
Multiple-Rack Strategies Using Optimization of Location Assignment Based on MRCGA in Miniload Automated Storage and Retrieval System
Abstract
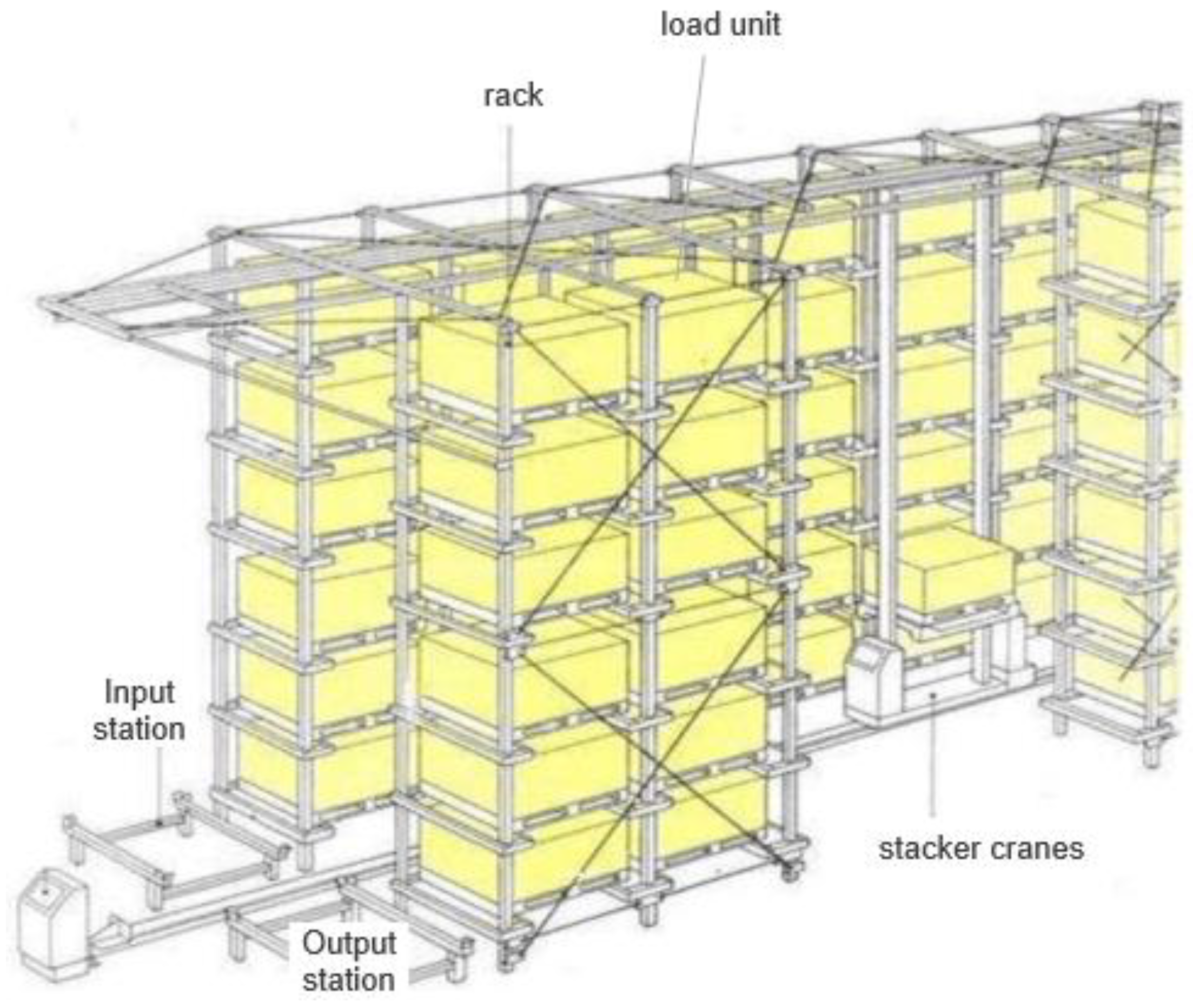
:1. Introduction
2. Literature Review
- 1.
- First, reducing the travel or expected time of single single command (SC) or dual command (DC). Azzi et al. [20] suggested a new model to estimate the travel time and conducted a new Monte Carlo simulation. Huaining et al. [21] proposed an optimization model which was aiming to short the time of the retrieval and storage operation by combining free search (FS) and amendment circle algorithm. Ngoc et al. [22] proposed an efficient combination algorithm which reduced the travel distance in AS/RSs;
- 2.
- Second, improving the compartment allocation strategies. Peng et al. [23] presented a variable neighborhood search (VNS) algorithm to solve the large-sized item operations under shared storage in multi-shuttle AS/RS. They used random or nearest storage strategies, classified, or shared according to the original data and resources, such as item numbers, material types, sizes, weights, etc.;
- 3.
- Lastly, improving the performance of the AS/RSs platform, such as better planning of scheduling operations. Tostani et al. [24] proposed a novel bi-level and bi-objective model which could offer better planning of operations. Tian et al. [25] proposed two continuous travel time models, such as a dedicated lift per job type and rack, and two models were validated by simulation and showed accurate results.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Literature | System Type | System Features | Operating Modes | Objectives |
|---|---|---|---|---|
| [8] | AS/RS | position where the S/R machine resides | Undefined | minimizing the expected time to the first operation after an idle period |
| [7] | AS/RS | dynamic scheduling and design | SC/DC | improving system performance of large computation times and finite planning horizons |
| [4] | AS/RS | accelerating/deceleration of the S/R machine | SC/DC | reducing the expected travel time |
| [20] | AS/RS | dual-shuttle | SC/DC | SC and DC travel times |
| [6] | AS/RS | unit-load location rule | DC | minimizing DC travel times |
| [26] | Miniload AS/RS | identical shelves which handle different widths cartons | Undefined | storage space utilization |
| [25] | AS/RS | multi-shuttle | Undefined | operational efficiency |
| [12] | Miniload AS/RS | dual shuttle crane | DC | minimizing the prioritized waiting time |
| [27] | AS/RS | single crane scheduling | SC/DC | a novel classification scheme |
| [16] | AS/RS | unit-load multiple-rack | DC | minimizing the cost of GHG efficiency |
| [28] | flow-rack AS/RS | a multi-deep rack and two machines | SC/DC | an analytical model for the performance evaluation and design |
| [5] | Miniload AS/RS | shuttle vehicles-type | Undefined | enhancing the buffering function of flexible storage and sorting operations |
| [25] | Split-platform AS/RS | 2 flexible lifts/2 racks | DC | DC travel time |
| [15] | AVS/RS | multiple-tier shuttle vehicles | SC/DC | an analytical travel time models |
| [19] | RMFS | high-density storage warehouses with limited space or high rental costs | DC | saving labor costs and achieve higher picking efficiency |
| This paper | Miniload AS/RS | Multiple rack design strategies | DC | reducing the fragmentation and increasing rack capacity |
- Avoiding fragmentation. Tokola and Niemi [26] proposed a minimizing fragmentation method in a horizontal direction, reducing the gaps between cartons due to several times for input/output operations. When the gaps were too narrow to load any cartons, they were wastes of space. The horizontal direction was fully discussed in their paper, but the vertical direction was dismissed. In this paper, we used space utilization as one of the optimal indexes, discussing the utilization of space in various rack strategies. In addition, we added vertical direction as an important model parameter, and a unity and equal-depth model to reduce the computation amounts;
- Increasing rack capacity. In order to increase rack capacity, the quantity of loaded units should be as large as possible, and various sizes of containers or cartons, multiple types of rack strategies were proposed. Rao and Adil [29] presented a class-based method using a modified version (an ABC curve) on turnover density. Jason et al. [30] presented an effective heuristic algorithm to locate products for a pick-and-pass system. Sunil et al. [31] presented a decision model according to various parameters such as total delivery time, total investment on each item and total cost. Chen et al. [32] proposed a hierarchical two-stage-exchange method to minimize the total dispersion degree in large-scale transshipment (commercial cars). Derhami et al. [33] presented a block-stacking method by bay depth, cross-aisle types and the number of aisles and cross-aisles in the beverage industry, and the resulting layout reduced operation costs by 10%. Ghomri et al. [28] proposed an analytical method that took into account various items’ physical parameters, such as length, width, and depth. Extensive research is based on same-size containers and the same racks, and each unit is only loaded one container. Obviously, there are horizontal and vertical wastes of space. In our paper, the above-mentioned rack strategies were considered as the Type A model, and we added other models to increase the rack designs for various storage requirements, aiming to maximum use of racks by measuring their capacities and utilization.
- 1.
- Single-deep rack and stack design;
- 2.
- All kinds of cartons are suitable for storage, no matter the size;
- 3.
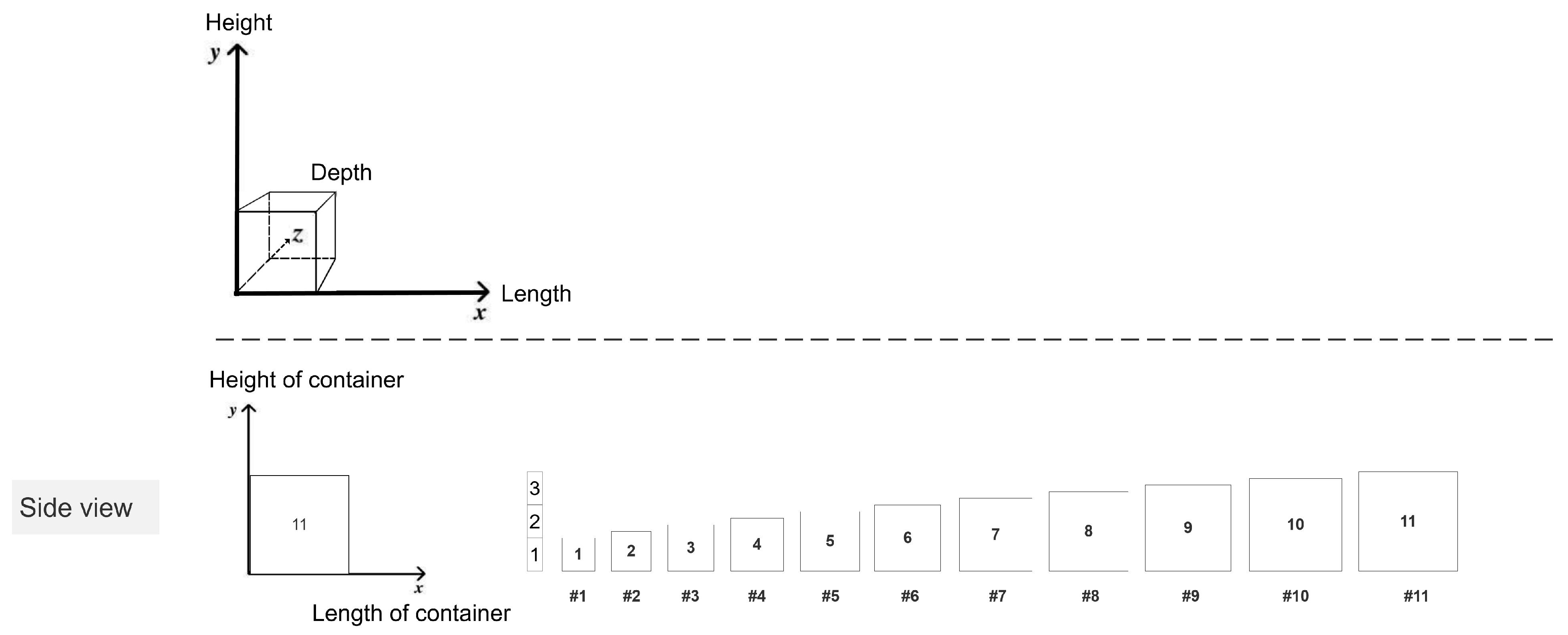
- Racks have same outline, means that they have same length, height and depth. At the same time, cartons have same depth as racks. In this way the space utilization is based on length and height (horizontal and vertical);
- 4.
- Every carton’s length is equal to its height;
- 5.
- One rack has several lines, and each line has several loaded-units, and each loaded unit’s length is equal to its height. In this paper, a rack has 10 to 40 locations per line, and 4 to 12 locations per column;
- 6.
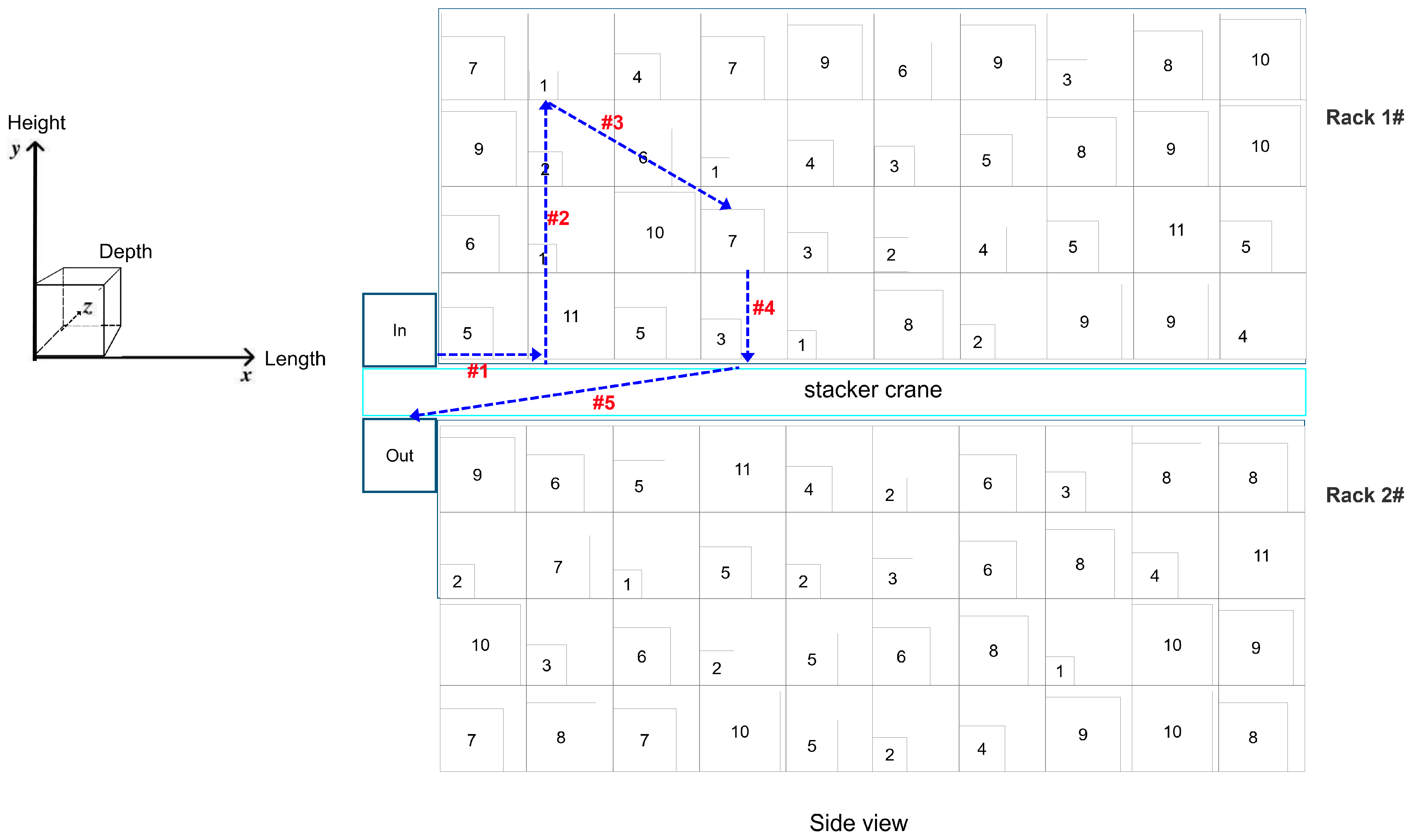
- Time costs on preparing storage and retrieval are handled as constants in travel process and could not be count in when calculating the travel distance. In the process of storage/retrieval operations, there are short time periods for preparing storage and retrieval. For example, from stacker cranes grab the cartons to start moving, or from stacker cranes load the cartons to start moving. Compared to travel times, these time periods are short. In addition, every DC operation has the same short time periods so that we set them as constants, and when we compare the travel distances in three rack strategies, these time periods are subtracted. Thus, we arrived at the conclusion that these time periods could not be counted on.
2.1. Type A Rack Strategy
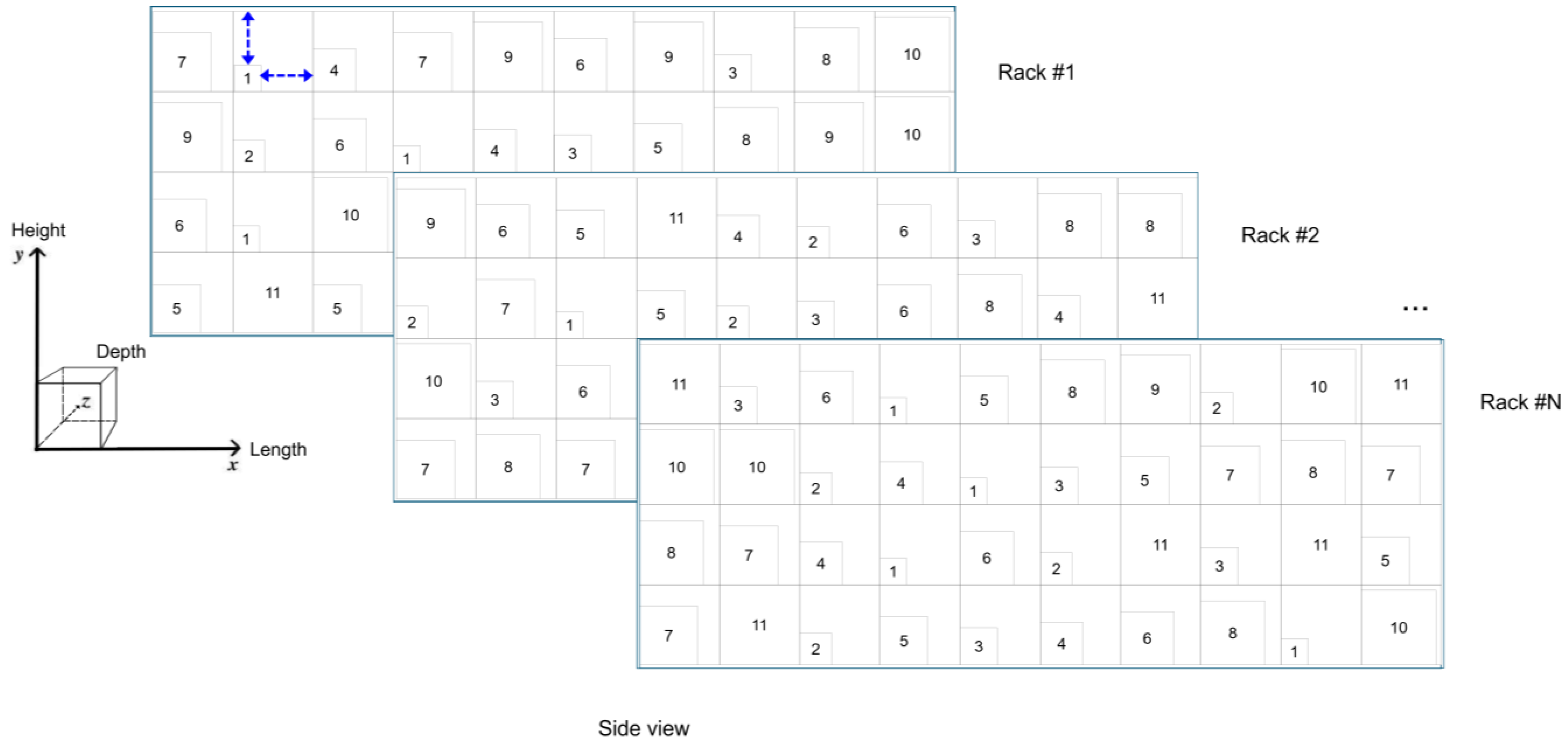
2.2. Type B Multiple Sizes Rack Strategy
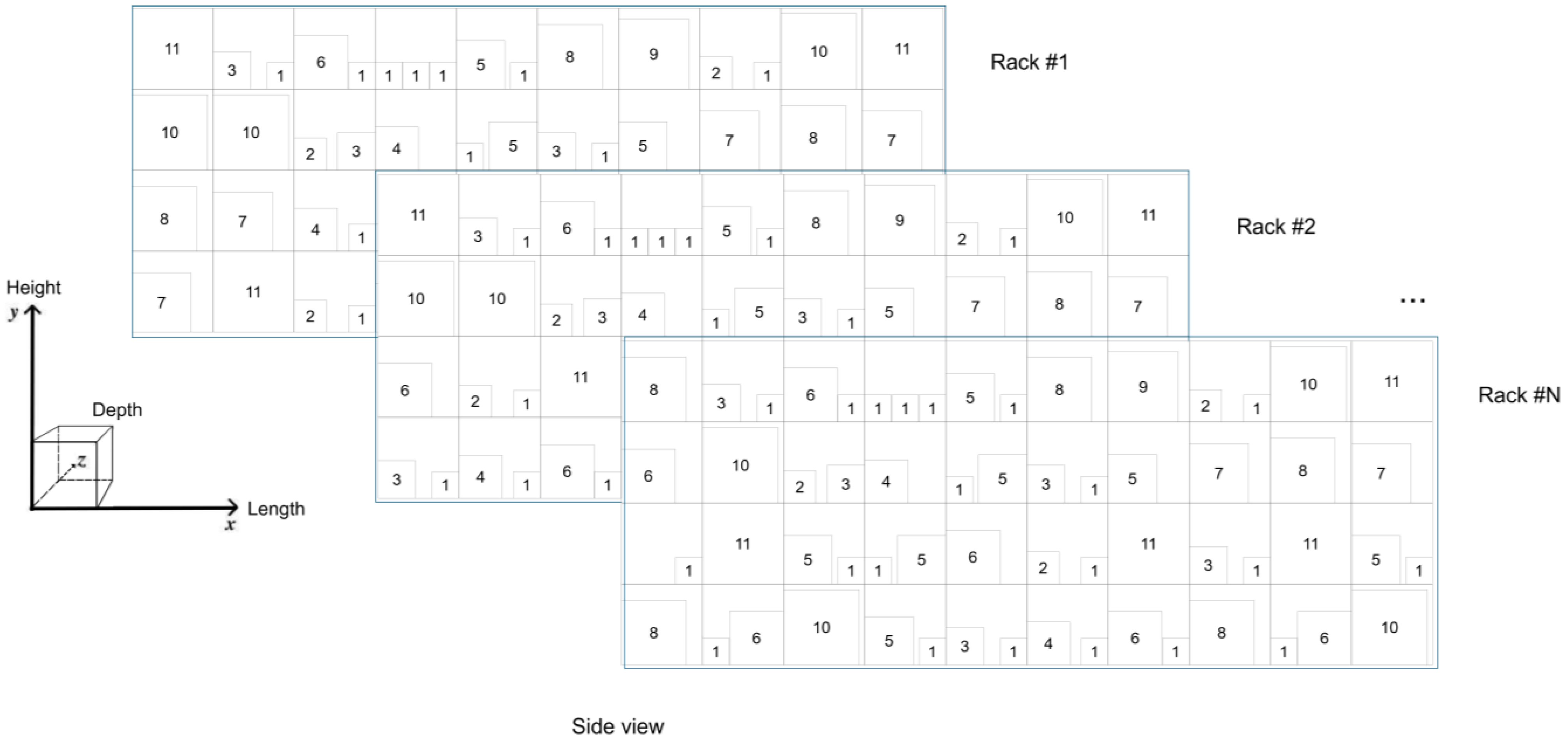
2.3. Type C Multiple Cartons Rack Strategy
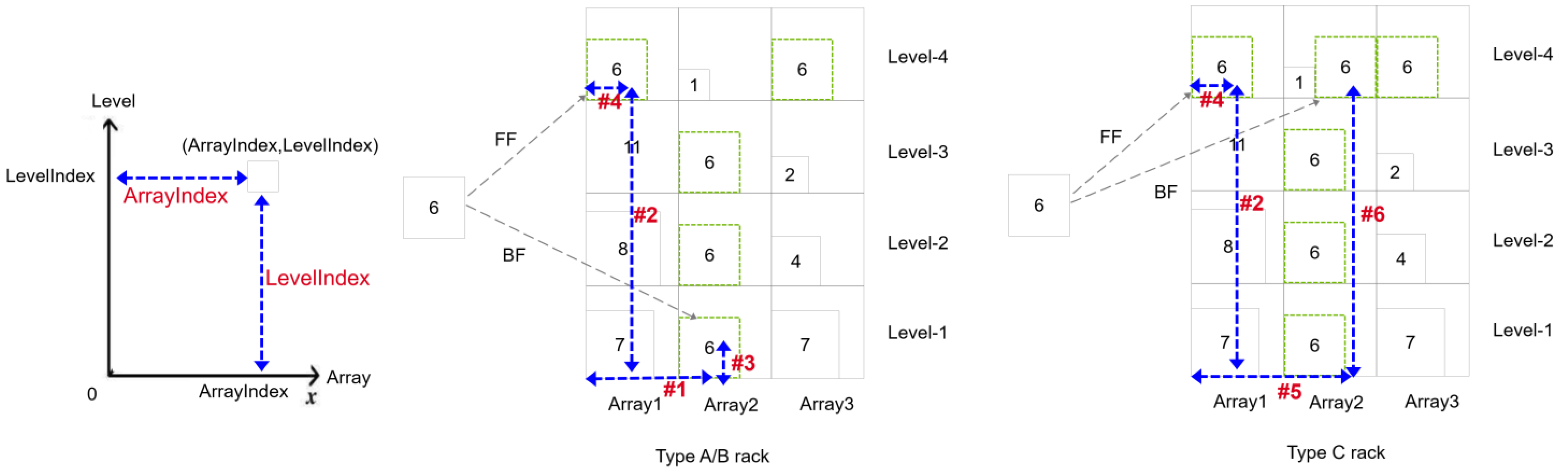
2.4. FF and BF Location Assignment Methods
2.5. Analysis of DC Using MRCGA
3. Numerical Experiments
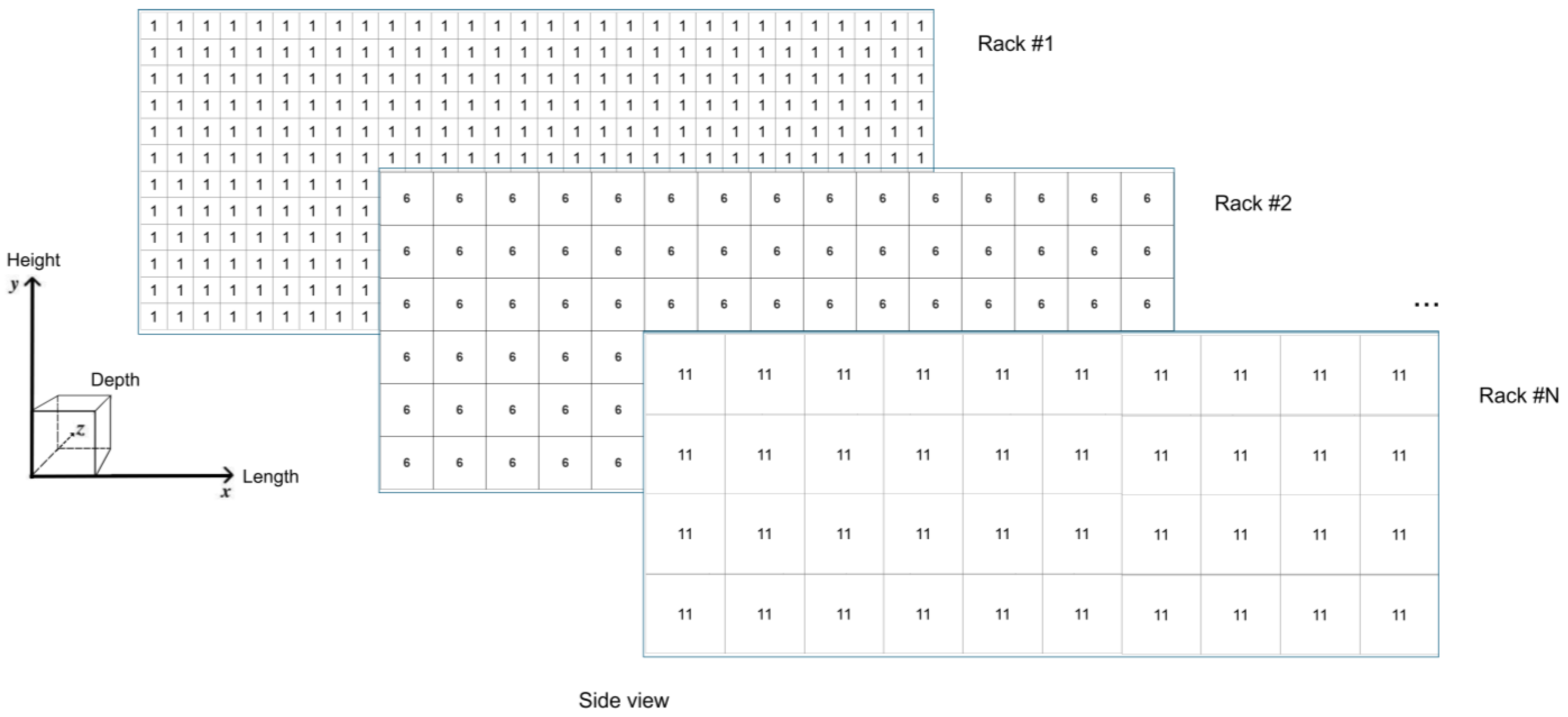
3.1. The Capacity and Utilization of Type A
3.2. The Capacity and Utilization of Type B
- 1.
- In Type A, 11 racks could content 440 cartons, no matter the sizes they are. In the worst situation, when the input cartons are all #11 size, Type A could be loaded 440 cartons, however Type B is 40. In brief, the utilization largely depends on the probability occurrence of the cartons’ sizes.
- 2.
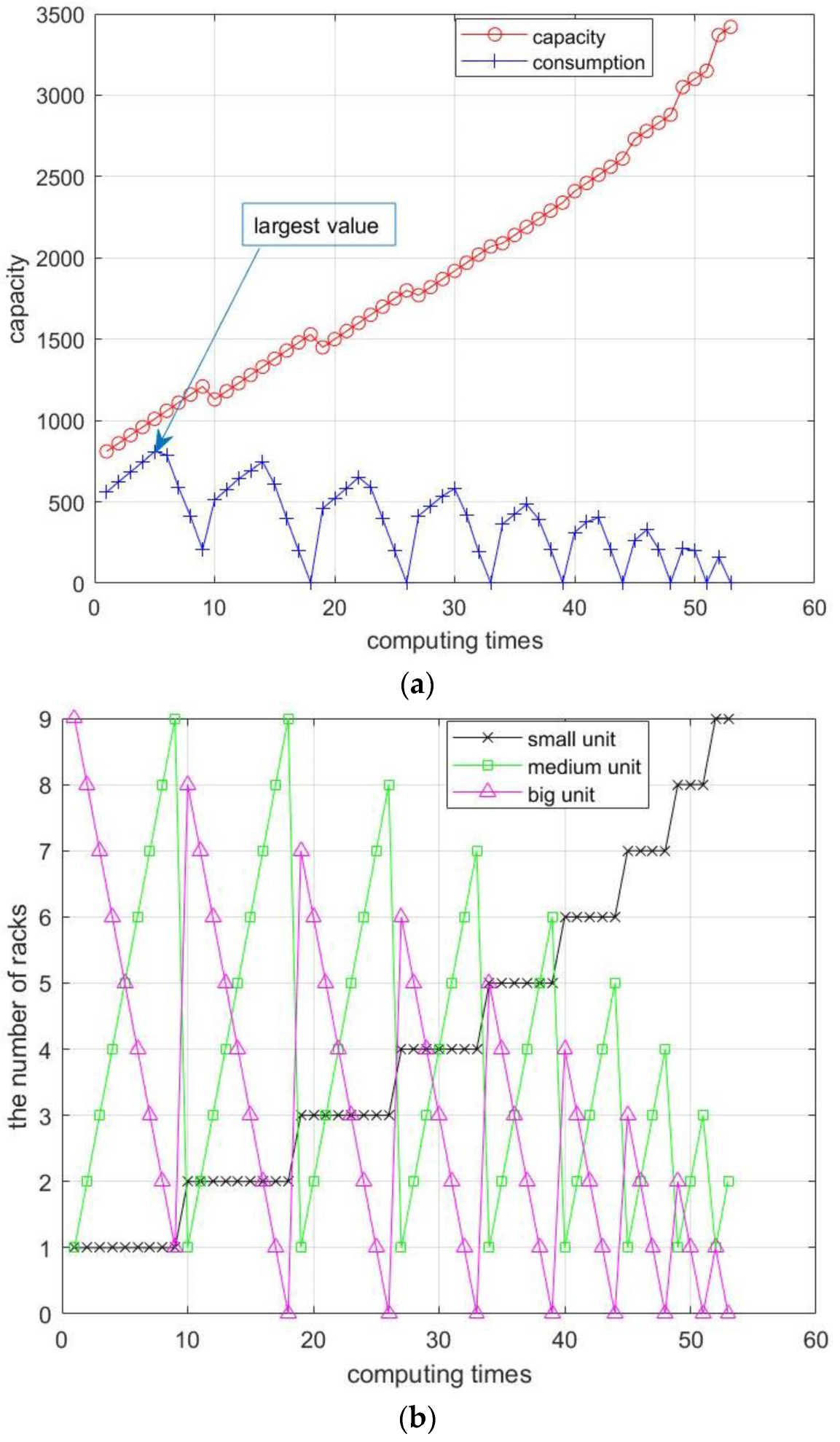
- When the probability occurrence of 11 cartons’ sizes is the same, the Type B’s average capacity can over 460.
| Algorithm 1. The utilization of Type B strategy. |
| Input: , racks are empty. The quantities of small, medium and large racks are all at least 1. |
| : The quantity of small racks, [1,9]. : The quantity of medium racks, [1,9]. : The quantity of large racks, [1,9]. MAX: Making sure that no loaded-unit is available for a carton after loading cartons several times, setting MAX is more than . |
| Procedure: |
| 1: for = 1:9 |
| 2: for = 1:9 |
| 3: = 9 − − |
| 4: if < 0 break; end if |
| 5: calculate using Formula (4) |
| 6: for = 1: MAX |
| 7: generate a random carton (the probability occurrences of small, medium and big are 20%, 60%, 20%) |
| 8: load carton into racks |
| 9: if (no loaded-unit is available for a random carton) |
| 10: calculate and , break; |
| 11: end if |
| 12: end for |
| 13: end for |
| 14: end for |
3.3. The Capacity and Utilization of Type C
3.4. MRCGA Based on FF and BF Methods in Type A
3.5. MRCGA Based on Three Types Rack Strategies
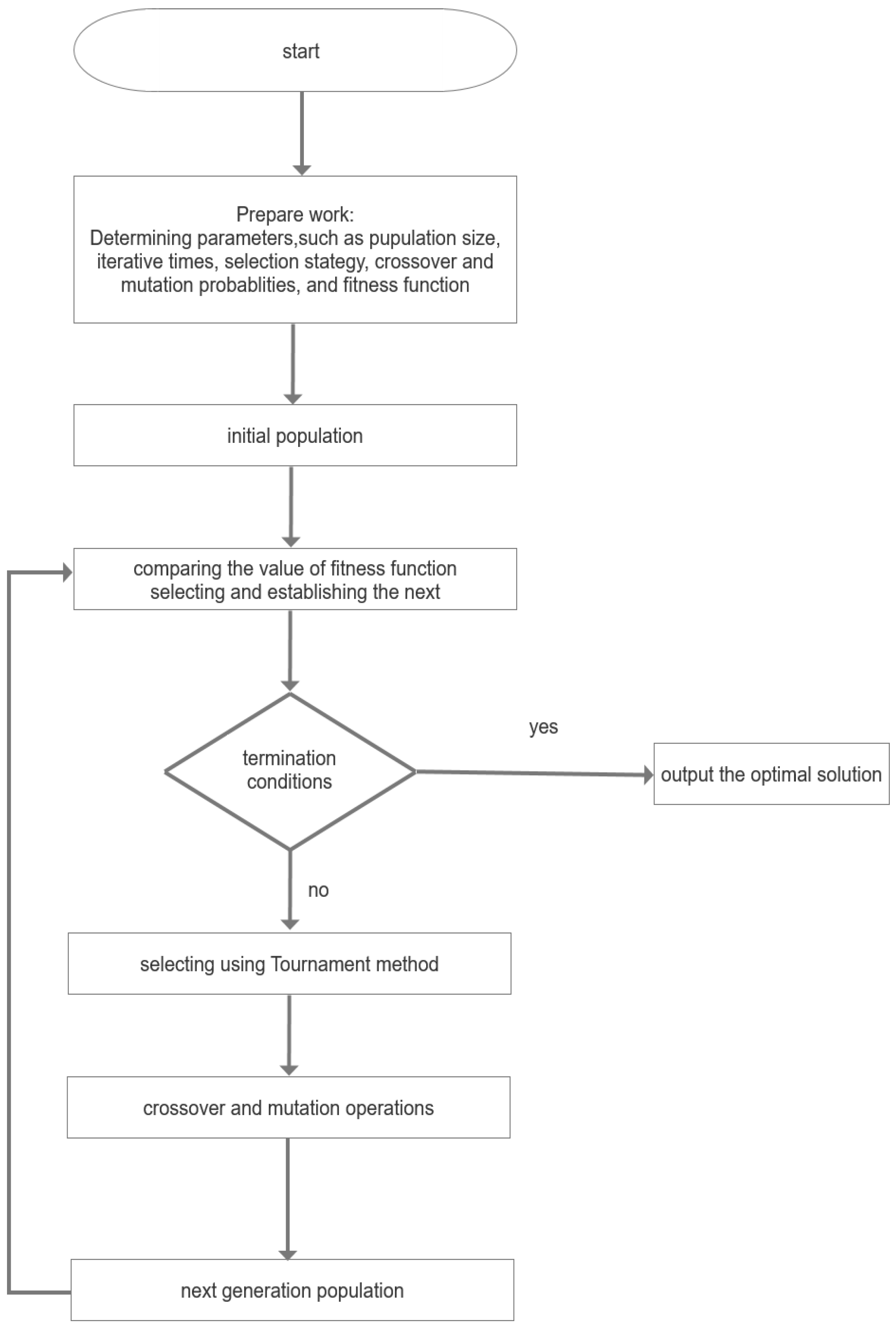
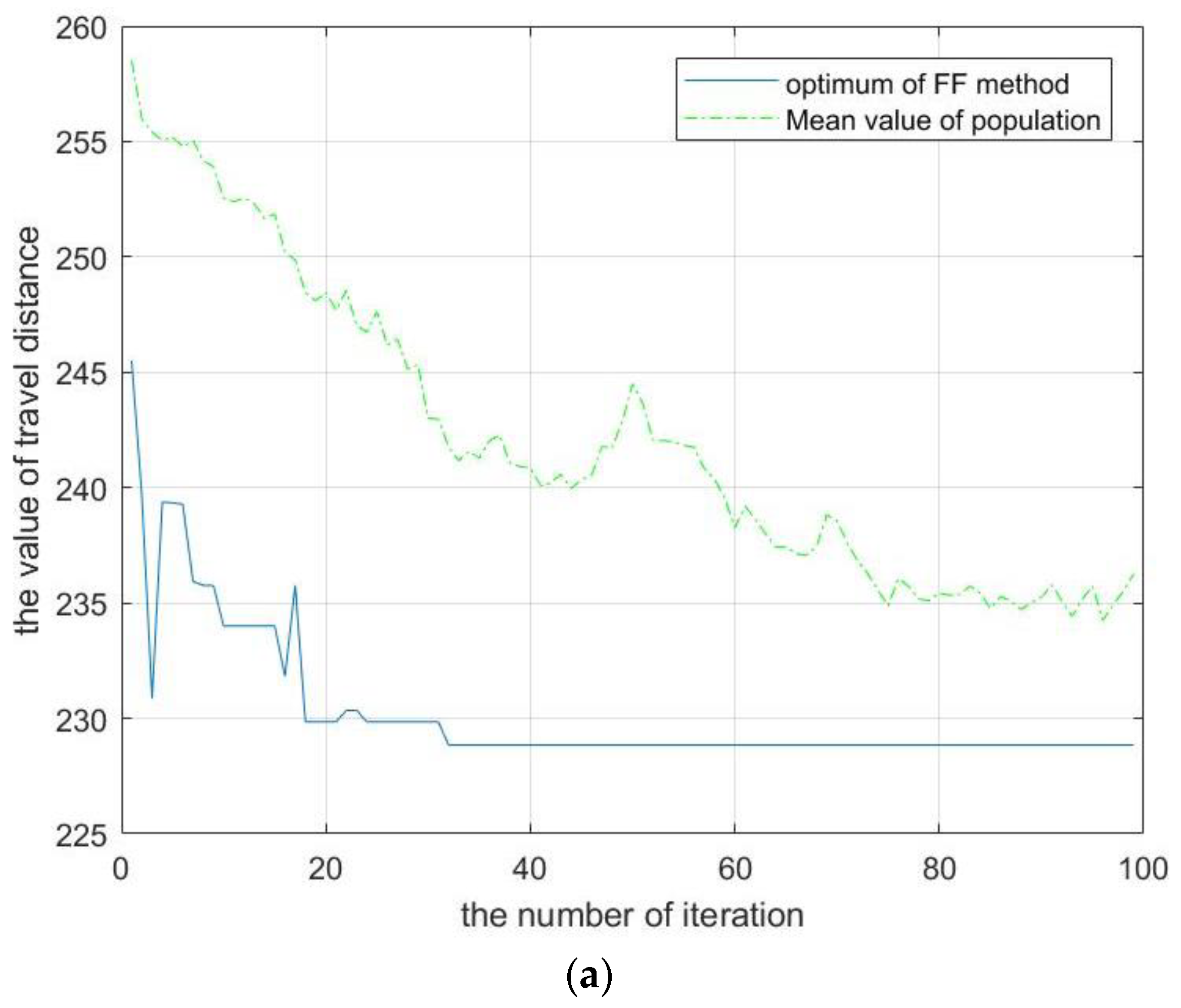
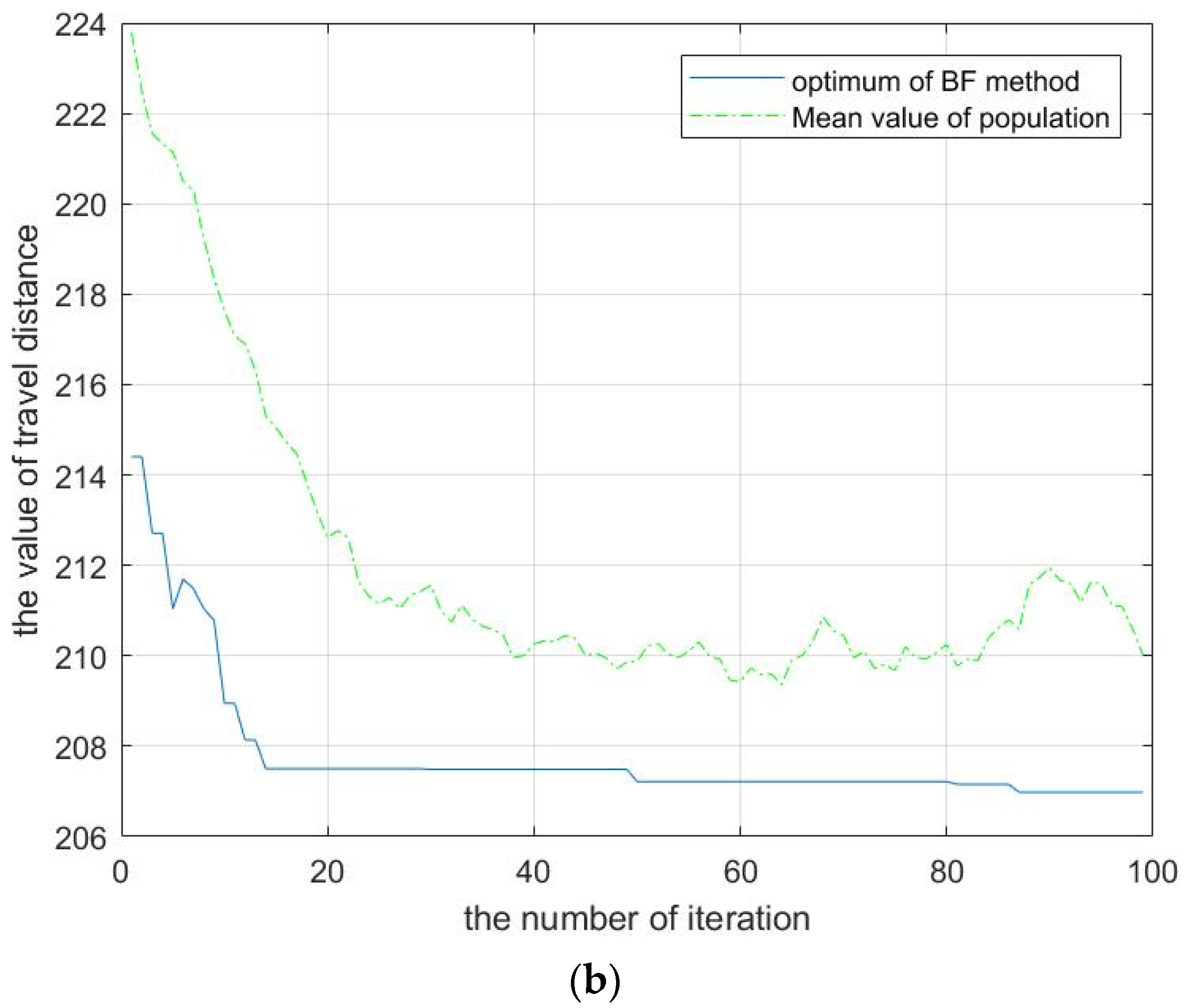
| Algorithm 2. The utilization of Type A-FF strategy using MRCGA. |
| Input: , setting that the quantities of inputs and outputs are 100 and 80. |
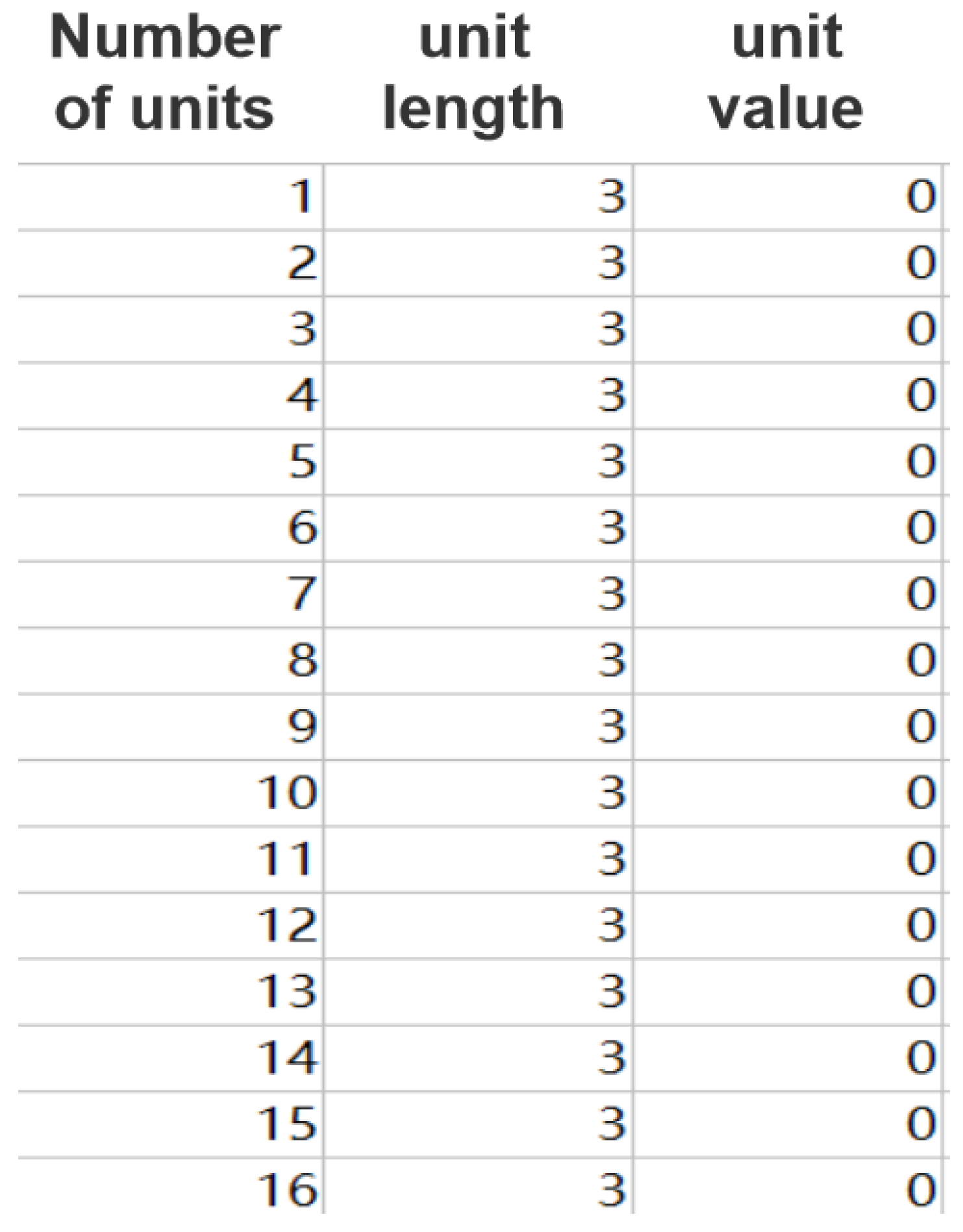
| Racks are half full, and is the racks map, which shows there are or not cartons in units. When one unit is loaded with some carton, the unit value in is setting as carton length; when one carton is picked and removed, the unit value in is setting as “0” (in Type A and Type B) or “1”/“2”/“3” (in Type C). In Type A model, one unit is loaded only one carton, the unit value in is setting as “1” or “0”. In Type B model, one unit is loaded only one carton in racks, no matter what rack-unit size it is, the unit value in is setting as “1” or “0”. In Type C model, one unit could be stored several cartons, and the unit value in is added or subtracted, and when one unit is loaded with a carton, the unit value add the carton’s length, if the added unit value is more than unit length, this unit cannot be loaded with this carton, and the program runs to next unit. As shown in Figure 12, the first column is number of units: The value is (1, 2, …,, + 1, + 2, …, + , …, + + … + …), is the total number of racks. The second column is unit length, the value is 3 in Type A and Type C, and 1, 2, or 3 in Type B. The last column is unit value, “0” is empty, “1”/“2”/“3” are the length of loaded cartons, and the gaps in units are equal to unit length subtract unit value. |
| EI: estimate of iterations, such as “30”, making sure a situation that no unit is available for cartons after several iterations. Then, the capacity of racks reaches a maximum, calculating and . Usually, calculating multiple times (MaxCalculateTime is more than 20) for average values. |
| Procedure: |
| 1: for = 1 : MaxCalculateTime |
| 2: function Type A_FF: |
| 3: for j = 1 : EI |
| 4: generate randomly inputs and outputs lists, InputList (quantity is 100), OutputList (quantity is 80), by 80/20 law. |
| 5: generate initial population, chromosomes are combined randomly. use MRCGA, get , update the . |
| 6: if (no unit is available for a carton) |
| 7: get the quantity of cartons in , and calculate and |
| 8: break |
| 9: end if |
| 10: end for |
| 11: end for |
| 12: calculate the average of and . |
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pan, J.C.H.; Shih, P.H.; Wu, M.H. Storage assignment problem with travel distance and blocking considerations for a picker-to-part order picking system. Comput. Ind. Eng. 2012, 62, 527–535. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, N.; She, N.; Li, K. Location optimization of a competitive distribution center for urban cold chain logistics in terms of low-carbon emissions. Comput. Ind. Eng. 2021, 154, 107120. [Google Scholar] [CrossRef]
- van Geest, M.; Tekinerdogan, B.; Catal, C. Design of a reference architecture for developing smart warehouses in industry 4.0. Comput. Ind. 2021, 124, 103343. [Google Scholar] [CrossRef]
- Yang, P.; Qi, M.; Miao, L. Optimal boundaries for class-based Automated Storage/Retrieval systems considering the acceleration/deceleration of the storage and retrieval machine. Int. Conf. Logist. Syst. Intell. Manag. 2010, 3, 1400–1404. [Google Scholar] [CrossRef]
- Gaku, R.; Takakuwa, S. Simulation analysis of large-scale shuttle vehicle-type mini-load AS/RS systems. In Proceedings of the 2018 Winter Simulation Conference (WSC), Gothenburg, Sweden, 9–12 December 2018. [Google Scholar]
- Hachemi, K.; Sari, Z.; Ghouali, N. A step-by-step dual cycle sequencing method for unit-load automated storage and retrieval systems. Comput. Ind. Eng. 2012, 63, 980–984. [Google Scholar] [CrossRef]
- Roodbergen, K.J.; Vis, I.F. A survey of literature on automated storage and retrieval systems. Eur. J. Oper. Res. 2009, 194, 343–362. [Google Scholar] [CrossRef] [Green Version]
- Van den Berg, J.P. Analytic expressions for the optimal dwell point in an automated storage/retrieval system. Int. J. Prod. Econ. 2002, 76, 13–25. [Google Scholar] [CrossRef]
- Berglund, P.; Batta, R. Optimal placement of warehouse cross-aisles in a picker-to-part warehouse with class-based storage. Iie Trans. 2012, 44, 107–120. [Google Scholar] [CrossRef]
- Manzini, R.; Accorsi, R.; Gamberi, M.; Penazzi, S. Modeling class-based storage assignment over life cycle picking patterns. Int. J. Prod. Econ. 2015, 170, 790–800. [Google Scholar] [CrossRef]
- Ekren, B.Y.; Akpunar, A. An open queuing network-based tool for performance estimations in a shuttle-based storage and retrieval system. Appl. Math. Model. 2021, 89, 1678–1695. [Google Scholar] [CrossRef]
- Wauters, T.; Villa, F.; Christiaens, J.; Alvarez-Valdes, R.; Berghe, G.V. A decomposition approach to dual shuttle automated storage and retrieval systems. Comput. Ind. Eng. 2016, 101, 325–337. [Google Scholar] [CrossRef]
- Yener, F.; Yazgan, H.R. Optimal Warehouse Design: Literature Review and Case Study Application. Comput. Ind. Eng. 2019, 129, 1–13. [Google Scholar] [CrossRef]
- Lee, I.G.; Chung, S.H.; Yoon, S.W. Two-stage Storage Assignment to Minimize Travel Time and Congestion for Warehouse Order Picking Operations. Comput. Ind. Eng. 2019, 139, 106129. [Google Scholar] [CrossRef]
- Lerher, T.; Ficko, M.; Palčič, I. Throughput performance analysis of Automated Vehicle Storage and Retrieval Systems with multiple-tier shuttle vehicles. Appl. Math. Model. 2021, 91, 1004–1022. [Google Scholar] [CrossRef]
- Nia, A.R.; Haleh, H.; Saghaei, A. Dual command cycle dynamic sequencing method to consider GHG efficiency in unit-load multiple-rack automated storage and retrieval systems. Comput. Ind. Eng. 2017, 111, 89–108. [Google Scholar] [CrossRef]
- Liu, K.; Zhang, H.; Zhang, Z.H. The efficiency, equity and effectiveness of location strategies in humanitarian logistics: A robust chance-constrained approach. Transp. Res. Part E Logist. Transp. Rev. 2021, 156, 102521. [Google Scholar] [CrossRef]
- Yang, D.; Wu, Y.; Ma, W. Optimization of storage location assignment in automated warehouse. Microprocess. Microsyst. 2021, 80, 103356. [Google Scholar] [CrossRef]
- Li, X.; Yang, X.; Zhang, C.; Qi, M. A simulation study on the robotic mobile fulfillment system in high-density storage warehouses. Simul. Model. Pract. Theory 2021, 112, 102366. [Google Scholar] [CrossRef]
- Azzi, A.; Battini, D.; Faccio, M.; Persona, A.; Sgarbossa, F. Innovative travel time model for dual-shuttle automated storage/retrieval systems. Comput. Ind. Eng. 2011, 61, 600–607. [Google Scholar] [CrossRef]
- Hu, H.; Li, L.; Lv, Z. A Novel Hybrid Algorithm for Order Picking Optimization in Automated Warehouse. In Proceedings of the 37th Chinese Control Conference (CCC), Wuhan, China, 25–27 July 2018. [Google Scholar]
- Truong, N.C.; Dang, T.G.; Nguyen, D.A. Development and optimization of automated storage and retrieval algorithm in warehouse by combining storage location identification and route planning method. In Proceedings of the 2017 International Conference on System Science and Engineering (ICSSE), Ho Chi Minh City, Vietnam, 21–23 July 2017. [Google Scholar]
- Yang, P.; Miao, L.; Xue, Z.; Ye, B. Variable neighborhood search heuristic for storage location assignment and storage/retrieval scheduling under shared storage in multi-shuttle automated storage/retrieval systems. Transp. Res. Part E Logist. Transp. Rev. 2015, 79, 164–177. [Google Scholar] [CrossRef]
- Tostani, H.H.; Haleh, H.; Molana, S.H.; Sobhani, F.M. A Bi-Level Bi-Objective optimization model for the integrated storage classes and dual shuttle cranes scheduling in AS/RS with energy consumption, workload balance and time windows. J. Clean. Prod. 2020, 257, 120409. [Google Scholar] [CrossRef]
- Liu, T.; Gong, Y.; De Koster, R.B. Travel time models for split-platform automated storage and retrieval systems. Int. J. Prod. Econ. 2018, 197, 197–214. [Google Scholar] [CrossRef]
- Tokola, H.; Niemi, E. Avoiding Fragmentation in Miniload Automated Storage and Retrieval Systems. IFAC-PapersOnLine 2015, 48, 1973–1977. [Google Scholar] [CrossRef]
- Boysen, N.; Stephan, K. A survey on single crane scheduling in automated storage/retrieval systems. Eur. J. Oper. Res. 2016, 254, 691–704. [Google Scholar] [CrossRef]
- Ghomri, L.; Sari, Z. Mathematical modeling of the average retrieval time for flow-rack automated storage and retrieval systems. J. Manuf. Syst. 2017, 44, 165–178. [Google Scholar] [CrossRef]
- Rao, S.S.; Adil, G.K. A Mathematical Model for Optimal Partitions of Warehouse Storage Space Based on Turnover Density. In Proceedings of the 2011 Fifth Asia Modelling Symposium, Manila, Philippines, 24–26 May 2011. [Google Scholar]
- Pan, J.C.H.; Shih, P.H.; Wu, M.H.; Lin, J.H. A storage assignment heuristic method based on genetic algorithm for a pick-and-pass warehousing system. Comput. Ind. Eng. 2015, 81, 1–13. [Google Scholar] [CrossRef]
- Kumar, S.; Mahapatra, R.P. Design of multi-warehouse inventory model for an optimal replenishment policy using a Rain Optimization Algorithm. Knowl. Based Syst. 2021, 231, 107406. [Google Scholar] [CrossRef]
- Chen, X.; Li, F.; Jia, B.; Wu, J.; Gao, Z.; Liu, R. Optimizing storage location assignment in an automotive Ro-Ro terminal. Transp. Res. Part B Methodol. 2021, 143, 249–281. [Google Scholar] [CrossRef]
- Derhami, S.; Smith, J.S.; Gue, K.R. A simulation-based optimization approach to design optimal layouts for block stacking warehouses. Int. J. Prod. Econ. 2020, 223, 107525. [Google Scholar] [CrossRef]
- Ouhoud, A.; Guezzen, A.; Sari, Z. Comparative Study between Continuous Models and discrete models for Single Cycle Time of a Multi-Aisles Automated Storage and Retrieval System with Class Based Storage. IFAC-PapersOnLine 2016, 49, 1341–1346. [Google Scholar] [CrossRef]
- Zhang, J.; Onal, S.; Das, S. The dynamic stocking location problem–Dispersing inventory in fulfillment warehouses with explosive storage. Int. J. Prod. Econ. 2020, 224, 107550. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, X.; Cichon, A.; Królczyk, G.; Li, Z. Scheduling of Energy-efficient Distributed Blocking Flowshop Using Pareto-based Estimation of Distribution Algorithm. Expert Syst. Appl. 2022, 200, 116910. [Google Scholar] [CrossRef]
- Li, J.; Moghaddam, M.; Nof, S.Y. Dynamic storage assignment with product affinity and ABC classification—A case study. Int. J. Adv. Manuf. Technol. 2016, 84, 2179–2194. [Google Scholar] [CrossRef]
- Peng, G.; Wu, Y.; Zhang, C.; Shen, W. Integrated optimization of storage location assignment and crane scheduling in an unmanned slab yard. Comput. Ind. Eng. 2021, 161, 107623. [Google Scholar] [CrossRef]
- Hu, X.; Liang, C.; Chang, D.; Zhang, Y. Container storage space assignment problem in two terminals with the consideration of yard sharing. Adv. Eng. Inform. 2021, 47, 101224. [Google Scholar] [CrossRef]













| Length of rack, all racks have same |
| Height of rack, all racks have same |
| Length of loaded-unit |
| Height of loaded-unit |
| Length of carton |
| Height of carton |
| the total of racks |
| the total of units |
| the total of cartons |
| : the total of types of unit sizes |
| : index of rack, |
| : index of units, |
| : index of carton, |
| : the required time for grabbing cartons and ready to move in storage operation, here it is defined as a constant. |
| : the required time for grabbing cartons and ready to move in retrieval operation, here it is defined as a constant. |
| : the quantity of stored cartons in daily order |
| : index of stored cartons, |
| : the quantity of retrieval cartons in daily order |
| : index of retrieval cartons, |
| : the quantity of initial population in MRCGA, containing all chromosomes. |
| : index of chromosome, |
| : the total of iteration |
| : the index of iteration, |
| Size No. | Capacity | Number of Cartons | ||
|---|---|---|---|---|
| #1 | 360 | 49 | 13.61% | 13.61% |
| #2 | 250 | 44 | 17.60% | 17.60% |
| #3 | 168 | 53 | 31.55% | 28.86% |
| #4 | 126 | 43 | 34.13% | 30.58% |
| #5 | 96 | 43 | 44.79% | 38.70% |
| #6 | 90 | 37 | 41.11% | 41.11% |
| #7 | 65 | 50 | 76.92% | 67.22% |
| #8 | 48 | 47 | 97.92% | 75.20% |
| #9 | 44 | 44 | 100% | 82.62% |
| #10 | 40 | 40 | 100% | 87.11% |
| #11 | 40 | 40 | 100% | 100% |
| Total | 1339 | 490 | 36.59% | 52.96% |
| Name | Capacity | ||
|---|---|---|---|
| Type A-FF | 880 | 100% | 46.22% |
| Type A-BF | 880 | 100% | 46.15% |
| Type B-FF | 2020 | 93.76% | 98.21% |
| Type B-BF | 2020 | 93.09% | 98.19% |
| Type C-FF | 880 | 170.85% | 80.41% |
| Type C-BF | 880 | 201.05% | 99.68% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, M.; Guan, Z.; Wang, C.; Hou, G. Multiple-Rack Strategies Using Optimization of Location Assignment Based on MRCGA in Miniload Automated Storage and Retrieval System. Processes 2023, 11, 950. https://doi.org/10.3390/pr11030950
He M, Guan Z, Wang C, Hou G. Multiple-Rack Strategies Using Optimization of Location Assignment Based on MRCGA in Miniload Automated Storage and Retrieval System. Processes. 2023; 11(3):950. https://doi.org/10.3390/pr11030950
Chicago/Turabian StyleHe, Miao, Zailin Guan, Chuangjian Wang, and Guoxiang Hou. 2023. "Multiple-Rack Strategies Using Optimization of Location Assignment Based on MRCGA in Miniload Automated Storage and Retrieval System" Processes 11, no. 3: 950. https://doi.org/10.3390/pr11030950