Cost-Effectiveness of Structural Health Monitoring in Fuselage Maintenance of the Civil Aviation Industry †


Abstract
:1. Introduction
2. Scheduled Maintenance versus Condition-Based Maintenance
2.1. Scheduled Maintenance
2.2. Condition-Based Maintenance
3. Review of Structural Health Monitoring Sensor Technologies
3.1. Piezoelectric Wafer Active Sensor
3.2. Fiber Bragg Grating Sensors
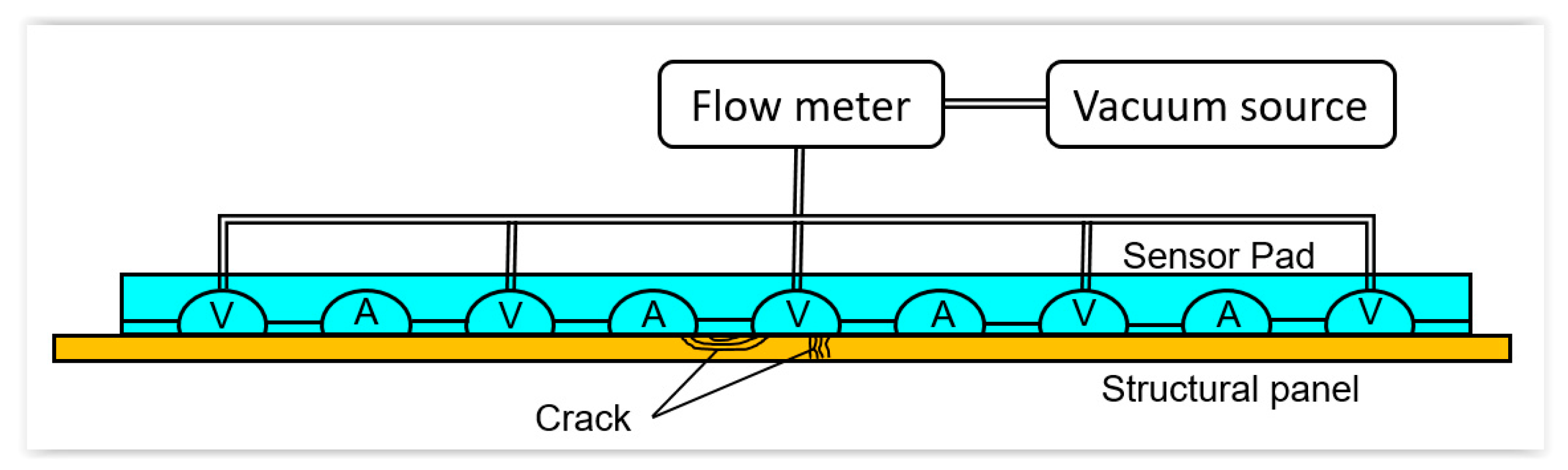
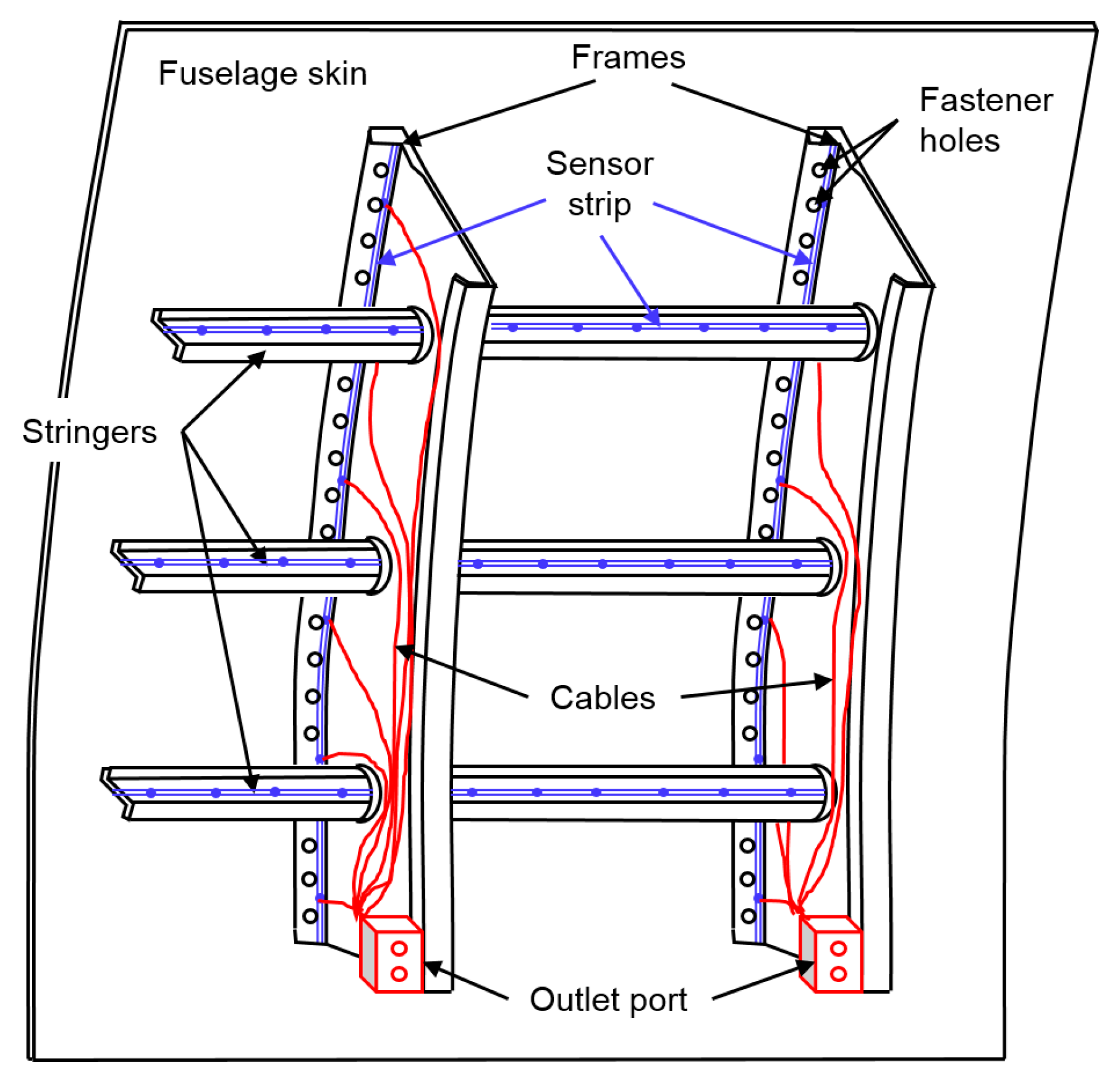
3.3. Comparative Vacuum Monitoring Sensors
3.4. Comparison of Three Types of Sensors
3.5. Certification Challenges to Implementing SHM on Aircraft
3.6. Emerging Sensor Technologies
4. Proposed Inspection Schedule and Estimation of the Number of Sensors
5. Cost-Benefit Analysis
5.1. Added Cost Due to SHM Systems
5.2. Benefits of SHM Systems
5.3. Cost-Benefit Analysis Results
5.4. Discussions
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A. Summary of Emerging Sensor Technologies
Appendix A.1. Carbon Nanotube Sensors
Appendix A.2. Printed Sensors
Appendix A.3. Microelectromechanical System (MEMS) Sensors
Appendix A.4. Acoustic Emission
References
- Kessler, S.S. Certifying a structural health monitoring system: Characterizing durability, reliability and longevity. In Proceedings of the 1st International Forum on Integrated Systems Health Engineering and Management in Aerospace, Napa, CA, USA, 7–10 November 2005; pp. 7–10. [Google Scholar]
- Jardine, A.K.; Lin, D.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Boller, C.; Chang, F.; Fujino, Y. Encyclopedia of Structural Health Monitoring; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Pattabhiraman, S.; Gogu, C.; Kim, N.H.; Haftka, R.T.; Bes, C. Skipping unnecessary structural airframe maintenance using an on-board structural health monitoring system. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2012, 226, 549–560. [Google Scholar] [CrossRef]
- Gerdes, M.; Scholz, D.; Galar, D. Effects of condition-based maintenance on costs caused by unscheduled maintenance of aircraft. J. Qual. Maint. Eng. 2016, 22, 394–417. [Google Scholar] [CrossRef]
- Hölzel, N.; Schilling, T.; Gollnick, V. An aircraft lifecycle approach for the cost-benefit analysis of prognostics and condition-based maintenance based on discrete event simulation. In Proceedings of the Annual Conference of the Prognostics and Health Management Society 2014, Fort Worth, TX, USA, 29 September–2 October 2014; pp. 442–457. [Google Scholar]
- Fioriti, M.; Pavan, G.; Corpino, S.; Fusaro, R. Impacts of a prognostics and health management system on aircraft fleet operating cost during conceptual design phase by using parametric estimation. In Proceedings of the 5th CEAS Air & Space Conference, Delft, The Netherlands, 7–11 September 2015. [Google Scholar]
- Taha, M.R.; Lucero, J. Damage identification for structural health monitoring using fuzzy pattern recognition. Eng. Struct. 2005, 27, 1774–1783. [Google Scholar] [CrossRef]
- Kim, H.; Melhem, H. Damage detection of structures by wavelet analysis. Eng. Struct. 2004, 26, 347–362. [Google Scholar] [CrossRef]
- Coppe, A.; Pais, M.J.; Haftka, R.T.; Kim, N.H. Using a simple crack growth model in predicting remaining useful life. J. Aircr. 2012, 49, 1965–1973. [Google Scholar] [CrossRef]
- An, D.; Choi, J.H.; Kim, N.H.; Pattabhiraman, S. Fatigue life prediction based on Bayesian approach to incorporate field data into probability model. Struct. Eng. Mech. 2011, 37, 427–442. [Google Scholar] [CrossRef]
- Kim, N.H.; An, D.; Choi, J.H. Prognostics and Health Management of Engineering Systems: An Introduction; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Leao, B.P.; Fitzgibbon, K.T.; Puttini, L.C.; de Melo, G.P. Cost-benefit analysis methodology for PHM applied to legacy commercial aircraft. In Proceedings of the 2008 IEEE Aerospace Conference, Big Sky, MT, USA, 1–8 March 2008; pp. 1–13. [Google Scholar]
- Feldman, K.; Jazouli, T.; Sandborn, P.A. A methodology for determining the return on investment associated with prognostics and health management. IEEE Trans. Reliab. 2009, 58, 305–316. [Google Scholar] [CrossRef]
- Boller, C. Next generation structural health monitoring and its integration into aircraft design. Int. J. Syst. Sci. 2000, 31, 1333–1349. [Google Scholar] [CrossRef]
- Giurgiutiu, V.; Cuc, A. Embedded non-destructive evaluation for structural health monitoring, damage detection, and failure prevention. Shock Vib. Dig. 2005, 37, 83–105. [Google Scholar] [CrossRef]
- Giurgiutiu, V.; Bao, J. Embedded-ultrasonics structural radar for in situ structural health monitoring of thin-wall structures. Struct. Health Monit. 2004, 3, 121–140. [Google Scholar] [CrossRef]
- Yu, L.; Giurgiutiu, V. In situ 2-D piezoelectric wafer active sensors arrays for guided wave damage detection. Ultrasonics 2008, 48, 117–134. [Google Scholar] [CrossRef] [PubMed]
- Xu, B.; Giurgiutiu, V. Single mode tuning effects on Lamb wave time reversal with piezoelectric wafer active sensors for structural health monitoring. J. Nondestruct. Eval. 2007, 26, 123–134. [Google Scholar] [CrossRef]
- Worden, K. Rayleigh and Lamb Waves-Basic Principles. Strain 2001, 37, 167–172. [Google Scholar] [CrossRef]
- Santoni, G.B.; Yu, L.; Xu, B.; Giurgiutiu, V. Lamb wave-mode tuning of piezoelectric wafer active sensors for structural health monitoring. J. Vib. Acoust. 2007, 129, 752–762. [Google Scholar] [CrossRef]
- Giurgiutiu, V. Tuned Lamb wave excitation and detection with piezoelectric wafer active sensors for structural health monitoring. J. Intell. Mater. Syst. Struct. 2005, 16, 291–305. [Google Scholar] [CrossRef]
- Zhao, X.; Gao, H.; Zhang, G.; Ayhan, B.; Yan, F.; Kwan, C.; Rose, J.L. Active health monitoring of an aircraft wing with embedded piezoelectric sensor/actuator network: I. Defect detection, localization and growth monitoring. Smart Mater. Struct. 2007, 16, 1208. [Google Scholar] [CrossRef]
- Kessler, S.S.; Spearing, S.M.; Soutis, C. Damage detection in composite materials using Lamb wave methods. Smart Mater. Struct. 2002, 11, 269. [Google Scholar] [CrossRef]
- Grondel, S.; Assaad, J.; Delebarre, C.; Moulin, E. Health monitoring of a composite wingbox structure. Ultrasonics 2004, 42, 819–824. [Google Scholar] [CrossRef] [PubMed]
- Lin, M.; Qing, X.; Kumar, A.; Beard, S.J. Smart layer and smart suitcase for structural health monitoring applications. In Proceedings of the Smart Structures and Materials 2001: Industrial and Commercial Applications of Smart Structures Technologies, Newport Beach, CA, USA, 14 June 2001; International Society for Optics and Photonics: Bellingham, WA, USA, 2001; Volume 4332, pp. 98–107. [Google Scholar]
- Ihn, J.B.; Chang, F.K. Pitch-catch active sensing methods in structural health monitoring for aircraft structures. Struct. Health Monit. 2008, 7, 5–19. [Google Scholar] [CrossRef]
- Staszewski, W.; Boller, C.; Tomlinson, G.R. (Eds.) Health Monitoring of Aerospace Structures: Smart Sensor Technologies and Signal Processing; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Di Sante, R. Fibre optic sensors for structural health monitoring of aircraft composite structures: Recent advances and applications. Sensors 2015, 15, 18666–18713. [Google Scholar] [CrossRef] [PubMed]
- Takeda, S.; Aoki, Y.; Ishikawa, T.; Takeda, N.; Kikukawa, H. Structural health monitoring of composite wing structure during durability test. Compos. Struct. 2007, 79, 133–139. [Google Scholar] [CrossRef]
- Baker, W.; McKenzie, I.; Jones, R. Development of life extension strategies for Australian military aircraft, using structural health monitoring of composite repairs and joints. Compos. Struct. 2004, 66, 133–143. [Google Scholar] [CrossRef]
- Mieloszyk, M.; Krawczuk, M.; Zak, A.; Ostachowicz, W. An adaptive wing for a small-aircraft application with a configuration of fibre Bragg grating sensors. Smart Mater. Struct. 2010, 19, 085009. [Google Scholar] [CrossRef]
- Nicolas, M.J.; Sullivan, R.W.; Richards, W.L. Large scale applications using FBG sensors: Determination of in-flight loads and shape of a composite aircraft wing. Aerospace 2016, 3, 18. [Google Scholar] [CrossRef]
- Yeager, M.; Todd, M.; Gregory, W.; Key, C. Assessment of embedded fiber Bragg gratings for structural health monitoring of composites. Struct. Health Monit. 2017, 16, 262–275. [Google Scholar] [CrossRef]
- Wishaw, M.; Barton, D.P. Comparative vacuum monitoring: A new method of in-situ real-time crack detection and monitoring. In Proceedings of the 10th Asia-Pacific Conference on Nondestructive Testing, Brisbane, Australia, 18–21 September 2001. [Google Scholar]
- Choi, C.H. New Vacuum Sensor for Detecting Surface Cracks on Welds; Maritime Platform Division, DSTO: Canberra, Australia, 2002; pp. 1–11.
- Roach, D. Real time crack detection using mountable comparative vacuum monitoring sensors. Smart Struct. Syst. 2009, 5, 317–328. [Google Scholar] [CrossRef]
- Stehmeier, H.; Speckmann, H. Comparative Vacuum Monitoring (CVM). In Proceedings of the 2nd European Workshop on Structural Health Monitoring, Munich, Germany, 7–9 July 2004. [Google Scholar]
- Roach, D.P.; Rice, T.M.; Neidigk, S.; Piotrowski, D.; Linn, J. Establishing the Reliability of SHM Systems through the Extrapolation of NDI Probability of Detection Principles; No. SAND2015-4452C; Sandia National Laboratories (SNL-NM): Albuquerque, NM, USA, 2015.
- Kinet, D.; Mégret, P.; Goossen, K.W.; Qiu, L.; Heider, D.; Caucheteur, C. Fiber Bragg grating sensors toward structural health monitoring in composite materials: Challenges and solutions. Sensors 2014, 14, 7394–7419. [Google Scholar] [CrossRef] [PubMed]
- Radio Technical Commission for Aeronautics. Environmental Conditions and Test Procedures for Airborne Equipment; AC21-16G; Federal Aviation Administration: Washington, DC, USA, 1996.
- Blackshire, J.L.; Cooney, A.T. Characterization of bonded piezoelectric sensor performance and durability in simulated aircraft environments. AIP Conf. Proc. 2006, 820, 1694–1701. [Google Scholar]
- Lin, B.; Giurgiutiu, V.; Pollock, P.; Xu, B.; Doane, J. Durability and survivability of piezoelectric wafer active sensors on metallic structure. AIAA J. 2010, 48, 635–643. [Google Scholar] [CrossRef]
- Moix-Bonet, M.; Buethe, I.; Bach, M.; Fritzen, C.P.; Wierach, P. Durability of co-bonded piezoelectric transducers. Procedia Technol. 2014, 15, 638–647. [Google Scholar] [CrossRef]
- Forsyth, D.S. Structural health monitoring and probability of detection estimation. AIP Conf. Proc. 2016, 1706, 200004. [Google Scholar] [Green Version]
- Janapati, V.; Kopsaftopoulos, F.; Li, F.; Lee, S.J.; Chang, F.K. Damage detection sensitivity characterization of acousto-ultrasound-based structural health monitoring techniques. Struct. Health Monit. 2016, 15, 143–161. [Google Scholar] [CrossRef]
- Lindgren, E.A. SHM reliability and implementation–A personal military aviation perspective. AIP Conf. Proc. 2016, 1706, 200001. [Google Scholar]
- Lynch, J.P.; Loh, K.J. A summary review of wireless sensors and sensor networks for structural health monitoring. Shock Vib. Dig. 2006, 38, 91–130. [Google Scholar] [CrossRef]
- Becker, T.; Kluge, M.; Schalk, J.; Tiplady, K.; Paget, C.; Hilleringmann, U.; Otterpohl, T. Autonomous sensor nodes for aircraft structural health monitoring. IEEE Sens. J. 2009, 9, 1589–1595. [Google Scholar] [CrossRef]
- Gao, H.; Rose, J.L. Ultrasonic sensor placement optimization in structural health monitoring using evolutionary strategy. AIP Conf. Proc. 2006, 820, 1687–1693. [Google Scholar]
- Flynn, E.B.; Todd, M.D. Optimal placement of piezoelectric actuators and sensors for detecting damage in plate structures. J. Intell. Mater. Syst. Struct. 2010, 21, 265–274. [Google Scholar] [CrossRef]
- Ewald, V.; Groves, R.M.; Benedictus, R. Transducer Placement Option of Lamb Wave SHM System for Hotspot Damage Monitoring. Aerospace 2018, 5, 39. [Google Scholar] [CrossRef]
- Lee, B.C.; Staszewski, W.J. Sensor location studies for damage detection with Lamb waves. Smart Mater. Struct. 2007, 16, 399. [Google Scholar] [CrossRef]
- Thiene, M.; Khodaei, Z.S.; Aliabadi, M.H. Optimal sensor placement for maximum area coverage (MAC) for damage localization in composite structures. Smart Mater. Struct. 2016, 25, 095037. [Google Scholar] [CrossRef]
- Janapati, V.; Lonkar, K.; Chang, F.K. Design of Optimal Layout of Active Sensing Diagnostic Network for Achieving Highest Damage Detection Capability in Structures. In Proceedings of the 6th European Workshop on Structural Health Monitoring, Dresden, Germany, 3–6 July 2012. [Google Scholar]
- Chang, F.K. Design of integrated SHM system for commercial aircraft applications. In Proceedings of the 5th International Workshop on Structural Health Monitoring, Stanford, CA, USA, 12–14 September 2005; Stanford University Press: Stanford, CA, USA, 2005. [Google Scholar]
- Pattabhiraman, S.; Haftka, R.T.; Kim, N.H. Effect of inspection strategies on the weight and lifecycle cost of airplanes. In Proceedings of the 52nd Conference “AIAA/ASME/ASCE/ANS/ASC Structures, Structural Dynamics and Materials”, Denver, CO, USA, 4–7 April 2011; Volume 2, pp. 900–913. [Google Scholar]
- Ackert, S. Aircraft Payload-Range Analysis for Financiers; Aircraft Monitor: San Francisco, CA, USA, 2013. [Google Scholar]
- Flight Standards Service. Aircraft Weight and Balance Control; AC 120-27E; Federal Aviation Administration: Washington, DC, USA, 2005.
- Boeing. 737 Airplane Characteristics for Airport Planning; D6-58325-6; Boeing: Chicago, IL, USA, 2014. [Google Scholar]
- Mcelroy, P. Maintaining a Winner. Available online: https://www.boeing.com/news/frontiers/archive/2006/may/i_ca1.html (accessed on 31 May 2006).
- Kang, I.; Schulz, M.J.; Kim, J.H.; Shanov, V.; Shi, D. A carbon nanotube strain sensor for structural health monitoring. Smart Mater. Struct. 2006, 15, 737. [Google Scholar] [CrossRef]
- Zhang, Y.; Anderson, N.; Bland, S.; Nutt, S.; Jursich, G.; Joshi, S. All-printed strain sensors: Building blocks of the aircraft structural health monitoring system. Sens. Actuators A Phys. 2017, 253, 165–172. [Google Scholar] [CrossRef]
- Thompson, B.; Yoon, H.S. Aerosol-printed strain sensor using PEDOT: PSS. IEEE Sens. J. 2013, 13, 4256–4263. [Google Scholar] [CrossRef]
- Varadan, V.K.; Varadan, V.V. Microsensors, microelectromechanical systems (MEMS), and electronics for smart structures and systems. Smart Mater. Struct. 2000, 9, 953. [Google Scholar] [CrossRef]
- Bhuiyan, M.Y.; Bao, J.; Poddar, B.; Giurgiutiu, V. Toward identifying crack-length-related resonances in acoustic emission waveforms for structural health monitoring applications. Struct. Health Monit. 2018, 17, 577–585. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Performance | CVM Sensor | FBG Sensor | PWAS |
|---|---|---|---|
| Smallest detectable damage size | 0.02 in. | N/A | 0.2 in. |
| Weight | Light | Light | Medium |
| Capability of detecting closed crack | Yes | No | Yes |
| Detection range | Low | Medium | High |
| Parameter | Value |
|---|---|
| NS | 9988 |
| Csensor | $10 |
| tinstall | 2000 |
| Cmh | $60/man-hour |
| Wset | 3 lbs |
| P | $1/flight |
| Nfc | 50,000 |
| tmanual | 1280 man-hour |
| NC-check | 18 |
| tdowntime | 8 days |
| Rdaily | $27,428/day |
| Cost | Benefit | ||
|---|---|---|---|
| CSHM | $99,880 | Blabor | $1,384,400 |
| Cinstall | $120,000 | Bavail | $3,949,632 |
| Cweight | $50,000,000 | ||
| CTotal | $50,219,880 | BTotal | $5,334,032 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, T.; Kim, N.H. Cost-Effectiveness of Structural Health Monitoring in Fuselage Maintenance of the Civil Aviation Industry †. Aerospace 2018, 5, 87. https://doi.org/10.3390/aerospace5030087
Dong T, Kim NH. Cost-Effectiveness of Structural Health Monitoring in Fuselage Maintenance of the Civil Aviation Industry †. Aerospace. 2018; 5(3):87. https://doi.org/10.3390/aerospace5030087
Chicago/Turabian StyleDong, Ting, and Nam H. Kim. 2018. "Cost-Effectiveness of Structural Health Monitoring in Fuselage Maintenance of the Civil Aviation Industry †" Aerospace 5, no. 3: 87. https://doi.org/10.3390/aerospace5030087