
Analysis of Gas Flow Dynamics in Thermal Cut Kerf Using a Numerical and Experimental Approach for Nozzle Selection
 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedure
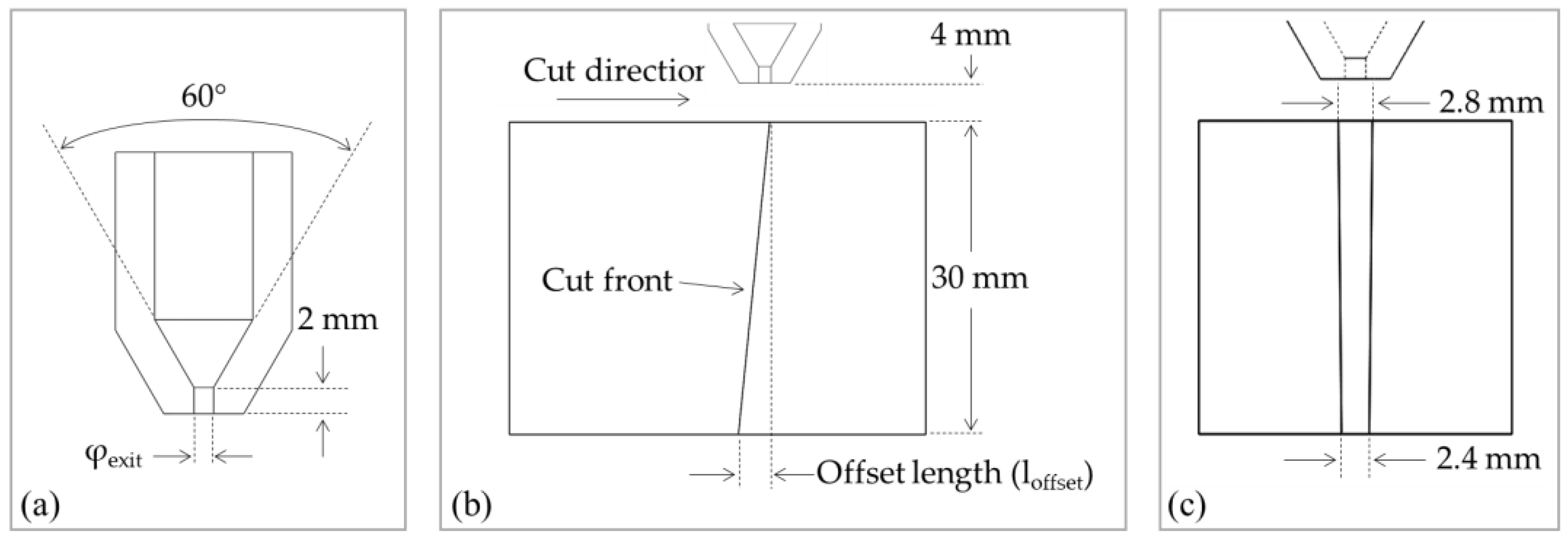
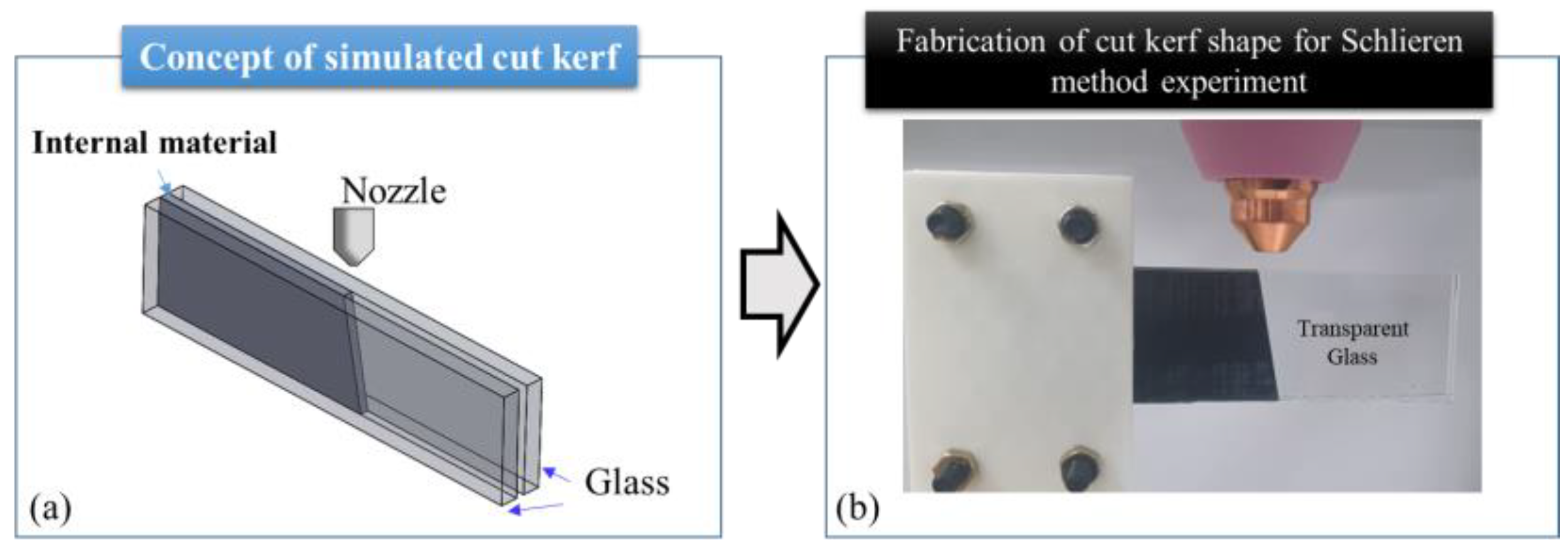
2.1. Nozzle and Cut Kerf Geometry
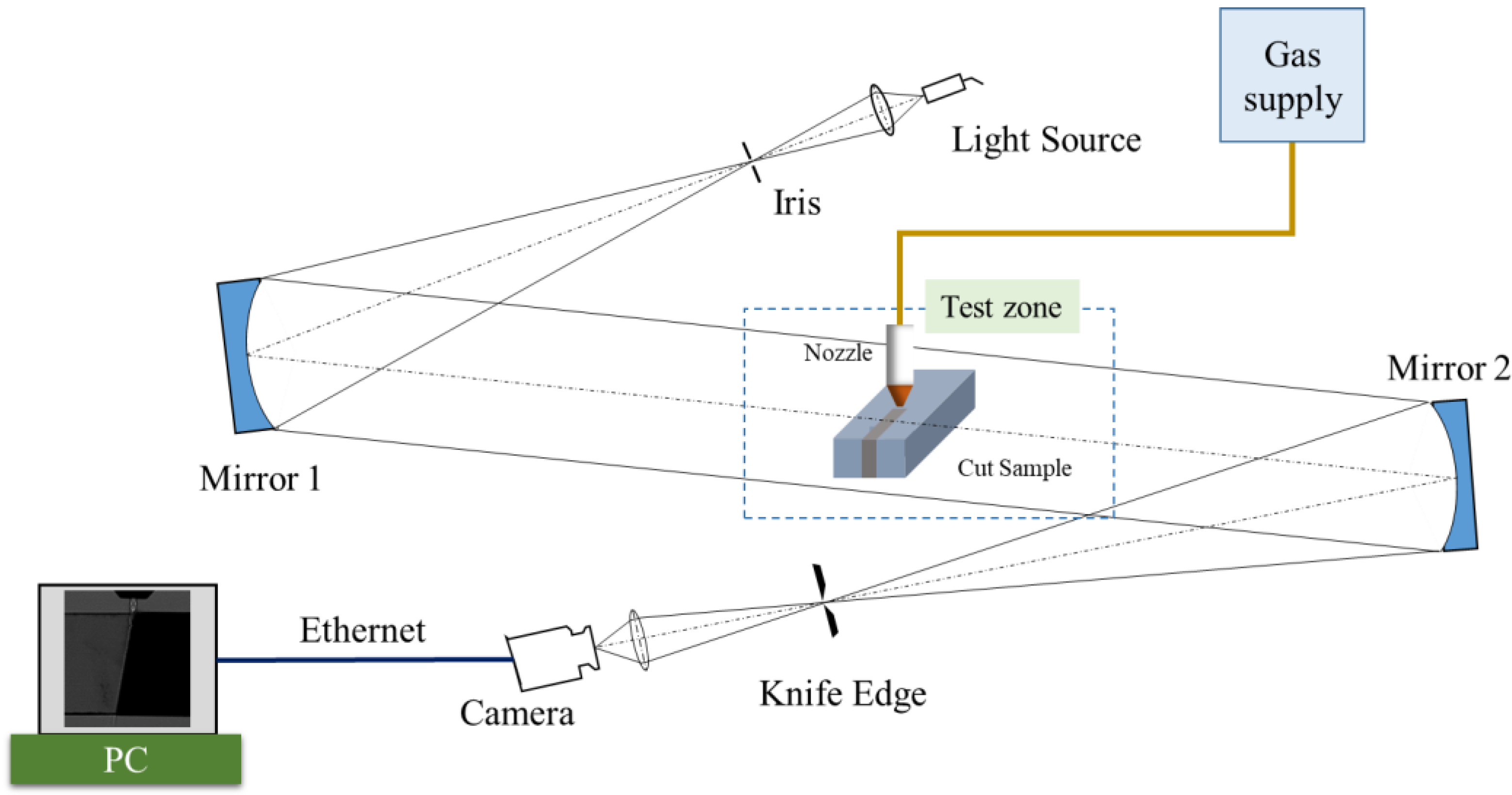
2.2. Schlieren Method
Schlieren Imaging
3. Numerical Model
3.1. Governing Equation
3.2. Computational Domain and Grid Generation
Grid Independence
3.3. Boundary Conditions
4. Results and Discussion
4.1. Numerical Results
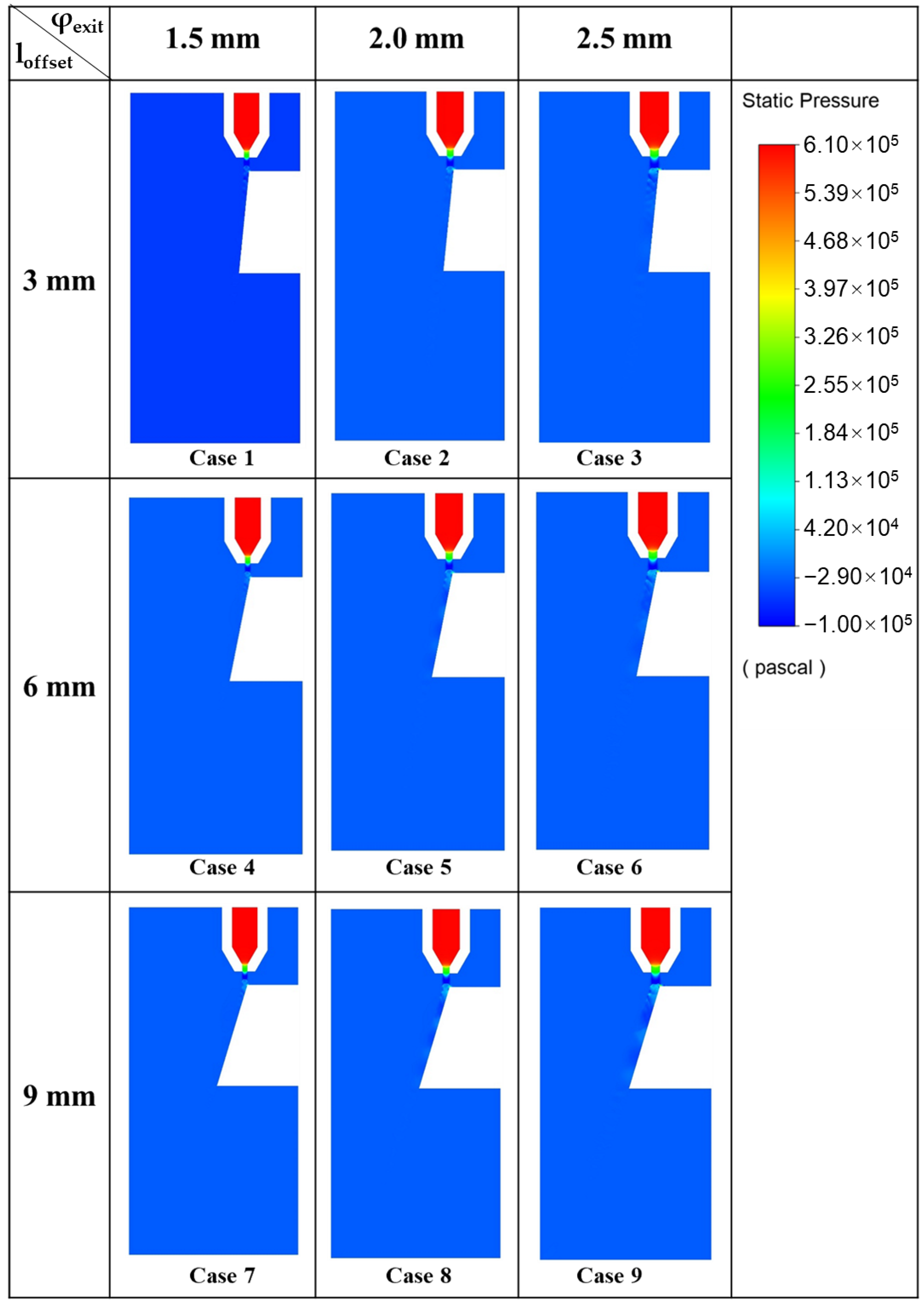
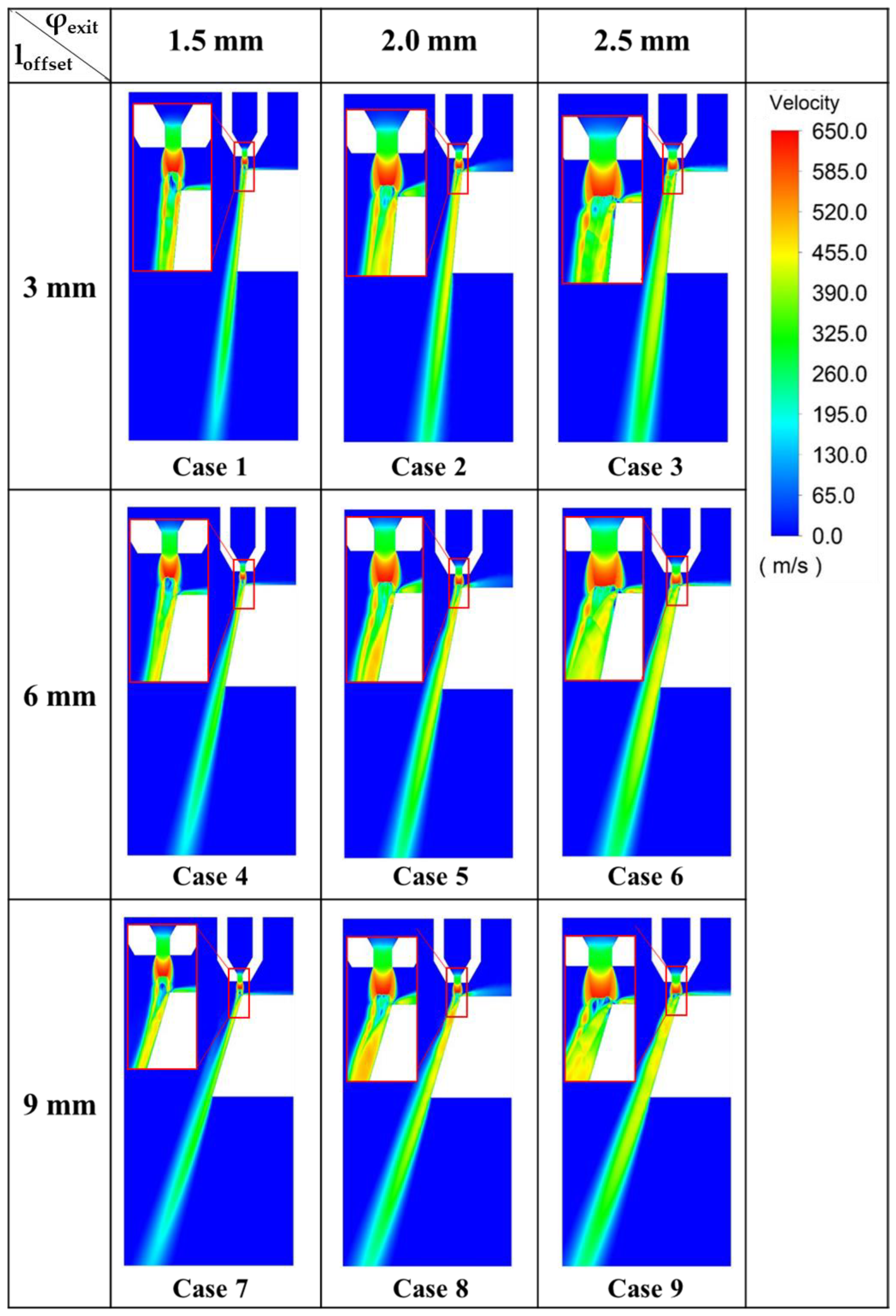
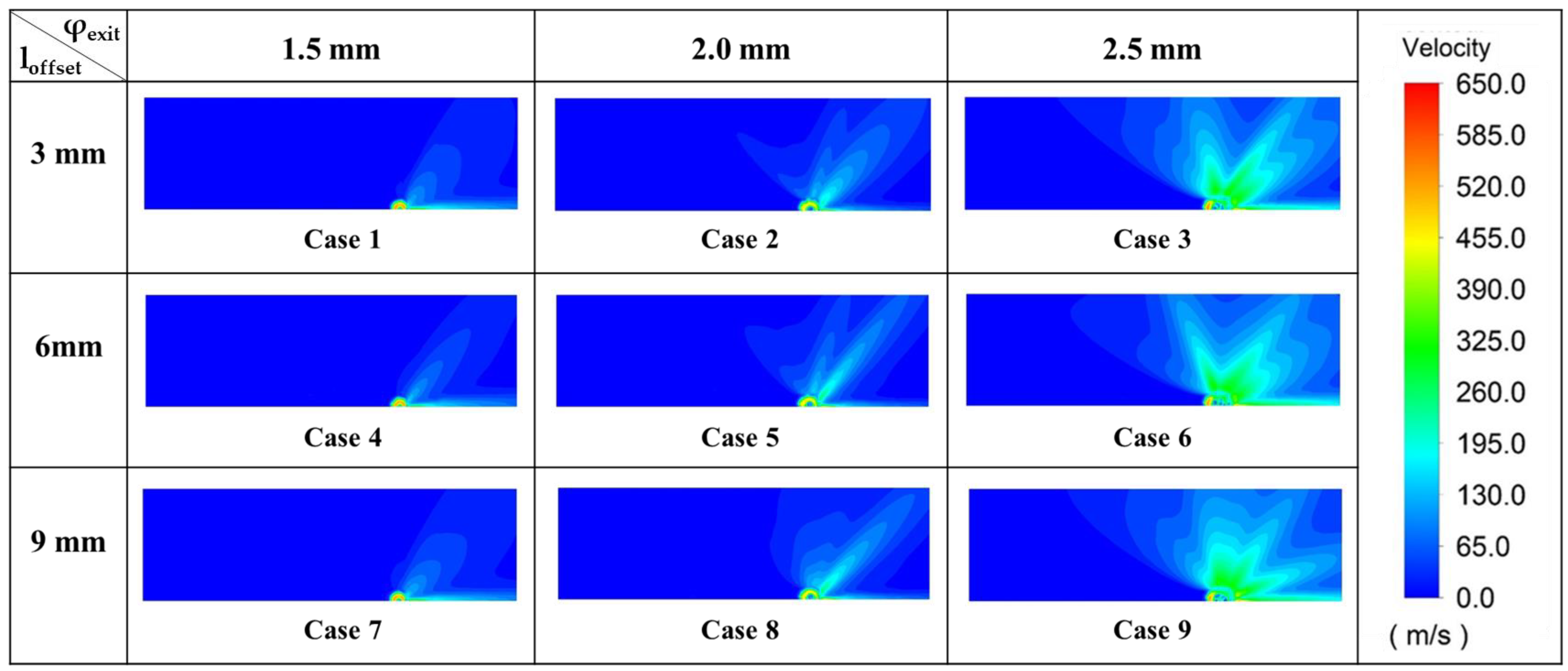
4.1.1. Effect of Nozzle Exit Diameter on Gas Flow Characteristics
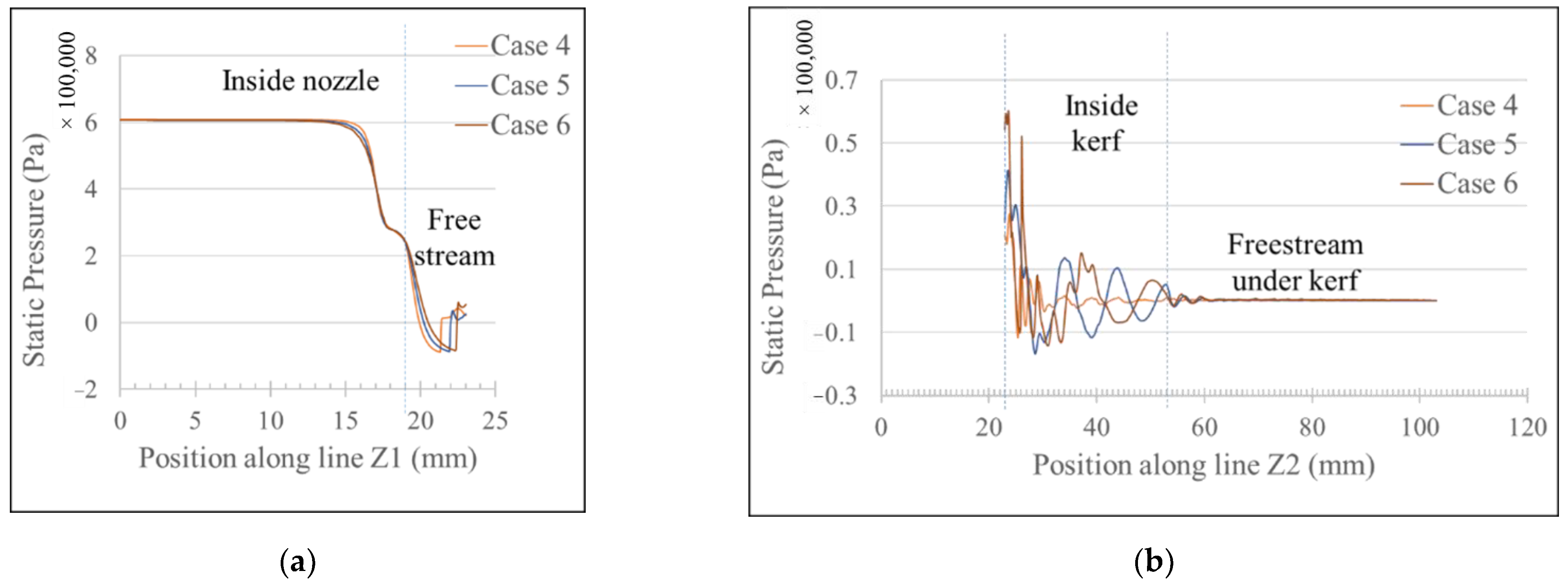
4.1.2. Effect of the Cut Front Slope (Variation in loffset) on Gas Flow Characteristics
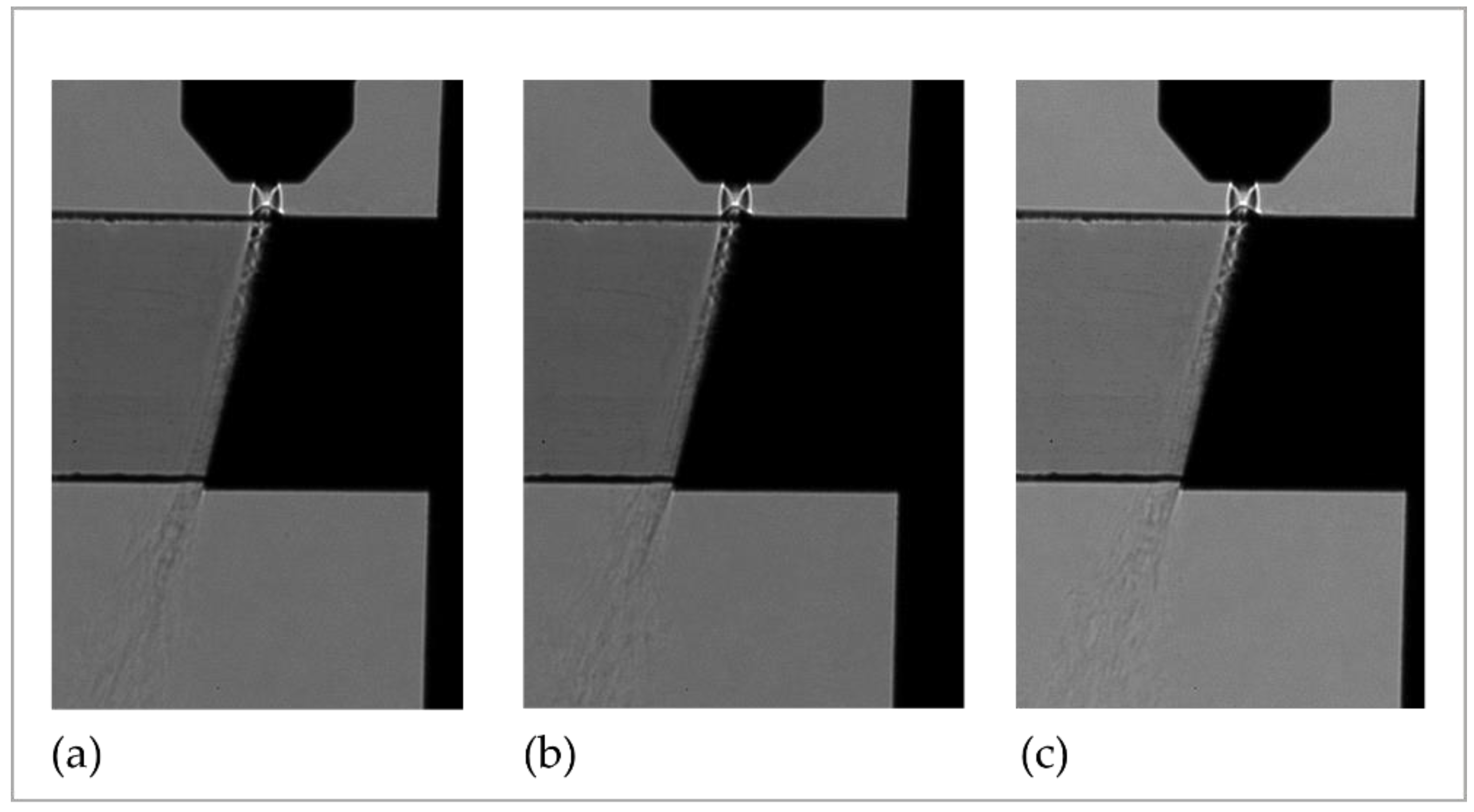
4.2. Schlieren Measurement
5. Conclusions
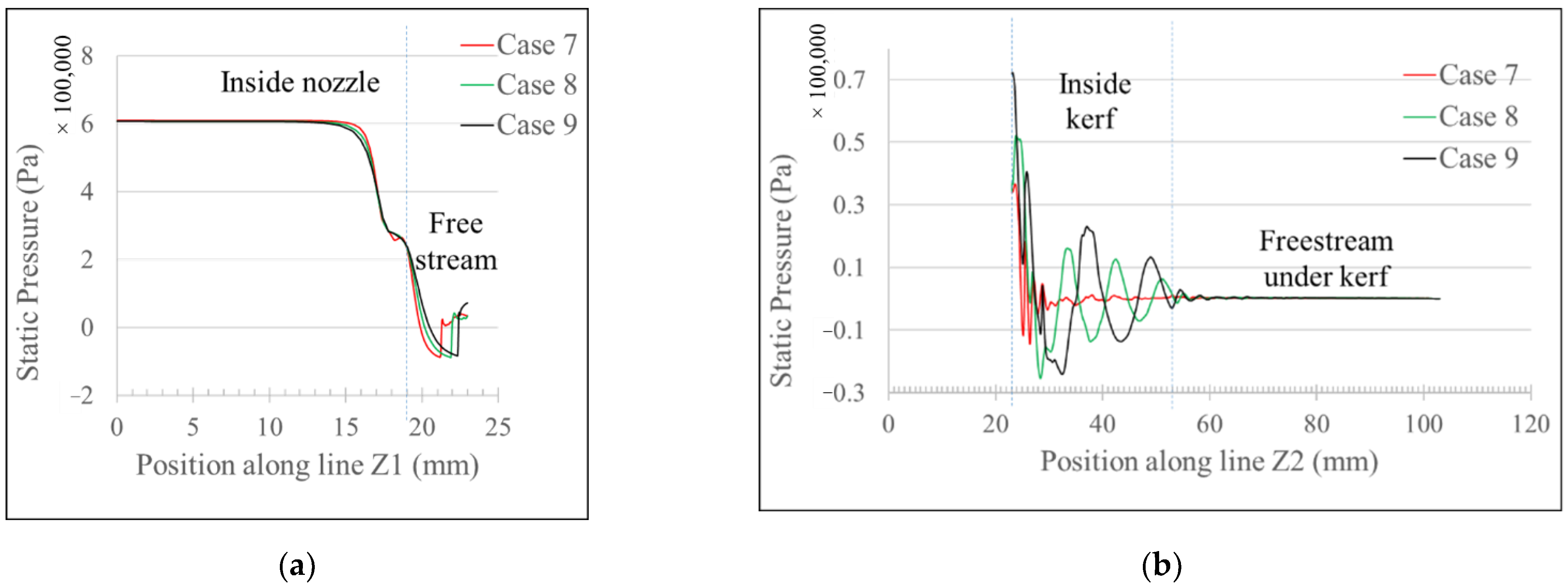
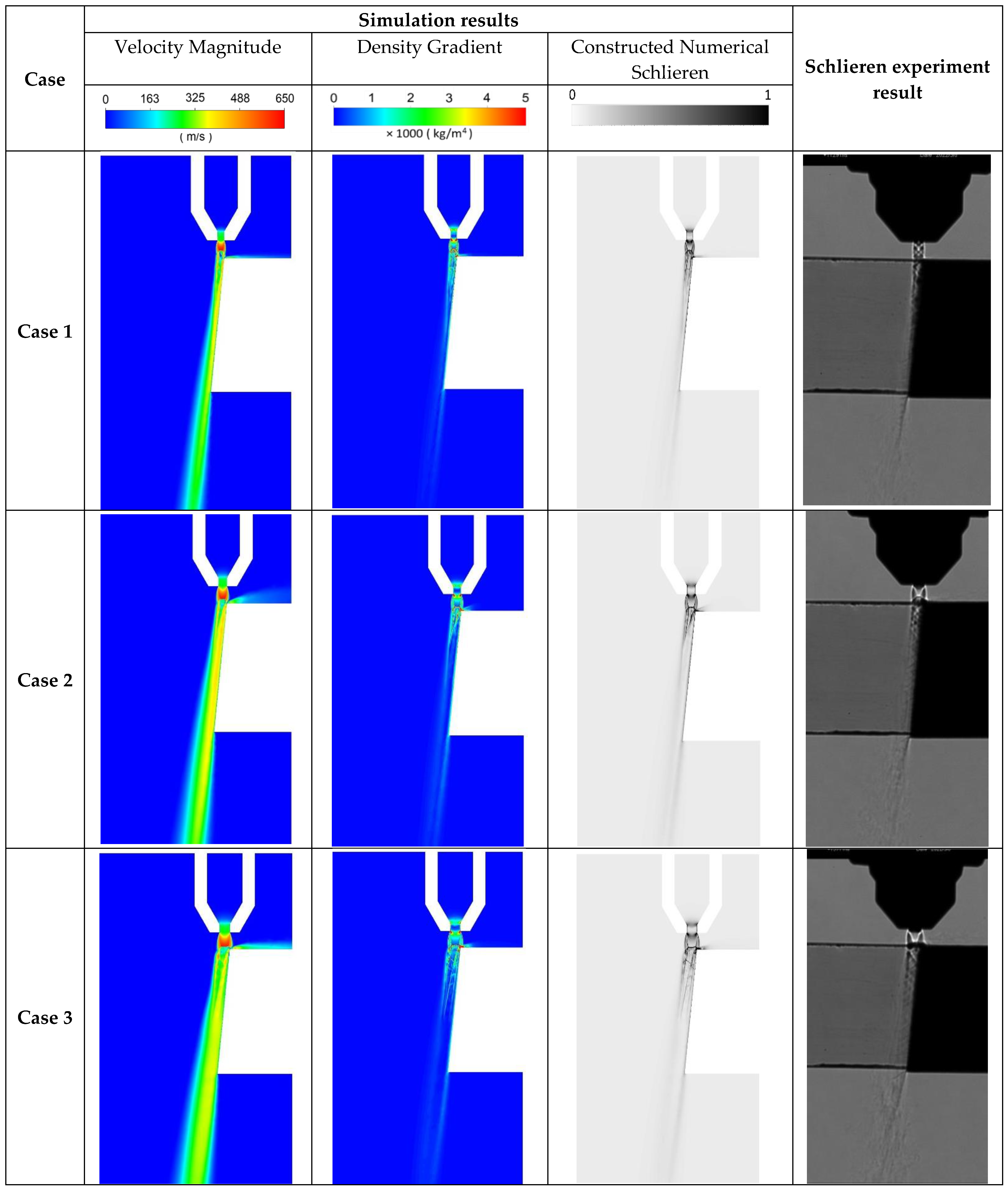
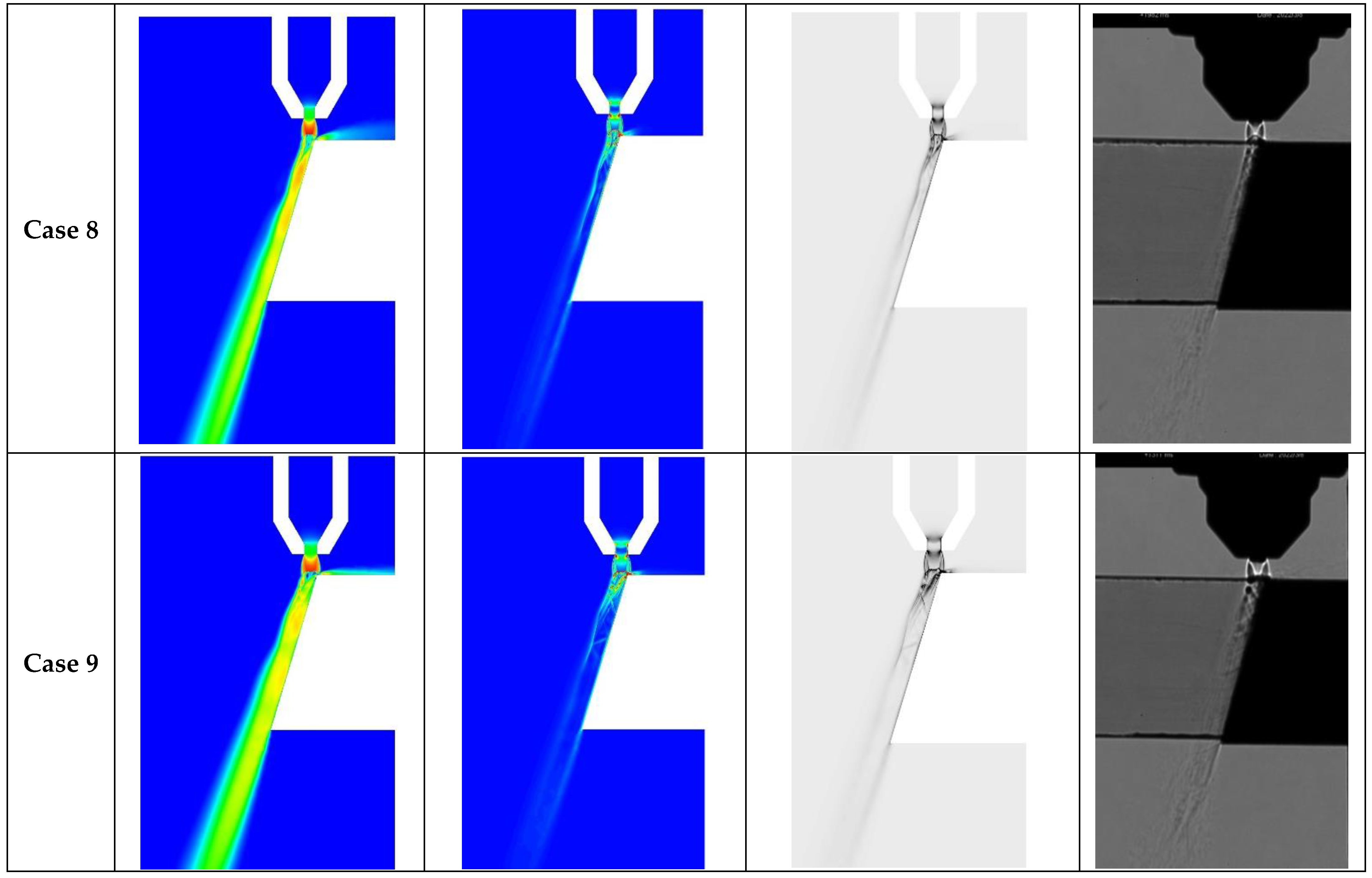
- The simulation showed the generation of a high- and low-pressure region along the flow direction, indicating the presence of a shock wave structures along the flow, as seen in the Schlieren experiments. The position and intensity of the shock wave structures were affected by the nozzle exit diameter. We found that the smaller the nozzle exit diameter, the greater the frequency of the oblique shock wave structures.
- As the flow propagated further downstream inside the kerf slot, the oblique shock waves were weakened, and smooth harmonic oscillations were seen in the flow pressure curve. The intensity of these oscillations was affected by the nozzle exit diameter. The amplitude of the oscillations was shorter for the nozzles with narrow exit diameter.
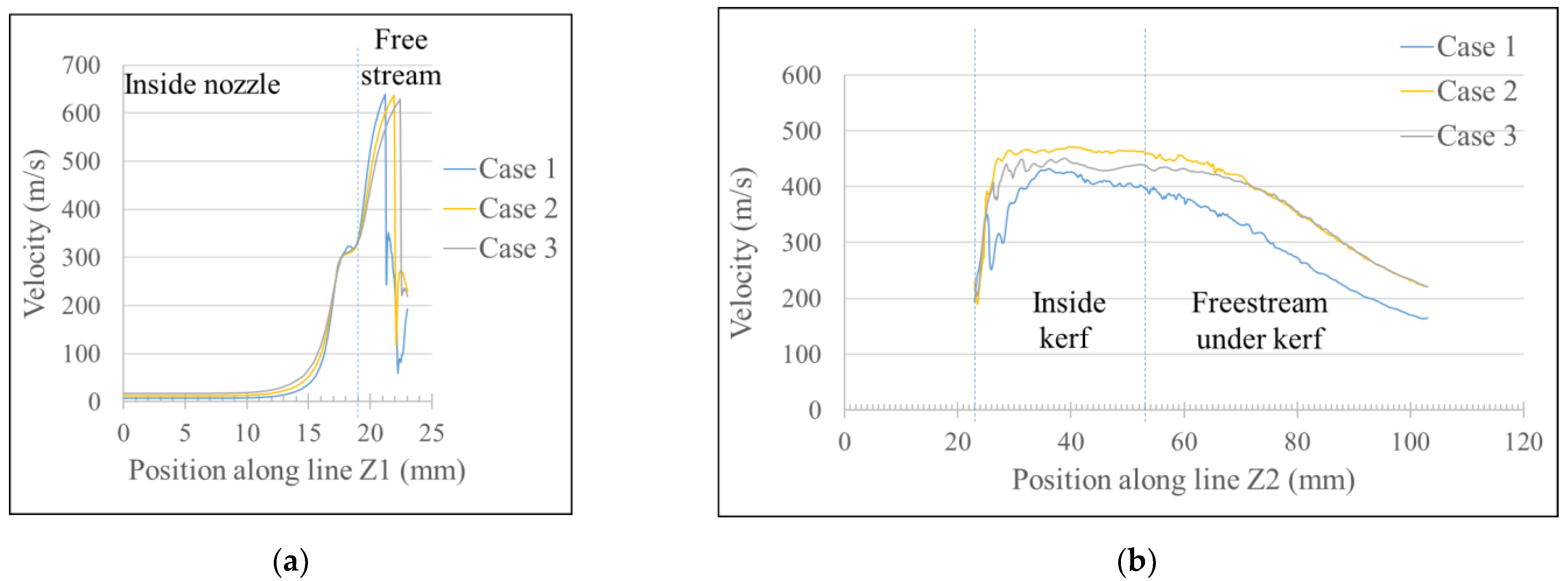
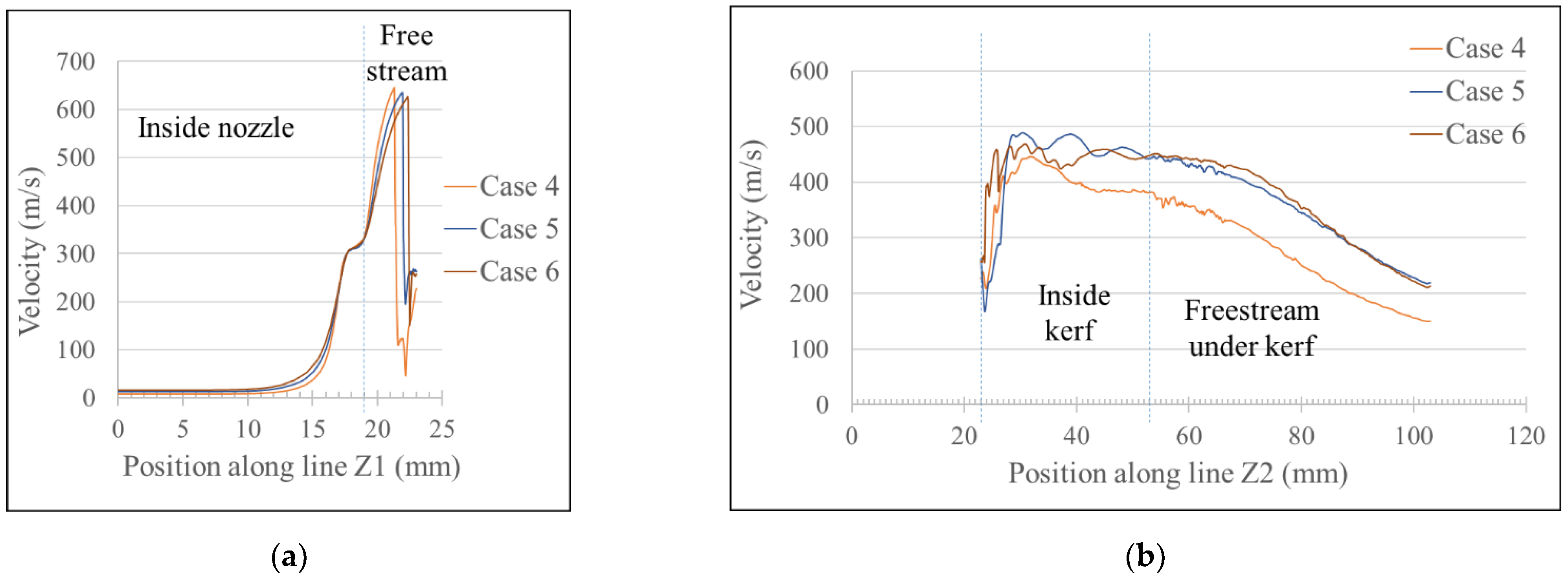
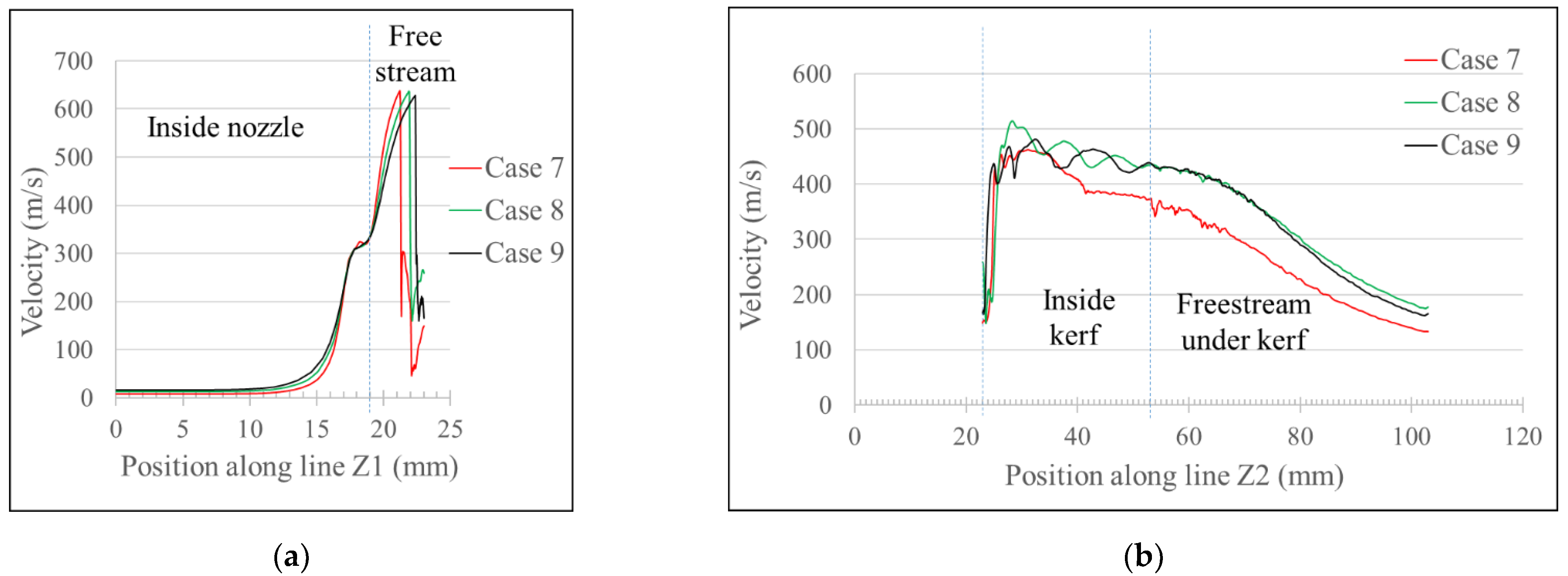
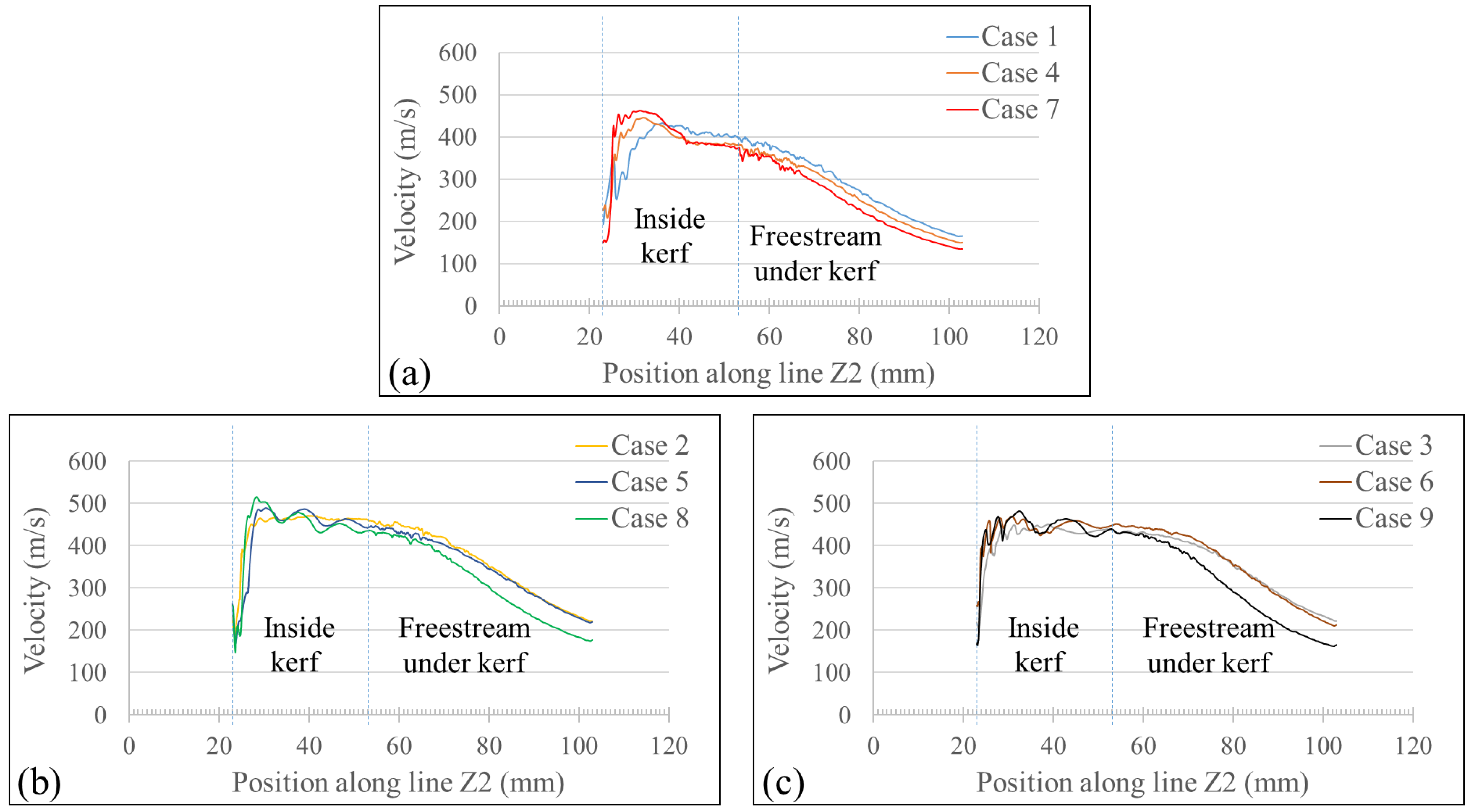
- The velocity distribution curve showed similarities with the pressure distribution curve. The low-pressure region had a high flow velocity and vice versa. The flow from nozzles with a narrow exit diameter deteriorated to a greater extent. However, nozzles with a wider exit experienced a higher deflection in flow along the top surface of the kerf slot resulting in the deterioration of the flow velocity.
- The slope of the cut front (loffset distance) inside the kerf slot affected the generation of oblique shock wave structures along the flow direction. As the slope of the cut front decreased, the generation of oblique shock wave structures reduced. The amplitude of the pressure curve was observed to be lower for the cut front with a lower slope (greater loffset distance).
- As the slope of the cut front decreased (increase in loffset), the overall flow velocity along the kerf slot was reduced for all three nozzle exit diameters. However, increase in velocity was observed in the kerf slot near the top surface due to reduction in the generation of oblique shock waves.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbol | Definition |
| ρ | Density [kg·m−3] |
| u, u | Velocity [m·s−1] |
| p | Pressure [Pa] |
| μ | Dynamic viscosity [Pa·s] |
| Superscript T | Matrix transformation |
| λ | Bulk viscosity [Pa·s] |
| I | Identity tensor [N·m−2] |
| e | Internal (thermal) energy [J] |
| κ | Thermal conductivity [W·m−1K−1] |
| T | Temperature [K] |
| τ | Viscous stress tensor [N·m−2] |
| k | Turbulent kinetic energy (TKE) [J·kg−1] |
| σk | Turbulent Prandtl number for TKE [m2·s−1] |
| μt | Turbulent dynamic viscosity [Pa·s] |
| ω | Specific dissipation rate of turbulent kinetic energy [s−1] |
| σω | Turbulent Prandatl number for ω [m2·s−1] |
| Gk, Gω | Generation of k and ω due to mean velocity gradients |
| Yk, Yω | Dissipation of k and due to turbulence |
| , , | Empirical coefficients |
References
- Powell, J. CO2 Laser Cutting, 2nd ed.; Springer London: London, UK, 1998; ISBN 978-1-85233-047-7. [Google Scholar]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer London: London, UK, 2010; ISBN 978-1-84996-061-8. [Google Scholar]
- Kovalev, O.B.; Yudin, P.V.; Zaitsev, A.V. Modeling of Flow Separation of Assist Gas as Applied to Laser Cutting of Thick Sheet Metal. Appl. Math. Model. 2009, 33, 3730–3745. [Google Scholar] [CrossRef]
- Darwish, M.; Mrňa, L.; Orazi, L.; Reggiani, B. Numerical Modeling and Schlieren Visualization of the Gas-Assisted Laser Cutting under Various Operating Stagnation Pressures. Int. J. Heat Mass Transf. 2020, 147, 118965. [Google Scholar] [CrossRef]
- Andersson, B.; Andersson, R.; Håkansson, L.; Mortensen, M.; Sudiyo, R.; van Wachem, B. Computational Fluid Dynamics for Engineers; Cambridge University Press: Cambridge, UK, 2011; ISBN 9781107018952. [Google Scholar]
- Cantwell, B.J. Fundamentals of Compressible Flow, 3rd ed.; Stanford University: Stanford, CA, USA, 2007. [Google Scholar]
- Afonin, Y.F.; Golyshev, A.P.; Ivanchenko, A.I.; Konstantinov, S.A.; Maslov, N.A.; Orishich, A.M.; Filev, V.F.; Shikhalev, E.G.; Shulyatyev, V.B. Automated Laser Technological Complex Based on a 5.0-KW CO2 Laser and Its Metrological Support. In Proceedings of the Seventh International Symposium on Laser Metrology Applied to Science, Industry, and Everyday Life, Novosibirsk, Russia, 9–13 September 2002; Chugui, Y.V., Bagayev, S.N., Weckenmann, A., Osanna, P.H., Eds.; SPIE: Bellingham, WA, USA, 2002; Volume 4900, pp. 929–934. [Google Scholar]
- Man, H.C.; Duan, J.; Yue, T.M. Dynamic Characteristics of Gas Jets from Subsonic and Supersonic Nozzles for High Pressure Gas Laser Cutting. Opt. Laser Technol. 1998, 30, 497–509. [Google Scholar] [CrossRef]
- Man, H.C.; Duan, J.; Yue, T.M. Analysis of the Dynamic Characteristics of Gas Flow inside a Laser Cut Kerf under High Cut-Assist Gas Pressure. J. Phys. D Appl. Phys. 1999, 32, 1469–1477. [Google Scholar] [CrossRef]
- Iwamoto, J. Impingement of Under-Expanded Jets on a Flat Plate. J. Fluids Eng. 1990, 112, 179–184. [Google Scholar] [CrossRef]
- Man, H.C.; Duan, J.; Yue, T.M. Design and Characteristic Analysis of Supersonic Nozzles for High Gas Pressure Laser Cutting. J. Mater. Process Technol. 1997, 63, 217–222. [Google Scholar] [CrossRef]
- Masuda, W.; Moriyama, E. Aerodynamic Characteristics of Underexpanded Coaxial Impinging Jets. JSME Int. J. Ser. B 1994, 37, 769–775. [Google Scholar] [CrossRef]
- Tseng, C.S.; Chen, C.M.; Wang, C.C. A Visual Observation of the Air Flow Pattern for the High Speed Nozzle Applicable to High Power Laser Cutting and Welding. Int. Commun. Heat Mass Transf. 2013, 49, 49–54. [Google Scholar] [CrossRef]
- Chen, K.; Yao, Y.; Modi, V. Gas Dynamic Effects on Laser Cut Quality. J. Manuf. Process 2001, 3, 38–49. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, Z.; Luo, J.; Sheng, X. Simulation and Experiment on Standoff Distance Affecting Gas Flow in Laser Cutting. Appl. Math. Model. 2011, 35, 895–902. [Google Scholar] [CrossRef]
- Mai, C.C.; Lin, J. Flow Structures around an Inclined Substrate Subjected to a Supersonic Impinging Jet in Laser Cutting. Opt. Laser Technol. 2002, 34, 479–486. [Google Scholar] [CrossRef]
- Jun, H.; Guo, S.-J.; Lei, L.; Yao, Z. Characteristic Analysis of Supersonic Impinging Jet in Laser Machining. Int. J. Adv. Manuf. Technol. 2008, 39, 716–724. [Google Scholar] [CrossRef]
- Darwish, M.; Orazi, L.; Angeli, D. Simulation and Analysis of the Jet Flow Patterns from Supersonic Nozzles of Laser Cutting Using OpenFOAM. Int. J. Adv. Manuf. Technol. 2019, 102, 3229–3242. [Google Scholar] [CrossRef]
- Cho, D.-W.; Choi, J.; Lee, S.; Shin, D. Analysis of Gas Flow Behavior in the Laser Cutting Process Using the Schlieren Method and Image Processing. J. Weld. Jt. 2020, 38, 569–575. [Google Scholar] [CrossRef]
- Batchelor, G.K. An Introduction to Fluid Dynamics; Cambridge University Press: Cambridge, UK, 2000; ISBN 9780521663960. [Google Scholar]
- Shapiro, A.H. The Dynamics and Thermodynamics of Compressible Fluid Flow; Ronald Press: New York, NY, USA, 1954; Volume 2. [Google Scholar]
- Wilcox, D.C. Turbulence Modeling for CFD; DCW Industries: La Canada, CA, USA, 1998; Volume 2. [Google Scholar]
- Wilcox, D.C. Formulation of the K-w Turbulence Model Revisited. AIAA J. 2008, 46, 2823–2838. [Google Scholar] [CrossRef]
- Roache, P.J. Perspective: A Method for Uniform Reporting of Grid Refinement Studies. J. Fluids Eng. 1994, 116, 405–413. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cases | Kerf Offset Length (loffset) (mm) | Nozzle Exit Diameter (φexit) (mm) |
|---|---|---|
| Case 1 | 3 | 1.5 |
| Case 2 | 3 | 2 |
| Case 3 | 3 | 2.5 |
| Case 4 | 6 | 1.5 |
| Case 5 | 6 | 2 |
| Case 6 | 6 | 2.5 |
| Case 7 | 9 | 1.5 |
| Case 8 | 9 | 2 |
| Case 9 | 9 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuladhar, U.; Ahn, S.-H.; Cho, D.-W.; Kim, D.-H.; Ahn, S.; Kim, S.; Bae, S.-H.; Park, T.-K. Analysis of Gas Flow Dynamics in Thermal Cut Kerf Using a Numerical and Experimental Approach for Nozzle Selection. Processes 2022, 10, 1951. https://doi.org/10.3390/pr10101951
Tuladhar U, Ahn S-H, Cho D-W, Kim D-H, Ahn S, Kim S, Bae S-H, Park T-K. Analysis of Gas Flow Dynamics in Thermal Cut Kerf Using a Numerical and Experimental Approach for Nozzle Selection. Processes. 2022; 10(10):1951. https://doi.org/10.3390/pr10101951
Chicago/Turabian StyleTuladhar, Upendra, Sang-Hyun Ahn, Dae-Won Cho, Dae-Hwan Kim, Seokyoung Ahn, Seonmin Kim, Seung-Hoon Bae, and Tae-Kook Park. 2022. "Analysis of Gas Flow Dynamics in Thermal Cut Kerf Using a Numerical and Experimental Approach for Nozzle Selection" Processes 10, no. 10: 1951. https://doi.org/10.3390/pr10101951