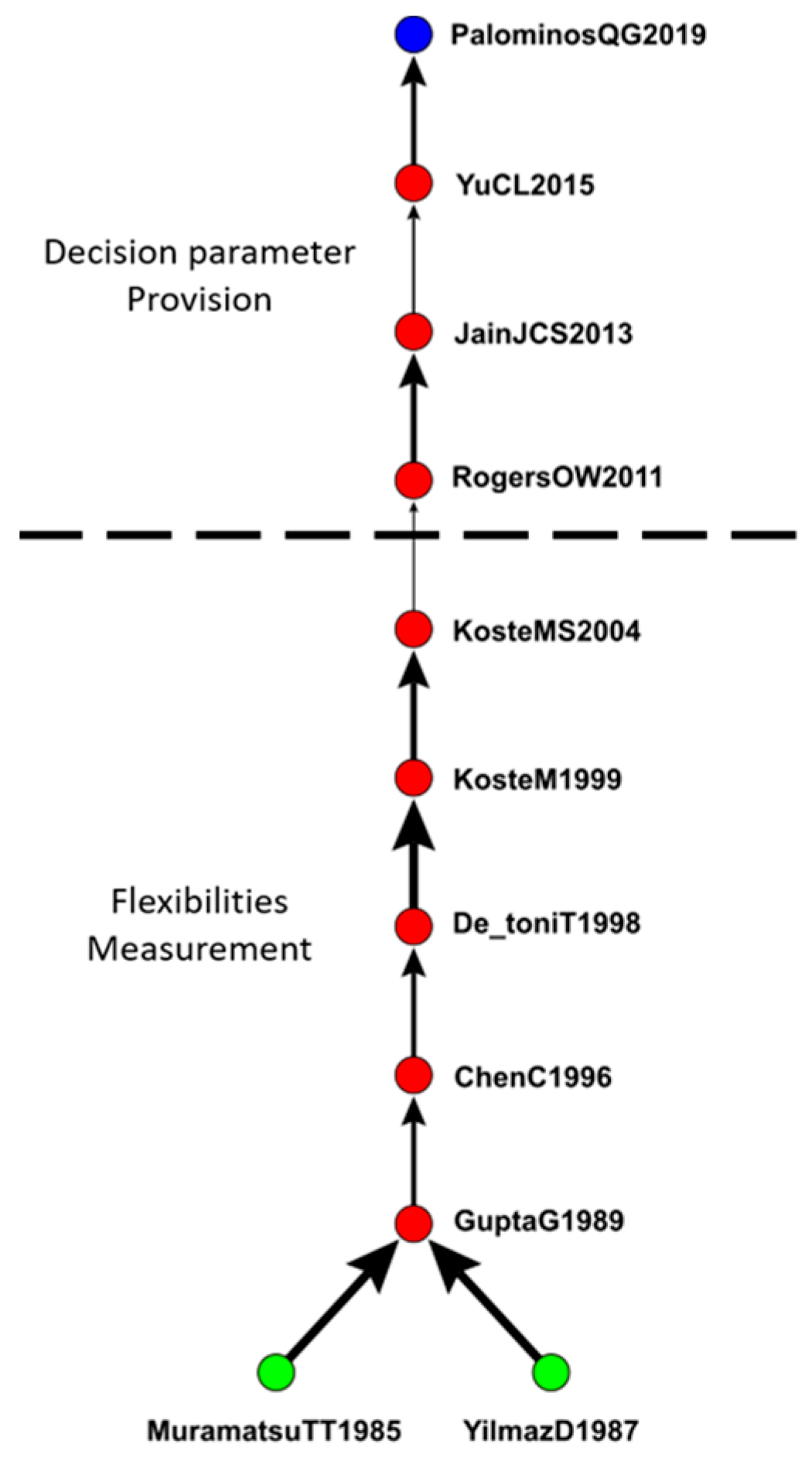
4.3.4. FMS Flexibility Measurement
The fourth cluster focused on FMS flexibility measurement, featuring 381 studies. A total of eleven studies were identified on the global main path with two source points (Figure 8). Flexibility is the most critical factor to an FMS. Numerous topics related to flexibility have been explored, such as selecting the most applicable type of flexibility for a system, defining flexibility, measuring the utility of flexibility, and measuring flexibility.
An FMS is a key component of manufacturing systems. It consists of a series of production stages with a variety of characteristics. An FMS is a viable approach for enhancing production flexibility and productivity. Therefore, flexibility is critical for manufacturing systems to adapt to unpredictable situations and changes in the operating environment. In [91,92,93], the basic properties, operating characteristics, and variables of FMSs were discussed. Chen and Chung [94] assessed various types of manufacturing flexibility and analyzed their strategies and economic values in improving the performance of manufacturing systems. Through a literature review, [95,96,97] summarized that four elements (range–number, range–heterogeneity, mobility, and uniformity) and six dimensions (machinery, labor, material handling, mixing, new products, and modifications) of flexibility measurements could be used to observe both the scope and the achievability of flexibility choices made by enterprises within and across each dimension of flexibility.
Studies have expanded the structure of manufacturing flexibility. Flexibility research on operations management, supply chain management, and marketing, along with manufacturing flexibility, requires taking the customer perspective into account to enhance the competitiveness of products in the market [98,99,100,101].
Since 1985, flexibility measurement has been regarded as a key index of FMS performance. Measuring and evaluating the types of flexibility suitable for each FMS are essential for further improvement of FMSs. In addition to the perspective of enterprise production and profit, flexibility measurement must consider the customer perspective; simulations must be conducted, and appropriate responses must be made to customer feedback.
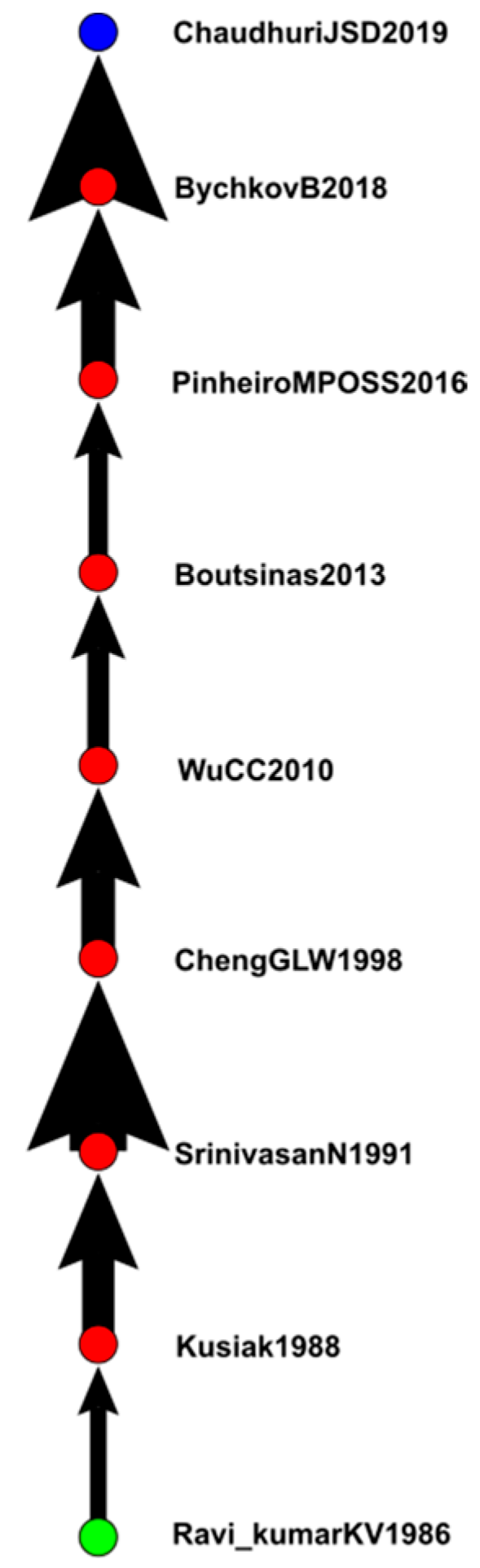
4.3.5. FMS Composition
The fifth cluster focused on FMS composition, featuring 262 studies. A total of nine studies were identified on the global main path (Figure 9). To respond to production scheduling requirements, each production line requires high productivity and a short changeover time. Arranging FMS components is therefore the most fundamental step for production line improvement and is associated with shortening the time and distance of workpiece flow and maximizing machine utilization. Configuring group technology is also a critical preliminary task in improving the performance of FMSs. In [102], optimal k-decomposition of a weighted network was used to establish a component grouping problem model. In [103,104], a distribution approach was used to improve the manufacturing efficiency and productivity of FMSs, and the EXGT-S expert system was used to solve problems related to group technology. In [105,106], components were grouped according to their similarities in manufacturing, and machines were divided into manufacturing cells to reduce component movement between cells
Similarity between components has been used to reduce the complexity of part designing and manufacturing. Part-machine grouping has also been used to group components with similar machining requirements or design features into families. In [107,108], the bicluster graph editing problem was investigated to solve problems related to manufacturing cell composition. In [109,110], machines and components were combined into manufacturing cells to solve problems related to multiobjective manufacturing cell design, maximize the cell load, and reduce the movement of components between cells to improve machine utilization.
Manufacturing cell development, which involves component grouping, grouping technology, reducing waste through algorithmic evaluation, simulations with different algorithms, and maximizing machine utilization, considerably improves the performance of FMSs.
5. Conclusions
This study investigated the development trajectory and applications of FMS research in an attempt to explore the potential directions of future FMS research. Global main path analysis was used to elucidate the overall structure of FMS development, and data were grouped using cluster analysis to clarify the key points of FMS development.
A total of 11,788 valid data points were identified using the keywords “flexible manufacturing system” and “flexible manufacturing cell” in Scopus. These data were then examined using statistical analysis, global main path analysis, key-route main path analysis, and cluster analysis and divided into five clusters.
5.1. Conclusions
In this study, global main path analysis was used to explore the most influential topics in FMS research, and key-route main path analysis was used to examine the overall axial structure of FMS research. The results indicated that the global main path was fully manifested on the key-route main paths, indicating that each study on the global main path considerably influenced the development of FMS research. The results also indicated that early FMS research focused on analyzing the fundamental properties of FMSs and the use of mathematical modules to improve production efficiency and machine utilization. During the intermediate stage of FMS research, various algorithms were used to determine the optimal schedule configurations and thereby mitigate loading problems. In addition, the late stage of FMS research focused on clarifying the methods and connotations of flexibility evaluation and the most suitable approaches for flexibility evaluation for different FMSs. In the three years before this study, FMS research focused on performance simulation, prediction, and optimization. Valid data were clustered into the following five clusters:
- Mitigating loading problems through scheduling: Loading problems categorized by experts as nondeterministic polynomial-time hardness problems were mitigated to attain the maximum load balance and prevent loading problems.
- Facilitating decision making through simulation: Scheduling rules were used to determine how to improve the performance of FMSs under different combinations of task assignments, and various simulation methods were used to identify and evaluate the key factors of FMSs.
- FMS deadlock prevention: Various mathematical modules were used to identify and address the causes of FMS deadlocks, and different strategies were formulated to prevent deadlocks.
- FMS flexibility measurement: Appropriate methods of flexibility measurement were explored for different FMSs.
- FMS composition: Configurations of group problems were explored. Sources of production were composed of manufacturing cells, which are the basis of productivity and utilization improvement and the prevention of resource waste.
5.2. Contributions
In this study, we obtained the development trajectory of the FMS from main path analysis, and cluster analysis obtained important research topics. The contribution is as follows:
- Global main path: Studies on global and key-route main paths have entirely focused on the first and second clusters in cluster analysis, indicating that frequent discussions have been made on the scheduling methods, loading problems, and factors associated with FMSs.
- The first half of the global main path is closely associated with the first cluster, indicating that early research on FMSs focused on mitigating problems caused by a loading imbalance. The global main path of the first cluster ended in 2015, indicating that loading problems have been considerably mitigated, even though attention must continue to be paid to them.
- The second half of the global main path is associated with the second cluster, indicating that the intermediate and late stages of FMS research have focused on flexibility factors, which are essential in maximizing the efficacy of FMSs.
- Cluster analysis: Although the third, fourth, and fifth clusters were not associated with any study on the global main path, the topics they involve, namely deadlock prevention (1991–2020), flexibility measurement (1985–2019), and FMS composition (1986–2019), respectively, play a major role in FMSs. Their development histories and the origins of their main paths do not considerably differ, and these topics continue to be researched and may continue developing in different directions.
5.3. Future Suggestions
In this study, global main path analysis was used to provide an overview of FMS research. According to the results, the following suggestions were made:
- The global main path identifies the most influential literature on FMS research, and the key-route main paths indicate the overall axial structure of FMS research development. Their tail ends converge on one study, which discussed intelligent FMSs. Over the last half decade, several methods, such as machine learning and big data analysis, have been incorporated into artificial intelligence. These methods can be further examined in future studies. FMSs can be controlled using a variety of methods, thereby allowing computer systems to issue commands independently during the integration of different systems, such as during enterprise resource planning, material planning, and manufacturing execution. This technique enables easy FMS management and control, thus facilitating the operations of fully automatic factories.
- Key-route main path analysis is used to determine the points of convergence during the examination of key factors limiting the performance of FMSs. Therefore, to improve the performance of FMSs, further research must be conducted on mitigating or eliminating these limiting factors.
- There were 22 articles related to the topic of artificial intelligence (AI) between the years 2000 and 2021. In these articles, we can find that AI technology was mainly used in the establishment of databases and optimizing the control process of FMSs. However, AI has served some flexible issues in the effective implementation of FMSs, such as during the scheduling, machine loading, material handling, and decision-making stages. The study of the Fourth Industrial Revolution, combining AI with FMSs, mostly discussed how to improve production efficiency and product quality. At last, the era of artificial intelligence application trends and technical challenges is coming, and many flexible manufacturing systems will be introduced in the future.
5.4. Limitations
Based on the literature data, we collected FMS-related papers from the Scopus database and conducted a literature review. A limitation of this study was that this paper may miss some important and related papers because the database used in this paper was only Scopus. Secondly, papers about these domains are not full, and the results of the main path analysis may change when the number of papers changes. Finally, though review papers play an important role in the development of these domains, it remains controversial whether to remove review papers for main path analysis. Moreover, the results of the study can help future researchers define their research directions and understand the development trajectory of the field, which can be utilized by the modern manufacturing system.
Author Contributions
Conceptualization and methodology, Y.-W.C. and K.-Y.C.; data curation, Y.-W.C. and W.-H.S.; writing—original draft preparation, K.-Y.C.; writing—review and editing, W.-H.S.; supervision, K.-Y.C.; project administration, K.-Y.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hayes, A. Flexible Manufacturing System (FMS). Available online: https://www.investopedia.com/terms/f/flexible-manufacturing-system.asp (accessed on 10 October 2021).
- Inman, R.A. Flexible Manufacturing. Available online: https://www.referenceforbusiness.com/management/Ex-Gov/Flexible-Manufacturing.html (accessed on 3 December 2021).
- Raj, T.; Shankar, R.; Suhaib, M. A review of some issues and identification of some barriers in the implementation of FMS. Int. J. Flex. Manuf. Syst. 2007, 19, 1–40. [Google Scholar] [CrossRef]
- Kustak, A. Flexible manufacturing systems: A structural approach. Int. J. Prod. Res. 1985, 23, 1057–1073. [Google Scholar] [CrossRef]
- Browne, J.; Dubois, D.; Rathmill, K.; Seth, S.P.; Stecke, K.E. Classification of flexible manufacturing systems. FMS Mag. 1984, 2, 114–117. [Google Scholar]
- Sethi, A.K.; Sethi, S.P. Flexibility in manufacturing: A survey. Int. J. Flex. Manuf. Syst. 1990, 2, 289–328. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Yadav, A.; Jayswal, S.C. Modelling of flexible manufacturing system: A review. Int. J. Prod. Res. 2018, 56, 2464–2487. [Google Scholar] [CrossRef]
- Narkhede, B.E. Advance manufacturing strategy and firm performance: An empirical study in a developing environment of small- and medium-sized firms. BIJ 2017, 24, 62–101. [Google Scholar] [CrossRef]
- Groover, M.P. Automation, Production Systems, and Computer Integrated Manufacturing; Prentice-Hall: Upper Saddle River, NJ, USA, 1987. [Google Scholar]
- Verspagen, B. Mapping technological trajectories as patent citation networks: A study on the history of fuel cell research. Adv. Complex Syst. 2007, 10, 93–115. [Google Scholar] [CrossRef]
- Fontana, R.; Nuvolari, A.; Verspagen, B. Mapping technological trajectories as patent citation networks: An application to data communication standards. Econ. Innov. New Technol. 2009, 18, 311–336. [Google Scholar] [CrossRef]
- Consoli, D.; Mina, A. An evolutionary perspective on health innovation systems. J. Evol. Econ. 2009, 19, 297–319. [Google Scholar] [CrossRef]
- Bekkers, R.; Martinelli, A. Knowledge positions in high-tech markets: Trajectories, standards, strategies and true innovators. Technol. Forecast. Soc. Chang. 2012, 79, 1192–1216. [Google Scholar] [CrossRef]
- Lucio-Arias, D.; Leydesdorff, L. Main-path analysis and path-dependent transitions in HistCite™-based historiograms. J. Assoc. Inform. Sci. Technol. 2008, 59, 1948–1962. [Google Scholar] [CrossRef]
- Bhupatiraju, S.; Nomaler, O.; Triulzi, G.; Verspagen, B. Knowledge flows—Analyzing the core literature of innovation, entrepreneurship and science and technology studies. Res. Policy 2012, 41, 1205–1218. [Google Scholar] [CrossRef]
- Calero-Medina, C.; Noyons, E.C.M. Combining mapping and citation network analysis for a better understanding of the scientific development: The case of the absorptive capacity field. J. Inform. 2008, 2, 272–279. [Google Scholar] [CrossRef]
- Colicchia, C.; Strozzi, F. Supply chain risk management: A new methodology for a systematic literature review. Supply Chain. Manag. 2012, 17, 403–418. [Google Scholar] [CrossRef]
- Harris, J.K.; Beatty, K.E.; Lecy, J.D.; Cyr, J.M.; Shapiro, R.M. Mapping the multidisciplinary field of public health services and systems research. Am. J. Prev. Med. 2011, 41, 105–111. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.S.; Lu, L.Y.; Ho, M.H.C. A few notes on main path analysis. Scientometrics 2019, 119, 379–391. [Google Scholar] [CrossRef]
- Chuang, T.C.; Liu, J.S.; Lu, L.Y.Y.; Tseng, F.M.; Lee, Y.; Chang, C.T. The main paths of eTourism: Trends of managing tourism through Internet. Asia Pac. J. Tour. Res. 2017, 22, 213–231. [Google Scholar] [CrossRef]
- Yan, J.; Tseng, F.M.; Lu, L.Y.Y. Developmental trajectories of new energy vehicle research in economic management: Main path analysis. Technol. Forecast. Soc. Chang. 2018, 137, 168–181. [Google Scholar] [CrossRef]
- Su, W.H.; Chen, K.Y.; Lu, L.Y.; Wang, J.J. Identification of technology diffusion by citation and main paths analysis: The possibility of measuring open innovation. Open Innov. Technol. Mark. Complex. 2021, 7, 104. [Google Scholar] [CrossRef]
- Lee, M.C. A Study of the Critical Cited Decision in CAFC by Using Main Path Analysis; National Yunlin University of Science and Technology: Taiwan, China, 2012. [Google Scholar]
- Lee, J. A Survey of the Development Track and Trend of Patent Abuse Theory: A Viewpoint of Main Path Analysis; National Taiwan University of Science and Technology: Taiwan, China, 2016. [Google Scholar]
- Xu, S. A Survey of Using Main Path Analysis, Citation Analysis and Text Mining Techniques to Establish a Research Field Conceptual Development Model; Fu Jen Catholic University: Taiwan, China, 2013. [Google Scholar]
- Liu, J.S.; Lu, L.Y. An integrated approach for main path analysis: Development of the Hirsch index as an example. J. Am. Soc. Inform. Sci. Technol. 2012, 63, 528–542. [Google Scholar] [CrossRef]
- Egghe, L. An Improvement of the H-Index: The G-Index. ISSI Newslett. 2006, 2, 8–9. Available online: https://www.researchgate.net/publication/242393078 (accessed on 22 October 2021).
- Batagelj, V.; Mrvar, A. Pajek—Analysis and Visualization of Large Networks. In Graph Drawing Software. Mathematics and Visualization; Jünger, M., Mutzel, P., Eds.; Springer: Berlin/Heidelberg, Germany, 2004; Available online: https://link.springer.com/chapter/10.1007/978-3-642-18638-7_4 (accessed on 3 September 2021).
- Girvin, M.; Newman, M.E.J. Community structure in social and biological networks. Proc. Natl. Acad. Sci. USA 2002, 99, 7821–7826. [Google Scholar] [CrossRef] [PubMed]
- Buzacott, J.A.; Shanthikumar, J.G. Models for understanding flexible manufacturing systems. AIIE Trans. 1980, 12, 339–350. [Google Scholar] [CrossRef]
- Stecke, K.E.; Morin, T.L. The optimality of balancing workloads in certain types of flexible manufacturing systems. Eur. J. Oper. Res. 1985, 20, 68–82. [Google Scholar] [CrossRef]
- Stecke, K.E. A hierarchical approach to solving machine grouping and loading problems of flexible manufacturing systems. Eur. J. Oper. Res. 1986, 24, 369–378. [Google Scholar] [CrossRef]
- Chen, I.J.; Chung, C.H. Effects of loading and routing decisions on performance of flexible manufacturing systems. Int. J. Prod. Res. 1991, 29, 2209–2225. [Google Scholar] [CrossRef]
- Gunasekaran, A.; Martikainen, T.; Yli-Olli, P. Flexible manufacturing systems: An investigation for research and applications. Eur. J. Oper. Res. 1993, 66, 1–26. [Google Scholar] [CrossRef]
- Guerrero, F.; Lozano, S.; Koltai, T.; Larraneta, J. Machine loading and part type selection in flexible manufacturing systems. Int. J. Prod. Res. 1999, 37, 1303–1317. [Google Scholar] [CrossRef]
- Swarnkar, R.; Tiwari, M.K. Modeling machine loading problem of FMSs and its solution methodology using a hybrid tabu search and simulated annealing-based heuristic approach. Robot. Comput. Integr. Manuf. 2004, 20, 199–209. [Google Scholar] [CrossRef]
- Nagarjuna, N.; Mahesh, O.; Rajagopal, K. A heuristic based on multi-stage programming approach for machine-loading problem in a flexible manufacturing system. Robot. Comput. Integr. Manuf. 2006, 22, 342–352. [Google Scholar] [CrossRef]
- Raj, T.; Shankar, R.; Suhaib, M. An ISM approach for modelling the enablers of flexible manufacturing system: The case for India. Int. J. Product. Res. 2008, 46, 6883–6912. [Google Scholar] [CrossRef]
- Raj, T.; Attri, R.; Jain, V. Modelling the factors affecting flexibility in FMS. Int. J. Indust. Syst. Eng. 2012, 11, 350–374. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Evaluation of flexibility in FMS by VIKOR methodology. Int. J. Indust. Syst. Eng. 2014, 18, 483–498. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. A hybrid approach using ISM and modified TOPSIS for the evaluation of flexibility in FMS. Int. J. Indust. Syst. Eng. 2015, 19, 389–406. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Evaluating the intensity of variables affecting flexibility in FMS by graph theory and matrix approach. Int. J. Indust. Syst. Eng. 2015, 19, 137–154. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Modeling and analysis of FMS flexibility factors by TISM and fuzzy MICMAC. Int. J. Syst. Assur. Eng. Manag. 2015, 6, 350–371. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Modeling and analysis of FMS performance variables by ISM, SEM and GTMA approach. Int. J. Prod. Econom. 2016, 171, 84–96. [Google Scholar] [CrossRef]
- Yadav, A.; Jayswal, S.C. Evaluation of batching and layout on the performance of flexible manufacturing system. Int. J. Adv. Manuf. Technol. 2019, 101, 1435–1449. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Y.; Ran, Y.; Zhang, G. Stochastic models for performance analysis of multistate flexible manufacturing cells. J. Manuf. Syst. 2020, 55, 94–108. [Google Scholar] [CrossRef]
- Chan, F.T.; Swarnkar, R. Ant colony optimization approach to a fuzzy goal programming model for a machine tool selection and operation allocation problem in an FMS. Robot. Comput. Integr. Manuf. 2006, 22, 353–362. [Google Scholar] [CrossRef]
- Rao, R.V. Flexible manufacturing system selection using an improved compromise ranking method. Int. J. Indust. Syst. Eng. 2009, 4, 198–215. [Google Scholar] [CrossRef]
- Maniya, K.D.; Bhatt, M.G. The selection of flexible manufacturing system using preference selection index method. Int. J. Indust. Syst. Eng. 2011, 9, 330–349. [Google Scholar] [CrossRef]
- Singholi, A.; Ali, M.; Sharma, C. Impact of manufacturing flexibility on FMS performance: A simulation study. Int. J. Indust. Syst. Eng. 2012, 10, 96–116. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. An adaptive neuro-fuzzy inference system for makespan estimation of flexible manufacturing system assembly shop: A case study. Int. J. Syst. Assur. Eng. Manag. 2018, 9, 1302–1314. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Study of issues related to constraints in FMS by ISM, fuzzy ISM and TISM. Int. J. Indust. Syst. Eng. 2021, 37, 197–221. [Google Scholar] [CrossRef]
- Yadav, A.; Jayswal, S.C. An analytical and simulation approach for modeling flexible manufacturing system. IOP Conf. Ser. Mater. Sci. Eng. 2018, 404, 012025. [Google Scholar] [CrossRef]
- Shanker, K.; Tzen, Y.J.J. A loading and dispatching problem in a random flexible manufacturing system. Int. J. Prod. Res. 1985, 23, 579–595. [Google Scholar] [CrossRef]
- Stecke, K.E.; Solberg, J.J. The optimality of unbalancing both workloads and machine group sizes in closed queueing networks of multiserver queues. Oper. Res. 1985, 33, 882–910. [Google Scholar] [CrossRef]
- Berrada, M.; Stecke, K.E. A branch and bound approach for machine load balancing in flexible manufacturing systems. Manag. Sci. 1986, 32, 1316–1335. [Google Scholar] [CrossRef]
- Stecke, K.E.; Kim, I. Performance evaluation for systems of pooled machines of unequal sizes: Unbalancing versus balancing. Eur. J. Oper. Res. 1989, 42, 22–38. [Google Scholar] [CrossRef]
- Stecke, K.E.; Kim, I. A flexible approach to part type selection in flexible flow systems using part mix ratios. Int. J. Prod. Res. 1991, 29, 53–75. [Google Scholar] [CrossRef]
- Stecke, K.E.; Raman, N. Production planning decisions in flexible manufacturing systems with random material flows. IIE Trans. 1994, 26, 2–17. [Google Scholar] [CrossRef]
- Nayak, G.K.; Acharya, D. Part type selection, machine loading and part type volume determination problems in FMS planning. Int. J. Prod. Res. 1998, 36, 1801–1824. [Google Scholar] [CrossRef]
- Kumar, N.; Shanker, K. A genetic algorithm for FMS part type selection and machine loading. Int. J. Prod. Res. 2000, 38, 3861–3887. [Google Scholar] [CrossRef]
- Kumar, N.; Shanker, K. Comparing the effectiveness of workload balancing objectives in FMS loading. Int. J. Prod. Res. 2001, 39, 843–871. [Google Scholar] [CrossRef]
- Kim, J.Y.; Kim, Y.K. Multileveled symbiotic evolutionary algorithm: Application to FMS loading problems. Appl. Intell. 2005, 22, 233. [Google Scholar] [CrossRef]
- Prakash, A.; Khilwani, N.; Tiwari, M.K.; Cohen, Y. Modified immune algorithm for job selection and operation allocation problem in flexible manufacturing systems. Adv. Eng. Softw. 2008, 39, 219–232. [Google Scholar] [CrossRef]
- Yogeswaran, M.; Ponnambalam, S.G.; Tiwari, M.K. An efficient hybrid evolutionary heuristic using genetic algorithm and simulated annealing algorithm to solve machine loading problem in FMS. Int. J. Prod. Res. 2009, 47, 5421–5448. [Google Scholar] [CrossRef]
- Basnet, C. A hybrid genetic algorithm for a loading problem in flexible manufacturing systems. Int. J. Prod. Res. 2012, 50, 707–718. [Google Scholar] [CrossRef]
- Mahmudy, W.F.; Mariana, R.M.; Luong, L.H. Hybrid Genetic Algorithms for Multi-period Part Type Selection and Machine Loading Problems in Flexible Manufacturing System. In Proceedings of the 2013 IEEE International Conference on Computational Intelligence and Cybernetics, Yogyakarta, Indonesia, 3–4 December 2013. [Google Scholar]
- Mahmudy, W.F. Optimization of Part Type Selection and Machine Loading Problems in Flexible Manufacturing System Using variable Neighborhood Search. IAENG Int. J. Comput. Sci. 2015, 42, 254–264. Available online: https://www.iaeng.org/IJCS/issues_v42/issue_3/IJCS_42_3_10.pdf (accessed on 16 November 2021).
- Wu, S.Y.D.; Wysk, R.A. Multi-pass expert control system-a control/scheduling structure for flexible manufacturing cells. J. Manuf. Syst. 1988, 7, 107–120. [Google Scholar] [CrossRef]
- Wu, S.Y.D.; Wysk, R.A. An application of discrete-event simulation to on-line control and scheduling in flexible manufacturing. Int. J. Prod. Res. 1989, 27, 1603–1623. [Google Scholar] [CrossRef]
- Ishii, N.; Talavage, J.J. A transient-based real-time scheduling algorithm in FMS. Int. J. Prod. Res. 1991, 29, 2501–2520. [Google Scholar] [CrossRef]
- Arzi, Y.; Iaroslavitz, L. Neural network-based adaptive production control system for a flexible manufacturing cell under a random environment. IIE Trans. 1999, 31, 217–230. [Google Scholar] [CrossRef]
- Shnits, B.; Rubinovitz, J.; Sinreich, D. Multicriteria dynamic scheduling methodology for controlling a flexible manufacturing system. Int. J. Prod. Res. 2004, 42, 3457–3472. [Google Scholar] [CrossRef]
- Chan, F.T.; Bhagwat, R.; Wadhwa, S. Flexibility performance: Taguchi’s method study of physical system and operating control parameters of FMS. Robot. Comput. Integr. Manuf. 2007, 23, 25–37. [Google Scholar] [CrossRef]
- Peterson, J.L. Petri nets*. ACM Comput. Surveys. 1977, 9, 223–252. [Google Scholar] [CrossRef]
- Wysk, R.A.; Yang, N.S.; Joshi, S. Detection of deadlocks in flexible manufacturing cells. IEEE Trans. Robot. Autom. 1991, 7, 853–859. [Google Scholar] [CrossRef]
- Wysk, R.A.; Yang, N.S.; Joshi, S. Resolution of deadlocks in flexible manufacturing systems: Avoidance and recovery approaches. J. Manuf. Syst. 1994, 13, 128–138. [Google Scholar] [CrossRef]
- Lawley, M.; Reveliotis, S.; Ferreira, P. Design guidelines for deadlock-handling strategies in flexible manufacturing systems. Int. J. Flex. Manuf. Syst. 1997, 9, 5–30. [Google Scholar] [CrossRef]
- Uzam, M. An optimal deadlock prevention policy for flexible manufacturing systems using Petri net models with resources and the theory of regions. Int. J. Adv. Manuf. Technol. 2002, 19, 192–208. [Google Scholar] [CrossRef]
- Uzam, M. The use of the Petri net reduction approach for an optimal deadlock prevention policy for flexible manufacturing systems. Int. J. Adv. Manuf. Technol. 2004, 23, 204–219. [Google Scholar] [CrossRef]
- Uzam, M.; Zhou, M. An improved iterative synthesis method for liveness enforcing supervisors of flexible manufacturing systems. Int. J. Prod. Res. 2006, 44, 1987–2030. [Google Scholar] [CrossRef]
- Liu, D.; Li, Z.; Zhou, M. Liveness of an extended S3PR. Automatica 2010, 46, 1008–1018. [Google Scholar] [CrossRef]
- Liu, D.; Li, Z.; Zhou, M. A parameterized liveness and ratio-enforcing supervisor for a class of generalized Petri nets. Automatica 2013, 49, 3167–3179. [Google Scholar] [CrossRef]
- Huang, B.; Zhou, M.; Zhang, G. Synthesis of Petri net supervisors for FMS via redundant constraint elimination. Automatica 2015, 61, 156–163. [Google Scholar] [CrossRef]
- Liu, H.X.; Wu, W.M.; Su, H.Y.; Ding, H. Application of Selection of Siphon Basis to Deadlock Control of Manufacturing Systems. Kongzhi Lilun Yu Yingyong/Control Theory Appl. 2016, 33, 1345–1351. Available online: https://www.scimagojr.com/journalsearch.php?q=12585&tip=sid (accessed on 3 December 2021).
- Jafarinejad, F.; Pouyan, A.A. A modular supervisory control design of discrete event systems. J. Adv. Manuf. Syst. 2017, 16, 171–184. [Google Scholar] [CrossRef]
- Cong, X.; Gu, C.; Uzam, M.; Chen, Y.; Al-Ahmari, A.M.; Wu, N.; Zhou, M.; Li, Z. Design of optimal Petri net supervisors for flexible manufacturing systems via weighted inhibitor arcs. Asian J. Control 2018, 20, 511–530. [Google Scholar] [CrossRef]
- Li, S.Y.; Sun, Z.D.; Cai, Y.; Hou, C.Q.; Han, X.L.; Ma, B.S. Deadlock control policy using control transitions for flexible manufacturing systems. Kongzhi Lilun Yu Yingyong/Control Theory Appl. 2019, 36, 795–802. [Google Scholar]
- Shaoyong, L.; Chunrun, Z. A deadlock control algorithm using control transitions for flexible manufacturing systems modelling with Petri nets. Int. J. Syst. Sci. 2020, 51, 771–785. [Google Scholar] [CrossRef]
- Muramatsu, R.; Ishii, K.; Takahashi, K. Some ways to increase flexibility in manufacturing systems. Int. J. Prod. Res. 1985, 23, 691–703. [Google Scholar] [CrossRef]
- Yilmaz, O.S.; Davis, R.P. Flexible manufacturing systems: Characteristics and assessment. Eng. Manag. Int. 1987, 4, 209–212. [Google Scholar] [CrossRef]
- Gupta, Y.P.; Goyal, S. Flexibility of manufacturing systems: Concepts and measurements. Eur. J. Oper. Res. 1989, 43, 119–135. [Google Scholar] [CrossRef]
- Chen, I.J.; Chung, C.H. An examination of flexibility measurements and performance of flexible manufacturing systems. Int. J. Prod. Res. 1996, 34, 379–394. [Google Scholar] [CrossRef]
- De Toni, A.; Tonchia, S. Manufacturing flexibility: A literature review. Int. J. Prod. Res. 1998, 36, 1587–1617. [Google Scholar] [CrossRef]
- Koste, L.L.; Malhotra, M.K. A theoretical framework for analyzing the dimensions of manufacturing flexibility. J. Oper. Manag. 1999, 18, 75–93. [Google Scholar] [CrossRef]
- Koste, L.L.; Malhotra, M.K.; Sharma, S. Measuring dimensions of manufacturing flexibility. J. Oper. Manag. 2004, 22, 171–196. [Google Scholar] [CrossRef]
- Rogers, P.P.; Ojha, D.; White, R.E. Conceptualising complementarities in manufacturing flexibility: A comprehensive view. Int. J. Prod. Res. 2011, 49, 3767–3793. [Google Scholar] [CrossRef]
- Jain, A.; Jain, P.K.; Chan, F.T.; Singh, S. A review on manufacturing flexibility. Int. J. Prod. Res. 2013, 51, 5946–5970. [Google Scholar] [CrossRef]
- Yu, K.; Cadeaux, J.; Luo, B.N. Operational flexibility: Review and meta-analysis. Int. J. Prod. Econom. 2015, 169, 190–202. [Google Scholar] [CrossRef]
- Palominos, P.; Quezada, L.E.; Gonzalez, M.A. Incorporating the voice of the client in establishing the flexibility requirement in a production system. Int. J. Prod. Econom. 2019, 211, 34–43. [Google Scholar] [CrossRef]
- Kumar, K.R.; Kusiak, A.; Vannelli, A. Grouping of parts and components in flexible manufacturing systems. Eur. J. Oper. Res. 1986, 24, 387–397. [Google Scholar] [CrossRef]
- Kusiak, A. EXGT-S: A knowledge based system for group technology. Int. J. Prod. Res. 1998, 26, 887–904. [Google Scholar] [CrossRef]
- Srinivasan, G.; Narendran, T.T. GRAFICS—A nonhierarchical clustering algorithm for group technology. Int. J. Prod. Res. 1991, 29, 463–478. [Google Scholar] [CrossRef]
- Cheng, C.H.; Gupta, Y.P.; Lee, W.H.; Wong, K.F. A TSP-based heuristic for forming machine groups and part families. Int. J. Prod. Res. 1998, 36, 1325–1337. [Google Scholar] [CrossRef]
- Wu, T.H.; Chung, S.H.; Chang, C.C. A water flow-like algorithm for manufacturing cell formation problems. Eur. J. Oper. Res. 2010, 205, 346–360. [Google Scholar] [CrossRef]
- Boutsinas, B. Machine-part cell formation using biclustering. Eur. J. Oper. Res. 2013, 230, 563–572. [Google Scholar] [CrossRef]
- Pinheiro, R.G.; Martins, I.C.; Protti, F.; Ochi, L.S.; Simonetti, L.G.; Subramanian, A. On solving manufacturing cell formation via bicluster editing. Eur. J. Oper. Res. 2016, 254, 769–779. [Google Scholar] [CrossRef]
- Bychkov, I.; Batsyn, M. An efficient exact model for the cell formation problem with a variable number of production cells. Comput. Oper. Res. 2018, 91, 112–120. [Google Scholar] [CrossRef]
- Chaudhuri, B.; Jana, R.K.; Sharma, D.K.; Dan, P.K. A goal programming embedded genetic algorithm for multi-objective manufacturing cell design. Int. J. Appl. Decis. Sci. 2019, 12, 98–114. [Google Scholar] [CrossRef]
Figure 1.
SPLC weight calculation.

Figure 2.
Histogram of the number of studies on FMSs.

Figure 3.
Global main path of FMS research.

Figure 4.
Key-route main path of FMS research.

Figure 5.
Global main path of solving loading problems through scheduling.

Figure 6.
Global main path of decision-making facilitation through simulation.

Figure 7.
Global main path of FMS deadlock prevention.

Figure 8.
Global main path of FMS flexibility measurement.

Figure 9.
Global main path of FMS composition.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Top 20 journals on FMS development.
| g-Index Ranking | h-Index Ranking | Journal | g-Index | h-Index | Active Year | Total Papers | Papers after 2000 |
|---|---|---|---|---|---|---|---|
| 1 | 1 | International journal of production research | 106 | 72 | 1984~2020 | 577 | 280 |
| 2 | 2 | European journal of operational research | 78 | 45 | 1982~2021 | 168 | 61 |
| 3 | 3 | International journal of production economics | 64 | 37 | 1991~2020 | 106 | 63 |
| 4 | 4 | International journal of advanced manufacturing technology | 60 | 36 | 1996~2020 | 213 | 178 |
| 5 | 6 | IEEE transactions on robotics and automation | 60 | 33 | 1989~2004 | 60 | 22 |
| 6 | 12 | CIRP annals—manufacturing technology | 59 | 25 | 1981~2013 | 61 | 18 |
| 7 | 10 | Robotics and computer-integrated manufacturing | 58 | 30 | 1992~2020 | 77 | 66 |
| 8 | 5 | IIE transactions (institute of industrial engineers) | 56 | 35 | 1983~2016 | 90 | 27 |
| 9 | 8 | Computers and industrial engineering | 56 | 32 | 1983~2020 | 170 | 70 |
| 10 | 7 | International journal of flexible manufacturing systems | 54 | 33 | 1994~2008 | 124 | 61 |
| 11 | 9 | Journal of intelligent manufacturing | 51 | 30 | 1995~2020 | 74 | 51 |
| 12 | 13 | Computers in industry | 51 | 25 | 1986~2019 | 70 | 21 |
| 13 | 11 | Journal of manufacturing systems | 50 | 29 | 1982~2021 | 70 | 30 |
| 14 | 17 | Computers and operations research | 32 | 19 | 1987~2018 | 32 | 24 |
| 15 | 20 | Production planning and control | 31 | 16 | 1992~2019 | 49 | 22 |
| 16 | 23 | Journal of materials processing technology | 31 | 15 | 1996~2020 | 31 | 19 |
| 17 | 15 | Operations research | 27 | 22 | 1985~2016 | 27 | 4 |
| 18 | 18 | IEEE transactions on automation science and engineering | 25 | 18 | 2006~2021 | 25 | 25 |
| 19 | 28 | Journal of the operational research society | 25 | 13 | 1986~2018 | 30 | 7 |
| 20 | 22 | Journal of manufacturing technology management | 24 | 15 | 2004~2020 | 33 | 33 |
| Total | 2087 | 1082 |
Table 2.
Statistics of the top five clusters in cluster analysis.
| Cluster Topic | Solving Loading Problems through Scheduling | Facilitating Decision Making through Simulation | FMS Deadlock Prevention | FMS Flexibility Measurement | Flexible Manufacturing Cell | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Number of Studies | 554 | 518 | 502 | 381 | 262 | |||||
| Keyword/ratio | Scheduling | 0.33 | Scheduling | 0.47 | Petri nets | 0.78 | Manufacturing flexibility | 0.23 | Cellular manufacturing | 0.56 |
| Mathematical models | 0.21 | Computer simulation | 0.29 | Deadlock prevention | 0.30 | Manufacture | 0.19 | Group technology | 0.29 | |
| Optimization | 0.21 | Production control | 0.19 | Siphons | 0.30 | Industrial research | 0.14 | Algorithms | 0.22 | |
| Algorithms | 0.19 | Optimization | 0.14 | Supervisory personnel | 0.19 | Mathematical models | 0.13 | Optimization | 0.21 | |
| Production control | 0.18 | Decision making | 0.13 | Manufacture | 0.19 | Strategic planning | 0.12 | Cells | 0.21 | |
| Heuristic methods | 0.18 | Mathematical models | 0.13 | Graph theory | 0.18 | Flexibility | 0.10 | Cytology | 0.19 | |
| Problem solving | 0.17 | Algorithms | 0.11 | Algorithms | 0.17 | Production control | 0.10 | Cellular manufacturing systems | 0.16 | |
| Computer simulation | 0.14 | Genetic algorithms | 0.10 | Deadlock prevention policy | 0.15 | Competition | 0.09 | Cell formation | 0.16 | |
| Machine tools | 0.14 | Manufacture | 0.09 | Computer system recovery | 0.14 | Production engineering | 0.09 | Genetic algorithms | 0.15 | |
| Integer programming | 0.12 | Process control | 0.08 | Integer programming | 0.13 | Decision making | 0.08 | Cellular manufacturing | 0.15 | |
| Word cloud |  |  |  |  |  | |||||
| Growth trajectory |  |  |  |  |  | |||||
The ratio indicates the frequency of a keyword appearing in studies in a specific cluster (keyword/number of studies in the cluster). The keyword with the greatest ratio in each cluster was “flexible manufacturing system,” which was removed to highlight the key points in each cluster.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chen, Y.-W.; Su, W.-H.; Chen, K.-Y. The Academic Development Trajectories and Applications of Flexible Manufacturing Systems Based on Main Path Analysis Method. Processes 2023, 11, 1297. https://doi.org/10.3390/pr11041297
AMA Style
Chen Y-W, Su W-H, Chen K-Y. The Academic Development Trajectories and Applications of Flexible Manufacturing Systems Based on Main Path Analysis Method. Processes. 2023; 11(4):1297. https://doi.org/10.3390/pr11041297
Chicago/Turabian StyleChen, Yun-Wen, Wei-Hao Su, and Kai-Ying Chen. 2023. "The Academic Development Trajectories and Applications of Flexible Manufacturing Systems Based on Main Path Analysis Method" Processes 11, no. 4: 1297. https://doi.org/10.3390/pr11041297
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.