
Modeling of Multiphase Flow, Superheat Dissipation, Particle Transport, and Capture in a Vertical and Bending Continuous Caster



Abstract
:1. Introduction
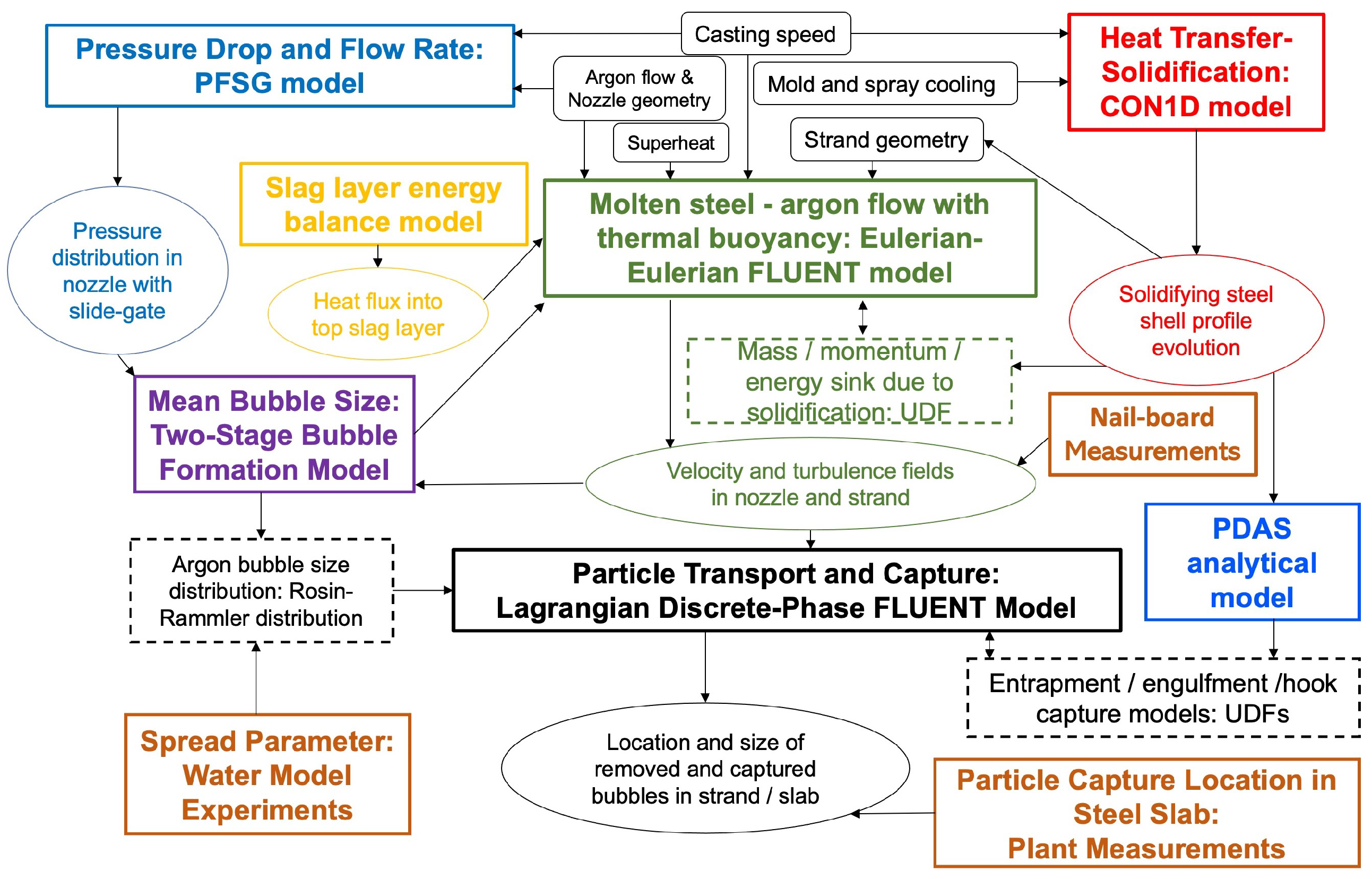
2. Computational Models and Solution Procedure
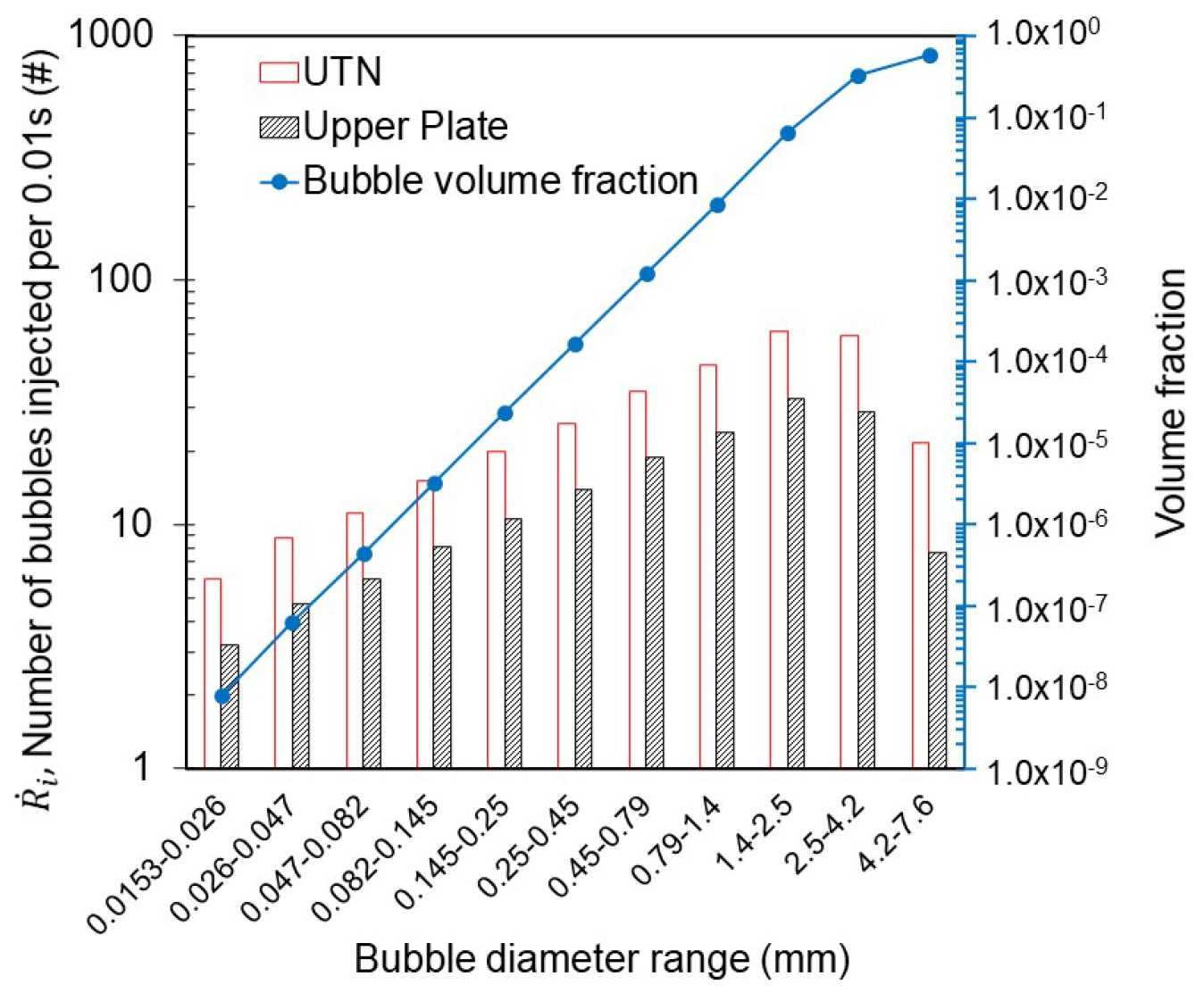
2.1. Initial Bubble Size Models: PFSG and Two-Stage Model
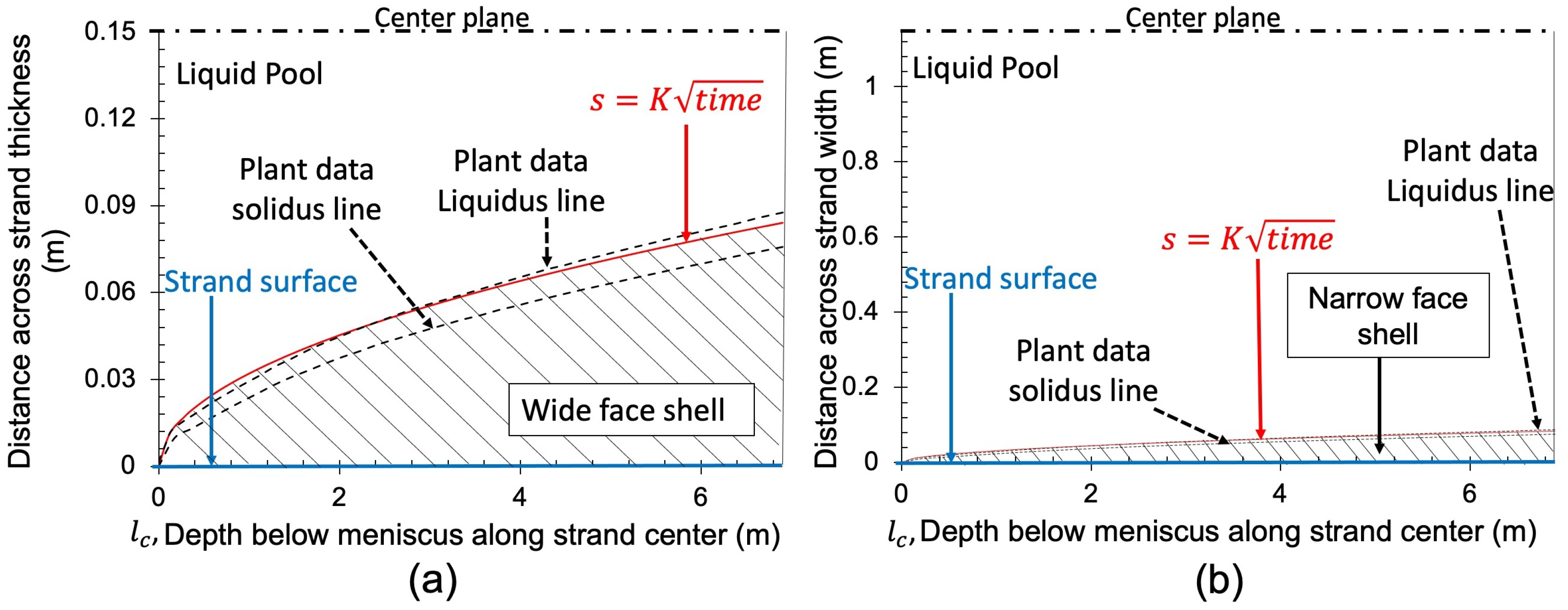
2.2. Heat Transfer and Solidification of Solid Shell: CON1D
2.3. Two-Phase Flow: Eulerian–Eulerian Model
2.4. Heat Transfer: CFD Thermal Model
2.5. Energy Balance Model for Heat Flux into Top Slag Layer
2.6. Particle Transport: Lagrangian Discrete Phase CFD Model
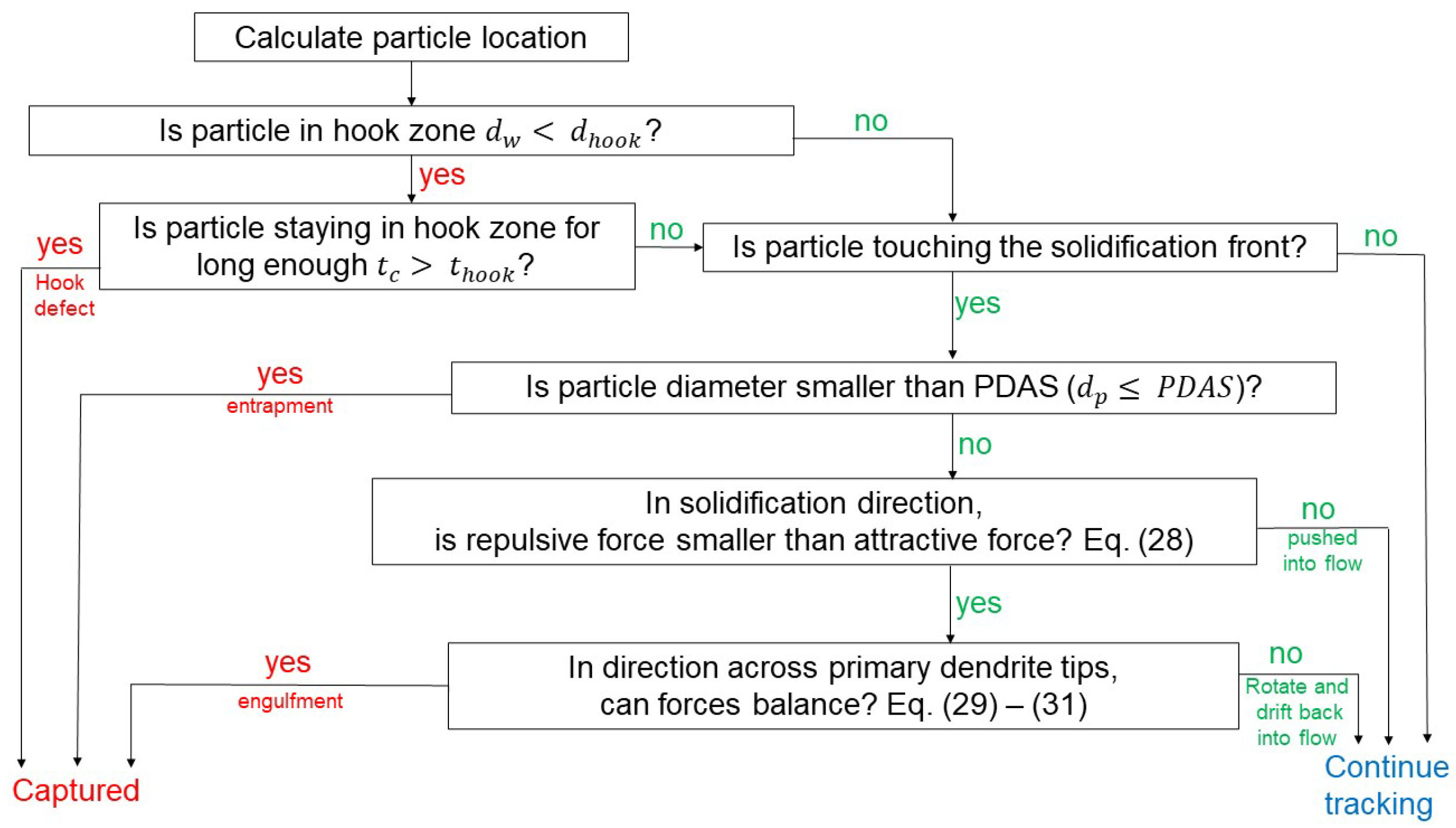
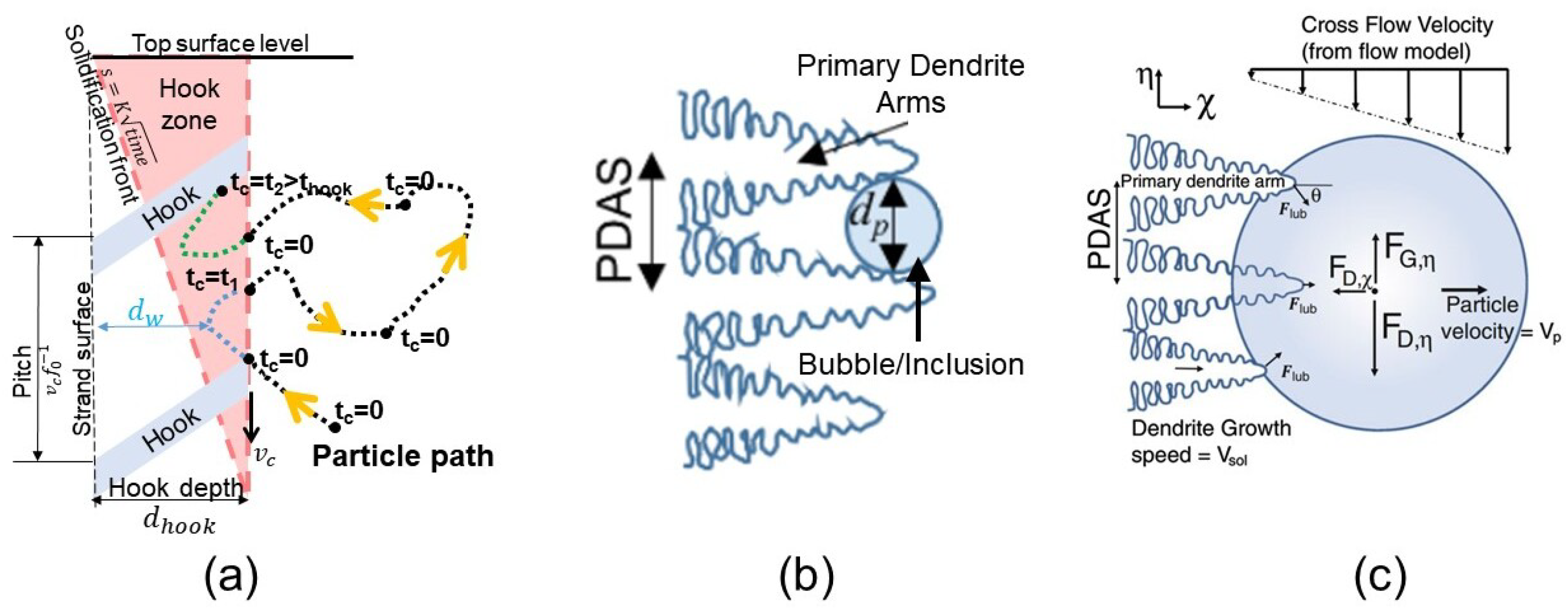
2.7. Particle Capture Model: FLUENT UDFs
2.8. Primary Dendrite Arm Spacing
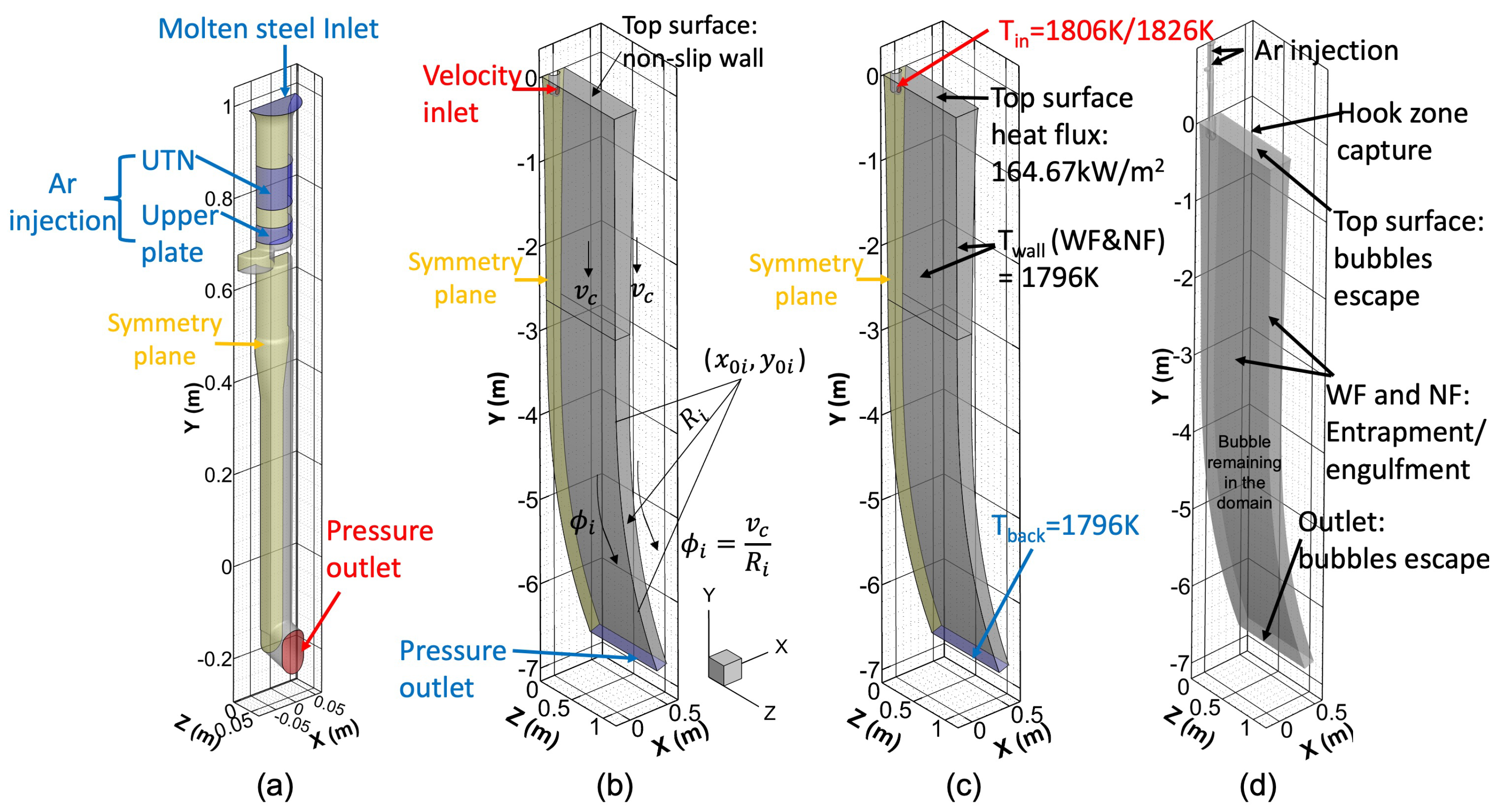
2.9. Flow Model Domain and Mesh
2.10. Boundary Conditions and Solution Methodology
2.11. Numerical Details
3. Post-Processing of Bubble Capture
4. Casting Conditions
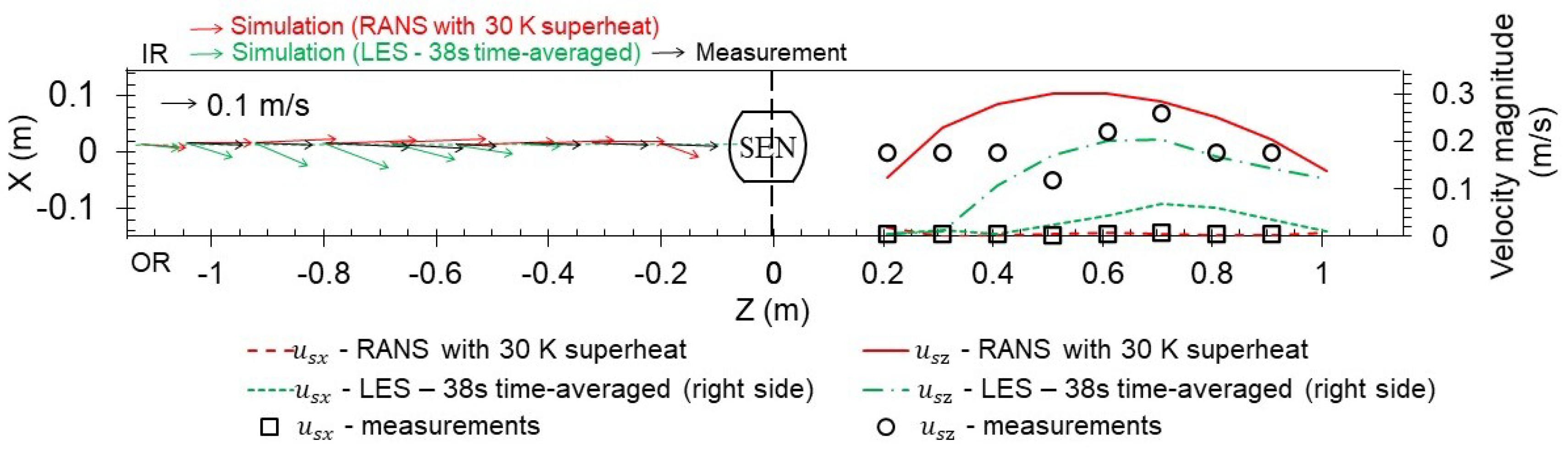
5. Flow Model Verification and Validation
6. Nozzle Flow Results
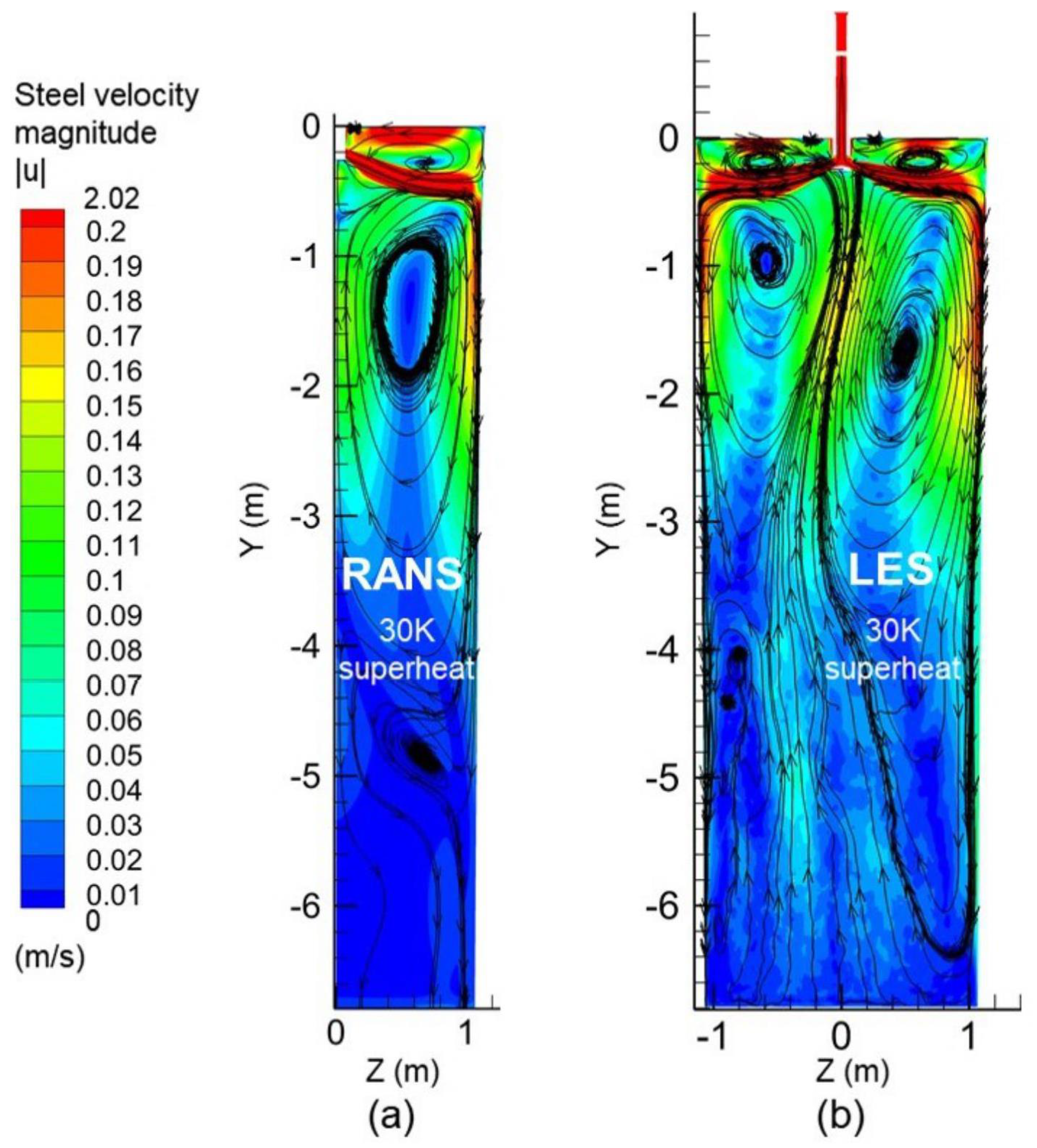
7. Strand Flow Results
8. Temperature Distribution Results and Validation
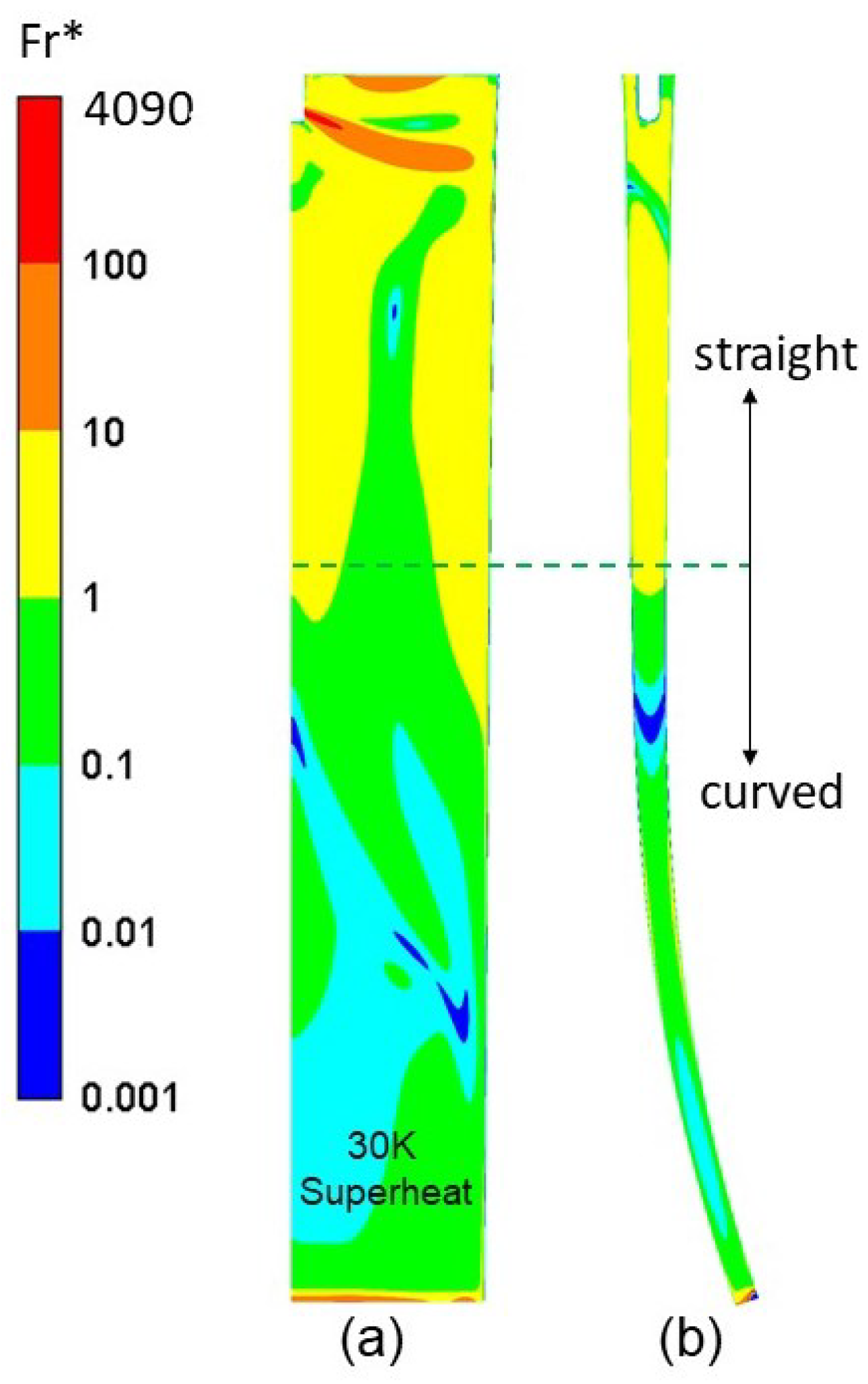
9. Superheat Dissipation Results
10. Particle Capture Model Validation
11. Particle Capture Results
12. Conclusions
- Superheat has a negligible effect on the flow in the upper strand region where inertia is dominant over thermal buoyancy.
- Superheat has a significant effect in the lower strand, especially >3 m below the meniscus where thermal buoyancy dominates the flow and creates multiple complicated recirculation regions.
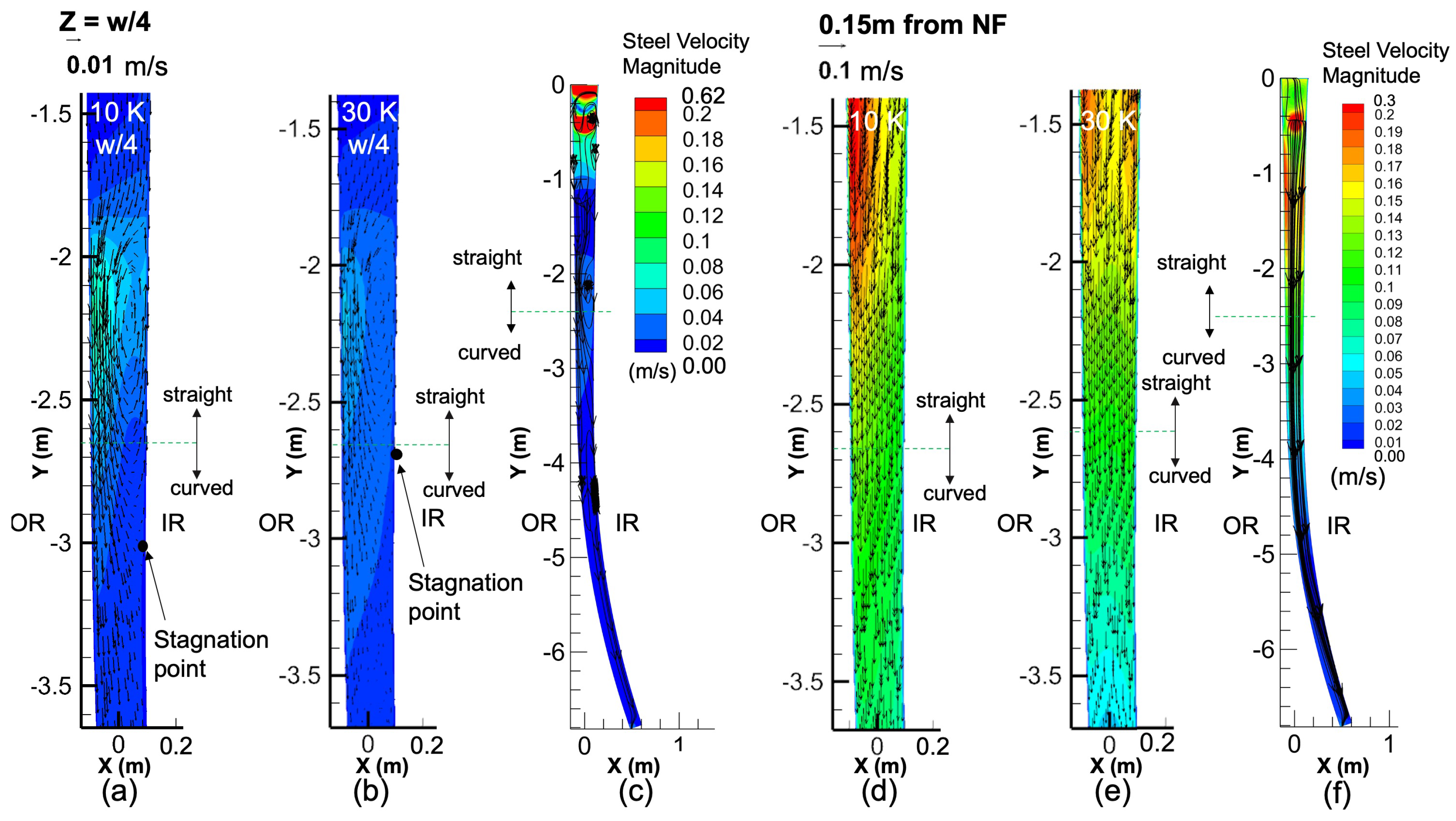
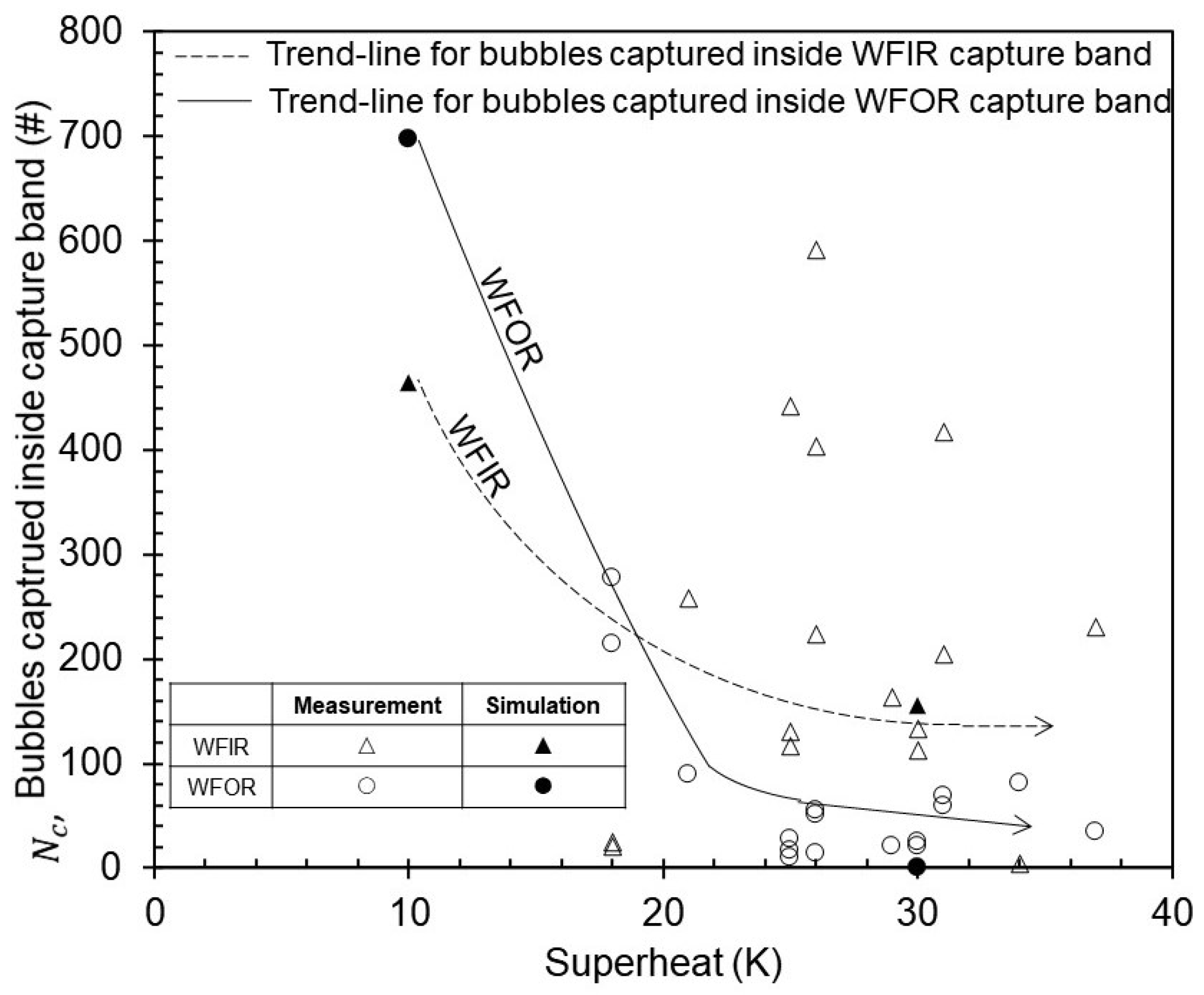
- The flow pattern shows two locations for large bubbles to be engulfed: (1) near the stagnation point on the IR face, where the bubble tends to stay stationary, and (2) in the downward flow region near IR and OR faces, where the downward velocity balances the bubble terminal velocity. Capture bands can form in these two locations, which agrees with plant measurements.
- The lower (10 K) superheat case has a deeper stagnation region near the IR face and higher downward flow near OR face due to less thermal buoyancy, which allows steel to flow deeper and faster down the narrow faces below the jet impingement, leading to more and deeper capture.
- The lower (10 K) superheat case appears susceptible to a possible frozen crust or island near the top surface due to lower inlet temperature and heat loss into the slag layer. The capture of this island may bring slag, bubbles, and inclusions deep into the strand, forming a giant internal defect in the final product.
- The higher (30 K) superheat case leads to a more uniform downward velocity and a shallower stagnation region near the IR face, due to the lower third recirculation zone pushing the flow upwards.
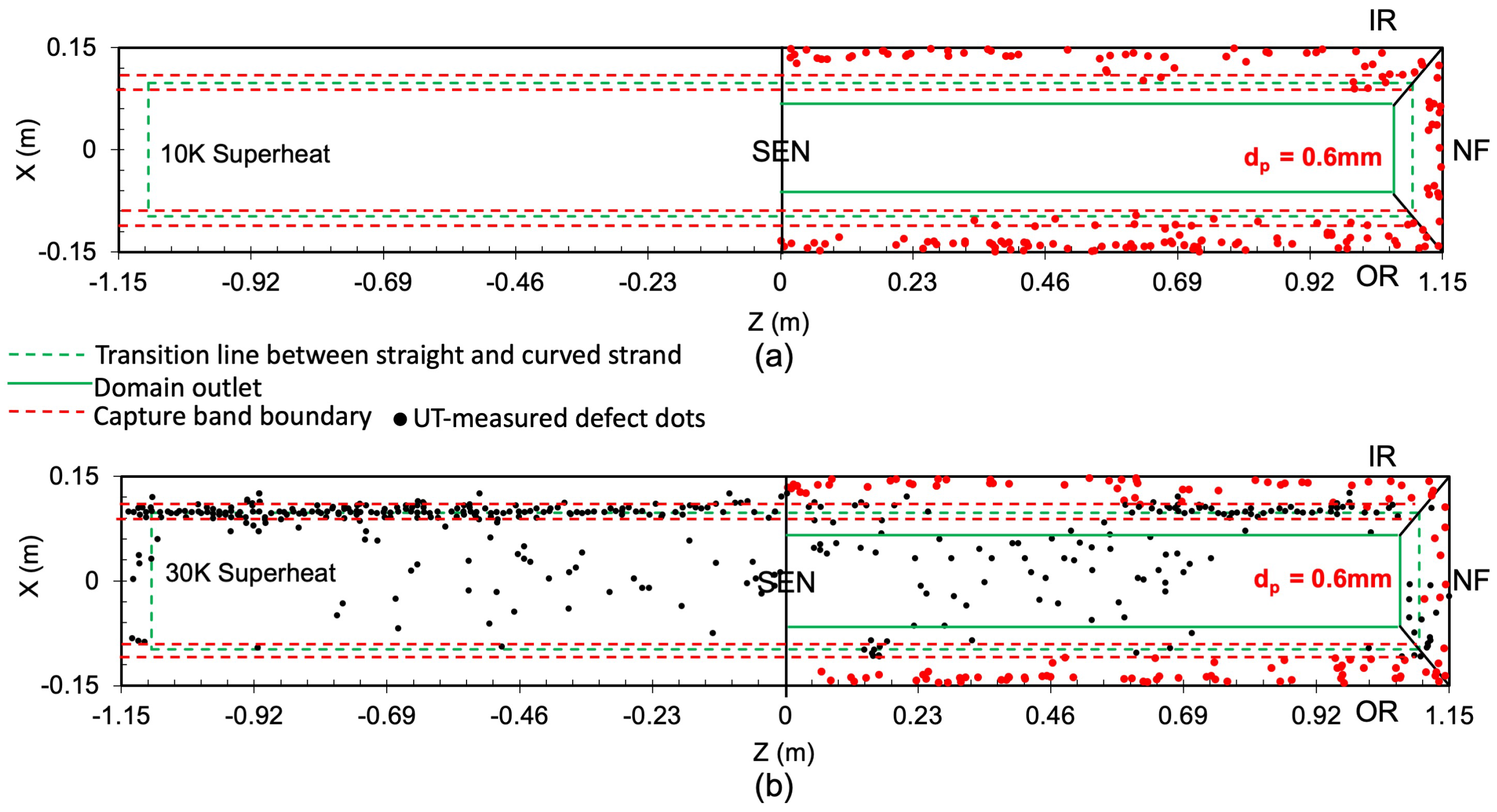
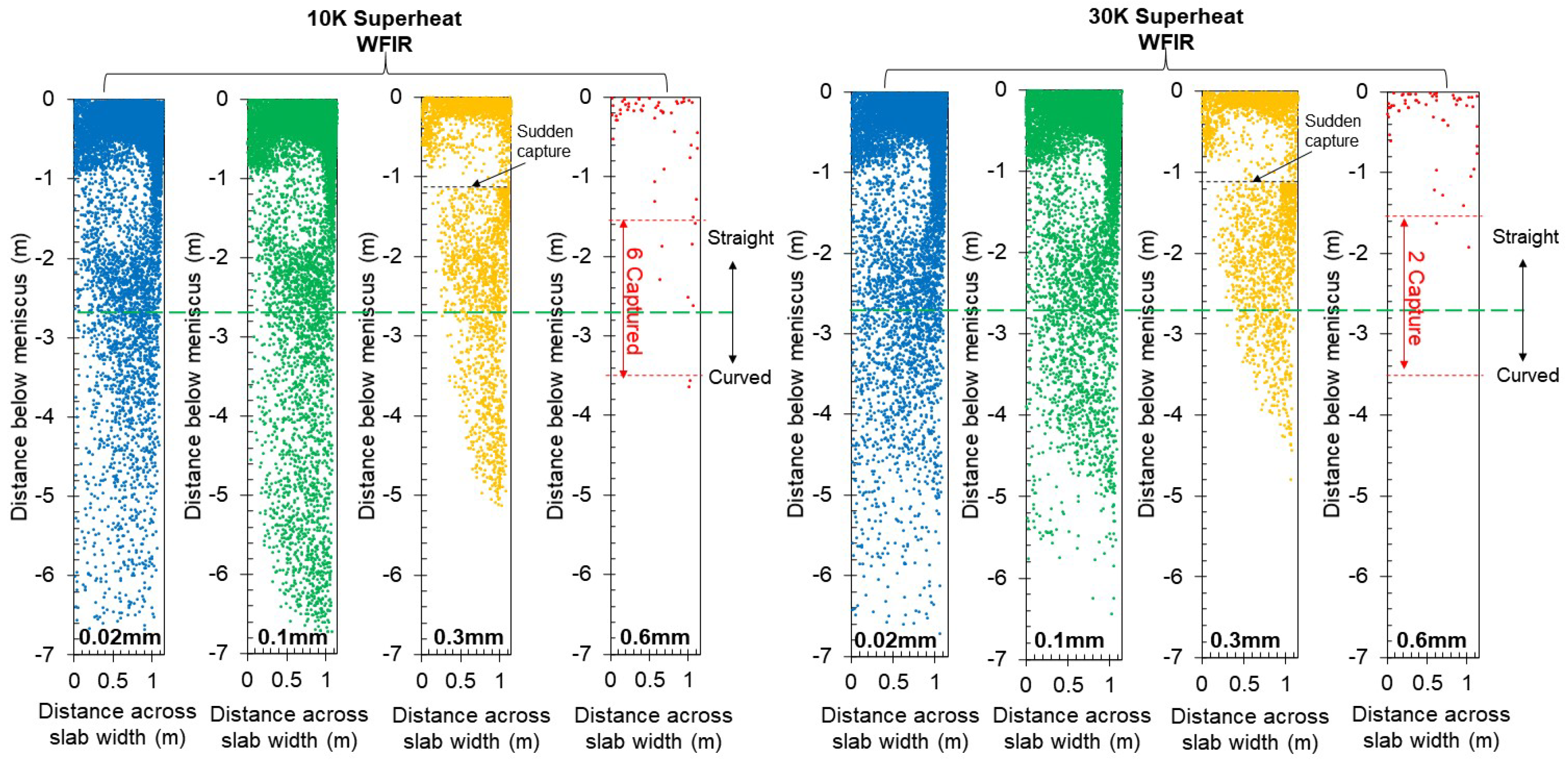
- With the lower (10 K) superheat case, more 0.6 mm bubbles are captured on the OR face in the capture-band region than the IR face, due to the higher downward velocity transporting the bubbles deeper and balancing out their terminal velocities (0.218 m/s).
- The lower (10 K) superheat case leads to deeper meniscus hooks, which capture more particles, leading to more surface defects.
- The higher (30 K) superheat case leads to fewer and shallower capture of all bubble sizes as a result of stronger thermal buoyancy, indicating fewe internal defects.
- The higher (30 K) superheat case leads to relatively more 0.6 mm bubbles captured on the IR face than OR face in the capture-band region, due to a more uniform downward flow.
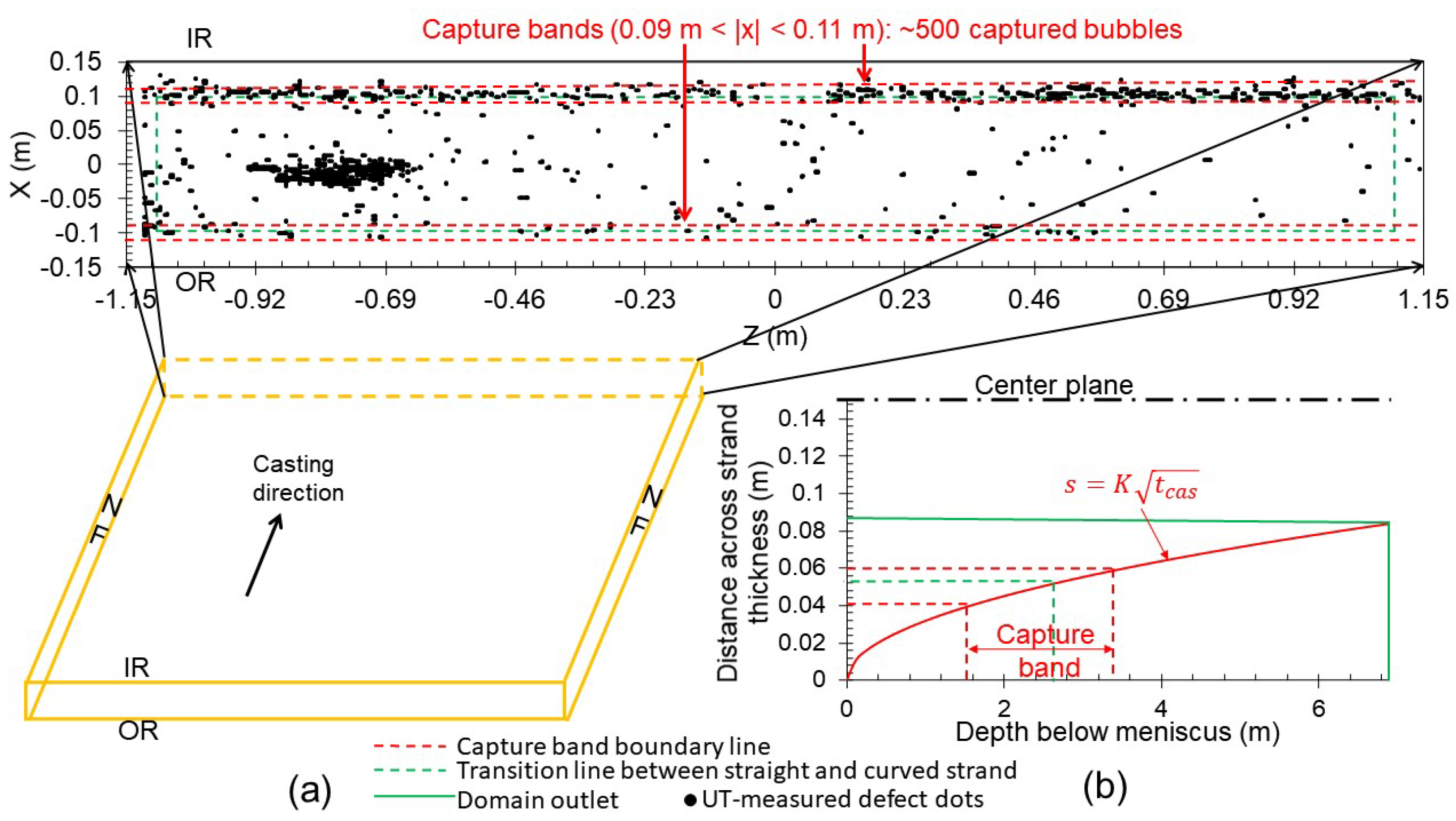
- Capture bands are predicted at ∼1/4 thickness from both the IR and OR strand surfaces, which matches UT maps.
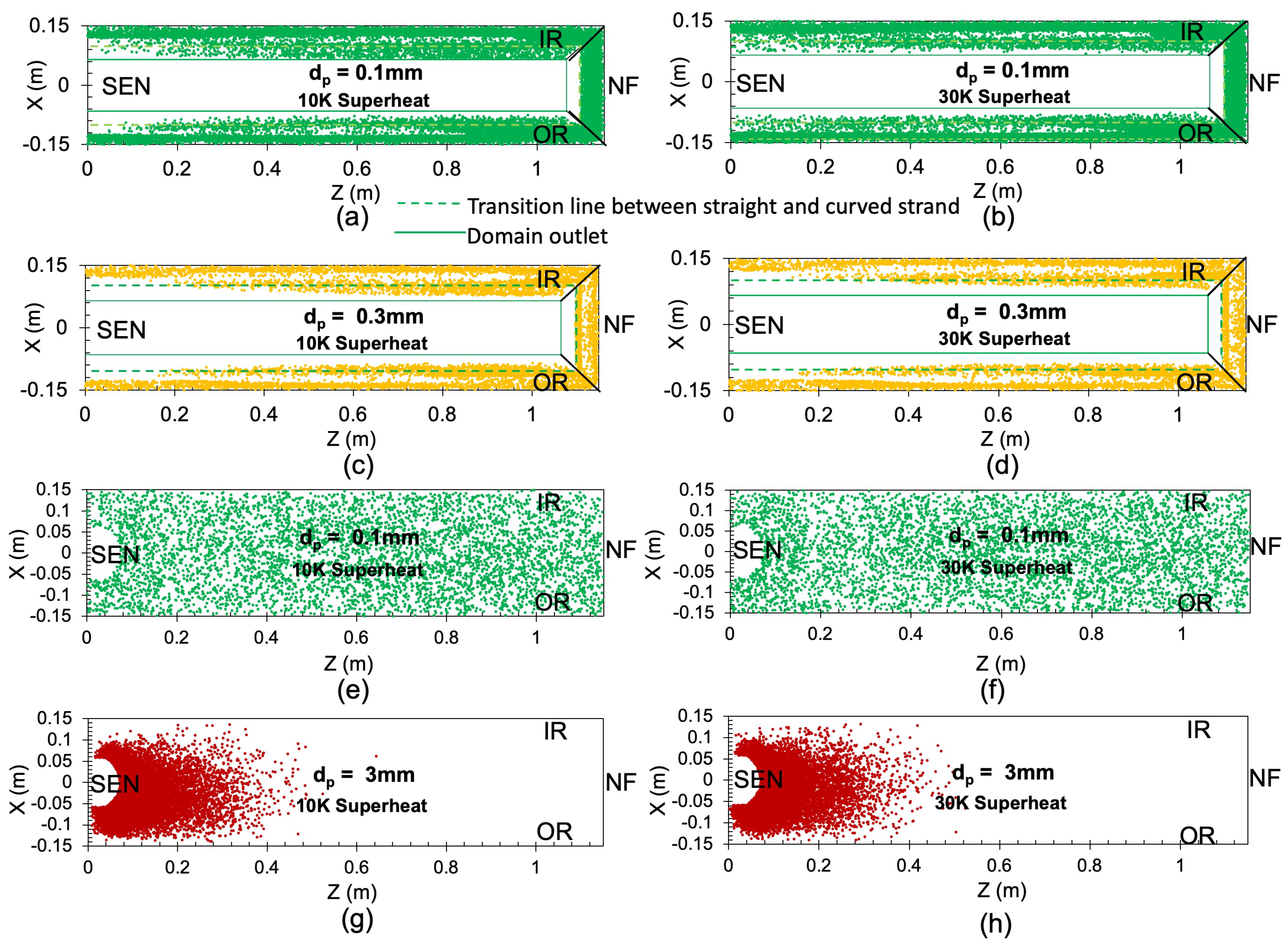
- For small bubbles ( < 0.5 mm), clear capture bands are seen on both IR and OR faces near the transition line from vertical to curved parts of the strand from the end view. These two capture bands are due to bubbles being entrapped while moving down near the NF into the lower recirculation zone. This leaves a clean space.
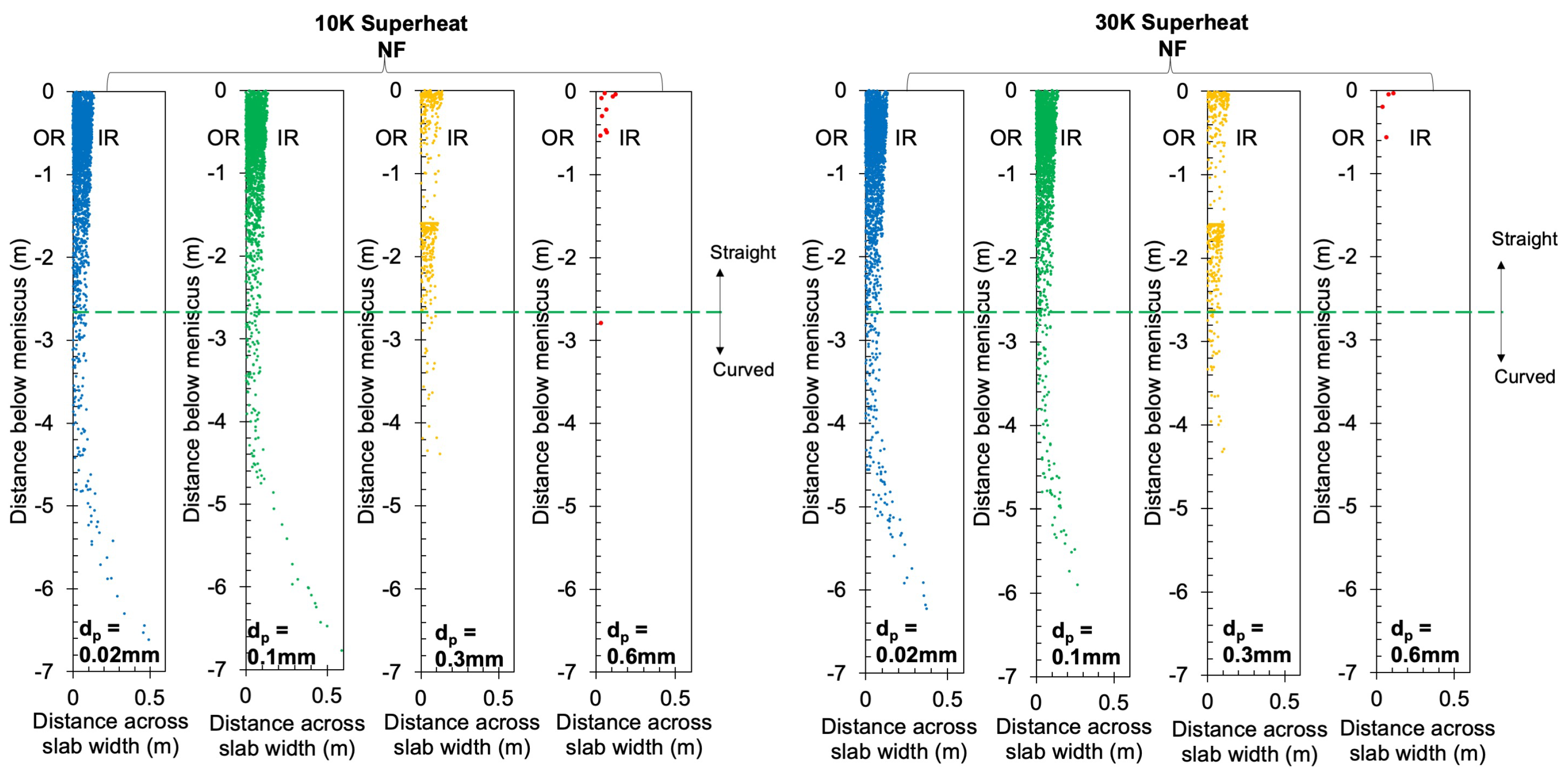
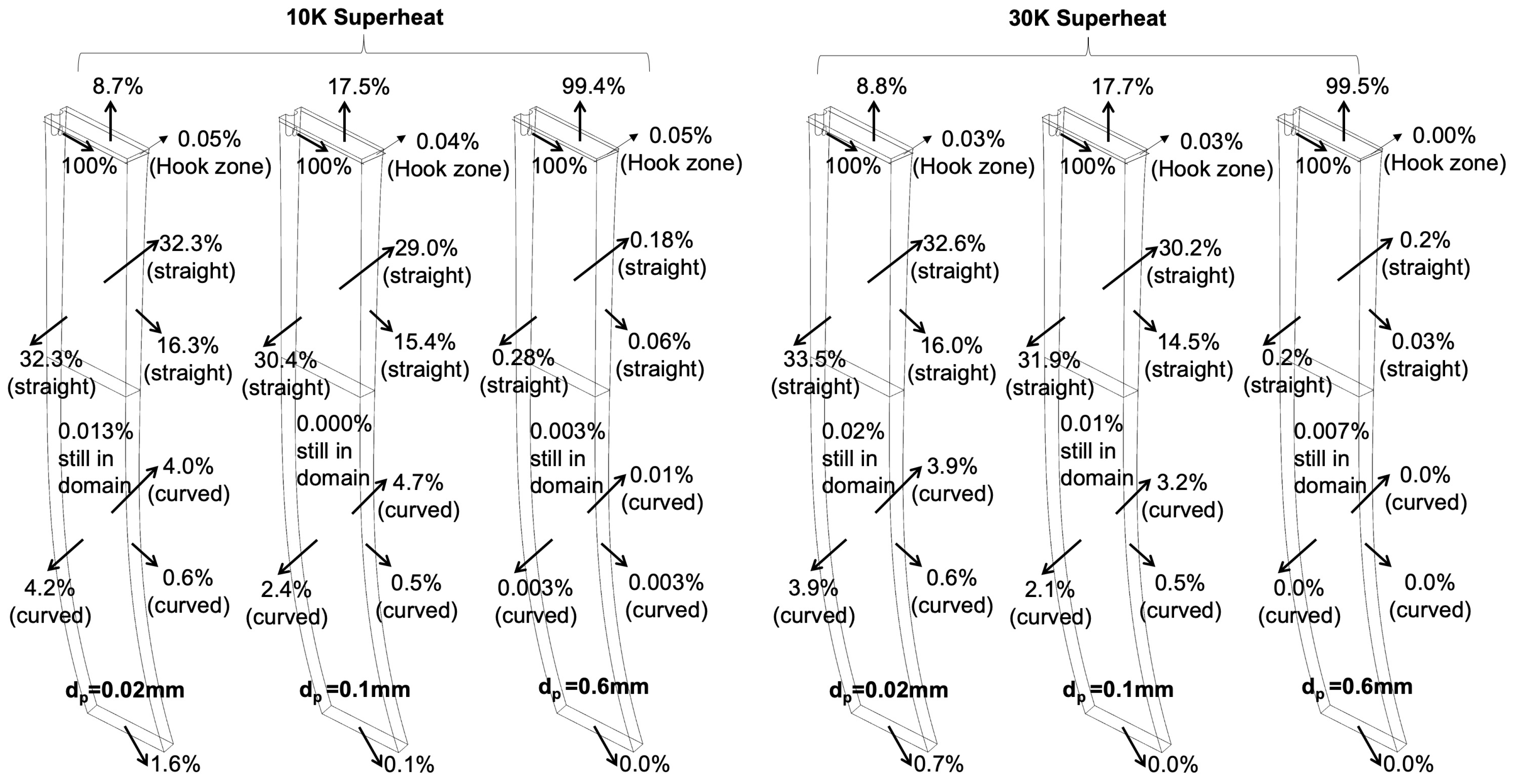
- Small bubbles ( < 0.5 mm) tend to escape into the slag layer uniformly over its surface, while large bubbles ( > 0.5 mm) escape near the SEN due to the larger buoyancy, bringing them up immediately after exiting the nozzle port.
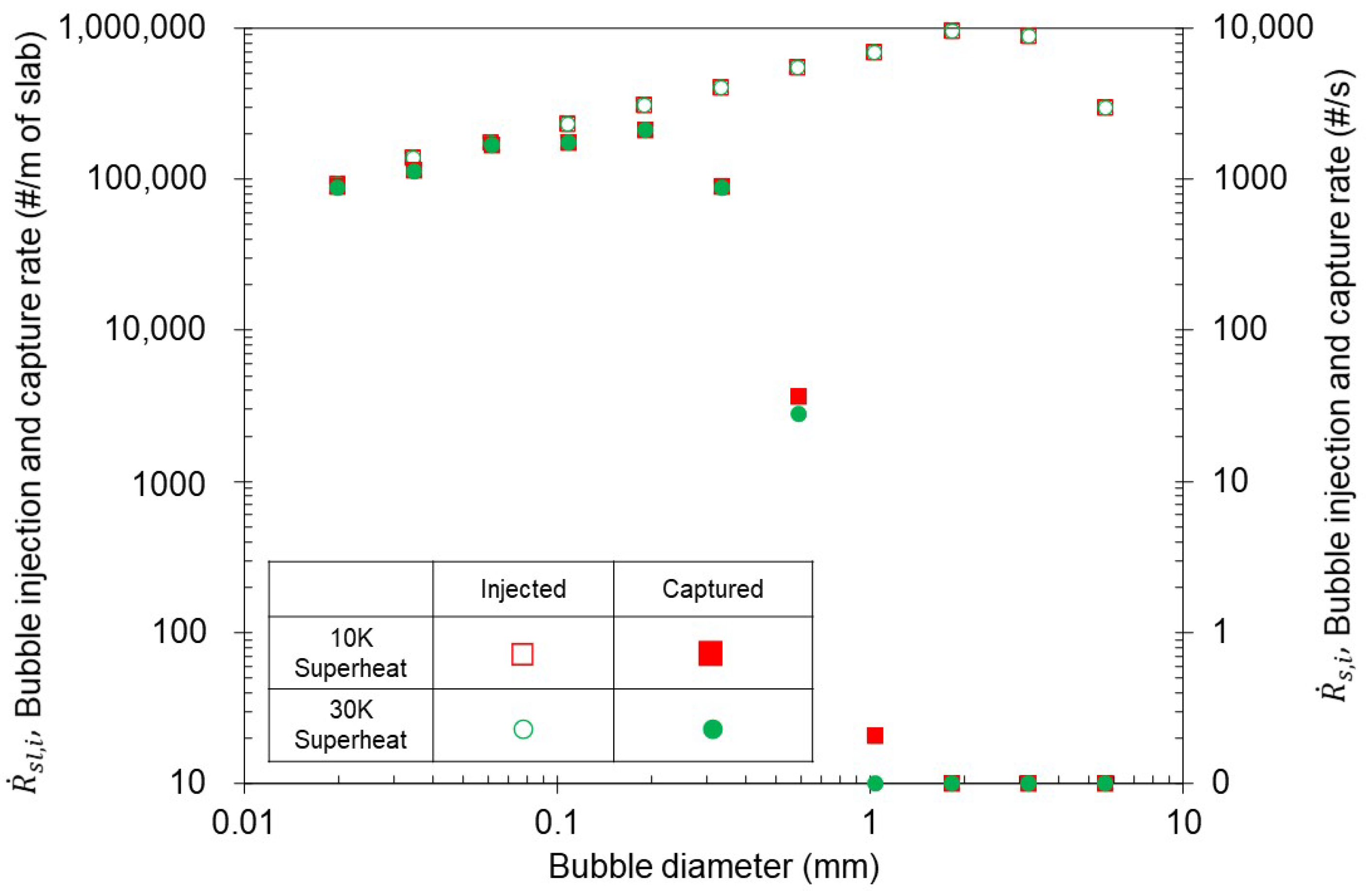
- The escape fraction into the top slag layer increases with increasing the bubble size due to the increasing buoyancy effect (∼9% to ∼100% for 0.02 and 0.6 mm bubbles, respectively).
- Superheat has little effect on the capture of bubbles smaller than 0.5 mm because they tend to flow with the steel, move down deeply, and become entrapped.
- Increasing superheat decreases the capture of 0.6 mm bubbles by 20% due to the complicated recirculation regions hindering the penetration of large bubbles deep into the caster
- Almost all very large bubbles ( > 1 mm) escaped into the top slag layer due to large buoyancy.
- For < 0.3 mm bubbles, entrapment dominates over engulfment, because the bubbles are smaller than PDAS. As the bubble size increases > 0.3 mm, engulfment becomes increasingly important.
- Inside the hook zone: For small bubbles ( < 0.5 mm), the hook capture is negligible, relative to the entrapment and engulfment mechanisms. For very small bubbles ( < 0.06 mm), entrapment is the dominant mechanism, although engulfment grows in importance with the increasing bubble size. The single captured 1 mm bubble is by the hook capture mechanism with 10 K superheat.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rackers, K.G.; Thomas, B.G. Clogging in continuous casting nozzles. In Proceedings of the 78th Steelmaking Conference Proceeding, Nashville, TN, USA, 2–5 April 1995. [Google Scholar]
- Sengupta, J.; Thomas, B.G.; Shin, H.J.; Lee, G.G.; Kim, S.H. A new mechanism of hook formation during continuous casting of ultra-low-carbon steel slabs. Metall. Mater. Trans. A 2006, 37, 1597–1611. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Zhang, X.; Zhang, L.; Wang, Q. Influence of electromagnetic brake on hook growth and inclusion entrapment beneath the surface of low-carbon continuous casting slabs. Steel Res. Int. 2018, 89, 1800263. [Google Scholar] [CrossRef]
- Herbertson, J.; He, Q.L.; Flint, P.J.; Mahapatra, R.B. Modelling of metal delivery to continuous casting moulds. In Proceedings of the Steelmaking Conference, Washington, DC, USA, 14–17 April 1991; pp. 171–185. [Google Scholar]
- Yuan, Q.; Thomas, B.G.; Vanka, S.P. Study of transient flow and particle transport in continuous steel caster molds: Part I. Fluid flow. Metall. Mater. Trans. B 2004, 35, 703–714. [Google Scholar] [CrossRef]
- Yuan, Q. Transient Study of Turbulent Flow and Particle Transport During Continuous Casting of Steel Slabs. Ph.D. Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2004. [Google Scholar]
- Mahmood, S. Modeling of Flow Asymmetries and Particle Entrapment in Nozzle and Mold during Continuous Casting of Steel Slabs. Master’s Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2006. [Google Scholar]
- Zhang, L.; Wang, Y. Modeling the entrapment of nonmetallic inclusions in steel continuous-casting billets. JOM 2012, 64, 1063–1074. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Jiang, M. Transient asymmetric flow and bubble transport inside a slab continuous-casting mold. Metall. Mater. Trans. B 2014, 45, 675–697. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Y.; Zuo, X. Flow Transport and inclusion motion in steel continuous-casting mold under submerged entry nozzle clogging condition. Metall. Mater. Trans. B 2008, 39, 534–550. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Lei, S.; Dong, Q. Numerical study on the capture of large inclusion in slab continuous casting with the effect of in-mold electromagnetic stirring. ISIJ Int. 2017, 57, 2165–2174. [Google Scholar] [CrossRef] [Green Version]
- Lai, Q.; Luo, Z.; Hou, Q.; Zhng, T.; Wang, X.; Zou, Z. Numerical study of inclusion removal in steel continuous casting mold considering interactions between bubbles and inclusions. ISIJ Int. 2018, 58, 2062–2070. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, B. Transient motion of inclusion cluster in vertical-bending continuous casting caster considering heat transfer and solidification. Powder Technol. 2016, 287, 315–329. [Google Scholar] [CrossRef]
- Chen, W.; Ren, Y.; Zhang, L. Large eddy simulation on the fluid flow, solidification and entrapment of inclusions in the steel along the full continuous casting slab strand. JOM 2018, 70, 2968–2979. [Google Scholar] [CrossRef]
- Yuan, Q.; Thomas, B.G. Transport and entrapment of particles in continuous casting of steel. In Proceedings of the 3rd International Congress on Science & Technology of Steelmaking, Charlotte, NC, USA, 9–12 May 2005; pp. 745–762. [Google Scholar]
- Jin, K.; Thomas, B.G.; Ruan, X. Modeling and measurements of multiphase flow and bubble entrapment in steel continuous casting. Metall. Mater. Trans. B 2016, 47, 548–565. [Google Scholar] [CrossRef]
- Jin, K. Argon Bubble Transport and Capture in Continuous Casting with an External Magnetic Field Using Gpu-Based Large Eddy Simulations. Ph.D. Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2016. [Google Scholar]
- Thomas, B.G.; Yuan, Q.; Mahmood, S.; Liu, R.; Chaudhary, R. Transport and entrapment of particles in steel continuous casting. Metall. Mater. Trans. B 2014, 45, 22–35. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Zhao, N.; Zou, Z. Numerical Analysis of Effect of Initial Bubble Size on Captured Bubble Distribution in Steel Continuous Casting Using Euler-Lagrange Approach Considering Bubble Coalescence and Breakup. Metals 2020, 10, 1160. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Zou, Z.; Zhao, C.; You, Y. Modelling and analysis of bubble entrapment by solidification shell in steel continuous casting considering bubble interaction with a coupled CFD-DBM approach. Powder Technol. 2021, 390, 387–400. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, L.; Wang, Y.; Ren, Y.; Ren, Q.; Yang, W. Prediction on the three-dimensional spatial distribution of the number density of inclusions on the entire cross section of a steel continuous casting slab. Int. J. Heat Mass Transf. 2022, 190, 122789. [Google Scholar] [CrossRef]
- Cho, S.-M.; Thomas, B.G.; Hwang, J.-Y.; Bang, J.-G.; Bae, I.-S. Modeling of Inclusion Capture in a Steel Slab Caster with Vertical Section and Bending. Metals 2021, 11, 654. [Google Scholar] [CrossRef]
- Liang, M.; Cho, S.-M.; Olia, H.; Das, L.; Thomas, B.G. Modeling of multiphase flow and argon bubble entrapment in continuous slab casting of steel. In Proceedings of the AIS Tech 2019, Philadelphia, PA, USA, 6–9 May 2019; p. 24. [Google Scholar]
- Jin, K.; Vanka, S.P.; Thomas, B.G. Large eddy simulations of argon bubble transport and capture in mold region of a continuous steel caster. In Proceedings of the TFEC-IWHT2017, Las Vegas, NV, USA, 2–5 April 2017. [Google Scholar]
- Lee, G.-G.; Thomas, B.G.; Kim, S.-H.; Shin, H.-J.; Baek, S.-K.; Choi, C.-H.; Kim, D.-S.; Yu, S.-J. Microstructure near corners of continuous-cast steel slabs showing three-dimensional frozen meniscus and hooks. Acta Mater. 2007, 55, 6705–6712. [Google Scholar] [CrossRef]
- Sengupta, J.; Shin, H.-J.; Thomas, B.G.; Kim, S.-H. Micrograph evidence of meniscus solidification and sub-surface microstructure evolution in continuous-cast ultralow-carbon steels. Acta Mater. 2005, 54, 1165–1173. [Google Scholar] [CrossRef]
- Yamauchi, A.; Itoyama, S.; Kishimoto, Y.; Tozawa, H.; Sorimachi, K. Cooling behavior and slab surface quality in continuous casting with alloy 718 mold. ISIJ Int. 2002, 42, 1094–1102. [Google Scholar] [CrossRef]
- Yamamura, H.; Mizukami, Y.; Misawa, K. Formation of a solidified hook-like structure at the subsurface in ultra low carbon steel. ISIJ Int. 1996, 36, S223–S226. [Google Scholar] [CrossRef] [Green Version]
- Nakato, H.; Nozaki, T.; Habu, Y.; Oka, H.; Ueda, T.; Kitano, Y.; Koshikawa, T. Improvement of surface quality of continuous cast slabs by high frequency mold oscillation. In Proceedings of the Steelmaking Conference Proceedings, Detroit, MI, USA, 14–17 April 1985; Volume 68, pp. 361–365. [Google Scholar]
- Wolf, M.M.; Kurz, W. Solidification of Steel in Continuous Casting Molds. In Solidification and Casting of Metals; The Metals Society: Sheffield, UK, 1977; pp. 287–294. [Google Scholar]
- Lee, G.-G.; Shin, H.-J.; Kim, S.-H.; Kim, S.-K.; Choi, W.-Y.; Thomas, B.G. Prediction and control of subsurface hooks in continuous cast ultra-low-carbon steel slabs. Ironmak. Steelmak. 2009, 36, 39–49. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Thomas, B.G.; Vanka, S.P.; O’Malley, R.J. Transient fluid flow and superheat transport in continuous casting of steel slabs. Metall. Mater. Trans. B 2005, 36, 801–823. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.; Thomas, B.G.; Najjar, F.M. Modeling superheat removal during continuous casting of steel slabs. Metall. Mater. Trans. B 1992, 23, 339–356. [Google Scholar] [CrossRef]
- Shi, T. Effect of Argon Injection on Fluid Flow and Heat Transfer in the Continuous Slab Casting Mold. Master’s Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2001. [Google Scholar]
- Mishra, S.; Datta, R. Embrittlement of Steel. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 2761–2768. [Google Scholar]
- Emi, T. 13—Improving steelmaking and steel properties. In Fundamentals of Metallurgy; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Sawston, UK, 2005; pp. 503–554. [Google Scholar]
- Louhenkilpi, S. Chapter 1.8—Continuous Casting of Steel. In Treatise on Process Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 373–434. [Google Scholar]
- Pfeiler, C.; Wu, M.; Ludwig, A. Influence of argon gas bubbles and non-metallic inclusions on the flow behavior in steel continuous casting. Mater. Sci. Eng. A 2005, 413, 115–120. [Google Scholar] [CrossRef]
- Chen, W.; Ren, Y.; Zhang, L.; Scheller, P.P. Numerical simulation of steel and argon gas two-phase flow in continuous casting using LES + VOF + DPM model. JOM 2019, 71, 1158–1168. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B. Large-Eddy Simulation of transient horizontal gas–liquid flow in continuous casting using dynamic subgrid-scale model. Metall. Mater. Trans. B 2017, 48, 1833–1849. [Google Scholar] [CrossRef]
- Li, X.; Li, B.; Liu, Z.; Niu, R.; Liu, Y.; Zhao, C.; Huang, C.; Qiao, H.; Yuan, T. Large Eddy Simulation of multi-phase flow and slag entrapment in a continuous casting mold. Metals 2019, 9, 7. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.G.; Huang, X. Effect of argon gas on fluid flow in a continuous slab casting mold. In Proceedings of the 76th Steelmaking Conference, Dallas, TX, USA, 28–31 March 1993; pp. 273–289. [Google Scholar]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of argon gas flow effects in a continuous slab caster. Metall. Mater. Trans. B 1994, 25, 527–547. [Google Scholar] [CrossRef]
- Li, B.; Okane, T.; Umeda, T. Modeling of molten metal flow in a continuous casting process considering the effects of argon gas injection and static magnetic-field application. Metall. Mater. Trans. B 2000, 31, 1491–1503. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Jiang, M.; Tsukihashi, F. Modeling of transient two-phase flow in a continuous casting mold using Euler–Euler Large Eddy Simulation Scheme. ISIJ Int. 2013, 53, 484–492. [Google Scholar] [CrossRef] [Green Version]
- Sánchez-Pérez, R.; García-Demedices, L.; Ramos, J.P.; Díaz-Cruz, M.; Morales, R.D. Dynamics of coupled and uncoupled two-phase flows in a slab mold. Metall. Mater. Trans. B 2004, 35, 85–99. [Google Scholar] [CrossRef]
- Thomas, B.G.; Denissov, A.; Bai, H. Behavior of Argon Bubbles during Continuous Casting of Steel. In Proceedings of the 80th Steelmaking Conference Proceedings, Iron and Steel Society, Chicago, IL, USA, 13–16 April 1997; pp. 375–384. [Google Scholar]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles, part I, model development and validation. Metall. Mater. Trans. B 2001, 32, 253–267. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L. Fluid flow-related transport phenomena in steel slab continuous casting strands under electromagnetic brake. Metall. Mater. Trans. B 2011, 42, 1319–1351. [Google Scholar] [CrossRef]
- Sussman, R.C.; Burns, M.T.; Huang, X.; Thomas, B.G. Inclusion particle behavior in a continuous slab casting mold. In Proceedings of the 10th Process Technology Conference Proceedings, Toronto, ON, Canada, 5–8 April 1992; Iron and Steel Society: Warrendale, PA, USA, 1992; pp. 291–304. [Google Scholar]
- Pfeiler, C.; Thomas, B.G.; Ludwig, A.; Wu, M. Particle entrapment in the mushy region of a steel continuous caster. Steel Res. 2008, 79, 599–607. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Luo, Z.; Zhang, T.; Deng, S.; Wang, N.; Zou, Z. Mathematical modeling of multi-sized argon gas bubbles motion and its impact on melt flow in continuous casting mold of steel. J. Iron Steel Res. Int. 2014, 21, 403–407. [Google Scholar] [CrossRef]
- Olia, H.; Yang, H.; Cho, S.M.; Liang, M.; Das, L.; Thomas, B.G. Pressure distribution and flow rate behavior in continuous-casting slide-gate systems: PFSG. Metall. Mater. Trans. B 2022, 53, 1661–1680. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Bubble formation during horizontal gas injection into downward-flowing liquid. Metall. Mater. Trans. B 2001, 32, 1143–1159. [Google Scholar] [CrossRef]
- Yang, H.; Vanka, S.P.; Thomas, B.G. Modeling Argon Gas Behavior in Continuous Casting of Steel. JOM 2018, 70, 2148–2156. [Google Scholar] [CrossRef]
- Rosin, P.; Rammler, E. Laws governing the fineness of powdered coal. J. Inst. Fuel 1993, 12, 29. [Google Scholar]
- Lee, G.G.; Thomas, B.G.; Kim, S.H. Effect of refractory properties on initial bubble formation in continuous-casting nozzles. Met. Mater. Int. 1993, 16, 501–506. [Google Scholar] [CrossRef]
- Meng, Y.; Thomas, B.G. Heat-transfer and solidification model of continuous slab casting: CON1D. Metall. Mater. Trans. B 2003, 34, 685–705. [Google Scholar] [CrossRef]
- Hibbeler, L.C.; See, M.M.C.; Iwasaki, J.; Swartz, K.E.; O’Malley, R.J.; Thomas, B.G. A Reduced-Order Model of Mold Heat Transfer in the Continuous Casting of Steel. Appl. Math. Model. 2016, 40, 8530–8551. [Google Scholar] [CrossRef]
- ANSYS FLUENT 14.5-Theory Guide; ANSYS. Inc.: Canonsburg, PA, USA, 2012.
- Liu, R. Modeling Transient Multiphase Flow and Mold Top Surface Behavior in Steel Continuous Casting. Ph.D. Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2014. [Google Scholar]
- Tomiyama, A.; Kataoka, I.; Zun, I.; Sakaguchi, T. Drag coefficients of single bubbles under normal and micro gravity conditions. JSME Int. J. Ser. B 1998, 41, 472–479. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Methods Appl. Mech. Eng. 1974, 3, 269–289. [Google Scholar] [CrossRef]
- Akhtar, A. Analysis of the Nail Board Experiment to Measure the Liquid Slag Depth in Steel Continuous Casting. Master’s Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2016. [Google Scholar]
- Shin, H.-J.; Kim, S.-H.; Thomas, B.G.; Lee, G.-G.; Park, J.-M.; Sen-Gupta, J. Measurement and prediction of lubrication, powder consumption, and oscillation mark profiles in ultra-low carbon steel slabs. ISIJ Int. 2006, 46, 1635–1644. [Google Scholar] [CrossRef] [Green Version]
- Moris, S.A.; Alexander, A.J. An investigation of particle trajectories in two-phase flow systems. J. Fluid Mech. 1972, 55, 193–208. [Google Scholar] [CrossRef]
- Crowe, C.; Sommerfield, M.; Tsuji, Y. Multiphase Flows with Droplets and Particles; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Wang, Q.; Squires, K.D.; Chen, M.; McLaughlin, J.B. On the Role of the Lift Force in Turbulence Simulations of Particle Deposition. Int. J. Multiphase Flow 1997, 23, 749–763. [Google Scholar] [CrossRef]
- Mei, R. Brief communication: An approximate expression for the shear lift force on a spherical particle at finite Reynolds number. Int. J. Multiph. Flow 1992, 18, 145–147. [Google Scholar] [CrossRef]
- Uhlmann, D.R.; Chalmers, B. Interaction between particles and a solid-liquid interface. J. Appl. Phys. 1964, 35, 2986–2993. [Google Scholar] [CrossRef]
- Shangguan, D.; Ahuja, S.; Stefanescu, D.M. An analytical model for the interaction between an insoluble particle and an advancing solid/liquid interface. Metall. Trans. A 1992, 23, 669–680. [Google Scholar] [CrossRef]
- Potschke, J.; Rogge, V. On the behavior of foreign particle at an advancing solid-liquid interface. J. Cryst. Growth 1989, 94, 726–738. [Google Scholar] [CrossRef]
- Kaptay, G.; Kelemen, K.K. The force acting on a sphere moving towards a solidification front due to an interfacial energy gradient at the sphere/liquid interface. ISIJ Int. 2001, 41, 305–307. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.G.O.; Malley, R.J. Measurement of temperature, solidification, and microstructure in a continuous cast thin slab. In Proceedings of the MCWASP VIII, San Diego, CA, USA, 7–12 June 1998. [Google Scholar]
- El-Bealy, M.; Thomas, B.G. Prediction of dendrite arm spacing for low alloy steel casting processes. Metall. Mater. Trans. B 1996, 27, 689–693. [Google Scholar] [CrossRef]
- Miettinen, J.; Barcellos, V.K.D.; Gschwenter, V.L.D.S.; Santos, C.A.D.; Louhenkilpi, S.; Kytönen, H.; Spim, J.A. Modelling of heat transfer, dendrite microstructure and grain size in continuous casting of steels. Steel Res. Int. 2010, 81, 461–471. [Google Scholar]
- Mehrara, H.; Santillana, B.; Eskin, D.G.; Boom, R.; Katgerman, L.; Abbel, G. Modeling of primary dendrite arm spacing variations in thin-slab casting of low carbon and low alloy steels. IOP Conf. Ser. Mater. Sci. Eng. 2011, 27, 1–7. [Google Scholar] [CrossRef]
- Ueshima, Y.; Mizoguchi, S.; Matsumiya, T.; Kajioka, H. Analysis of solute distribution in dendrites of carbon steel with δ/γ transformation during solidification. Metall. Mater. Trans. B 1986, 17, 845–859. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Dendrite growth at the limit of stability: Tip radius and spacing. Acta Metall. 1981, 29, 11–20. [Google Scholar] [CrossRef]
- Dantzig, J.A.; Tucker, C.L. Heat conduction and materials processing. In Modeling in Materials Processing; Cambridge University Press: Cambridge, UK, 2001; pp. 113–120. [Google Scholar]
- Zappulla, M.L.S. Modeling and online monitoring with fiber-bragg sensors of surface defect formation during solidification in the mold. In Proceedings of the CCC 2018 Annual Meeting, Mechanical Engineering Department, Colorado School of Mines, Golden, CO, USA, 14–16 August 2018. [Google Scholar]
- Patankar, S.V. Numerical Heat Transfer and Fluid Flow; CRC Press: Boca Raton, FL, USA, 1980. [Google Scholar]
- Ghobadian, A.; Vasquez, S.A. A General Purpose Implicit Coupled Algorithm for the Solution of Eulerian Multiphase Transport Equation. In Proceedings of the International Conference on Multiphase Flow, Leipzig, Germany, 9–13 July 2007. [Google Scholar]
- Liang, M. Modeling of Multiphase Flow, Superheat Dissipation, Particle Transport and Cpature in Continous Casting of Steel. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2022. [Google Scholar]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Effect of nozzle port angle on transient flow and surface slag behavior during continuous steel-slab casting. Metall. Materi. Trans. B 2018, 50, 52–57. [Google Scholar] [CrossRef]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Transient two-phase flow in slide-gate nozzle and mold of continuous steel slab casting with and without double-ruler electro-magnetic braking. Metall. Materi. Trans. B 2016, 47, 3080–3098. [Google Scholar] [CrossRef]
- Chaudhary, R.; Lee, G.; Thomas, B.G.; Kim, S. Transient Mold Fluid Flow with Well- and Mountain-Bottom Nozzles in Continuous Casting of Steel. Metall. Mater. Trans. B 2008, 39, 870–884. [Google Scholar] [CrossRef] [Green Version]
- Chaudhary, R. Studies of Turbulent Flow in Continuous Casting of Steel with and without Magnetic Field. Ph.D. Thesis, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 2001; p. 238. [Google Scholar]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part II. effect of operation conditions and nozzle design. Metall. Materi. Trans. B 2001, 32, 269–284. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Symbols | Values |
|---|---|---|
| Port down angle | 15° | |
| Slab thickness (mm) | 300 | |
| Slab width (mm) | 2300 | |
| Tundish height (mm) | 1400 | |
| Casting speed (m/min) | 0.60 | |
| Steel flow rate (metric ton/min) | 1.45 | |
| Slide-gate opening | E/ | 62% |
| Submergence depth (mm) | 140 | |
| Argon gas flow rate | ||
| via UTN: Hot (LPM) [Cold (SLPM)] | [] | 11.65 [2.6] |
| via plate: Hot (LPM) [Cold (SLPM)] | [] | 4.55 [1.1] |
| Argon volume fraction | 7.2% | |
| Molten steel density (kg/m) | (T) = 8278.2 − 0.7T | |
| Molten steel viscosity (kg/m·s) | 0.0063 | |
| Liquidus temperature (K) | 1796 | |
| Steel heat capacity (J/kg·K) | 680 [33] | |
| Steel thermal conductivity (W/m·K) | 26 [33] | |
| Steel thermal expansion coefficient (K) | 1.00 × 10 [33] | |
| Ar viscosity (kg/m·s) | 2.125 × 10 | |
| Ar heat capacity (J/kg·K) | 520 | |
| Ar thermal conductivity (W/m·K) | 0.067 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, M.; Cho, S.-M.; Ruan, X.; Thomas, B.G. Modeling of Multiphase Flow, Superheat Dissipation, Particle Transport, and Capture in a Vertical and Bending Continuous Caster. Processes 2022, 10, 1429. https://doi.org/10.3390/pr10071429
Liang M, Cho S-M, Ruan X, Thomas BG. Modeling of Multiphase Flow, Superheat Dissipation, Particle Transport, and Capture in a Vertical and Bending Continuous Caster. Processes. 2022; 10(7):1429. https://doi.org/10.3390/pr10071429
Chicago/Turabian StyleLiang, Mingyi, Seong-Mook Cho, Xiaoming Ruan, and Brian G. Thomas. 2022. "Modeling of Multiphase Flow, Superheat Dissipation, Particle Transport, and Capture in a Vertical and Bending Continuous Caster" Processes 10, no. 7: 1429. https://doi.org/10.3390/pr10071429