
Improvement in Wear Resistance of Grade 37 Titanium by Microwave Plasma Oxy-Carburizing
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Zirconia coating: Commercially available yttria-stabilized zirconia powder (7.5Y2O3-ZrO2, Metco 6700, Oerlikon, Pfäffikon, Switzerland) was used for the plasma spray–physical vapor deposition production of coatings. Processing parameters declared by the manufacturer are: 03CP-type plasma gun; power current 2400 A; powder feed rate = 10 g/min; sample rotation 20 rpm, chamber pressure 150 Pa, deposition time = 200 s; coating thickness = 2.2 μm.
- Carburizing: The low-pressure carburizing was conducted in an atmosphere of acethylene, ethylene and hydrogen in a ratio of 1:1:2 at 800 °C for an overall duration of 95 min. The total flow of the carburizing mixture was 0.8 L/min. The carburizing process, as declared by the supplier, was divided into two stages, namely, 40 min of carbon surface saturation and the remaining in vacuum (diffusion step). After carburizing, the samples were cooled down to below 50 °C in 300 s under nitrogen atmosphere. The modified surface thickness that resulted was on average less than 2 μm, as determined by EDS line profiles [23].
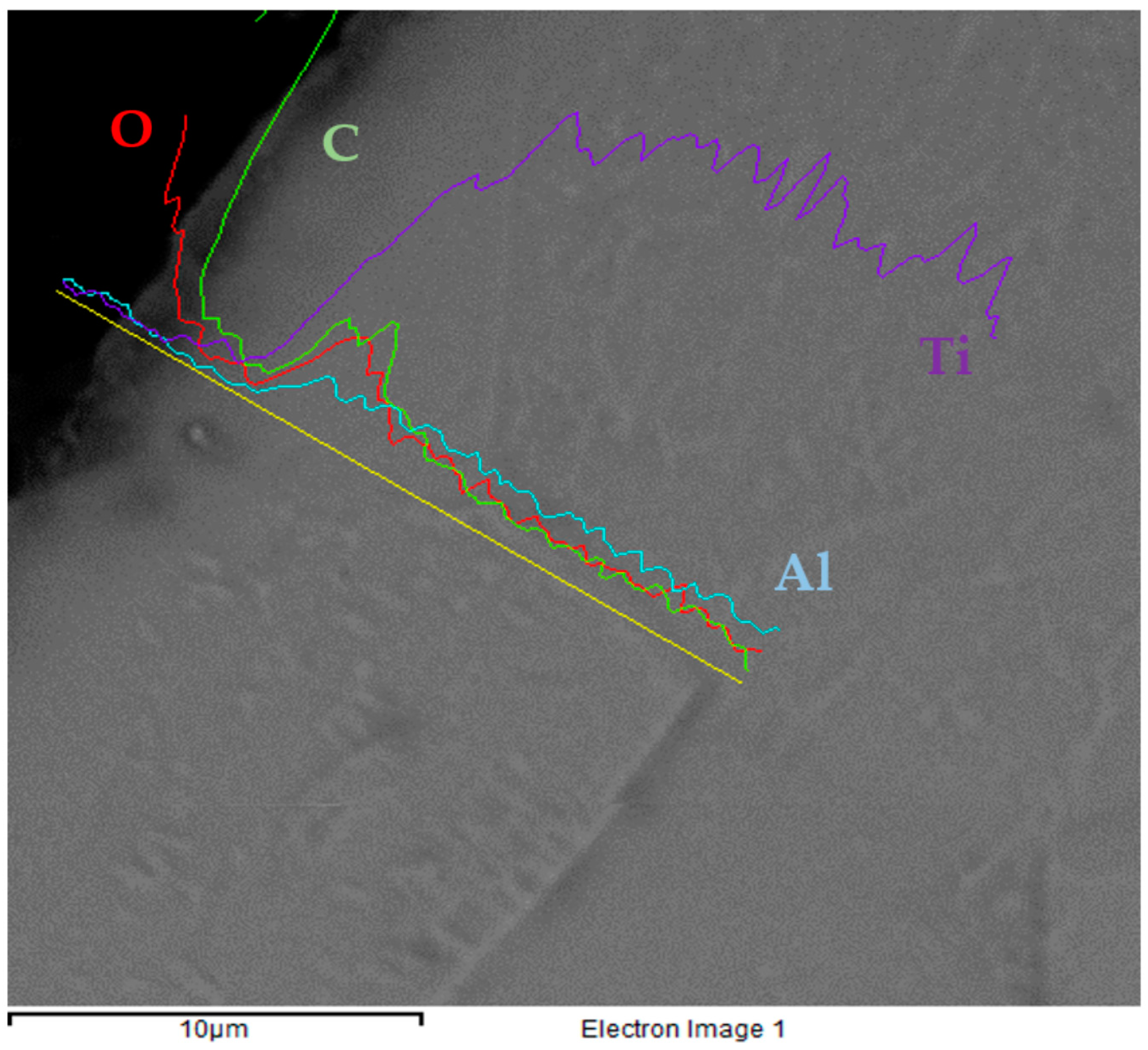
- Microwave plasma oxy-carburizing: The optimized atmospheric plasma source described in Section 2.2 was used, with 2 kW power at 2.45 GHz, alternating feeding with commercially pure oxygen and with an industrial-grade CH4(5%)/Ar mixture. The disk-shaped sample, rotating at 50 rpm and mounted on a silicon nitride support, was exposed to the direct action of the plasma torch at a fixed distance of 50 mm from the torch outlet. The process time was 15 min, with the first 3 min in oxygen plasma and the remaining time in the CH4-Ar plasma. Additionally, in this case, the process parameters led to a similar thickness of the processed layer, approximatively less than 3.5 μm, as determined by EDS line profiles.
2.2. Microwave Plasma Treatment
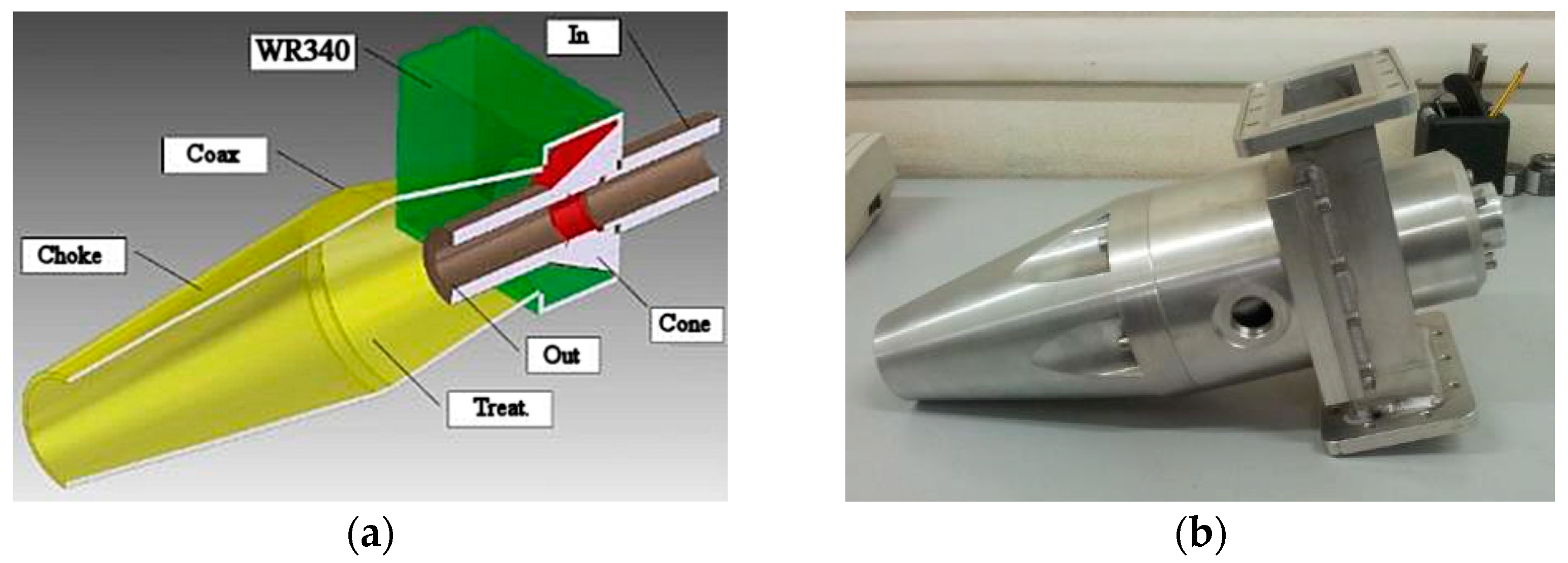
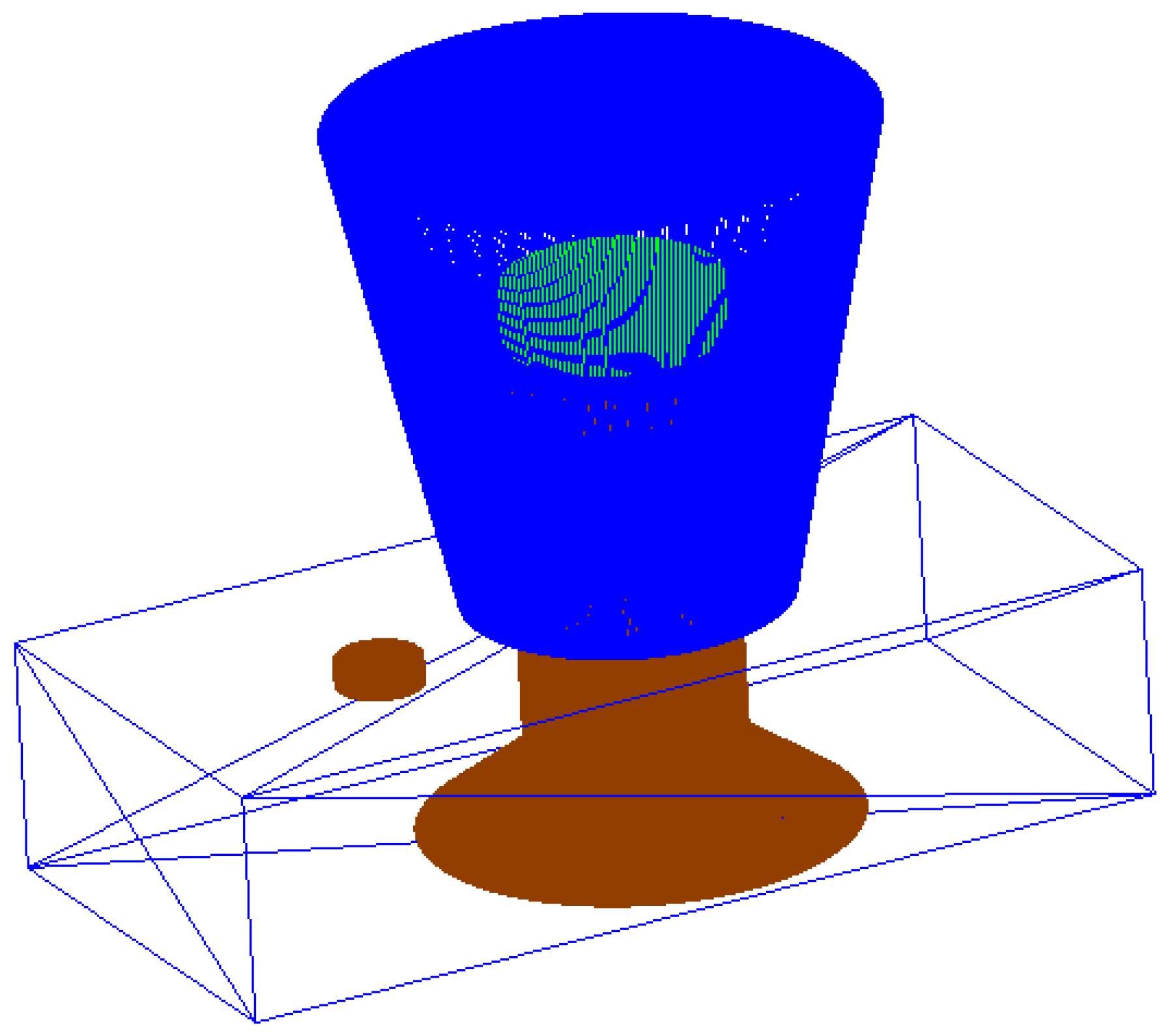
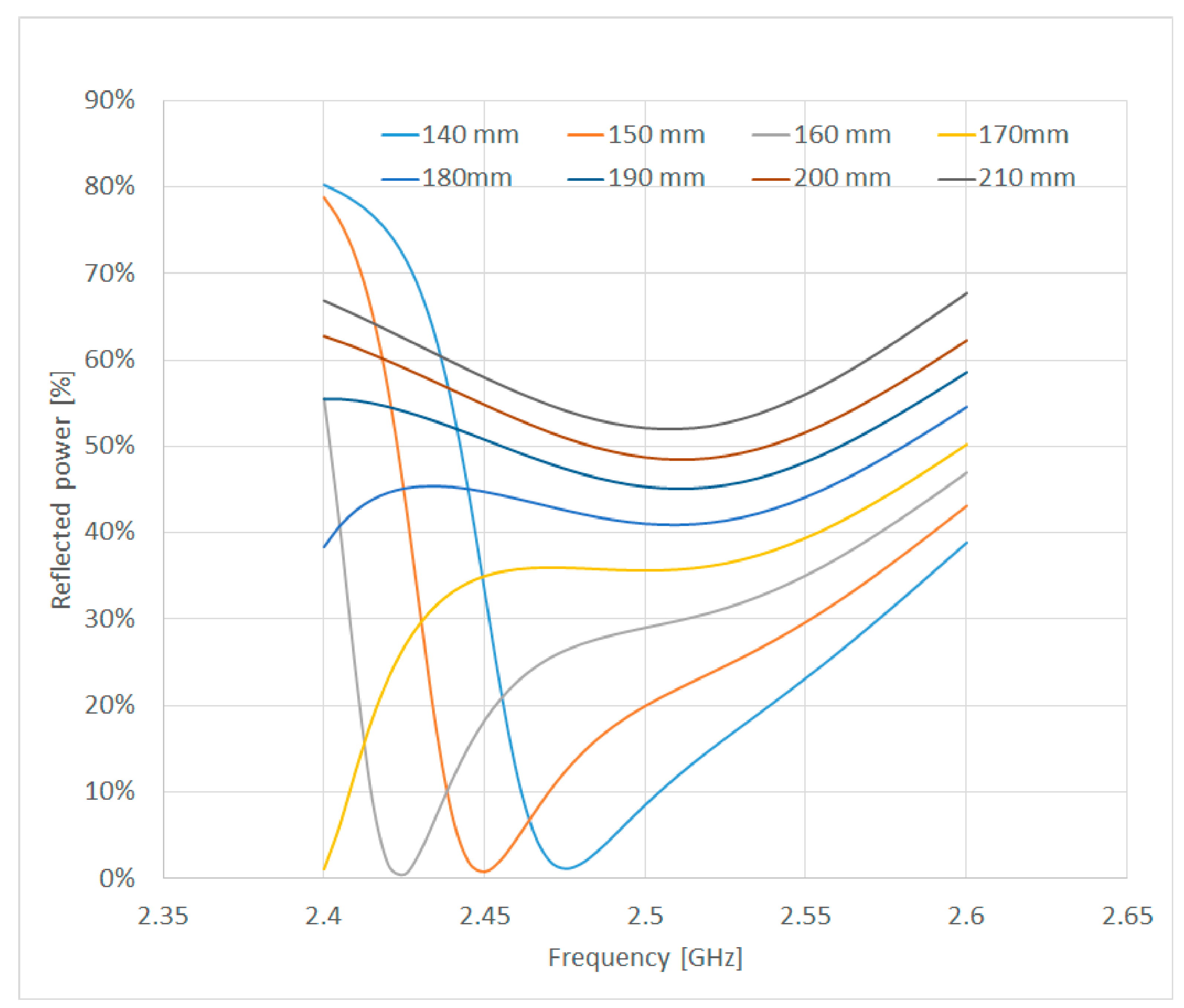
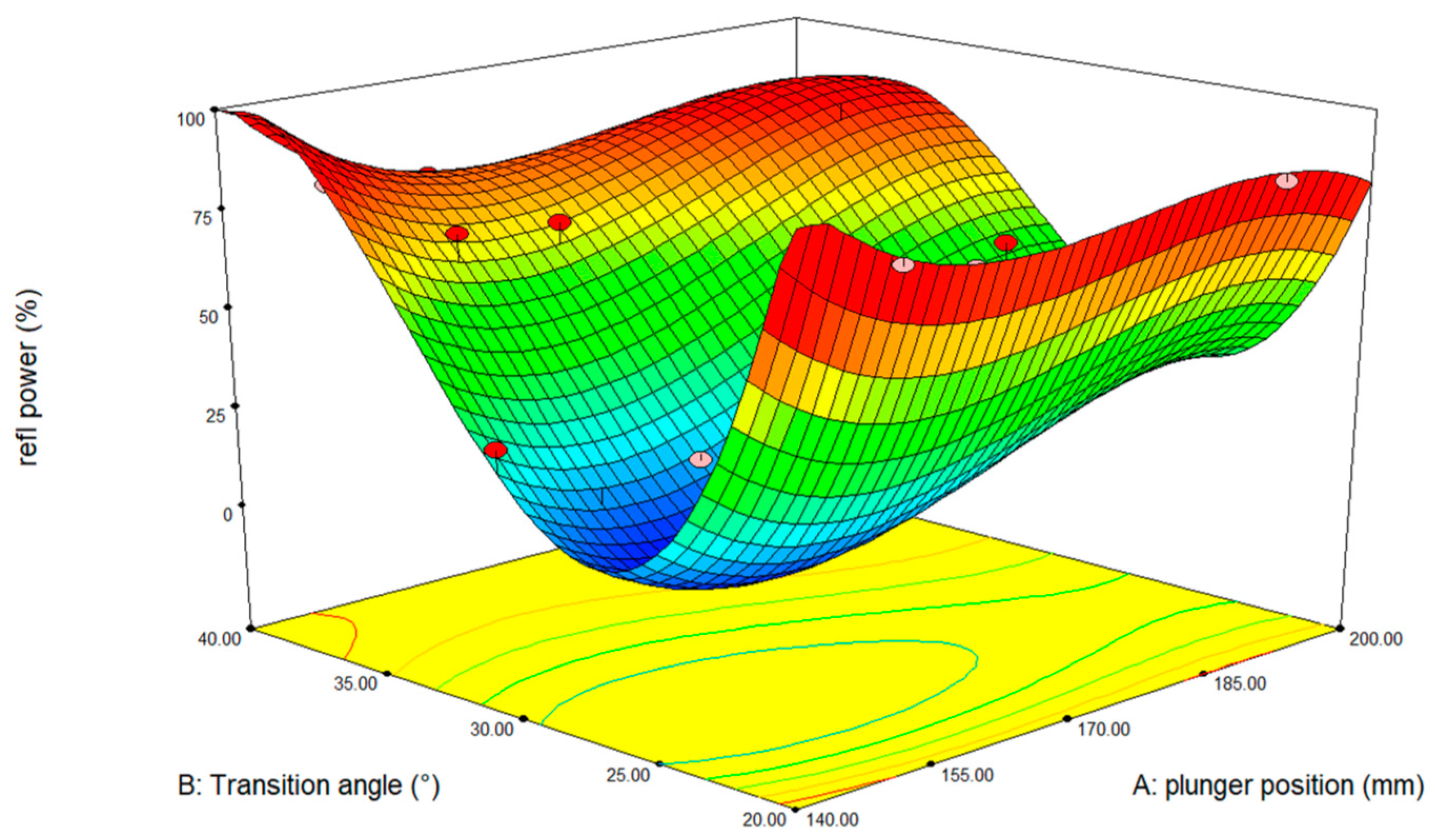
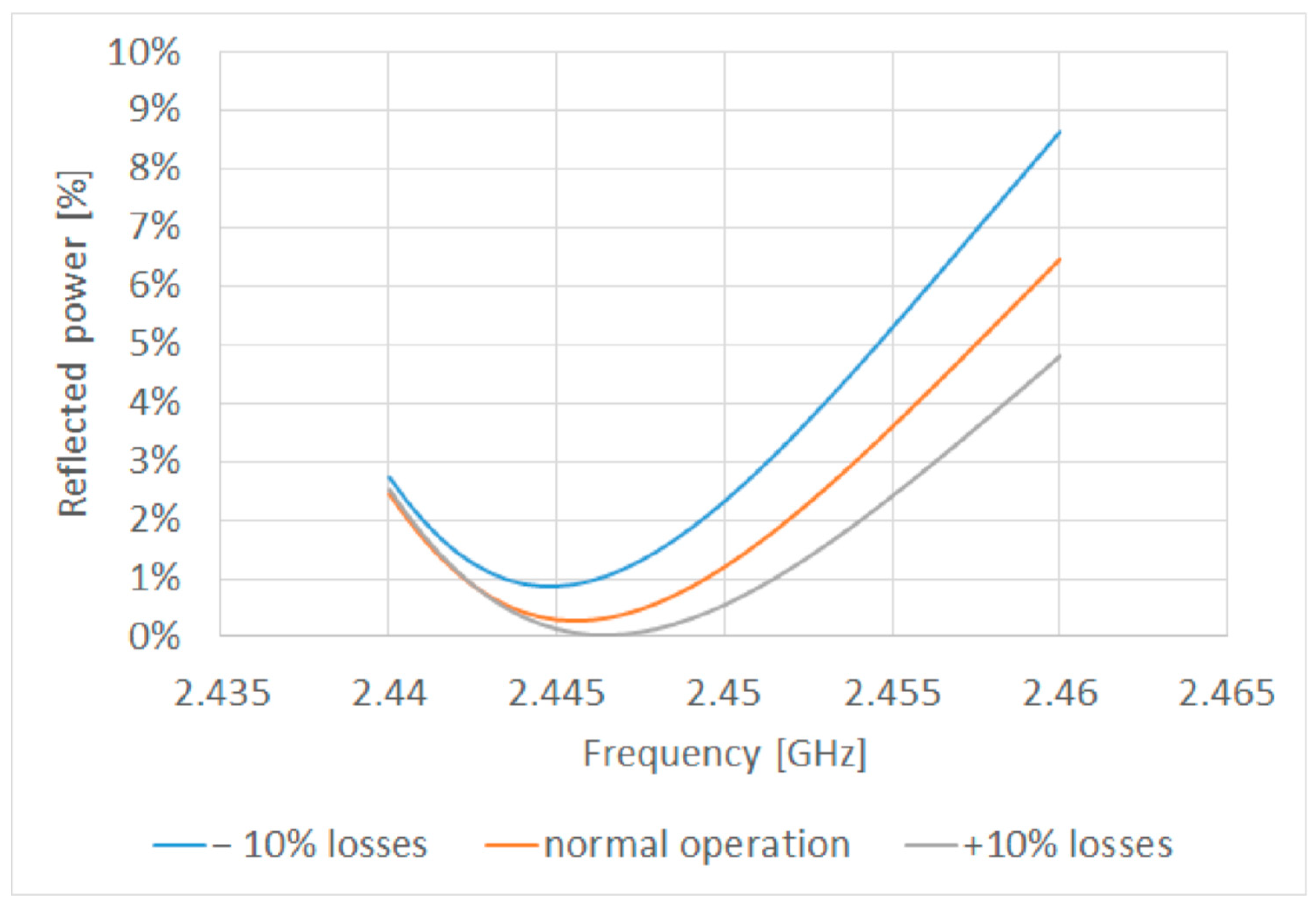
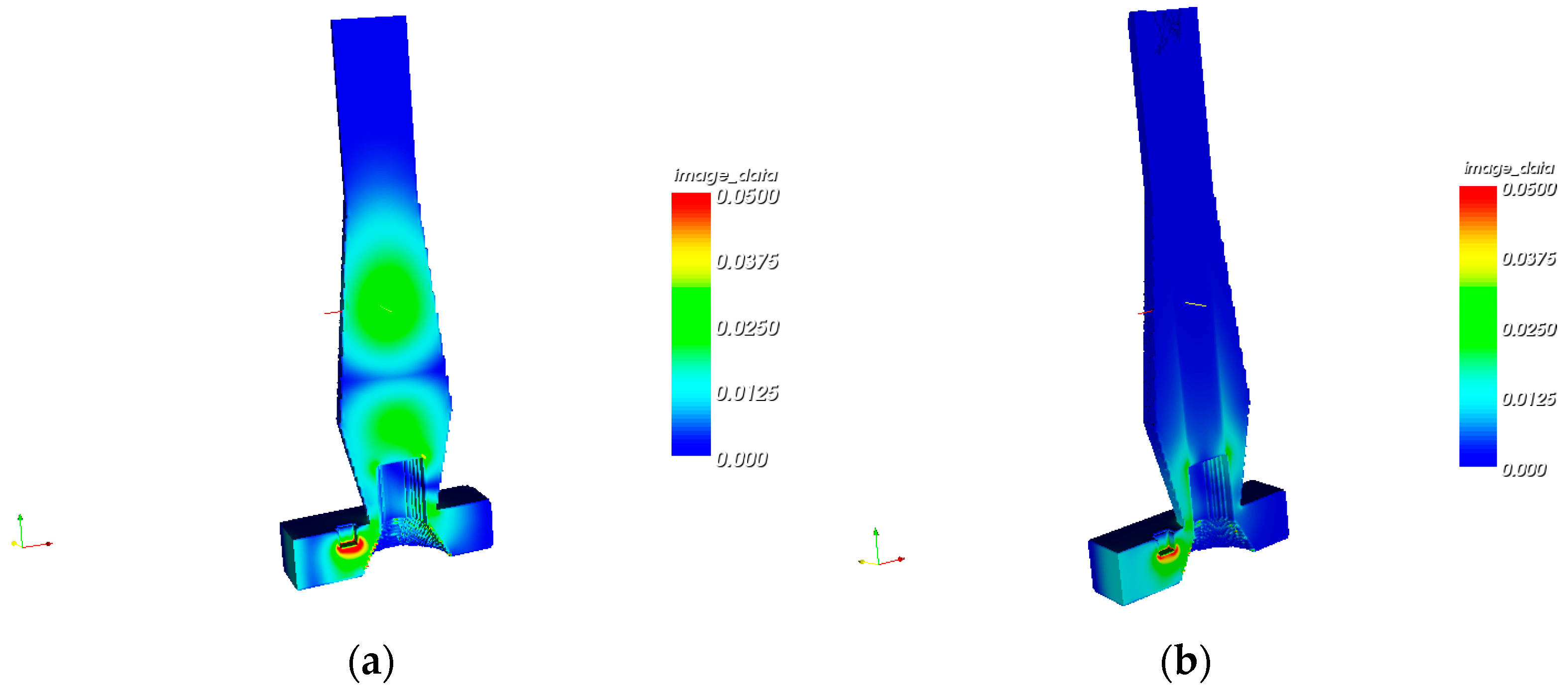
2.2.1. Optimization of the Plasma Source
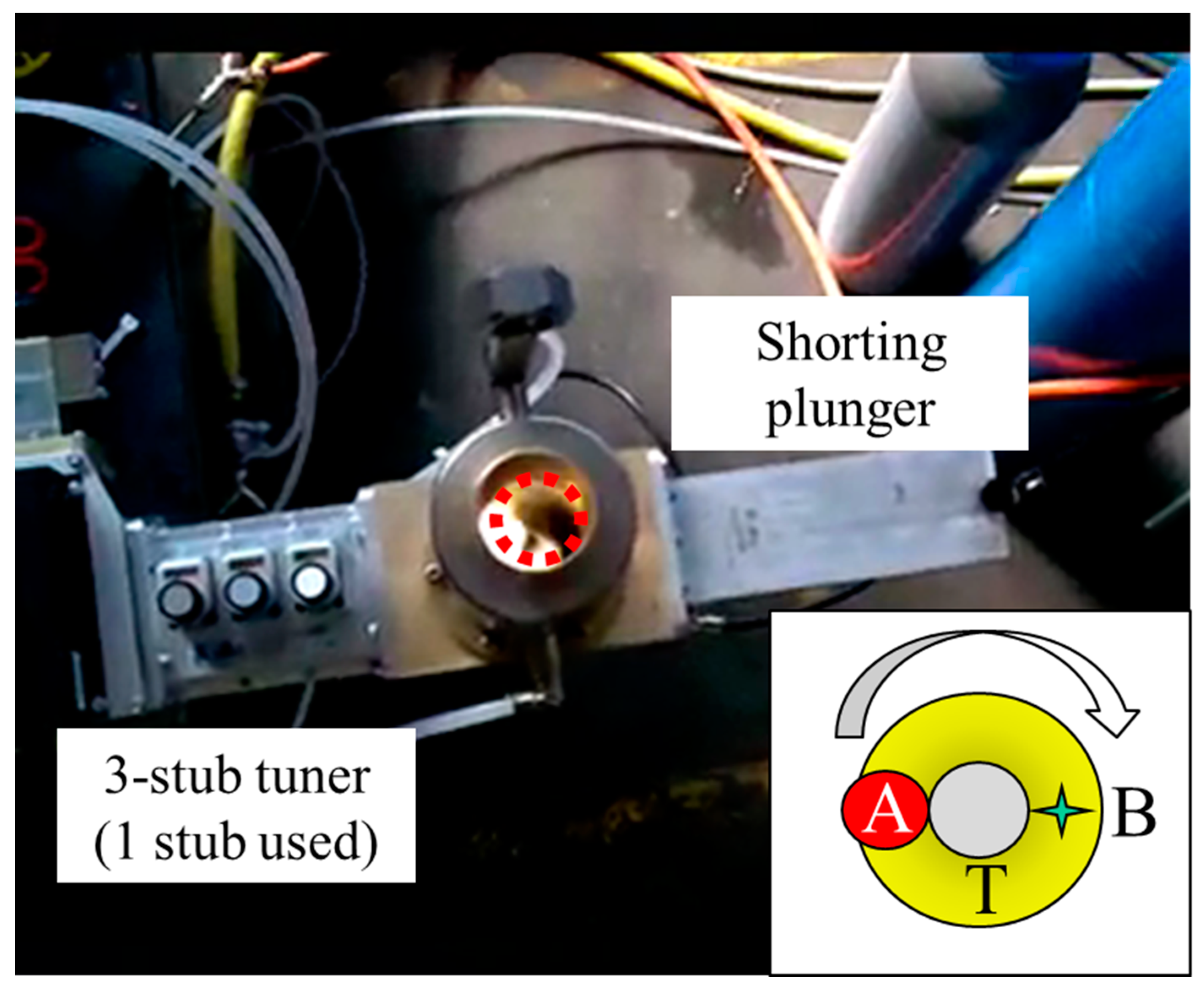
2.2.2. Operation of the Plasma Source
2.3. Samples Characterization
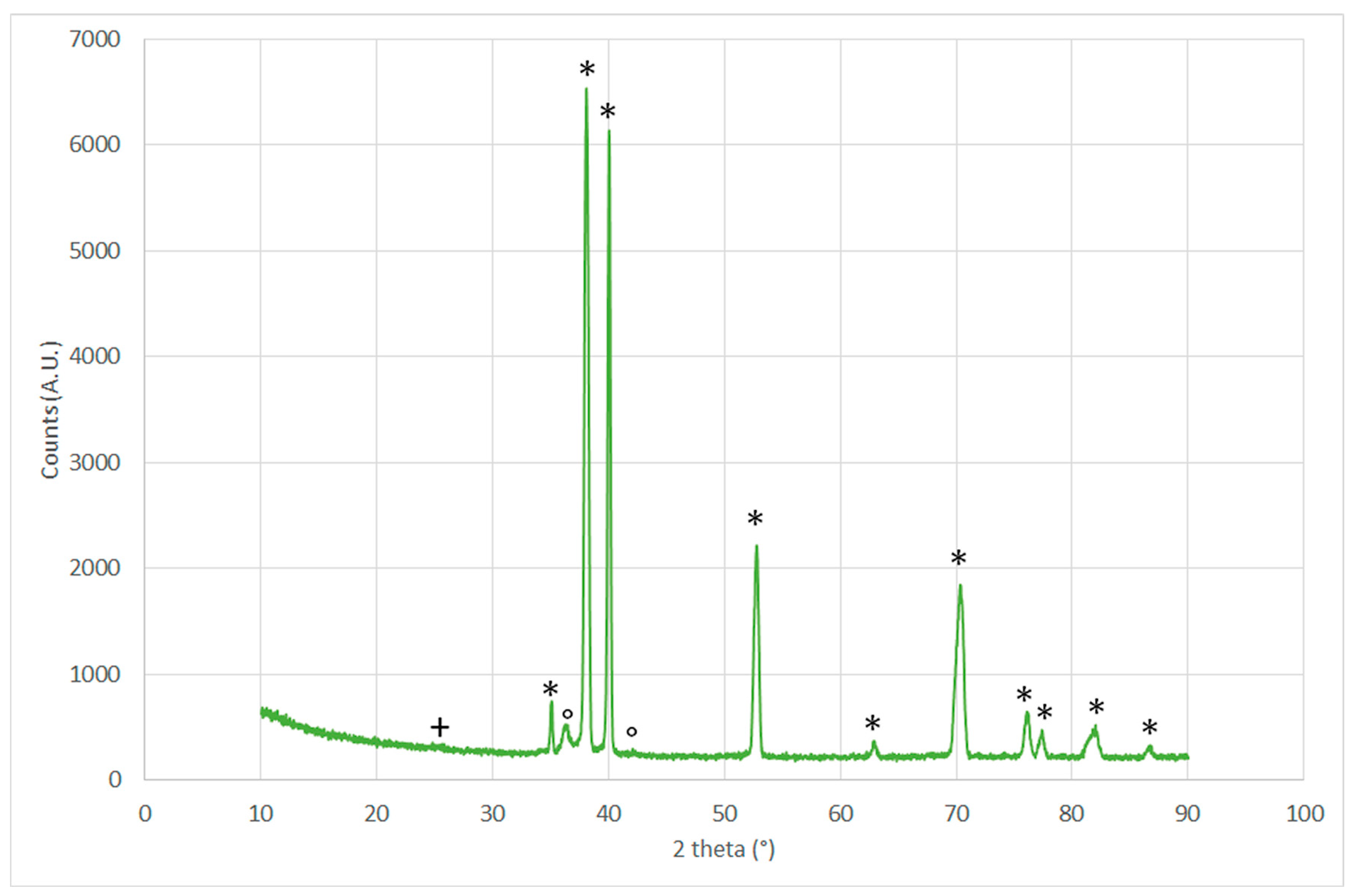
- X-ray diffraction (XRD) for phase identification: A Θ/2Θ scan was performed in the 2Θ range from 20° to 90° using a Panalytical X’Pert PRO diffractometer equipped with a gas proportional detector. A parallel beam configuration was applied, including an X-ray mirror (incident beam optics) coupled with a long soller slit and a flat monochromator (diffracted beam optics). An X-ray tube with a copper anode and Ni filter on the detector was used.
- SEM/EDS: An ESEM PHILIPS XL30 was used in conjunction with energy dispersive spectroscopy, EDS FEI COMPANY ESEM QUANTA 200, for microstructural investigation of the cross sections.
- Roughness: Measurements were made by stylus surface roughness tester, SAMA TOOLS, model SA6220 (five measurements, with 30 mm length, were performed circumferentially for each sample).
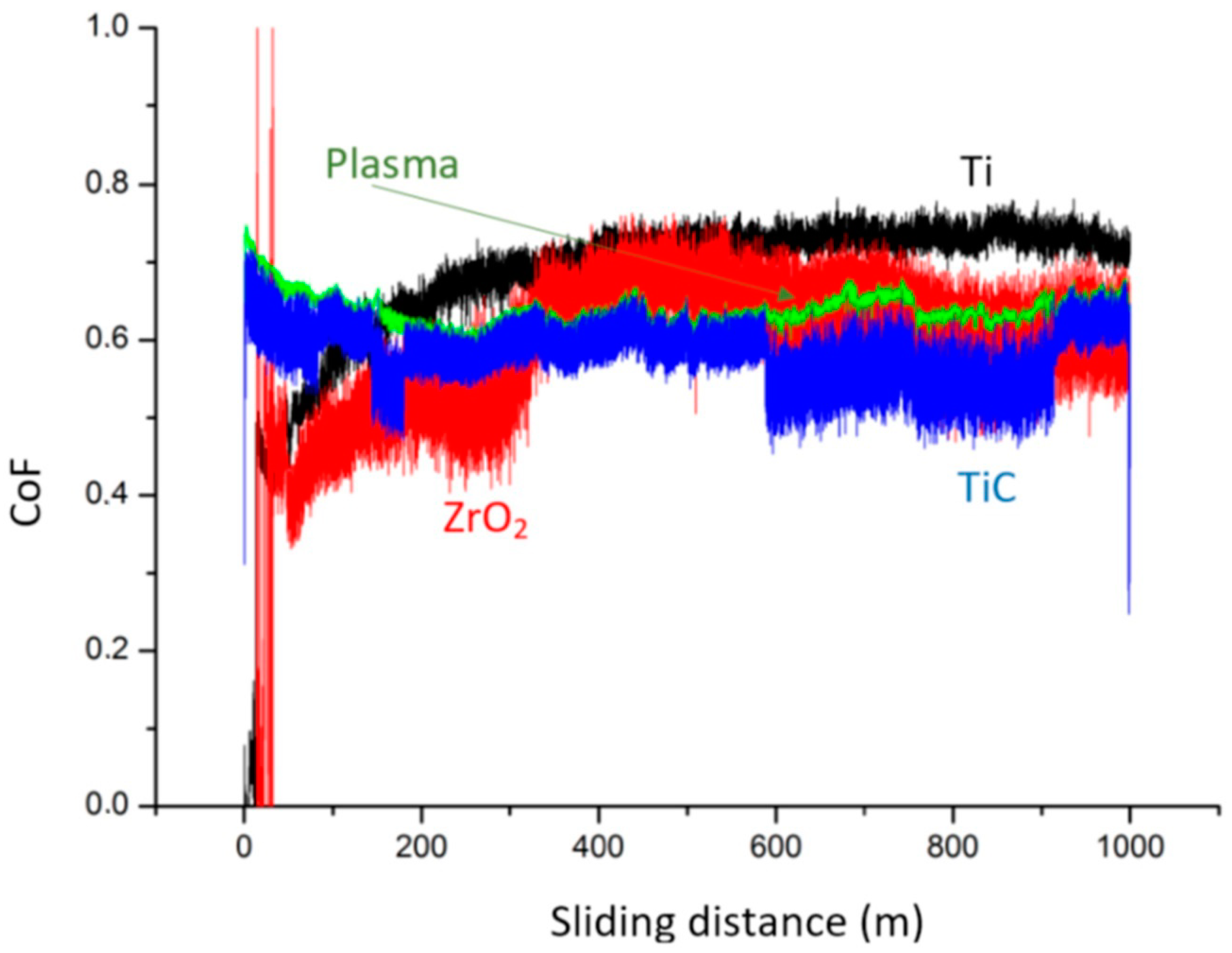
- Tribology test: A pin-on-disk, CSM Instrument, was used for measuring wear rate and friction coefficient against alumina (3 mm diameter pin, normal load = 5 N; sliding speed = 200 mm/s, sliding distance 1000 m, radius = 8 mm) as a function of sliding distance at 450 °C. Wear rate was calculated by measuring the worn surface profile with a CSM Conscan profilometer at three different locations, and averaging the values of the worn areas to reconstruct the removed volume, taking into account the 8 mm radius applied during tests (software CSM ImagePlus 2.9). This set of parameters was used in order to achieve a direct comparison with the results for other protective coatings on titanium developed by some of the authors [9,11,23] and it was selected because such conditions of slow sliding speed and load are known from the literature to present higher wear rates in dry sliding between titanium and alumina [28].
- Hardness: Nanoindentation testing using a CSM Micro Combi Tester with a Berkovich indenter, using a 200 mN load (surface) or 50 mN load (cross section), and load holding time of 10 s; the values were then converted into Vickers Hardness Numbers using the built-in control software for the sake of comparison.
- Scratch hardness: This was measured by CSM Micro Combi Tester, following ASTM G 171-03, with 3 scratches, using a 0.2 mm diameter Rockwell indenter, applying 3 N normal load for a sliding distance of 5 mm.
3. Results
3.1. X-ray Diffraction
3.2. Microstructure
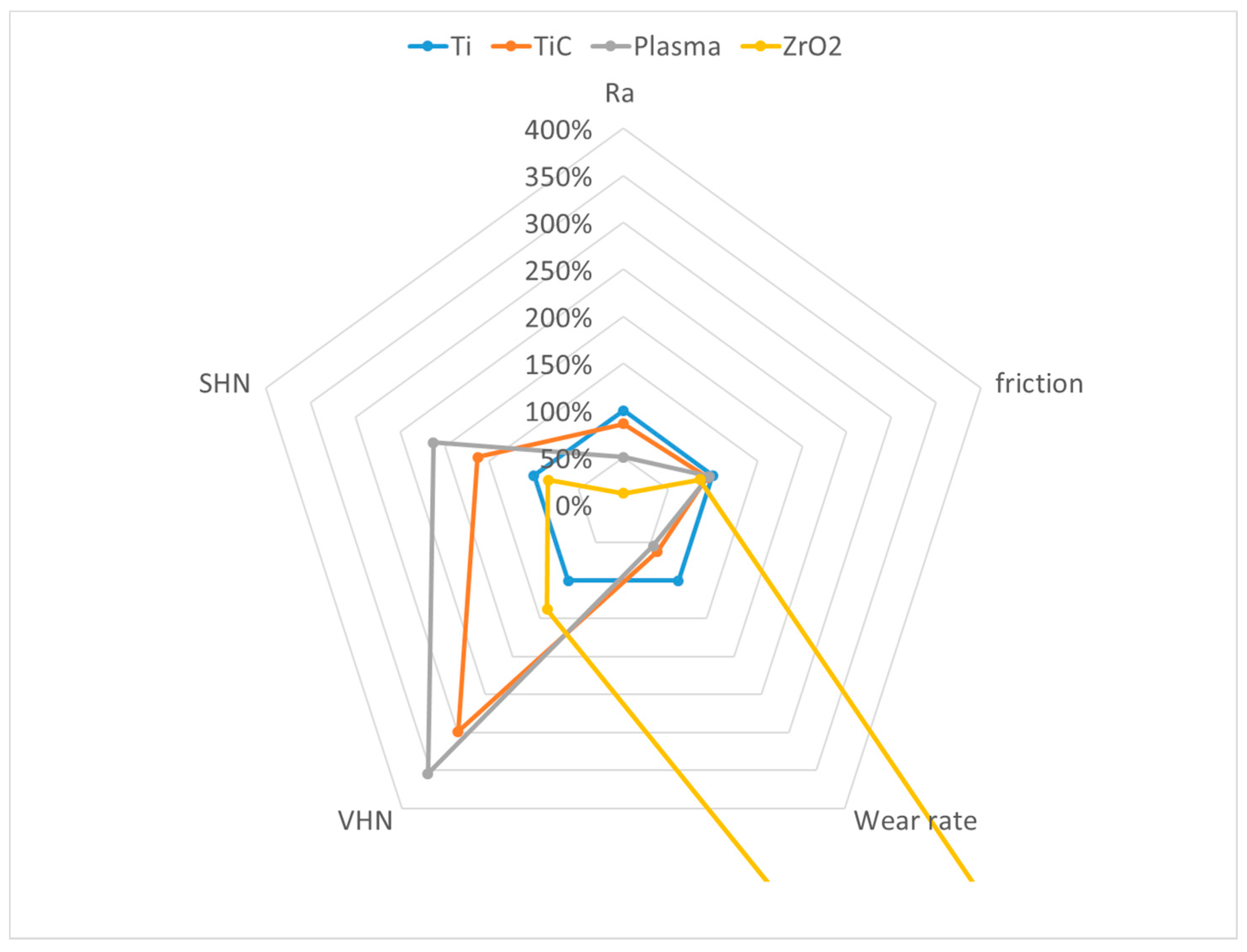
3.3. Surface and Tribological Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Budinski, K.G. Tribological properties of titanium alloys. Wear 1991, 151, 203–217. [Google Scholar] [CrossRef]
- Alam, M.O.; Haseeb, A.S.M.A. Response of Ti–6Al–4V and Ti–24Al–11Nb alloys to dry sliding wear against hardened steel. Tribol. Int. 2002, 35, 357–362. [Google Scholar] [CrossRef]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. High temperature alloys. In Titanium. Engineering Materials, Processes, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 259–282. [Google Scholar] [CrossRef]
- Bloyce, C.A.; Qi, P.Y.; Dong, H.; Bell, T. Surface modification of titanium alloys for combined improvements in corrosion and wear resistance. Surf. Coat. Technol. 1998, 107, 125–132. [Google Scholar] [CrossRef]
- Obadele, B.A.; Andrews, A.; Mathew, M.T.; Olubambi, P.A.; Pityana, S. Improving the tribocorrosion resistance of Ti6Al4V surface by laser surface cladding with TiNiZrO 2 composite coating. Appl. Surf. Sci. 2015, 345, 99–108. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Adesina, O.S.; Obadele, B.A.; Farotade, G.A.; Isadare, D.A.; Adediran, A.A.; Ikubanni, P.P. Influence of phase composition and microstructure on corrosion behavior of laser based Ti–Co–Ni ternary coatings on Ti–6Al–4V alloy. J. Alloy. Compd. 2020, 827, 154245. [Google Scholar] [CrossRef]
- Veronesi, P.; Rosa, R.; Poli, G.; Casagrande, A.; Cammarota, G.P. Tough and wear resistant Ni-Al based thick intermetallic coatings on titanium Obtained by microwave assisted SHS. In Proceedings of the Euro International Powder Metallurgy Congress and Exhibition, Euro PM 2008, Mannheim, Germany, 29 September–1 October 2008; Volume 3, pp. 71–76. [Google Scholar]
- Veronesi, P.; Rosa, R.; Poli, G.; Casagrande, A.; Boromei, I. Effect of Si and Cr content on the high temperature oxidation resistance of aluminide coatings on Ti obtained by microwave assisted SHS of metallic powders mixture. In Proceedings of the World Powder Metallurgy Congress and Exhibition, World PM 2010, Florence, Italy, 10–14 October 2010; Volume 5, pp. 1–6. [Google Scholar]
- Boromei, I.; Casagrande, A.; Poli, G.; Veronesi, P.; Rosa, R. Oxidation behavior resistance of a duplex NiAl/Ti-Ni-Al coating by microwave assisted SHS on Ti substrate. In Proceedings of the Euro PM2009, Copenhagen, Denmark, 12–14 October 2009; pp. 161–166. [Google Scholar]
- Rasooli, A.; Safavi, M.S.; Ahmadiyeh, S.; Jalali, A. Evaluation of TiO2 Nanoparticles Concentration and Applied Current Density Role in Determination of Microstructural, Mechanical, and Corrosion Properties of Ni–Co Alloy Coatings. Prot. Met. Phys. Chem. Surf. 2020, 56, 320–327. [Google Scholar] [CrossRef]
- Rosa, R.; Veronesi, P.; Michelazzi, M.; Leonelli, C.; Boccaccini, A.R. Combination of electrophoretic deposition and microwave-ignited combustion synthesis for the preparation of ceramic coated intermetallic-based materials. Surf. Coat. Technol. 2012, 206, 3240–3249. [Google Scholar] [CrossRef]
- Veronesi, P.; Rosa, R.; Colombini, E. Rapid microwave sintering of protective ZrO2 coatings on reactive metal powder compacts. In Proceedings of the 2012 IEEE/MTT-S International Microwave Symposium Digest, Montreal, QC, Canada, 17–22 June 2012; pp. 1–3. [Google Scholar]
- Yen, S. Mechanism of electrolytic ZrO2 coating on commercial pure titanium. Mater. Chem. Phys. 2000, 63, 256–262. [Google Scholar] [CrossRef]
- Kim, H.K.; Kim, H.G.; Lee, B.-S.; Min, S.-H.; Ha, T.K.; Jung, K.-H.; Lee, C.-W.; Park, H.-K. Atmosphere Gas Carburizing for Improved Wear Resistance of Pure Titanium Fabricated by Additive Manufacturing. Mater. Trans. 2017, 58, 592–595. [Google Scholar] [CrossRef] [Green Version]
- Edrisy, A.; Farokhzadeh, K. Plasma Nitriding of Titanium Alloys. In Plasma Science and Technology—Progress in Physical States and Chemical Reactions; Mieno, T., Ed.; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef] [Green Version]
- Guryn, S.V.; Pogrelyuk, I.N.; Fedirko, V.N.; Dyug, I.V. Corrosion resistance of titanium with diffusion carboxide coatings. Prot. Met. 2006, 42, 284–289. [Google Scholar] [CrossRef]
- Tsuji, N.; Tanaka, S.; Takasugi, T. Evaluation of surface-modified Ti–6Al–4V alloy by combination of plasma-carburizing and deep-rolling. Mater. Sci. Eng. A 2008, 488, 139–145. [Google Scholar] [CrossRef]
- Furuya, M. Method for Producing Substrate Having Carbon-Doped Titanium Oxide Layer. U.S. Patent No. US 7,524,791, B2, 28 April 2009. [Google Scholar]
- Maitre, A.; Tetard, D.; Lefort, P. Role of some technological parameters during carburizing titanium dioxide. J. Europ. Cer. Soc. 2000, 20, 15–22. [Google Scholar] [CrossRef]
- Cardoso, R.P.; Arnoult, G.; Belmonte, T.; Henrion, G.; Weber, S. Titanium Nitriding by Microwave Atmospheric Pressure Plasma: Towards Single Crystal Synthesis. Plasma Proc. Polym. Plasma Nitriding Titan. Alloy 2009, 6, S302–S305. [Google Scholar] [CrossRef]
- Colombini, E.; Gaiani, S.; Veronesi, P.; Balestri, A.; Parisi, F. Surface modification of alpha-Ti alloys to increase high temperature wear resistance. In Proceedings of the TITANIUM 2011, San Diego, CA, USA, 2–5 October 2011; pp. 1–9. [Google Scholar]
- Zhang, X.; Yuan, H.; Cheng, H. A broadband waveguide-to-coaxial transition. In Proceedings of the 3rd IEEE International Symposium on Microwave, Antenna, Propagation and EMC Technologies for Wireless Communications, Beijing, China, 27–29 October 2009; pp. 1058–1059. [Google Scholar] [CrossRef]
- Füner, M.; Wild, C.; Koidl, P. Numerical simulations of microwave plasma reactors for diamond CVD. Surf. Coat. Technol. 1995, 74–75, 221–226. [Google Scholar] [CrossRef]
- Rosa, R.; Veronesi, P.; Leonelli, C. Optimization of Microwave-Assisted Rapid Debinding of CIM Parts in Multi-Mode Applicators. Ceram. Eng. Sci. Proc. 2010, 30, 23–30. [Google Scholar] [CrossRef]
- Jauberteau, I.; Cinelli, M.; Cahoreau, M.; Jauberteau, J.; Aubreton, J. Expanding microwave plasma for steel carburizing: Role of the plasma impinging species on the steel surface reactivity. J. Vac. Sci. Technol. A 2000, 18, 108–114. [Google Scholar] [CrossRef]
- Kailas, S.V.; Biswas, S.K. Sliding Wear of Titanium. ASME J. Tribol. 1997, 119, 31–35. [Google Scholar] [CrossRef]
- Carson, C. Heat Treating of Titanium and Titanium Alloys. In Heat Treating of Nonferrous Alloys; Totten, E.J., Ed.; ASM International: Novelty, OH, USA, 2016; pp. 511–534. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Fe | C | H | O | N |
|---|---|---|---|---|---|
| 1.52 | 0.11 | 0.04 | <0.015 | 0.19 | 0.02 |
| Sample | Ra [μm] | CoF | W.R. [mm3/N/m] | VHN | SHN [GPa] |
|---|---|---|---|---|---|
| Gr37 Ti | 0.92 ± 0.19 | 0.678 ± 0.109 | 1.16 ± 0.26 ×10−5 | 276 ± 14 | 2.87 ± 0.42 |
| Carburized | 0.79 ± 0.13 | 0.637 ± 0.023 | 7.14 ± 1.13 ×10−6 | 824 ± 52 | 4.68 ± 0.12 |
| Plasma | 0.46 ± 0.13 | 0.650 ± 0.019 | 6.30 ± 1.06 ×10−6 | 975 ± 41 | 6.10 ± 0.29 |
| PVD-ZrO2 | 0.11 ± 0.01 | 0.580 ± 0.130 | 2.96 ± 0.44 ×10−4 | 380 ± 19 | 2.42 ± 0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Veronesi, P.; Balestri, A.; Colombini, E. Improvement in Wear Resistance of Grade 37 Titanium by Microwave Plasma Oxy-Carburizing. Technologies 2023, 11, 13. https://doi.org/10.3390/technologies11010013
Veronesi P, Balestri A, Colombini E. Improvement in Wear Resistance of Grade 37 Titanium by Microwave Plasma Oxy-Carburizing. Technologies. 2023; 11(1):13. https://doi.org/10.3390/technologies11010013
Chicago/Turabian StyleVeronesi, Paolo, Alessio Balestri, and Elena Colombini. 2023. "Improvement in Wear Resistance of Grade 37 Titanium by Microwave Plasma Oxy-Carburizing" Technologies 11, no. 1: 13. https://doi.org/10.3390/technologies11010013