
Fixed Bed Batch Slow Pyrolysis Process for Polystyrene Waste Recycling

 , ,
, ,
Abstract
:1. Introduction
1.1. Motivation and Challenges
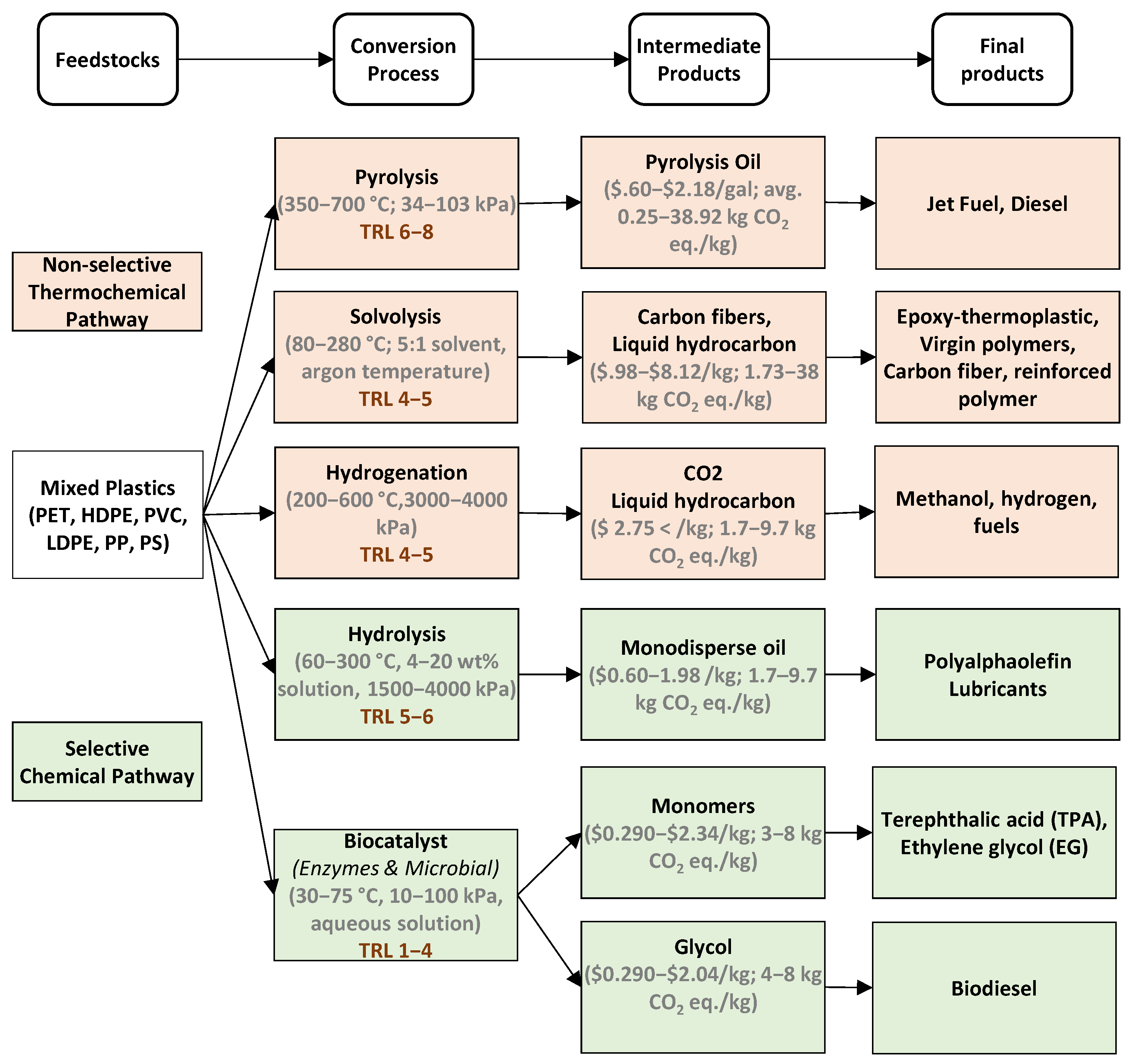
1.2. Background
1.3. Study Focus and Objectives
2. Materials and Methods
2.1. Pretreatment Processes
2.2. Pyrolysis Conversion Process
2.3. Thermogravimetric Analysis (TGA) and Differential Scanning Calorimetry (DSC)
2.4. Pyrolysis Oil and Char Analysis
3. Results and Discussion
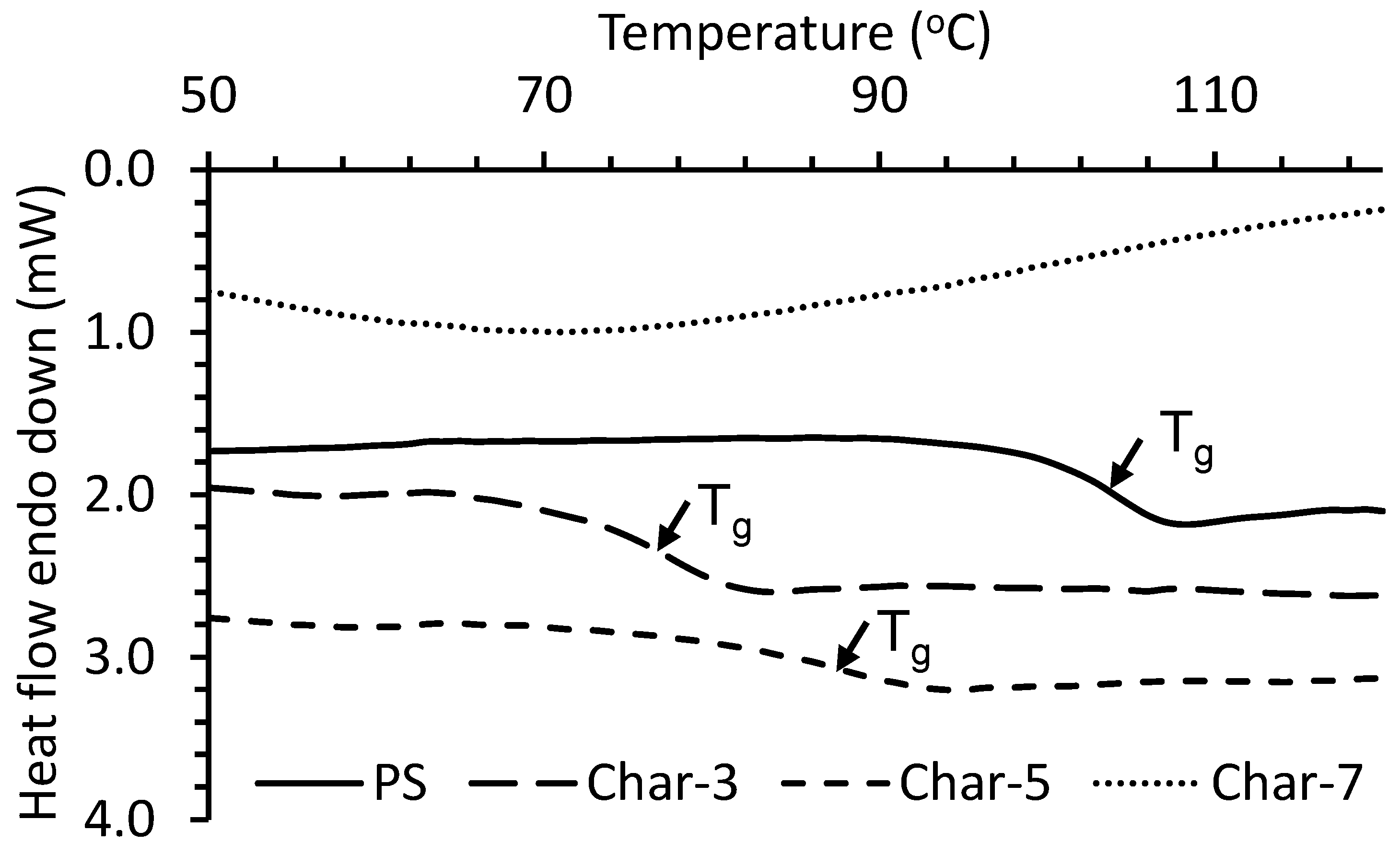
3.1. Thermal Analysis
3.2. Product Yield
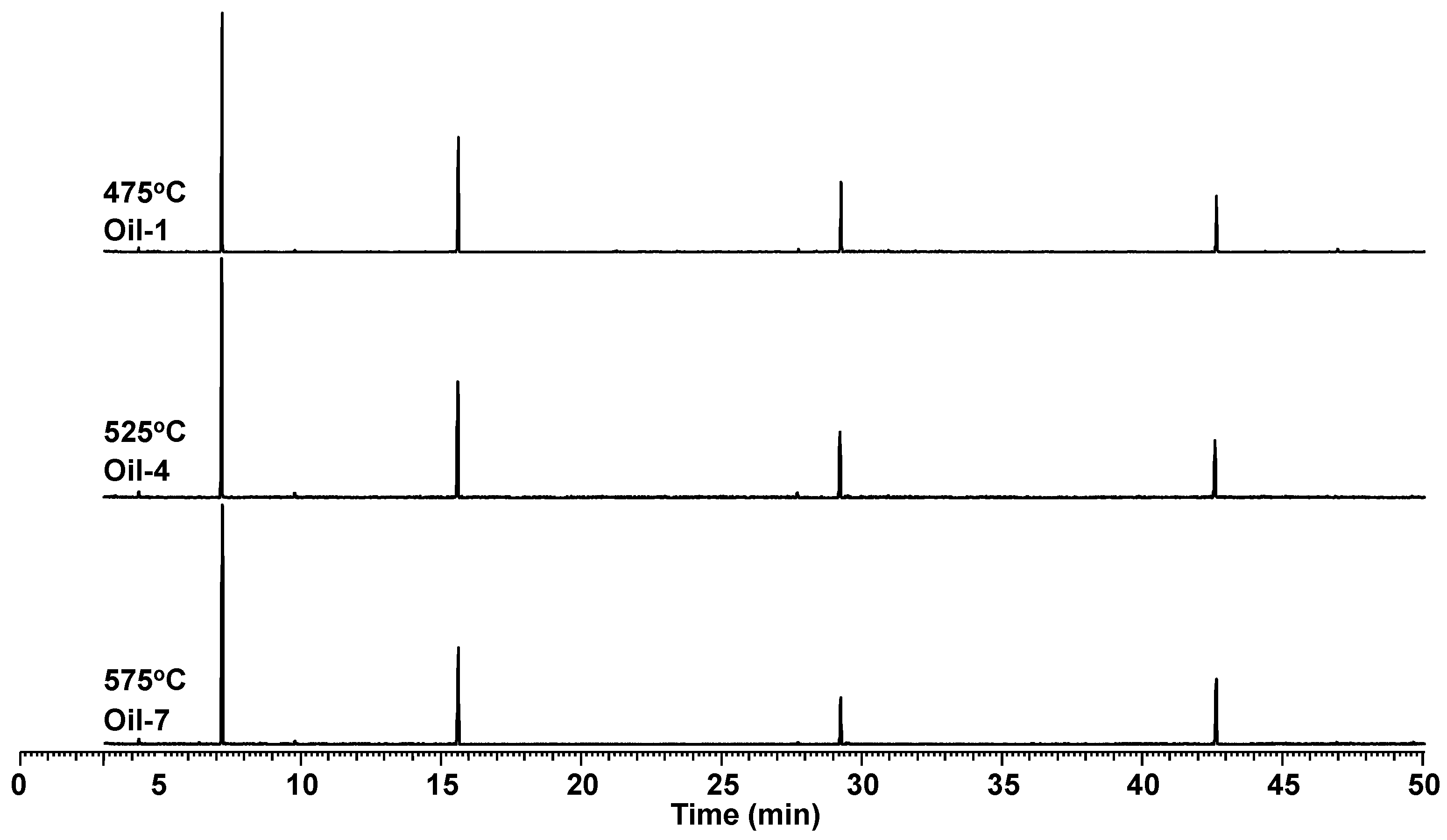
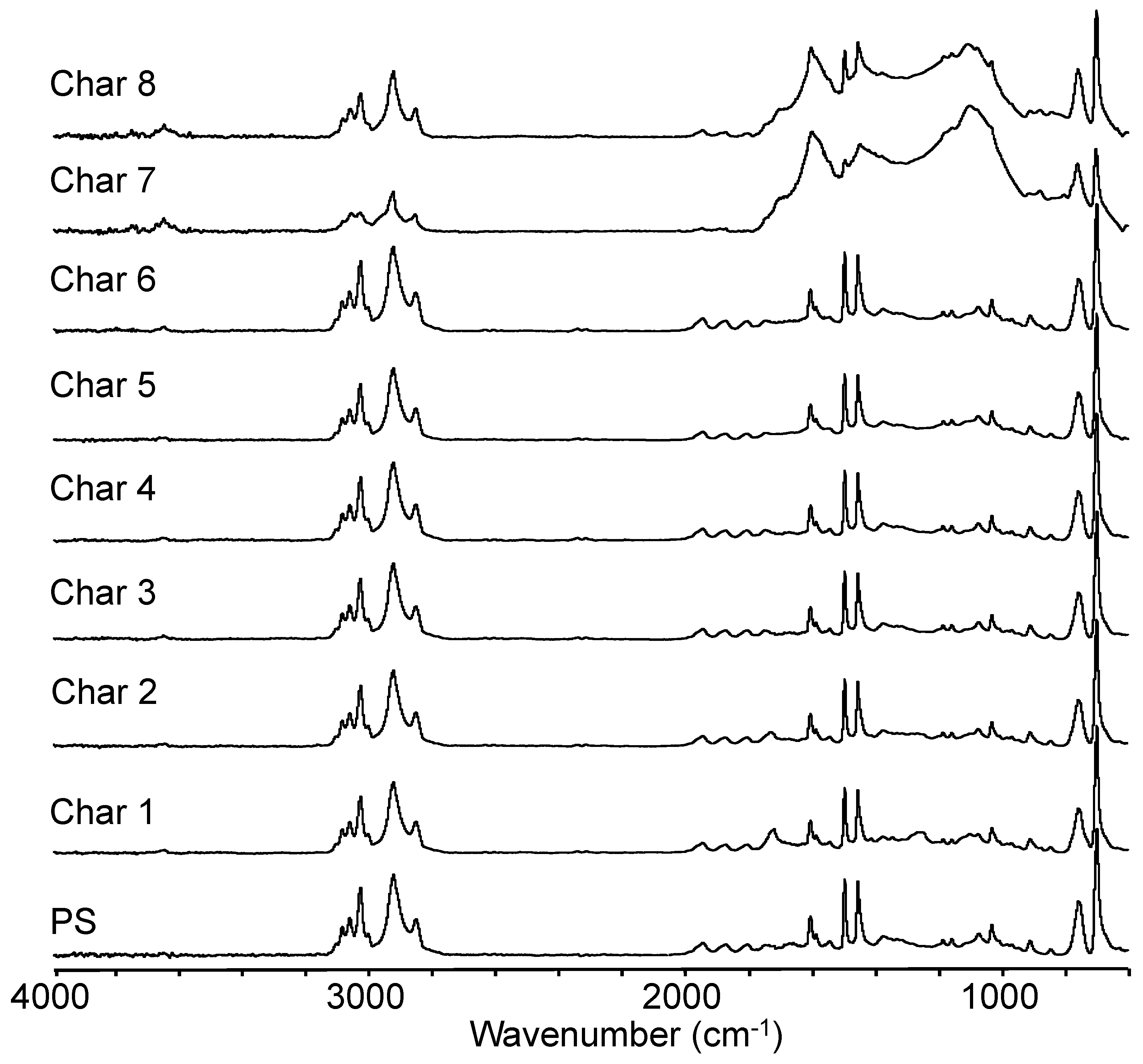
3.3. Product Characterization Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- U.S. Environmental Protection Agency. Advancing Sustainable Materials Management: Facts and Figures Report; U.S. Environmental Protection Agency: Washington, DC, USA, 2020.
- Payne, J.; Jones, M.D. The Chemical Recycling of Polyesters for a Circular Plastics Economy: Challenges and Emerging Opportunities. ChemSusChem 2021, 14, 4041–4070. [Google Scholar] [CrossRef]
- DOE U.S. Department of Energy. DOE Invests $13.4 Million to Combat Plastic Waste, Reduce Plastic Industry Emissions; U.S. Department of Energy: Washington, DC, USA, 2022.
- U.S. Environmental Protection Agency. United States Federal Strategy for Addressing the Global Issue of Marine Litter; U.S. Environmental Protection Agency: Washington, DC, USA, 2020; p. 24.
- Sikdar, S.; Siddaiah, A.; Menezes, P.L. Conversion of Waste Plastic to Oils for Tribological Applications. Lubricants 2020, 8, 78. [Google Scholar] [CrossRef]
- Vollmer, I.; Jenks, M.J.F.; Roelands, M.C.P.; White, R.J.; van Harmelen, T.; de Wild, P.; van der Laan, G.P.; Meirer, F.; Keurentjes, J.T.F.; Weckhuysen, B.M. Beyond Mechanical Recycling: Giving New Life to Plastic Waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [Green Version]
- DOE U.S. Department of Energy. Plastics Innovation Challenge Draft Roadmap; U.S. Department of Energy: Washington, DC, USA, 2021; p. 31. Available online: https://www.energy.gov/sites/default/files/2021/01/f82/Plastics%20Innovation%20Challenge%20Draft%20Roadmap.pdf (accessed on 20 November 2022).
- Tzinis, I. Technology Readiness Level. Available online: http://www.nasa.gov/directorates/heo/scan/engineering/technology/technology_readiness_level (accessed on 20 November 2022).
- Solis, M.; Silveira, S. Technologies for Chemical Recycling of Household Plastics—A Technical Review and TRL Assessment. Waste Manag. 2020, 105, 128–138. [Google Scholar] [CrossRef]
- Hackler, R.A.; Vyavhare, K.; Kennedy, R.M.; Celik, G.; Kanbur, U.; Griffin, P.J.; Sadow, A.D.; Zang, G.; Elgowainy, A.; Sun, P.; et al. Synthetic Lubricants Derived from Plastic Waste and Their Tribological Performance. ChemSusChem 2021, 14, 4181–4189. [Google Scholar] [CrossRef] [PubMed]
- Ugduler, S.; Van Geem, K.M.; Roosen, M.; Delbeke, E.I.P.; De Meester, S. Challenges and Opportunities of Solvent-Based Additive Extraction Methods for Plastic Recycling. Waste Manag. 2020, 104, 148–182. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.; Rorrer, N.A.; Nicholson, S.R.; Erickson, E.; DesVeaux, J.S.; Avelino, A.F.T.; Lamers, P.; Bhatt, A.; Zhang, Y.; Avery, G.; et al. Techno-Economic, Life-Cycle, and Socioeconomic Impact Analysis of Enzymatic Recycling of Poly(Ethylene Terephthalate). Joule 2021, 5, 2479–2503. [Google Scholar] [CrossRef]
- Billen, P.; Khalifa, L.; Van Gerven, F.; Tavernier, S.; Spatari, S. Technological Application Potential of Polyethylene and Polystyrene Biodegradation by Macro-Organisms Such as Mealworms and Wax Moth Larvae. Sci. Total Environ. 2020, 735, 139521. [Google Scholar] [CrossRef]
- Roux, M.; Varrone, C. Assessing the Economic Viability of the Plastic Biorefinery Concept and Its Contribution to a More Circular Plastic Sector. Polymers 2021, 13, 3883. [Google Scholar] [CrossRef] [PubMed]
- Chhabra, V.; Parashar, A.; Shastri, Y.; Bhattacharya, S. Techno-Economic and Life Cycle Assessment of Pyrolysis of Unsegregated Urban Municipal Solid Waste in India. Ind. Eng. Chem. Res. 2021, 60, 1473–1482. [Google Scholar] [CrossRef]
- Almohamadi, H.; Alamoudi, M.; Ahmed, U.; Shamsuddin, R.; Smith, K. Producing Hydrocarbon Fuel from the Plastic Waste: Techno-Economic Analysis. Korean J. Chem. Eng. 2021. [Google Scholar] [CrossRef]
- Pacheco-López, A.; Lechtenberg, F.; Somoza-Tornos, A.; Graells, M.; Espuña, A. Economic and Environmental Assessment of Plastic Waste Pyrolysis Products and Biofuels as Substitutes for Fossil-Based Fuels. Front. Energy Res. 2021, 9, 676233. [Google Scholar] [CrossRef]
- Neha, S.; Prasanna Kumar Ramesh, K.; Remya, N. Techno-Economic Analysis and Life Cycle Assessment of Microwave Co-Pyrolysis of Food Waste and Low-Density Polyethylene. Sustain. Energy Technol. Assess. 2022, 52, 102356. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Greco, S.; Tosto, C.; Cicala, G. LCA and LCC of a Chemical Recycling Process of Waste CF-Thermoset Composites for the Production of Novel CF-Thermoplastic Composites. Open Loop and Closed Loop Scenarios. J. Clean. Prod. 2021, 304, 127158. [Google Scholar] [CrossRef]
- Chaudhari, U.S.; Lin, Y.; Thompson, V.S.; Handler, R.M.; Pearce, J.M.; Caneba, G.; Muhuri, P.; Watkins, D.; Shonnard, D.R. Systems Analysis Approach to Polyethylene Terephthalate and Olefin Plastics Supply Chains in the Circular Economy: A Review of Data Sets and Models. ACS Sustain. Chem. Eng. 2021, 9, 7403–7421. [Google Scholar] [CrossRef]
- Khalil, Y.F. Comparative Environmental and Human Health Evaluations of Thermolysis and Solvolysis Recycling Technologies of Carbon Fiber Reinforced Polymer Waste. Waste Manag. 2018, 76, 767–778. [Google Scholar] [CrossRef] [PubMed]
- Kawajiri, K.; Kobayashi, M. Cradle-to-Gate Life Cycle Assessment of Recycling Processes for Carbon Fibers: A Case Study of Ex-Ante Life Cycle Assessment for Commercially Feasible Pyrolysis and Solvolysis Approaches. J. Clean. Prod. 2022, 378, 134581. [Google Scholar] [CrossRef]
- Zhao, X.; You, F. Consequential Life Cycle Assessment and Optimization of High-Density Polyethylene Plastic Waste Chemical Recycling. ACS Sustain. Chem. Eng. 2021, 9, 12167–12184. [Google Scholar] [CrossRef]
- Lu, J.-S.; Chang, Y.; Poon, C.-S.; Lee, D.-J. Slow Pyrolysis of Municipal Solid Waste (MSW): A Review. Bioresour. Technol. 2020, 312, 123615. [Google Scholar] [CrossRef]
- Honus, S.; Kumagai, S.; Fedorko, G.; Molnár, V.; Yoshioka, T. Pyrolysis Gases Produced from Individual and Mixed PE, PP, PS, PVC, and PET—Part I: Production and Physical Properties. Fuel 2018, 221, 346–360. [Google Scholar] [CrossRef]
- Nanda, S.; Berruti, F. Thermochemical Conversion of Plastic Waste to Fuels: A Review. Environ. Chem. Lett. 2021, 19, 123–148. [Google Scholar] [CrossRef]
- Wang, Z.; Burra, K.G.; Lei, T.; Gupta, A.K. Co-Pyrolysis of Waste Plastic and Solid Biomass for Synergistic Production of Biofuels and Chemicals-A Review. Prog. Energy Combust. Sci. 2021, 84, 100899. [Google Scholar] [CrossRef]
- Das, P.; Tiwari, P. The Effect of Slow Pyrolysis on the Conversion of Packaging Waste Plastics (PE and PP) into Fuel. Waste Manag. 2018, 79, 615–624. [Google Scholar] [CrossRef]
- Pan, D.; Su, F.; Liu, C.; Guo, Z. Research Progress for Plastic Waste Management and Manufacture of Value-Added Products. Adv. Compos. Hybrid Mater. 2020, 3, 1–19. [Google Scholar] [CrossRef]
- Mortezaeikia, V.; Tavakoli, O.; Khodaparasti, M.S. A Review on Kinetic Study Approach for Pyrolysis of Plastic Wastes Using Thermogravimetric Analysis. J. Anal. Appl. Pyrolysis 2021, 160, 105340. [Google Scholar] [CrossRef]
- Lu, C.; Xiao, H.; Chen, X. Simple Pyrolysis of Polystyrene into Valuable Chemicals. e-Polymers 2021, 21, 428–432. [Google Scholar] [CrossRef]
- Kiran, N.; Ekinci, E.; Snape, C.E. Recyling of Plastic Wastes via Pyrolysis. Resour. Conserv. Recycl. 2000, 29, 273–283. [Google Scholar] [CrossRef]
- Nisar, J.; Ali, G.; Shah, A.; Iqbal, M.; Khan, R.A.; Sirajuddin; Anwar, F.; Ullah, R.; Akhter, M.S. Fuel Production from Waste Polystyrene via Pyrolysis: Kinetics and Products Distribution. Waste Manag. 2019, 88, 236–247. [Google Scholar] [CrossRef]
- Janković, B.; Manić, N. Kinetic Analysis and Reaction Mechanism of P-Alkoxybenzyl Alcohol ([4-(Hydroxymethyl)Phenoxymethyl]Polystyrene) Resin Pyrolysis: Revealing New Information on Thermal Stability. Polym. Degrad. Stab. 2021, 189, 109606. [Google Scholar] [CrossRef]
- Wu, C.-H.; Chang, C.-Y.; Hor, J.-L.; Shih, S.-M.; Chen, L.-W.; Chang, F.-W. On the Thermal Treatment of Plastic Mixtures of MSW: Pyrolysis Kinetics. Waste Manag. 1993, 13, 221–235. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F. Pyrolysis of Synthetic Polymers and Plastic Wastes. Kinetic Study. Fuel Process. Technol. 2008, 89, 678–686. [Google Scholar] [CrossRef]
- Aguado, R. Kinetics of Polystyrene Pyrolysis in a Conical Spouted Bed Reactor. Chem. Eng. J. 2003, 92, 91–99. [Google Scholar] [CrossRef]
- Miandad, R.; Nizami, A.S.; Rehan, M.; Barakat, M.A.; Khan, M.I.; Mustafa, A.; Ismail, I.M.I.; Murphy, J.D. Influence of Temperature and Reaction Time on the Conversion of Polystyrene Waste to Pyrolysis Liquid Oil. Waste Manag. 2016, 58, 250–259. [Google Scholar] [CrossRef]
- Park, K.-B.; Jeong, Y.-S.; Guzelciftci, B.; Kim, J.-S. Two-Stage Pyrolysis of Polystyrene: Pyrolysis Oil as a Source of Fuels or Benzene, Toluene, Ethylbenzene, and Xylenes. Appl. Energy 2020, 259, 114240. [Google Scholar] [CrossRef]
- Jaafar, Y.; Abdelouahed, L.; Hage, R.E.; Samrani, A.E.; Taouk, B. Pyrolysis of Common Plastics and Their Mixtures to Produce Valuable Petroleum-like Products. Polym. Degrad. Stab. 2022, 195, 109770. [Google Scholar] [CrossRef]
- Reeves, J.B. Mid-Infrared Spectroscopy of Biochars and Spectral Similarities to Coal and Kerogens: What Are the Implications? Appl. Spectrosc. 2012, 66, 689–695. [Google Scholar] [CrossRef] [PubMed]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H.; McDonald, A.G. Evaluation of Pyrolysis Process Parameters on Polypropylene Degradation Products. J. Anal. Appl. Pyrolysis 2014, 109, 272–277. [Google Scholar] [CrossRef]
- Abnisa, F.; Wan Daud, W.M.A. A Review on Co-Pyrolysis of Biomass: An Optional Technique to Obtain a High-Grade Pyrolysis Oil. Energy Convers. Manag. 2014, 87, 71–85. [Google Scholar] [CrossRef]
- Seifali Abbas-Abadi, M.; Nekoomanesh Haghighi, M.; McDonald, A.G.; Yeganeh, H. Estimation of Pyrolysis Product of LDPE Degradation Using Different Process Parameters in a Stirred Reactor. Polyolefins J. 2015, 2, 39–47. [Google Scholar] [CrossRef]
- Xue, Y.; Zhou, S.; Brown, R.C.; Kelkar, A.; Bai, X. Fast Pyrolysis of Biomass and Waste Plastic in a Fluidized Bed Reactor. Fuel 2015, 156, 40–46. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic Pyrolysis of Plastic Waste: A Review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Kunwar, B.; Cheng, H.N.; Chandrashekaran, S.R.; Sharma, B.K. Plastics to Fuel: A Review. Renew. Sustain. Energy Rev. 2016, 54, 421–428. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Ismail, I.M.I.; Nizami, A.S. Effect of Plastic Waste Types on Pyrolysis Liquid Oil. Int. Biodeterior. Biodegrad. 2017, 119, 239–252. [Google Scholar] [CrossRef]
- Fivga, A.; Dimitriou, I. Pyrolysis of Plastic Waste for Production of Heavy Fuel Substitute: A Techno-Economic Assessment. Energy 2018, 149, 865–874. [Google Scholar] [CrossRef]
- Thahir, R.; Altway, A.; Juliastuti, S.R.; Susianto. Production of Liquid Fuel from Plastic Waste Using Integrated Pyrolysis Method with Refinery Distillation Bubble Cap Plate Column. Energy Rep. 2019, 5, 70–77. [Google Scholar] [CrossRef]
- Dwivedi, P.; Mishra, P.K.; Mondal, M.K.; Srivastava, N. Non-Biodegradable Polymeric Waste Pyrolysis for Energy Recovery. Heliyon 2019, 5, e02198. [Google Scholar] [CrossRef] [Green Version]
- Mangesh, V.L.; Padmanabhan, S.; Tamizhdurai, P.; Ramesh, A. Experimental Investigation to Identify the Type of Waste Plastic Pyrolysis Oil Suitable for Conversion to Diesel Engine Fuel. J. Clean. Prod. 2020, 246, 119066. [Google Scholar] [CrossRef]
- Hussain, Z.; Khatak, M.; Khan, K.M.; Naz, M.Y.; AbdEl-Salam, N.M.; Ibrahim, K.A. Production of Oil and Gas through Thermal and Thermo-Catalytic Pyrolysis of Waste Polyethylene. Mon. Für Chem. 2020, 151, 1475–1483. [Google Scholar] [CrossRef]
- Premalatha, N.; Prathiba, R.; Miranda, M.A.; Miranda, L.R. Pyrolysis of Polypropylene Waste Using Sulfonated Carbon Catalyst Synthesized from Sugarcane Bagasse. J. Mater. Cycles Waste Manag. 2021. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plastic Type | Particle Size (mm) | Density (g/cm3) | Calorific Value (kJ/g) |
|---|---|---|---|
| PS | 2–6 | 1.05 | 41.0 ± 1.0 |
| Parameters | Values |
|---|---|
| Reactor temperature (°C) | 400–575 |
| Reactor height (mm) | 152 |
| Reactor diameter (mm) | 63.5 |
| Condenser height (mm) | 305 |
| Condenser diameter (mm) | 63.5 |
| Reactor capacity (gram) | 150 |
| Conversion Factors (α) | Slope | Ea (J/mol) |
|---|---|---|
| 10% | 10.76 | 196 |
| 20% | 10.87 | 198 |
| 30% | 10.86 | 198 |
| 40% | 10.67 | 194 |
| 50% | 10.54 | 192 |
| 60% | 10.43 | 190 |
| 70% | 10.28 | 187 |
| 80% | 10.16 | 185 |
| 90% | 9.95 | 181 |
| Average | 191 |
| Experiments | Temperature (°C) | Oil Yield (%) | Char Yield (%) |
|---|---|---|---|
| 1 | 47 5 | 45.7 | 34.1 |
| 2 | 475 | 47.5 | 27.8 |
| 3 | 475 | 69.2 | 8.5 |
| 4 | 525 | 53.9 | 14.4 |
| 5 | 525 | 64.8 | 1.9 |
| 6 | 525 | 57.3 | 8.3 |
| 7 | 575 | 54.0 | 0.7 |
| 8 | 575 | 62.2 | 10.6 |
| 9 | 575 | 54.7 | 0.0 |
| Compound | M+ (m/z) | RT (min) | 475 °C (mg/mg Oil) | 525 °C (mg/mg Oil) | 575 °C (mg/mg Oil) |
|---|---|---|---|---|---|
| toluene | 92 | 4.23 | 0.008 ± 0.003 | 0.012 ± 0.001 | 0.011 ± 0.004 |
| ethyl benzene | 106 | 6.39 | 0.00 | 0.001 ± 0.002 | 0.003 ± 0.001 |
| styrene | 104 | 7.2 | 0.570 ± 0.016 | 0.565 ± 0.029 | 0.600 ± 0.021 |
| a-methyl styrene | 118 | 9.8 | 0.002 ± 0.003 | 0.010 ± 0.000 | 0.007 ± 0.001 |
| 1,3-diphenyl-propane | 196 | 27.76 | 0.008 ± 0.001 | 0.009 ± 0.003 | 0.003 ± 0.002 |
| 2,4-diphenyl-1-butene | 208 | 29.28 | 0.178 ± 0.009 | 0.147 ± 0.026 | 0.101 ± 0.010 |
| 2,4,6-triphenyl-1-hexene | 312 | 42.66 | 0.145 ± 0.010 | 0.139 ± 0.009 | 0.158 ± 0.012 |
| Total | 0.913 ± 0.012 | 0.883 ± 0.006 | 0.883 ± 0.022 |
| Study | Research Focus | Feedstock Type | Temperature (°C) | Residence Time (min) | Process Yield (%) | ||
|---|---|---|---|---|---|---|---|
| Oil | Char | Gas | |||||
| [42] | Process yield | PS | 450–600 | 20 | 100.0 | 0.0 | 0.0 |
| [43] | Oil quality | PP | 500 | 60 | 84.9 | 10.5 | 4.6 |
| [44] | Process yield | LDPE | 420–510 | – | 87.0 | 8.4 | 4.4 |
| [45] | Pyrolysis oil and gases | HDPE, red oak | 525–675 | 54–68 | 57.6 | 14.0 | 36.7 |
| [46] | Process yield | PS | 400–500 | 60–120 | 78.5 | 8.9 | 12.6 |
| [47] | Pyrolysis gases | PS | 500 | – | 71.0 | 27.0 | 2.0 |
| [48] | Process yield | PS, PE, PP, and PET | 450 | 75 | 40.0 | 18.0 | 42.0 |
| [49] | Techno-economic assessment | PE, PS, PP | 530 | – | 87.2 | 8.7 | 4.1 |
| [50] | Process yield | PP | 500–650 | – | 88.0 | 7.0 | 5.0 |
| [51] | Literature review | Various | 300–900 | 20–150 | 84.0 | 3.0 | 13.0 |
| [52] | Process yield | HDPE, LDPE, PP | 300–900 | 30 | 67.5 | 17.3 | 15.3 |
| [53] | Pyrolysis oil and gases | PE | 200–800 | 15–75 | 83.7 | 5.0 | 11.3 |
| [54] | Process yield | PP | 400–460 | 70 | 84.3 | 5.9 | 9.7 |
| This Study | Process yield and characteristics | PS | 475–575 | 30 | 69.2 | 8.5 | 22.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Albor, G.; Mirkouei, A.; McDonald, A.G.; Struhs, E.; Sotoudehnia, F. Fixed Bed Batch Slow Pyrolysis Process for Polystyrene Waste Recycling. Processes 2023, 11, 1126. https://doi.org/10.3390/pr11041126
Albor G, Mirkouei A, McDonald AG, Struhs E, Sotoudehnia F. Fixed Bed Batch Slow Pyrolysis Process for Polystyrene Waste Recycling. Processes. 2023; 11(4):1126. https://doi.org/10.3390/pr11041126
Chicago/Turabian StyleAlbor, Galo, Amin Mirkouei, Armando G. McDonald, Ethan Struhs, and Farid Sotoudehnia. 2023. "Fixed Bed Batch Slow Pyrolysis Process for Polystyrene Waste Recycling" Processes 11, no. 4: 1126. https://doi.org/10.3390/pr11041126