1. Introduction
A major challenge for the transition to a zero-emission energy system is the intermittent availability of the renewable energy sources [
1] (e.g., solar and wind power). In order to match the supply and demand, energy storage solutions can be implemented [
2]. The thermochemical storage system based on the gas-solid reaction: CaO + H
2O ⇌ Ca(OH)
2 + 104 kJ/mol is considered promising due to the number of advantages it features such as high energy density, non-toxicity, multiple cyclability [
3], general availability and low cost [
4]. The applications of this storage system have been analysed for concentrated solar power (CSP) plants, conventional power plants and waste heat recovery [
5,
6]. It is also free of heat losses during the time of storage and therefore suitable for seasonal long-term storage. For all these reasons, multiple studies have been carried out to characterise the reaction, determine the thermodynamic equilibrium and reaction enthalpy [
6,
7,
8].
This storage system has been tested in different reactors concepts. For example, fixed bed reactors were demonstrated in several investigations [
5,
9,
10,
11,
12,
13,
14] and served successfully for the thermodynamic characterisation of the reaction process in technical scale. However, as in this concept the storage material is attached to the reactor, large heat exchange surfaces are necessary for large storage capacities in industrial-scale applications which increases the cost of the storage. One challenge currently addressed is therefore the development of a suitable concept that separates the storage material from the heat exchanger. The investigated approaches to achieve this are fluidised bed and moving bed reactor concepts. However, the raw powder material possesses disadvantageous inherent properties such as cohesiveness, low thermal conductivity and a tendency to agglomerate. For this reason, the realisation of a moving bed based on raw powder material that is solely assisted by gravity seems difficult. One approach to improve the bulk properties was the addition of SiO
2 nano particles to coat the surface of the particles of the storage material [
10,
15,
16]. The flowability of the material was improved and the free flow in a moving bed reactor could be demonstrated. However, the enhanced flowability effect was lost after some thermochemical cycling of the material [
17].
A different approach is to stabilise larger particles of the storage material to enable the operation of fluidised bed reactors. First investigations were successfully carried out with this concept [
16,
18,
19] but the stability of the granules is not yet reported for a larger number of cycles. Thermal and mechanical stress on the particles is very high in a fluidised bed. Thus, it remains challenging for larger particles to retain the stability during cycling. Therefore, other works on the material development concentrate on the stabilisation of the storage material particles and flowability of the bulk. For instance, pellets of storage material doped with Zn, Cu and Al salts showed enhanced structural stability. However, this effect lasted only up to 2 thermochemical cycles [
20,
21]. Criado et al. tested sodium silicate as a binder for CaO. Although the mechanical strength of the composites was enhanced, it required a specific step to synthesise the binding framework and the incomplete hydration of the storage material [
22]. Sakellariou et al. [
23] also obtained improved mechanical stability by manufacturing CaO-based composites using kaolinite as binder. However, the hydration capacity of the CaO in the mix resulted reduced (40–50% of the theoretical value). An encapsulation approach using oxide ceramic material was tested by Afflerbach et al. [
24]. After a 10-cycle experimental series in a thermal analyser, it was found that the stability of the samples was retained. The capsules were tested in a lab-scale reactor [
25,
26] and the flowability of the bulk was reported even after 6 reaction cycles [
27]. The drawback of the this modification is the significantly reduced energy density (200 kWh/m
3) compared to pure Ca(OH)
2 granules (340 kWh/m
3).
Recently, another approach of coating Ca(OH)
2 granules with a small amount of nano additives have been proposed and tested in TG (thermogravimetric) devices [
28,
29]. A previous work from our research group conducted a 6-fold thermochemical cycling using Ca(OH)
2 granules coated with alumina in a moving bed reactor [
27]. The results showed that the coating layer has a positive effect on the structural integrity of the granules without compromising their performance and with minimal impact on the energy density. Furthermore, the manufacturing process is simpler when compared to the encapsulation method. Despite these promising outcomes on the material development side, the movement of the bulk through the heat exchanger of the reactor could not be achieved due to the specific reactor design.
To summarise, the stabilisation of Ca(OH)2 granules in a range of 0.5 to 3 mm, would in general facilitate the reactor design and allow for novel concepts and heat exchange mechanisms. Recent investigations with nanocoated granules showed evidence that the coating enhances the stability of the granules and at least prolongs their stability over several reaction cycles. The granules could also facilitate the operation of a fluidised bed reactor but the mechanical stress over the material in this concept is extremely high and thus favours its fast decomposition into powder.
This paper therefore addresses the question of the development of a reactor concept suitable for the operation with Ca(OH)2 granules taking into account conflicting design criteria. On the one hand, the mechanical stress on the granules should be minimised. On the other hand, the heat transfer into the granules should be maximised in order to allow a scalable concept with a competitive power density. The design additionally aims to compensate the growth and shrinkage of the granules and therefore enables the gravity assisted free flow of the material bulk under reaction conditions.
The aim of this work is therefore to demonstrate the operation of a newly-developed moving bed reactor designed for granulated Ca(OH)2. Two batches of Ca(OH)2 granules were manufactured in kg-scale and cycled in the reactor. A number of dehydration and hydration experiments were carried out to prove the functionality of the setup in terms of thermal power output, energy released and thermal efficiency. The heat and mass transfer of the reactor is characterised for the thermal charging and discharging procedure. The ability of the granules to flow out of the reactor by gravity assistance is tested at the end of the experimental series. For the storage granules, the cycling stability, structural integrity and mechanical stability are analysed as well as the phase composition and morphology. This study presents the first operational data of nanocoated Ca(OH)2-based granules in a directly heated moving bed reactor at kW scale. The conclusions derived from this work will contribute to the development of the storage material based on Ca(OH)2 and to the achievement of a cost-efficient reactor for this storage system.
2. Materials and Methods
2.1. Reactor Development
In addition to the basic functions to supply and remove heat and reaction gas during dehydration and rehydration of the Ca(OH)2/CaO, the reactor design needs to take into account specific techno-economic requirements. First, the reactor must allow for the continuous movement of the granules through the reaction zone whilst low mechanical stress on the material is guaranteed. Second, the natural volume expansion during the discharge process must be compensated to prevent the material from becoming stuck in the reactor. Third, high heat transfer is sought in order to reach high power density. In addition, a non-complex design has to be conceived to reach a cost-efficient reactor which could be upscaled to MW-range for industrial applications.
For the reactor development, 3 concepts were originally taken into consideration: moving bed, fluidised bed and rotary kilns. The investigations of Ca(OH)
2 as storage material in indirectly heated moving bed reactors showed two main disadvantages for this concept. First, the powder or granulated Ca(OH)
2 has low thermal conductivity which in turn leads to complex and expensive heat exchanger designs. Second, the material swells during hydration and therefore becomes stuck in the heat exchangers [
17,
27]. Fluidised beds display the high heat transfer coefficients, but the fluidisation also causes high mechanical stress on granules. Mechanically fluidised beds and rotary kilns also achieve high heat transfer coefficients [
30,
31]. Nevertheless, the mechanical assistance (e.g., rotating paddles) that enhances the heat and mass transfer within the bulk also contributes to the deterioration of the integrity of the granules. Moreover, the construction is complex since the rotating parts have to withstand relatively high temperatures.
Given the criteria to meet for the novel reactor design, a hybrid concept was chosen. The design incorporates the direct heating through a gas stream but at velocities that do not lead to the fluidisation of the bed. The direct contact between gas and solid still enables high heat transfer whilst the granules are not subject of severe attrition. In addition, since the reactor does not require a heat exchange structure, a wider radial pack is foreseen to prevent the bed from becoming stuck and therefore favour its movement.
Reactor Design
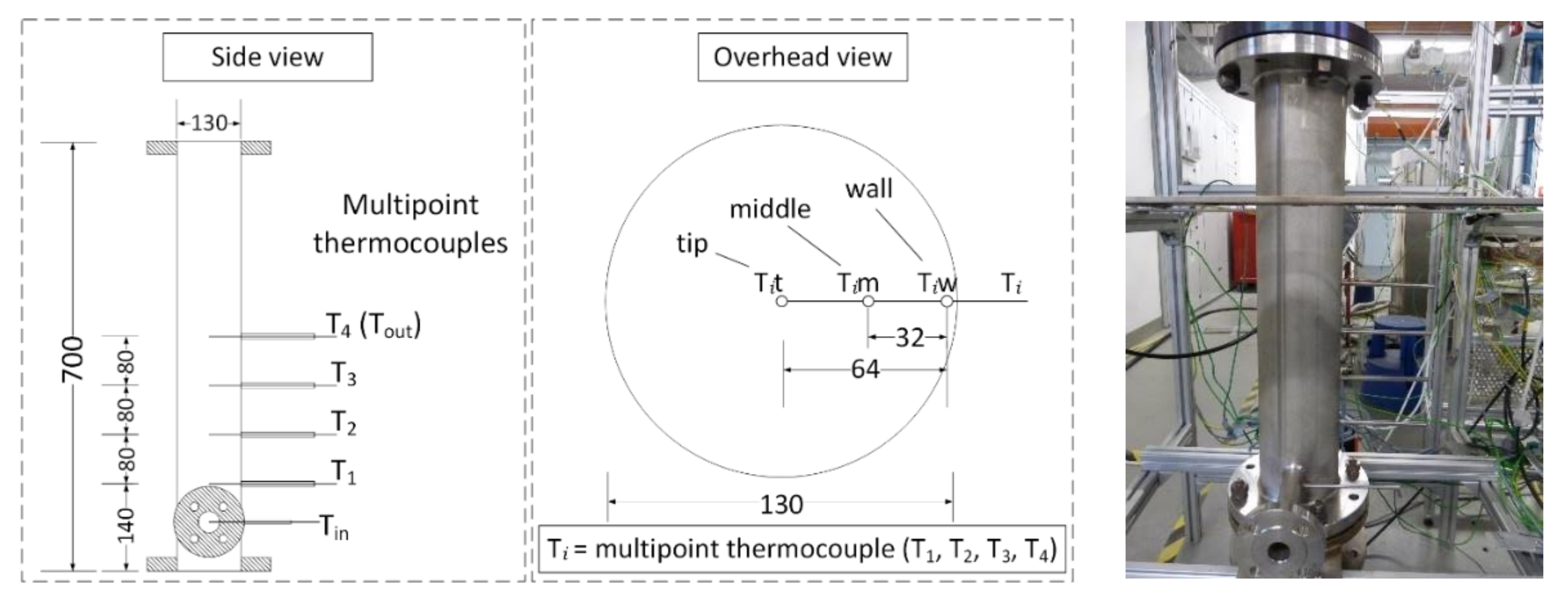
Considering the above-mentioned criteria, a reactor based on a standard steel pipe filled with the granules is designed (
Figure 1). A countercurrent flow was chosen where the unreacted material enters from the top of the reactor. The hot air and water vapour enter from the bottom of the reactor and stream through the bulk of granules to the top. The main design parameter is the diameter of the pipe. On the one hand, a large diameter is required to keep the gas stream below the fluidisation velocity. On the other hand, the gas volume flow needs to be large in order to deliver enough thermal power to drive the reaction. In addition, the gas velocity should not be too low in order to ensure a sufficiently high heat transfer coefficient from gas to particle. The selected design therefore seeks to balance these conflicting parameters by finding an operation window that allows high heat transfer coefficient at a gas velocity still below values that fluidise the reaction bed.
The first criterion for the design is the temperature difference between the gas and the reaction equilibrium, which is assumed to range from 50 to 200 K. Based on this, for a nominal power of 1.2 kW (for 200 K temperature difference) a volume flow of 16 Nm
3/h is required. Hence, the operational power varies from 0.3 to 1.2 kW for temperature differences between 50 and 200 K, respectively. Based on a chosen nominal flow and a given particle diameter, the minimal fluidisation velocity (
) can be calculated at the maximum inlet temperature of 550 °C and pressure of 1 bar (see
Section 2.5, Equations (1)–(3)). This velocity corresponds to the maximum velocity of the reactor design and must not be exceeded.
In our case the diameter of the reactor was chosen to 0.130 m and consequently a volume flow of 45 Nm
3/h corresponds to a gas velocity in the reactor of 0.94 m/s, which is slightly below the minimal fluidisation velocity of 1 m/s. Hence, the maximum thermal power at which the reactor can be operated using this gas velocity and a 50 to 200 K temperature difference varies from 0.9 to 3.5 kW accordingly. In addition, the gas velocity affects the heat transfer coefficient (α) between gas and particles. The calculated values of α result in 140 and 248 W/m
2 K for volume flows of 16 (nominal) and 45 (maximum) Nm
3/h, respectively (see
Section 2.6, Equations (4)–(12)).
The second criterion used is the size of the reaction bed. In the reactor pipe, a 0.24-m-high bed accounts for a 3-L volume of storage material which corresponds to 2.160 kg and an amount of energy of 0.78 kWh. Furthermore, the bed size determines the surface area of the granules available for the heat exchange with the gas. Bearing in mind that the granules have a small diameter of 2 mm, the surface area available for heat transfer amounts to 4.8 m
2. This area and the heat transfer coefficient at nominal conditions result in a specific power of 0.67 kW/K and a specific power density of 224 W/K L when the 3-litre storage material is considered. By comparing the specific power of the reactor to the nominal thermal power of the gas flow (0.3–1.2 kW), it is expected that the reactor can be operated with a small temperature difference between the reaction bed and the gas. Hence, the energy of the gas flow will be rapidly absorbed by the particles, the reaction zone will be small and progressively move upwards through the bed of granules. The reaction is therefore expected to be controlled by the gas volume flow and the inlet temperature of the gas. Finally, a homogeneous outlet temperature of the gas close to the equilibrium temperature of the reaction is foreseen to be reached. The design parameters are summarised in
Table 1.
2.2. Test Bench
The test bench consists of three main units: the reactor unit, the heat transfer fluid (HTF) supply unit and the reaction gas supply unit (
Figure 2).
A feeding tank (20 L) is located at the top of the reactor unit and under it a controlled flap can adjust the mass flow of the granules into the reactor. A double cylinder jacket connects the upper flap and the reactor. The inner cylinder has a fine steel mesh wall (2 µm diameter) that allows the air and steam to leave the reactor and separates the gas from the solid material. The lower section of the reactor (100 mm high) is filled with 10-mm glass beads and then the samples are filled to make a 240-mm-high reaction bed (approximately 3 L). At the end of a reaction cycle the lower flap is opened and the material can flow out of the reactor.
Ambient air is used as heat transfer fluid (HTF) to supply heat to the reaction bed. The air is first compressed and then moisture and CO2 are removed in an adsorption dryer. Once the air is dry and CO2-free, the volumetric flow is set before the fluid is heated up in the electrical heaters. The heated air is then directed to the reactor. In the reaction gas supply unit, an evaporator is used to produce the steam that is later supplied to the reactor by means of a mass flow controller (MFC). A gas analyser is connected to the outlet pipe to monitor the content of water vapour present at the outlet of the reactor.
Four multipoint thermocouples (T
1, T
2, T
3 and T
4) are attached to the reactor at 4 different heights and one single thermocouple is attached at the inlet (T
in). Thus, the temperature at 13 different positions can be monitored (see
Figure 1, left). Thus, the temperature distribution (axial and radial) throughout the reaction bed and the gas temperature right above it can be monitored.
2.3. Materials
2.3.1. Uncoated Granules
As reference material, commercially available granulated Ca(OH)2 (Sorbacal® H90) was supplied by Rheinkalk GmbH. The product contains 92.9 wt.% Ca(OH)2 and granules with diameter between 1.6 and 2 mm were used in the experiments (Bulk density: 721 kg/m3).
2.3.2. Coated Granules
Granulated Ca(OH)2 (Sorbacal H90) was put into a mixer (Eirich, type R02/E) where water as adhesion promoting agent was added under co-current flow. Subsequently, nanostructured Al2O3 (AluC©, Evonik) was added to the granules up to the point that all surfaces were thoroughly covered, and no fines of the additives aggregated separately within the mixing container. In case of this sample, no further processing of the material was performed. The content of Al2O3 accounts for 10 wt.%. Coated granules with diameter between 1.6 and 2 mm were used in the experiments (Bulk density: 822 kg/m3).
2.4. Experimental Procedure
In two measurement series, batches of 3 L of uncoated and coated granules are filled in the reactor. 10 cycles of dehydration and hydration are carried out with each batch which remained in the reactor for the whole series. Only after the last cycle the lower flap is opened to test the flowability of the storage material. The experimental parameters are given in
Table 2.
2.4.1. Dehydration
First, the upper flap is opened and the samples (Ca(OH)
2) contained in the feeding tank fill the reactor up until the level right above of the thermocouple T
3 (see
Figure 2). In order to preheat the storage material in the reactor, the air volume flow is supplied and the preheating temperature (compare
in
Table 2) is set. Once the temperature is stable, it is increased to the dehydration set temperature (
in
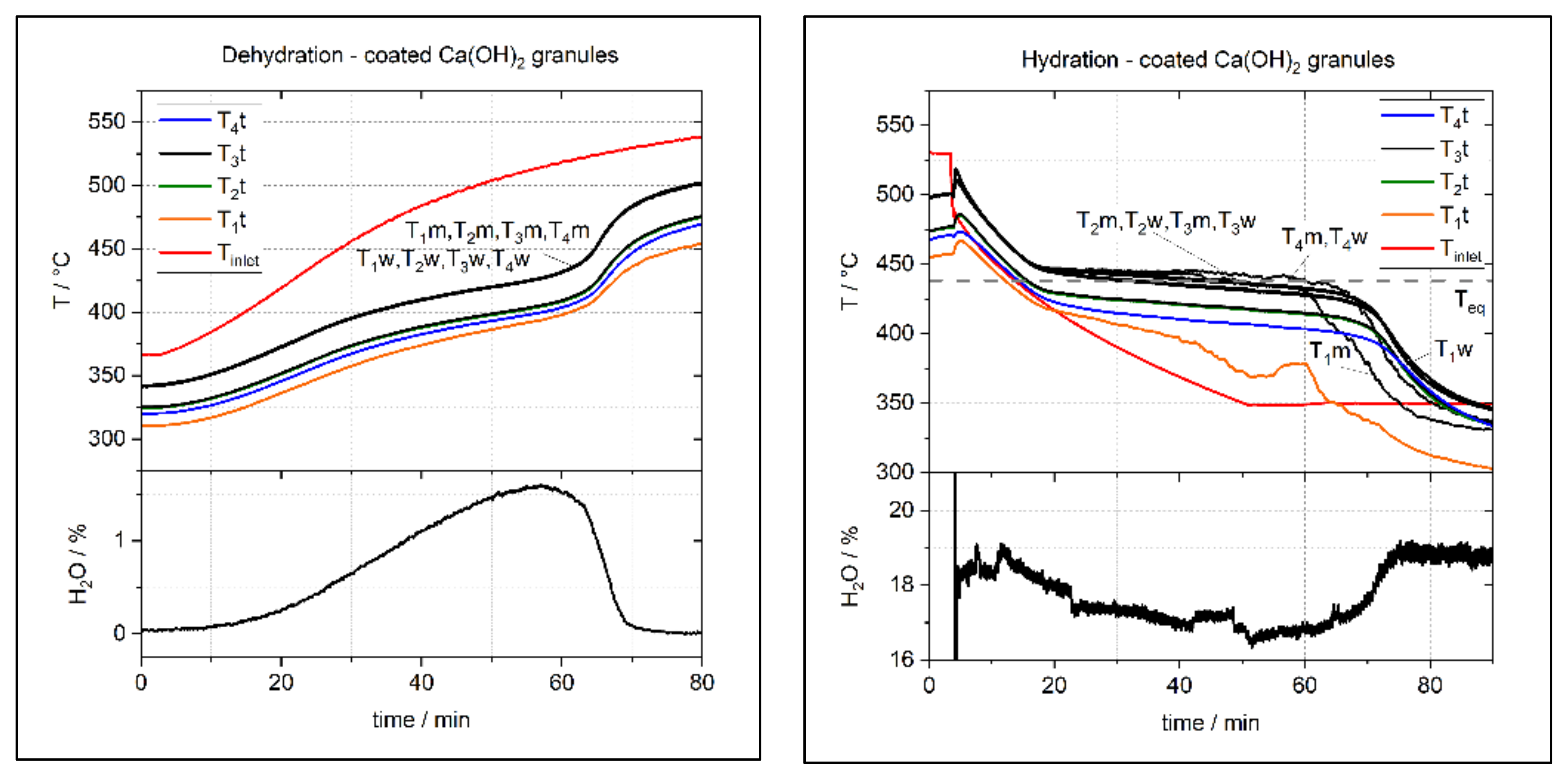
Table 2). The dehydration starts when the storage material temperature exceeds the equilibrium temperature, and an increase of water vapour is detected by the sensor located at the outlet pipe of the reactor. The dehydration is complete when the content of water vapour measured in the gas analyser decreases again and stays constant.
2.4.2. Hydration
The dehydrated samples (CaO) contained in the reactor are preheated with air volume flow at a starting temperature. In the reaction gas unit, water vapour is prepared in the evaporator and the MFC is set. The valve that connects the evaporator and MFC is opened and the water vapour mixes with the air volume flow before they stream into the reactor. At the same time, the temperature of the air flow is decreased to below the equilibrium temperature to start the hydration of the samples. Since the CaO present in the samples reacts with the water vapour supplied, the content of water vapour at the outlet sensor of the reactor decreases. When the value of the water content increases again and stabilises, the hydration is complete.
2.5. Determination of the Minimal Fluidisation Velocity
The minimal fluidisation velocity (
) is calculated by the following expression [
32]:
where
is the dynamic viscosity of the gas,
is the density of the gas and
the diameter of the particle. The term
refers to the Reynolds minimal fluidisation and is calculated as follows:
where
corresponds to the Archimedes number and can be determined by the following expression:
refers to the density of the particle, which accounts for 2313 kg/m
3 [
24] and
to the gravitational acceleration: 9.81 m/s
2.
2.6. Determination of the Heat Transfer Coefficient
The heat transfer coefficient (α) can be represented by Equation (4) [
33]:
where λ is the thermal conductivity of the gas and
corresponds to the Nusselt number, which can be determined based on the factor
and the Nusselt number for sphere (
), in laminar (
) and in turbulent flow (
) (Equations (5)–(8)).
The factor
or Reynolds coefficient in the void fraction is calculated by means of the minimal fluidisation velocity (
), the diameter of the granule (
), the kinematic viscosity of the gas (
) and the void fraction of the reactor (
) (Equation (9)):
The Prandtl number (
) is the quotient of the kinematic viscosity (
) and thermal diffusivity (
) of the gas (Equation (10)):
The void fraction (
) can be obtained from the volume (
) of the reactor and the volume of all the granules in the bed (
) (Equation (11)). For the experiments in this work,
amounts to 0.625.
The factor
is calculated as follows:
2.7. Determination of the Partial Pressure of Water Vapour and Equilibrium Temperature
The pressure of water vapour in the gas stream mixture is calculated by Equation (13):
where
is the molar flow and is determined by Equations (14) and (15):
where
is the mass flow and
the molar mass. Both mass flows (water vapour and air) are measured by mass flow controllers (MFC) in the set up (compare
Figure 2). The equilibrium temperature used for analysis in this work is determined by the equation of Samms and Evans [
34]:
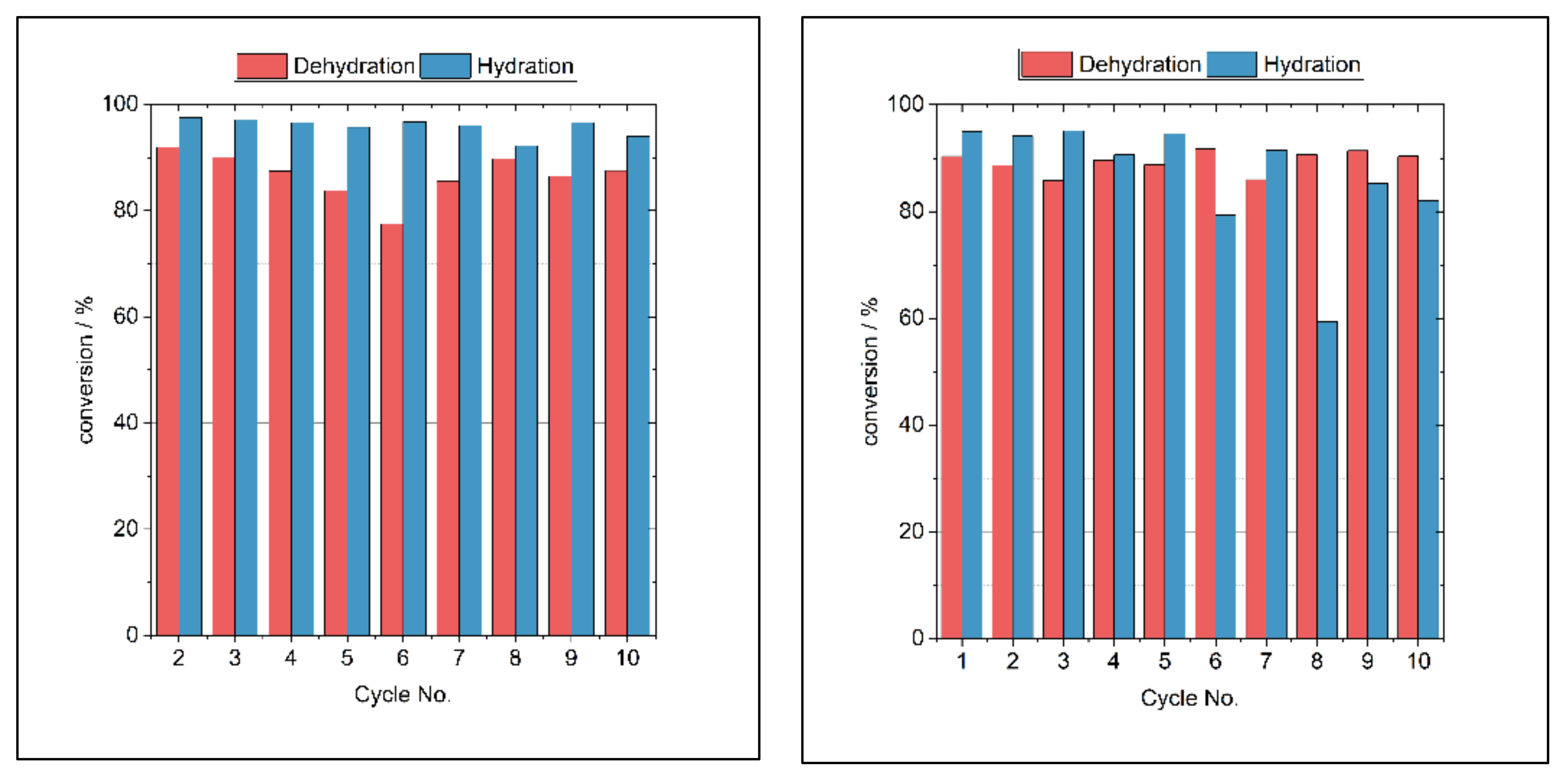
2.8. Cycling Stability
To determine the degree of conversion, after each experiment a sample of the storage material is taken and subject of thermogravimetric analysis (TGA). A simultaneous thermal analyser (Netzsch STA 449 F3 Jupiter) was used to carry out these measurements. In this device, the atmosphere inside the furnace is maintained inert by using volume flows of nitrogen as protective and purge gases. The sample was heated up to 850 °C and the experiments lasted 2 h. The extent of dehydration and rehydration in the test bench
and
, respectively, is calculated by Equations (17) and (18):
where
is the total mass of water dehydrated during the thermal analysis and
is the stochiometric mass of water of the reactive material present in the sample.
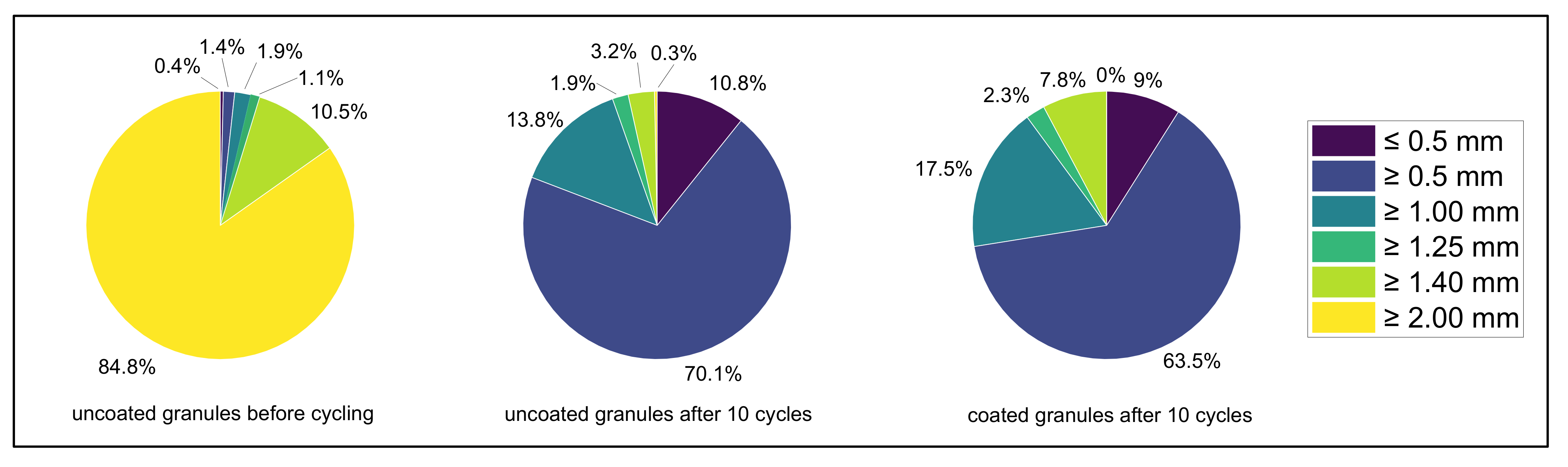
2.9. Structural Integrity
Initially, a defined range of diameters of the uncoated granules was selected as reference material and as raw material for the encapsulation process of the coated granules before it undergoes thermochemical cycling. This diameter range between 1.4 and 2 mm was prepared by sieving the initial granules with broader diameter distribution. After tenfold thermochemical cycling, the particle size distribution of the uncoated and coated material was tested by sieve analysis again. Therefore, sieves with the mesh sizes of ≥0.5 mm, ≥1 mm, ≥1.25 mm, ≥1.4 mm and ≥2 mm were used. The sieving duration, associated with a vibrant motion of the stacked sieves was each 5 min.
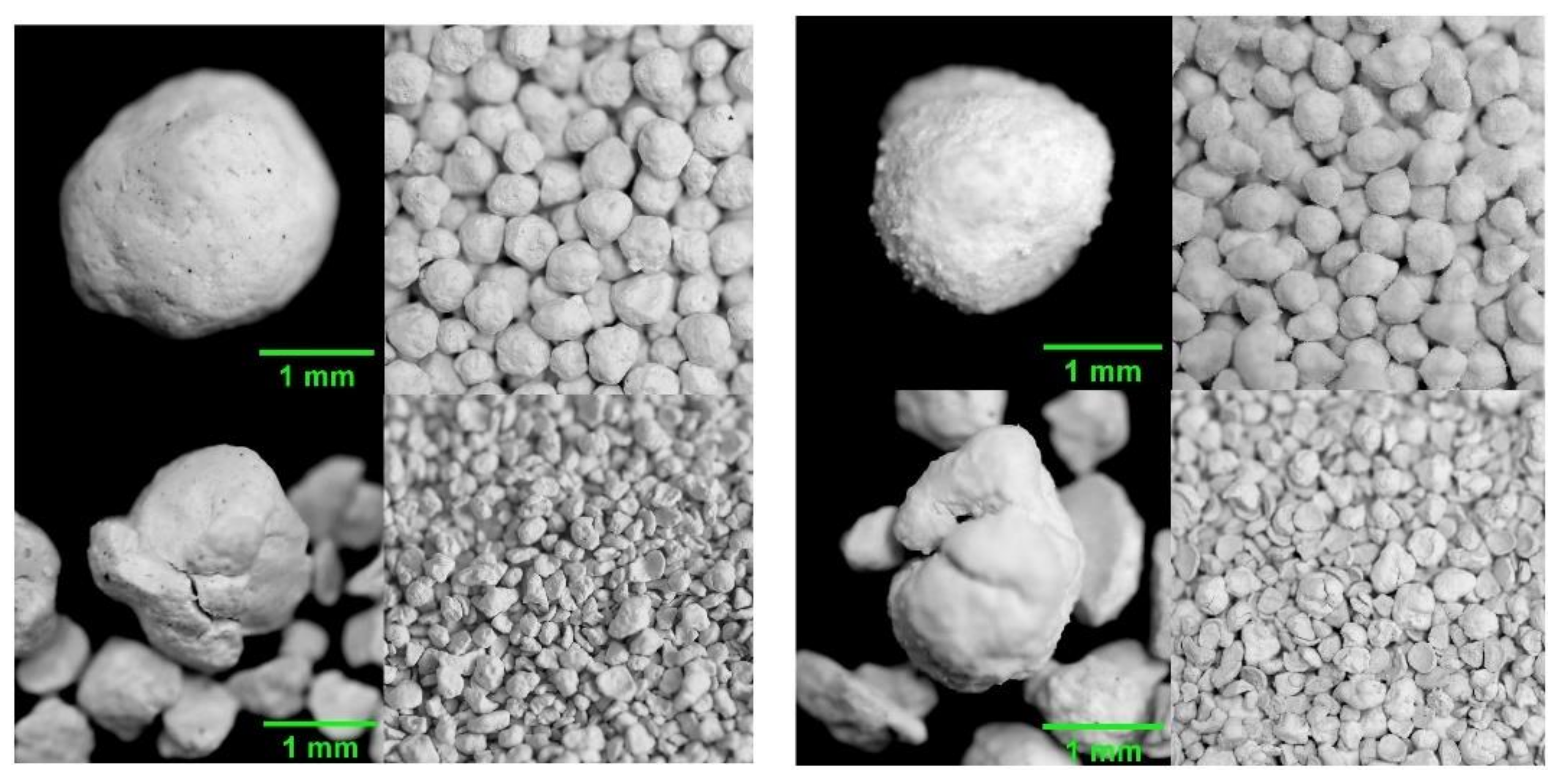
Additionally, images of granules taken after every experiment are used in order to qualitatively assess the degree of deterioration over the experimental series.
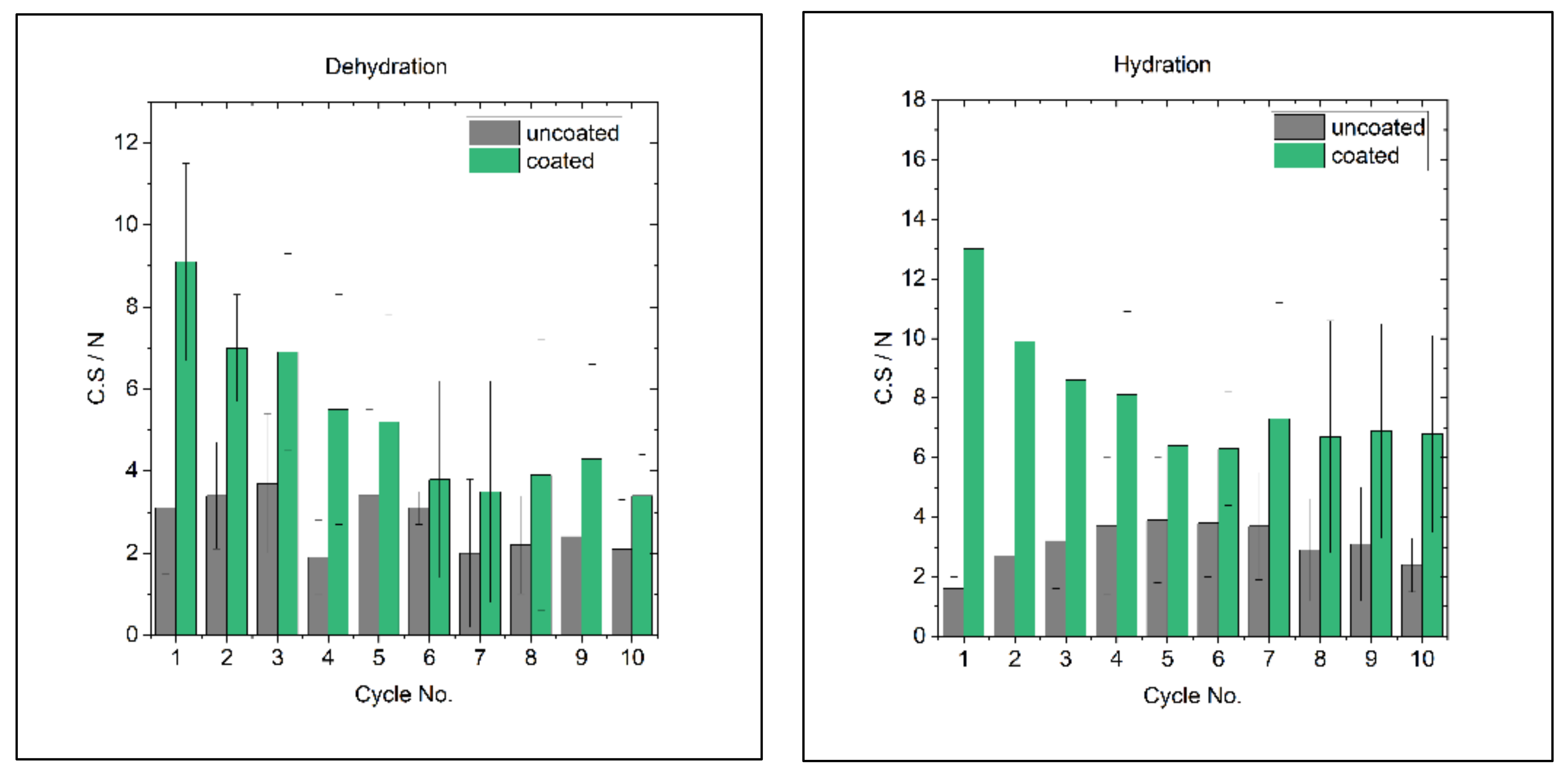
2.10. Mechanical Stability
The mechanical stability of the uncoated and coated granules was tested before and after tenfold thermochemical cycling by dynamometry. Therefore, a manually operated test stand equipped with a force gauge (SHIMPO, FGE-100X, max. capacity: 500 N, resolution 0.1 N) was used. All measurements were conducted with a flat-head measuring module mounted to the force gauge with the sample lying on a flat steel plate. For each sample, an amount of 25 individual granules were measured. The final mechanical stability of each sample was calculated as the mean value of the individual measurements whereas the respective standard deviation gives the uncertainty of stability. This uncertainty is thereby not only interpreted as statistic deviation from the mean, but also gives an idea about the variation of inhomogeneities within the sample’s microstructure affecting the mechanical stability.
2.11. Flowability
After the last hydration of the series, the ability of the reaction bed to move through the reactor is tested. The lower pneumatic flap is opened to let the glass beads and the bulk of granules leave the reactor by the action of gravity.
2.12. Morphological Investigation and Determination of Phase Composition
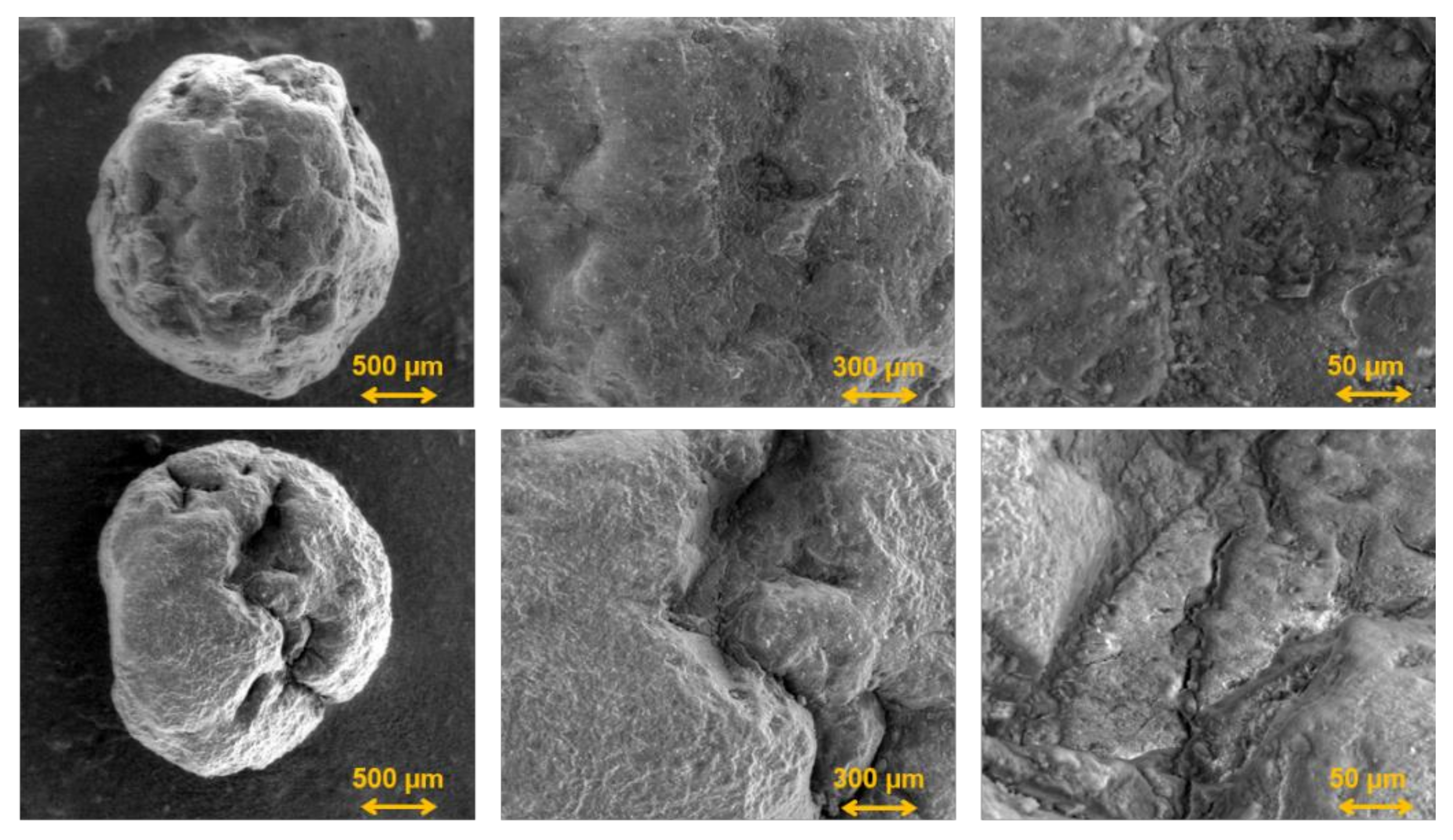
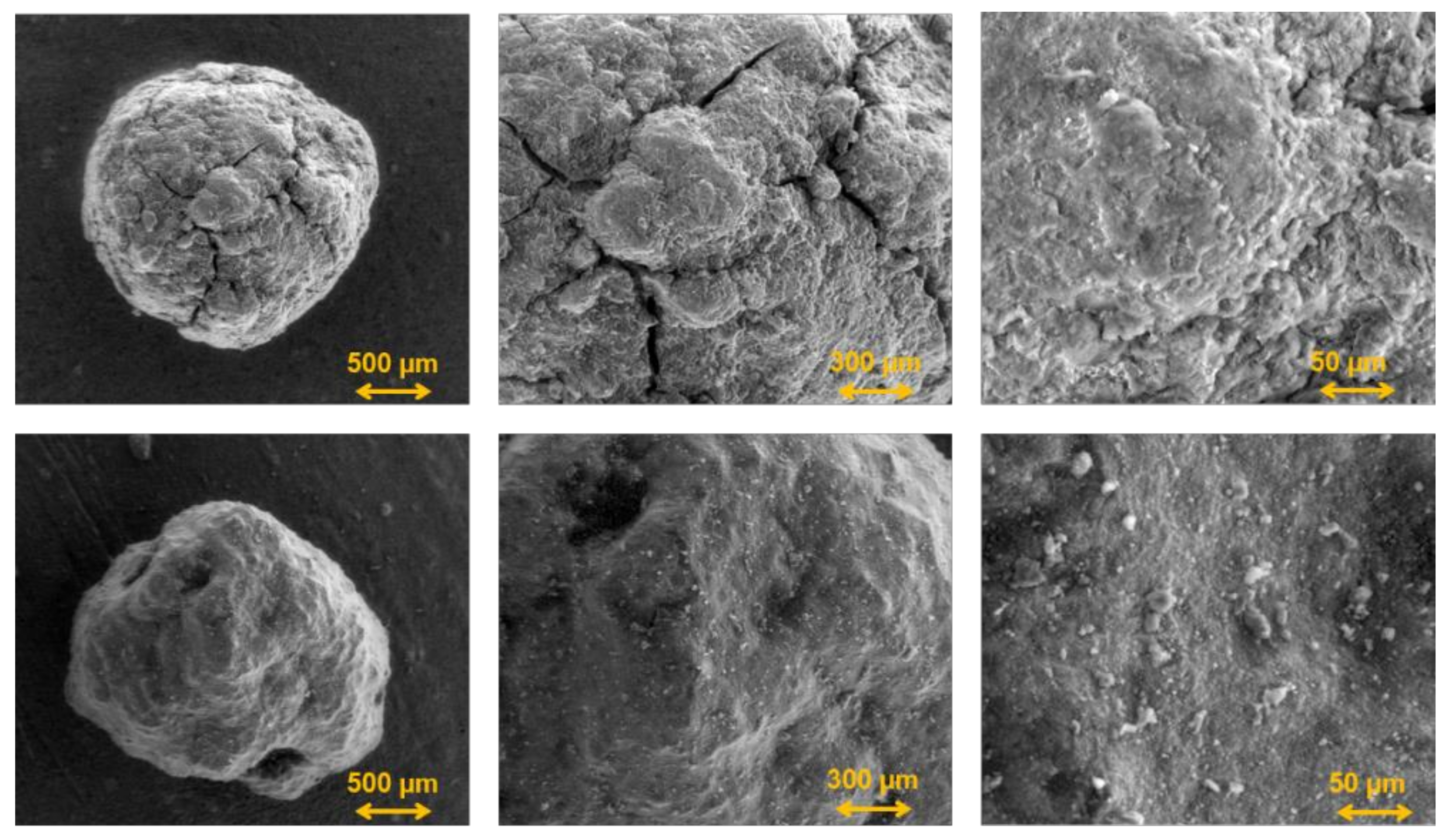
The morphology and the surface texture of the samples were examined by scanning electron microscopy (FEI Quanta FEG 250). Thereby, the initial granules are compared to the granules after tenfold thermochemical cycling. All micrographs were taken in low vacuum mode at a pressure of 90—110 Pa using a large field detector for secondary electron imaging. The high resolution of the detector allows for a high-resolution imaging as needed for this purpose.
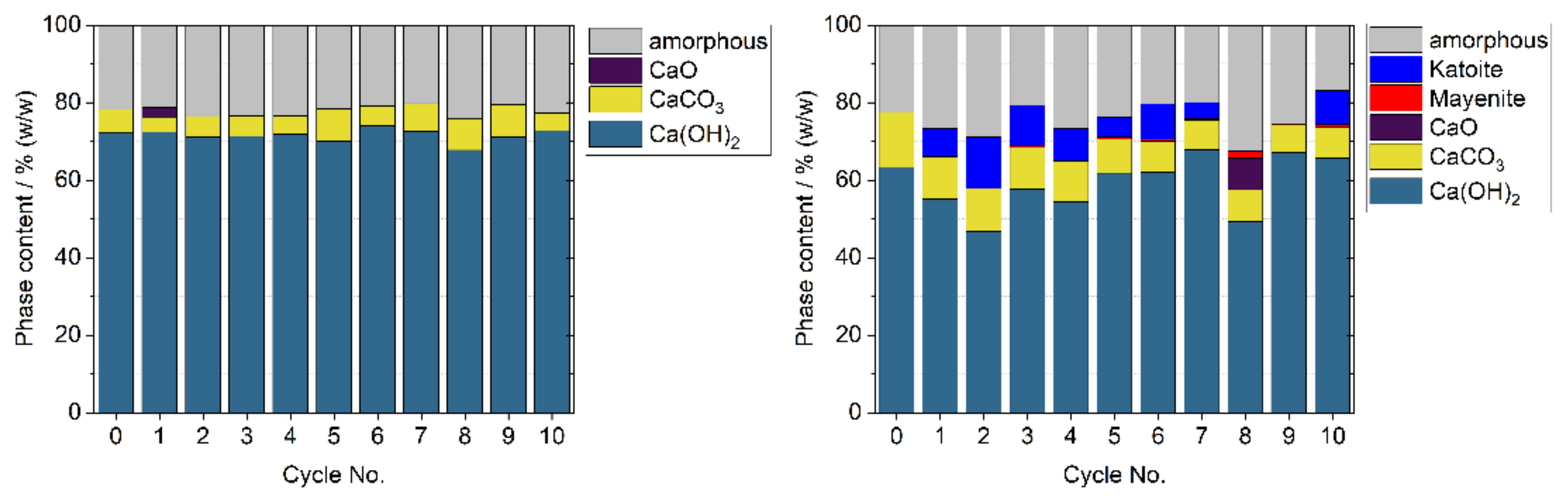
The crystalline phase composition of the materials was probed by X-ray powder diffraction (Panalytical X’Pert Pro PW 3040/60) in a scan range between 8° to 70° 2θ using Cu Kα-radiation. For phase quantification by Riteveld-refinement of the obtained pattern, ZnO (NIST standard reference) was used as external standard.
4. Conclusions and Outlook
This work presents a directly heated moving bed reactor, based on a new concept developed for Ca(OH)2 granules as storage material. Two batches were used: Ca(OH)2 granules and Ca(OH)2 granules coated with Al2O3 nanostructured particles. The thermodynamic performance of the reactor was analysed based on the operation data obtained and reflected against our design considerations. Ten thermochemical cycles (dehydration and hydration) were carried out to analyse the cycling stability, structural integrity, mechanical stability and flowability of the storage granules.
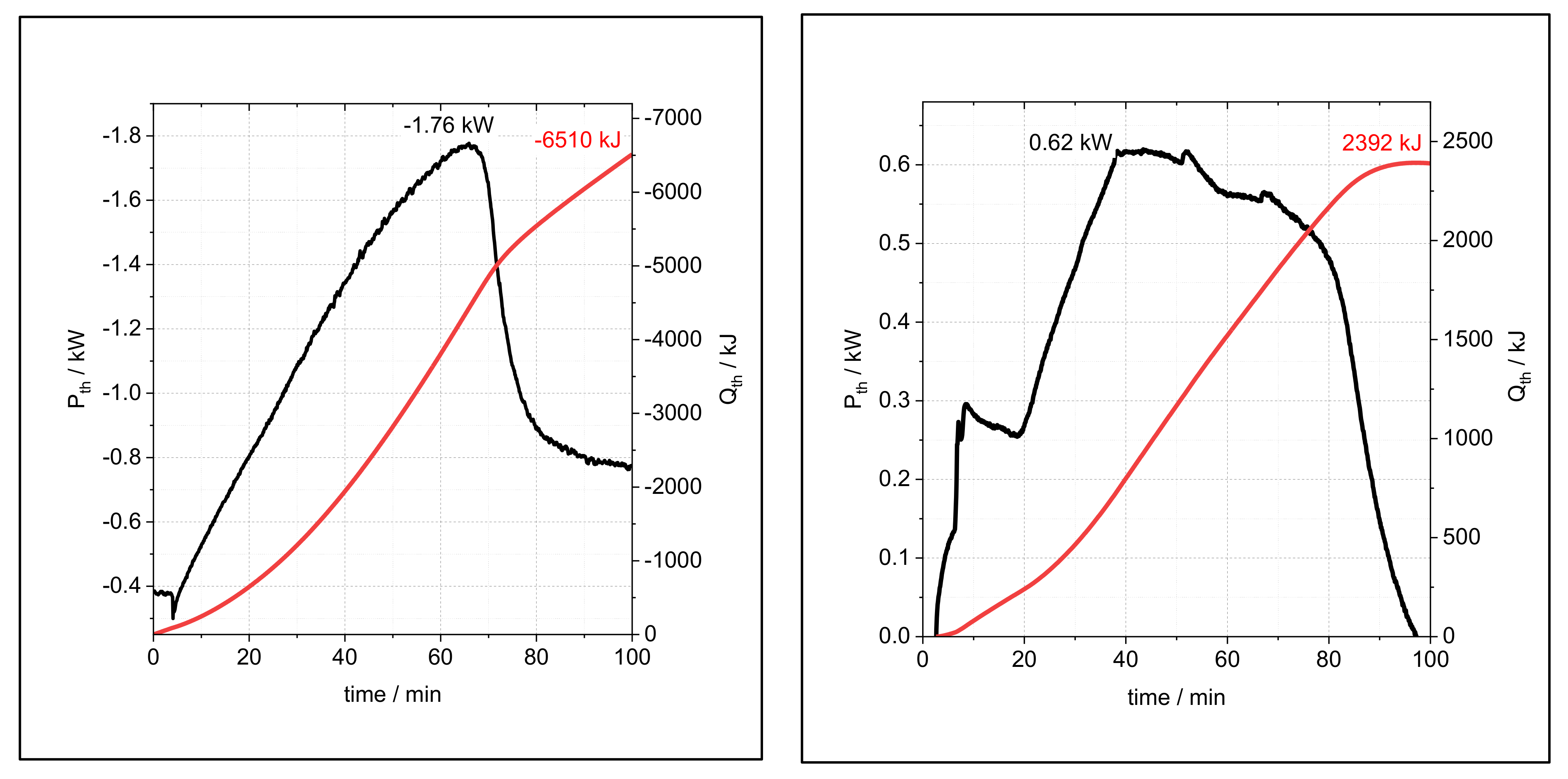
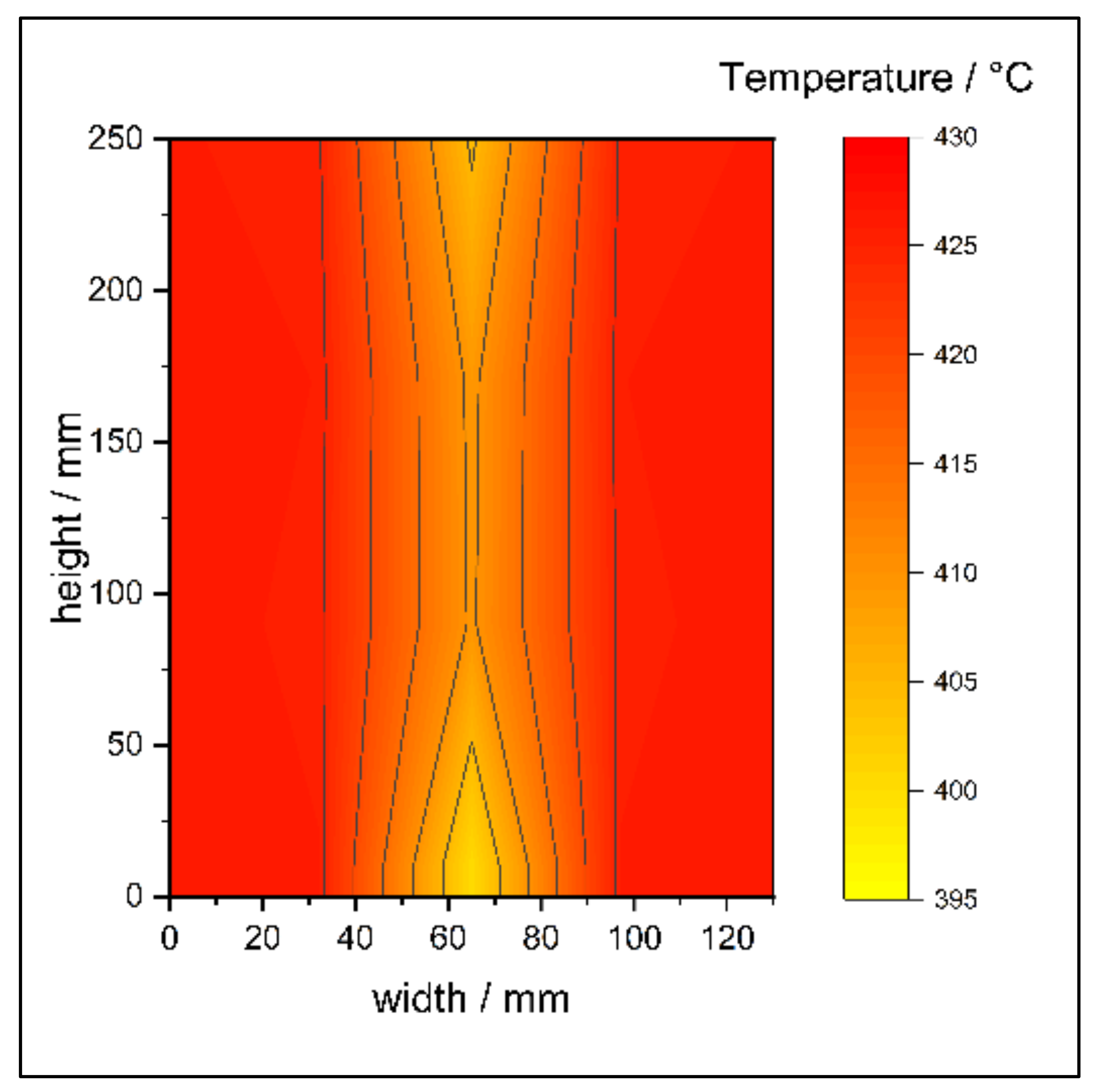
The results obtained demonstrate that the reactor concept is operational. Overall, complete hydration and dehydration of the storage material was demonstrated. The operational data presented shows that the heat transfer between gas and particles was sufficiently high. The experimental data proves that all thermal energy contained in the gas flow was transferred to the particles during reaction. In both operation modes for dehydration and hydration, the process was controlled by the obtained temperature difference and the adjusted gas volume flow. The reaction zone in the bulk therefore had a small length and wanders as the reaction proceeds, from the bottom to the top of the bulk. The maximum thermal power obtained during the dehydration process at the maximal applied gas volume flow accounted for −1.76 kW. The operation of the reactor is capable of achieving even higher power densities. However, this potential is limited by the gas velocity in the reactor which must be maintained below the fluidisation velocity. If the fluidisation can be avoided, the high heat transfer coefficient and the large available surface of the 2 mm granules would enable to reach a specific power density of 300 W/K L.
One important conclusion dedicated to the reactor concept is that the particles freely flowed out of the reactor after 10 cycles. This observation leads to the conclusion that the hot gas stream in direct contact with the granules helps to prevent the agglomeration. Therefore, based on this concept, the gravity assisted movement of cycled particles in technical scale has been demonstrated for the first time [
17,
27].
With regard to the materials used, it was found that complete technical conversion was achieved. In addition, no degradation attributed to the directly heated reactor concept was observed. After the experimental series, the largest share of both materials broke into smaller pieces which range in the size of 0.5–1 mm. Nevertheless, for the coated granules new phases formed as reaction products between the Ca(OH)2 and nanostructured Al2O3. This resulted in a continuous structure on the granules surface that enhances their mechanical stability without significantly reducing the storage density.
The results obtained in this work show that this reactor concept is very promising and can be considered for the development of a pilot scale reactor with a more efficient heat and gas distribution. Furthermore, different operation settings in which high power densities are achieved by means of higher volume flows but below the fluidisation velocity should be investigated. In order to prevent the reaction bed from fluidising some procedures need to be verified, for example using mechanical barriers or filling the reactor volume completely. In addition, the realisation of the continuous movement of the granules that enables continuous power output should be tested. In parallel, further studies are necessary to better understand the changes occurring in the structure of the granules during the charge and discharge process. Thus, it will be possible to determine when and to what extent the integrity of the granules is lost and if the resulting fragments stabilise in a size range after a larger number of cycles. Moreover, it is necessary to confirm the fluidisation of the bed in practice and analyse the degree of deterioration of the granules in non-fluidising conditions.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}