

Kinetic Model of Moisture Loss and Polyphenol Degradation during Heat Pump Drying of Soursop Fruit (Annona muricata L.)

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Chemicals and Agents
2.3. Processing
2.4. Determination of Total Polyphenol Content (TPC)
2.5. Determination of Moisture Content (MC)
2.6. Mathematical Model of Kinetic Loss Moisture
2.7. Mathematical Model of Kinetic Polyphenol Degradation
2.8. Statistical Analysis
3. Result and Discussion
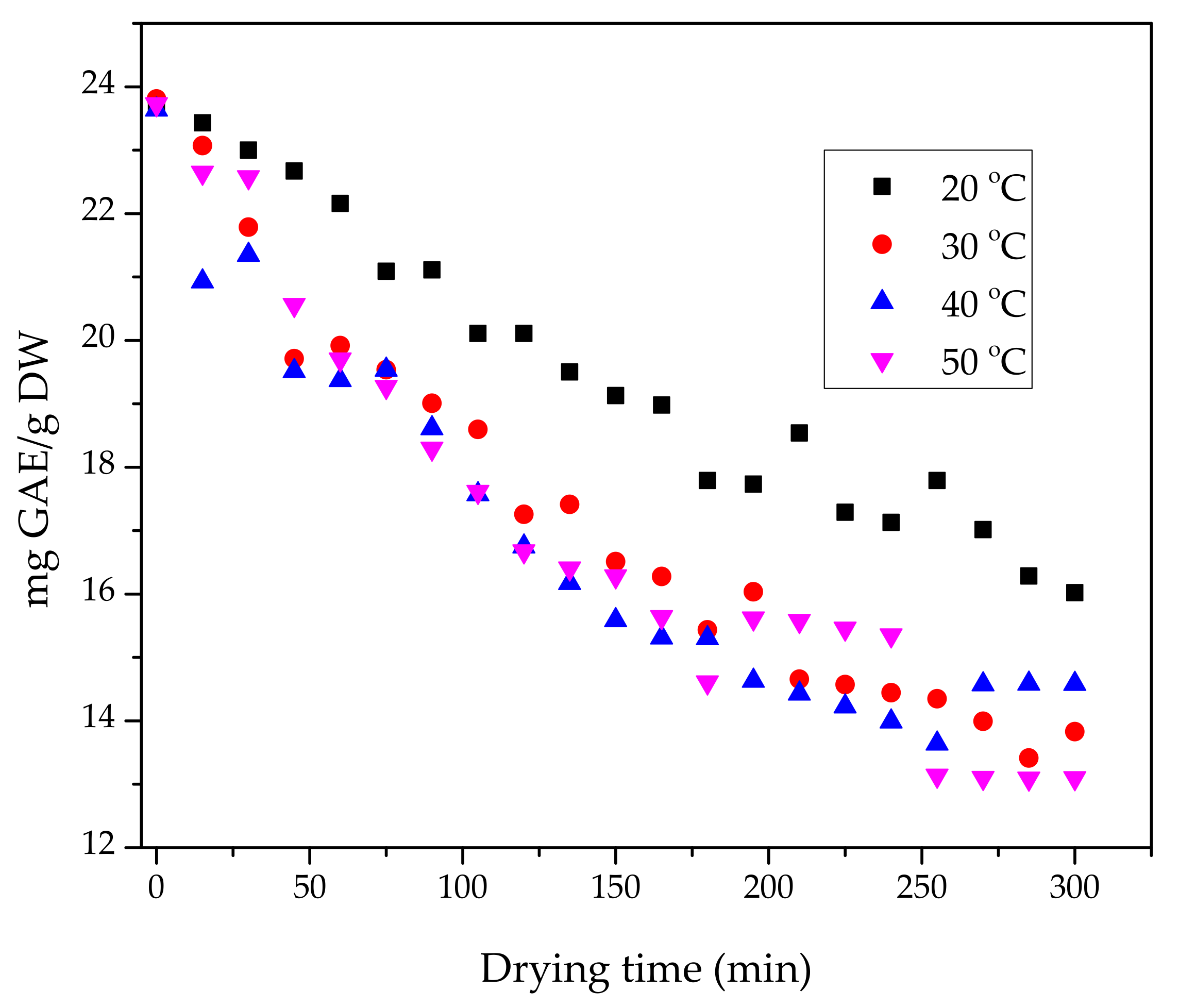
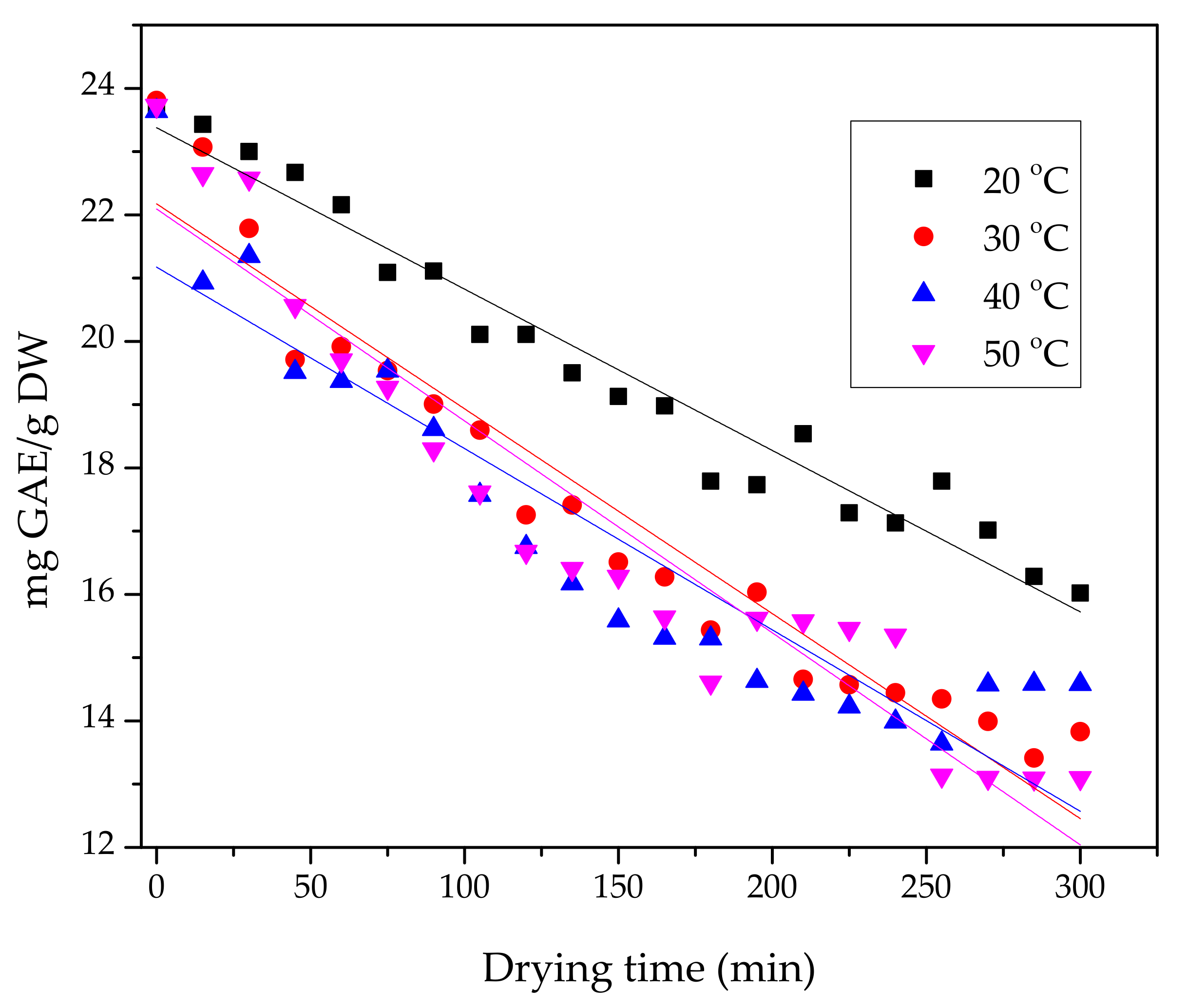
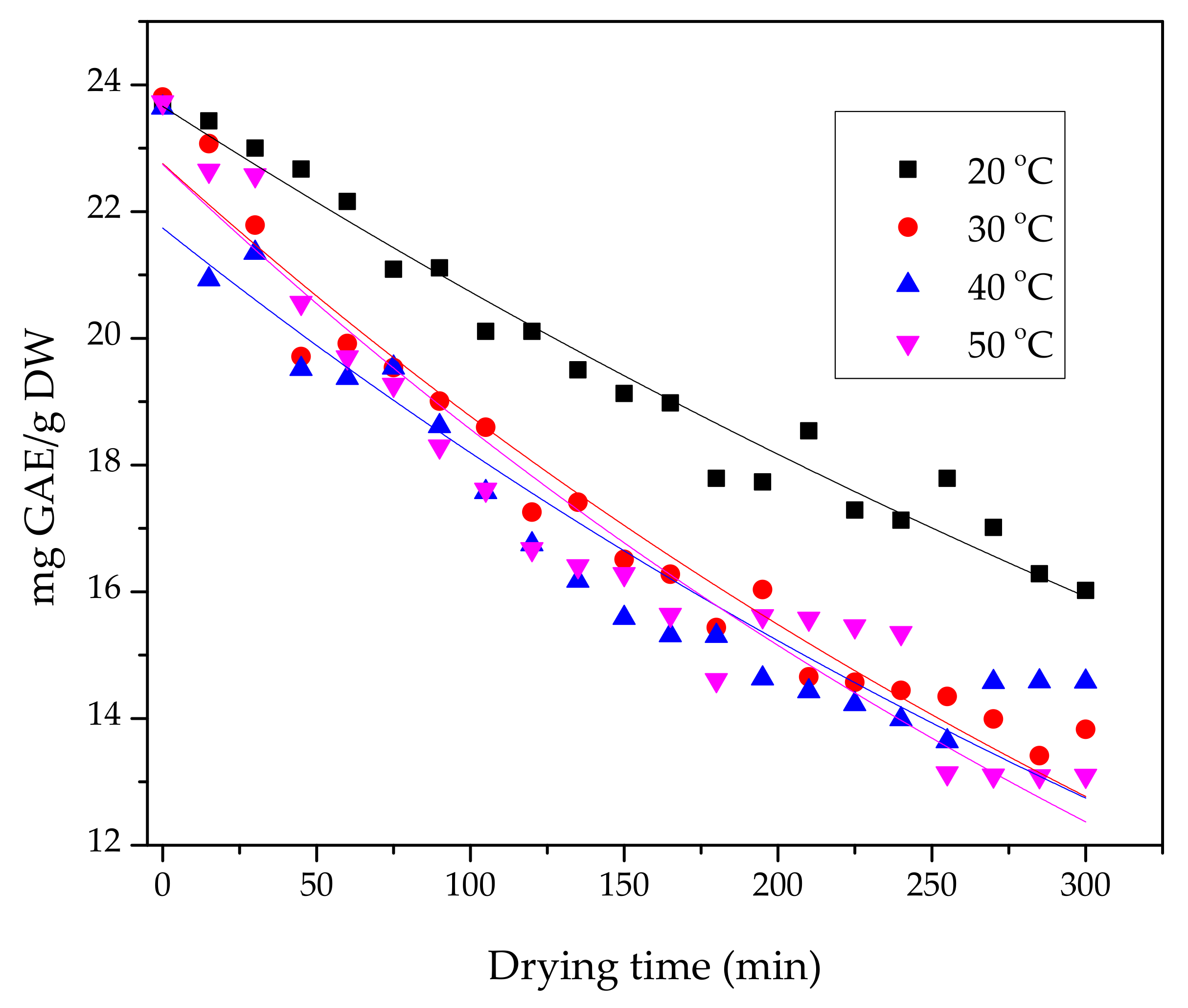
3.1. Variation of Total Polyphenol Content during Heat Pump Drying of Soursop Fruit
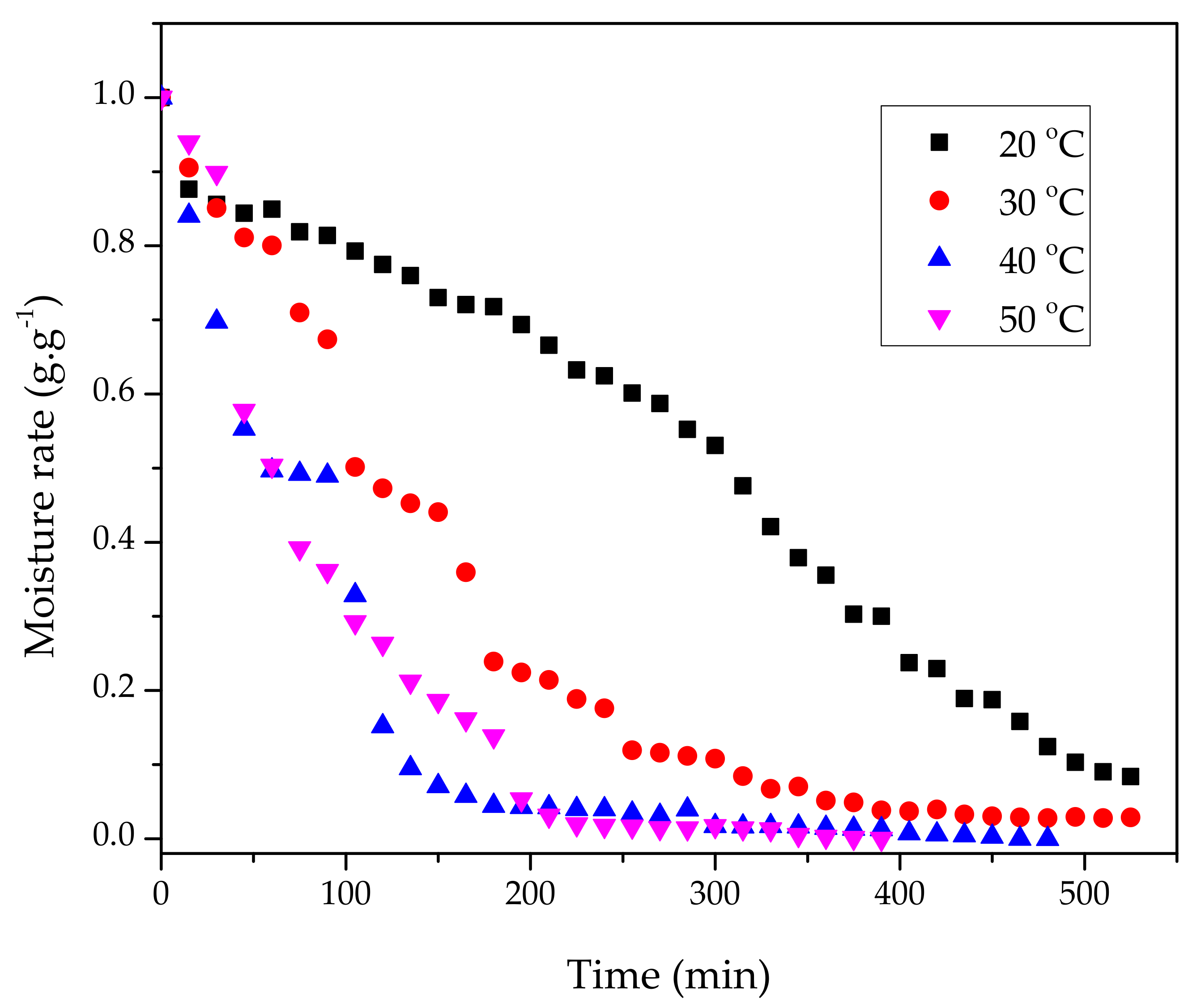
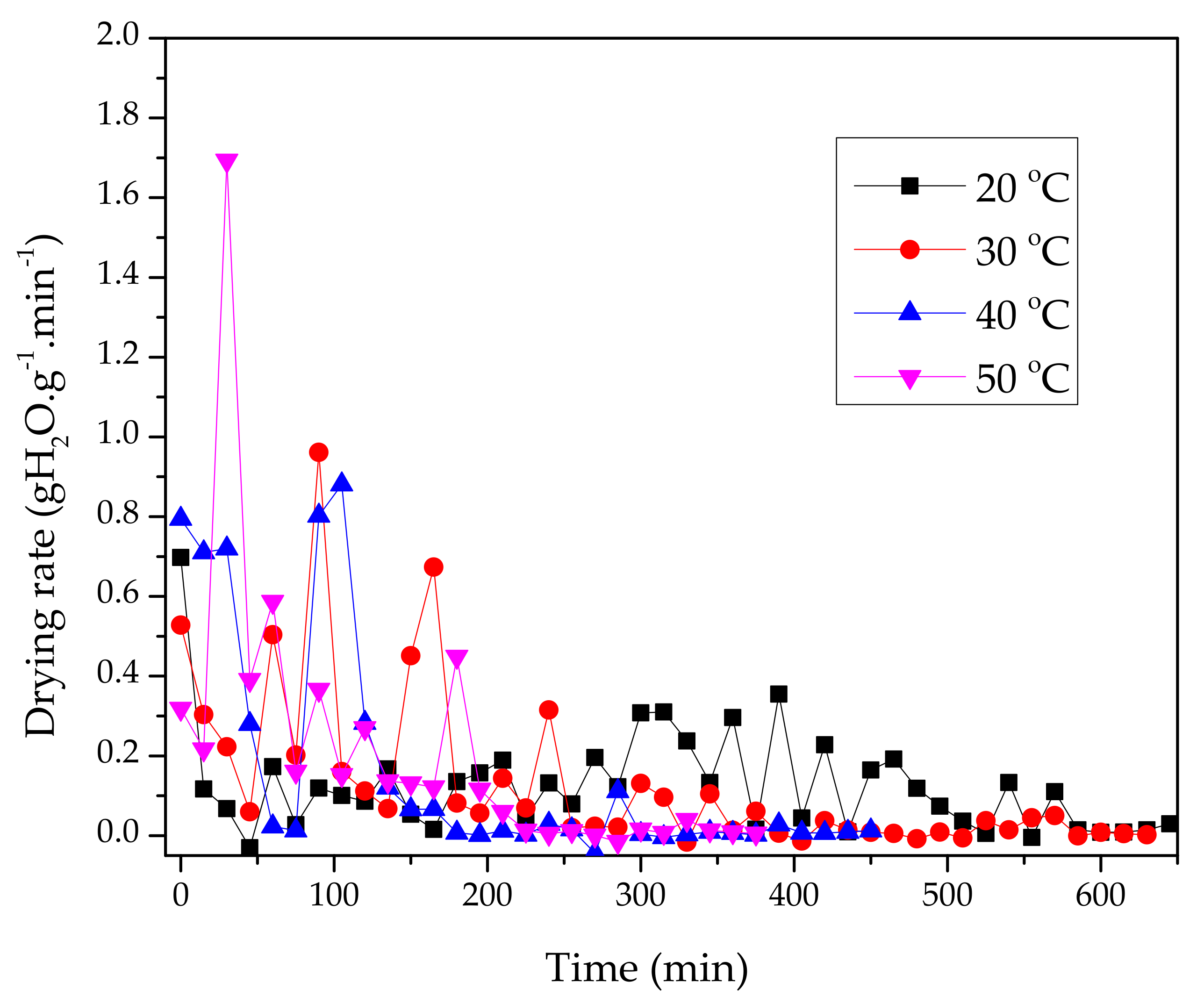
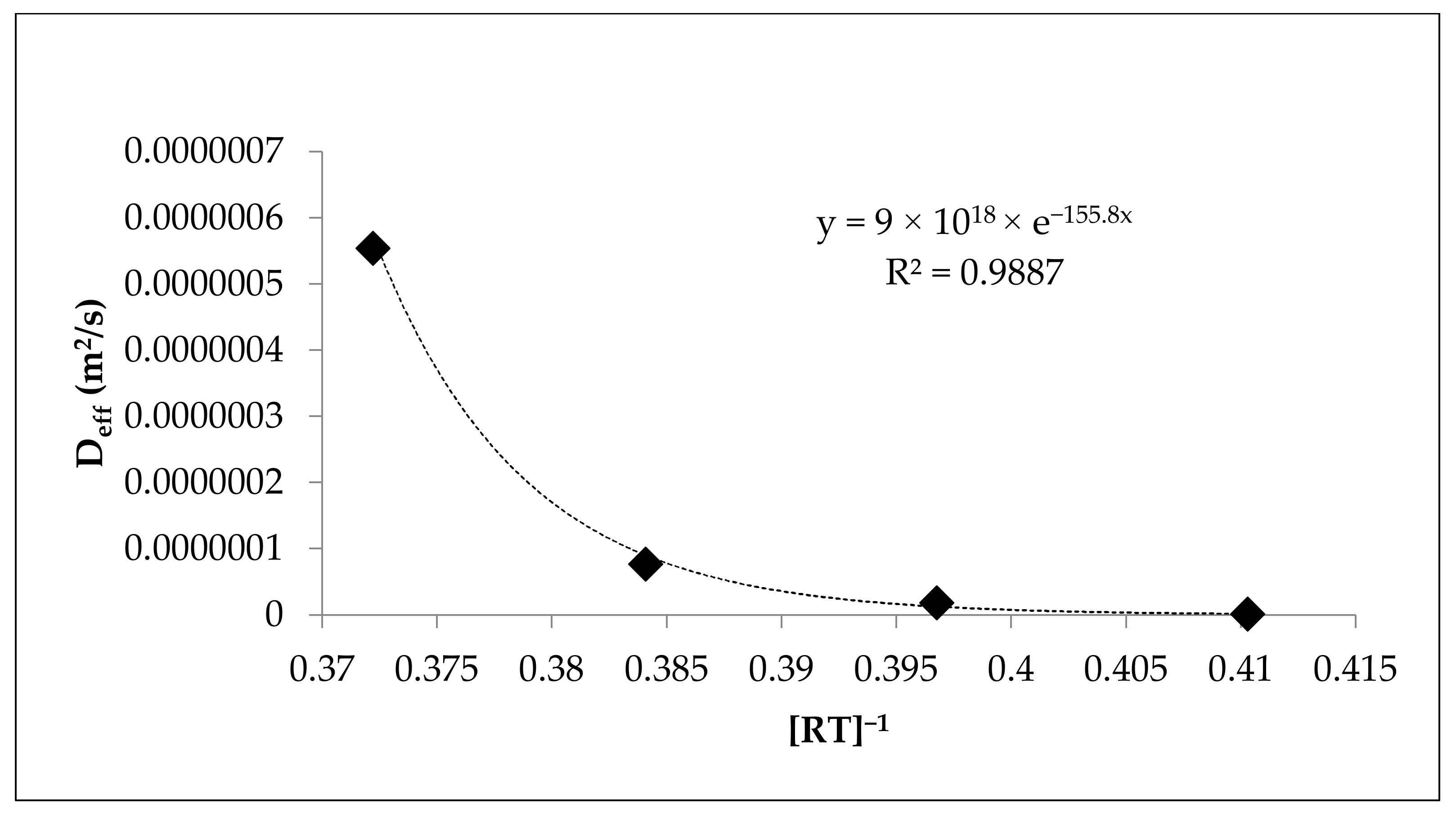
3.2. Kinetics of Moisture Loss during Heat Pump Drying
3.3. Polyphenol Degradation Kinetics during Heat Pump Drying
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- González, E.M.; Fernández, A.E.L.; Sáyago-Ayerdi, S.G.; Estrada, R.M.V.; Vallejo, L.G.Z. In vitro antioxidant capacity of crude extracts and acetogenin fraction of soursop fruit pulp. Pharm. Anal. Acta 2017, 8, 6. [Google Scholar]
- Badrie, N.; Schauss, A.G. Soursop (Annona muricata L.): Composition, nutritional value, medicinal uses, and toxicology. Bioact. Foods Promot. Health 2010, 39, 621–643. [Google Scholar]
- Alean, J.; Chejne, F.; Rojano, B. Degradation of polyphenols during the cocoa drying process. J. Food Eng. 2016, 189, 99–105. [Google Scholar] [CrossRef]
- Dao, T.P.; Vu, D.N.; Nguyen, D.V.; Pham, V.T.; Tran, T.Y.N. Study of jelly drying cashew apples (Anacardium occidentale L.) processing. Food Sci. Nutr. 2021, 10, 363–373. [Google Scholar] [CrossRef]
- Tran, N.Y.; Nhan, N.P.; Thanh, V.T.; Chinh, N.D.; Tri, D.L.; Nguyen, D.V.; Vy, T.A.; Truc, T.T.; Thinh, P.V. Effect of storage condition on color, vitamin C content, polyphenol content and antioxidant activity in fresh soursop pulp (Annona muricata L.). IOP Conf. Ser. Mater. Sci. Eng. 2020, 736, 22065. [Google Scholar] [CrossRef]
- Garau, M.C.; Simal, S.; Rossello, C.; Femenia, A. Effect of air-drying temperature on physico-chemical properties of dietary fibre and antioxidant capacity of orange (Citrus aurantium v. Canoneta) by-products. Food Chem. 2007, 104, 1014–1024. [Google Scholar] [CrossRef]
- Roman, M.C.; Fabani, M.P.; Luna, L.C.; Feresin, G.E.; Mazza, G.; Rodriguez, R. Convective drying of yellow discarded onion (Angaco INTA): Modelling of moisture loss kinetics and effect on phenolic compounds. Inf. Process. Agric. 2020, 7, 333–341. [Google Scholar] [CrossRef]
- Tran, N.Y.; Nhan, N.P.; Thanh, V.T.; Nguyen, D.V.; Thinh, P.V.; Vy, T.A.; Lam, T.D.; Truc, T.T. Effects of drying conditions on total phenolic content and other parameters of soursop jelly (Annona muricata L.). IOP Conf. Ser. Mater. Sci. Eng. 2020, 736, 022064. [Google Scholar] [CrossRef]
- Jimenez, V.M.; Gruschwitz, M.; Schweiggert, R.M.; Carle, R.; Esquivel, P. Identification of phenolic compounds in soursop (Annona muricata) pulp by high-performance liquid chromatography with diode array and electrospray ionization mass spectrometric detection. Food Res. Int. 2014, 65, 42–46. [Google Scholar] [CrossRef]
- De Andrade, J.M.M.; Fasolo, D. Polyphenol antioxidants from natural sources and contribution to health promotion. Polyphen. Hum. Health Dis. 2014, 20, 253–265. [Google Scholar]
- Kyi, T.M.; Daud, W.R.W.; Mohammad, A.B.; Samsudin, M.W.; Kadhum, A.A.H.; Talib, M.Z.M. The kinetics of polyphenol degradation during the drying of Malaysian cocoa beans. Int. J. Food Sci. Technol. 2005, 40, 323–331. [Google Scholar] [CrossRef]
- Zhou, L.; Cao, Z.; Bi, J.; Yi, J.; Chen, Q.; Wu, X.; Zhou, M. Degradation kinetics of total phenolic compounds, capsaicinoids and antioxidant activity in red pepper during hot air and infrared drying process. Int. J. Food Sci. Technol. 2016, 51, 842–853. [Google Scholar] [CrossRef]
- Tan, S.; Miao, Y.; Xiang, H.; Tan, W.; Li, W. Effects of air-impingement jet drying on drying kinetics and quality retention of tomato slices. Food Sci. Biotechnol. 2021, 30, 691–699. [Google Scholar] [CrossRef]
- Salehi, F.; Kashaninejad, M. Modeling of moisture loss kinetics and color changes in the surface of lemon slice during the combined infrared-vacuum drying. Inf. Process. Agric. 2018, 5, 516–523. [Google Scholar] [CrossRef]
- Srikiatden, J.; Roberts, J.S. Moisture loss kinetics of apple during convective hot air and isothermal drying. Int. J. Food Prop. 2005, 8, 493–512. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez, R.; Lombrana, J.I.; Kamel, M.; de Elvira, C. Kinetic and quality study of mushroom drying under microwave and vacuum. Dry. Technol. 2005, 23, 2197–2213. [Google Scholar] [CrossRef] [Green Version]
- Dao, T.P.; Nguyen, D.V.; Tran, T.Y.; Pham, T.N.; Nguyen, P.T.; Bach, L.G.; Nguyen, V.H.; Do, V.Q.; Nguyen, V.M.; Tran, T.T. Effects of tannin, ascorbic acid, and total phenolic contents of cashew (Anacardium occidentale L.) apples blanched with saline solution. Food Res. 2021, 5, 409–416. [Google Scholar] [CrossRef]
- Olalusi, A.P.; Erinle, O. Influence of drying temperature and pretreatment on the drying characteristics and quality of dried cashew (Anacardium occidentale L.) apple slices. Croat. J. Food Sci. Technol. 2019, 11, 97–103. [Google Scholar] [CrossRef]
- Di Bucchianico, A. Coefficient of determination (R2). Encycl. Stat. Qual. Reliab. 2008, 1. [Google Scholar] [CrossRef]
- Zarein, M.; Samadi, S.H.; Ghobadian, B. Investigation of microwave dryer effect on energy efficiency during drying of apple slices. J. Saudi Soc. Agric. Sci. 2015, 14, 41–47. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.L.; Chen, Y.; Xu, W.; Xu, M.T.; Sun, Y.; Wang, X.C.; Wang, X.Y.; Luo, J.; Zhang, H.; Xiong, Y.K. Assessment of drying kinetics, textural and aroma attributes of mentha haplocalyx leaves during the hot air thin-layer drying process. Foods 2022, 11, 784. [Google Scholar] [CrossRef] [PubMed]
- Hii, C.L.; Law, C.L.; Suzannah, S. Drying kinetics of the individual layer of cocoa beans during heat pump drying. J. Food Eng. 2012, 108, 276–282. [Google Scholar] [CrossRef]
- Mishra, A.; Sharma, N. Mathematical modelling and tray drying kinetics of loquat (Eriobotrya japonica). J. Dairy Food Sci. 2014, 9, 272–284. [Google Scholar] [CrossRef]
- Page, G.E. Factors Influencing the Maximum Rates of Air Drying Shelled Corn in Thin Layers; Purdue University: West Lafayette, India, 1949. [Google Scholar]
- Doymaz, I. Sun drying of figs: An experimental study. J. Food Eng. 2005, 71, 403–407. [Google Scholar] [CrossRef]
- Midilli, A.; Kucuk, H. Mathematical modeling of thin layer drying of pistachio by using solar energy. Energy Convers. Manag. 2003, 44, 1111–1122. [Google Scholar] [CrossRef]
- Toğrul, İ.T.; Pehlivan, D. Mathematical modelling of solar drying of apricots in thin layers. J. Food Eng. 2002, 55, 209–216. [Google Scholar] [CrossRef]
- Henderson, S.M. Progress in developing the thin layer drying equation. Trans. ASAE 1974, 17, 1167–1168. [Google Scholar] [CrossRef]
- Murthy, D.N.P.; Xie, M.; Jiang, R. Weibull Models; John Wiley & Sons.: Hoboken, NJ, USA, 2004. [Google Scholar]
- Akpinar, E.; Midilli, A.; Bicer, Y. Single layer drying behaviour of potato slices in a convective cyclone dryer and mathematical modeling. Energy Convers. Manag. 2003, 44, 1689–1705. [Google Scholar] [CrossRef]
- Singh, F.; Katiyar, V.K.; Singh, B.P. Mathematical modeling to study drying characteristic of apple and potato. J. Food Sci. Technol. 2014, 52, 5442–5455. [Google Scholar] [CrossRef] [Green Version]
- Barroca, M.J.; Guiné, R. Study of drying kinetics of quince. In Proceedings of the International Conference of Agricultural Engineering CIGR-AgEng2012, Valencia, Spain, 8–12 July 2012. [Google Scholar]
- Dadali, G.; Demirhan, E.; Özbek, B. Color change kinetics of spinach undergoing microwave drying. Dry. Technol. 2007, 25, 1713–1723. [Google Scholar] [CrossRef]
- Nhi, T.T.; Thinh, P.V.; Vu, N.D.; Bay, N.T.; Tho, N.T.; Quyen, N.N.; Truc, T.T. Kinetic model of moisture diffusivity in soursop leaves (Annona muricata L.) by convection drying. IOP Conf. Ser. Mater. Sci. Eng. 2020, 991, 012107. [Google Scholar] [CrossRef]
- McSweeney, M.; Seetharaman, K. State of polyphenols in the drying process of fruits and vegetables. Crit. Rev. Food Sci. Nutr. 2015, 55, 660–669. [Google Scholar] [CrossRef]
- Vauzour, D.; Rodriguez-Mateos, A.; Corona, G.; Oruna-Concha, M.J.; Spencer, J.P.E. Polyphenols and human health: Prevention of disease and mechanisms of action. Nutrients 2010, 2, 1106–1131. [Google Scholar] [CrossRef]
- Billaud, C.; Maraschin, C.; Chow, Y.; Chériot, S.; Peyrat-Maillard, M.; Nicolas, J. Maillard reaction products as ‘natural antibrowning’ agents in fruit and vegetable technology. Mol. Nutr. Food Res. 2005, 49, 656–662. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Jahanbakhshi, A.; Kaveh, M. Prediction kinetic, energy and exergy of quince under hot air dryer using ANNs and ANFIS. Food Sci. Nutr. 2020, 8, 594–611. [Google Scholar] [CrossRef] [Green Version]
- Lopez-Nicolás, J.M.; García-Carmona, F. Enzymatic and nonenzymatic degradation of polyphenols. In Fruit and Vegetables Phytochemicals; Wiley-Blackwell Publishing: Ames, IA, USA, 2010; Volume 4, pp. 101–103. [Google Scholar]
- Sánchez-Ferrer, Á.; Rodríguez-López, J.N.; García-Cánovas, F.; García-Carmona, F. Tyrosinase: A comprehensive review of its mechanism. Biochim. Biophys. Acta (BBA)-Protein Struct. Mol. Enzymol. 1995, 1247, 1–11. [Google Scholar] [CrossRef]
- Baysal, T.; Demirdöven, A. Lipoxygenase in fruits and vegetables: A review. Enzym. Microb. Technol. 2007, 40, 491–496. [Google Scholar] [CrossRef]
- Eskin, N.A.M.; Grossman, S.; Pinsky, A.; Whitaker, J.R. Biochemistry of lipoxygenase in relation to food quality. Crit. Rev. Food Sci. Nutr. 1977, 9, 1–40. [Google Scholar] [CrossRef]
- Zielinska, M.; Michalska, A. Microwave-assisted drying of blueberry (Vaccinium corymbosum L.) fruits: Drying kinetics, polyphenols, anthocyanins, antioxidant capacity, colour and texture. Food Chem. 2016, 212, 671–680. [Google Scholar] [CrossRef]
- Ong, S.P.; Law, C.L. Drying kinetics and antioxidant phytochemicals retention of salak fruit under different drying and pretreatment conditions. Dry. Technol. 2011, 29, 429–441. [Google Scholar] [CrossRef]
- Pal, U.S.; Khan, M.K.; Mohanty, S.N. Heat pump drying of green sweet pepper. Dry. Technol. 2008, 26, 1584–1590. [Google Scholar] [CrossRef]
- Zheng, D.-J.; Cheng, Y.-Q.; Liu, H.-J.; Li, L.-T. Investigation of EHD-enhanced water evaporation and a novel empirical model. Int. J. Food Eng. 2011, 7, 11. [Google Scholar] [CrossRef]
- Chong, C.H.; Law, C.L.; Cloke, M.; Hii, C.L.; Abdullah, L.C.; Daud, W.R.W. Drying kinetics and product quality of dried Chempedak. J. Food Eng. 2008, 88, 522–527. [Google Scholar] [CrossRef]
- Taşeri, L.; Aktaş, M.; Şevik, S.; Gülcü, M.; Seckin, G.U.; Aktekeli, B. Determination of drying kinetics and quality parameters of grape pomace dried with a heat pump dryer. Food Chem. 2018, 260, 152–159. [Google Scholar] [CrossRef]
- Jaiswal, A.K.; Abu-Ghannam, N. Degradation kinetic modelling of color, texture, polyphenols and antioxidant capacity of York cabbage after microwave processing. Food Res. Int. 2013, 53, 125–133. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Models | Equations | References |
|---|---|---|---|
| 01 | Newton/Lewis | [23] | |
| 02 | Page | [24] | |
| 03 | Henderson and Pabis | [25] | |
| 04 | Midilli | [26] | |
| 05 | Logarithmic | [27] | |
| 06 | Two–term | [28] | |
| 07 | Wang and Singh | [25] | |
| 08 | Weibull | [29] | |
| 09 | Quadratic | [14] | |
| 10 | Verma | [30] | |
| 11 | Singh et al. | [31] | |
| 12 | Vega–Lemus | [32] |
| No. | Models | Value | 20 °C | 30 °C | 40 °C | 50 °C | Statistical Parameters |
|---|---|---|---|---|---|---|---|
| 1 | Newton/Lewis | R2 | 0.89208 | 0.97000 | 0.96904 | 0.97000 | 0.95028 |
| Chi–square | 0.00813 | 0.00200 | 0.00232 | 0.00200 | 0.00361 | ||
| 2 | Page | R2 | 0.94867 | 0.99181 | 0.97365 | 0.98440 | 0.97463 |
| Chi–square | 0.00387 | 0.00076 | 0.00198 | 0.00147 | 0.00202 | ||
| 3 | Henderson and Pabis | R2 | 0.89392 | 0.97900 | 0.96887 | 0.98000 | 0.95545 |
| Chi–square | 0.00800 | 0.00100 | 0.00234 | 0.00100 | 0.00309 | ||
| 4 | Midilli | R2 | −2.35181 | −0.58374 | −0.07385 | −0.26511 | No Fit |
| Chi–square | 0.25263 | 0.14768 | 0.08057 | 0.11913 | 0.15000 | ||
| 5 | Logarithmic | R2 | 0.03077 | 0.11210 | 0.96852 | 0.19080 | 0.32555 |
| Chi–square | 0.07305 | 0.08270 | 0.00236 | 0.07610 | 0.05855 | ||
| 6 | Two–term | R2 | −3.87070 | −0.71132 | 0.96767 | 0.97848 | No Fit |
| Chi–square | 0.36711 | 0.15958 | 0.00243 | 0.00203 | 0.13279 | ||
| 7 | Wang and Singh | R2 | 0.97837 | 0.98679 | 0.85974 | 0.95500 | 0.94498 |
| Chi–square | 0.00163 | 0.00123 | 0.01052 | 0.00400 | 0.00435 | ||
| 8 | Weibull | R2 | 0.00049 | 0.99311 | 0.22060 | 0.98396 | 0.54954 |
| Chi–square | 0.07500 | 0.00064 | 0.05848 | 0.00151 | 0.03391 | ||
| 9 | Quadratic | R2 | 0.98747 | 0.98642 | 0.90858 | 0.95836 | 0.96021 |
| Chi–square | 0.00094 | 0.00127 | 0.00686 | 0.00392 | 0.00325 | ||
| 10 | Verma | R2 | 0.88846 | 0.98146 | 0.96767 | 0.98641 | 0.95600 |
| Chi–square | 0.00841 | 0.00173 | 0.00243 | 0.00128 | 0.00346 | ||
| 11 | Singh et al. | R2 | 0.97642 | 0.97815 | 0.96845 | 0.97666 | 0.97492 |
| Chi–square | 0.00178 | 0.00204 | 0.00237 | 0.0022 | 0.00210 | ||
| 12 | Vega–Lemus | R2 | 0.94195 | 0.98635 | 0.88407 | 0.9513 | 0.94092 |
| Chi–square | 0.00438 | 0.00127 | 0.0087 | 0.0045 | 0.00471 |
| Temp (°C) | Model Parameters | |||
|---|---|---|---|---|
| k | a | R2 | Chi–Square | |
| 20 | 0.00017 | 9.39003 | 0.97642 | 0.00178 |
| 30 | 0.00613 | 0.0171 | 0.97815 | 0.00204 |
| 40 | 0.01238 | 0.00172 | 0.96845 | 0.00237 |
| 50 | 0.01096 | 0.00862 | 0.97666 | 0.00220 |
| Models | Temp (°C) | k (min−1) | C0 | Chi–Square | A (%) | R2 | Statistical Parameters |
|---|---|---|---|---|---|---|---|
| Kinetic order 0 | 20 | 0.0255 | 23.3770 | 0.2491 | 0.0126 | 0.9576 | 0.9106 |
| 30 | 0.0323 | 22.1740 | 0.6539 | 0.0686 | 0.9326 | ||
| 40 | 0.0286 | 21.1730 | 1.2253 | 0.1044 | 0.8521 | ||
| 50 | 0.0335 | 22.0920 | 1.0000 | 0.0689 | 0.9000 | ||
| Kinetic order 1 | 20 | 0.0013 | 23.6590 | 0.1803 | 0.0007 | 0.9693 | 0.9405 |
| 30 | 0.0019 | 22.7560 | 0.3776 | 0.0442 | 0.9611 | ||
| 40 | 0.0017 | 21.7390 | 0.8719 | 0.0804 | 0.8948 | ||
| 50 | 0.0020 | 22.7430 | 0.6620 | 0.0415 | 0.9370 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vu, N.D.; Tran, N.T.Y.; Le, T.D.; Phan, N.T.M.; Doan, P.L.A.; Huynh, L.B.; Dao, P.T. Kinetic Model of Moisture Loss and Polyphenol Degradation during Heat Pump Drying of Soursop Fruit (Annona muricata L.). Processes 2022, 10, 2082. https://doi.org/10.3390/pr10102082
Vu ND, Tran NTY, Le TD, Phan NTM, Doan PLA, Huynh LB, Dao PT. Kinetic Model of Moisture Loss and Polyphenol Degradation during Heat Pump Drying of Soursop Fruit (Annona muricata L.). Processes. 2022; 10(10):2082. https://doi.org/10.3390/pr10102082
Chicago/Turabian StyleVu, Ngoc Duc, Nhi Thi Yen Tran, Truong Dang Le, Nguyet Thi Minh Phan, Phu Le An Doan, Long Bao Huynh, and Phat Tan Dao. 2022. "Kinetic Model of Moisture Loss and Polyphenol Degradation during Heat Pump Drying of Soursop Fruit (Annona muricata L.)" Processes 10, no. 10: 2082. https://doi.org/10.3390/pr10102082