
Pilot Study on a New Conveyor Bed Magnetization Roasting Process for Efficient Iron Extraction from Low-Grade Siderite

Abstract
:1. Introduction
2. Materials and Methods
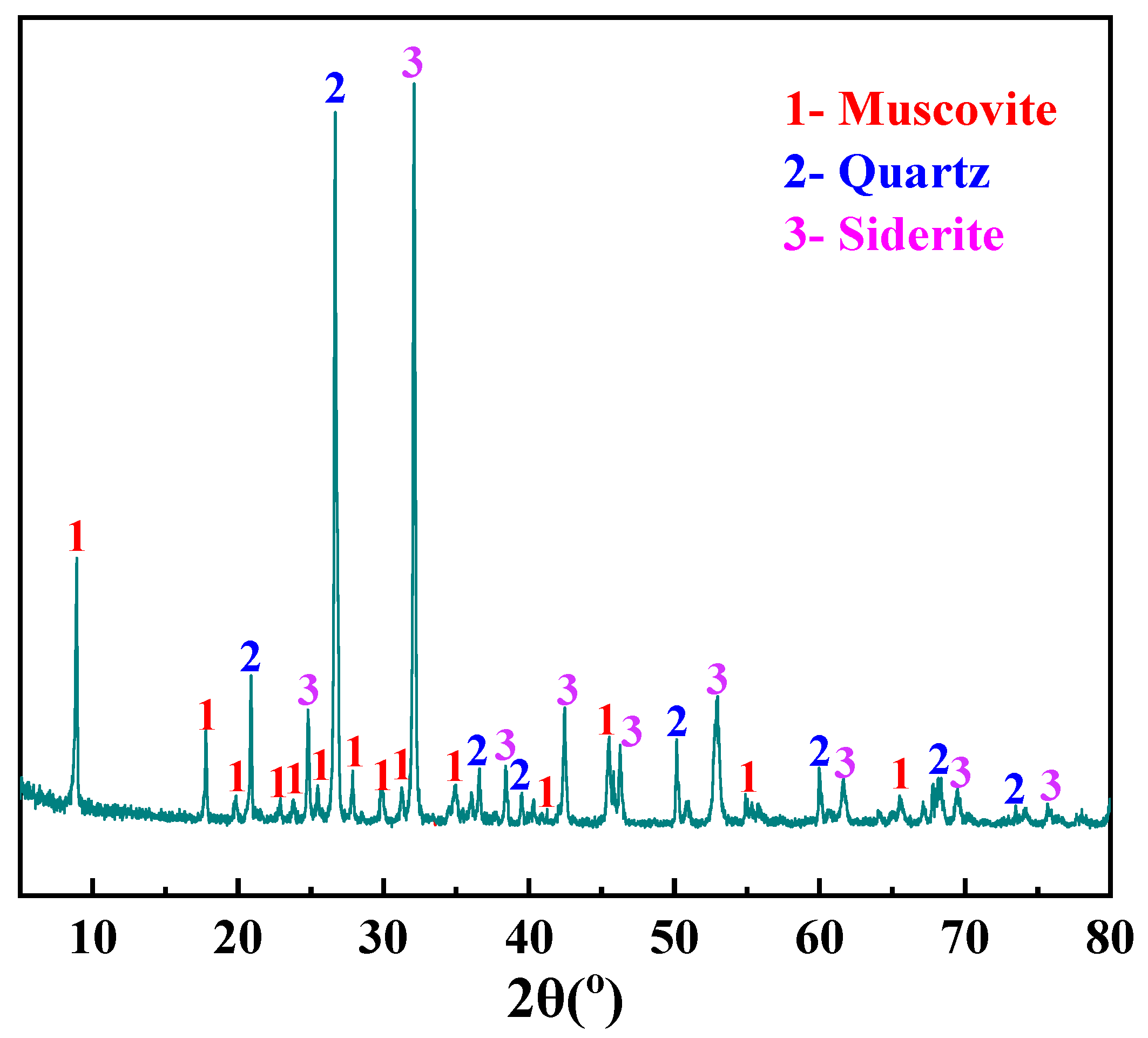
2.1. Raw Materials
2.2. Backscattered Electron and Energy Dispersive Spectroscopy (BSE-EDS)Analysis
2.3. Analysis of Grinding Work
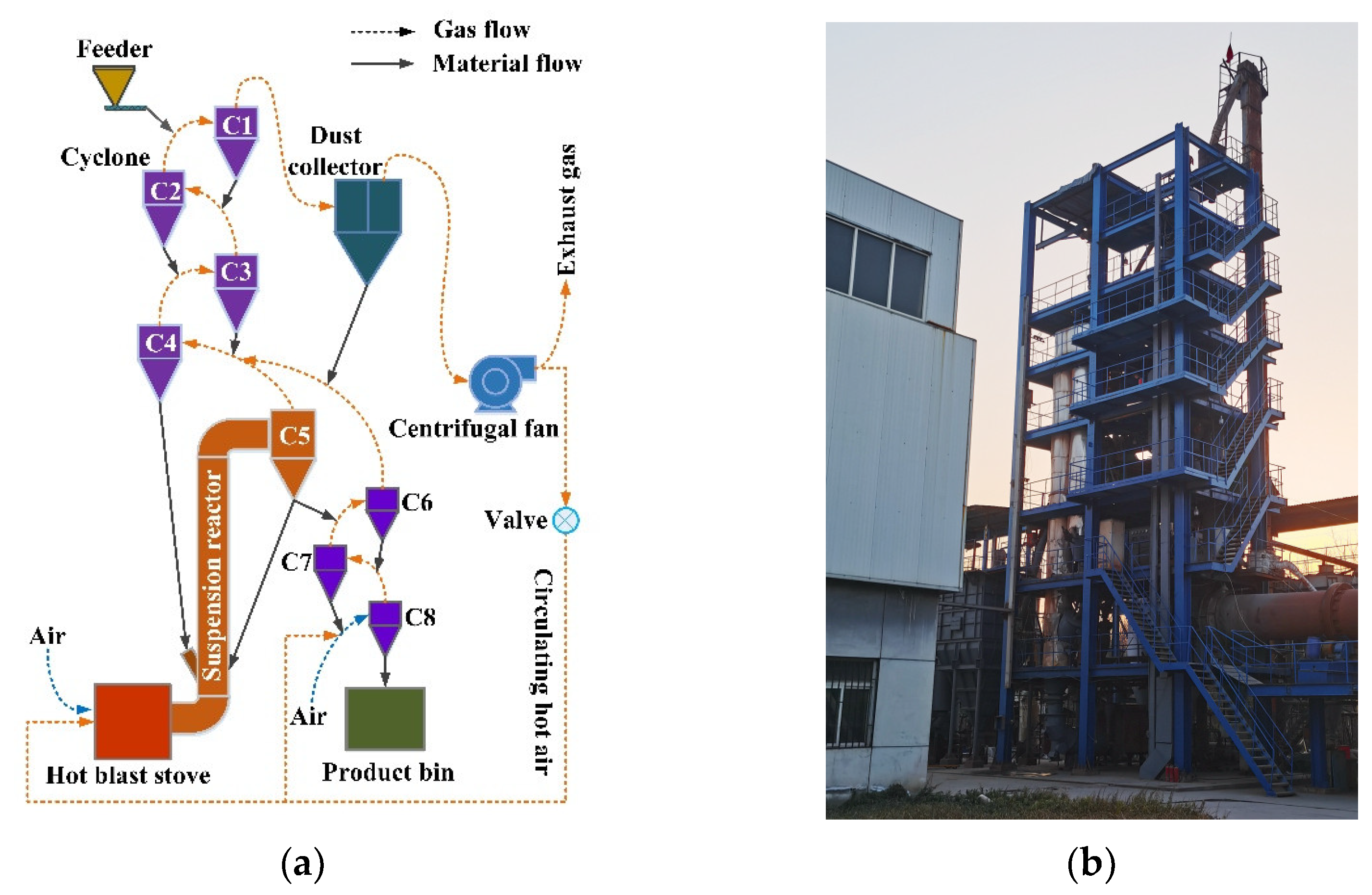
2.4. Conveyor Bed Magnetization Roasting Pilot
2.5. Analysis of Roasted Ore, Iron Ore Concentrate, and Tailings
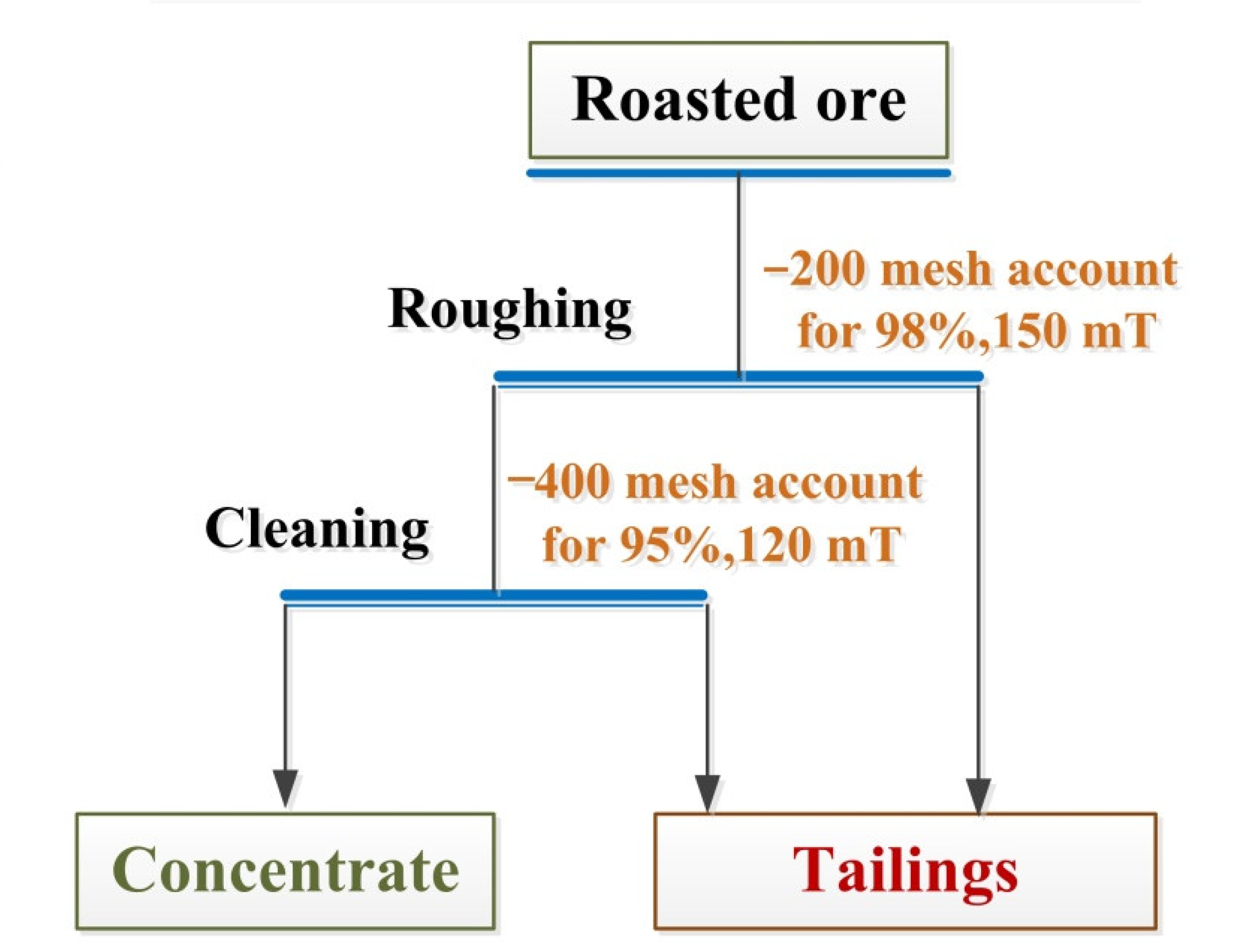
2.6. Magnetic Separation Analysis
3. Results and Discussion
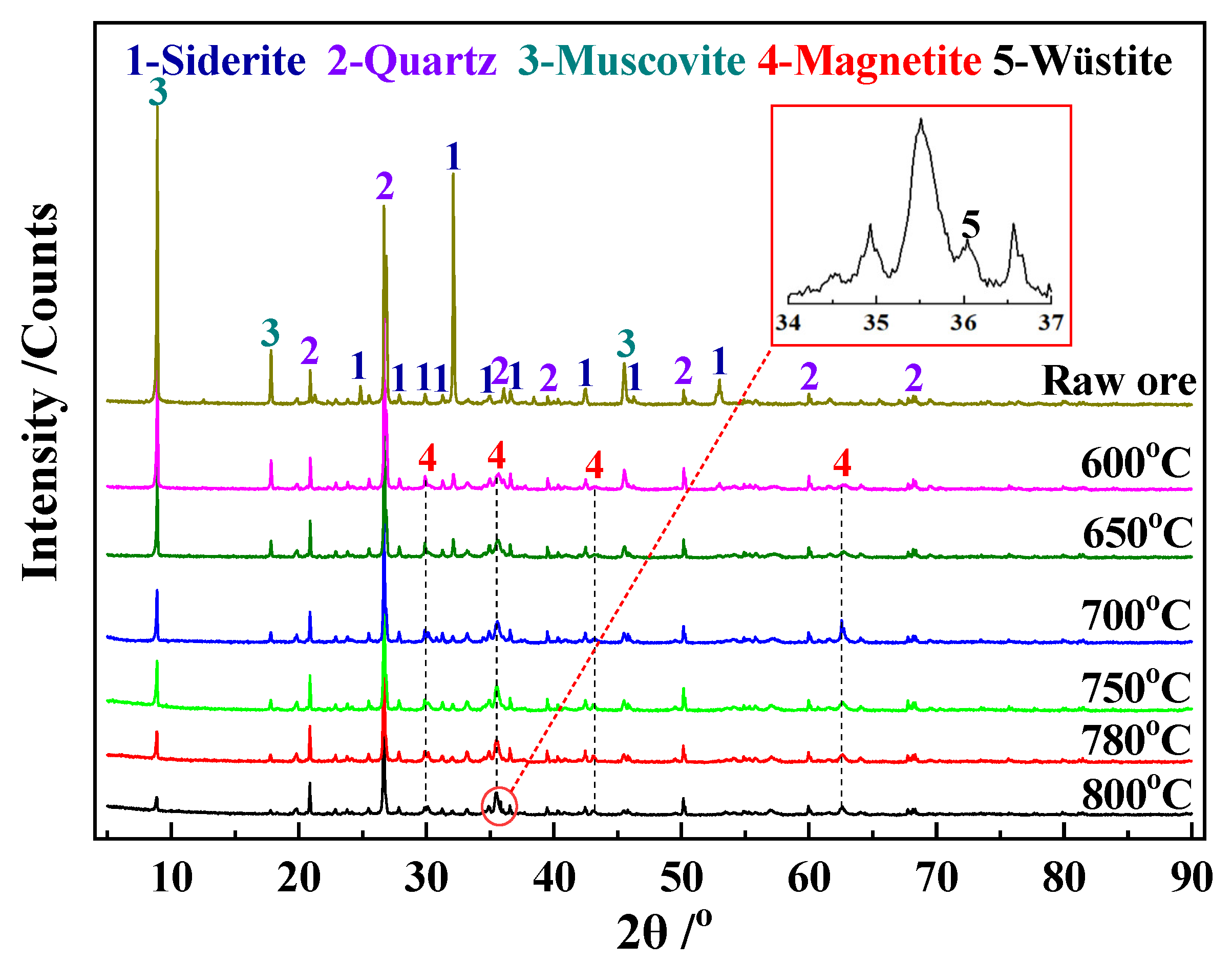
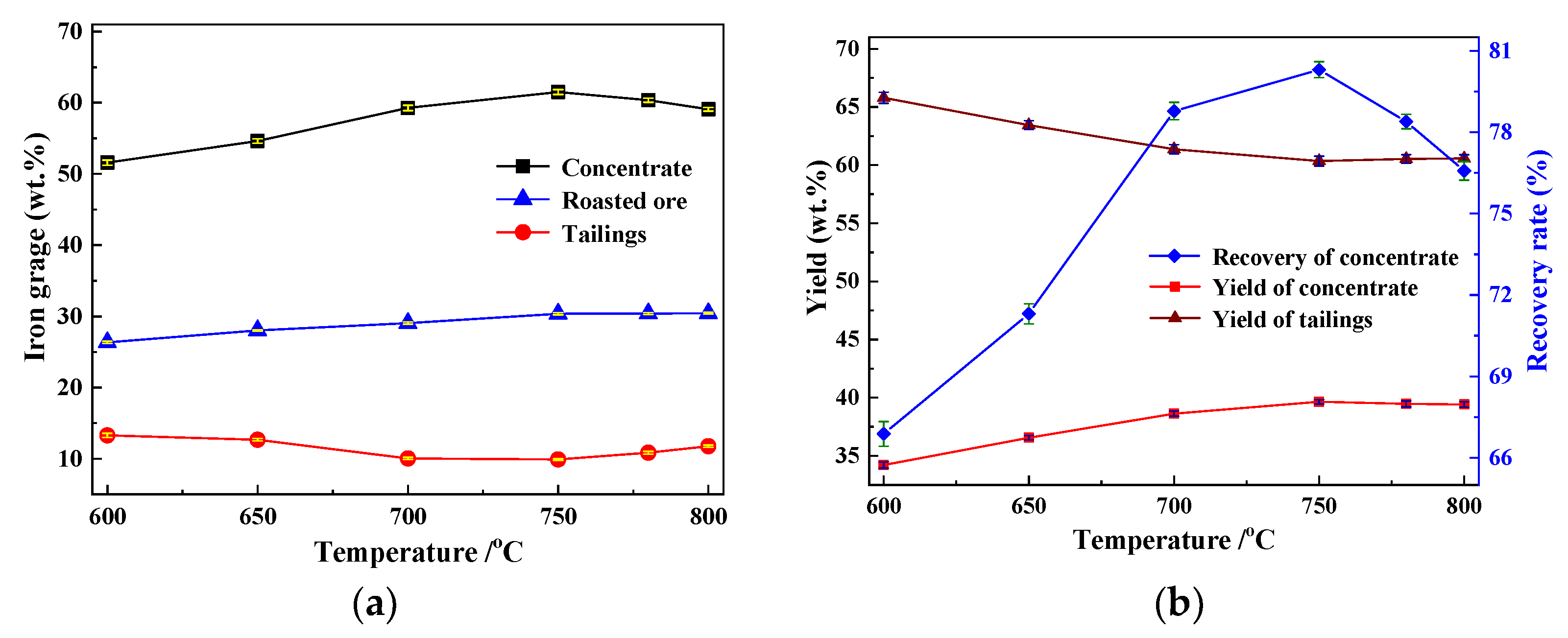
3.1. Effect of Temperature on Iron Extraction from Low-Grade Siderite
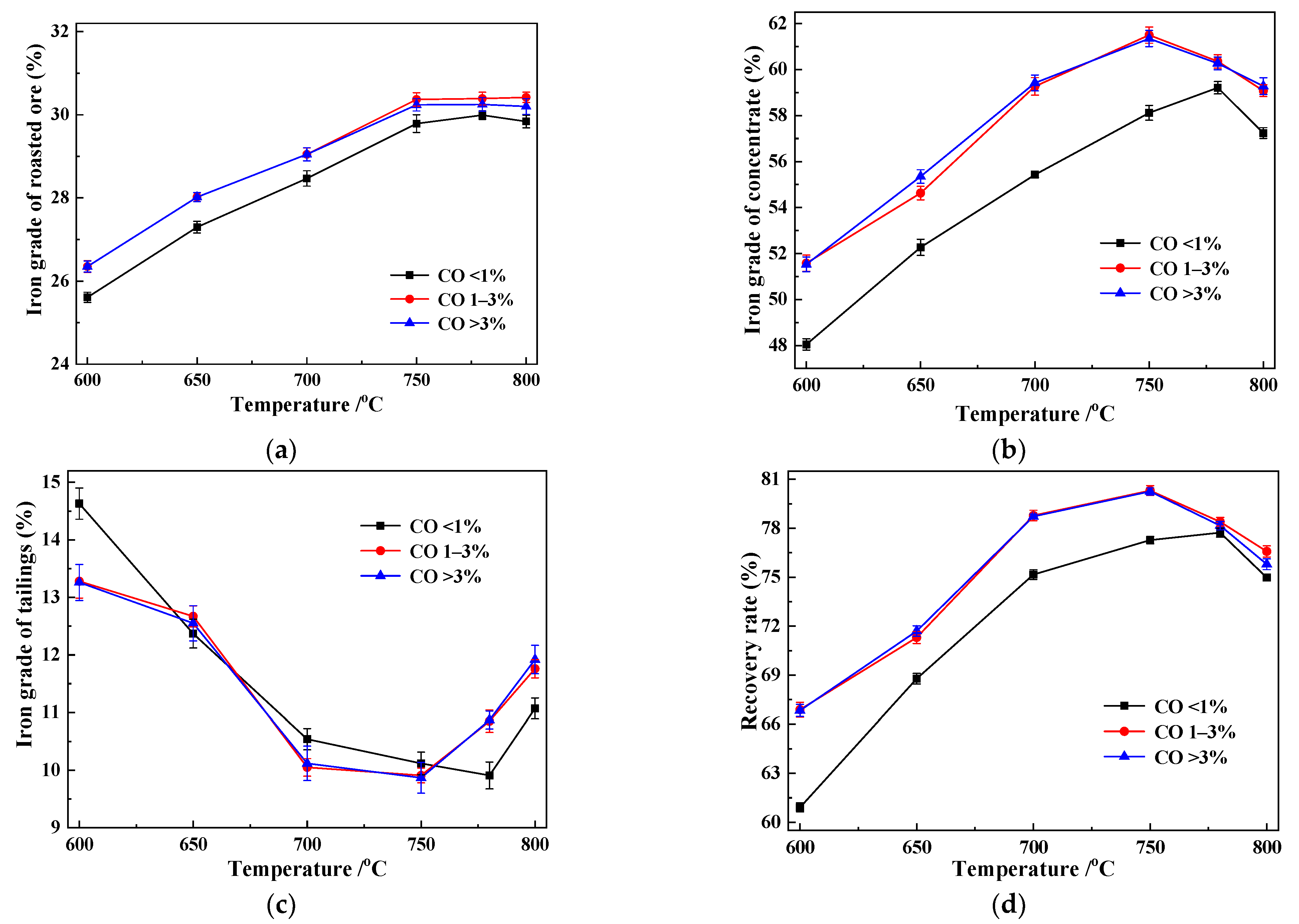
3.2. Effect of CO Content on Iron Extraction from Low-Grade Siderite
3.3. Comparison of Water Cooling and Dry Cooling
3.4. Energy Consumption Analysis
4. Conclusions
- A new process for the magnetization roasting–dry cooling of siderite on a conveyor bed at 700–780 °C and >1% CO content for 3–5 s obtained a concentrate iron grade of 59.27–61.50% and a recovery of 78.32–80.30%.
- An increase in the calcination temperature had a positive effect on improving the iron grade and recovery of the concentrate in the temperature range of 600–750 °C; however, calcination at temperatures above 750 °C led to a slight decrease in the iron grade and recovery of the concentrate.
- Increased CO content effectively promoted the magnetization roasting effect. However, when the CO content was increased above 3%, improvement in the magnetization roasting effect in the temperature range of 700–780 °C was very limited.
- This new conveyor bed magnetization roasting-dry cooling process is highly efficient and saves energy and water; therefore, it could be adapted to the magnetization roasting of low-grade siderites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, Y.; Zhu, X.; Han, Y.; Li, Y. Green magnetization roasting technology for refractory iron ore using siderite as a reductant. J. Clean. Prod. 2019, 206, 40–50. [Google Scholar] [CrossRef]
- Ponomar, V.; Dudchenko, N.; Brik, A. Phase transformations of siderite ore by the thermomagnetic analysis data. J. Magn. Magn. Mater. 2017, 423, 373–378. [Google Scholar] [CrossRef]
- Zhu, X.; Han, Y.; Sun, Y.; Li, Y.; Wang, H. Siderite as a novel reductant for clean utilization of refractory iron ore. J. Clean. Prod. 2020, 245, 118704. [Google Scholar] [CrossRef]
- Wang, D.; Pan, J.; Zhu, D.; Guo, Z.; Yang, C.; Yuan, Z. An efficient process to upgrade siderite ore by preoxidation-magnetization roasting-magnetic separation-acid leaching. J. Mater. Res. Technol. 2022, 19, 4296–4307. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Han, Y.; Gao, P.; Li, Y. Thermal decomposition kinetics of siderite ore during magnetization roasting. Mining Metall. Explor. 2021, 38, 1497–1508. [Google Scholar] [CrossRef]
- Kamariah, N.; Kalebic, D.; Xanthopoulos, P.; Blannin, R.; Araujo, F.; Koelewijn, S.; Dehaen, W.; Binnemans, K.; Spooren, J. Conventional versus microwave-assisted roasting of sulfidic tailings:Mineralogical transformation and metal leaching behavior. Miner. Eng. 2022, 183, 107587. [Google Scholar] [CrossRef]
- Jiu, S.; Zhao, B.; Yang, C.; Chen, Y.; Cheng, F. High-Efficiency Iron Extraction from Low-Grade Siderite via a Conveyor Bed Magnetization Roasting–Magnetic Separation Process: Kinetics Research and Applications. Materials 2022, 15, 6260. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Sun, Y.; Han, Y.; Li, Y. Pyrolysis behavior of a green and clean reductant for suspension magnetization roasting. J. Clean. Prod. 2020, 268, 122173. [Google Scholar] [CrossRef]
- Ponomar, V.; Dudchenko, N.; Brik, A. Synthesis of magnetite powder from the mixture consisting of siderite and hematite iron ores. Miner. Eng. 2018, 122, 277–284. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Han, Y.; Li, Y.; Gao, P. Producing magnetite concentrate via self-magnetization roasting in N2 atmosphere: Phase and structure transformation, and extraction kinetics. J. Ind. Eng. Chem. 2021, 104, 571–581. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, C.; Jiu, S.; Zhao, B.; Song, Q. Magnetic Properties and Washability of Roasted Suspended Siderite Ores. Materials 2022, 15, 3582. [Google Scholar] [CrossRef] [PubMed]
- Yuan, S.; Xiao, H.; Wang, R.; Li, Y.; Gao, P. Improved iron recovery from low-grade iron ore by efficient suspension magnetization roasting and magnetic separation. Miner. Eng. 2022, 186, 107761. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, Q.; Sun, Y.; Gao, P.; Han, Y. Pilot-scale extraction of iron from flotation tailings via suspension magnetization roasting in a mixture of CO and H2 followed by magnetic separation. Resour. Conserv. Recycl. 2021, 172, 105680. [Google Scholar] [CrossRef]
- Zhang, X.; Han, Y.; Sun, Y.; Li, Y. Innovative utilization of refractory iron ore via suspension magnetization roasting: A pilot-scale study. Powder Technol. 2019, 352, 16–24. [Google Scholar] [CrossRef]
- Yuan, S.; Ding, H.; Wang, R.; Zhang, Q.; Li, Y.; Gao, P. The mechanism of suspension reduction on Fe enrichment with low-grade carbonate-containing iron ore. Adv. Powder. Technol. 2022, 33, 103643. [Google Scholar] [CrossRef]
- Coenen, K.; Gallucci, F.; Mezari, B.; Hensen, E.; Van Sint Annaland, M. An in-situ IR study on the adsorption of CO2 and H2O on hydrotalcites. J. CO2 Util. 2018, 24, 228–239. [Google Scholar] [CrossRef]
- Zhou, W.; Sun, Y.; Han, Y.; Gao, P.; Li, Y. Recycling iron from oolitic hematite via microwave fluidization roasting and magnetic separation. Miner. Eng. 2021, 164, 106851. [Google Scholar] [CrossRef]
- Zhu, X.; Han, Y.; Sun, Y.; Gao, P.; Li, Y. Magnetite oxidation mechanism of the air-cooling stage for limonite ore magnetization roasting. Miner. Eng. 2022, 186, 107720. [Google Scholar] [CrossRef]
- GB/T 26567-2011; Test method for easy grinding of cement raw materials. China Standards Publishing House: Beijing, China, 2011.
- Tokiwai, K.; Nakashima, S. Dehydration kinetics of muscovite by in situ infrared microspectroscopy. Phys. Chem. Minerals 2010, 37, 91–101. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al2O3 | SiO2 | Fe2O3 | CaO | MgO | MnO | K2O | SO3 | TFe |
|---|---|---|---|---|---|---|---|---|
| 11.07 | 36.85 | 39.45 | 0.81 | 1.96 | 0.64 | 2.63 | 0.39 | 21.38 |
| Area 1 | Area 2 | ||||
|---|---|---|---|---|---|
| Element | Mass Percentage (%) | Atomic Percentage (%) | Element | Mass Percentage (%) | Atomic Percentage (%) |
| O | 28.97 | 56.37 | O | 42.58 | 56.23 |
| Fe | 63.65 | 35.48 | Si | 48.37 | 37.12 |
| Si | 5.45 | 6.15 | Fe | 3.18 | 1.22 |
| Mg | 1.01 | 1.30 | K | 2.14 | 1.35 |
| Ca | 0.28 | 0.22 | Al | 3.56 | 2.93 |
| Analysis Items | Cooling Method | 600 °C | 650 °C | 700 °C | 750 °C | 780 °C | 800 °C |
|---|---|---|---|---|---|---|---|
| Iron grade of roasted ore (%) | Dry cooling | 25.39 | 26.05 | 26.94 | 27.98 | 28.09 | 28.03 |
| Water cooling | 25.42 | 26.14 | 26.87 | 28.11 | 28.15 | 28.14 | |
| Iron grade of concentrate (%) | Dry cooling | 48.05 | 52.27 | 55.43 | 58.12 | 59.21 | 57.24 |
| Water cooling | 48.72 | 52.35 | 55.50 | 58.26 | 59.23 | 57.32 | |
| Recovery (%) | Dry cooling | 60.91 | 68.78 | 75.16 | 77.27 | 77.73 | 74.97 |
| Water cooling | 61.32 | 69.01 | 75.19 | 77.24 | 77.65 | 74.87 |
| Input | Mass (kg) | Temp. (°C) | Specific Heat (kJ/kg·°C) | Output | Mass (kg) | Temp. (°C) | Specific Heat (kJ/kg·°C) |
|---|---|---|---|---|---|---|---|
| Siderite | 765.0 | 30 | 0.72 | Roasted ore | 555.3 | 185.7 | 0.76 |
| Moisture content | 35.0 | 30 | 4.18 | Exhaust gas | 2147.1 | 220.1 | 1.1 |
| Hot-blast air | 1375.9 | 850 | 1.1 | Fly ash | 81.3 | 220.1 | 0.72 |
| Circulating air | 550.1 | 80 | 1.0 | - | - | - | - |
| Air leak | 57.8 | 30 | 1.0 | - | - | - | - |
| Total | 2783.7 | - | - | Total | 2783.7 | - | - |
| Input | Sensible Heat (kJ) | Output | Sensible Heat (kJ) |
|---|---|---|---|
| Siderite | 0 | Roasted ore | 65,709.8 |
| Moisture content | 0 | Exhaust gas | 448,758.1 |
| Hot-blast air | 124,1106 | Fly ash | 11,116.4 |
| Circulating air | 27,500 | Reaction endothermic | 616,161.6 |
| Air leak | 0 | Surface heat dissipation | 126,860.6 |
| Total | 1,268,606 | Total | 1,268,606 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiu, S.; Lin, M.; Zhao, B.; Chen, Y.; Yang, C. Pilot Study on a New Conveyor Bed Magnetization Roasting Process for Efficient Iron Extraction from Low-Grade Siderite. Processes 2023, 11, 1020. https://doi.org/10.3390/pr11041020
Jiu S, Lin M, Zhao B, Chen Y, Yang C. Pilot Study on a New Conveyor Bed Magnetization Roasting Process for Efficient Iron Extraction from Low-Grade Siderite. Processes. 2023; 11(4):1020. https://doi.org/10.3390/pr11041020
Chicago/Turabian StyleJiu, Shaowu, Mingkang Lin, Bo Zhao, Yanxin Chen, and Chao Yang. 2023. "Pilot Study on a New Conveyor Bed Magnetization Roasting Process for Efficient Iron Extraction from Low-Grade Siderite" Processes 11, no. 4: 1020. https://doi.org/10.3390/pr11041020