

Effect of Changing Belt Tension on Machining Surface of CNC Lathe Spindle


Abstract
:
1. Introduction
2. Experiment and Methods
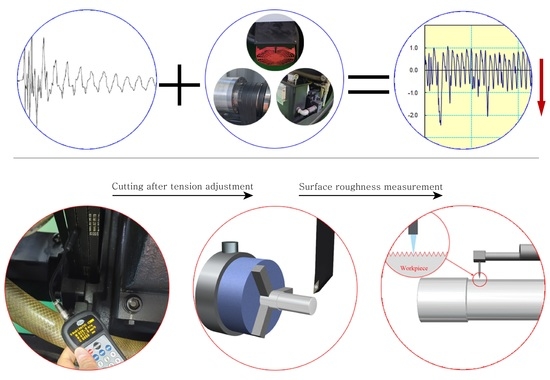
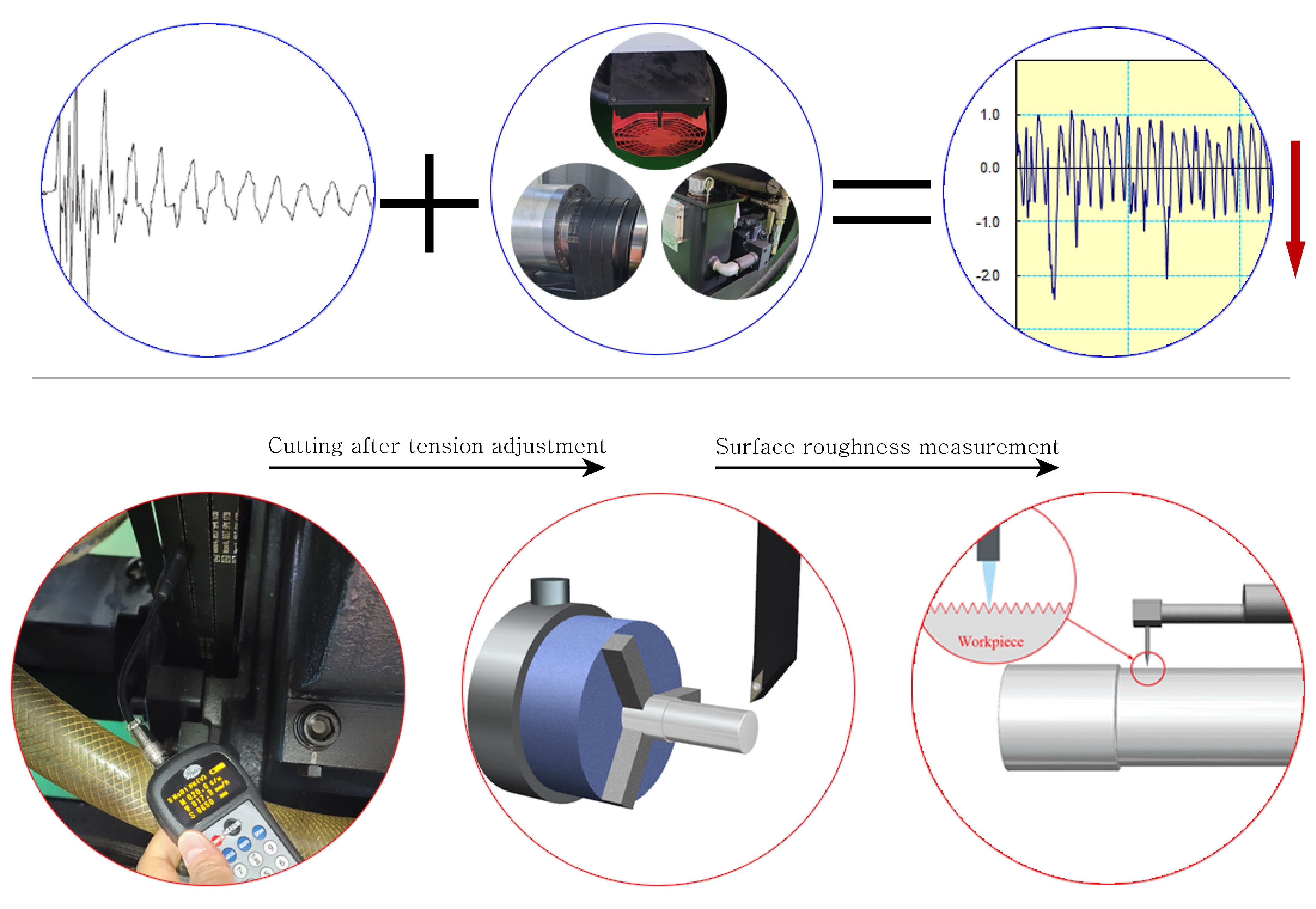
2.1. Belt Tension Measurement
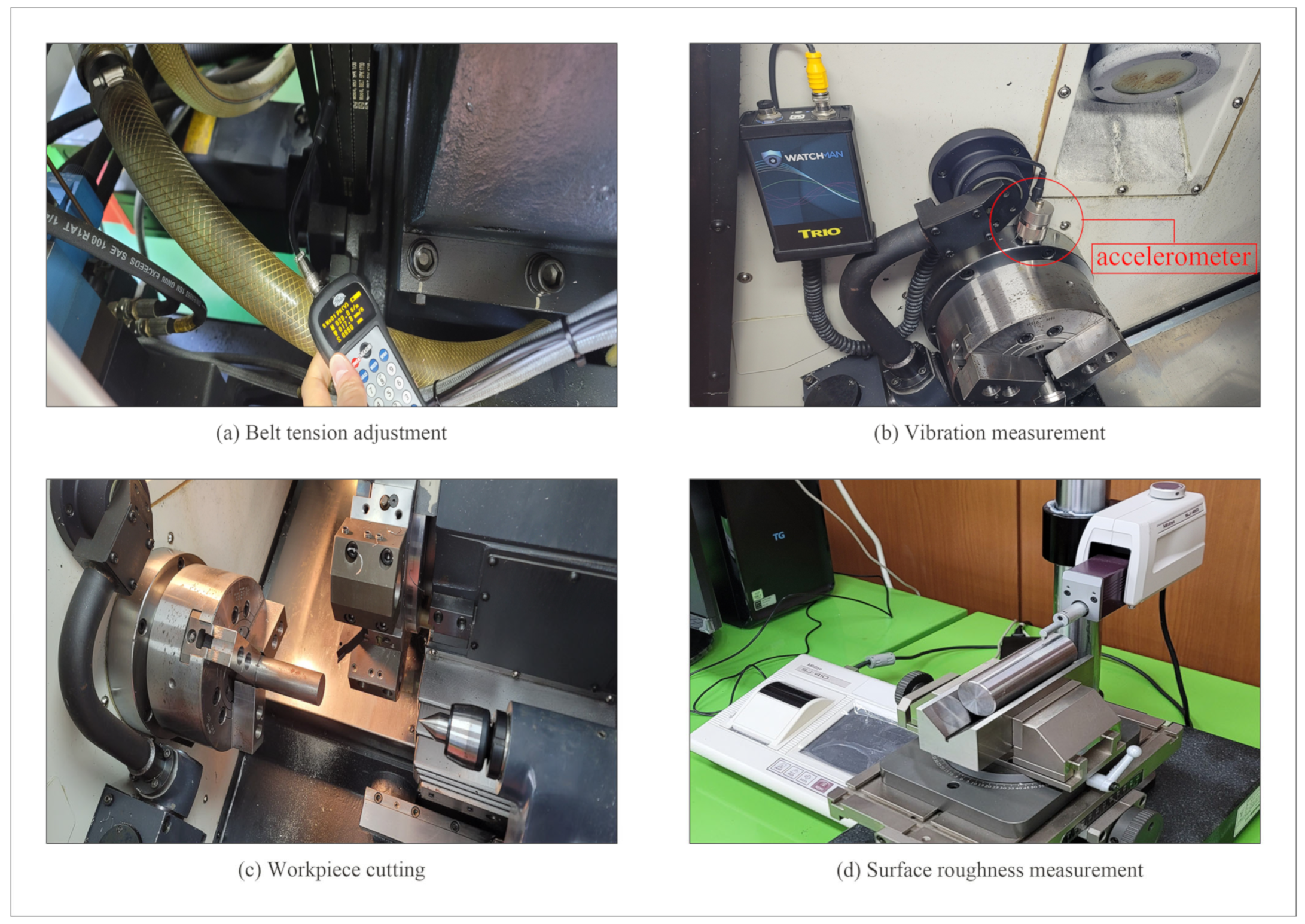
2.2. Vibration Measurement
2.3. Workpiece Cutting
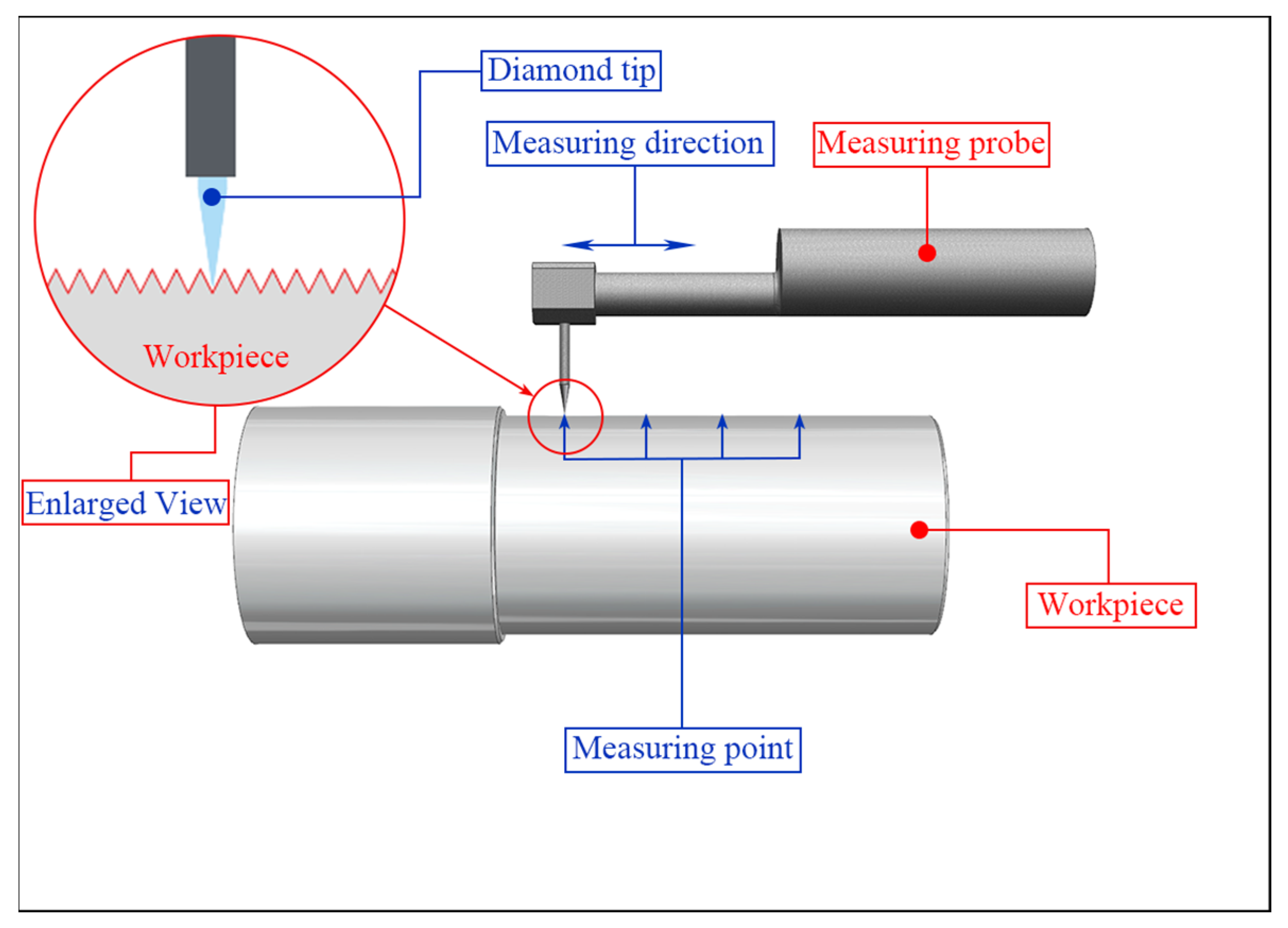
2.4. Surface Roughness Measurement
3. Results and Discussion
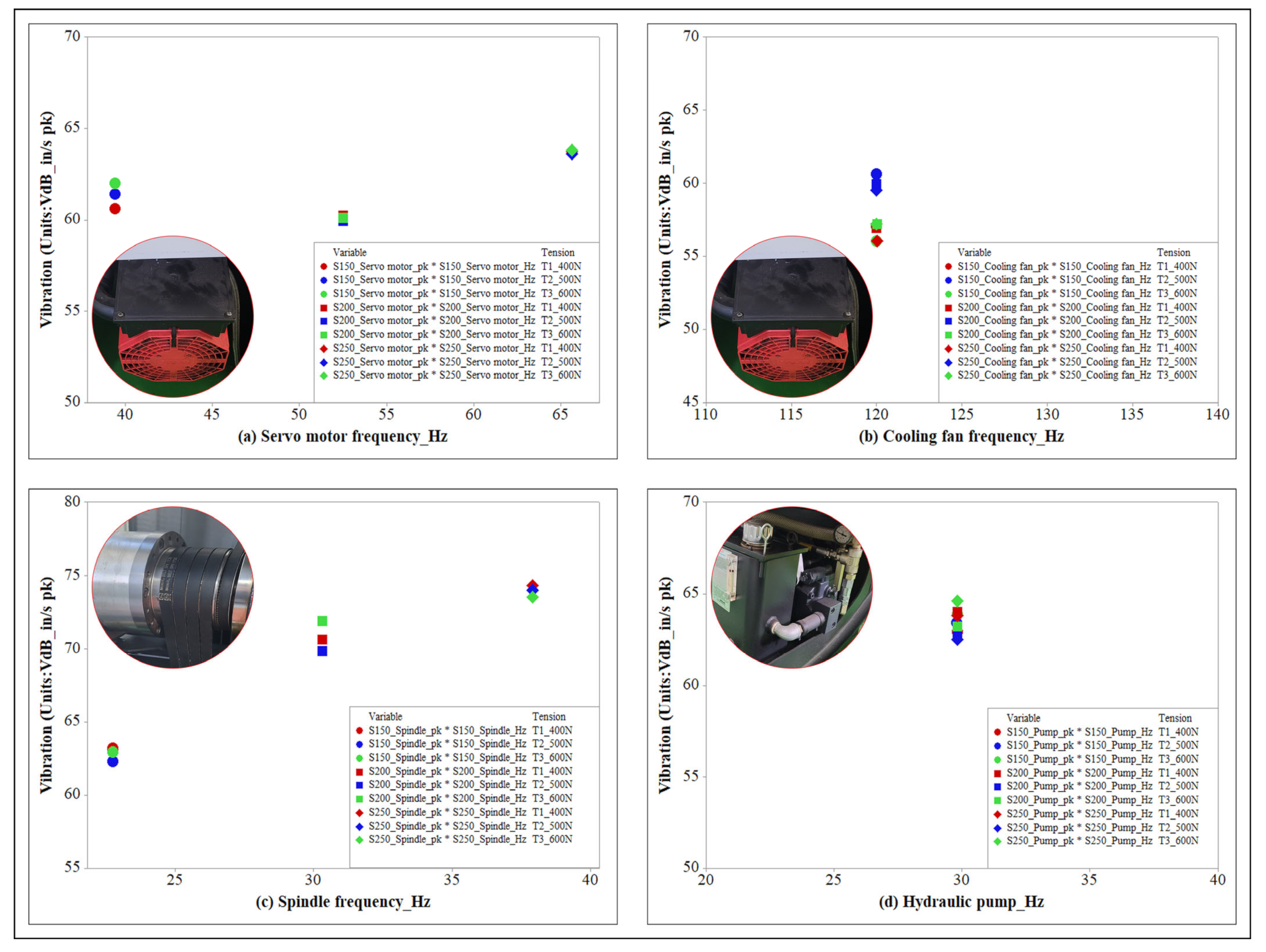
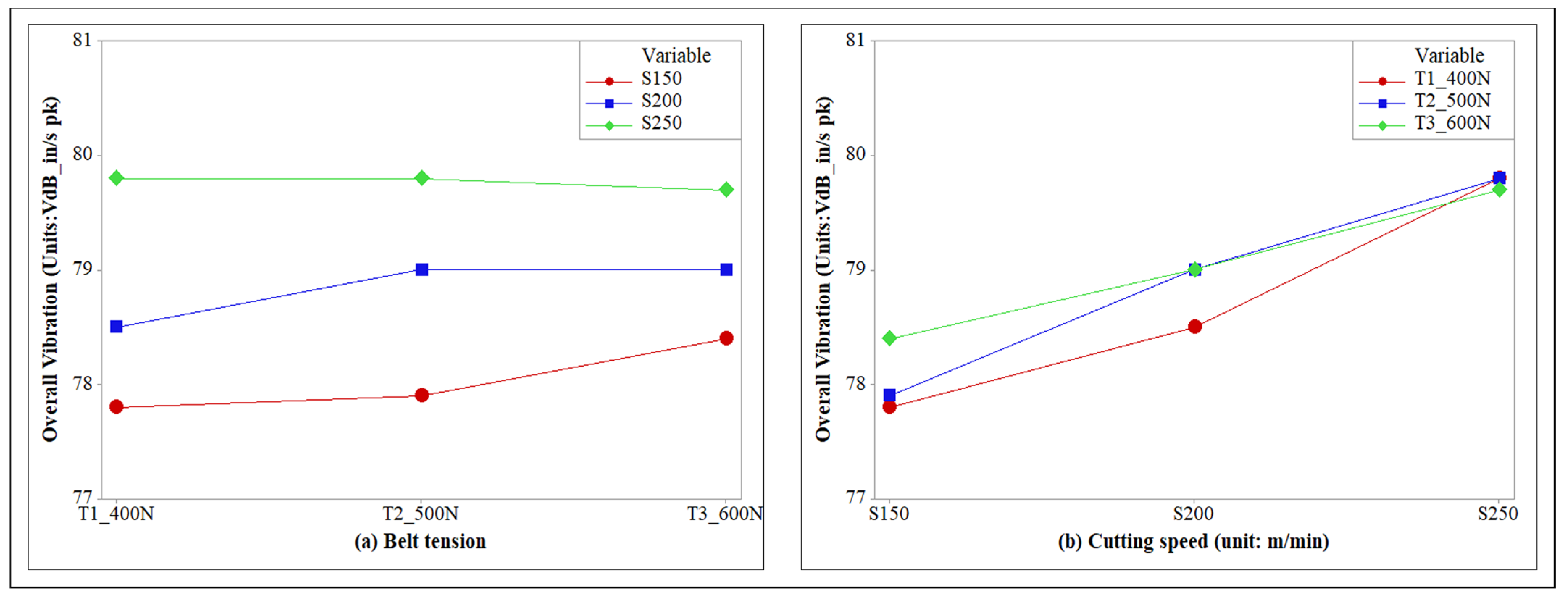
3.1. Analysis of Measured Vibration
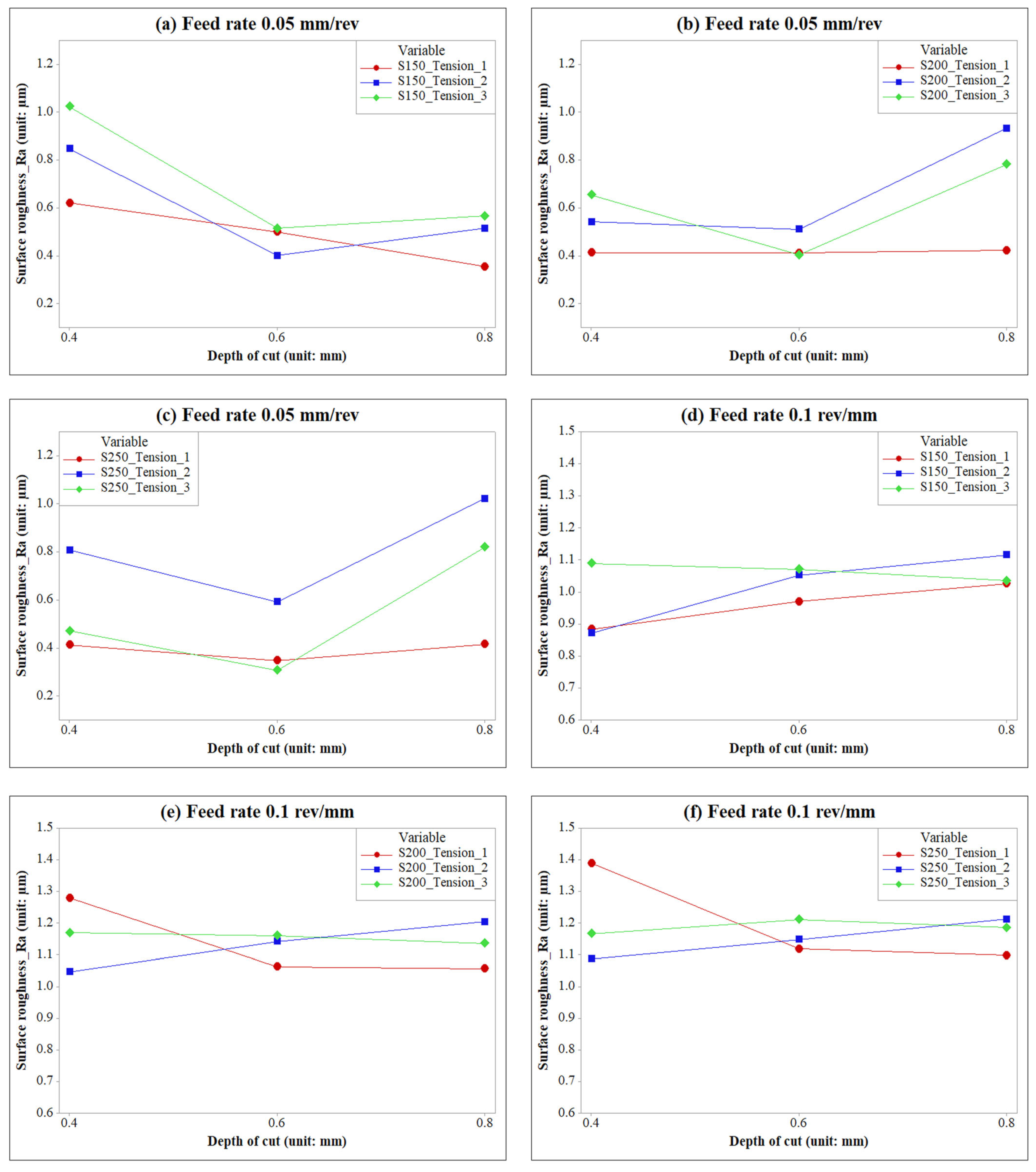
3.2. Analysis of Measured Surface Roughness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- You, S.H.; Lee, J.H.; Oh, S.H. A Study on Cutting Characteristics in Turning Operations of Titanium Alloy used in Automobile. Int. J. Precis. Eng. Manuf. 2019, 20, 209–216. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.H.; Ge, J.C.; Song, J.H. Study on Burr Formation and Tool Wear in Drilling CFRP and Its Hybrid Composites. Appl. Sci. 2021, 11, 384. [Google Scholar] [CrossRef]
- Wang, W.; Yang, D.; Wang, R.; Wei, F.; Liu, M. The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites. Processes 2022, 10, 2096. [Google Scholar] [CrossRef]
- Zhou, K.; Zhang, C.; Du, S. Cutting Force Prediction for Trochoid Milling of 300M Ultra-High Strength Steel. Processes 2022, 10, 2617. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Królczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Kurt, A.; Bakir, S. Theoretical analysis and mathematical modeling of deformation and stresses of the grooving tool. Neural Comput. Appl. 2020, 32, 10481–10500. [Google Scholar] [CrossRef]
- Ren, Z.; Jiang, H.; Zou, Z.; Yuan, S. Simulation Prediction and Experiment of Brittle Damage of Cemented Carbide Microgroove Turning Tools Based on Peridynamics. Processes 2023, 11, 520. [Google Scholar] [CrossRef]
- Yin, G.; Shen, J.; Wu, Z.; Wu, X.; Jiang, F. Experimental Investigation on the Machinability of PCBN Chamfered Tool in Dry Turning of Gray Cast Iron. Processes 2022, 10, 1547. [Google Scholar] [CrossRef]
- Del Sol, I.; Rivero, A.; Gamez, A.J. Effects of Machining Parameters on the Quality in Machining of Aluminium Alloys Thin Plates. Metals 2019, 9, 927. [Google Scholar] [CrossRef] [Green Version]
- Tsai, M.Y.; Chang, S.Y.; Hung, J.P.; Wang, C.C. Investigation of milling cutting forces and cutting coefficient for aluminum 6060-T6. Comput. Electr. Eng. 2016, 51, 320–330. [Google Scholar] [CrossRef]
- Bombiński, S.; Kossakowska, J.; Jemielniak, K. Detection of accelerated tool wear in turning. Mech. Syst. Signal Process. 2022, 162, 108021. [Google Scholar] [CrossRef]
- Anwar, S.; Khan, N.A.; Khan, S.A.; Raza, S.F. One-Step High-Speed Finish Drilling of Inconel 718 Superalloy via Novel Inserts. Processes 2023, 11, 752. [Google Scholar] [CrossRef]
- Wang, R.; Yang, D.; Wang, W.; Wei, F.; Lu, Y.; Li, Y. Tool Wear in Nickel-Based Superalloy Machining: An Overview. Processes 2022, 10, 2380. [Google Scholar] [CrossRef]
- Bouzid, L.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Boulanouar, L. Mathematical modeling for turning on AISI 420 stainless steel using surface response methodology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 45–61. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Vats, P.; Pimenov, D.Y.; Giasin, K.; Chuchala, D. Study of a Multicriterion Decision-Making Approach to the MQL Turning of AISI 304 Steel Using Hybrid Nanocutting Fluid. Materials 2021, 14, 7207. [Google Scholar] [CrossRef] [PubMed]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Sağlam, H. Machinability Investigations Based on Tool Wear, Surface Roughness, Cutting Temperature, Chip Morphology and Material Removal Rate during Dry and MQL-Assisted Milling of Nimax Mold Steel. Lubricants 2023, 11, 101. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L.; Zheng, Z.; Zhang, J.; Yang, Y.; Hong, R.; Bai, Y.; Lu, W.F.; Wang, H. Effects of machining surface and laser beam scanning strategy on machinability of selective laser melted Ti6Al4V alloy in milling. Mater. Des. 2020, 194, 108880. [Google Scholar] [CrossRef]
- Lee, S.-K. The Effect of Surface Roughness on Cutting Tool Shape in CNC Lathe C-Axis Turn-mill Machining. Korean Soc. Manuf. Process. Eng. 2017, 16, 62–68. [Google Scholar] [CrossRef]
- Aouici, H.; Elbah, M.; Benkhelladi, A.; Fnides, B.; Boulanouar, L.; Yallese, M.A. Comparison on various machinability aspects between mixed and reinforced ceramics when machining hardened steels. Mech. Ind. 2019, 20, 109. [Google Scholar] [CrossRef] [Green Version]
- Mac, T.-B.; Luyen, T.-T.; Nguyen, D.-T. A Study for Improved Prediction of the Cutting Force and Chip Shrinkage Coefficient during the SKD11 Alloy Steel Milling. Machines 2022, 10, 229. [Google Scholar] [CrossRef]
- Tagiuri, Z.A.M.; Dao, T.-M.; Samuel, A.M.; Songmene, V. Numerical Prediction of the Performance of Chamfered and Sharp Cutting Tools during Orthogonal Cutting of AISI 1045 Steel. Processes 2022, 10, 2171. [Google Scholar] [CrossRef]
- Agic, A.; Eynian, M.; Ståhl, J.-E.; Beno, T. Experimental analysis of cutting edge effects on vibrations in end milling. CIRP J. Manuf. Sci. Technol. 2019, 24, 66–74. [Google Scholar] [CrossRef]
- Hu, Y.; Li, S.; Deng, X.; Vadim, S. Correlation analysis of noise sound pressure and vibration in aluminum alloy milling. J. Vib. Control. 2022, 28, 276–289. [Google Scholar] [CrossRef]
- Altintas, Y.; Weck, M. Chatter Stability of Metal Cutting and Grinding. CIRP Ann. 2004, 53, 619–642. [Google Scholar] [CrossRef]
- Kang, I.-S.; Yang, S.-M. The Effect of the Back-Pressure Changes in an Exhaust System on Vibration When Attaching a Variable Device during Idling. Sensors 2022, 22, 3985. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Specification |
|---|---|
| Max. Turning Diameter | 320 mm |
| Max. Turning Length | 305 mm |
| Standard chuck size | 8 inch |
| Max. Spindle speed | 4000 rpm |
| Max. Spindle power | 11 kW |
| Description | Specification |
|---|---|
| Belt pitch | 3.56 mm |
| Belt pitch length | 1730 mm |
| Belt width | 17.8 mm |
| Description | Specification |
|---|---|
| Measurable frequency band | 10–5000 Hz |
| Total length | 170 mm |
| Sensor outer diameter | 12.5 mm |
| Tension | 1st | 2nd | 3rd | 4th | 5th | Mean |
|---|---|---|---|---|---|---|
| Tension 1 (loose) | 407 N 26.0 Hz | 408 N 26.1 Hz | 409 N 26.1 Hz | 410 N 26.1 Hz | 408 N 26 Hz | 408.4 N 26.1 Hz |
| Tension 2 (standard) | 509 N 29.1 Hz | 510 N 29.1 Hz | 508 N 29.1 Hz | 510 N 29.1 Hz | 511 N 29.2 Hz | 509.6 N 29.1 Hz |
| Tension 3 (tight) | 605 N 31.7 Hz | 608 N 31.8 Hz | 609 N 31.8 Hz | 606 N 31.8 Hz | 609 N 31.8 Hz | 607.4 N 31.78 Hz |
| Description | Specification |
|---|---|
| Measurements | acceleration velocity (by integration) displacement |
| Bandwidth | 0.5–40 kHz |
| Dynamic range | 104 dB |
| Sampling rate | 102.4 kHz |
| Description | Specification |
|---|---|
| Cutting speed | 150, 200, and 250 m/min |
| Depth of cut | 0.4, 0.6, and 0.8 mm |
| Feed rate | 0.05 and 0.1 mm/rev |
| Element | Content (wt %) |
|---|---|
| C | 0.18~0.23 |
| Mn | 0.30~0.60 |
| P | 0.040 (Max) |
| S | 0.050 (Max) |
| Si | - |
| Properties | Metric |
|---|---|
| Tensile strength | 629.541 MPa |
| Yield strength | 603.588 MPa |
| Hardness (HRC) | 13.5 |
| Poisson’s ratio | 0.29 |
| Elongation | 36.5% |
| Description | Specification |
|---|---|
| Measuring speed | 0.05, 0.1, 0.5, 1 mm/s |
| Detector measuring force | 0.75 mN |
| Measuring method | Skidless/skidded |
| Measuring range | 800; 80; 8 µm |
| Traverse | 50 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, I.-S.; Lee, T.-H. Effect of Changing Belt Tension on Machining Surface of CNC Lathe Spindle. Processes 2023, 11, 1079. https://doi.org/10.3390/pr11041079
Kang I-S, Lee T-H. Effect of Changing Belt Tension on Machining Surface of CNC Lathe Spindle. Processes. 2023; 11(4):1079. https://doi.org/10.3390/pr11041079
Chicago/Turabian StyleKang, Il-Seok, and Tae-Ho Lee. 2023. "Effect of Changing Belt Tension on Machining Surface of CNC Lathe Spindle" Processes 11, no. 4: 1079. https://doi.org/10.3390/pr11041079