
Modelling for the Efficient Effluent Dye Removal to Reuse Water and Salt
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
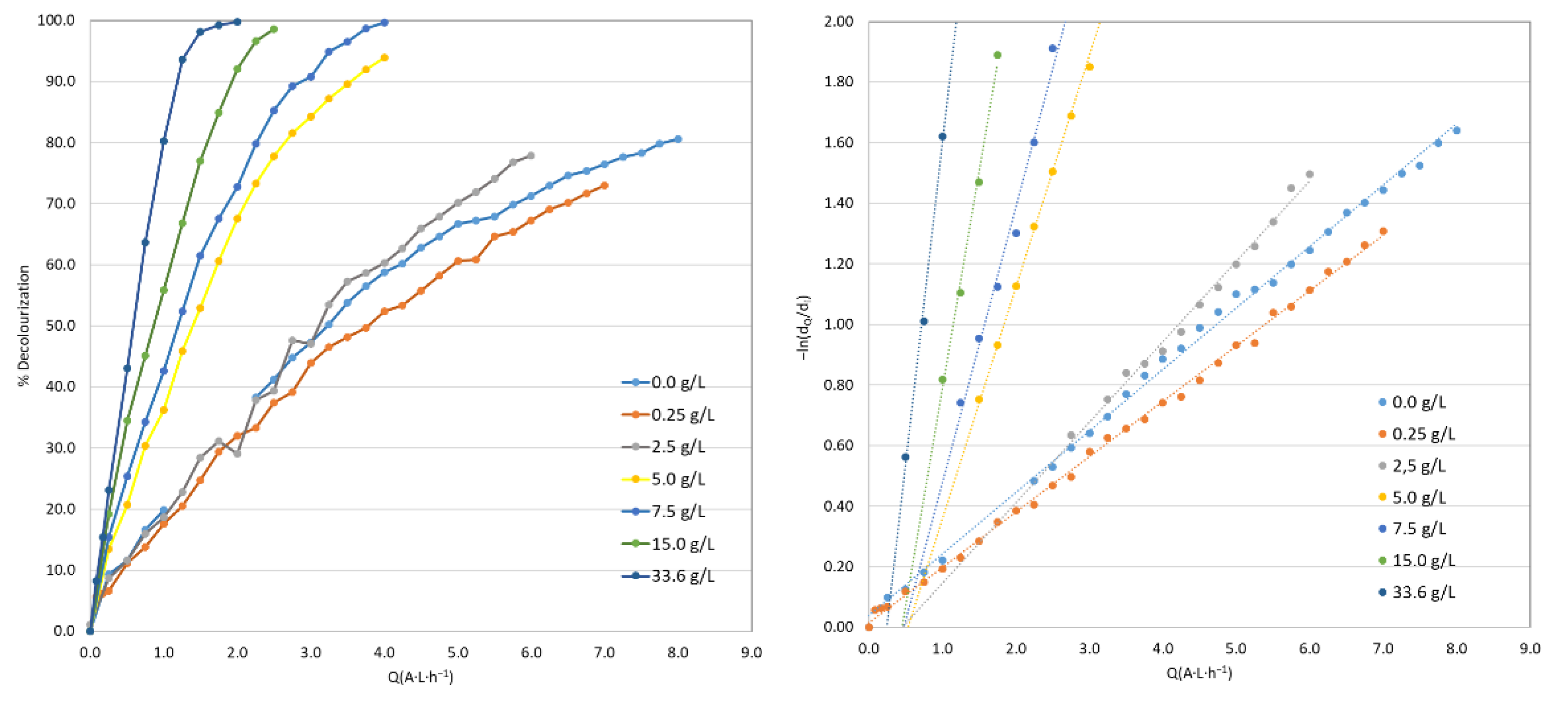
3.1. Decolouration Kinetics
3.2. Influence of NaCl Concentration
3.3. Kinetic Adjustments
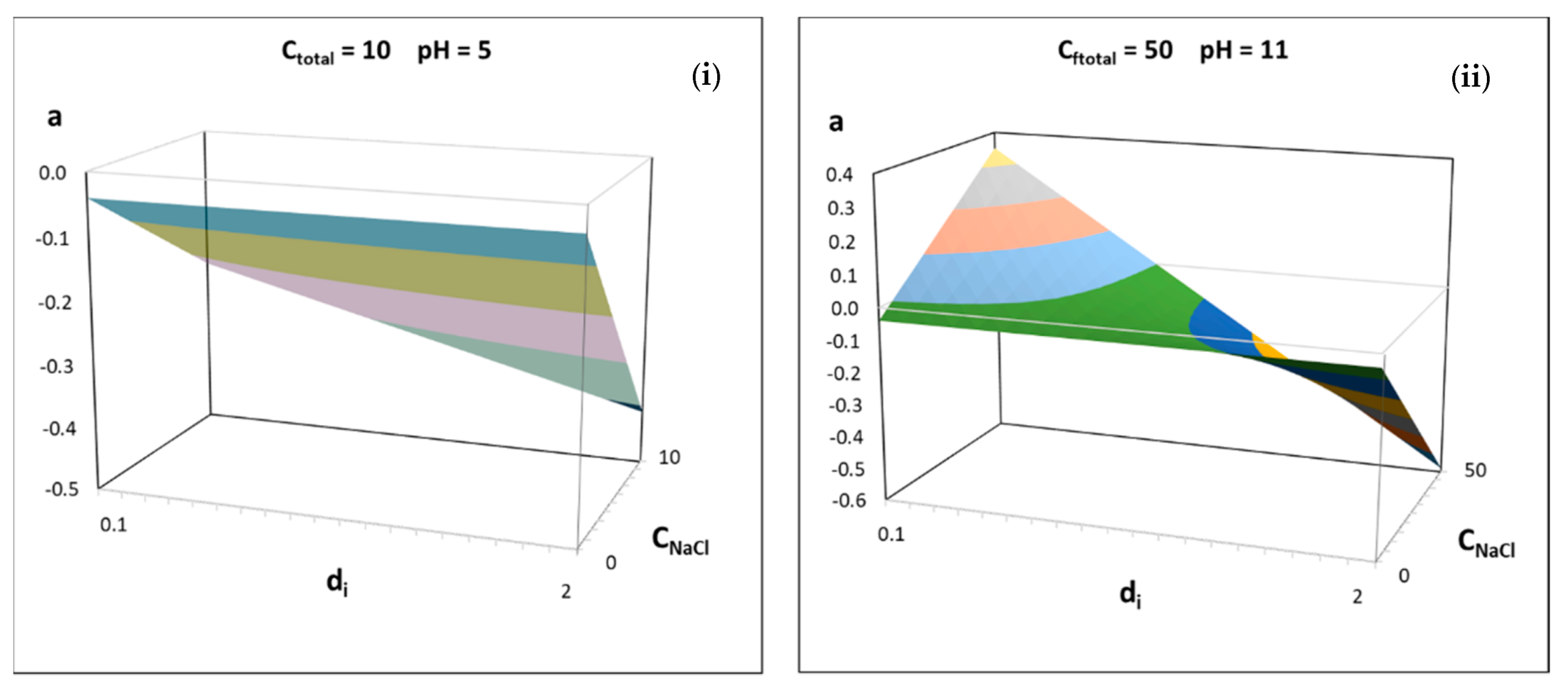
3.4. Models of Kinetic Parameters
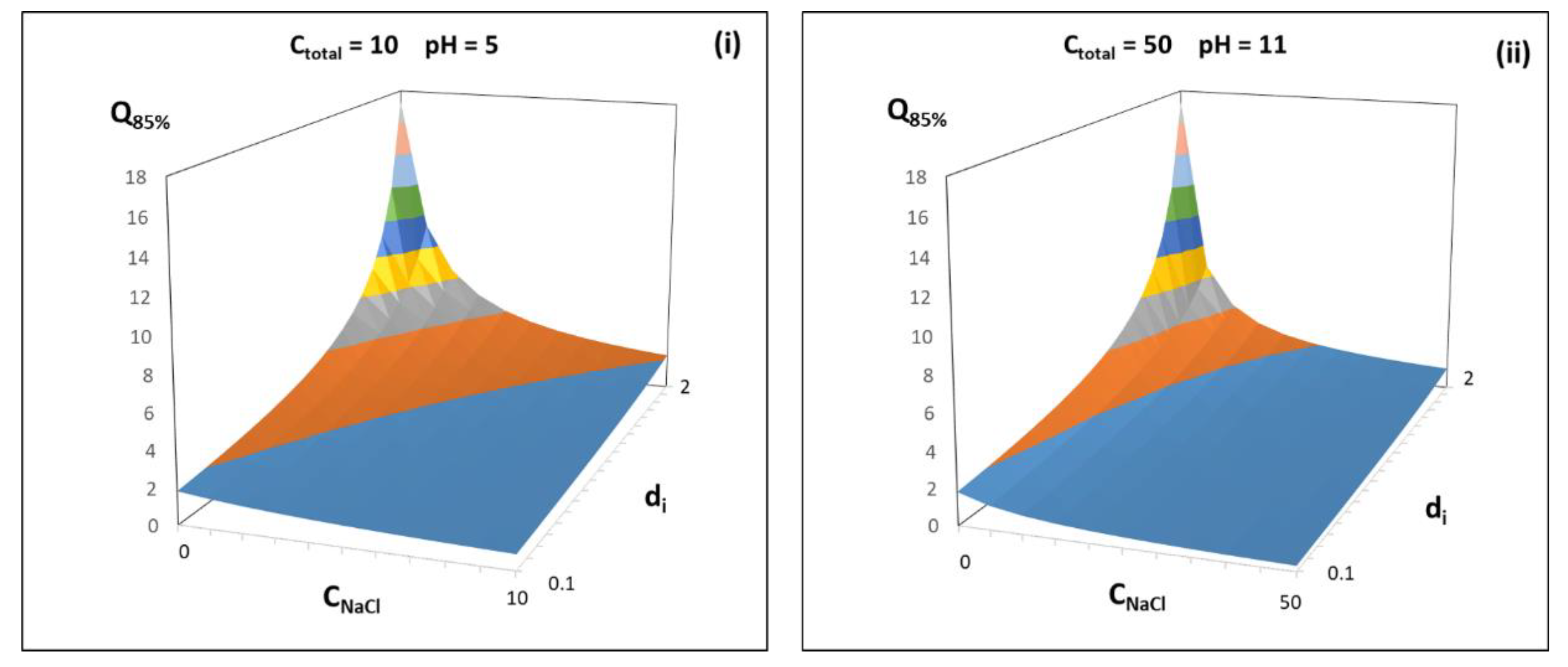
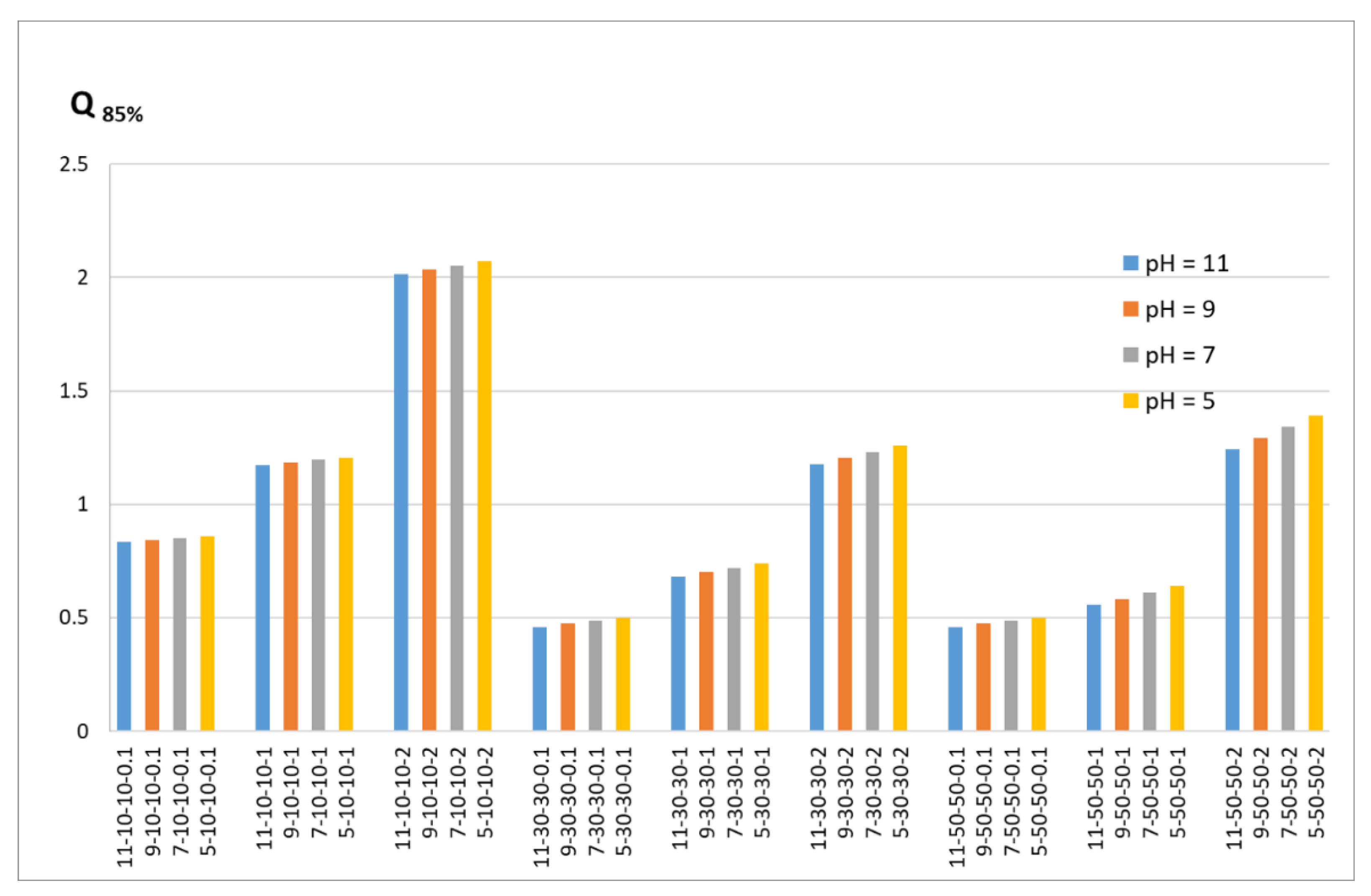
3.5. Optimisation of the Industrial Working Conditions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Azam Khan, M.; Wahid, A.; Ahmad, M.; Tayab Tahir, M.; Ahmed, M.; Ahmad, S.; Hasanuzzaman, M. World Cotton Production and Consumption: An Overview. In Cotton Production and Uses: Agronomy, Crop Protection, and Postharvest Technologies; Shakeel, A., Hasanuzzaman, M., Eds.; Springer: Singapore, 2020; pp. 1–7. [Google Scholar] [CrossRef]
- Burkinshaw, S.M.; Salihu, G. The Role of Auxiliaries in the Immersion Dyeing of Textile Fibres: Part 6 Analysis of Conventional Models That Describe the Manner by Which Inorganic Electrolytes Promote Reactive Dye Uptake on Cellulosic Fibres. Dye. Pigment. 2019, 161, 595–604. [Google Scholar] [CrossRef]
- Wei, Y.; Jiang, Z.; Wang, Q.; Wang, P.; Yu, Y. A Salt-Free and Water-Saving Approach as a Green Alternative to Conventional Reactive Dyeing of Cotton. Sustain. Chem. Pharm. 2021, 24, 100536. [Google Scholar] [CrossRef]
- Bezerra, K.C.H.; Fiaschitello, T.R.; Labuto, G.; Freeman, H.S.; Fragoso, W.D.; da Costa, S.M.; da Costa, S.A. Reuse of Water from Real Reactive Monochromic and Trichromic Wastewater for New Cotton Dyes after Efficient Treatment Using H2O2 Catalyzed by UV Light. J. Environ. Chem. Eng. 2021, 9, 105731. [Google Scholar] [CrossRef]
- Dong, X.; Gu, Z.; Hang, C.; Ke, G.; Jiang, L.; He, J. Study on the Salt-Free Low-Alkaline Reactive Cotton Dyeing in High Concentration of Ethanol in Volume. J. Clean Prod. 2019, 226, 316–323. [Google Scholar] [CrossRef]
- Hussein, T.K.; Jasim, N.A. A Comparison Study between Chemical Coagulation and Electro-Coagulation Processes for the Treatment of Wastewater Containing Reactive Blue Dye. Mater. Today Proc. 2021, 42, 1946–1950. [Google Scholar] [CrossRef]
- Feng, L.; Liu, J.; Guo, Z.; Pan, T.; Wu, J.; Li, X.; Liu, B.; Zheng, H. Reactive Black 5 Dyeing Wastewater Treatment by Electrolysis-Ce (IV) Electrochemical Oxidation Technology: Influencing Factors, Synergy and Enhancement Mechanisms. Sep. Purif. Technol. 2022, 285, 120314. [Google Scholar] [CrossRef]
- Vilaseca, M.; López-Grimau, V.; Gutiérrez-Bouzán, C. Valorization of Waste Obtained from Oil Extraction in Moringa Oleifera Seeds: Coagulation of Reactive Dyes in Textile Effluents. Materials 2014, 7, 6569–6584. [Google Scholar] [CrossRef]
- Yang, X.; López-Grimau, V.; Vilaseca, M.; Crespi, M. Treatment of Textile Wastewater by CAS, MBR, and MBBR: A Comparative Study from Technical, Economic, and Environmental Perspectives. Water 2020, 12, 1306. [Google Scholar] [CrossRef]
- Yang, X.; López-Grimau, V. Reduction of Cost and Environmental Impact in the Treatment of Textile Wastewater Using a Combined MBBR-MBR System. Membranes 2021, 11, 892. [Google Scholar] [CrossRef] [PubMed]
- Appa, R.M.; Ramesh Naidu, B.; Venkateswarlu, D.; Hanafiah, M.M.; Lakkaboyana, S.K.; Lakshmidevi, J.; Venkateswarlu, K. Water Extract of Pomegranate Ash–I2 as Sustainable System for External Oxidant/Metal/Catalyst-Free Oxidative Iodination of (Hetero)Arenes. Green Chem. Lett. Rev. 2021, 14, 700–712. [Google Scholar] [CrossRef]
- Suhadolnik, L.; Pohar, A.; Novak, U.; Likozar, B.; Mihelič, A.; Čeh, M. Continuous Photocatalytic, Electrocatalytic and Photo-Electrocatalytic Degradation of a Reactive Textile Dye for Wastewater-Treatment Processes: Batch, Microreactor and Scaled-up Operation. J. Ind. Eng. Chem. 2019, 72, 178–188. [Google Scholar] [CrossRef]
- Can-Güven, E. Advanced Treatment of Dye Manufacturing Wastewater by Electrocoagulation and Electro-Fenton Processes: Effect on COD Fractions, Energy Consumption, and Sludge Analysis. J. Environ. Manag. 2021, 300, 113784. [Google Scholar] [CrossRef]
- Dadban Shahamat, Y.; Masihpour, M.; Borghei, P.; Hoda Rahmati, S. Removal of Azo Red-60 Dye by Advanced Oxidation Process O3/UV from Textile Wastewaters Using Box-Behnken Design. Inorg. Chem. Commun. 2022, 143, 109785. [Google Scholar] [CrossRef]
- Buscio, V.; López-Grimau, V.; Álvarez, M.D.; Gutiérrez-Bouzán, C. Reducing the Environmental Impact of Textile Industry by Reusing Residual Salts and Water: ECUVal System. Chem. Eng. J. 2019, 373, 161–170. [Google Scholar] [CrossRef]
- Chemspider Database. Available online: http://www.chemspider.com/Chemical-Structure.20157139.html (accessed on 4 October 2022).
- Buscio, V.; García-Jiménez, M.; Vilaseca, M.; López-Grimau, V.; Crespi, M.; Gutiérrez-Bouzán, C. Reuse of Textile Dyeing Effluents Treated with Coupled Nanofiltration and Electrochemical Processes. Materials 2016, 9, 490. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Segura, S.; Ocon, J.D.; Chong, M.N. Electrochemical Oxidation Remediation of Real Wastewater Effluents—A Review. Process Saf. Environ. Prot. 2018, 113, 48–67. [Google Scholar] [CrossRef]
- García-Espinoza, J.D.; Mijaylova-Nacheva, P.; Avilés-Flores, M. Electrochemical Carbamazepine Degradation: Effect of the Generated Active Chlorine, Transformation Pathways and Toxicity. Chemosphere 2018, 192, 142–151. [Google Scholar] [CrossRef]
- Klidi, N.; Clematis, D.; Delucchi, M.; Gadri, A.; Ammar, S.; Panizza, M. Applicability of Electrochemical Methods to Paper Mill Wastewater for Reuse. Anodic Oxidation with BDD and TiRuSnO2 Anodes. J. Electroanal. Chem. 2018, 815, 16–23. [Google Scholar] [CrossRef]
- Gutiérrez-Bouzán, C.; Buscio, V.; Tornero, J.A. Reuse of Salt-Containing Dyeing Effluents by Means of an Electrochemical and Ultraviolet Coupled System. In Advances in Textile Waste Water Treatments; Muthu, S.S., Ed.; Springer: Singapore, 2021; pp. 1–24. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial | pH | CNaCl (mS/cm) | Ctotal (mS/cm) | di (g/L) | Reference |
|---|---|---|---|---|---|
| 1 | 5 | 30.0 | 30.0 | 1.0 | 5-30-30-1 |
| 2 | 7 | 30.0 | 30.0 | 1.0 | 7-30-30-1 |
| 3 | 9 | 30.0 | 30.0 | 1.0 | 9-30-30-1 |
| 4 | 7 | 50.0 | 50.0 | 1.0 | 7-50-50-1 |
| 5 | 7 | 10.0 | 10.0 | 1.0 | 7-10-10-1 |
| 6 | 7 | 30.0 | 30.0 | 2.0 | 7-30-30-2 |
| 7 | 7 | 10.0 | 10.0 | 0.1 | 7-10-10-0.1 |
| 8 | 9 | 50.0 | 50.0 | 0.1 | 9-50-50-0.1 |
| 9 | 5 | 50.0 | 50.0 | 0.1 | 5-50-50-0.1 |
| 10 | 9 | 10.0 | 10.0 | 0.1 | 9-10-10-0.1 |
| 11 | 5 | 10.0 | 10.0 | 0.1 | 5-10-10-0.1 |
| 12 | 5 | 50.0 | 50.0 | 2.0 | 5-50-50-2 |
| 13 | 9 | 50.0 | 50.0 | 2.0 | 9-50-50-2 |
| 14 | 9 | 10.0 | 10.0 | 2.0 | 9-10-10-2 |
| 15 | 5 | 10.0 | 10.0 | 2.0 | 5-10-10-2 |
| 16 | 7 | 50.0 | 50.0 | 2.0 | 7-50-50-2 |
| 17 | 11 | 50.0 | 50.0 | 2.0 | 11-50-50-2 |
| 18 | 11 | 10.0 | 10.0 | 2.0 | 11-10-10-2 |
| 19 | 5 | 0.0 | 50.0 | 2.0 | 5-0-50-2 |
| 20 | 5 | 1.7 | 50.0 | 2.0 | 5-1.7-50-2 |
| 21 | 5 | 5.7 | 50.0 | 2.0 | 5-5.7-50-2 |
| 22 | 5 | 9.9 | 50.0 | 2.0 | 5-9.9-50-2 |
| 23 | 5 | 14.0 | 50.0 | 2.0 | 5-14-50-2 |
| 24 | 5 | 25.4 | 50.0 | 2.0 | 5-25.4-50-2 |
| 25 | 5 | 50.0 | 50.0 | 2.0 | 5-50-50-2 |
| 26 | 5 | 0.0 | 10.0 | 0.1 | 5-0-10-0.1 |
| 27 | 9 | 0.0 | 10.0 | 2.0 | 9-0-10-2 |
| 28 | 5 | 0.0 | 50.0 | 2.0 | 5-0-50-2 |
| 29 | 9 | 0.0 | 50.0 | 0.1 | 9-0-50-0.1 |
| 30 | 5 | 0.0 | 10.0 | 2.0 | 5-0-10-2 |
| 31 | 9 | 0.0 | 10.0 | 0.1 | 9-0-10-0.1 |
| 32 | 5 | 0.0 | 50.0 | 0.1 | 5-0-50-0.1 |
| 33 | 9 | 0.0 | 50.0 | 2.0 | 9-0-50-2 |
| 34 | 7 | 0.0 | 30.0 | 1.0 | 7-0-30-1 |
| References | k | y0 | R2 |
|---|---|---|---|
| 5-30-30-1 | 3.3767 | −0.5401 | 0.9991 |
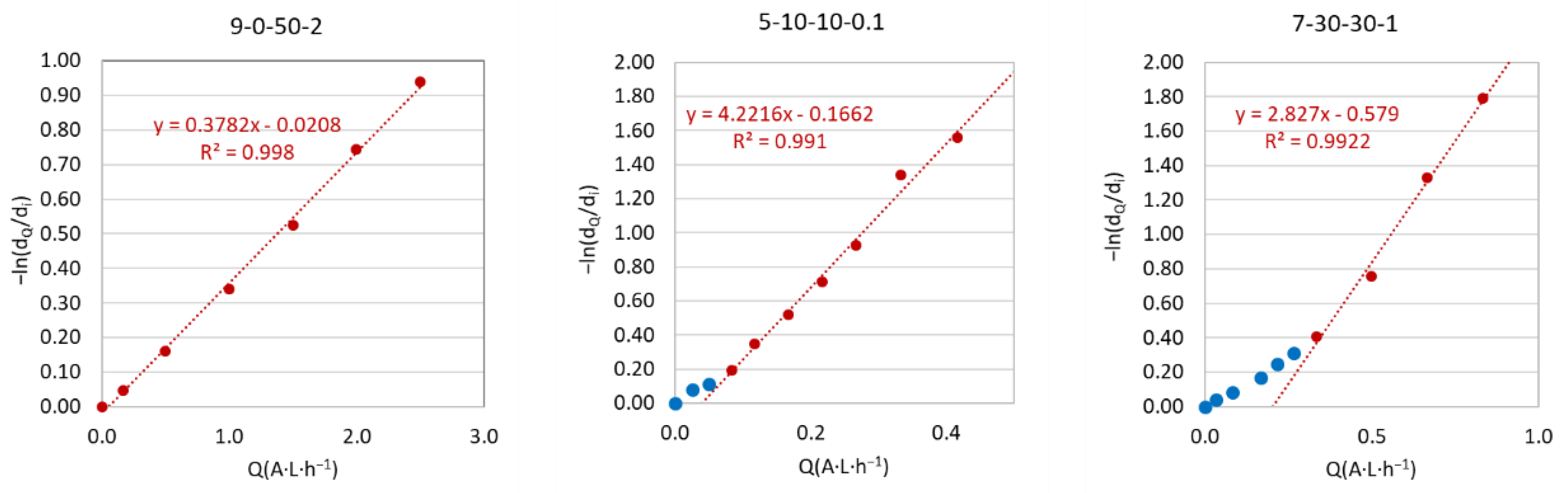
| 7-30-30-1 | 2.8270 | −0.5790 | 0.9922 |
| 9-30-30-1 | 2.4928 | −0.2927 | 0.9982 |
| 7-50-50-1 | 3.2751 | −0.3448 | 0.9776 |
| 7-10-10-1 | 1.6757 | −0.6081 | 0.9809 |
| 7-30-30-2 | 1.5874 | −0.6329 | 0.9927 |
| 7-10-10-0.1 | 3.7328 | −0.0958 | 0.9931 |
| 9-50-50-0.1 | 3.8001 | 0.1352 | 0.9977 |
| 5-50-50-0.1 | 6.0583 | 0.1574 | 0.9949 |
| 9-10-10-0.1 | 3.1596 | −0.2100 | 0.9964 |
| 5-10-10-0.1 | 4.2216 | −0.1662 | 0.9910 |
| 5-50-50-2 | 2.1372 | −1.2010 | 0.9799 |
| 9-50-50-2 | 1.9905 | −0.6159 | 0.9917 |
| 9-10-10-2 | 0.8535 | −0.4519 | 0.9910 |
| 5-10-10-2 | 0.8937 | −0.4385 | 0.9922 |
| 7-50-50-2 | 2.4245 | −0.8043 | 0.9871 |
| 11-50-50-2 | 2.0558 | −0.5636 | 0.9887 |
| 11-10-10-2 | 0.9568 | −0.4864 | 0.9861 |
| 5-0-50-2 | 0.2031 | 0.0376 | 0.9979 |
| 5-1.7-50-2 | 0.1825 | 0.0153 | 0.9985 |
| 5-5.7-50-2 | 0.2660 | −0.1215 | 0.9921 |
| 5-9.9-50-2 | 0.7408 | −0.3557 | 0.9994 |
| 5-14-50-2 | 0.9115 | −0.4370 | 0.9836 |
| 5-25.4-50-2 | 1.4326 | −0.6496 | 0.9931 |
| 5-50-50-2 | 2.1176 | −0.5234 | 0.9923 |
| 5-0-10-0.1 | 0.2753 | 0.0057 | 0.9978 |
| 9-0-10-2 | 0.1658 | −0.0176 | 0.9925 |
| 5-0-50-2 | 0.3706 | 0.0223 | 0.9940 |
| 9-0-50-0.1 | 0,8183 | −0.0120 | 0.9990 |
| 5-0-10-2 | 0.1516 | −0.0089 | 0.9968 |
| 9-0-10-0.1 | 0.2210 | 0.0130 | 0.9965 |
| 5-0-50-0.1 | 0.5439 | 0.0218 | 0.9946 |
| 9-0-50-2 | 0.3782 | −0.0208 | 0.9980 |
| 7-0-30-1 | 0.2525 | −0.0033 | 0.9943 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buscio, V.; López-Grimau, V.; Vallés, B.; Pepió, M.; Gutiérrez-Bouzán, C. Modelling for the Efficient Effluent Dye Removal to Reuse Water and Salt. Processes 2022, 10, 2024. https://doi.org/10.3390/pr10102024
Buscio V, López-Grimau V, Vallés B, Pepió M, Gutiérrez-Bouzán C. Modelling for the Efficient Effluent Dye Removal to Reuse Water and Salt. Processes. 2022; 10(10):2024. https://doi.org/10.3390/pr10102024
Chicago/Turabian StyleBuscio, Valentina, Víctor López-Grimau, Bettina Vallés, Montserrat Pepió, and Carmen Gutiérrez-Bouzán. 2022. "Modelling for the Efficient Effluent Dye Removal to Reuse Water and Salt" Processes 10, no. 10: 2024. https://doi.org/10.3390/pr10102024