In this study, we first investigated the PPX-N deposition in narrow, one-sided closed polyamide tubes. The tube geometry is given by a length of
, an inner diameter of
and a wall thickness of
. First experiments with a constant surface temperature or sticking coefficient, respectively, were performed in order to understand the deposition processes in detail. Later, the homogeneous layer thicknesses were realized in these tubes. All experiments were performed at an argon base pressure of
and a precursor mass of
was evaporated over
with an average monomer partial pressure of
. With a tube aspect ratio of
and a gas rarefaction parameter between
and
, the gas dynamic regime is characterized as a slip–flow regime (see
Section 2.2). Furthermore, the temperature dependence of the relative sticking coefficient was examined.
4.1. Thin-Film Deposition in Narrow Tubes at Constant Surface Temperature
The temperature along the temperature seesaw and tubes was set to
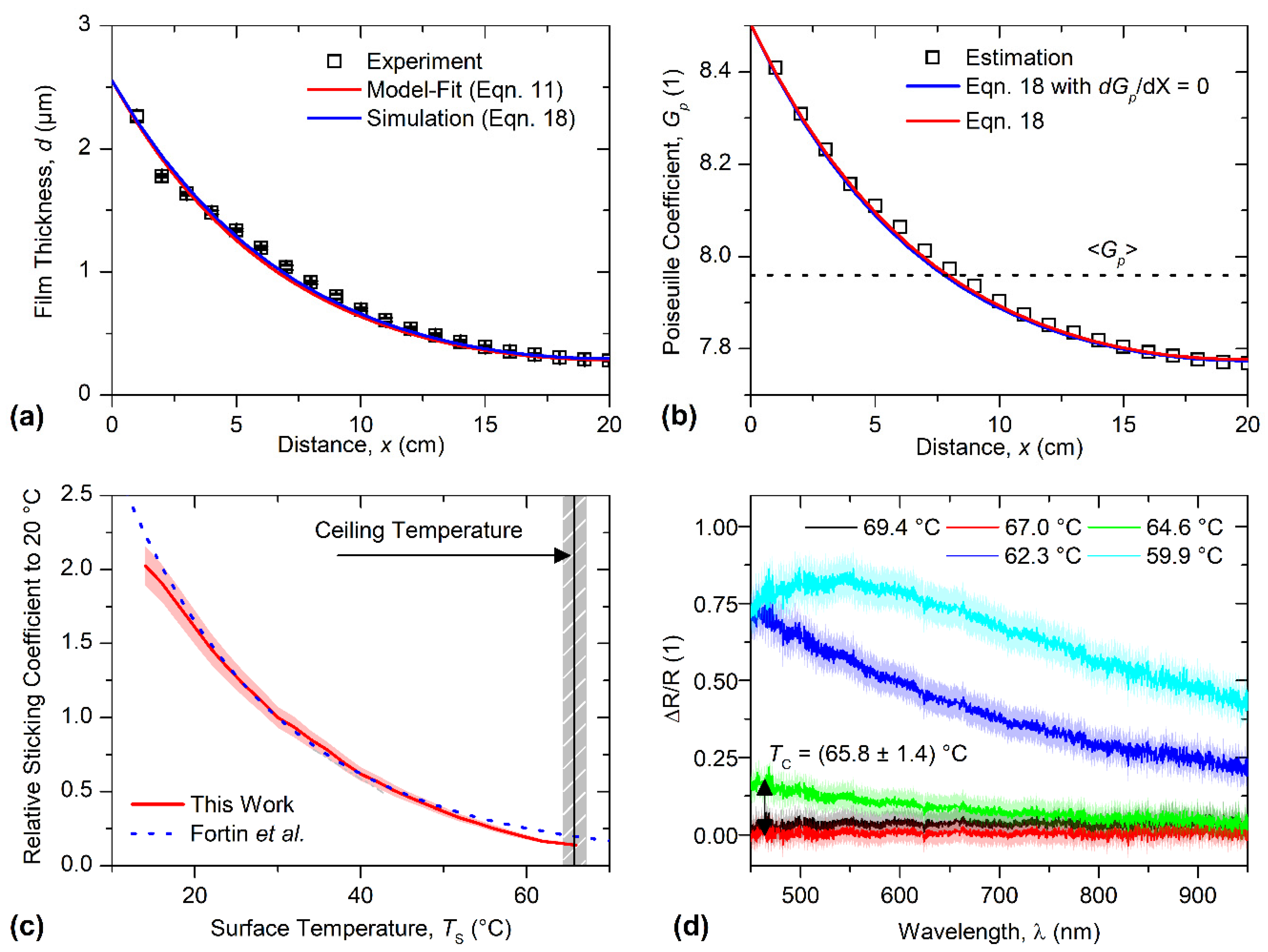
by means of thermoelectric elements for this experiment. The layer thicknesses along the tube were measured by thin-film interferometry and are shown in
Figure 2a (black empty squares). The film thickness at the inlet of the tube is
, which is about the same as the film thickness on a reference slide (placed at a similar position in the reactor) and decreases by
to roughly
at the tubes closing end. The choice of the evaporated precursor amount of
, and the associated high layer thickness at the inlet of the tube, permitted high accuracy for the measurement by means of thin-film interferometry over the entire distance (occurrence of maxima and minima from a layer thickness of
in the reflectance spectrum may be observed). The
factor was determined by fitting Equations (10) and (11) to
and
, corresponding to whether we took into account or neglected the deposition at the tubes end, respectively. The similarity of the fitting values for both equations is due to the high aspect ratio of
, which shows that the deposition at the closing surface relative to the total deposited PPX-N volume inside the tube may be neglected. Further, at first glance the simplification of Equation (14) in the form of Equation (11) predicts the experiment in an excellent manner (see
Figure 2a red line), pointing out that the complex terms in the mathematical description of PPX-N deposition in tubes may be neglected.
According to Equation (9), and the definition of the loss coefficient
the absolute sticking coefficient at our reference temperature of
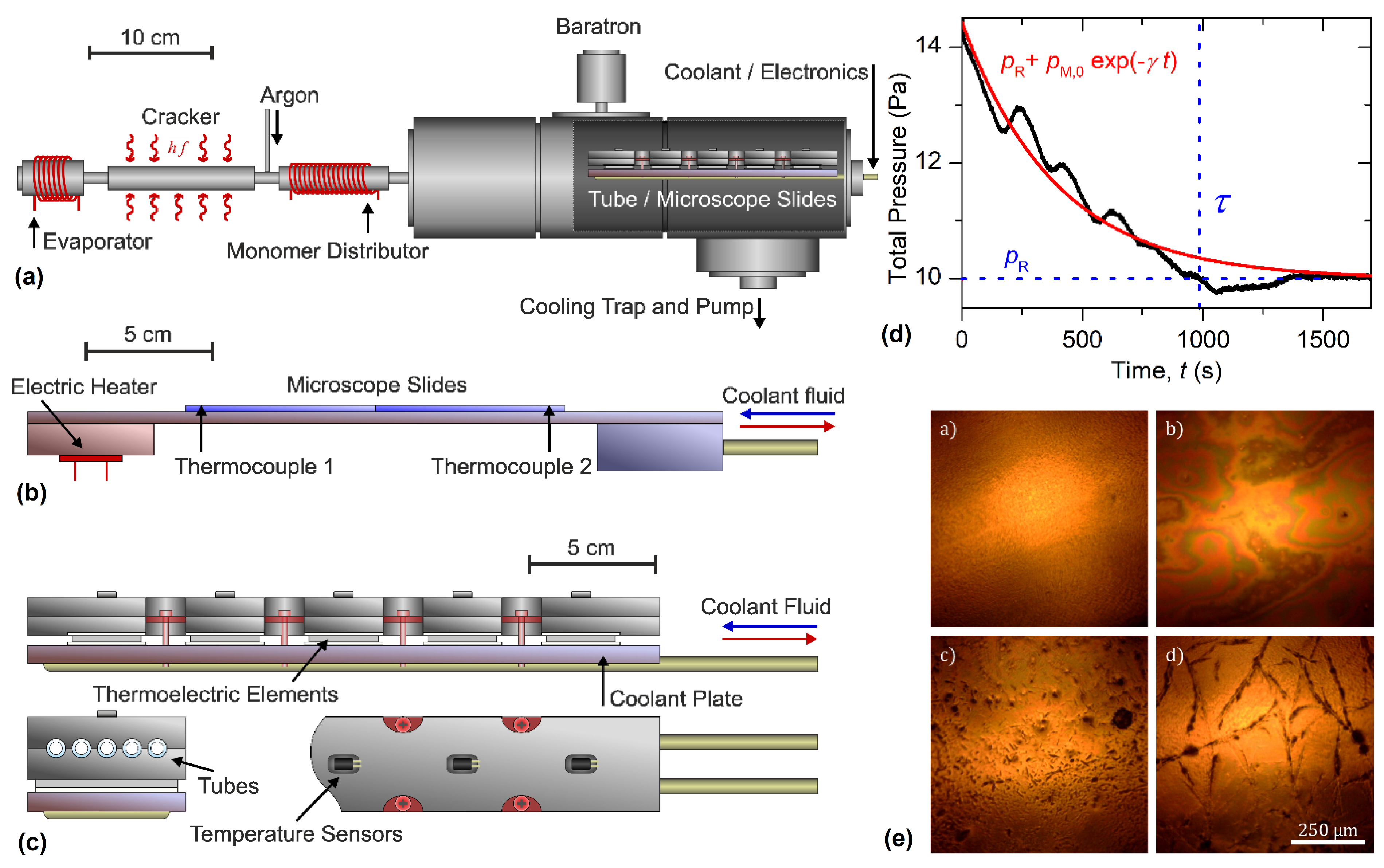
may be obtained. An analysis of the boundary value problem of Equation (13) should also provide deeper insight into the containing terms and the possibility of reducing the complexity until the simple form of Equation (9) is reached. Since the film growth rate is directly proportional to the pressure and sticking coefficient, with the latter being constant in this experiment, the mean Poiseuille coefficient may firstly be estimated. For this, the spatial pressure trend inside the tube during the experiment was determined by multiplying the measured relative film thickness by the average monomer partial pressure at the inlet of the tube. The mean pressure at the inlet was known from the capacitance manometer measurement (see
Figure 1d) and the value was calculated as
for a process time of approximately
. By plugging in all known physical parameters, namely the scattering cross sections, into Equation (16), the Poiseuille coefficient is given by
. The results from our experimental estimation are given in
Figure 2b, with black squares. As previously stated, with a rarefaction parameter of
, the Poiseuille coefficient is expected to be somewhat between 6 and 11. Our estimated values, between 7.8 and 8.8 lie perfectly within this range, and eventually a spatial and temporal mean value of
is calculated. With this, the absolute sticking coefficient at our reference temperature is given by
. This value shows a high discrepancy to the quantity reported by Fortin et al., which is
[
23], and may be attributed to the energy barrier for adsorption on different materials. However, our method yields reliable results, since it is known that the sticking coefficient is in the range of
at room temperature, and therefore this value will be used for further simulations.
Thus, Equation (13) can be transformed to incorporate experimentally obtained data. In particular, the determined
should replace the absolute sticking coefficient, so that only the relative change of the sticking coefficient with
must be known for later temperature variations. This is given by
The solution of the boundary value problem for the constant temperature
and
is shown in
Figure 2a (blue line). The difference to the rather straightforward solution of Equation (11) (red line) is marginal. Since for constant temperatures the term in Equation (18) with the temperature gradient is zero, this suggests that the local change in the Poiseuille coefficient appears to be negligible. An analysis of the relative changes in the quantities shows that the pressure (direct mapping by film thickness) decreases by
from the inlet to the end, while the Poiseuille coefficient only changes (decreases) by less than
. Further,
Figure 2b (blue and red lines) shows the variation of
with the local solution for the pressure from Equation (18). At first glance, the experimental approximation agrees very well with the calculations—which is not surprising, if the quasi-equal film thickness curves of the experiment, Equation (18) and Equation (11) are considered. Furthermore, the term containing the local variation of the Poiseuille coefficient has virtually no influence on the pressure curve, as seen from the comparison of the red and blue line in
Figure 2b.
4.2. Measurement of the Temperature Dependence of the PPX-N Sticking Coefficient
Next, the temperature dependence of the sticking coefficient was measured. The deposition experiments were obtained on soda lime glass microscope slides clamped on an aluminum slab. The surface temperature was linear between
and
at two distinct points. A temperature increment of
within this temperature interval was chosen, related to a spatial separation of thin-film interferometry measurement points on the substrates of
. When determining the sticking coefficient, it is clearly more convenient to specify the behavior relative to a given reference temperature. Thus, the pre-factor
was eliminated in the Langmuir isotherm description of
, which is given by the product of a temperature-dependent function and the fraction of reactive surface cites via
[
23]. Furthermore, the determination of the relative sticking coefficient was sufficient for our problem due to Equation (18), and a detailed investigation of the deposition kinetics is not aimed at in this work.
Figure 2c shows the evaluated relative sticking coefficient
, corresponding to a reference surface temperature of
(therefore
holds by definition). The data are given in
Table 1 and depicted in
Figure 2c (red line) with an almost exponential course of the relative sticking coefficient within our investigated temperatures. Above the ceiling temperature
(see below for a precise identification), no film growth takes place. Just below the ceiling temperature, the relative sticking coefficient was determined to be
, which then falls instantly to zero when exceeding
. Here, a smooth transition with a continuously decaying
is not found, as is the case in several deposition models [
22,
23]. The minimum temperature in this study was
with
. Thus, for the specification of the temperature gradient for the formation of a homogeneous PPX-N layer thickness inside narrow tubes, a maximum variation of the sticking coefficient by a factor of 15 was granted when working within our investigated temperature range. To compare our measured data with the Fortin model, a nonlinear curve regression was performed. The model is given with [
23]
where
are the energy barriers to desorb
and chemisorb
,
a probability constant and
the universal gas constant. The curve fit is shown in
Figure 2a by the blue dotted line. We found the energy difference
being in perfect agreement with Fortin’s value of
. The probability constant is, in our case,
, where Fortin et al. report
. For the absolute sticking coefficient at reference temperature an estimate can be obtained from fitting the loss coefficient
to the constant temperature tube experiments. We found that
for our experimental data (see above) which deviates from the value calculated from the Fortin model.
Although the model parameters are in good agreement, an increasing discrepancy towards the ceiling temperature between model and experiment becomes apparent. This mismatch is attributed to the insufficient accuracy of the chemisorption model for temperatures close to the ceiling temperature [
10] (see also
, which falls off continuously in contrast to the observed abrupt drop). As partial suppression of deposition at the inlet of the tube is necessary for a homogeneous coating, this temperature range remains of crucial interest for our work. Therefore, we use a smoothing spline to our experimental data instead of the chemisorption model for further calculations.
Due to discrepant literature values, the ceiling temperature was further resolved using thin-film interferometry. To do so, we calculated the relative change in reflectance of the coated substrate compared to a bare soda lime microscope slide, which is given by
. Thus, in the absence of a PPX-N thin film on the substrate,
will remain zero over the entire spectral range (
to
). For selected temperatures around the ceiling temperature, the measured reflectance spectra are shown in
Figure 2d. At the lowest temperature of
a maximum at about
is observed, but for the other temperatures is not. This is equivalent to the behavior known from thin-film interferometry, where with increasing film thickness the number of maxima as well as minima grows (
with
the refractive index of the thin-film and
the photon wavelength [
20,
43]. Consequently, this behavior is observed with decreasing surface temperatures (not shown here). The ceiling temperature is determined by taking the average of the lowest temperature with
and the highest temperature with
. Thus, we can report the ceiling temperature of PPX-N on soda-lime glass as
in the range of an average monomer partial pressure of approximately
along
argon base pressure. This value is in good agreement with our previous measurements with
[
20], but strongly contrasts the values published by Yang et al. and Fortin and Lu [
10,
23,
24,
25], which are
and somewhat above
, respectively. We consider that the approach of determining
by linear extrapolation of deposition rates from room temperature and below room temperature experiments causes the large discrepancies, since the actual, rather exponential, decay of
is greatly overestimated within this method.
4.3. Defining the Required Temperature Gradient and Boundary Value Problem Analysis
Next the temperature gradient for the generation of homogeneous layer thicknesses was investigated. For this, according to Equation (1), the product of local sticking coefficient and monomer partial pressure must remain constant within the entire tube.
applies. A natural consequence is that the resulting pressure gradient compared to a non-manipulated process is reduced, and therefore a homogeneous layer thickness may only be realized by a partial suppression of deposition on the first section of the tube and vice versa. Owing to the complexities of Equation (14) and Equation (18), Equation (9) was used to approach this problem. The disregard of complex and spatially varying terms has already been discussed in the previous section, with the result that a simplified mathematical description of the problem yields sufficiently accurate results—at least when dealing with constant temperatures. With the given domain condition
, Equation (9) yields a parabolic pressure profile after twofold integration
, determined by fitting Equation (11), already includes the absolute sticking coefficient for the constant reference temperature
. This makes it sufficient, as mentioned in the previous section, to calculate the sticking coefficient relative to the temperature present in the original experiment. The parabolic course of the pressure gradient follows with
for
an upper bound for the applicable sticking coefficient within this model,
where, for long aspect ratios, this is simplified to
. From the measurement of the sticking coefficient, we further know that the minimum relative sticking coefficient (just below the ceiling temperature) is
. By defining a new relative and ideal film thickness via
we find a small theoretical bandwidth for achieving homogeneous film thicknesses with values between
and
. Here
is the film thickness at constant reference temperature at the inlet of the tube, which is
(see above).
The required sticking coefficient profile along the tube is then finally given with
In particular, Equation (22) is valid for manipulated CVD processes in tubes with linear deposition kinetics, and the corresponding temperature gradient is derived from the specific dependence of the sticking coefficient. In our case, we will use for the final experiments the numerical smoothing spline from our measured relative sticking coefficient.
At this point, the employed approximation shall be discussed. In this regard Equations (9) and (18) were solved numerically using the defined sticking coefficient from Equation (22). Since we know
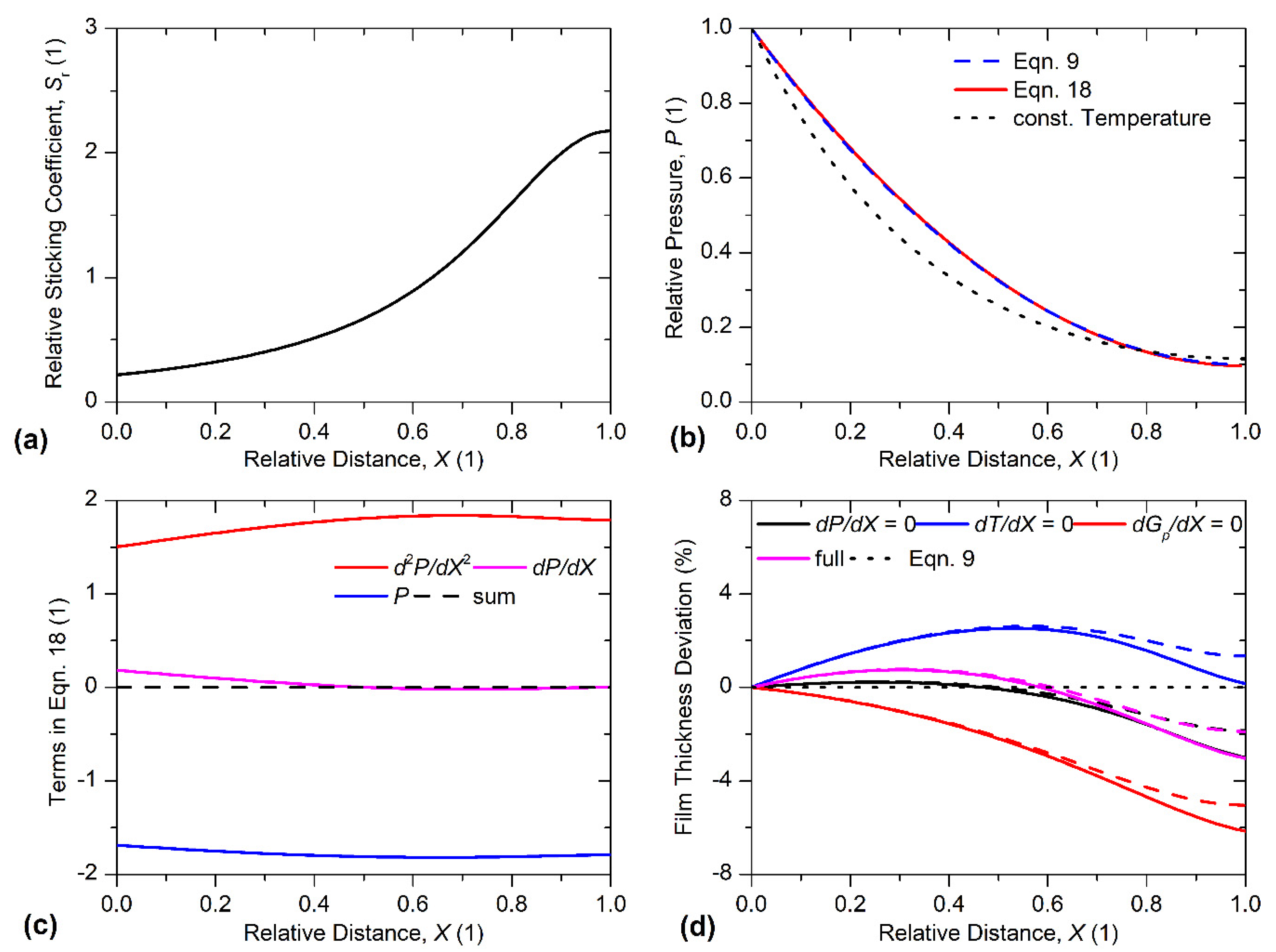
the aspect ratio in the equation was neglected. The calculation was carried out in Comsol Multiphysics 5.5, and the required sticking coefficient was defined for a constant film thickness corresponding to 0.9 times the maximum achievable homogeneous film thickness (Equation 21) (see
Figure 3a). With
for our tube geometry at a reference temperature of
, the relative film thickness corresponds to
of the film thickness at the beginning of the tube of a non-manipulated process. This ratio was calculated as
.
Figure 3b shows the determined pressure curves
in comparison. Here, the blue dashed line depicts the solution with the assumption of a constant Poiseuille coefficient as well as constant gas temperature, according to Equation (9). The red curve shows the pressure solution for the boundary value problem from Equation (18), where the variable coefficient
and the local temperature change of the gas along the tube (
) were taken into account. The latter was determined from the model of Fortin et al. via the relative sticking coefficient. This was necessary since the absolute values at the reference temperature of
differ from Fortin et al. and our work. A comparison of the two solutions (red and blue line in
Figure 3b) does not reveal any differences at first glance. However, for both calculations, the pressure gradient turns out to be lower in comparison to a deposition process at constant temperature (black dashed line, corresponding to solution from
Figure 2a). In order to investigate the virtually non-existent mismatch between the simple and complex form of the boundary value problem, the corresponding terms of the differential equation (Equation (18)) are shown in
Figure 2c. By definition, the sum of these must equal zero, which corresponds to the black dashed curve. The increased complexity of Equation (18) is caused by the local temperature dependence of the gas as well as a spatially variable Poiseuille coefficient, which are part of the term containing the first pressure derivative
. This contribution is shown as a magenta line in
Figure 3b and obviously yields the smallest influence on the overall solution. The terms with the second pressure derivative
(red line) as well as the pressure
itself (blue line) are thus approximately axially symmetric around the zero line (corresponding to the difference of the magenta curve). This explains the negligible deviation of the solutions of Equations (9) and (18) in
Figure 3b and supports the assumption that, for the derivation of the required sticking coefficient, it is sufficient to consider the simple form of the differential equation.
Finally, the pressures from
Figure 3b for the simple as well as complex differential equation can be multiplied by the relative sticking coefficient in order to obtain the relative layer thickness
. The results are presented in
Figure 3d as difference to the ideal value according to the following expression
Here, the black dashed line corresponds to the pressure solution from Equation (9) and, as required by theory, gives a perfect match with the zero line. By choosing the representation with the relative layer thickness change, individual contributions in the differential equation can be examined more precisely. Especially those which may not be clearly evident in the pressure course. Therefore, individual contributions were systematically exhibited in Equation (18), namely the temperature dependence of the gas (blue line) and the local dependence of the Poiseuille coefficient (red line). The solution for considering all terms (red pressure plot from
Figure 3b) is shown in magenta, and the dashed lines refer to results derived from neglecting the deposition at the closed end of the tube. At first glance, it can be seen that, by forcing the pressure gradient to zero at the end of the tube, the monomer partial pressure in this region increases slightly, which exerts a high effect on the film thickness profile due to the high relative sticking coefficient at this position (above two, see
Figure 3a). Furthermore, neglecting the temperature gradient as well as the Poiseuille coefficient gradient, ergo the term in Equation (18) which contains the pressure derivative, leads to similar results as considering the entire terms, especially in the last third. The reason for this is the opposite action of the temperature gradient and the Poiseuille coefficient gradient, which have a different sign in the
term in Equation (18). Since the relative changes in these two quantities are of the same order of magnitude, as discussed in the theory section, considering the two quantities separately in the BVP has opposite effects, which can be seen in the comparison of the red and blue graphs in
Figure 3d. Here, the change in relative layer thickness is in the range of plus minus four percent. However, the overall moderate deviation of a few percent from the zero line when examining different contributions reveals that the basic form of the boundary value problem according to Equation (9) provides an excellent approximation. Furthermore, it should be pointed out that the exact course of the gas temperature along the tube is not known and a detailed investigation is not within the scope of this work, and it is clear from the differentiated consideration that relative deviations from theory and experiment of a few percent may arise.
4.4. Deposition of Homogeneous PPX-N Thin-Films Inside Narrow Tubes
Finally, a sticking coefficient curve for the generation of a homogeneous PPX-N film thickness for our tubes with
was calculated according to Equation (22). The resulting temperature reference points for the temperature control were determined from the measurements of the relative sticking coefficient. As stated in
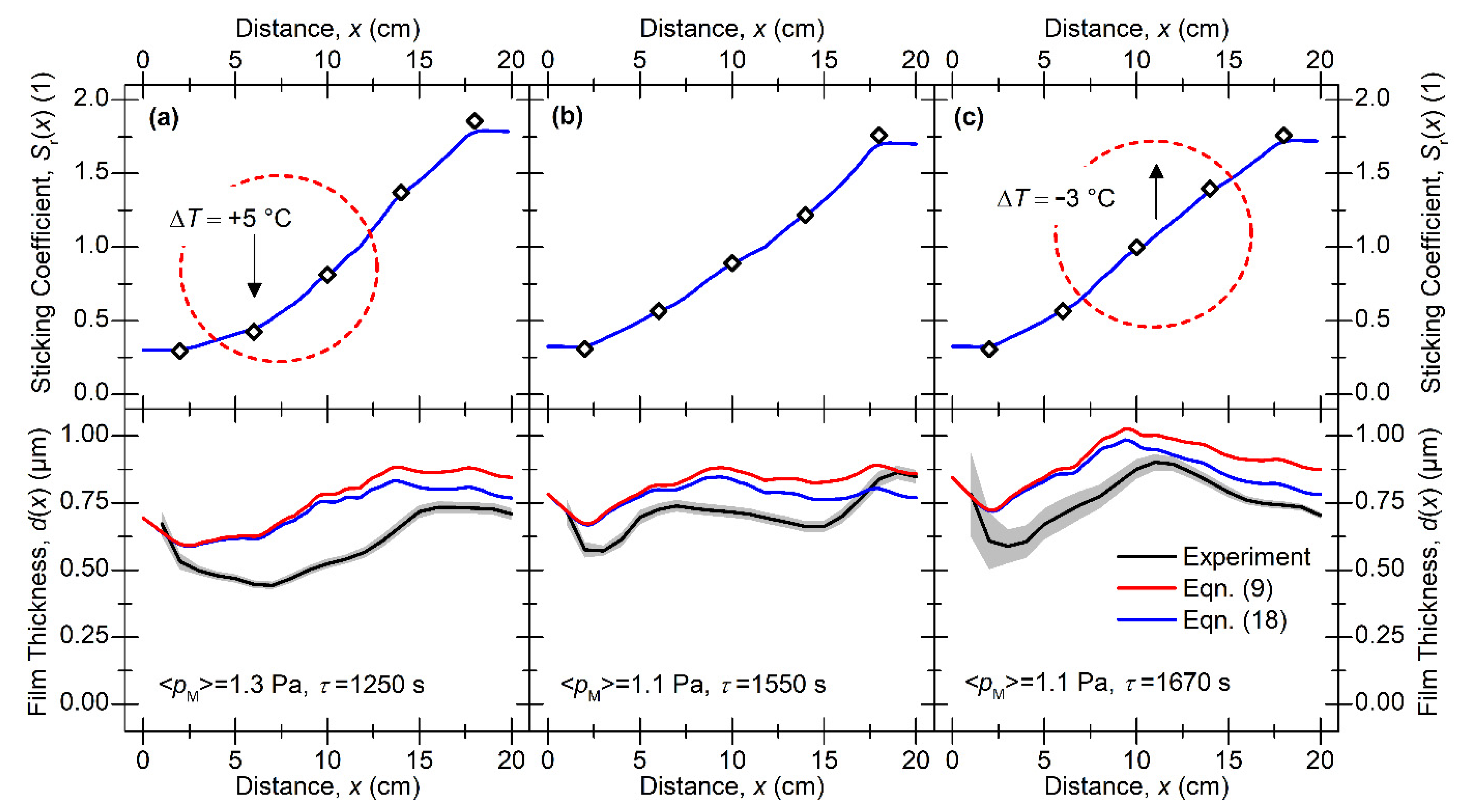
Section 3, the exact temperature profile or sticking coefficient profile within the tube is not known, and is only accessible via a heat conduction equation (here using Comsol Multiphysics). The predicted temperature curve can in turn be transformed into a real sticking coefficient profile. This is shown for three experiments with slightly varying temperatures in
Figure 4 (upper row) as a blue line. Here, the center column is to be considered as a reference, whereas the left or right course exhibits slight temperature differences at certain reference points. The temperatures measured from the experiment (at just these five reference points) were also converted into a sticking coefficient and are shown as empty black diamonds in
Figure 4. A slight deviation from the blue curve, especially at the last reference point at
, can be seen. In particular, there are plateaus at the beginning and end of the tube for the sticking coefficients, which are caused by the limited geometry of the experimental setup. Thus, it should be noted that it is technically demanding to map the required theoretical sticking coefficient exactly along a long tube.
The resulting film thicknesses (process parameters as at constant temperature), corresponding to the applied temperature fields, are shown in
Figure 4 as black lines in the bottom row. At first glance, it appears that all three temperature curves lead to homogeneous layer thicknesses with corresponding accuracy. The relative deviation from the mean value is no more than
for all three experiments, and higher film thicknesses could even be obtained at the end of the tube when compared to the inlet. If the film thickness from the center column is considered as a reference, the slight temperature variations in the other experiments and their effect on the film thickness may be discussed. If the left experiment is taken into account, where the second and third temperature is increased by
, a layer thickness decrease of about
is found at this point. When examining the sticking coefficient at the second reference point, which is
on the left and
in the center, the sticking coefficient for the higher temperature is reduced by
. The same applies to the third temperature point. A comparison with the right experiment shows the contrary trend. Here, the temperatures at the third and fourth support points are reduced by
. This corresponds to an increase of the sticking coefficient by
and
(third and fourth point, respectively). The layer thickness increases correspondingly by approximately
, with a pronounced maximum in the center of the tube. Thus, it is straightforward to demonstrate that the expected change in film thickness within the tube approximately matches the relative change in the sticking coefficient.
Using the specified sticking coefficient curves, the film thicknesses along the tubes were simulated. The solutions according to Equations (18) and (19) which correspond to the consideration of all terms and the simplified form of the boundary value problem, respectively, were examined. The simulation of the monomer partial pressure was carried out analogously to the previous subsection. From this, the real film thickness can be calculated from the product of the local deposition rate according to Equation (1), multiplied by the corresponding process time. This is written as
with the density of the PPX-N layer
[
41]. The solutions of the simulation are given in the lower row of
Figure 4, where the red curve belongs to the boundary value problem of Equation (9) and the blue curve includes all variable terms. The process parameters such as mean pressure
at the inlet of the tube and the process duration
are also given in the bottom row. It should be noted that initial results deviated more from the experiments, so we reduced the absolute value of the sticking coefficient by a factor of
for better comparison. Through this, the spatial response of experiment and simulation is in good agreement for all temperature gradients. Further, to better match the absolute value of the film thickness, we multiplied the pressure at the inlet of the tube by a factor of
in the simulation. As a result, the modeled absolute layer thicknesses only deviate from the experiment by a factor no larger than 1.2. It should be noted, however, that despite all approximations in the derivation of the boundary value problem, the simulations hit the same order of magnitude from the experiment without appropriate corrections. In general, we find a very good agreement between experiment and theory and distinctive points, such as the maximum layer thickness in the center of the tube of the right experiment, can be reproduced very well. Furthermore, the sloped bend at the inlet of the tube is correctly reproduced for all three experiments. We found that the origin of this is the finite size of the thermoelectric elements, and thus the sticking coefficient can only be mapped along the tube with limited accuracy. A comparison of the blue and red curves in
Figure 4 also shows that the simple form of the DGL already gives good results. Especially in the first third of the tube, which is in good agreement with the analysis in the previous subsection. However, it can be seen that the full consideration of all terms leads to a better agreement between experiment and theory. In particular, it is shown that the simple form of Equation (9) somewhat overestimates the layer thickness in the second half of the tube. The relative deviations to each other, however, amount to only 5–10%, which is in good agreement with the analysis on the contributions of the individual terms in the previous subsection. Thus, it can be concluded that the detailed knowledge about the process parameters as well as the absolute sticking coefficient are rather more important than the inclusion of further correction terms in the physical modeling.








{kind=link}
{kind=link}
{kind=link}
{kind=link}