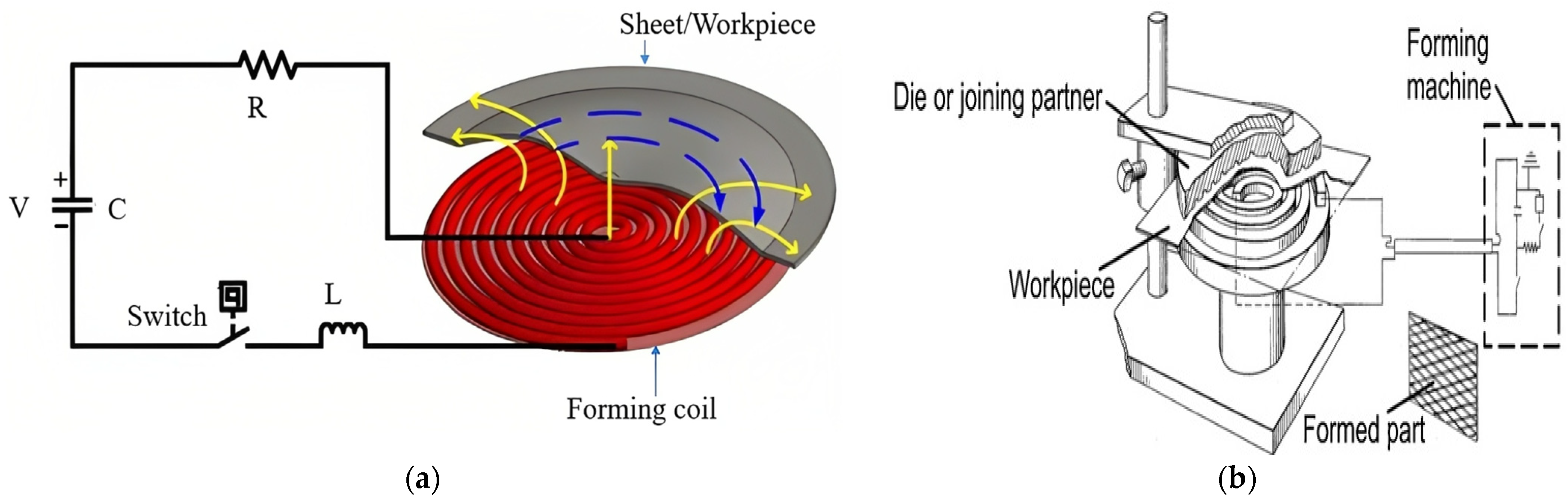
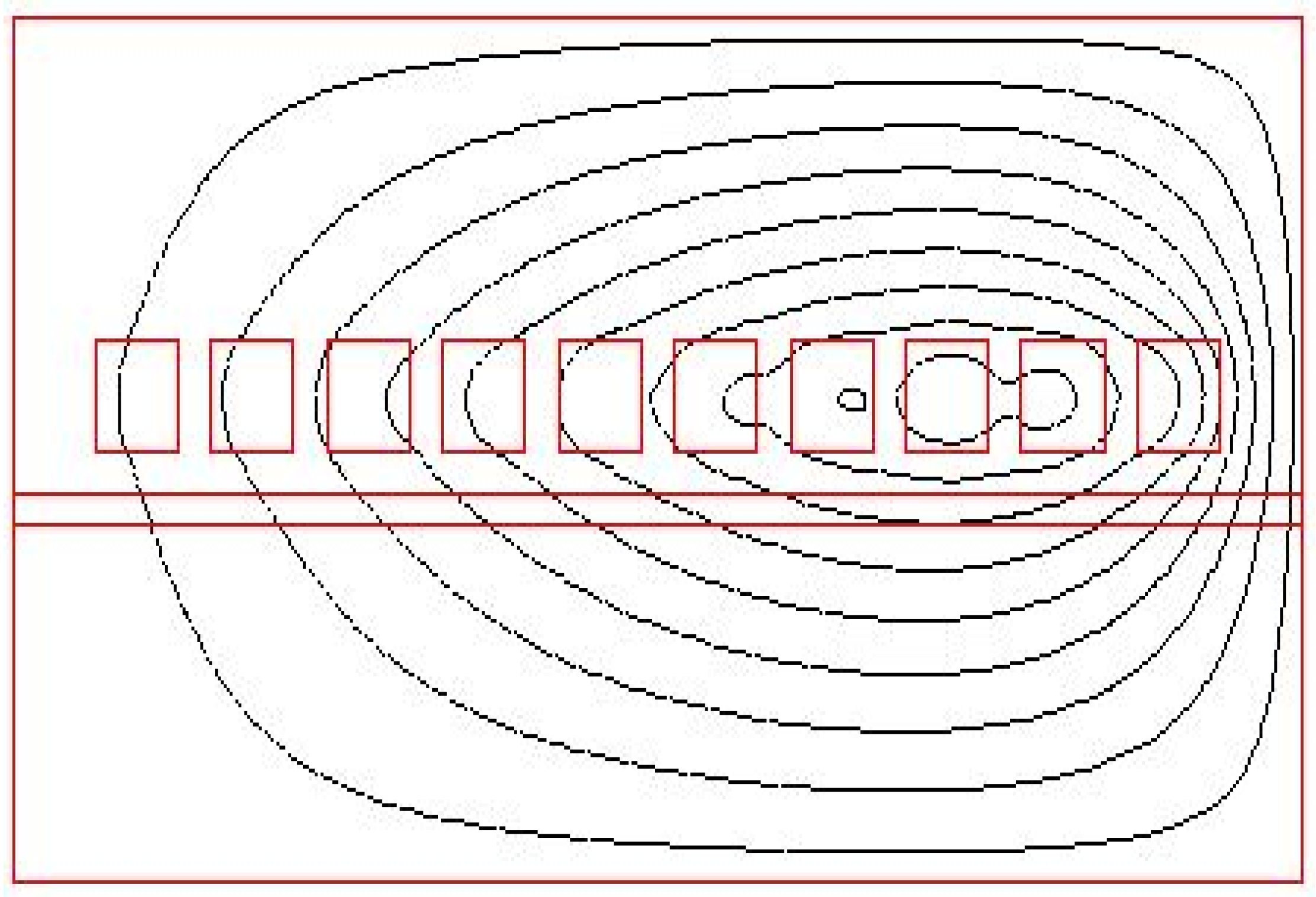
In the electromagnetic forming (EMF) process, metal sheets are deformed by using repulsive force created between the opposite magnetic fields in adjacent conductors. When a pulsed current passes through the coil, it generates transient magnetic field which in turn induces eddy currents in the metallic workpiece opposite to the direction of the current passing through the coil. Due to the induced eddy current, a repulsive force is generated between the work piece and the forming coil, which causes the deformation of the workpiece.
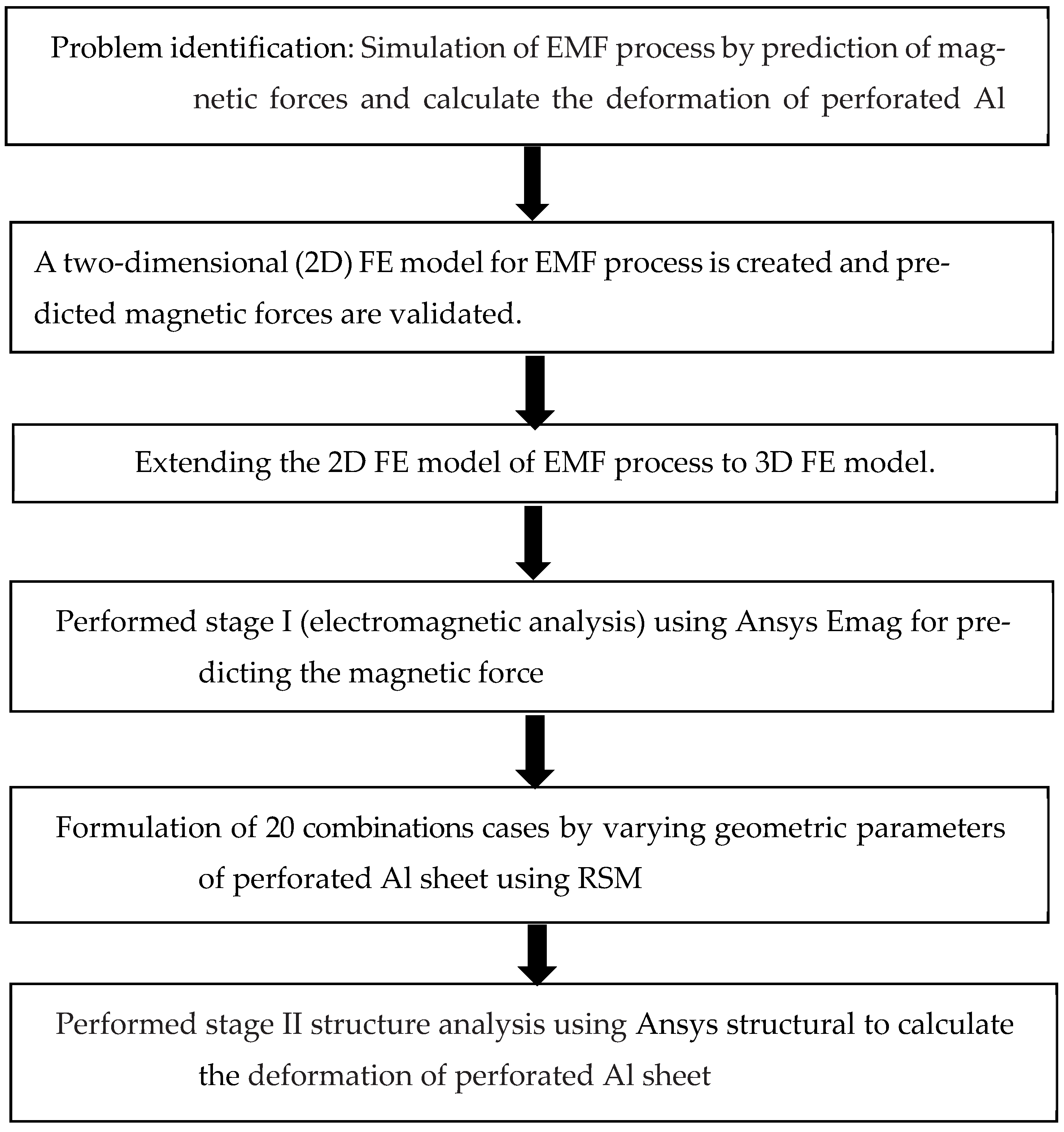
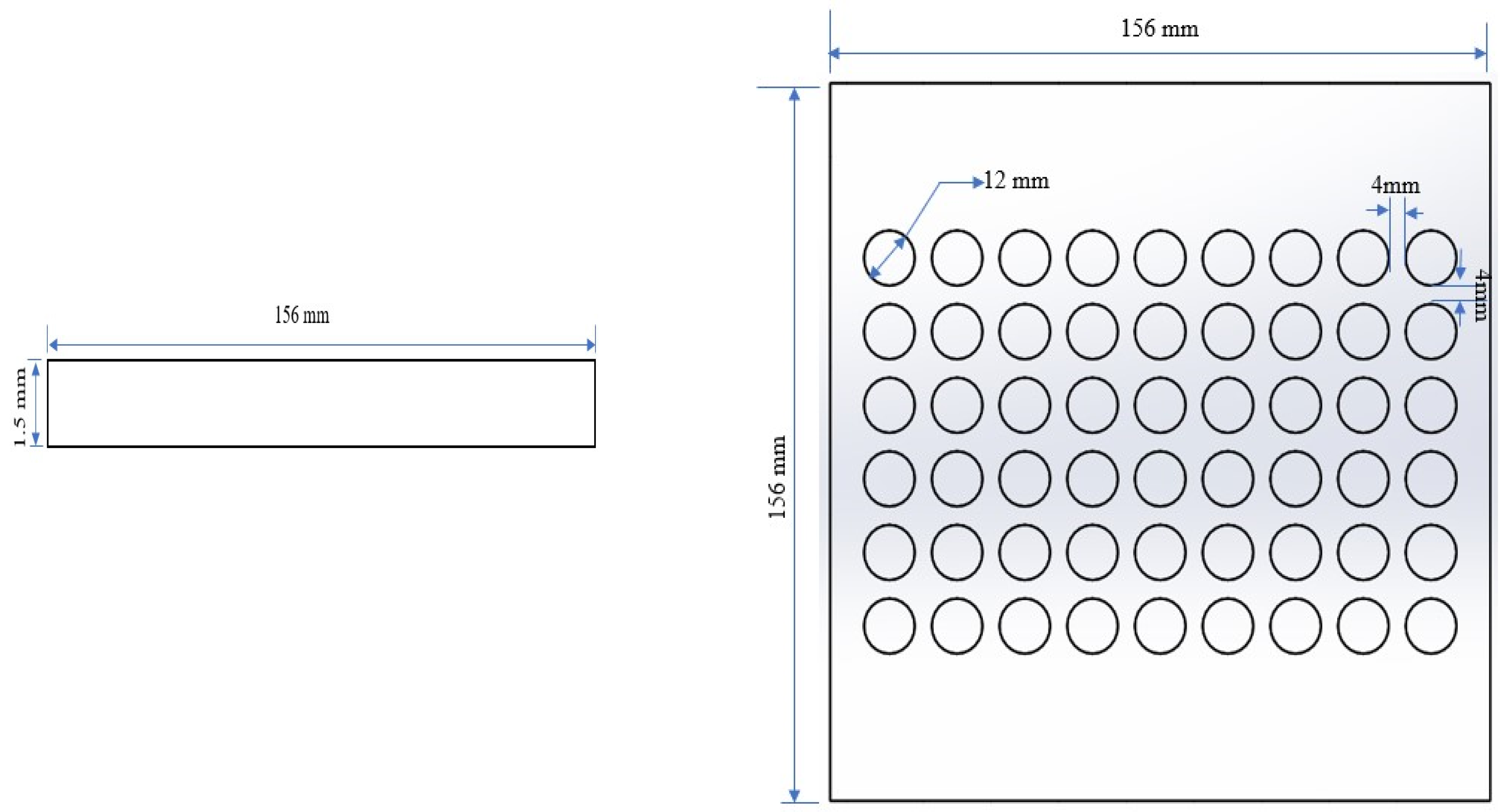
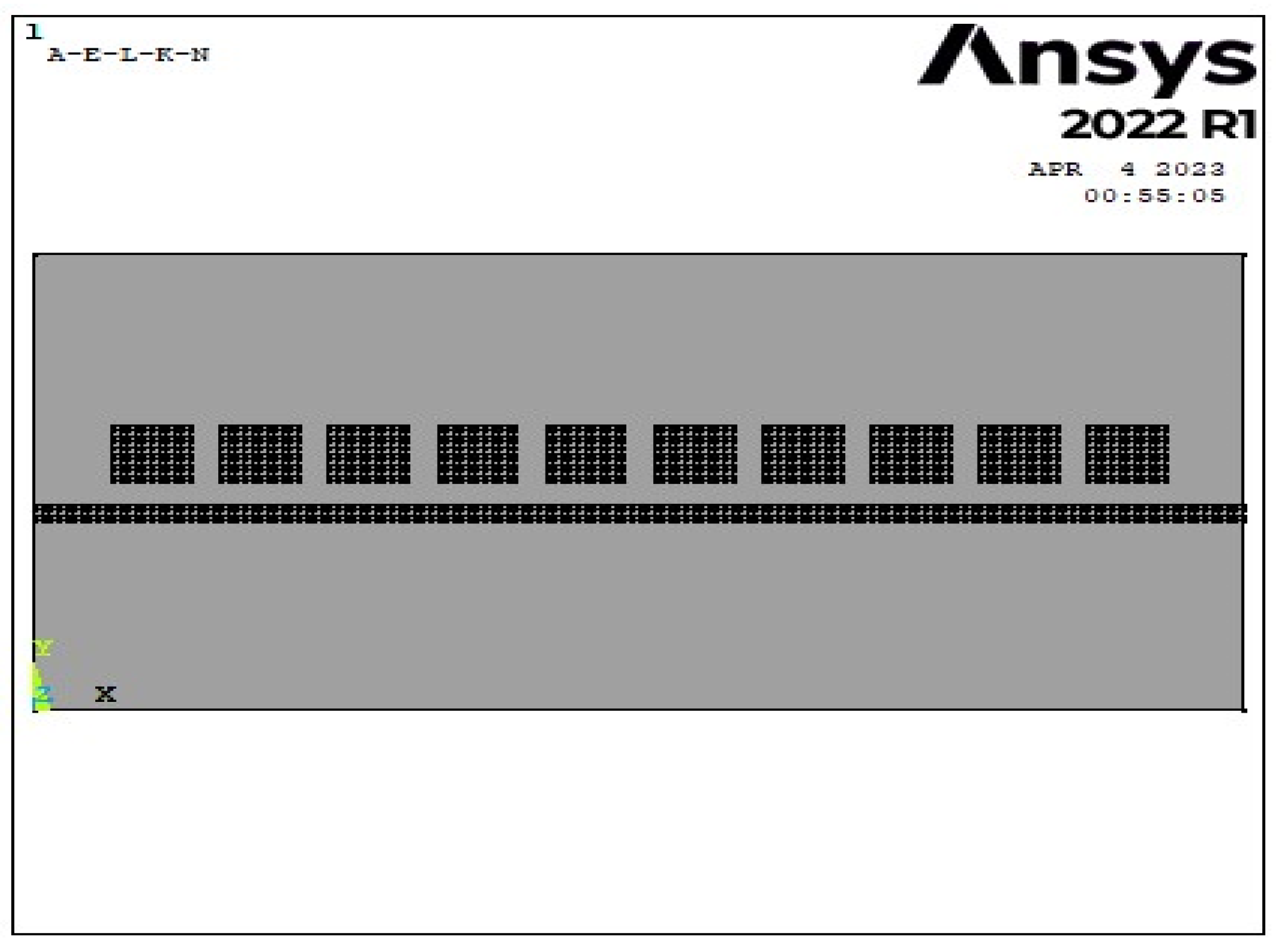
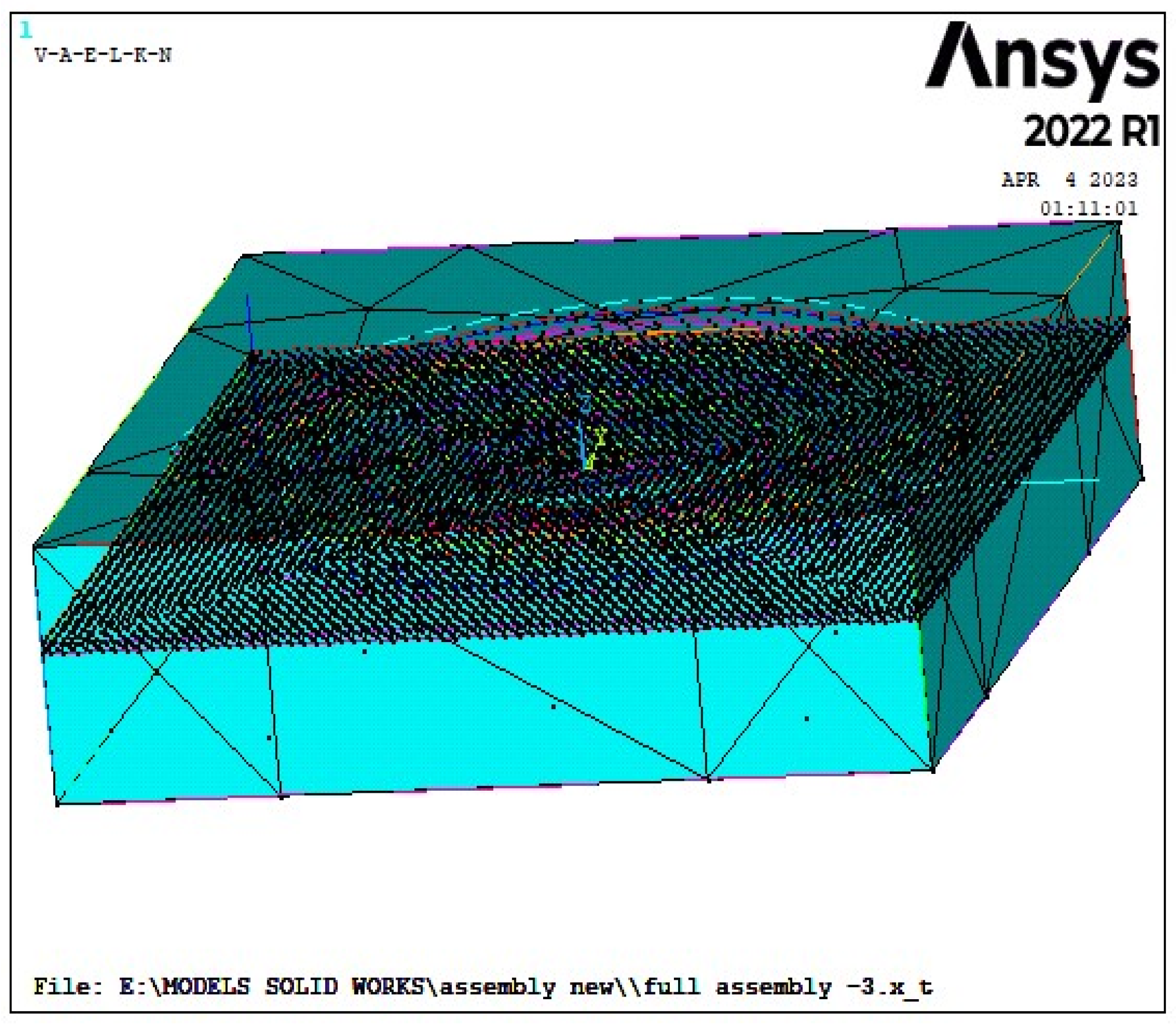
This repulsive force causes the workpiece to stress beyond its yield limit, so that the workpiece is shaped permanently at high strain rates. In order to design an EMF system successfully and analyze its performance, appropriate numerical methods must be used in order to have cost effective industrial applications. For calculating the magnetic forces, a three-dimensional (3D) finite element model is created. To determine the deformation, this generated magnetic force is applied to a perforated aluminum 5052 sheet.
1.1. Working Principle of EMF
In electromagnetic forming, Lorentz forces (magnetic forces) are used to deform metallic sheets at high speeds.
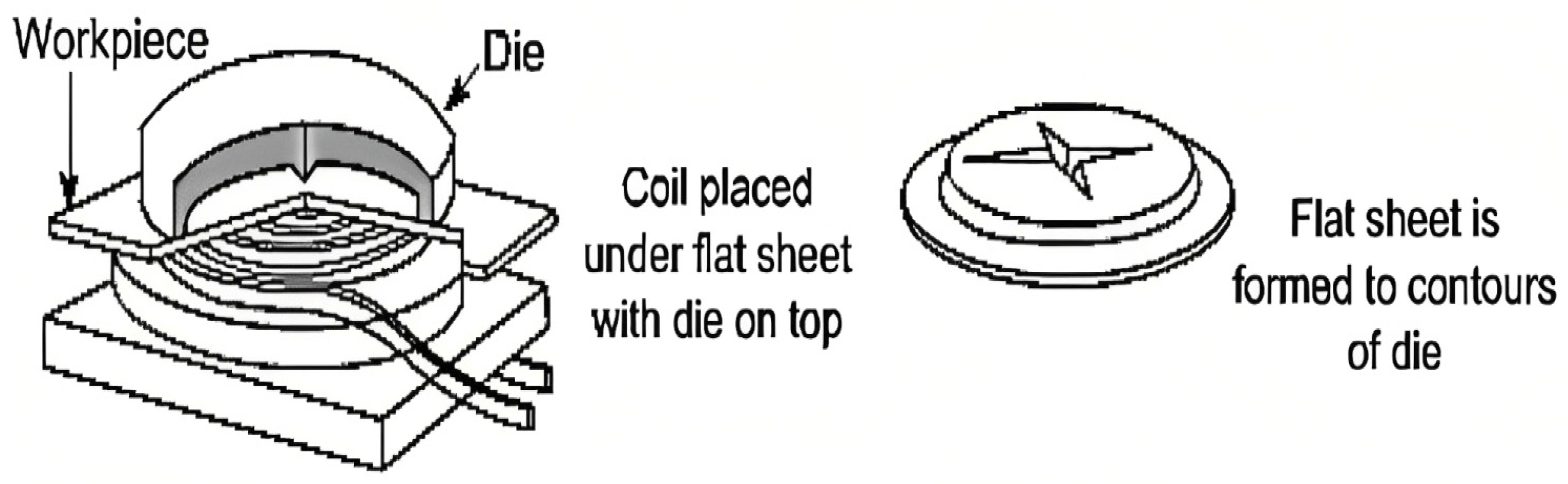
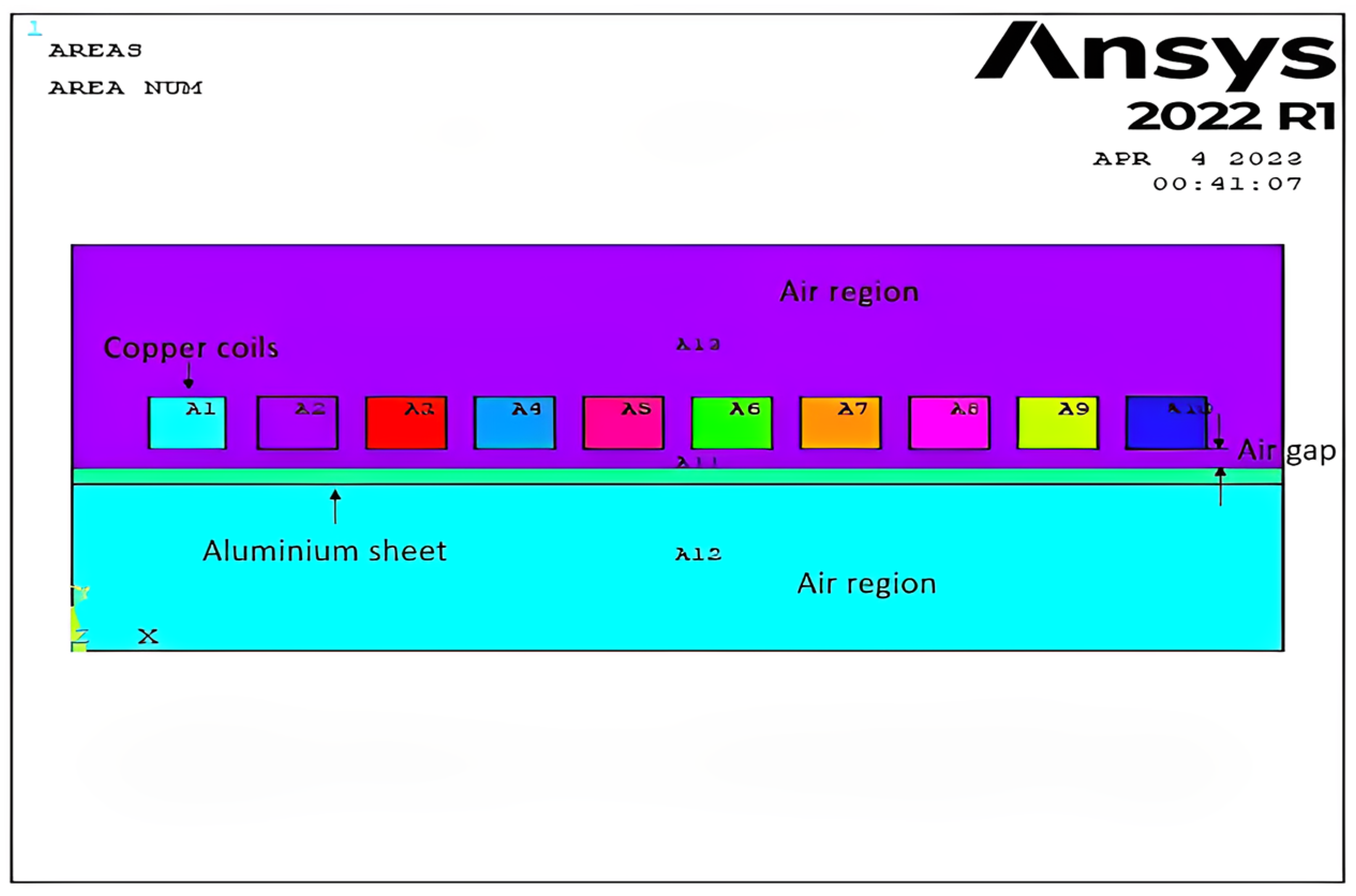
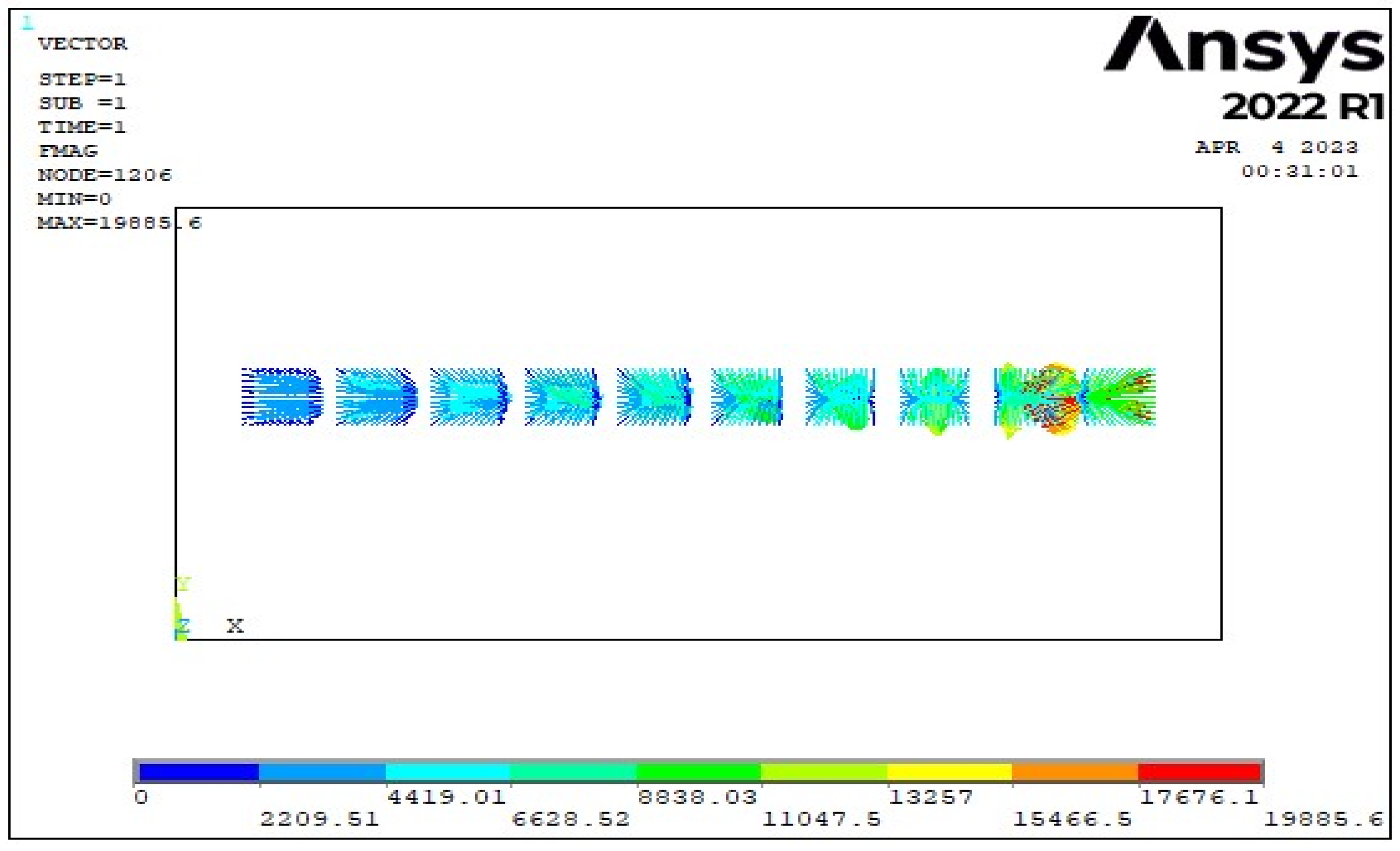
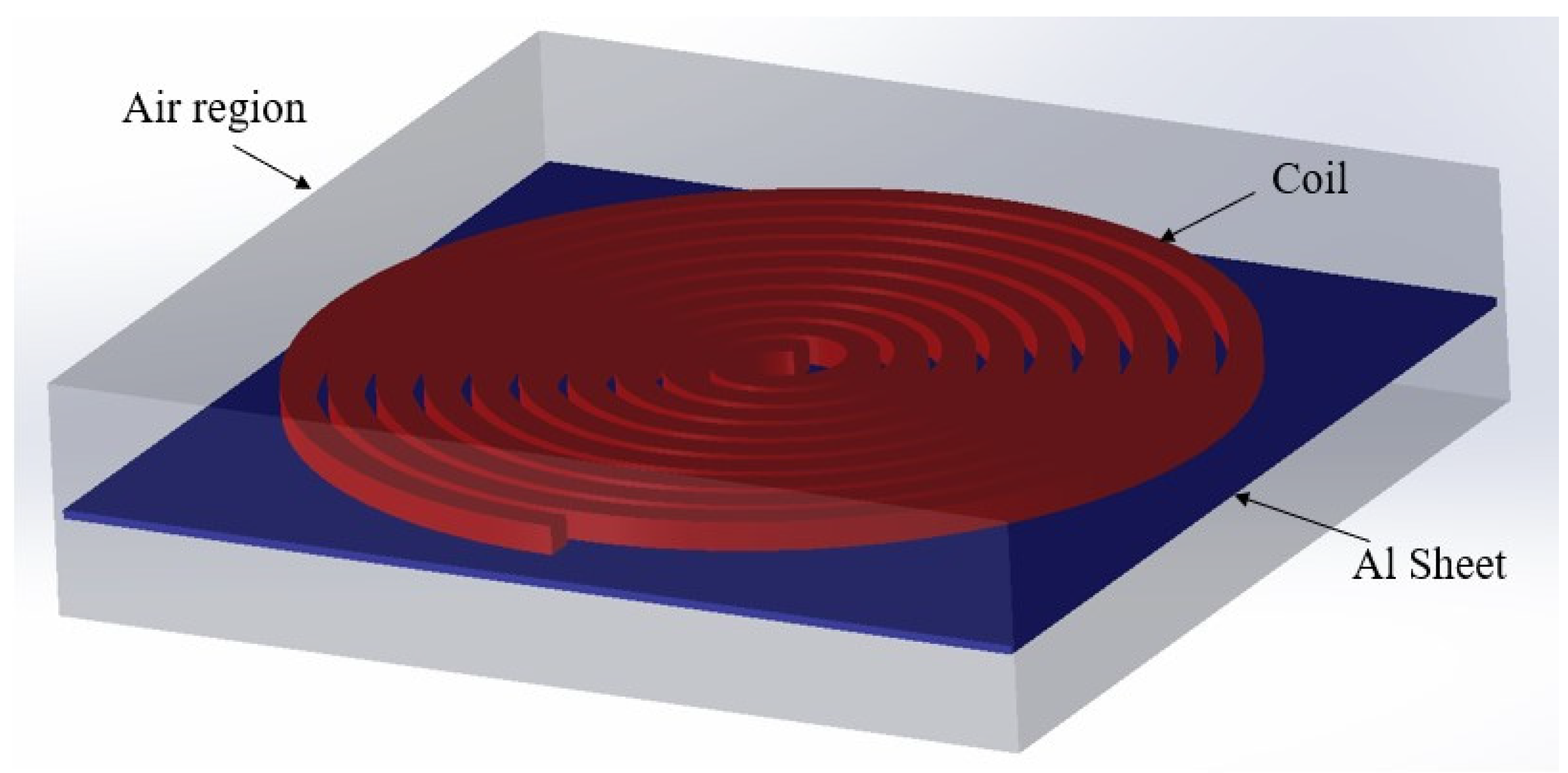
Figure 1a,b shows the set-up of the EMF process, consisting of a low inductance electrical circuit with large capacitance, which supplies electric current through a (forming) coil tool. Therefore, by Faraday’s law of induction, the current induces a magnetic flux in the nearby conductor (workpiece), which generates eddy current. This eddy current induces magnetic forces, causing the deformation of the metal sheet (workpiece) beyond its elastic limit. The impulse electromagnetic system is used for different applications, including welding, compression or expansion of sheet metal tubes, and the forming of flat metal sheets (e.g.,
Figure 2) such as panels used in the automotive industry. The arrangement of an impulse electromagnetic forming system depends on the geometries of the forming coils and the geometry of the workpiece to be modified.
The fundamental equations representing the electromagnetic fields are governed by Maxwell, as given in Equations (1)–(5) [
1].
where,
is the electric field,
is the magnetic field intensity,
is the magnetic field density, μ is the permeability,
is the Lorentz force, and
is the current density.
The current density dependence can be represented per Equation (6):
in which
σ is the electrical conductivity of workpiece.
In 1895, Lorentz stated that the force density (
) acting on the workpiece depends upon the magnetic flux density (
), generated due to the supplied current density (
), given as:
1.2. Existing Research Efforts
Furth and Waniek [
2] first introduced the electromagnetic forming by which the workpiece is pushed away from the tool coil. The authors suggested using two different coils to establish pulling forces, which in turn allow the formation of bulges on hollow workpieces or large sheets.
Kleiner et al. [
3] analyzed the effects of process parameters such as strain rate and magnetic pressure on workpiece deformation for tubular as well as flat sheet workpieces. Meriched et al.’s [
4] investigation developed a numerical technique to solve the three coupled problems: electric circuit analysis, electromagnetic force and the deformation of a circular thin sheet using a flat spiral coil. Fenton et al. [
5] used a computer code ALE (Arbitrary Lagrangian–Eulerian) to simulate the EMF process. They validated the simulation results of deformation of a thin aluminum sheet using two dimensional axi-symmetric models with experimental results. Zhang et al. [
6] simulated a 2D axi-symmetric model in the COMSOL Multiphysics software package, and analyzed the dynamic behavior of a sheet metal workpiece. Reese et al. [
7] focused on the use of coarse mesh, with which the accuracy of the numerical solution can be increased. It also reduced the computational time by reducing the gauss points. This reduced integration and hourglass stabilization method may be used to couple the mechanical and electromagnetic fields more efficiently. Mamalis et al. [
8] used the ANSYS finite element code and LS-DYNA software to model a 2D axi-symmetric aluminum alloy sheet using a loose coupling approach. The authors also validated the current numerical model with experimental results using an equivalent circuit method.
Another 2D finite element model was developed by Luca [
9], using FLUX2D software. The stresses and strains on the AlMn0.5Mg0.5 sheet are calculated using the ALGOR software. These numerical simulation results were compared with the EMF experiment and found to be in good agreement with each other.
Siddiqui et al. [
10] considered the simulation of the electromagnetic forming process as two separate problems, i.e., an electromagnetic problem and a mechanical problem. The magnetic forces were predicted with the help of a finite element code named FEMM4.0. These forces were taken as the input boundary condition, and by a subroutine VDLOAD, were then applied to a finite element model with commercial FE software ABAQUS/Explicit. Unger et al. [
11] investigated the coupled multi-field formulation of the electromagnetic forming process with which a thermo-magneto-mechanical model was developed, and simulation was performed on an aluminum alloy (AA 6005) plate. Denga et al. [
12] studied electromagnetic attractive force forming, in which ANSYS software was used to simulate a 2D axisymmetric model. Along the flat coil, magnetic flux was distributed and validated with the experiment results, indicating that the workpiece was attracted to the coil and moved quickly.
Khandelwal et al. [
13] performed experimental and numerical analyses of EMF on aluminum tubes. They considered discharge energy, standoff distance (gap between workpiece and coil) and workpiece thickness as influencing parameters on the workpiece’s deformation using an ANOVA approach. Imbert et al. [
14] employed a commercial FEA package LS-DYNA to carry out numerical simulation of EMF process on conical and V-shaped AA 5754 sheets. For both models, the numerical and experimental results were compared and found to be in good agreement. The authors concluded that the formability of the sheets was improved due to the reduction in tool–sheet interaction. To explore the numerical approaches to the EMF process, Parez et al. [
15] used software such as Maxwell 3D, Sysmagna
® and Pam-Stamp2G. These pieces of software were used to model sequential coupling and loose coupling, and their results were validated with experimental results carried out on an Al 1050 sheet.
Siddiqui et al. [
16] carried out numerical simulation of an Al 1050 aluminum tube, with the help of FE code FORTRAN and FEA software FEMM. The results were compared with experimental results from earlier literature. Then, these numerical results were introduced in FEA software ABAQUS/Explicit to predict the electromagnetic tube expansion process. Bahmani et al. [
17] used field shapers to concentrate the magnetic field at required points of metal sheet. They concluded that in 3D modeling of the EMF process, the magnitude of magnetic flux density generated is greater than 2D axisymmetric simulation by 15%. Haiping et al. [
18] formulated a sequential coupling approach to model a 2D axisymmetric electromagnetic model in ANSYS for the process of electromagnetic tube compression. They analyzed the effect of tube deformation on electromagnetic geometry so that accuracy of simulation would be improved.
Xu et al. [
19] focused on using various meshing types in the simulation of the EMF process in order to reduce the computational time and increase the accuracy of numerical simulation. They also concluded that due to the use of a regular progressive meshing method, there is a reduction in the computational time. Ahmed et al. [
20] placed emphasis on the design of the forming coil, which helped to distribute the magnetic forces properly along the workpiece. The authors used ANSYS software to perform electromagnetic simulation. Additionally, they investigated the current density and distribution of magnetic forces.
Psyk et al. [
21] reviewed various aspects of electromagnetic forming such as the process principle, influential process parameters, workpiece deformation and various industrial applications. The authors also reviewed the various research articles on process analysis, analytical analysis, numerical analysis and experimental analysis of electromagnetic forming.
Bhole et al. [
22] studied the stress and strain generated in tool–sheet interactions, as well as the formability improvement of ALU5754MF and ALU5182MF metal sheets. The authors created a numerical model for the EMF process using LS-DYNA explicit finite element code. They calculated the strain distributions on workpieces at various levels of discharge energy, which produced points of failure. Qiu et al. [
23] used pieces of finite element software such as COMSOL multiphysics and FLUX to develop numerical models of the EMF process. The authors concluded that when the workpiece velocity is above 200 m/s, the effect of workpiece motion on forming velocity should be taken into account.
Since a loosely coupled approach gives accurate simulation results within short period of time, Abdelhafeez et al. [
24] focused on using it to simulate the electromagnetic forming process. The authors developed two material hardening models named the Steinberg model and the rate-dependent power law model. The numerical simulation results of these models were compared with the experimental results of Takatsu et al. [
25]/Fenton and Daehn [
5], and found to be in good agreement. Deng et al. [
26] proposed the electromagnetic punching–flanging (EMPF) process for 6061 Al alloy sheets, along with electromagnetic-mechanical-fracture numerical simulation of them. This numerical model predicted the electromagnetic punching–flanging process. It also established the relationship between flange deformations and discharge energies. Xu et al. [
27] focused on electromagnetic blanking’s ability to make high-quality, no-burr diaphragm parts. In conclusion, electromagnetically driven loading was used to finish both the punching and the flanging. In order to achieve precise control of the forming process, Yan et al. [
28] investigated the impact of the induced eddy current in electromagnetic forming (EMF). To forecast the current-carrying dynamic deformation behaviors of aluminum alloy bands, they created a semi-phenomenological model.
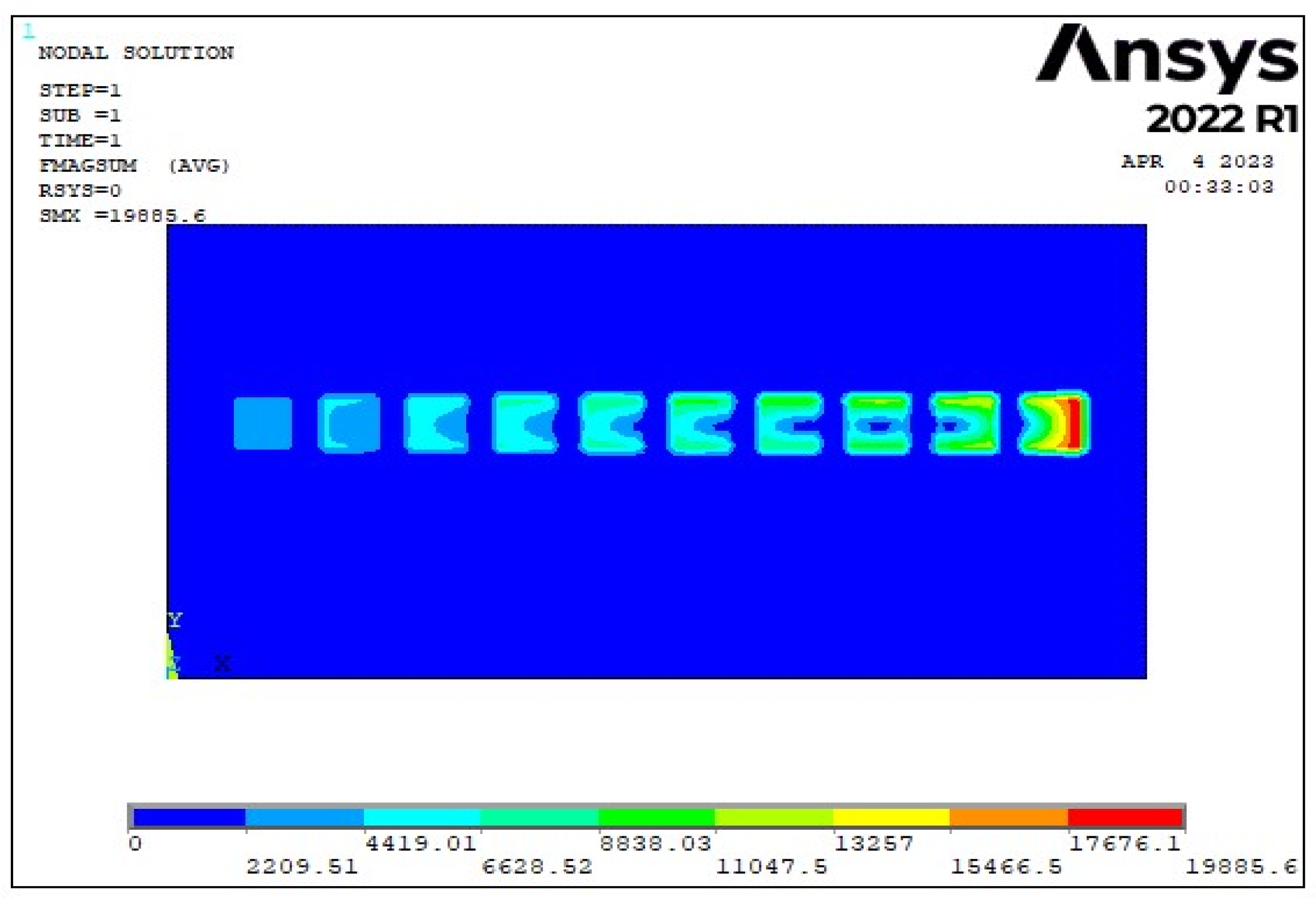
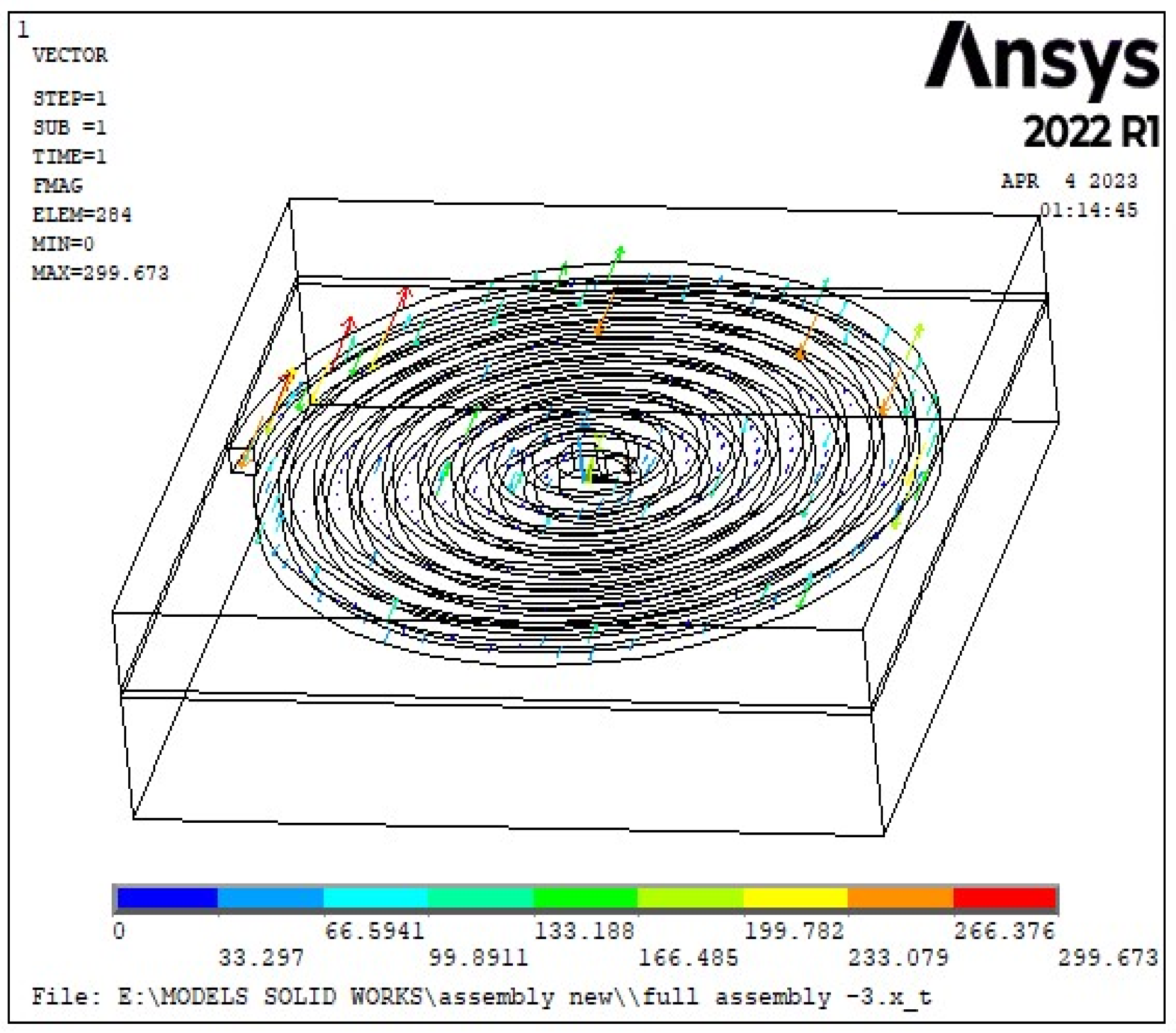
From the literature, it can be concluded that very few researchers have attempted three-dimensional finite element modeling of the EMF process. In this research work, the study and analysis of perforated aluminum sheet metals is carried out by applying the electromagnetic forming process in two stages. In the first stage (electromagnetic analysis), the magnetic force (also called the Lorentz force) is generated by applying current density to the forming coil. In the second stage (structural analysis), the generated Lorentz force is applied to an aluminum 5052 perforated sheet to study deformation.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}