
Effect of Cold-Spray Parameters on Surface Roughness, Thickness and Adhesion of Copper-Based Composite Coating on Aluminum Alloy 6061 T6 Substrate

Abstract
:1. Introduction
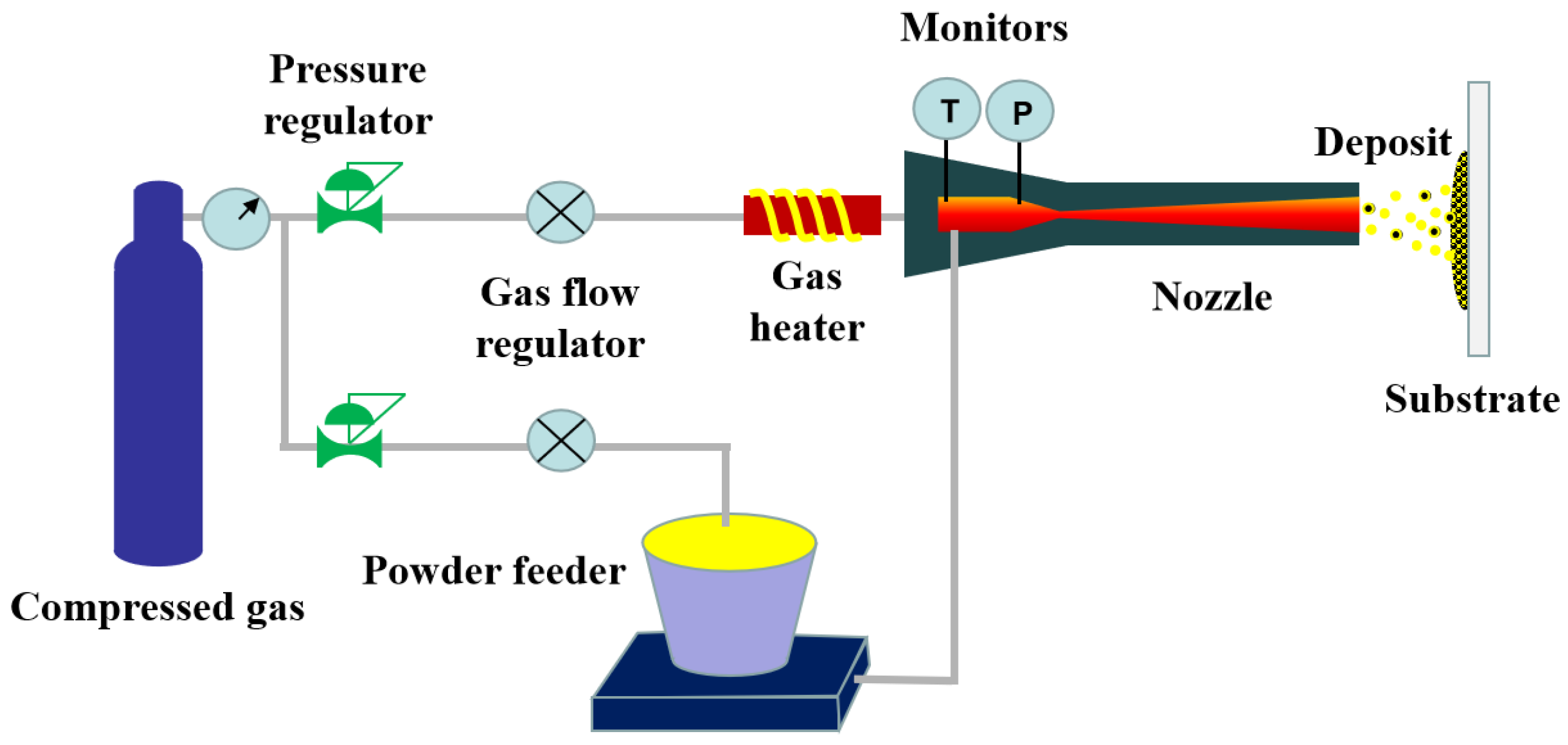
2. Experimental Details
3. Results and Discussion
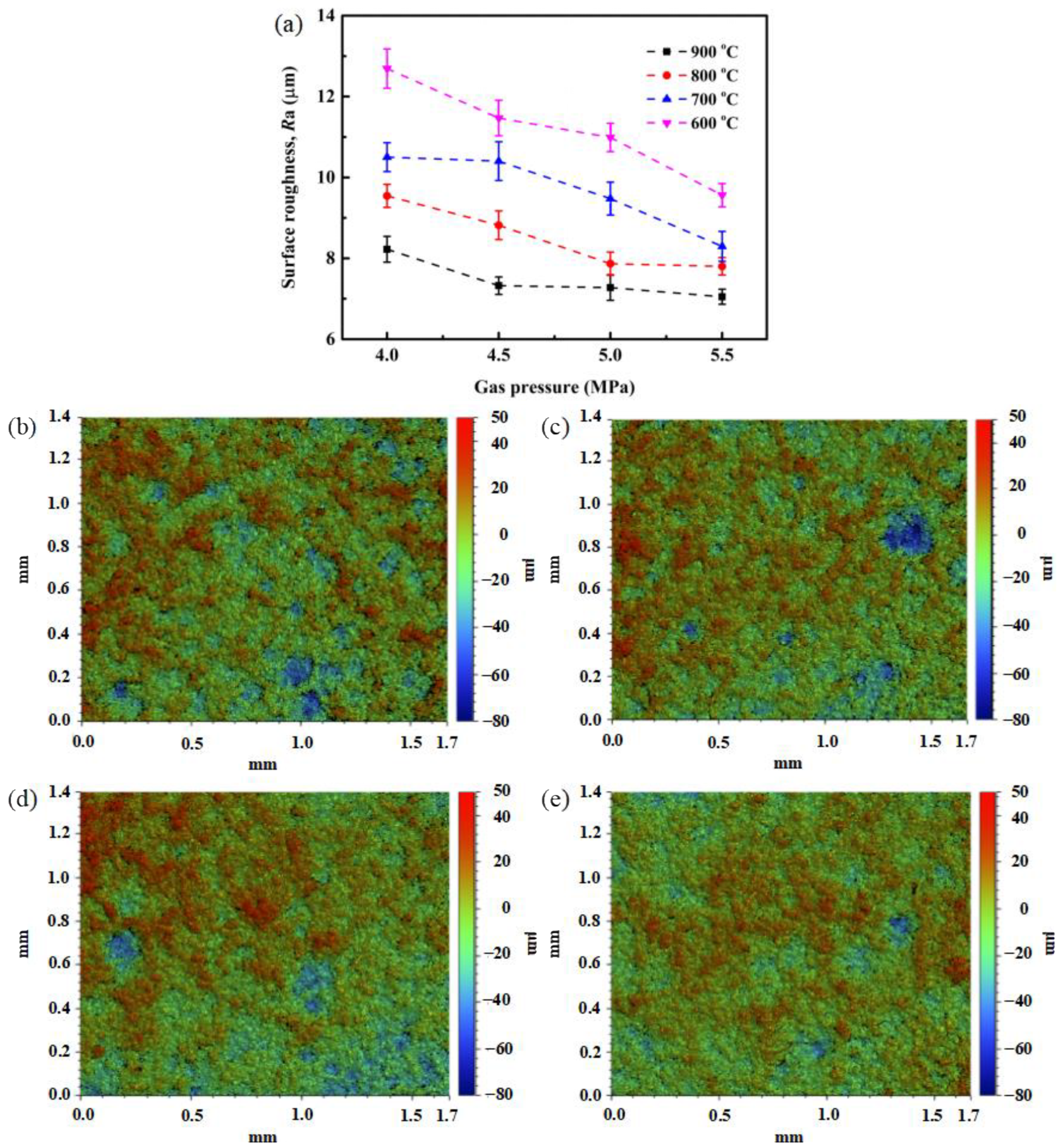
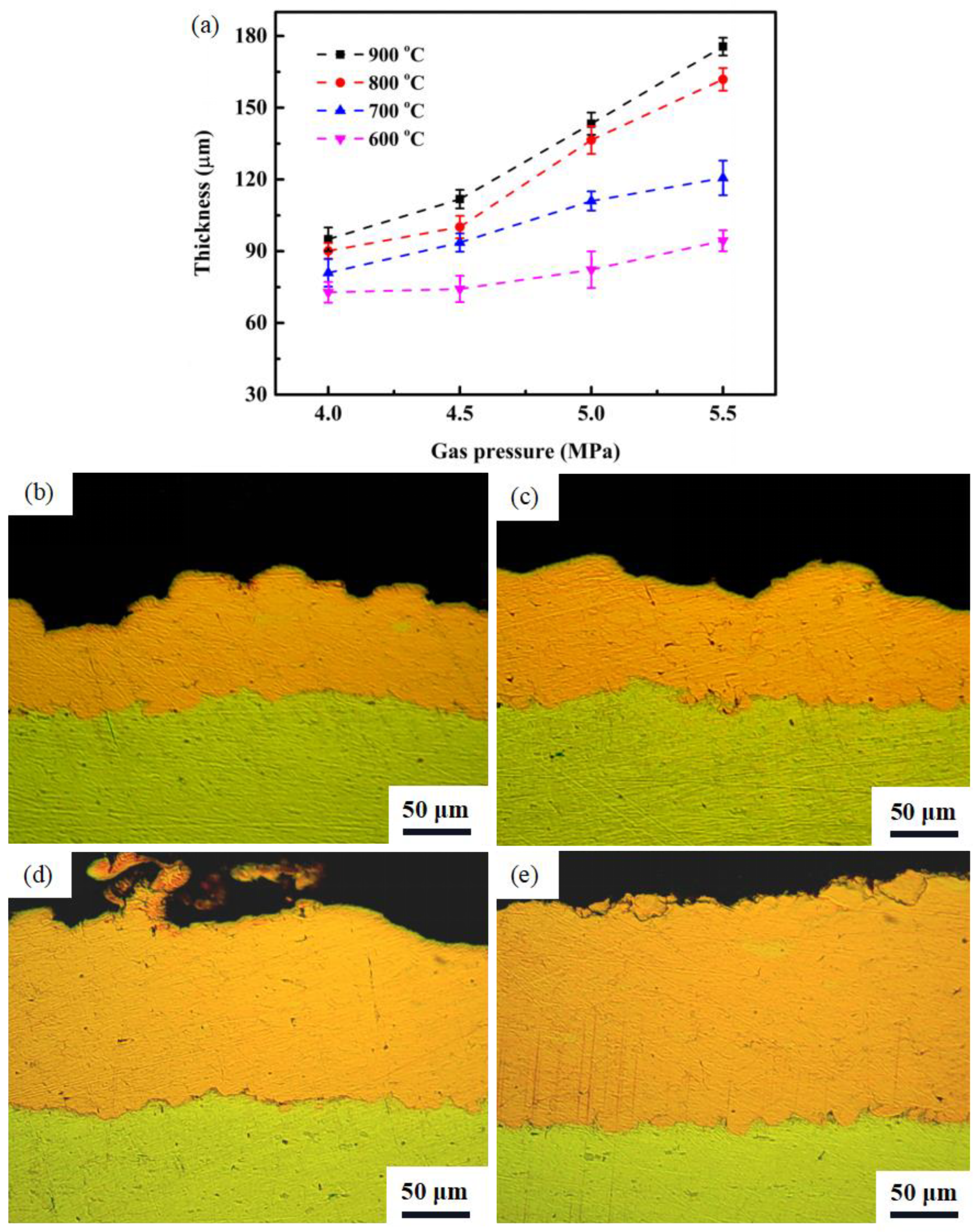
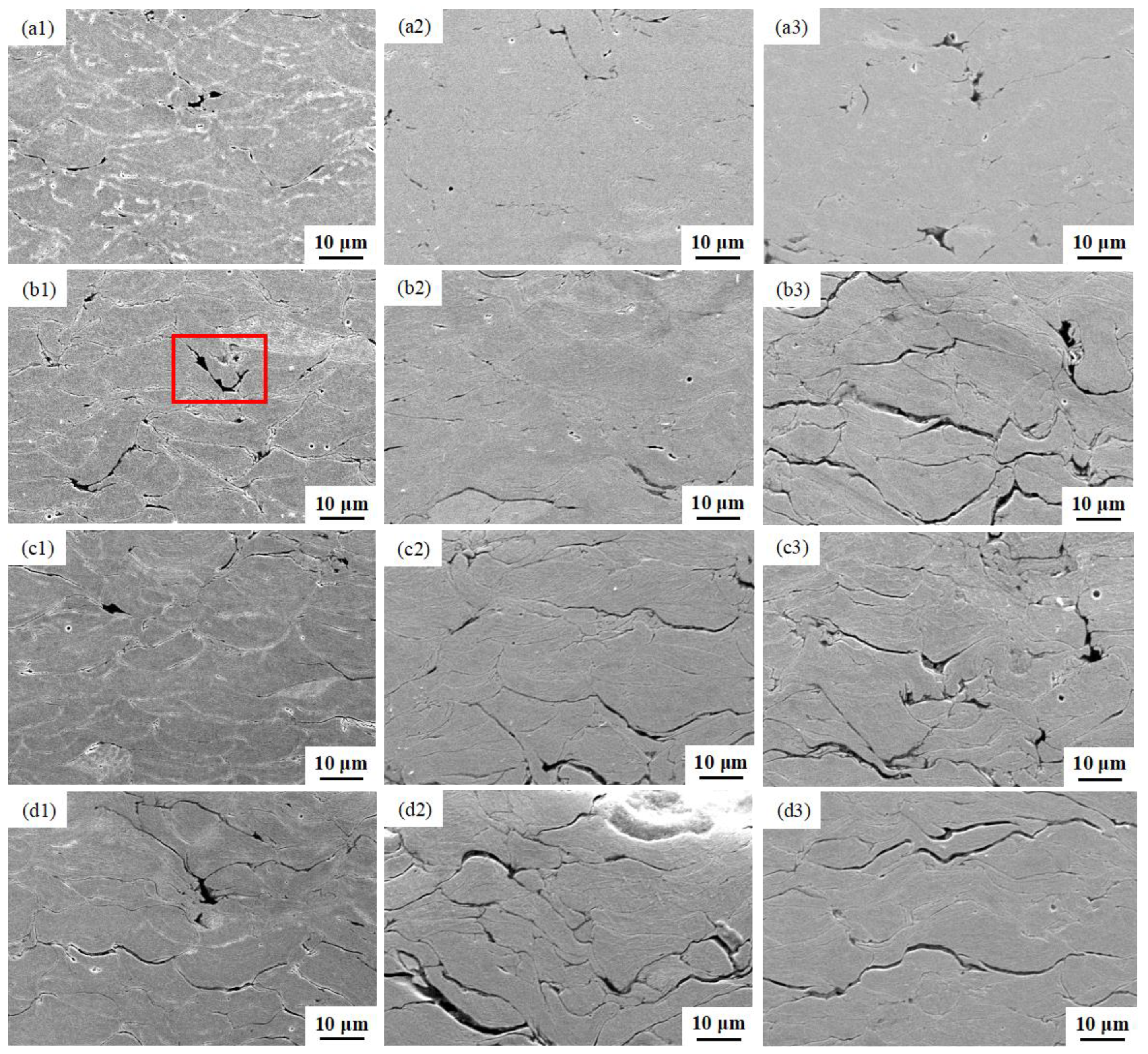
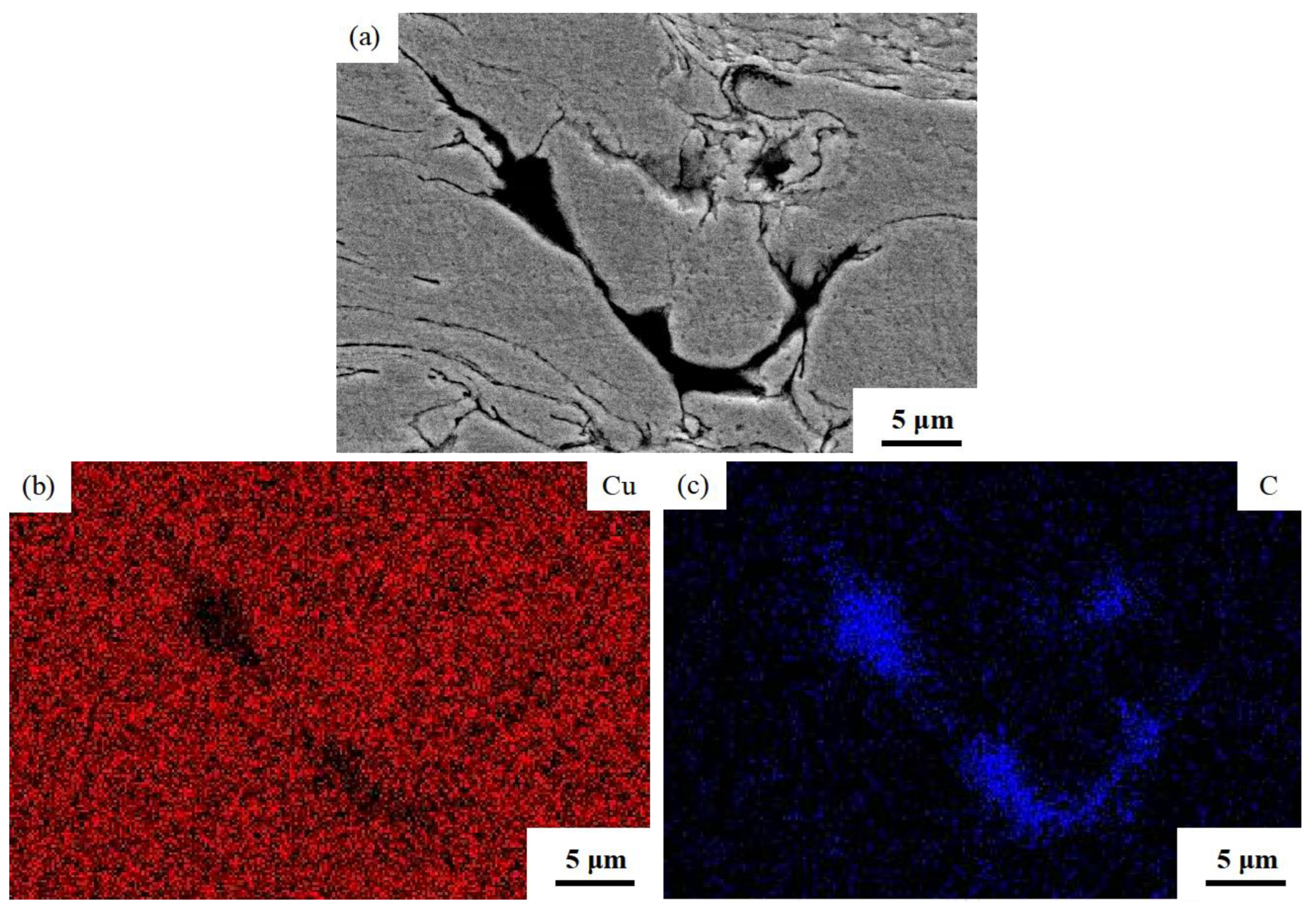
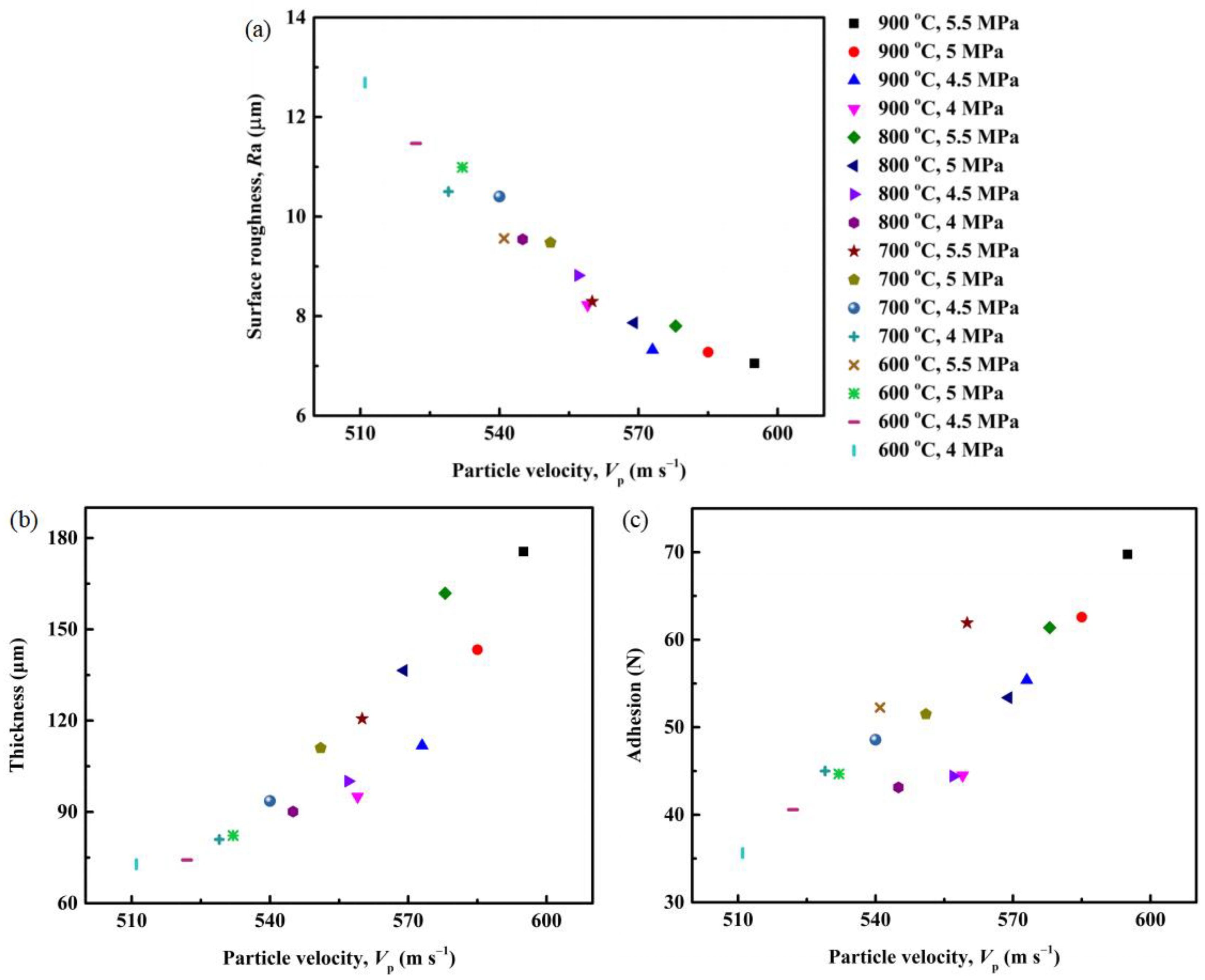
3.1. Characterization
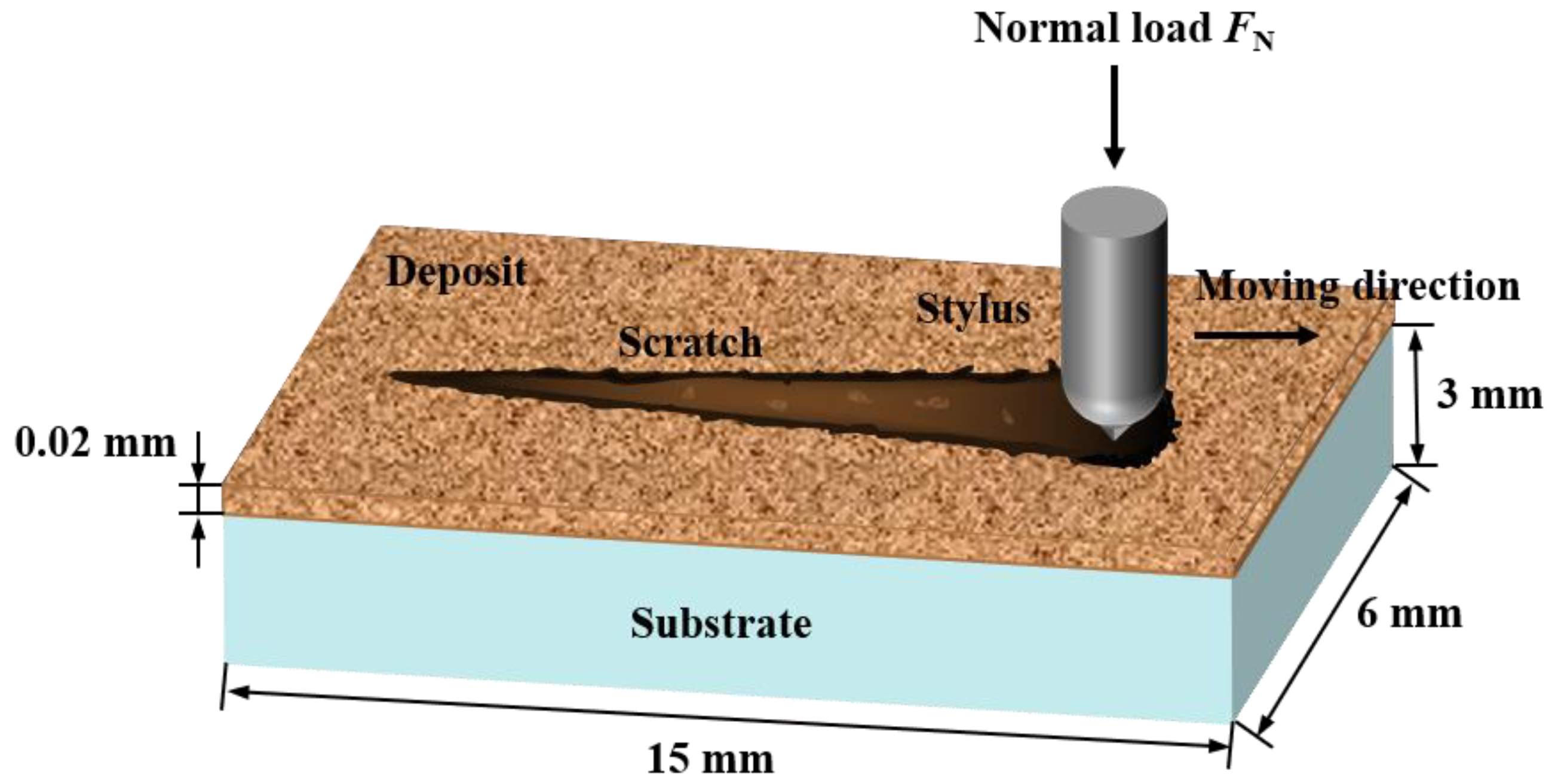
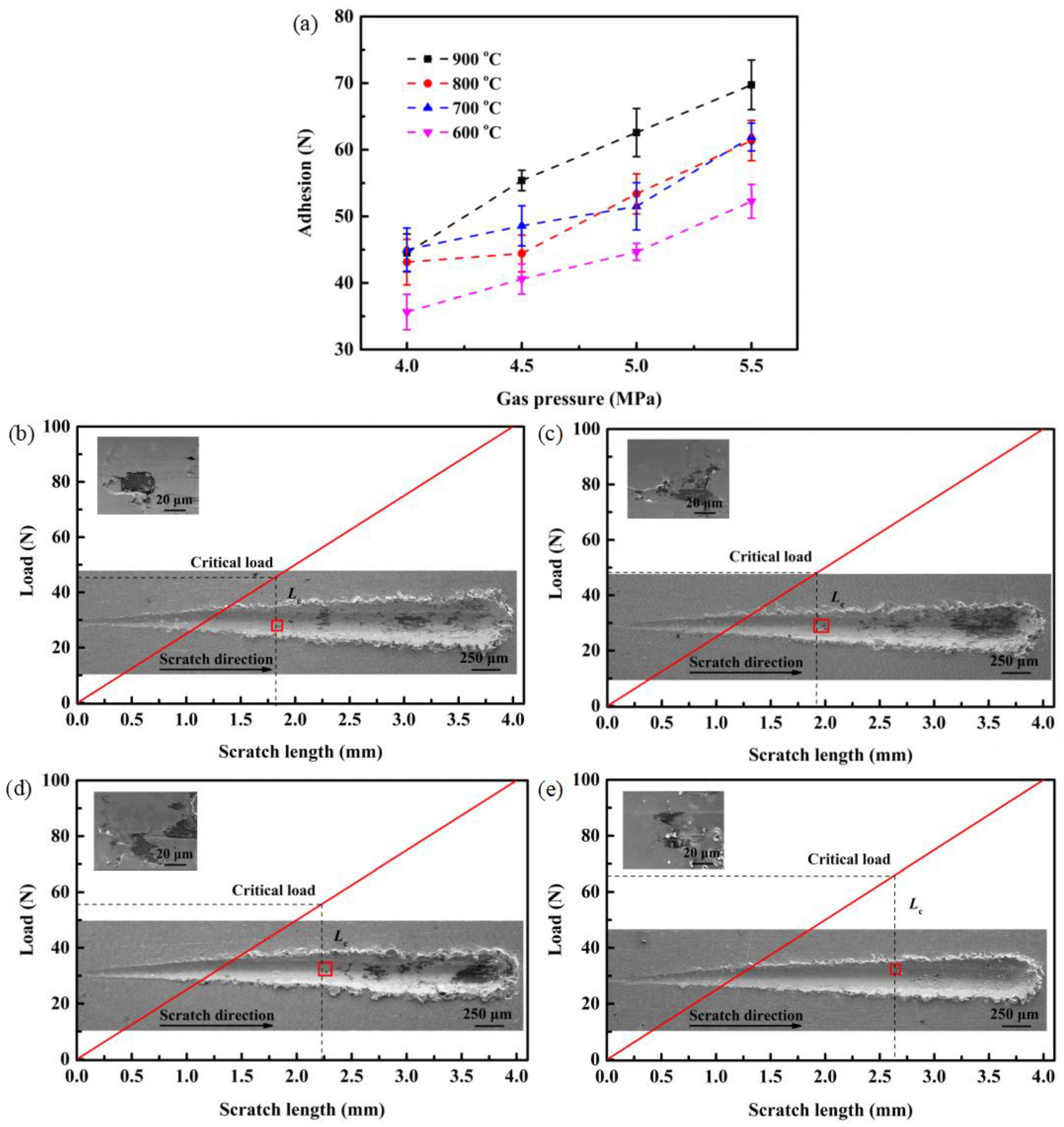
3.2. Adhesion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Parast, M.S.A.; Azadi, M. A short evaluation of simultaneous corrosion fretting fatigue behaviors in piston aluminium-silicon alloys considering effects of nano-particles and heat-treating. Int. J. Fatigue 2023, 168, 107403. [Google Scholar] [CrossRef]
- Franceschini, F.G.; Klegues Montedo, O.R.; Arcaro, S.; Bergmann, C.P. Aluminum borophosphate glaze-coated aluminum alloy substrate: Coating properties and coating/substrate coupling. Ceram. Int. 2021, 47, 2050–2057. [Google Scholar] [CrossRef]
- Huang, Y.; Zhu, Y.; Li, H.; Ma, S. Study on properties of alkaline copper coating by electro-brush plating on aluminium alloys surface. Hot Work. Technol. 2006, 35, 22–24. [Google Scholar]
- Wang, X.; Su, Y.; Ouyang, Q.; Zhu, C.; Cao, H.; Zhang, D. Fabrication, mechanical and thermal properties of copper coated graphite films reinforced copper matrix laminated composites via ultrasonic-assisted electroless plating and vacuum hot-pressing sintering. Mater. Sci. Eng. A 2021, 824, 141768. [Google Scholar] [CrossRef]
- Zhao, R.; Li, W.; Wang, T.; Zhan, K.; Yang, Z.; Yan, Y.; Zhao, B.; Yang, J. Fabrication of Cu/graphite film/Cu sandwich composites with ultrahigh thermal conductivity for thermal management applications. Front. Mater. Sci. 2020, 14, 188–197. [Google Scholar] [CrossRef]
- Jia, S.-K.; Zou, Y.; Xu, J.-Y.; Wang, J.; Yu, L. Effect of TiO2 content on properties of Al2O3 thermal barrier coatings by plasma spraying. Trans. Nonferrous Met. Soc. China 2015, 25, 175–183. [Google Scholar] [CrossRef]
- Sahoo, B.; Das, T.; Paul, J. Thermal spraying and related technologies for the surface modification of Al alloys: Review. Surf. Rev. Lett. 2022, 29, 2230009. [Google Scholar] [CrossRef]
- Ladwig, A.; Babayan, S.; Smith, M.; Hester, M.; Highland, W.; Koch, R.; Hicks, R. Atmospheric plasma deposition of glass coatings on aluminum. Surf. Coat. Technol. 2007, 201, 6460–6464. [Google Scholar] [CrossRef]
- Sahoo, S.P.; Datta, S. Dry machining performance of AA7075-T6 alloy using uncoated carbide and MT-CVD TiCN-Al2O3-coated carbide inserts. Arab. J. Sci. Eng. 2020, 45, 9777–9791. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Nowotny, S.; Richter, A.; Beyer, E. Laser cladding of yttria partially stabilized ZrO2 (YPSZ) ceramic coatings on aluminum alloys. Ceram. Int. 2001, 27, 15–24. [Google Scholar] [CrossRef]
- Wang, Q.; Li, Q.; Chen, F.; Zhang, L.; Li, J.; Zhang, J. Corrosion behavior of laser-cladding NiCrBSi coating in molten aluminum alloy. J. Laser Appl. 2022, 34, 022022. [Google Scholar] [CrossRef]
- Davoodi, F.; Ashrafizadeh, F.; Atapour, M.; Rikhtehgaran, R. A novel approach for evaluation of load bearing capacity of duplex coatings on aluminum alloy using PLS and SVR models. Trans. Nonferrous Met. Soc. China 2022, 32, 1834–1851. [Google Scholar] [CrossRef]
- Liu, N.; Gao, J.; Tong, S.; Xu, L.; Wan, Y.; Sun, H. Improvement in corrosion resistance of micro-arc oxidation coating on PVD. Int. J. Appl. Ceram. Technol. 2022, 19, 2556–2565. [Google Scholar] [CrossRef]
- Lv, G.; Gu, W.; Chen, H.; Feng, W.; Khosa, M.L.; Li, L.; Niu, E.; Zhang, G.; Yang, S.-Z. Characteristic of ceramic coatings on aluminum by plasma electrolytic oxidation in silicate and phosphate electrolyte. Appl. Surf. Sci. 2006, 253, 2947–2952. [Google Scholar] [CrossRef]
- Tong, S.; Xu, L.; Wan, Y.; Wang, Y.; Wang, J. Enhanced corrosion-resistant performance of the PEO coatings on AA7075 alloy by a sol-gel-derived silica layer. Int. J. Appl. Ceram. Tech. 2022, 19, 2613–2622. [Google Scholar] [CrossRef]
- Chanyathunyaroj, K.; Samit, W.; Poonthananiwatkul, C.; Phetchcrai, S. Effect of coatings on the mechanical properties and fatigue life of 6061 aluminum alloys. Trans. Indian Inst. Met. 2021, 74, 2135–2147. [Google Scholar] [CrossRef]
- Winter, L.; Lampke, T. Influence of hydrothermal sealing on the high cycle fatigue behavior of the anodized 6082 aluminum alloy. Coatings 2022, 12, 1070. [Google Scholar] [CrossRef]
- Minto, T.A.; de Oliveira, V.M.C.A.; Voorwald, H.J.C. Plasma immersion ion implantation: Influence on the rotating bending fatigue strength of AA 7050-T7451 aluminum alloy. Int. J. Fatigue 2017, 103, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Dong, T.; Fu, B.; Li, G.; Liu, Q.; Li, Y. Microstructure and properties of cold sprayed NiCrAl coating on AZ91D magnesium alloy. Coatings 2021, 11, 193. [Google Scholar] [CrossRef]
- Cavaliere, P.; Perrone, A.; Silvello, A.; Laska, A.; Blasi, G.; Cano, I.G.; Sadeghi, B.; Nagy, S. Cyclic behavior of FeCoCrNiMn high entropy alloy coatings produced through cold spray. J. Alloys Compd. 2023, 931, 167550. [Google Scholar] [CrossRef]
- Wang, Y.; Normand, B.; Mary, N.; Yu, M.; Liao, H. Effects of ceramic particle size on microstructure and the corrosion behavior of cold sprayed SiCp/Al 5056 composite coatings. Surf. Coat. Technol. 2017, 315, 314–325. [Google Scholar] [CrossRef]
- Song, Z.; Li, H. Plasma spraying with wire feeding: A facile route to enhance the coating/substrate interfacial metallurgical bonding. Coatings 2022, 12, 615. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, G.; Pan, J.; Ma, C.; Zhang, G. Non-isocyanate polyurethane coating with high hardness, superior flexibility, and strong substrate adhesion. ACS Appl. Mater. Interfaces 2023, 15, 5998–6004. [Google Scholar] [CrossRef] [PubMed]
- Sedelnikova, M.B.; Ivanov, K.V.; Ugodchikova, A.V.; Kashin, A.D.; Uvarkin, P.V.; Sharkeev, Y.; Tolkacheva, T.V.; Tolmachev, A.I.; Schmidt, J.; Egorkin, V.S.; et al. The effect of pulsed electron irradiation on the structure, phase composition, adhesion and corrosion properties of calcium phosphate coating on Mg0.8Ca alloy. Mater. Chem. Phys. 2023, 294, 126996. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, K.; Lu, X.; Lam, Y.C. A review on the mechanical methods for evaluating coating adhesion. Acta Mech. 2014, 225, 431–452. [Google Scholar] [CrossRef]
- Horgnies, M.; Willieme, P.; Gabet, O. Influence of the surface properties of concrete on the adhesion of coating: Characterization of the interface by peel test and FT-IR spectroscopy. Prog. Org. Coat. 2011, 72, 360–379. [Google Scholar] [CrossRef]
- O’Brien, E.P.; Ward, T.C.; Guo, S.; Dillard, D.A. Strain energy release rates of a pressure sensitive adhesive measured by the shaft-loaded blister test. J. Adhes. 2010, 79, 69–97. [Google Scholar] [CrossRef]
- Sharifi, H.; Aliofkhazraei, M.; Darband, G.B.; Shrestha, S. A review on adhesion strength of peo coatings by scratch test method. Surf. Rev. Lett. 2018, 25, 1830004. [Google Scholar] [CrossRef]
- Nißen, S.; Heeg, J.; Wienecke, M.; Behrend, D.; Warkentin, M. Enhancing adhesion strength of a-C:H:Cu composite coatings on Ti6Al4V by graded copper deposition in a rf-PVD/PECVD hybrid process. Surf. Coat. Technol. 2018, 350, 659–671. [Google Scholar] [CrossRef]
- Cho, M.-Y.; Lee, D.-W.; Ko, P.-J.; Koo, S.-M.; Kim, J.; Choi, Y.-K.; Oh, J.-M. Adhesive Mechanism of Al2O3/Cu Composite Film via Aerosol Deposition Process for Application of Film Resistor. Electron. Mater. Lett. 2019, 15, 227–237. [Google Scholar] [CrossRef]
- De Cerqueira Lima, F.G.; Mescheder, U.; Katona, G.L.; Leiste, H.; Özel, E.; Müller, C.; Reinecke, H. Influence of silicon doping type on the adhesion of seedless electrodeposited copper layers. Surf. Coat. Technol. 2018, 349, 208–216. [Google Scholar] [CrossRef]
- Aniołek, K.; Kupka, M. Mechanical, tribological and adhesive properties of oxide layers obtained on the surface of the Ti–6Al–7Nb alloy in the thermal oxidation process. Wear 2019, 432, 202929. [Google Scholar] [CrossRef]
- Sun, H.; Billard, A.; Luo, H.; Zheng, W.-T.; Zheng, X.-L.; Dai, M.-J.; Lin, S.-S.; Shi, Q.; Sanchette, F. Influence of carbon content on the mechanical properties of TiCN–Cu nanocomposite coatings prepared by multi-arc ion plating. Vacuum 2021, 187, 110139. [Google Scholar] [CrossRef]
- Breuninger, P.; Krull, F.; Huttenlochner, K.; Müller-Reno, C.; Ziegler, C.; Merz, R.; Kopnarski, M.; Antonyuk, S. Microstructuring of steel surfaces via cold spraying with 316L particles for studying the particle-wall collision behavior. Surf. Coat. Technol. 2019, 379, 125054. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Bakhsheshi-Rad, H.R.; Saberi, A.; Razzaghi, M.; Kasar, A.K.; Ramakrishna, S.; Menezes, P.L.; Misra, M.; Ismail, A.F.; Sharif, S.; et al. Surface modification of magnesium alloys using thermal and solid-state cold spray processes: Challenges and latest progresses. J. Magnes. Alloy. 2022, 10, 2025–2061. [Google Scholar] [CrossRef]
- Ralls, A.M.; Daroonparvar, M.; Kasar, A.K.; Misra, M.; Menezes, P.L. Influence of friction stir processing on the friction, wear and corrosion mechanisms of solid-state additively manufactured 316L duplex stainless steel. Tribol. Int. 2023, 178, 108033. [Google Scholar] [CrossRef]
- Wei, F.J.; Chou, B.Y.; Fung, K.Z.; Tsai, S.Y. Thermomechanical properties of cold-sprayed copper coatings from differently fabricated powders. Surf. Coat. Technol. 2022, 434, 128128. [Google Scholar] [CrossRef]
- Wu, J.; Fang, H.; Yoon, S.; Kim, H.; Lee, C. Measurement of particle velocity and characterization of deposition in aluminum alloy kinetic spraying process. Appl. Surf. Sci. 2005, 252, 1368–1377. [Google Scholar] [CrossRef]
- Huang, J.; Ma, W.; Xie, Y.; Fukanum, H.; Zhang, K.; Wang, G.; Huang, R. Influence of cold gas spray processing conditions on the properties of 316L stainless steel coatings. Surf. Eng. 2019, 35, 784–791. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Cr | Cu | Fe | Mn | Ti | Zn | Mg | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6061 aluminum alloy plate | 0.4–0.8 | 0.04–0.35 | 0.15–0.4 | ≤0.7 | ≤0.15 | ≤0.15 | ≤0.25 | 0.8–1.2 | Balance |
| Coating | Gas Temperature (°C) | Gas Pressure (MPa) | Gas Flow of Feeding (SLM) | Traverse Velocity (mm s−1) | Distance from the Substrate (mm) | Deposition Layer (layer) |
|---|---|---|---|---|---|---|
| 1 | 900 | 5.5 | 180 | 50 | 20 | 1 |
| 2 | 900 | 5 | 180 | 50 | 20 | 1 |
| 3 | 900 | 4.5 | 180 | 50 | 20 | 1 |
| 4 | 900 | 4 | 180 | 50 | 20 | 1 |
| 5 | 800 | 5.5 | 180 | 50 | 20 | 1 |
| 6 | 800 | 5 | 180 | 50 | 20 | 1 |
| 7 | 800 | 4.5 | 180 | 50 | 20 | 1 |
| 8 | 800 | 4 | 180 | 50 | 20 | 1 |
| 9 | 700 | 5.5 | 180 | 50 | 20 | 1 |
| 10 | 700 | 5 | 180 | 50 | 20 | 1 |
| 11 | 700 | 4.5 | 180 | 50 | 20 | 1 |
| 12 | 700 | 4 | 180 | 50 | 20 | 1 |
| 13 | 600 | 5.5 | 180 | 50 | 20 | 1 |
| 14 | 600 | 5 | 180 | 50 | 20 | 1 |
| 15 | 600 | 4.5 | 180 | 50 | 20 | 1 |
| 16 | 600 | 4 | 180 | 50 | 20 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, L.; Xue, N.; Li, W.; Liu, S.; Tu, Z.; Chen, Y.; Zhang, J.; Dai, S.; Liu, Q.; Shi, X.; et al. Effect of Cold-Spray Parameters on Surface Roughness, Thickness and Adhesion of Copper-Based Composite Coating on Aluminum Alloy 6061 T6 Substrate. Processes 2023, 11, 959. https://doi.org/10.3390/pr11030959
Shao L, Xue N, Li W, Liu S, Tu Z, Chen Y, Zhang J, Dai S, Liu Q, Shi X, et al. Effect of Cold-Spray Parameters on Surface Roughness, Thickness and Adhesion of Copper-Based Composite Coating on Aluminum Alloy 6061 T6 Substrate. Processes. 2023; 11(3):959. https://doi.org/10.3390/pr11030959
Chicago/Turabian StyleShao, Ling, Na Xue, Weiwei Li, Song Liu, Zhibiao Tu, Yingwei Chen, Jitang Zhang, Sheng Dai, Qijie Liu, Xinxing Shi, and et al. 2023. "Effect of Cold-Spray Parameters on Surface Roughness, Thickness and Adhesion of Copper-Based Composite Coating on Aluminum Alloy 6061 T6 Substrate" Processes 11, no. 3: 959. https://doi.org/10.3390/pr11030959