
Comprehensive Comparison of Different Integrated Thermal Protection Systems with Ablative Materials for Load-Bearing Components of Reusable Launch Vehicles
 , , ,
, , ,
Abstract
:1. Introduction
1.1. Context
1.2. Ablative and Integrated Thermal Protection Systems
Use of Phase Change Materials for Integrated Thermal Protection Systems
- A phenolic impregnated carbon ablator (PICA) ablative TPSis analysed by means of a solver based on the one-dimensional finite volume method. The thermal mass is optimised via a root finding algorithm.
- The CMC-based ITPS is composed of a corrugated core sandwich structure made of C/SiC and Saffil® insulation. The aforementioned solver (with ablation terms deactivated) is used to analyse it. A constrained optimisation algorithm based on sequential least squares programming (SLSQP) implemented in Python® is used to optimise the core and face sheets geometry for minimal thermal mass.
- The solution based on lattice core-PCM sandwich structures is analysed via implementing a homogenisation technique based on the semi-analytical model proposed by Hubert et al. [22] and on the application of mixture rules, as reported in [23]. The PCM behaviour is modelled with use of the apparent heat capacity method, implemented in COMSOL® Multiphysics.
2. Governing Equations
2.1. Ablation
- The hot boundary layer gases of the flow,
- The surface (mostly charred) solid material,
- The pyrolysis gas emerging from the depths of the decomposing layer.
2.2. Energy Equation for ITPS
2.3. Material Properties
2.3.1. Ablative Material
2.3.2. Corrugated Core ITPS
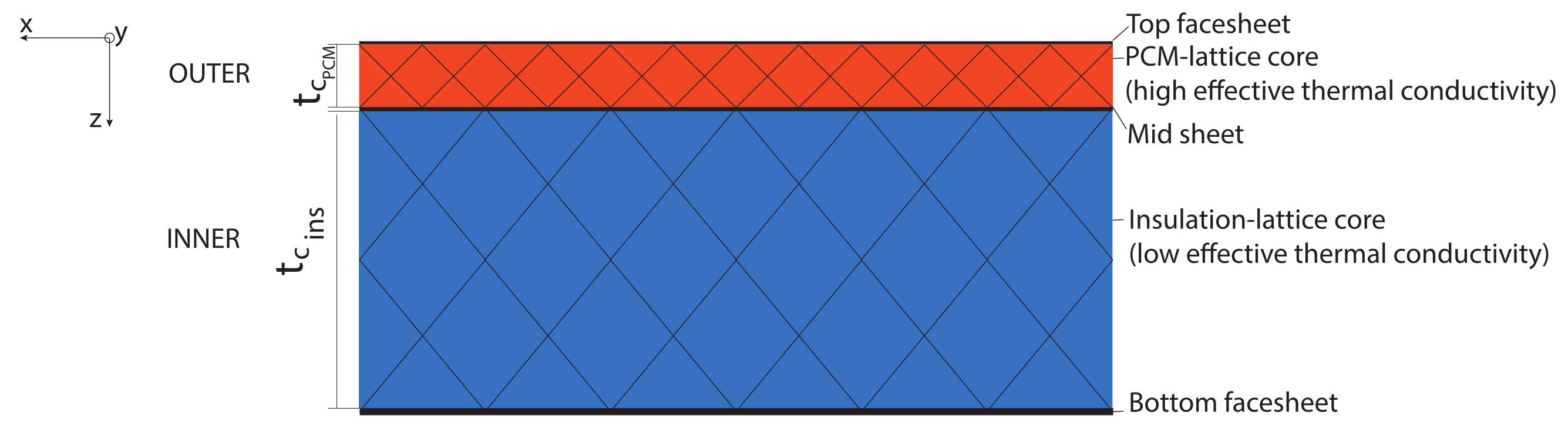
2.3.3. Lattice Core ITPS with Embedded PCM
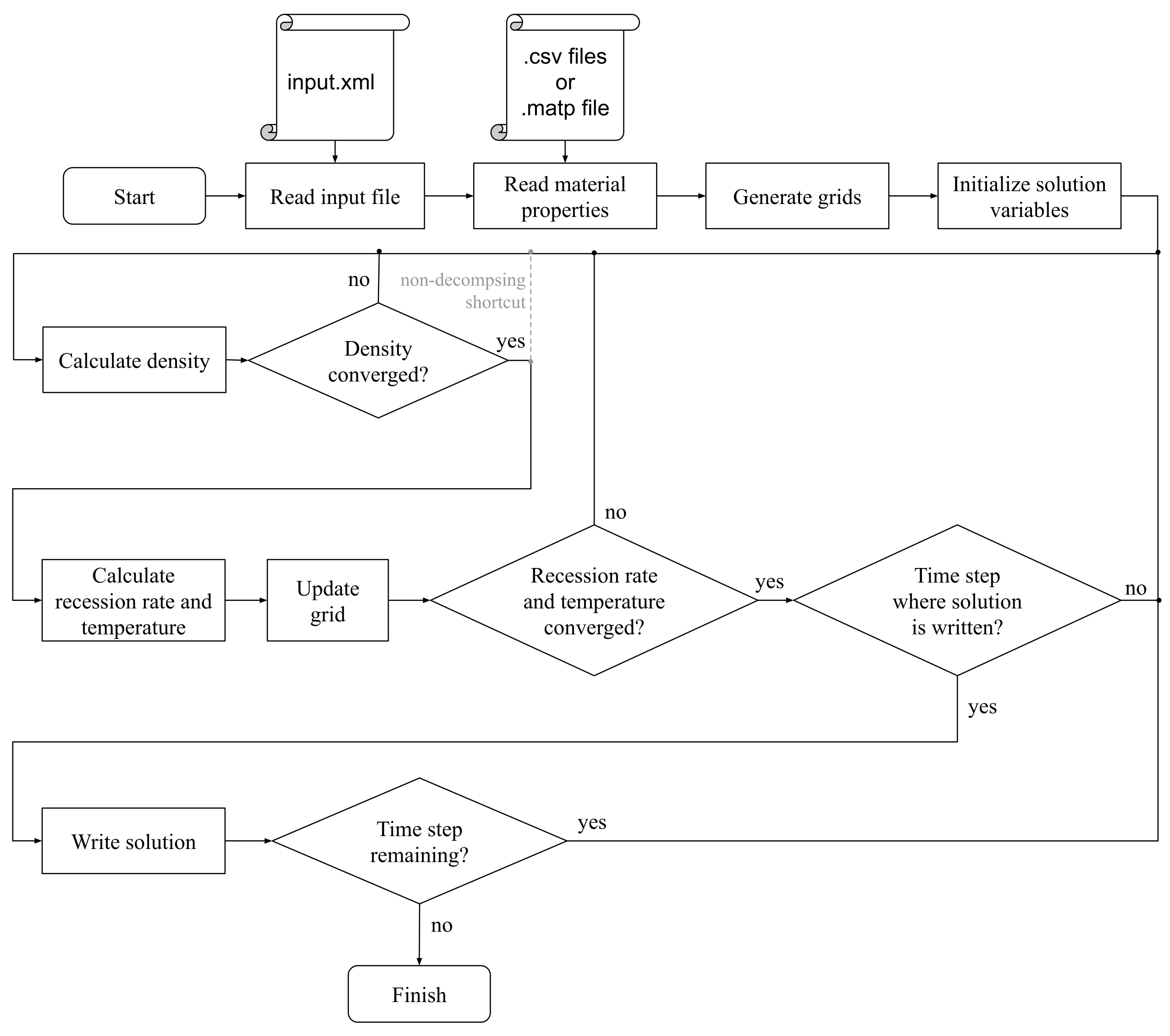
3. Solver for Ablative TPS and Corrugated Core ITPS
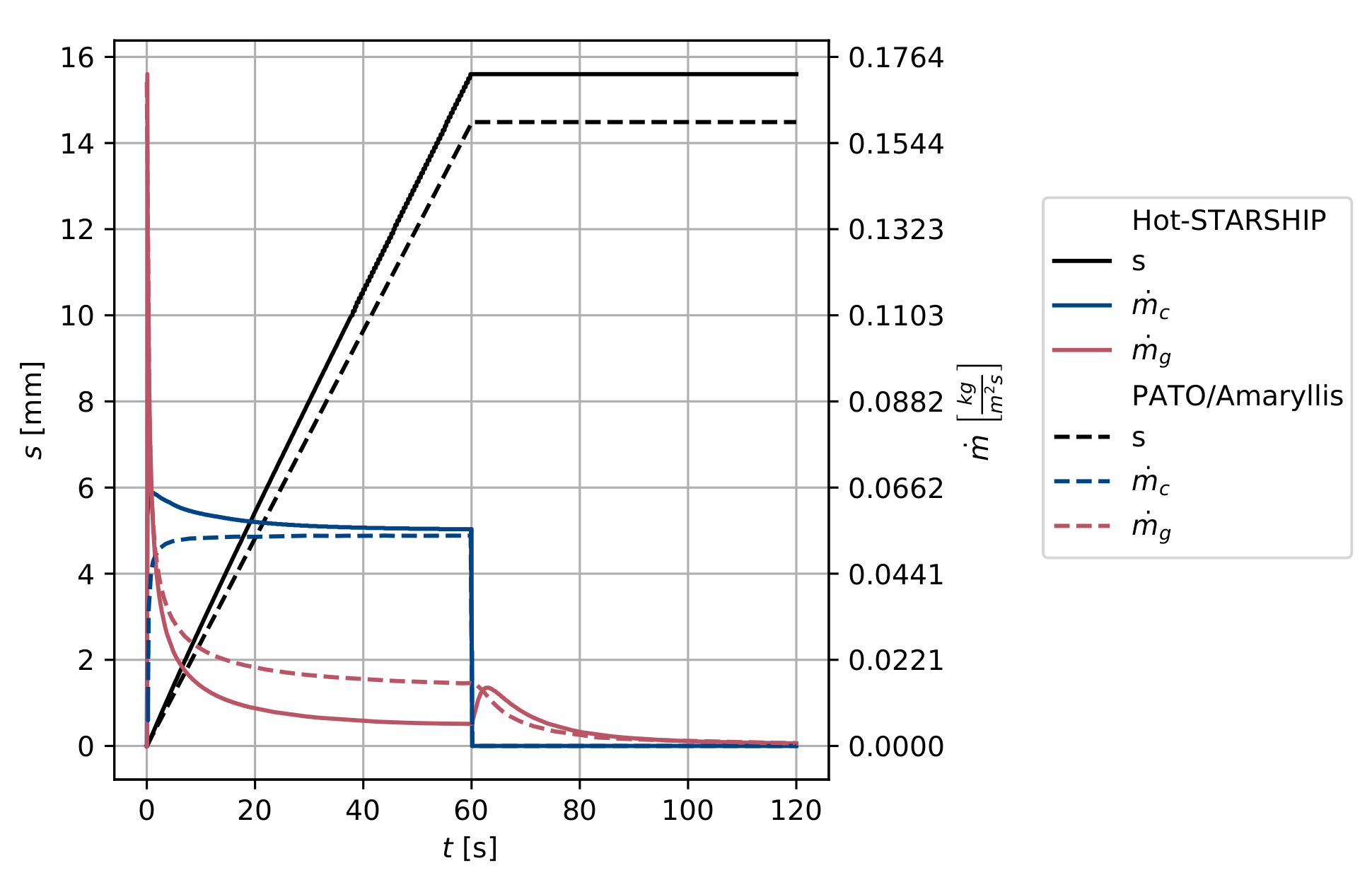
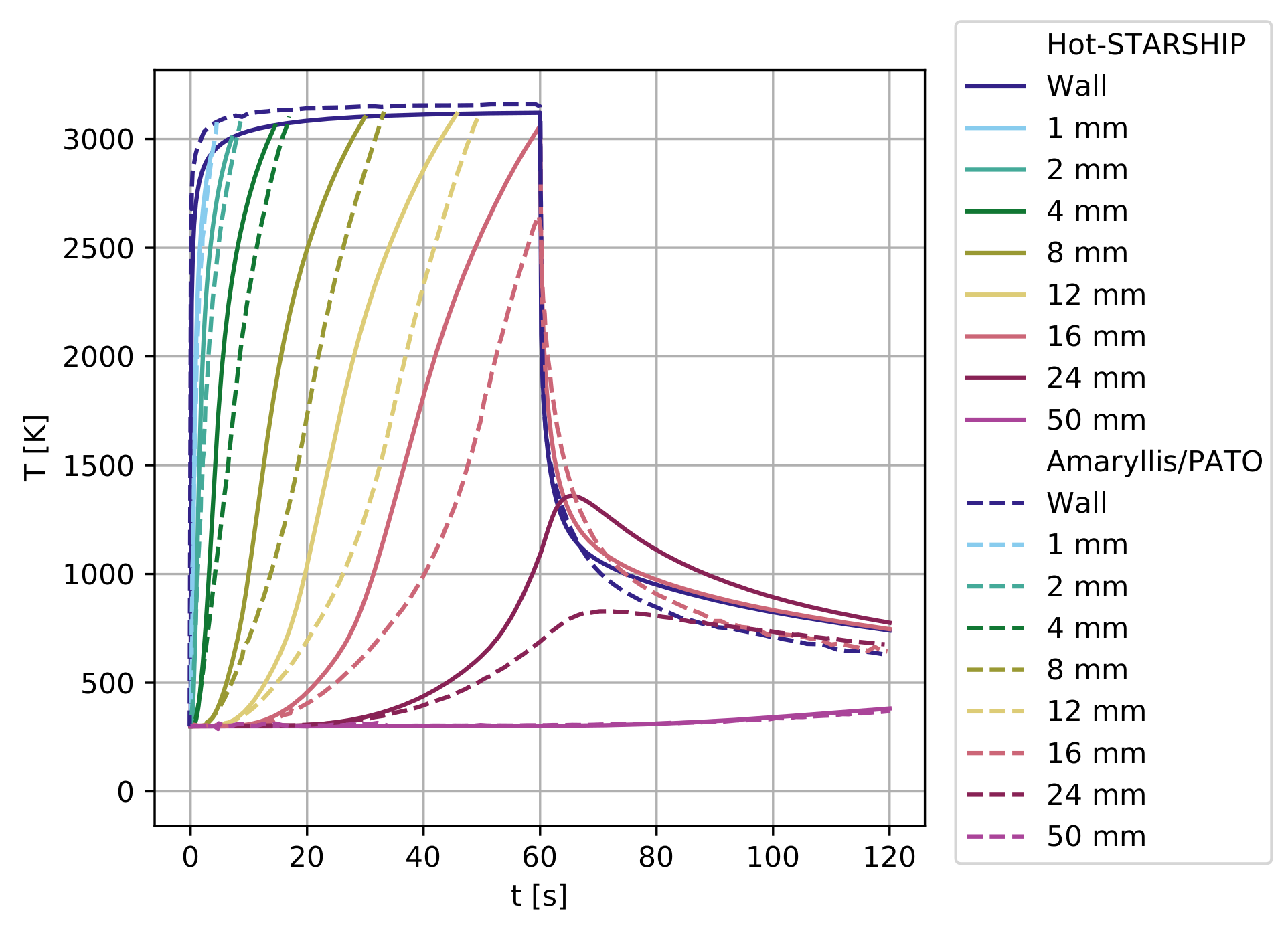
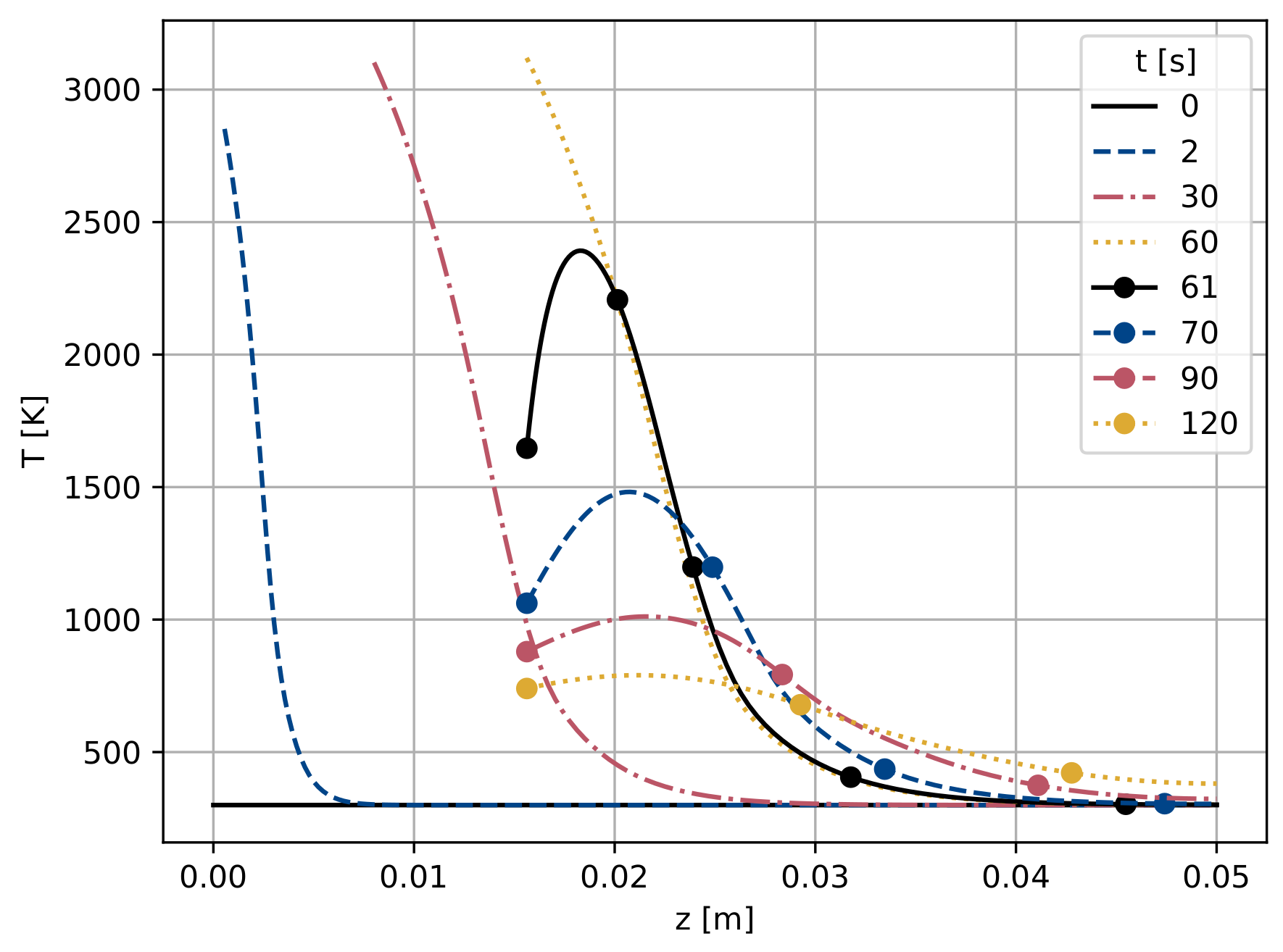
3.1. Verification
3.2. Optimisation
4. Parametric Study of the Lattice Core-PCM ITPS
5. Results and Discussion
5.1. Boundary Conditions
5.2. Thermal Response of the Ablative TPS
5.3. Thermal Response of the Corrugated Core ITPS
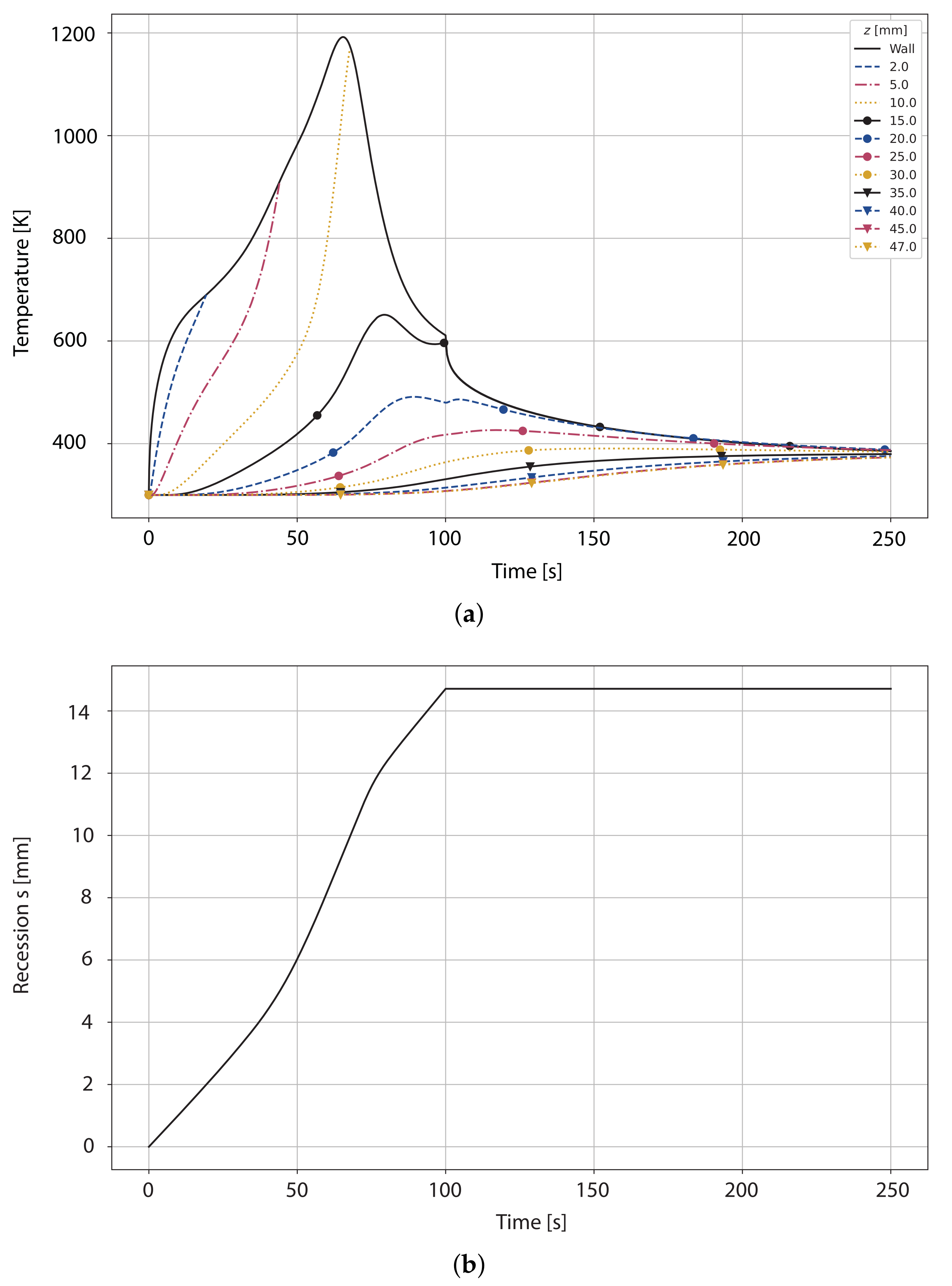
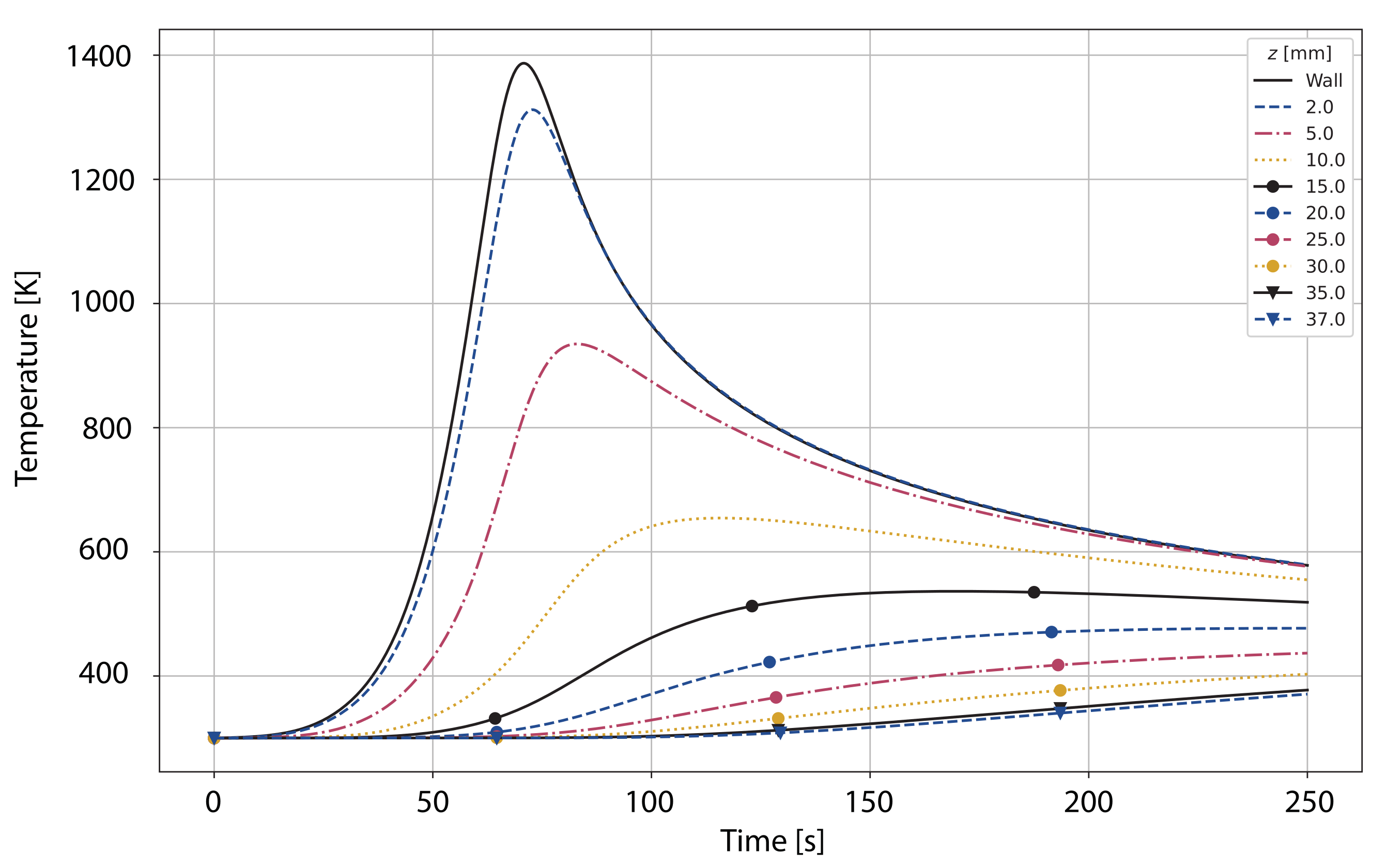
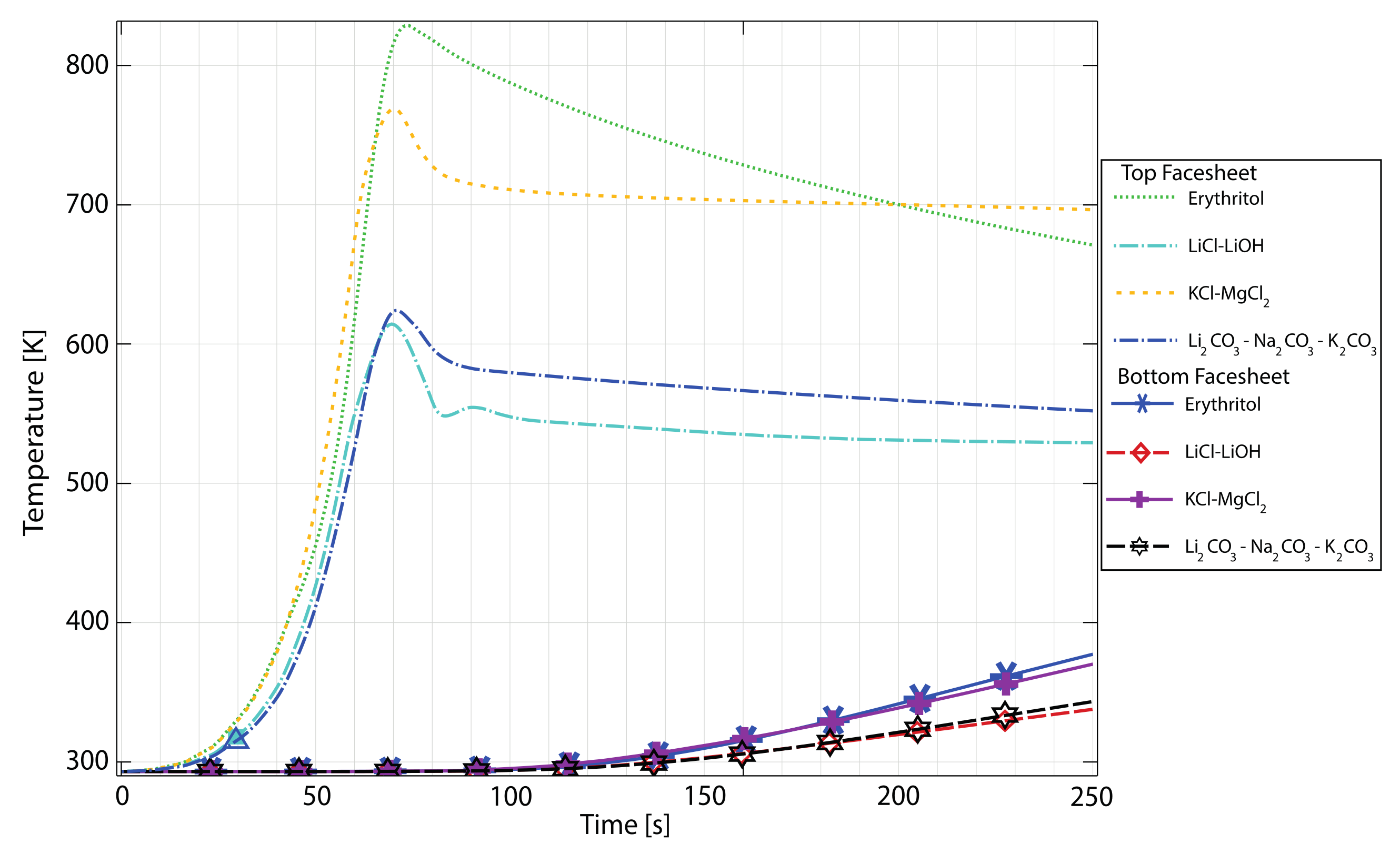
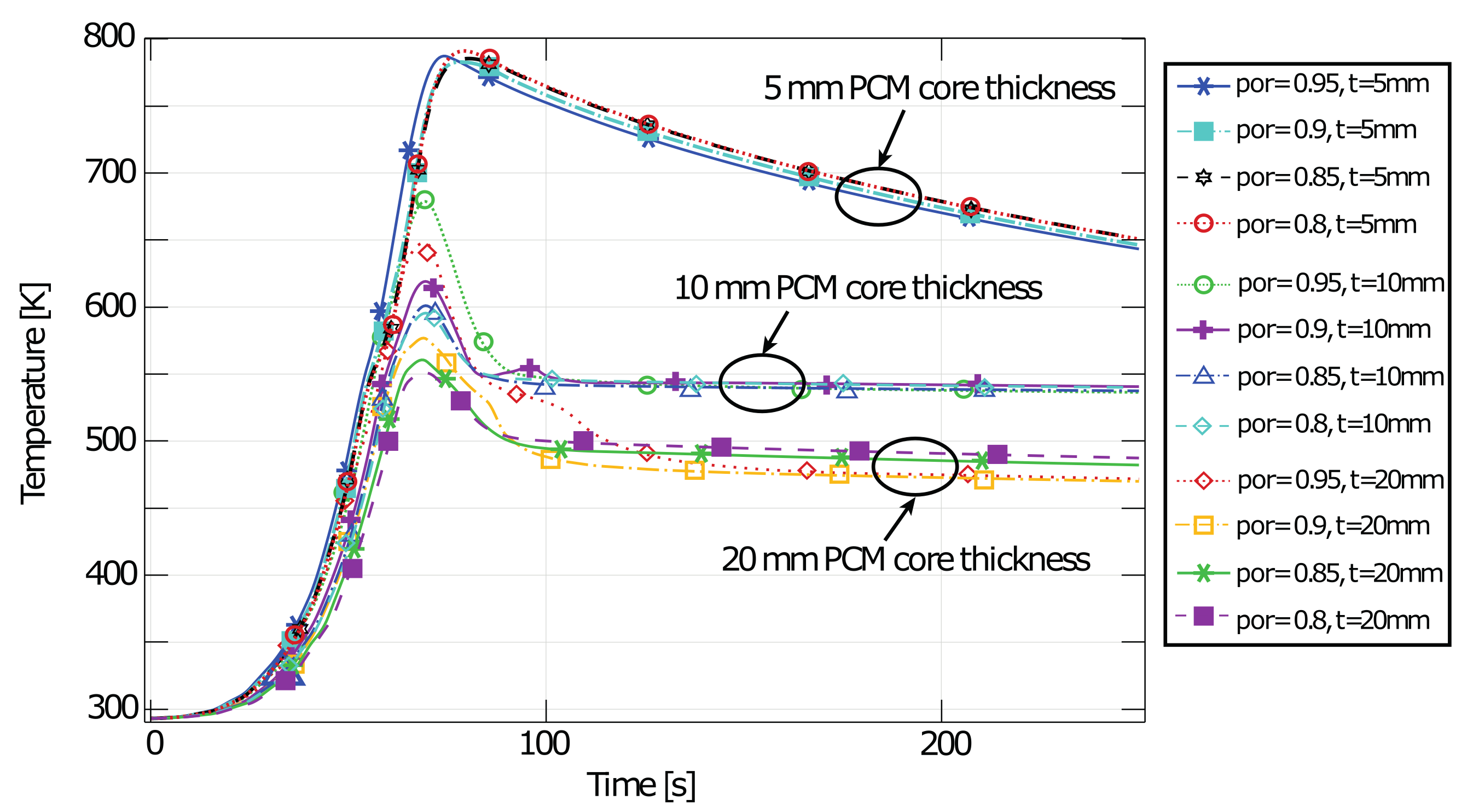
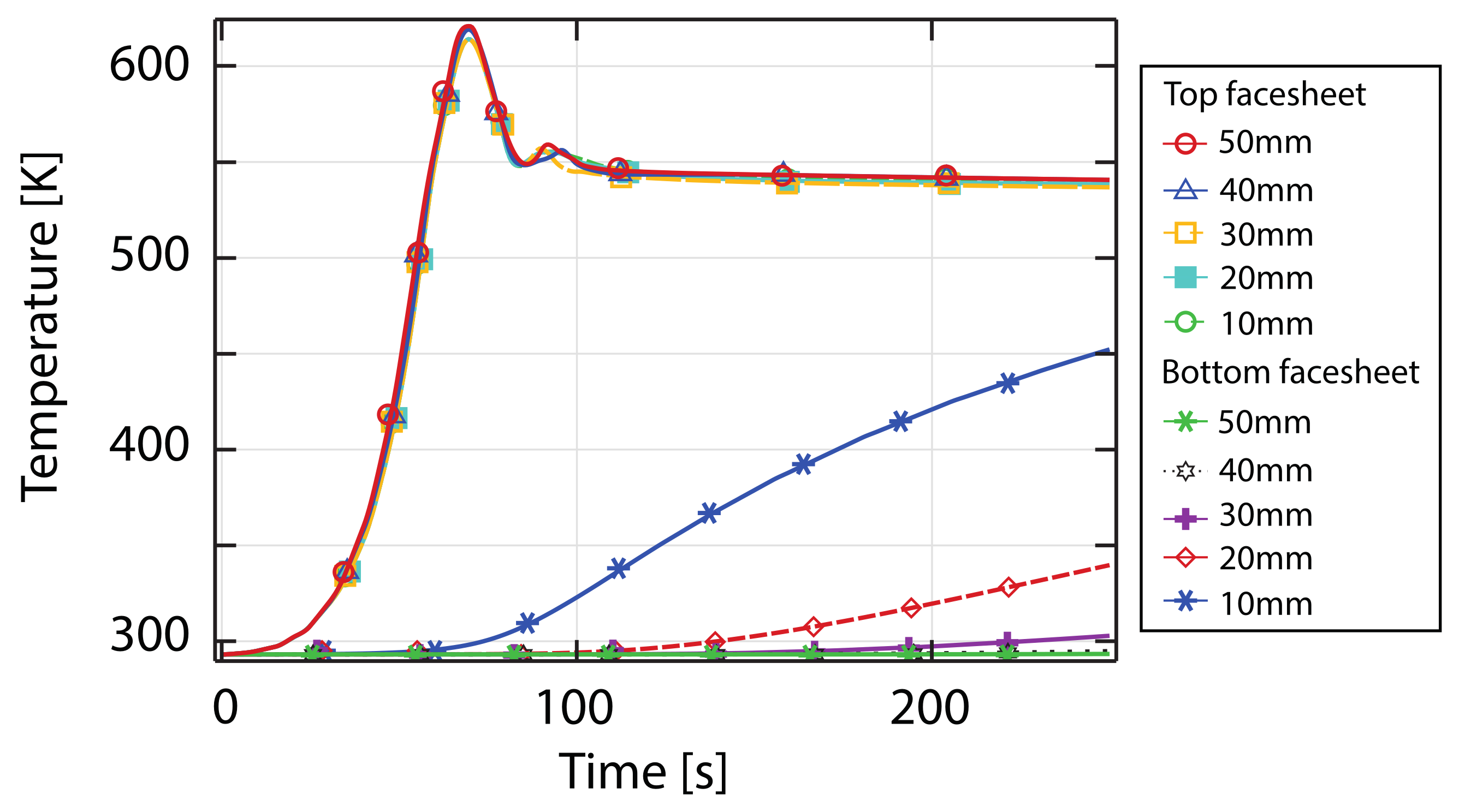
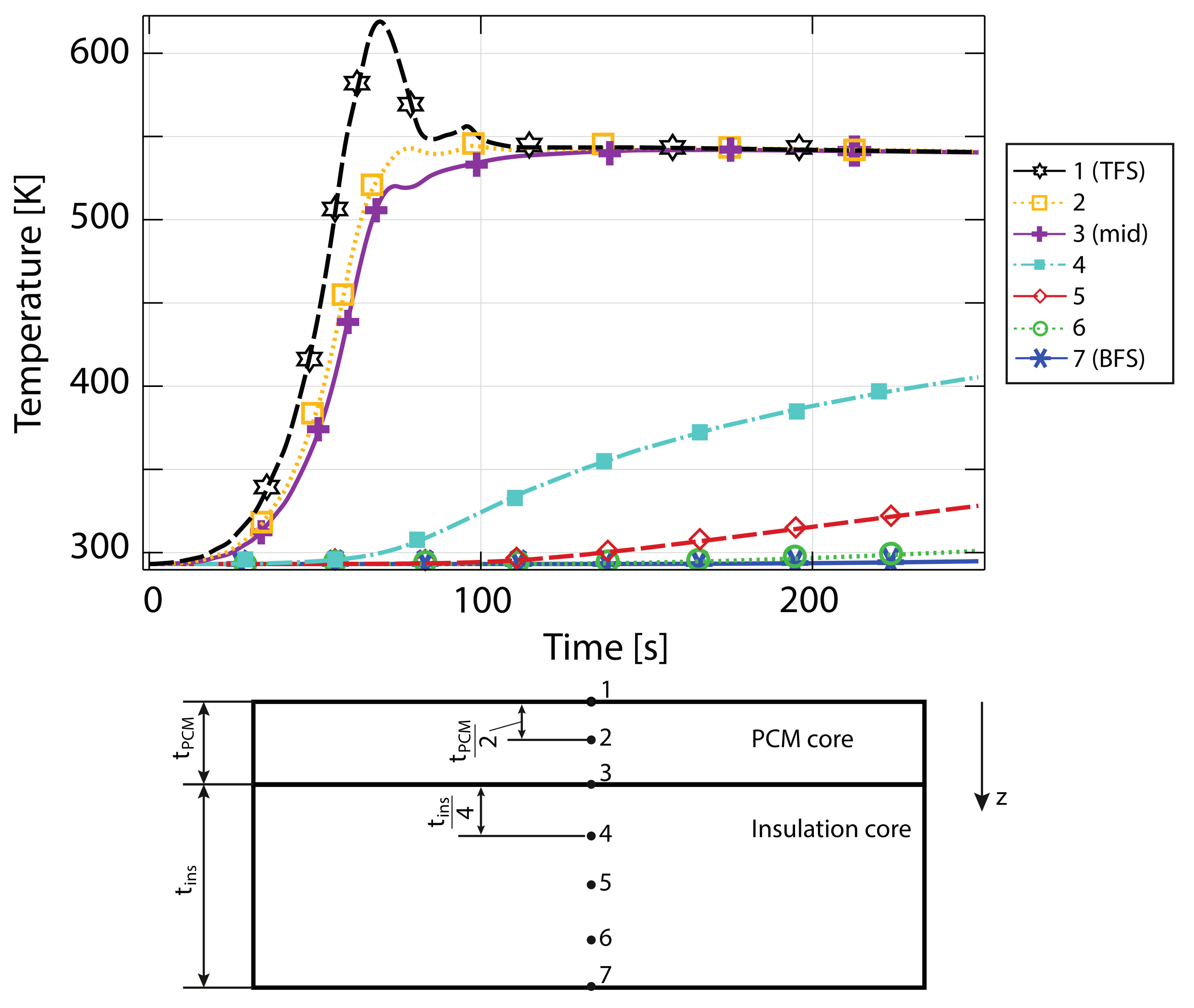
5.4. Thermal Response of the Lattice Core-PCM ITPS
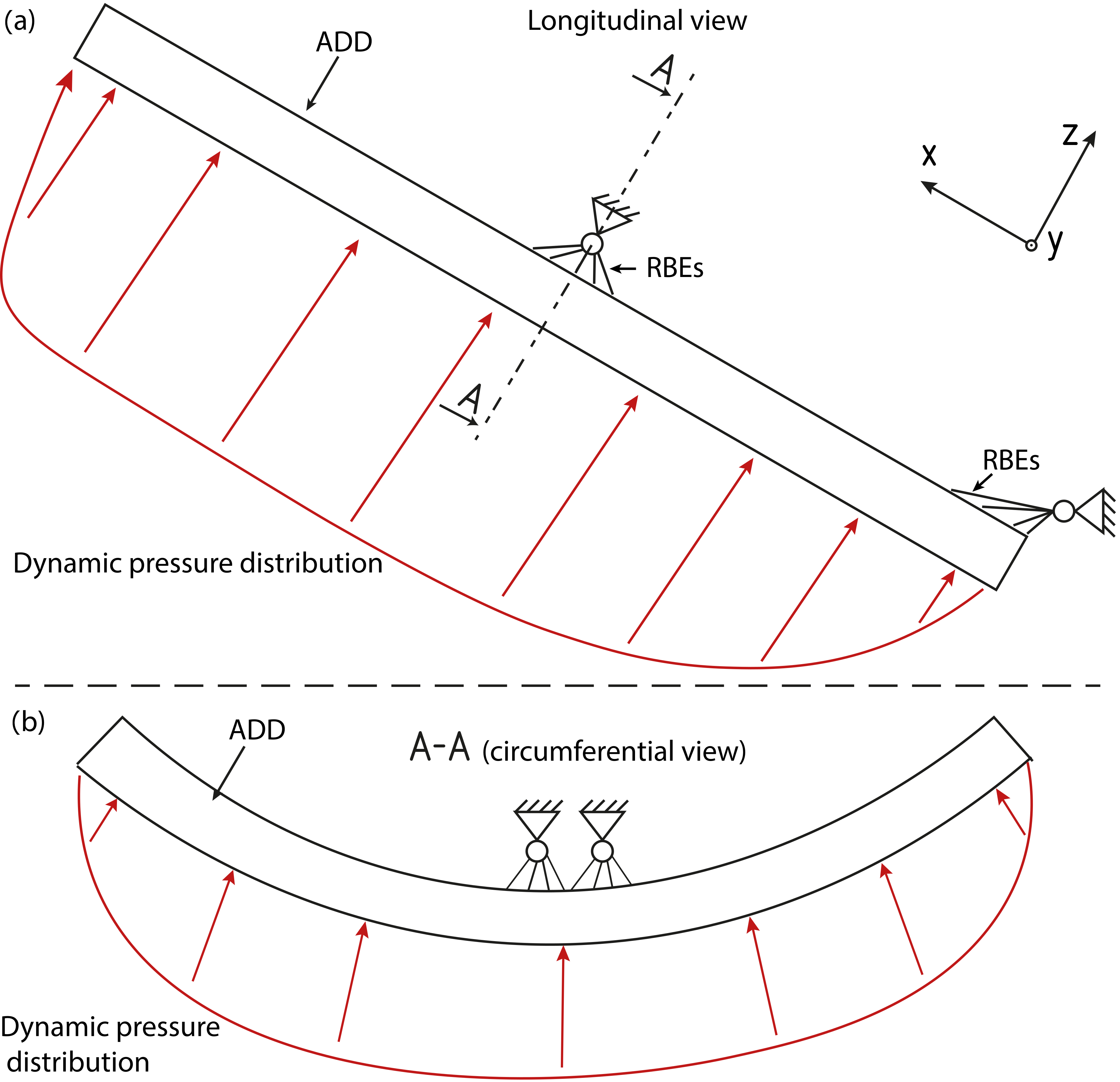
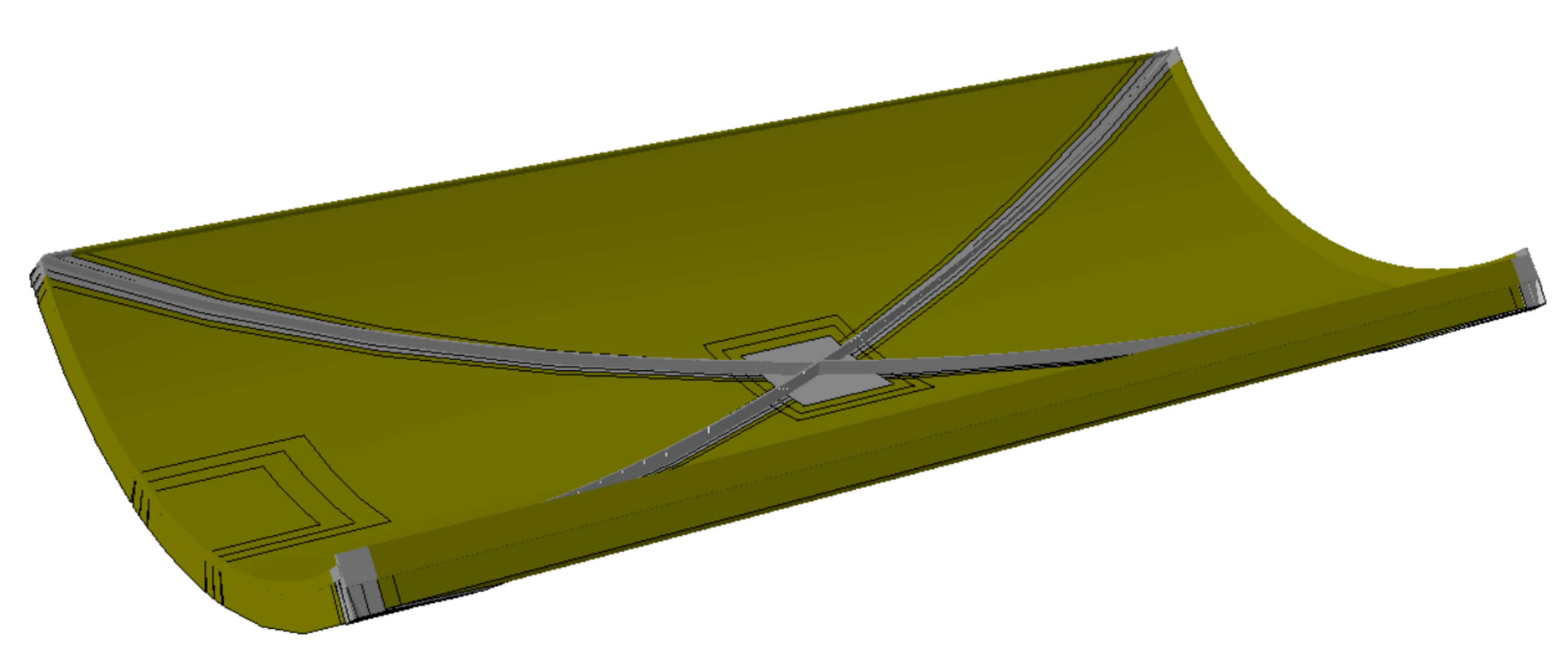
5.5. Preliminary Structural Design
- For the corrugated core ITPS solution, no modification of the design is made, and the final geometrical configuration obtained from the thermal optimization (see Section 5.3) is analysed under mechanical and thermal loads.
- The considered configuration of the lattice core-PCM ITPS is the one on the higher end of the geometrical ranges considered in Section 5.4 (i.e., , , ).
- The mechanical analysis of the load-bearing structure for the ablative PICA TPS analysed in Section 5.2 is used to iteratively optimise the CFRP laminate. The goal of the optimization is to obtain a layup that does not exhibit material failure under the mechanical loads.
5.5.1. Load-Bearing Structure Carrying the Ablative TPS
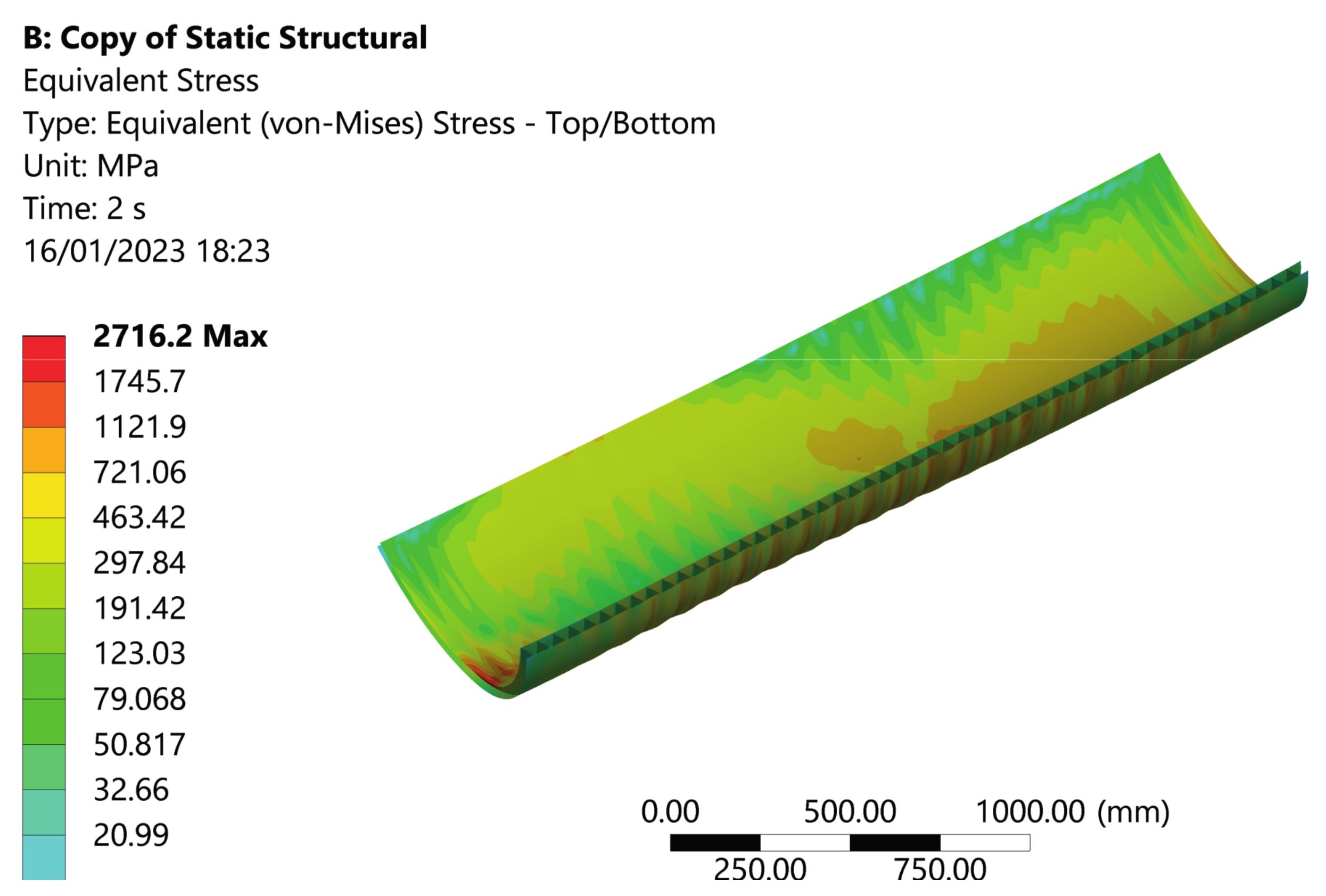
5.5.2. Corrugated Core ITPS
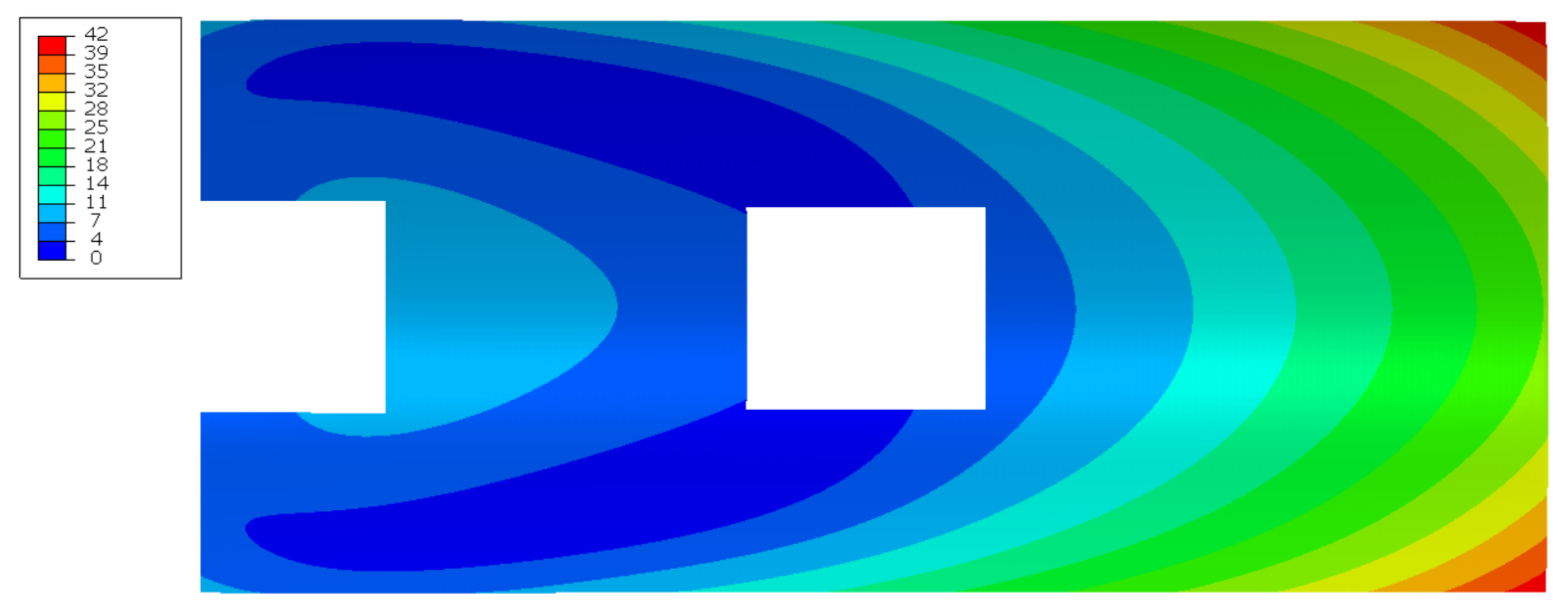
5.5.3. Lattice Core-PCM ITPS
5.6. Final Mass Estimation
6. Conclusions
- Ablative TPS solution
- -
- The separation of thermal and structural functions allows one to use efficient materials and construction methods for each absolved function, namely PICA for thermal protection and CFRP-aluminium honeycomb sandwich for load-bearing functionality.
- -
- The solution delivers the lowest overall mass.
- -
- It is easier to obtain a feasible solution because of the two high-TRL solutions used in this concept.
- -
- Reusability is a concern. Indeed, after-flight maintenance operations should include either a check of the receded amount of ablative material or a re-application. Alternatively, a fast-swap concept can be considered, directly removing and substituting both the structural element and the thermal protection system.
- ITPS-CMC corrugated core sandwich
- -
- The concept represents a lightweight, reusable solution for thermal protection purposes.
- -
- However, the thermally optimised solution does not withstand the thermo-mechanical loads.
- -
- Although ceramic matrix composites exhibit a low coefficient of thermal expansion, the high thermal gradients and the high stiffness lead to high thermal stresses compared to the low tensile strength of the material. Improvements in this direction are needed to allow a load bearing functionality of CMC-based TPS. Three-dimensional CTE tailoring via appropriate fibre orientation can be considered in future work.
- ITPS-Lattice core/PCM
- -
- The integration of a PCM drastically reduces outer wall (top face sheet) temperatures and therefore allows use of materials with high specific mechanical properties, i.e., Inconel.
- -
- However, thermal stresses above the yield strength of the respective materials in the different layers are identified. These can be caused by mismatch in the CTE of the different materials and high bending stiffness. Additionally, the use of copper alloy, although beneficial to improving the thermal conductivity of the PCM, has the drawback of a low specific yield strength.
- -
- Different material combinations can be considered in the future. In particular, given the obtained operative temperatures, titanium based alloys are good candidates for the face sheets and for the insulation core. High temperature aluminium alloys, which retain their strength up to 300℃, could be considered for the PCM core. This way, a higher lightweight potential can be obtained.
- -
- Additive manufacturing allows for local adaptation of the structure. Local optimization of lattice unit cell parameters can allow further mass reduction with improved thermo-mechanical behaviour.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ADD | Aerodynamic drag device |
| BFS | Bottom face sheet |
| CFD | Computational fluid dynamic |
| CFRP | Carbon fibre-reinforced polymer |
| CMC | Ceramic matrix composite |
| CTE | Coefficient of thermal expansion |
| DOF | Degree of freedom |
| FEM | Finite element method |
| FVM | Finite volume method |
| ITPS | Integrated thermal protection system |
| PCM | Phase change material |
| PICA | Phenolic impregnated carbon ablator |
| RLV | Reusable launch vehicle |
| SLSQP | Sequential least squares programming |
| TACOT | Theoretical ablative composite for open testing |
| TFS | Top face sheet |
| TPS | Thermal protection system |
| TRL | Technology readiness level |
| UD | Unidirectional |
Appendix A. Verification of the Hot-STARSHIP Solver

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Symbol | Value |
|---|---|---|
| Initial length | 50 mm | |
| Initial temperature | 300 K | |
| Pressure | p | 101,325 Pa |
| Turbulent factor | 0.5 |



Appendix B. Material Data
| E1 | E2 | Nu12 | G12 | G13 | G23 | |||
|---|---|---|---|---|---|---|---|---|
| 121,000 | 8600 | 0.27 | 4700 | 3100 | 4700 |
| Tensile X | Compression X | Tensile XY | Compression XY | Shear Strength XY |
|---|---|---|---|---|
| 2321 | −1082 | 29 | −100 | 60 |
| E1 | E2 | E3 | Nu12 | Nu13 | Nu23 | G12 | G13 | G23 |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 255 | 0.49 | 0.01 | 0.01 | 37 | 70 |
| Density [g/cm3] | Tensile Str. [MPa] | Compressive Str. [MPa] | Young Modulus [GPa] |
|---|---|---|---|
| 1.8 | 260 | 590 | 90 |
References
- Niederstrasser, C.G. The small launch vehicle survey a 2021 update (The rockets are flying). J. Space Saf. Eng. 2022, 9, 341–354. [Google Scholar] [CrossRef]
- Governale, G.; Rimani, J.; Viola, N.; Villace, V.F. A trade-off methodology for micro-launchers. Aerosp. Syst. 2021, 4, 209–226. [Google Scholar] [CrossRef]
- Medici, G.; Bergström, R.; Martí, L.; Palumbo, N.; Hove, B.; Viladegut, A.; Paris, S.; Soepper, M.; Bhardwaj, P.; Rellakis, D.; et al. A Novel Design Approach for a Reusable VTOL Micro Launch Vehicle. In Proceedings of the 72nd International Astronautical Congress, Dubai, United Arab Emirates, 25–29 October 2021; Available online: https://www.researchgate.net/publication/360008193_A_novel_design_approach_for_a_reusable_VTOL_Micro_Launch_Vehicle (accessed on 21 March 2023).
- Marwege, A.; Gülhan, A.; Klevanski, J.; Hantz, C.; Karl, S.; Laureti, M.; De Zaiacomo, G.; Vos, J.; Jevons, M.; Thies, C.; et al. RETALT: Review of technologies and overview of design changes. CEAS Space J. 2022, 14, 433–445. [Google Scholar] [CrossRef] [PubMed]
- Natali, M.; Kenny, J.M.; Torre, L. Science and technology of polymeric ablative materials for thermal protection systems and propulsion devices: A review. Prog. Mater. Sci. 2016, 84, 192–275. [Google Scholar] [CrossRef]
- Uyanna, O.; Najafi, H. Thermal protection systems for space vehicles: A review on technology development, current challenges and future prospects. Acta Astronaut. 2020, 176, 341–356. [Google Scholar] [CrossRef]
- Dorsey, J.T.; Poteet, C.C.; Wurster, K.E.; Chen, R.R. Metallic Thermal Protection System Requirements, Environments, and Integrated Concepts. J. Spacecr. Rockets 2004, 41, 162–172. [Google Scholar] [CrossRef]
- Le, V.T.; Goo, N.S. Design, Fabrication, and Testing of Metallic Thermal Protection Systems for Spaceplane Vehicles. J. Spacecr. Rockets 2021, 58, 1043–1060. [Google Scholar] [CrossRef]
- Le, V.T.; Goo, N.S. Thermomechanical Performance of Bio-Inspired Corrugated-Core Sandwich Structure for a Thermal Protection System Panel. Appl. Sci. 2019, 9, 5541. [Google Scholar] [CrossRef] [Green Version]
- Heidenreich, B. C/SiC and C/C-SiC Composites. In Ceramic Matrix Composites; Bansal, N.P., Lamon, J., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA; pp. 147–216. [CrossRef]
- Glass, D.E. Ceramic matrix composite (CMC) thermal protection systems (TPS) and hot structures for hypersonic vehicles. In Proceedings of the 15th AIAA International Space Planes and Hypersonic Systems and Technologies Conference, Dayton, OH, USA, 28 April–1 May 2008; pp. 1–36. [Google Scholar] [CrossRef] [Green Version]
- Ferraiuolo, M.; Scigliano, R.; Riccio, A.; Bottone, E.; Rennella, M. Thermo-structural design of a Ceramic Matrix Composite wing leading edge for a re-entry vehicle. Compos. Struct. 2019, 207, 264–272. [Google Scholar] [CrossRef]
- Blosser, M.L.; Chen, R.R.; Schmidt, I.H.; Dorsey, J.T.; Poteet, C.C.; Bird, R.K.; Wurster, K.E. Development of advanced metallic thermal-protection-system prototype hardware. J. Spacecr. Rockets 2004, 41, 183–194. [Google Scholar] [CrossRef]
- Fischer, W.; Bolz, J. ULTIMATE: Metallic TPS for Future RLV’s. In Proceedings of the 9th AIAA/ASME Joint Thermophysics and Heat Transfer Conference, San Francisco, CA, USA, 5–8 June 2006. [Google Scholar] [CrossRef]
- Bapanapalli, S.; Martinez, O.; Gogu, C.; Sankar, B.; Haftka, R.; Blosser, M. (Student Paper) Analysis and Design of Corrugated-Core Sandwich Panels for Thermal Protection Systems of Space Vehicles. In Proceedings of the 47th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference; 14th AIAA/ASME/AHS Adaptive Structures Conference, Newport, RI, USA, 1–4 May 2006. [Google Scholar] [CrossRef] [Green Version]
- Gogu, C.; Bapanapalli, S.K.; Haftka, R.T.; Sankar, B.V. Comparison of materials for an integrated thermal protection system for spacecraft reentry. J. Spacecr. Rockets 2009, 46, 501–513. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, L.; He, R.; Ma, Y.; Zhang, K.; Bai, X.; Xu, B.; Chen, Y. Integrated thermal protection system based on C/SiC composite corrugated core sandwich plane structure. Aerosp. Sci. Technol. 2019, 91, 607–616. [Google Scholar] [CrossRef]
- Le, V.T.; Ha, N.S.; Goo, N.S. Advanced sandwich structures for thermal protection systems in hypersonic vehicles: A review. Compos. Part B Eng. 2021, 226, 109301. [Google Scholar] [CrossRef]
- Yendler, B.; Dang, K.; Forrest, M. A Reusable Heat Shield Using Phase Change Materials. In Proceedings of the 44th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 9–12 January 2006. [Google Scholar] [CrossRef]
- Cao, C.; Wang, R.; Xing, X.; Liu, W.; Song, H.; Huang, C. Performance improvement of integrated thermal protection system using shaped-stabilized composite phase change material. Appl. Therm. Eng. 2020, 164, 114529. [Google Scholar] [CrossRef]
- Nazir, H.; Batool, M.; Osorio, F.J.B.; Isaza-Ruiz, M.; Xu, X.; Vignarooban, K.; Phelan, P.; Inamuddin; Kannan, A.M. Recent developments in phase change materials for energy storage applications: A review. Int. J. Heat Mass Transf. 2019, 129, 491–523. [Google Scholar] [CrossRef]
- Hubert, R.; Bou Matar, O.; Foncin, J.; Coquet, P.; Tan, D.; Li, H.; Teo, E.H.T.; Merlet, T.; Pernod, P. An effective thermal conductivity model for architected phase change material enhancer: Theoretical and experimental investigations. Int. J. Heat Mass Transf. 2021, 176, 121364. [Google Scholar] [CrossRef]
- Piacquadio, S.; Schirp-Schoenen, M.; Mameli, M.; Filippeschi, S.; Schröder, K.U. Experimental Analysis of the Thermal Energy Storage Potential of a Phase Change Material embedded in Additively Manufactured Lattice Structures. Appl. Therm. Eng. 2022, 153, 119091. [Google Scholar] [CrossRef]
- Bühring, J.; Nuño, M.; Schröder, K.U. Additive manufactured sandwich structures: Mechanical characterization and usage potential in small aircraft. Aerosp. Sci. Technol. 2021, 111, 106548. [Google Scholar] [CrossRef]
- Chen, Y.K.; Milos, F.S. Multidimensional finite volume fully implicit ablation and thermal response code. J. Spacecr. Rockets 2018, 55, 914–927. [Google Scholar] [CrossRef]
- Chen, Y.K.; Milos, F.S. Two-Dimensional Implicit Thermal Response and Ablation Program for Charring Materials. J. Spacecr. Rockets 2001, 38, 473–481. [Google Scholar] [CrossRef]
- Scoggins, J.B.; Leroy, V.; Bellas-Chatzigeorgis, G.; Dias, B.; Magin, T.E. Mutation++: MUlticomponent Thermodynamic And Transport properties for IONized gases in C++. SoftwareX 2020, 12, 100575. [Google Scholar] [CrossRef]
- Gordon, S.; McBride, B.J. Computer Program for Calculation of Complex Chemical Equilibrium Compositions and Applications. Part 1: Analysis. NASA Technical Report, Document ID 19950013764; NASA Lewis Research Center: Cleveland, OH, USA, 1994. [Google Scholar]
- De Mûelenaere, J.; Lachaud, J.; Mansour, N.N.; Magin, T.E. Stagnation line approximation for ablation thermochemistry. In Proceedings of the 42nd AIAA Thermophysics Conference, Honolulu, HI, USA, 27–30 June 2011; pp. 1–14. [Google Scholar] [CrossRef]
- Bonacina, C.; Comini, G.; Fasano, A.; Primicerio, M. Numerical solution of phase-change problems. Int. J. Heat Mass Transf. 1973, 16, 1825–1832. [Google Scholar] [CrossRef]
- Amar, A.J. Modeling of One-Dimensional Ablation with Porous Flow Using Finite Control Volume Procedure. Master’s Thesis, North Carolina State University, Raleigh, NC, USA, 2006. [Google Scholar]
- Chen, Y.K.; Milos, F.S. Ablation and thermal response program for spacecraft heatshield analysis. In Proceedings of the 36th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 12–15 January 1998; Volume 36. [Google Scholar] [CrossRef]
- Lachaud, J.; Martin, A.; Eekelen, T.V.; Cozmuta, I. Ablation test-case series #2-Numerical simulation of ablative-material response: Code and model comparisons. In Proceedings of the 5th Ablation Workshop, Lexington, KY, USA, 28 February–1 March 2012. [Google Scholar]
- The SciPy Community. scipy.optimize.toms748. Available online: https://docs.scipy.org/doc/scipy/reference/generated/scipy.optimize.toms748.html (accessed on 21 March 2023).
- Alefeld, G.E.; Potra, F.A.; Shi, Y. Algorithm 748: Enclosing Zeros of Continuous Functions. ACM Trans. Math. Softw. TOMS 1995, 21, 327–344. [Google Scholar] [CrossRef]
- Virtanen, P.; Gommers, R.; Oliphant, T.E.; Haberland, M.; Reddy, T.; Cournapeau, D.; Burovski, E.; Peterson, P.; Weckesser, W.; Bright, J.; et al. SciPy 1.0–Fundamental Algorithms for Scientific Computing in Python. Nat. Methods 2019, 17, 261–272. [Google Scholar] [CrossRef] [Green Version]
- Varelas, K.; Dahito, M.A. Benchmarking multivariate solvers of scipy on the noiseless testbed. In Proceedings of the GECCO 2019 Companion–Proceedings of the 2019 Genetic and Evolutionary Computation Conference Companion, Prague, Czech Republic, 13–17 July 2019; pp. 1946–1954. [Google Scholar] [CrossRef] [Green Version]
- Sutton, K.; Graves, R.A.J. A General Stagnation-Point Convective-Heating Equation for Arbitrary Gas Mixtures; Technical Report November; NASA Langley Research Center: Hampton, VA, USA, 1971. [Google Scholar]
- Chen, Y.K.; Milos, F.S. Ablation and Thermal Response Program for Spacecraft Heatshield Analysis. J. Spacecr. Rockets 1999, 36, 475–483. [Google Scholar] [CrossRef] [Green Version]
- Tran, H.; Johnson, C.; Hsu, M.T.; Chem, H.; Dill, H.; Chen-Johnson, A.; Tran, H.; Johnson, C.; Hsu, M.T.; Chem, H.; et al. Qualification of the forebody heatshield of the Stardust’s Sample Return Capsule. In Proceedings of the 32nd Thermophysics Conference, Atlanta, GA, USA, 23–25 June 1997. [Google Scholar] [CrossRef]
- Tsai, S.W.; Wu, E.M. A general theory of strength for anisotropic materials. J. Compos. Mater. 1971, 5, 58–80. [Google Scholar] [CrossRef]
- Lachaud, J.; Mansour, N.N. Porous-material analysis toolbox based on openfoam and applications. J. Thermophys. Heat Transf. 2014, 28, 191–202. [Google Scholar] [CrossRef]



















| Core | Unit Cell | Porosity [-] | Core Thickness tC [mm] |
|---|---|---|---|
| PCM (outer) | f2ccz | (0.95–0.8) | (5–20) |
| Insulation (inner) | bcc | 0.95 | (10–50) |
| Material | Density [kg/m3] | Specific Heat Capacity [J/(kg K)] | Thermal Conductivity [W/(m K)] | Thermal Diffusivity [mm2/s] | Melting Point [℃] | Latent Heat of Fusion [kJ/kg] |
|---|---|---|---|---|---|---|
| Erythritol | 950 | 1900 | 0.4 | 0.22 | 134 | 213 |
| LiCl(37%)-LiOH | 1550 | 2400 | 1.1 | 0.29 | 262 | 485 |
| KCl(61%)-MgCl2 | 2110 | 900 | 0.8 | 0.42 | 435 | 351 |
| Li2CO3(22%)-Na2CO3(16%)-K2CO3 | 2340 | 2000 | 1.9 | 0.40 | 580 | 288 |
| Parameter | Value |
|---|---|
| 1.7 mm | |
| 35 mm | |
| 1 mm | |
| p | 25 mm |
| 60° |
| Layer | Component | Material | Thickness [mm] | Volume Fraction | Density [kg/m3] | Areal Weight [kg/m2] |
|---|---|---|---|---|---|---|
| 1 | Top face sheet (TFS) | Inconel 718 | 1 | 1 | 8170 | 8.17 |
| 2 | PCM lattice core | CuCr1Zr | (5–10) | 0.1 | 8900 | (4.45–8.9) |
| 2 | PCM | LiCl-LiOH | (5–10) | 0.9 | 1550 | (6.97–13.95) |
| 3 | Center face sheet | Inconel 718 | 1 | 1 | 8170 | 8.17 |
| 4 | Insulation lattice core | Inconel 718 | (20–40) | 0.05 | 8170 | (8.17–16.34) |
| 4 | Insulation | Saffil® | (20–40) | 0.95 | 96 | (1.82–3.64) |
| 5 | Bottom face sheet (BFS) | Inconel 718 | 1 | 1 | 8170 | 8.17 |
| Total | (45.92–67.34) |
| Load Case | Max. Displacement [mm] | Outer Face Sheet Max. von Mises Stress [MPa] | Inner Face Sheet Max. von Mises Stress [MPa] | Inner Lattice Core Max. Principal Stress [MPa] | Outer Lattice Core Max. Principal Stress [MPa] |
|---|---|---|---|---|---|
| Thermal | 35.6 | 1196 | 1197 | 744 | 698 |
| +Pressure | 42 | 1195 | 1177 | 752 | 707 |
| Allowable | 1035 | 1035 | 1035 | 310 |
| Ablative TPS | CMC Corrugated Core | Lattice Core / PCM | ||||||
|---|---|---|---|---|---|---|---|---|
| Component | Mass [kg] | Areal Density [kg/m2] | Component | Mass [kg] | Areal Density [kg/m2] | Component | Mass [kg] | Areal Density [kg/m2] |
| Face sheets | 71 | 23.7 | ||||||
| CFRP sandwich | 35 | 11.7 | CMC | 60 | 20 | Lattice core | 99 | 33 |
| PICA TPS | 32 | 10.7 | Insulation | 11 | 3.7 | PCM | 42 | 14 |
| Σ | 67 | 22.4 | Σ | 71 | 23.7 | Σ | 212 | 70.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piacquadio, S.; Pridöhl, D.; Henkel, N.; Bergström, R.; Zamprotta, A.; Dafnis, A.; Schröder, K.-U. Comprehensive Comparison of Different Integrated Thermal Protection Systems with Ablative Materials for Load-Bearing Components of Reusable Launch Vehicles. Aerospace 2023, 10, 319. https://doi.org/10.3390/aerospace10030319
Piacquadio S, Pridöhl D, Henkel N, Bergström R, Zamprotta A, Dafnis A, Schröder K-U. Comprehensive Comparison of Different Integrated Thermal Protection Systems with Ablative Materials for Load-Bearing Components of Reusable Launch Vehicles. Aerospace. 2023; 10(3):319. https://doi.org/10.3390/aerospace10030319
Chicago/Turabian StylePiacquadio, Stefano, Dominik Pridöhl, Nils Henkel, Rasmus Bergström, Alessandro Zamprotta, Athanasios Dafnis, and Kai-Uwe Schröder. 2023. "Comprehensive Comparison of Different Integrated Thermal Protection Systems with Ablative Materials for Load-Bearing Components of Reusable Launch Vehicles" Aerospace 10, no. 3: 319. https://doi.org/10.3390/aerospace10030319