
Optimization and Prediction of Stability of Emulsified Liquid Membrane (ELM): Artificial Neural Network
 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Reagents
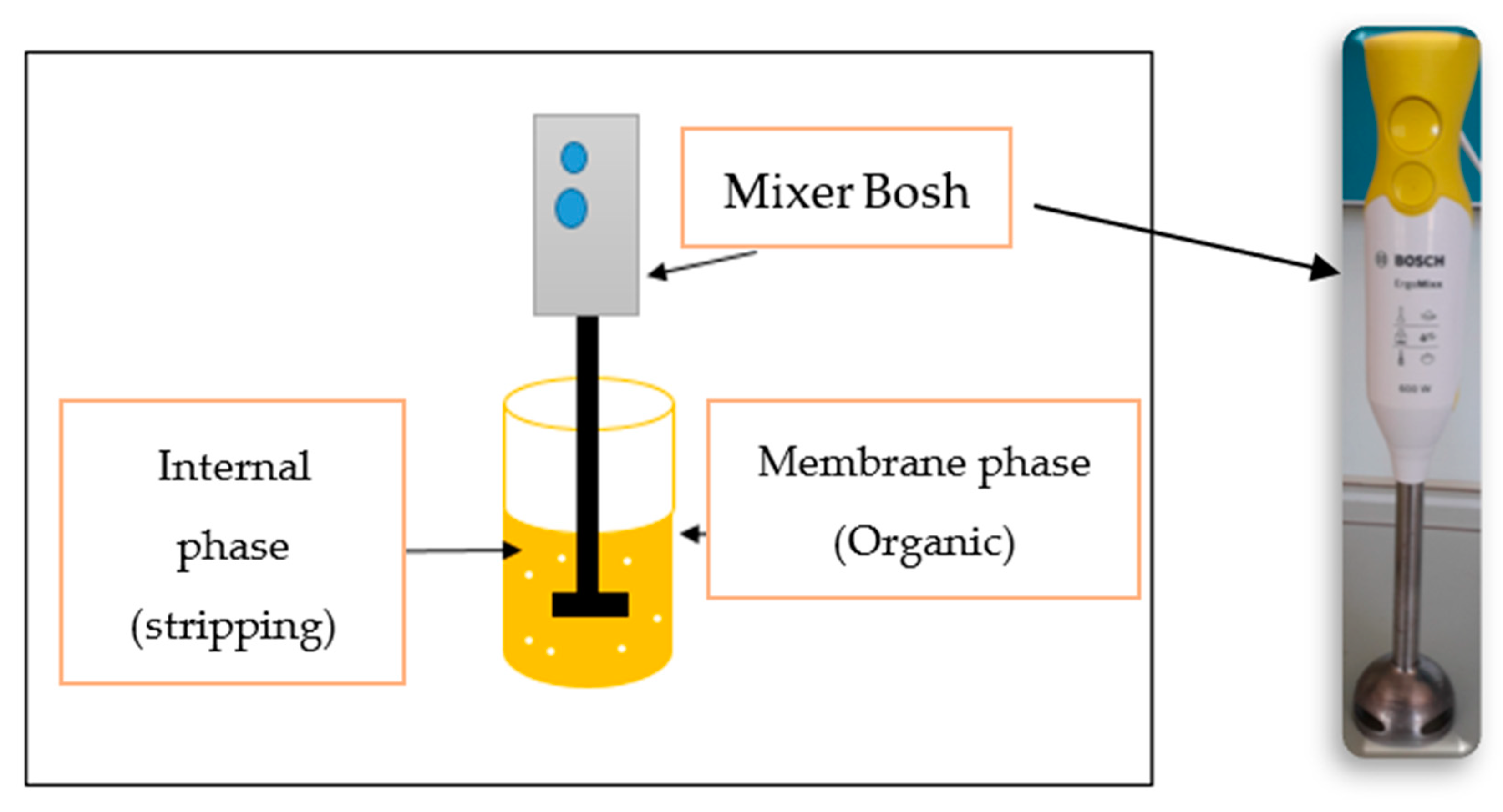
2.2. Emulsion Preparation
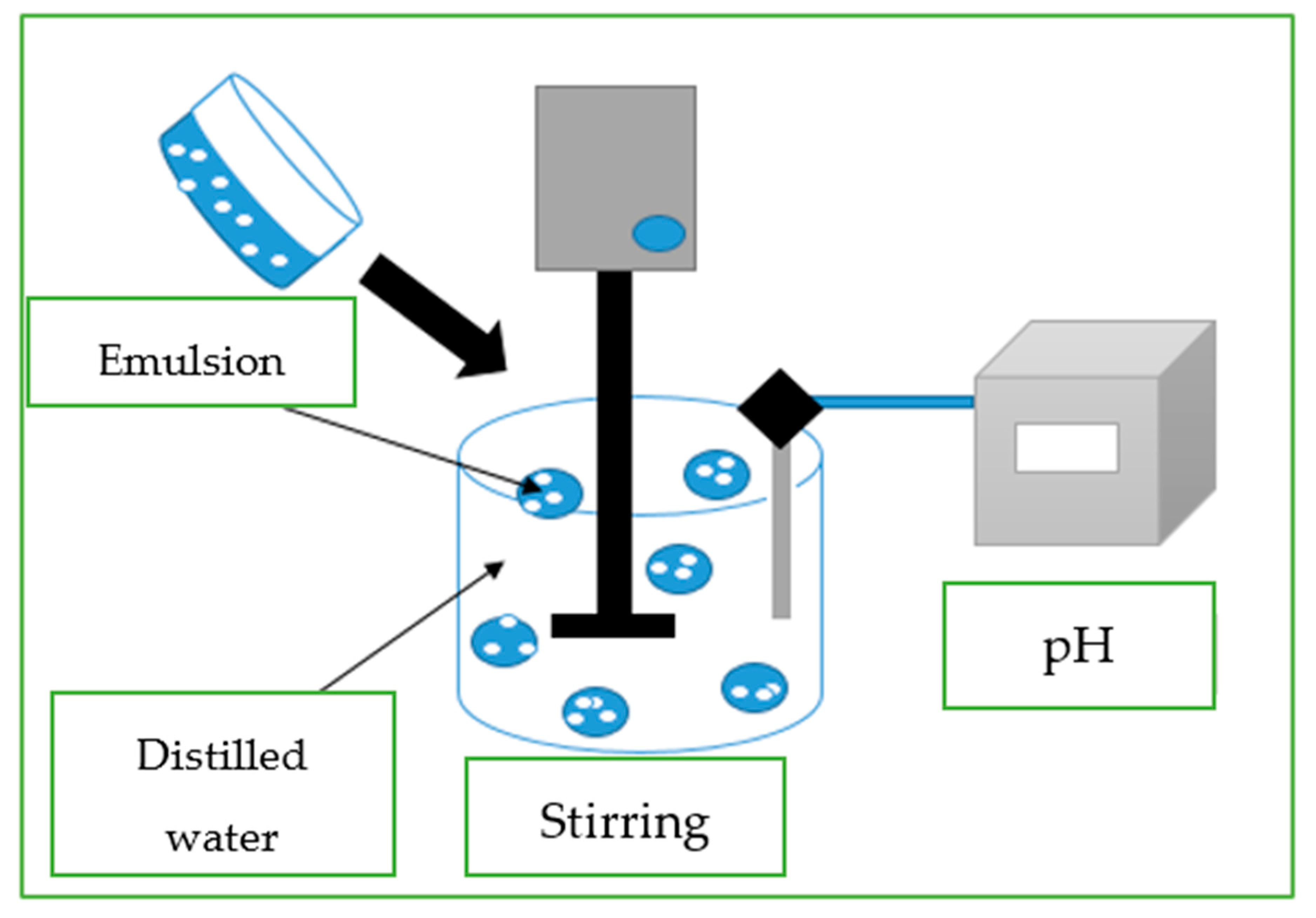
2.3. Study of Emulsion Stability
2.4. Artificial Neural Network
3. Results and Discussion
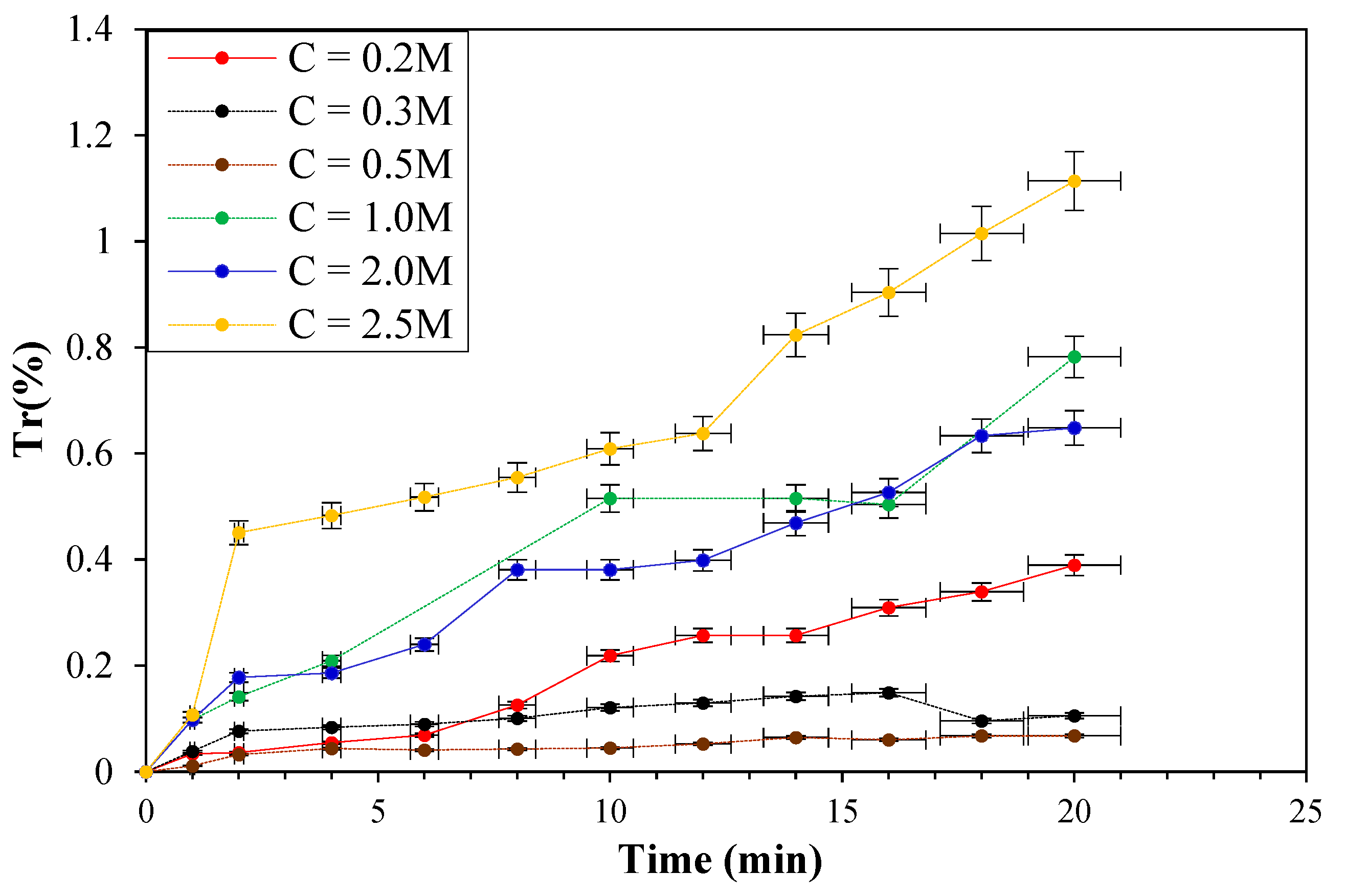
3.1. Effect of the Internal Phase Concentration
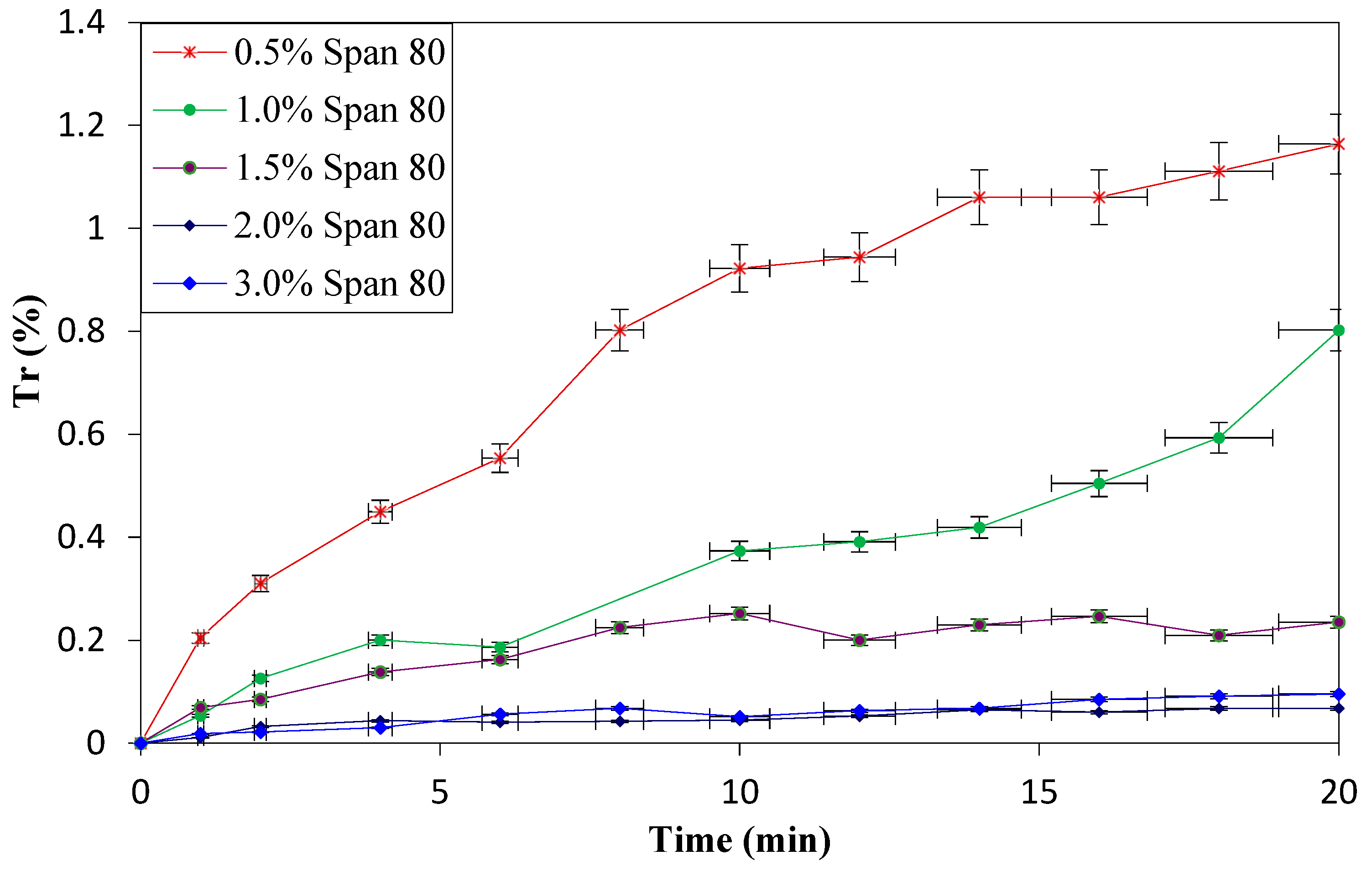
3.2. Effect of the Surfactant Concentration
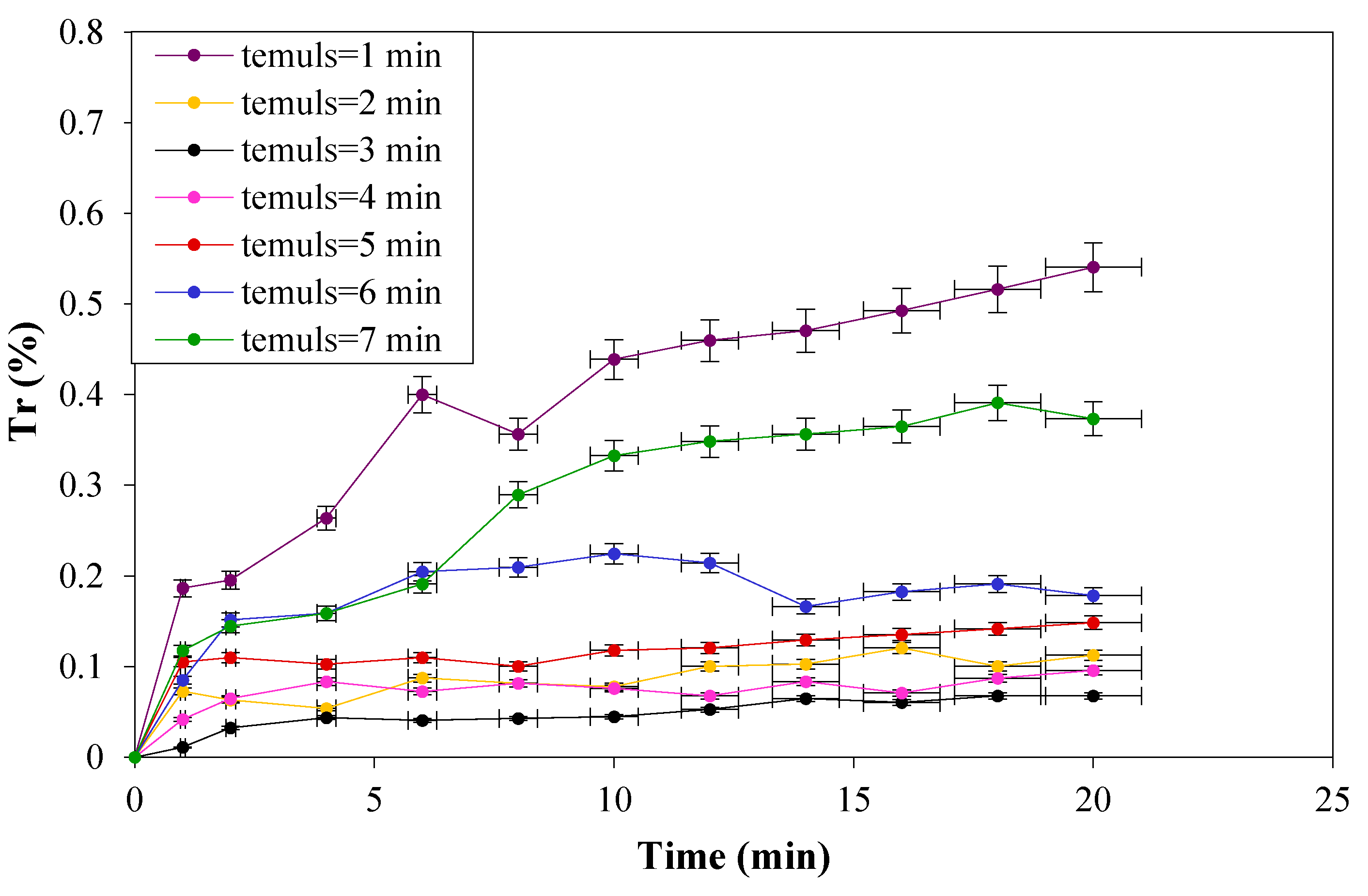
3.3. Effect of the Emulsification Time
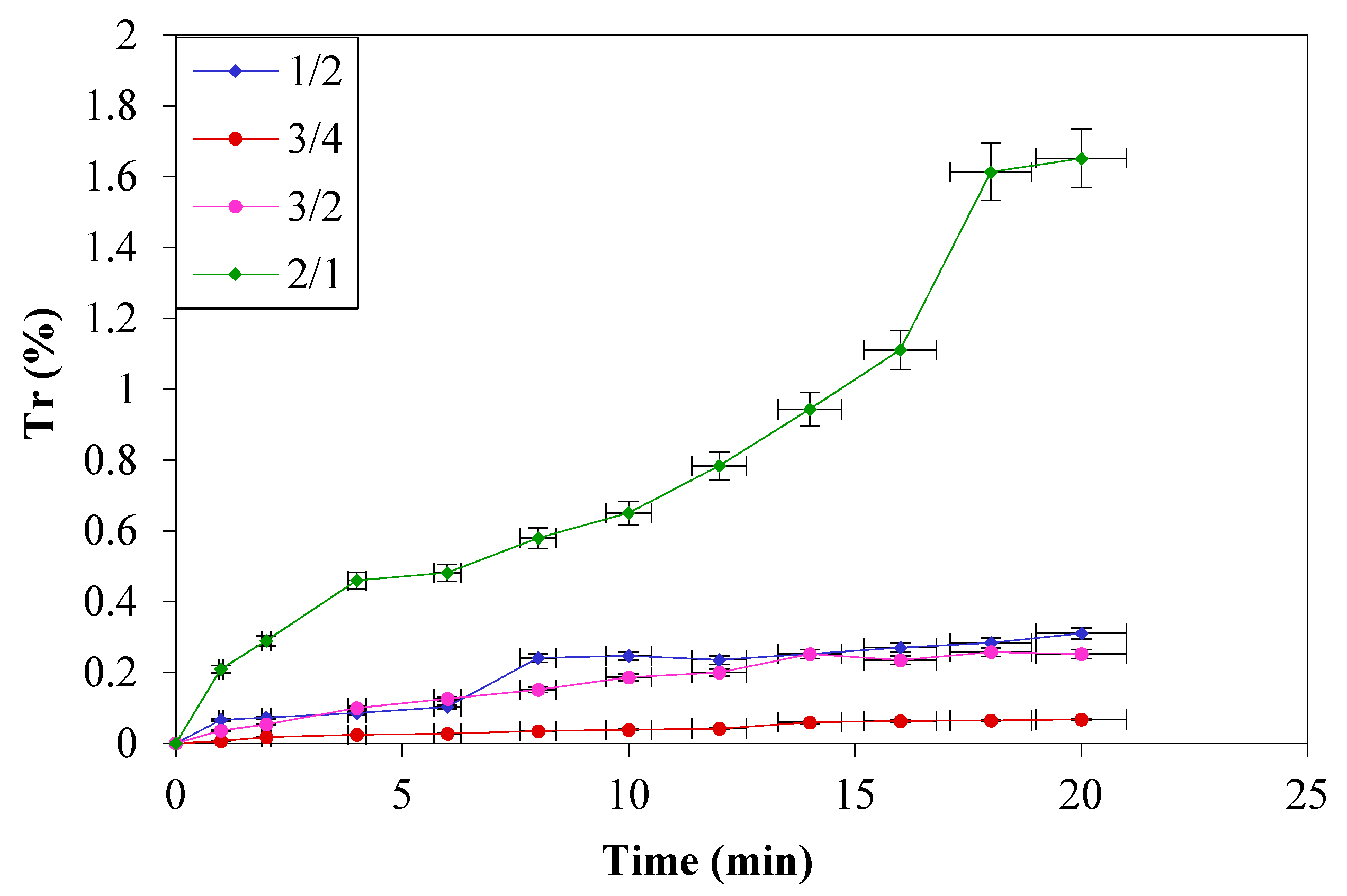
3.4. Effect of the Volume Ratio of Internal to Organic Phase
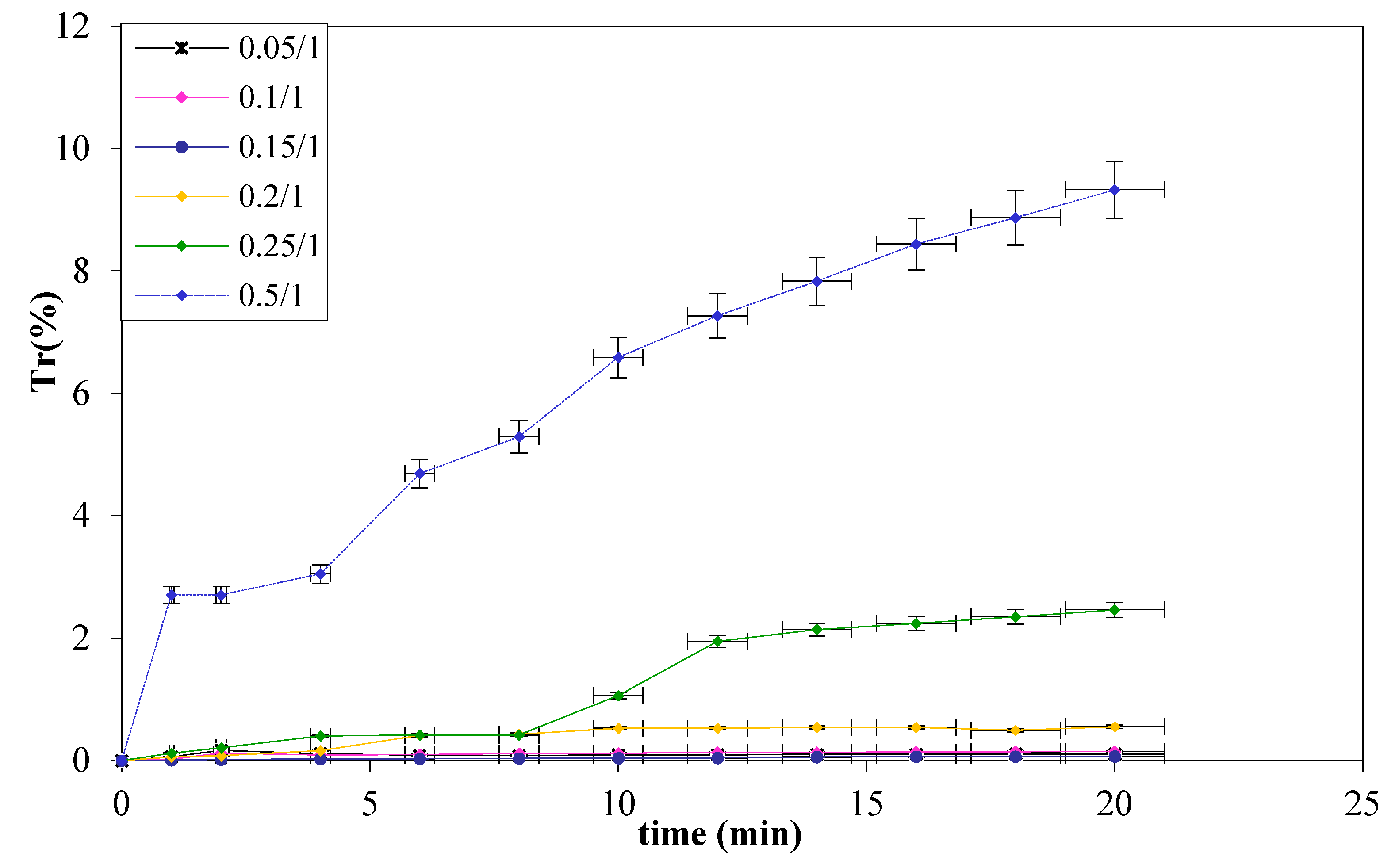
3.5. Effect of the Volume Ratio of the Emulsion Phase to the External Phase
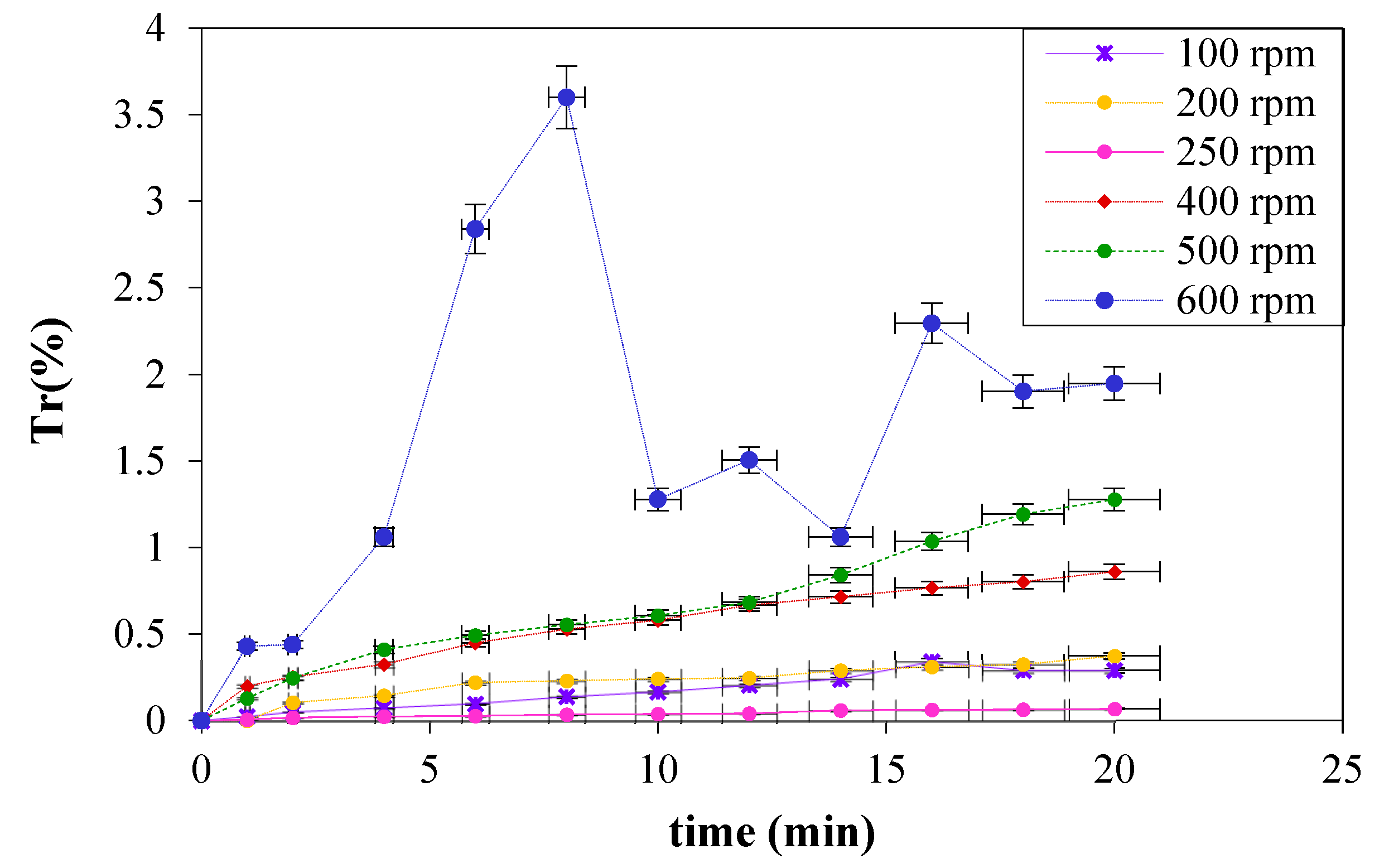
3.6. Effect of the Stirring Speed
3.7. Artificial Neural Network
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kargari, A.; Kaghazchi, T.; Soleimani, M. Role of emulsifier in the extraction of gold (III) ions from aqueous solutions using the emulsion liquid membrane technique. Desalination 2004, 162, 237–247. [Google Scholar] [CrossRef]
- He, K.; Tang, J.; Weng, H.; Chen, G.; Wu, Z.; Lin, M. Efficient extraction of precious metal ions by a membrane emulsification circulation extractor. Sep. Purif. Technol. 2019, 213, 93–100. [Google Scholar] [CrossRef]
- Ting, H.C.; Khan, H.W.; Reddy, A.V.B.; Goto, M.; Moniruzzaman, M. Extraction of salicylic acid from wastewater using ionic liquid-based green emulsion liquid membrane: COSMO-RS prediction and experimental verification. J. Mol. Liq. 2022, 347, 118280. [Google Scholar] [CrossRef]
- Zhang, K.; Liang, H.; Zhong, X.; Cao, H.; Wang, R.; Liu, Z. Recovery of metals from sulfate leach solutions of spent ternary lithium-ion batteries by precipitation with phosphate and solvent extraction with P507. Hydrometallurgy 2022, 210, 105861. [Google Scholar] [CrossRef]
- Sole, K.C.; Hiskey, J.B. Solvent extraction characteristics of thiosubstituted organophosphinic acid extractants. Hydrometallurgy 1992, 30, 345–365. [Google Scholar] [CrossRef]
- Wang, Y.G.; Yue, S.T.; Li, D.Q.; Jin, M.J.; Li, C.Z. Solvent Extraction of Scandium(III), Yttrium(III), Lanthanides(III), anddivalent metal ions with sec-nonylphenoxy acetic acid. Solvent Extr. Ion Exch. 2002, 20, 701–716. [Google Scholar] [CrossRef]
- Xing, W.D.; Lee, M.S.; Senanayake, G. Recovery of metals from chloride leach solutions of anode slimes by solvent extraction. Part I: Recovery of gold with Cyanex 272. Hydrometallurgy 2018, 180, 58–64. [Google Scholar] [CrossRef]
- Ye, Q.; Li, G.; Deng, B.; Luo, J.; Rao, M.; Peng, Z.; Zhang, Y.; Jiang, T. Solvent extraction behavior of metal ions and selective separation Sc3+ in phosphoric acid medium using P204. Sep. Purif. Technol. 2019, 209, 175–181. [Google Scholar] [CrossRef]
- Zhu, K.; Wei, Q.; Li, H.; Ren, X. Solvent extraction of titanium from ilmenite hydrochloric acid leachate: Optimization and investigation of extraction reactions of all contained metal ions. Miner. Eng. 2022, 186, 107744. [Google Scholar] [CrossRef]
- Asrami, M.R.; Tran, N.N.; Nigam, K.D.P.; Hessel, V. Solvent extraction of metals: Role of ionic liquids and microfluidics. Sep. Purif. Technol. 2021, 262, 118289. [Google Scholar] [CrossRef]
- Pavón, S.; Haneklaus, N.; Meerbach, K.; Bertau, M. Iron(III) removal and rare earth element recovery from a synthetic wet phosphoric acid solution using solvent extraction. Miner. Eng. 2022, 182, 107569. [Google Scholar] [CrossRef]
- León, G.; Gómez, E.; Miguel, B.; Hidalgo, A.M.; Gómez, M.; Murcia, M.D.; Guzmán, M.A. Feasibility of Adsorption Kinetic Models to Study Carrier-Mediated Transport of Heavy Metal Ions in Emulsion Liquid Membranes. Membranes 2022, 12, 66. [Google Scholar] [CrossRef] [PubMed]
- León, L.; León, G.; Senent, J.; Pérez-Sirvent, C. Optimization of Copper Removal from Aqueous Solutions Using Emulsion Liquid Membranes with Benzoylacetone as a Carrier. Metals 2017, 7, 19. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, L.C.; Ferreira, L.C.; Cardoso, V.L.; Filho, U.C. Mn(II) removal from water using emulsion liquid membrane composed of chelating agents and biosurfactant produced in loco. J. Water Process Eng. 2019, 29, 100792. [Google Scholar] [CrossRef]
- Sujatha, S.; Rajasimman, M. Development of a green emulsion liquid membrane using waste cooking oil as diluent for the extraction of arsenic from aqueous solution—Screening, optimization, kinetics and thermodynamics studies. J. Water Process Eng. 2021, 41, 102055. [Google Scholar]
- Liu, H.; Zhang, Y.; Huang, J.; Liu, T.; Xue, N.; Wang, K. Selective separation and recovery of vanadium from a multiple impurity acid leaching solution of stone coal by emulsion liquid membrane using di-(2-ethylhexyl)phosphoric acid. Chem. Eng. Res. Des. 2017, 122, 289–297. [Google Scholar] [CrossRef]
- Sulaiman, R.N.R.; Othman, N.; Amin, N.A.S. Emulsion liquid membrane stability in the extraction of ionized nanosilver from wash water. J. Ind. Eng. Chem. 2014, 20, 3243–3250. [Google Scholar] [CrossRef]
- Kiani, S.; Mousavi, S.M. Ultrasound assisted preparation of water in oil emulsions and their application in arsenic (V) removal from water in an emulsion liquid membrane process. Ultrason. Sonochem. 2013, 20, 373–377. [Google Scholar] [CrossRef]
- Klemz, A.C.; Weschenfelder, S.E.; de Carvalho Neto, S.L.; Damas, M.S.P.; Viviani, J.C.T.; Mazur, L.P.; Marinho, B.A.; Pereira, L.D.S.; da Silva, A.; Borges Valle, J.A.; et al. Oilfield produced water treatment by liquid-liquid extraction: A review. J. Pet. Sci. Eng. 2021, 199, 108282. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Atiya, M.A.; Hussein, M.A. Studies on membrane stability and extraction of ciprofloxacin from aqueous solution using pickering emulsion liquid membrane stabilized by magnetic nano-Fe2O3. Colloids Surf. A Physicochem. Eng. Asp. 2020, 585, 124044. [Google Scholar] [CrossRef]
- Alitabar-Ferozjah, H.; Rahbar-Kelishami, A. Simultaneous effect of multi-walled carbon nanotube and Span85 on the extraction of Ibuprofen from aqueous solution using emulsion liquid membrane. J. Mol. Liq. 2022, 365, 120051. [Google Scholar] [CrossRef]
- Al-Obaidi, Q.; Alabdulmuhsin, M.; Tolstik, A.; Trautman, J.G.; Al-Dahhan, M. Removal of hydrocarbons of 4-Nitrophenol by emulsion liquid membrane (ELM) using magnetic Fe2O3 nanoparticles and ionic liquid. J. Water Process Eng. 2021, 39, 101729. [Google Scholar] [CrossRef]
- Salman, H.M.; Mohammed, A.A. Extraction of lead ions from aqueous solution by co-stabilization mechanisms of magnetic Fe2O3 particles and nonionic surfactants in emulsion liquid membrane. Colloids Surf. A Physicochem. Eng. Asp. 2019, 568, 301–310. [Google Scholar] [CrossRef]
- Qian, H.; Yang, Q.; Qu, Y.; Ju, Z.; Zhou, W.; Gao, H. Hydrophobic deep eutectic solvents based membrane emulsification-assisted liquid-phase microextraction method for determination of pyrethroids in tea beverages. J. Chromatogr. A 2020, 1623, 461204. [Google Scholar] [CrossRef] [PubMed]
- Correia, P.F.M.M.; de Carvalho, J.M.R. Recovery of phenol from phenolic resin plant effluents by emulsion liquid membranes. J. Membr. Sci. 2003, 225, 41–49. [Google Scholar] [CrossRef]
- Bahloul, L.; Ismail, F.; Samar, M.E.-H.; Meradi, H. Removal of AY99 from an Aqueous Solution Using an Emulsified Liquid Membrane. Application of Plackett-burman Design. Energy Procedia 2014, 50, 1008–1016. [Google Scholar] [CrossRef] [Green Version]
- Eyupoglu, V.; Kumbasar, R.A. Extraction of Ni(II) from spent Cr–Ni electroplating bath solutions using LIX 63 and 2BDA as carriers by emulsion liquid membrane technique. J. Ind. Eng. Chem. 2015, 21, 303–310. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, Y.; Huang, Q.; Zhang, R.; Chen, D.; Wang, S.; Yang, X. Emulsion liquid membrane for simultaneous extraction and separation of copper from nickel in ammoniacal solutions. Miner. Eng. 2022, 188, 107849. [Google Scholar] [CrossRef]
- Okamoto, Y.; Nomura, Y.; Nakamura, H.; Iwamaru, K.; Fujiwara, T.; Kumamaru, T. High preconcentration of ultra-trace metal ions by liquid–liquid extraction using water/oil/water emulsions as liquid surfactant membranes. Microchem. J. 2000, 65, 341–346. [Google Scholar] [CrossRef]
- Kumbasar, R.A. Selective extraction and concentration of chromium(VI) from acidic solutions containing various metal ions through emulsion liquid membranes using Amberlite LA-2. J. Ind. Eng. Chem. 2010, 16, 829–836. [Google Scholar] [CrossRef]
- Uddin, M.S.; Kathiresan, M. Extraction of metal ions by emulsion liquid membrane using bi-functional surfactant: Equilibrium and kinetic studies. Sep. Purif. Technol. 2000, 19, 3–9. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, Q.; Kang, C.; Ma, X.; Yang, Z. Rare earth extraction from wet process phosphoric acid by emulsion liquid membrane. J. Rare Earths 2016, 34, 717–723. [Google Scholar] [CrossRef]
- Chen, Q.; Ma, X.; Zhang, X.; Liu, Y.; Yu, M. Extraction of rare earth ions from phosphate leach solution using emulsion liquid membrane in concentrated nitric acid medium. J. Rare Earths 2018, 36, 1190–1197. [Google Scholar] [CrossRef]
- Kumbasar, R.A.; Tutkun, O. Separation and concentration of gallium from acidic leach solutions containing various metal ions by emulsion type of liquid membranes using TOPO as mobile carrier. Hydrometallurgy 2004, 75, 111–121. [Google Scholar] [CrossRef]
- Anarakdim, K.; Matos, M.; Cambiella, A.; Senhadji-Kebiche, O.; Gutiérrez, G. Effect of temperature on the heat treatment to recover green solvent from emulsion liquid membranes used in the extraction of Cr(VI). Chem. Eng. Process.—Process Intensif. 2020, 158, 108178. [Google Scholar] [CrossRef]
- Kankekar, P.S.; Wagh, S.J.; Mahajani, V.V. Process intensification in extraction by liquid emulsion membrane (LEM) process: A case study; enrichment of ruthenium from lean aqueous solution. Chem. Eng. Process. Process Intensif. 2010, 49, 441–448. [Google Scholar] [CrossRef]
- Asadian, H.; Ahmadi, A. The extraction of gallium from chloride solutions by emulsion liquid membrane: Optimization through response surface methodology. Miner. Eng. 2020, 148, 106207. [Google Scholar] [CrossRef]
- Abbassian, K.; Kargari, A. Modification of membrane formulation for stabilization of emulsion liquid membrane for extraction of phenol from aqueous solutions. J. Environ. Chem. Eng. 2016, 4, 3926–3933. [Google Scholar] [CrossRef]
- Correia, P.F.M.M.; Carvalho, J.M.R.D. Recovery of 2-chlorophenol from aqueous solutions by emulsion liquid membranes: Batch experimental studies and modelling. J. Membr. Sci. 2000, 179, 175–183. [Google Scholar] [CrossRef]
- Correia, P.F.M.M.; de Carvalho, J.M.R. A comparison of models for 2-chlorophenol recovery from aqueous solutions by emulsion liquid membranes. Chem. Eng. Sci. 2001, 56, 5317–5325. [Google Scholar] [CrossRef]
- Bahloul, L.; Bendebane, F.; Djenouhat, M.; Meradi, H.; Ismail, F. Effects and optimization of operating parameters of anionic dye extraction from an aqueous solution using an emulsified liquid membrane: Application of designs of experiments. J. Taiwan Inst. Chem. Eng. 2016, 59, 26–32. [Google Scholar] [CrossRef]
- Bahloul, L.; Ismail, F.; Samar, M.E.-H. Extraction and Desextraction of a Cationic Dye using an Emulsified Liquid Membrane in an Aqueous Solution. Energy Procedia 2013, 36, 1232–1240. [Google Scholar] [CrossRef] [Green Version]
- Rosly, M.B.; Jusoh, N.; Othman, N.; Rahman, H.A.; Noah, N.F.M.; Sulaiman, R.N.R. Synergism of Aliquat336-D2EHPA as carrier on the selectivity of organic compound dyes extraction via emulsion liquid membrane process. Sep. Purif. Technol. 2020, 239, 116527. [Google Scholar] [CrossRef]
- Zereshki, S.; Daraei, P.; Shokri, A. Application of edible paraffin oil for cationic dye removal from water using emulsion liquid membrane. J. Hazard. Mater. 2018, 356, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Othman, N.; Zailani, S.N.; Mili, N. Recovery of synthetic dye from simulated wastewater using emulsion liquid membrane process containing tri-dodecyl amine as a mobile carrier. J. Hazard. Mater. 2011, 198, 103–112. [Google Scholar] [CrossRef]
- Das, C.; Rungta, M.; Arya, G.; DasGupta, S.; De, S. Removal of dyes and their mixtures from aqueous solution using liquid emulsion membrane. J. Hazard. Mater. 2008, 159, 365–371. [Google Scholar] [CrossRef] [PubMed]
- Seifollahi, Z.; Rahbar-Kelishami, A. Diclofenac extraction from aqueous solution by an emulsion liquid membrane: Parameter study and optimization using the response surface methodology. J. Mol. Liq. 2017, 231, 1–10. [Google Scholar] [CrossRef]
- Yan, B.; Huang, X.; Chen, K.; Liu, H.; Wei, S.; Wu, Y.; Wang, L. A study of synergetic carrier emulsion liquid membrane for the extraction of amoxicillin from aqueous phase using response surface methodology. J. Ind. Eng. Chem. 2021, 100, 63–74. [Google Scholar] [CrossRef]
- Jiao, H.; Peng, W.; Zhao, J.; Xu, C. Extraction performance of bisphenol A from aqueous solutions by emulsion liquid membrane using response surface methodology. Desalination 2013, 313, 36–43. [Google Scholar] [CrossRef]
- Razo-Lazcano, T.A.; del Pilar González-Muñoz, M.; Stambouli, M.; Pareau, D.; Hernández-Perales, L.; Avila-Rodriguez, M. Chlorpheniramine recovery from aqueous solutions by emulsion liquid membranes using soy lecithin as carrier. Colloids Surf. A Physicochem. Eng. Asp. 2018, 536, 68–73. [Google Scholar] [CrossRef]
- Karmakar, R.; Singh, P.; Datta, A.; Sen, K. Emulsion Liquid Membrane in the Selective Extraction of Dy. Chem. Eng. Res. Des. 2022, 187, 497–506. [Google Scholar] [CrossRef]
- De Souza, F.B.; de Souza, A.A.U.; Oliveira, J.V.; Ulson, S.M.D.A.G. Green extraction based on emulsion liquid membranes: Removal of Cr (III) from synthetic effluents, Environmental Nanotechnology. Monit. Manag. 2021, 16, 100579. [Google Scholar]
- Mohammed, A.A.; Atiya, M.A.; Hussein, M.A. Simultaneous studies of emulsion stability and extraction capacity for the removal of tetracycline from aqueous solution by liquid surfactant membrane. Chem. Eng. Res. Des. 2020, 159, 225–235. [Google Scholar] [CrossRef]
- Aouad, A.A.; Bouranene, S.; Gouassmia, A.; Djaber, S.; Zeghadnia, L.; Guebail, A. Study of The Stability of Water-In-Oil Emulsion Intended for the Extraction of Heavy Metals Application: Copper Ions. Jordanian J. Eng. Chem. Ind. JJECI 2021, 4, 62–69. [Google Scholar]
- Raval, A.R.; Kohli, H.P.; Mahadwad, O.K. Application of emulsion liquid membrane for removal of malachite green dye from aqueous solution: Extraction and stability studies. Chem. Eng. J. Adv. 2022, 12, 100398. [Google Scholar] [CrossRef]
- Dâas, A.; Hamdaoui, O. Extraction of anionic dye from aqueous solutions by emulsion liquid membrane. J. Hazard. Mater. 2010, 178, 973–981. [Google Scholar] [CrossRef]
- Rosly, M.B.; Jusoh, N.; Othman, N.; Rahman, H.A.; Sulaiman, R.N.R.; Noah, N.F.M. Stability of emulsion liquid membrane using bifunctional diluent and blended nonionic surfactant for phenol removal. Chem. Eng. Process.—Process Intensif. 2020, 148, 107790. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Kusumastuti, A.; Derek, C.J.C.; Ooi, B.S. Emulsion liquid membrane for cadmium removal: Studies on emulsion diameter and stability. Desalination 2012, 287, 30–34. [Google Scholar] [CrossRef]
- Purtika; Thakur, A.; Jawa, G.K. Comparative study on effect of ionic liquids on static stability of green emulsion liquid membrane. Colloids Surf. A Physicochem. Eng. Asp. 2022, 644, 128776. [Google Scholar] [CrossRef]
- Sabry, R.; Hafez, A.; Khedr, M.; El-Hassanin, A. Removal of lead by an emulsion liquid membrane: Part I. Desalination 2007, 212, 165–175. [Google Scholar] [CrossRef]
- Juang, R.-S.; Lin, K.-H. Ultrasound-assisted production of W/O emulsions in liquid surfactant membrane processes. Colloids Surf. A Physicochem. Eng. Asp. 2004, 238, 43–49. [Google Scholar] [CrossRef]
- Djenouhat, M.; Hamdaoui, O.; Chiha, M.; Samar, M.H. Ultrasonication-assisted preparation of water-in-oil emulsions and application to the removal of cationic dyes from water by emulsion liquid membrane: Part 1: Membrane stability. Sep. Purif. Technol. 2008, 62, 636–641. [Google Scholar] [CrossRef]
- Bourenane, S.; Samar, M.E.-H.; Abbaci, A.J.A.C.S. Extraction of cobalt and lead from waste water using a liquid surfactant membrane emulsion. Acta Chim. Slov. 2003, 50, 663–675. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
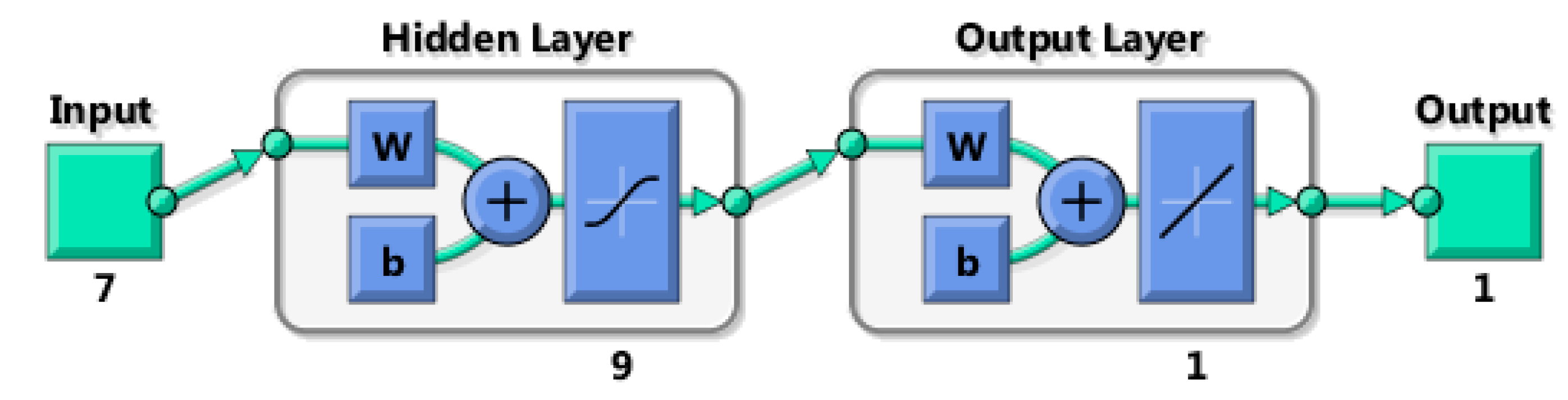
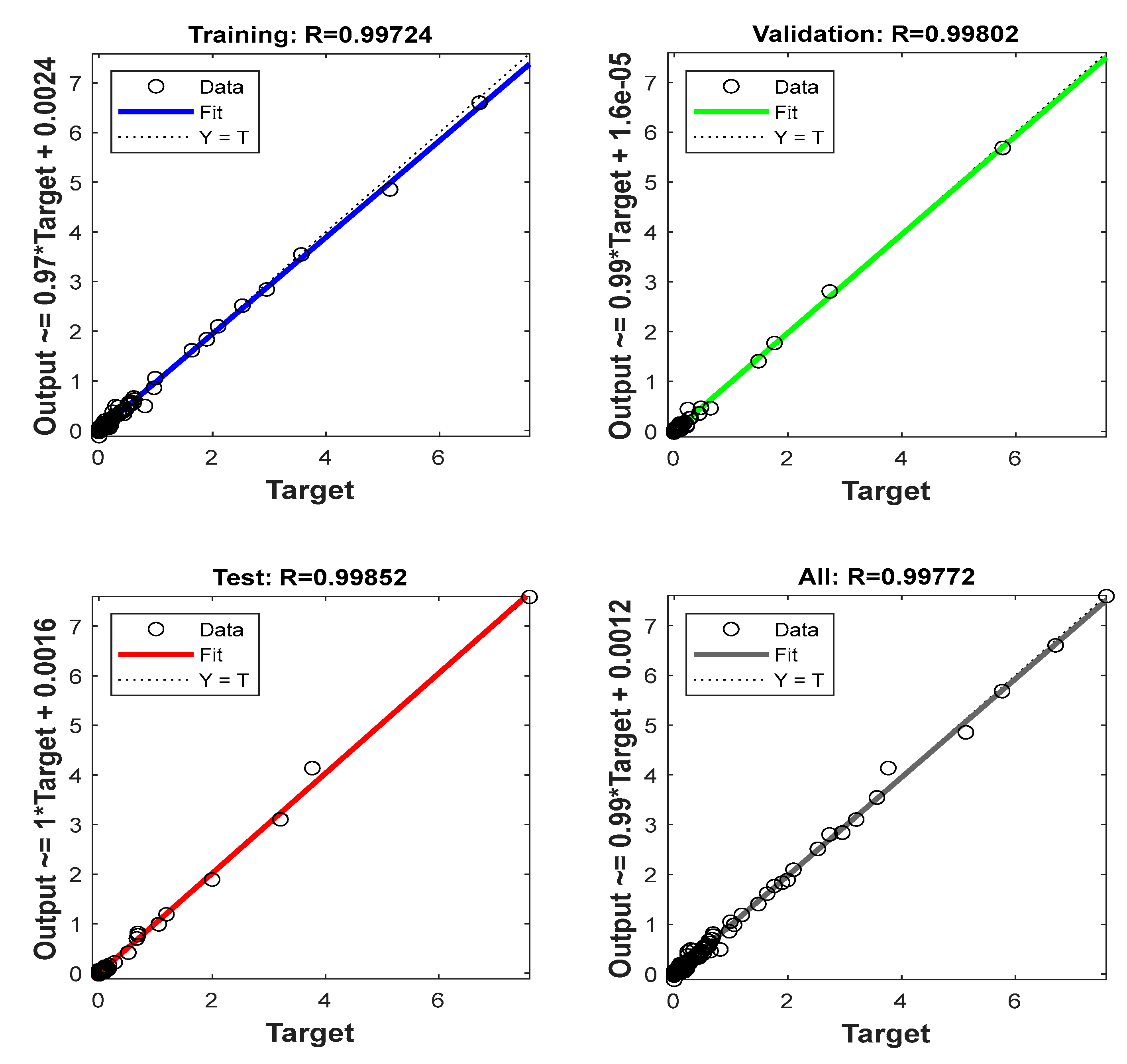
| Activation Function | Coefficients of Determination | RMSE | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Network architecture | Hidden layer | Output layer | Training | Validation | Test | ALL | Training | Validation | Test | ALL |
| [7–9–1] | tansig | purelin | 0.99724 | 0.99802 | 0.99852 | 0.99772 | 0.0378 | 0.0420 | 0.0509 | 0.0406 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zamouche, M.; Tahraoui, H.; Laggoun, Z.; Mechati, S.; Chemchmi, R.; Kanjal, M.I.; Amrane, A.; Hadadi, A.; Mouni, L. Optimization and Prediction of Stability of Emulsified Liquid Membrane (ELM): Artificial Neural Network. Processes 2023, 11, 364. https://doi.org/10.3390/pr11020364
Zamouche M, Tahraoui H, Laggoun Z, Mechati S, Chemchmi R, Kanjal MI, Amrane A, Hadadi A, Mouni L. Optimization and Prediction of Stability of Emulsified Liquid Membrane (ELM): Artificial Neural Network. Processes. 2023; 11(2):364. https://doi.org/10.3390/pr11020364
Chicago/Turabian StyleZamouche, Meriem, Hichem Tahraoui, Zakaria Laggoun, Sabrina Mechati, Rayene Chemchmi, Muhammad Imran Kanjal, Abdeltif Amrane, Amina Hadadi, and Lotfi Mouni. 2023. "Optimization and Prediction of Stability of Emulsified Liquid Membrane (ELM): Artificial Neural Network" Processes 11, no. 2: 364. https://doi.org/10.3390/pr11020364