
Design and Qualification of an Additively Manufactured Manifold for Aircraft Landing Gears Applications
 ,
,  and
and
Abstract
:1. Introduction
1.1. Additive Manufacturing in the Aerospace Sector
1.2. Hydraulic Equipment Designed for Additive Manufacturing
1.3. Scope of the Activity
2. Materials and Methods
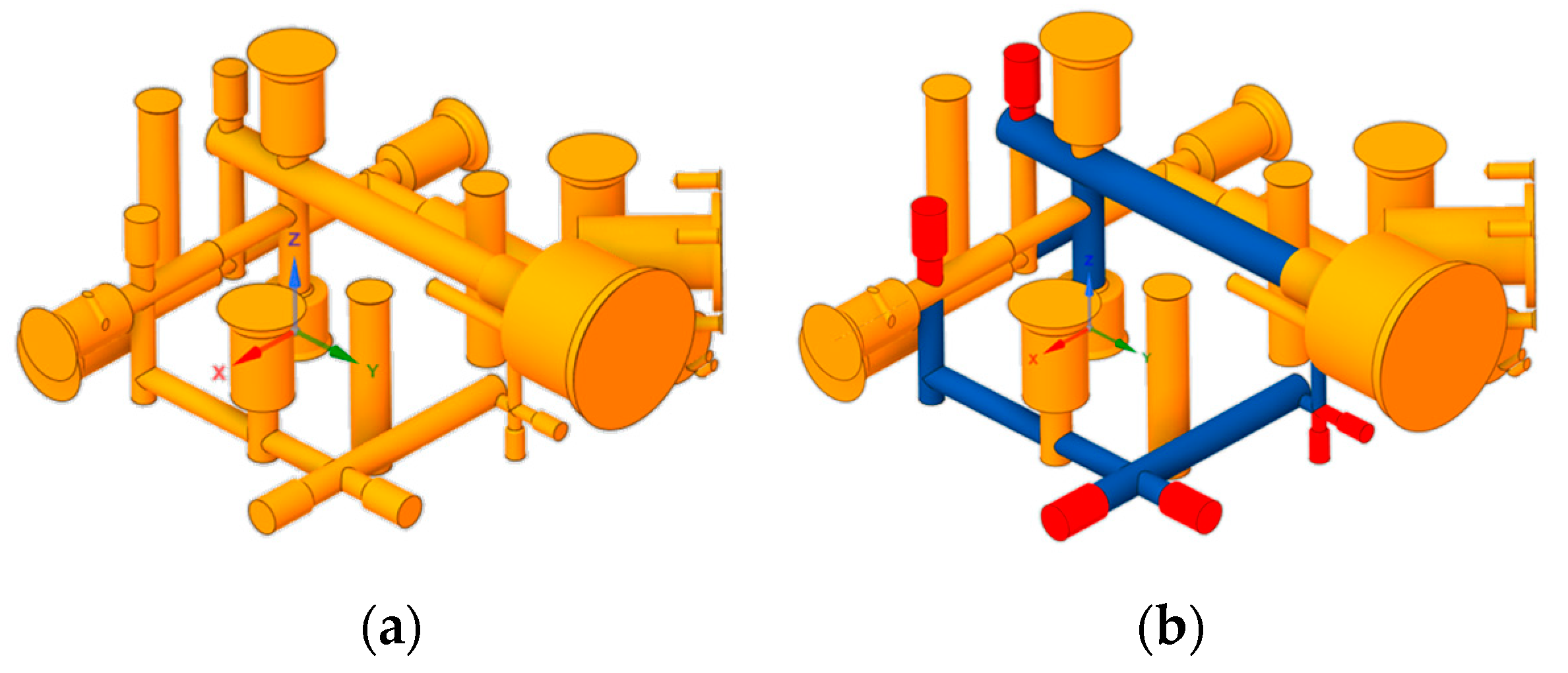
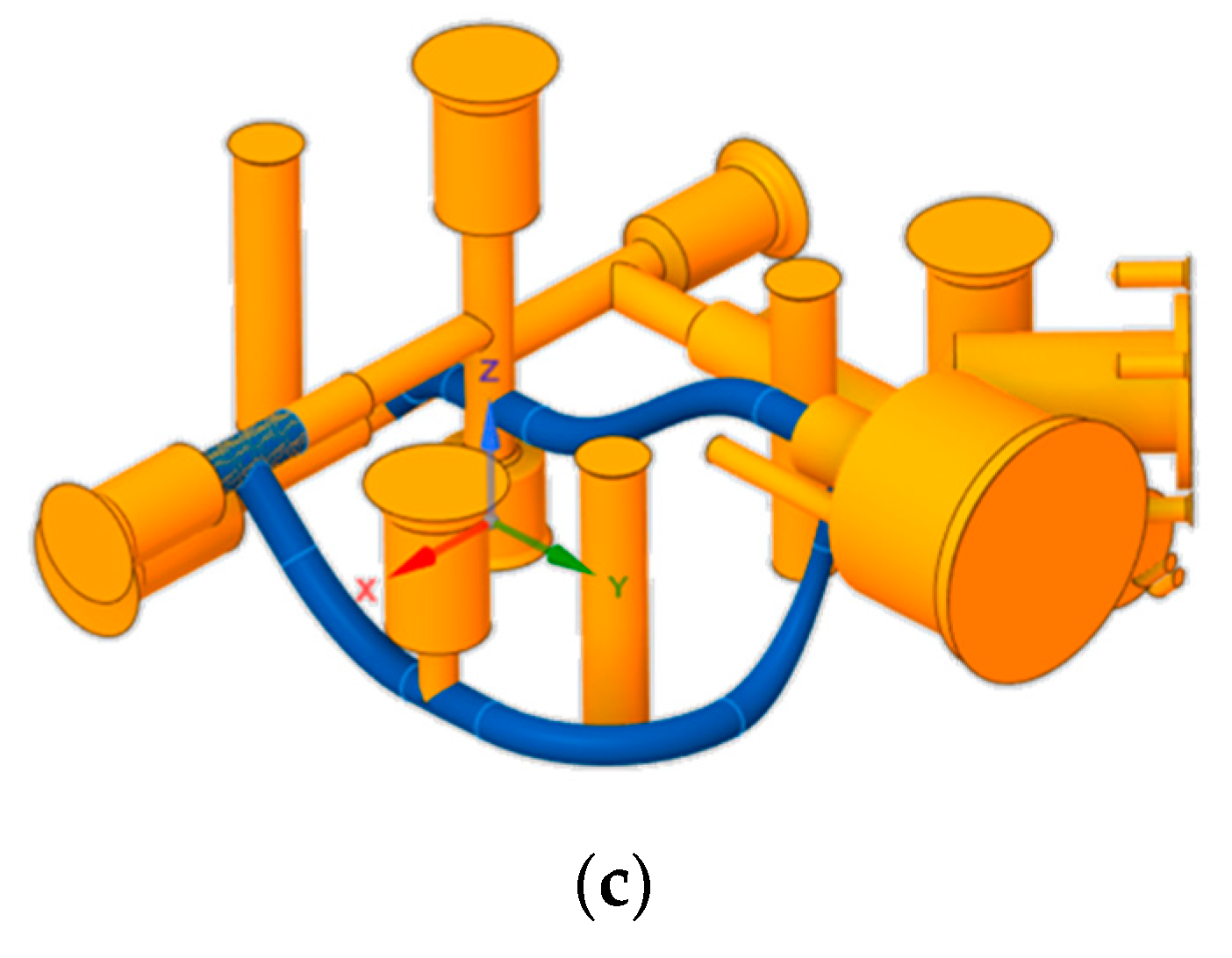
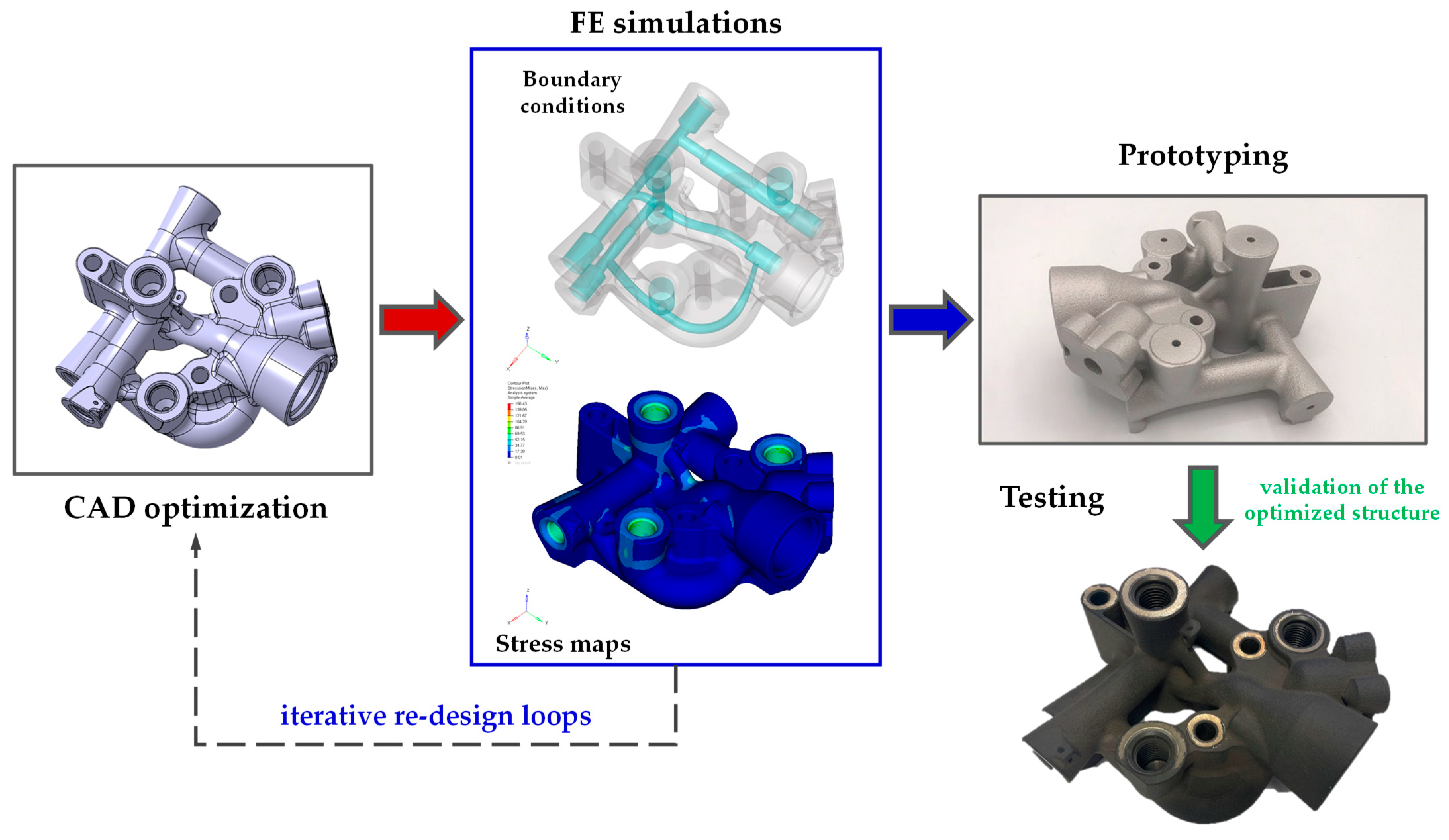
2.1. Design Optimization Process
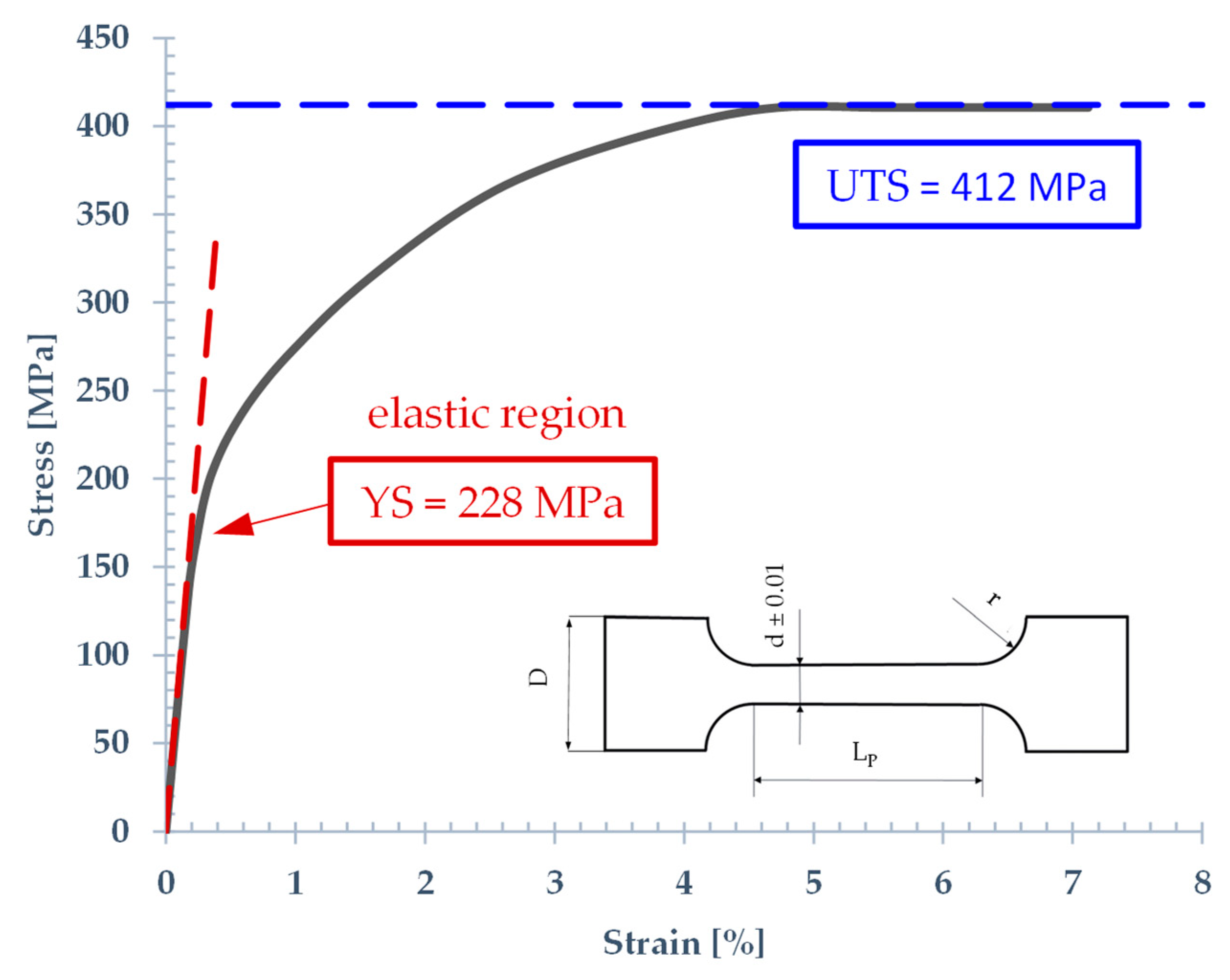
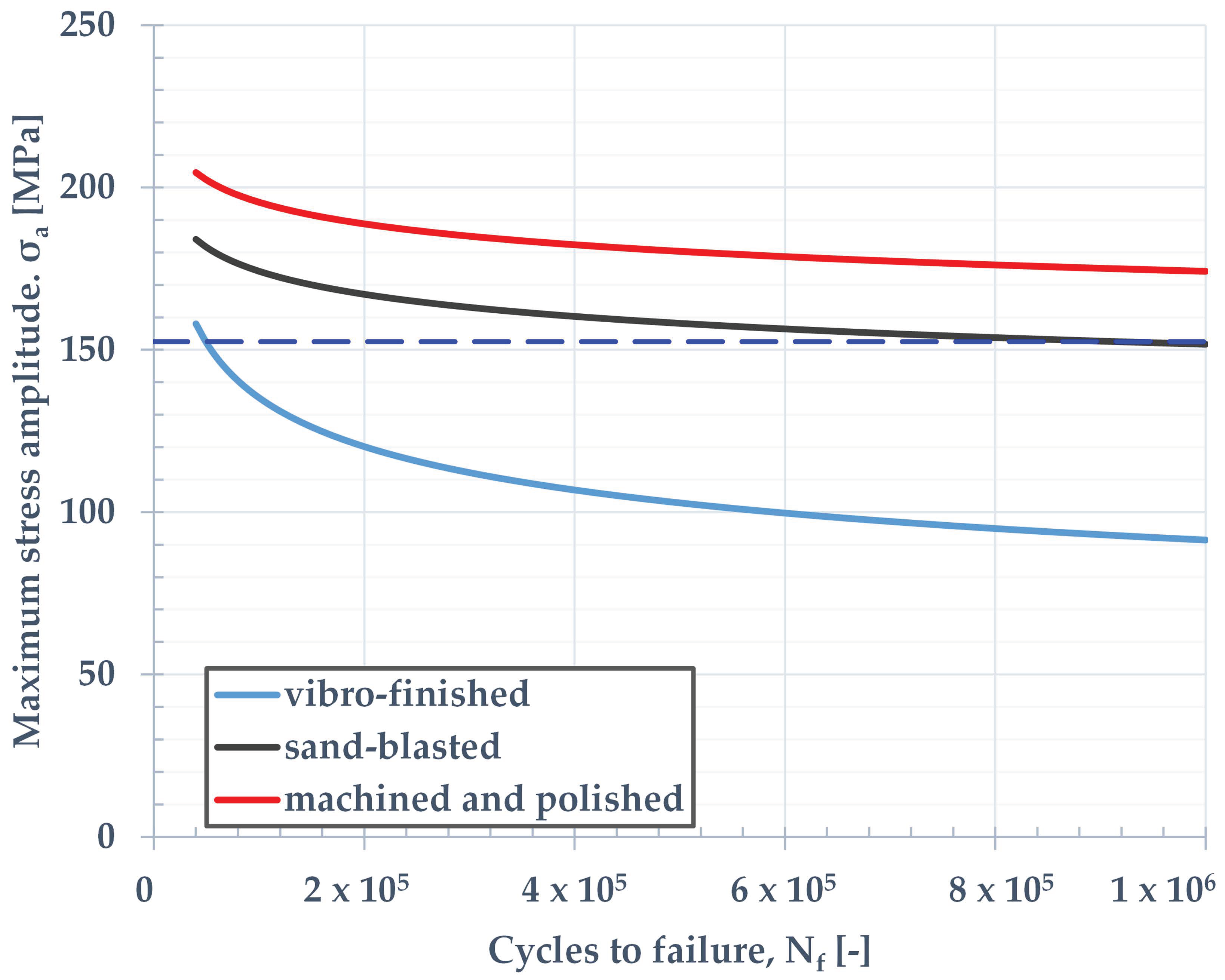
2.2. Material Properties Description
| Vibro-finished, VF: | Log(A) = 2.68 ± 0.07; B = −0.17 ± 0.01 |
| Sand-blasted, SB: | Log(A) = 2.24 ± 0.03; B = −0.06 ± 0.006 |
| Machined and polished, MP: | Log(A) = 2.24 ± 0.04; B = −0.05 ± 0.006 |
3. Structural Simulations
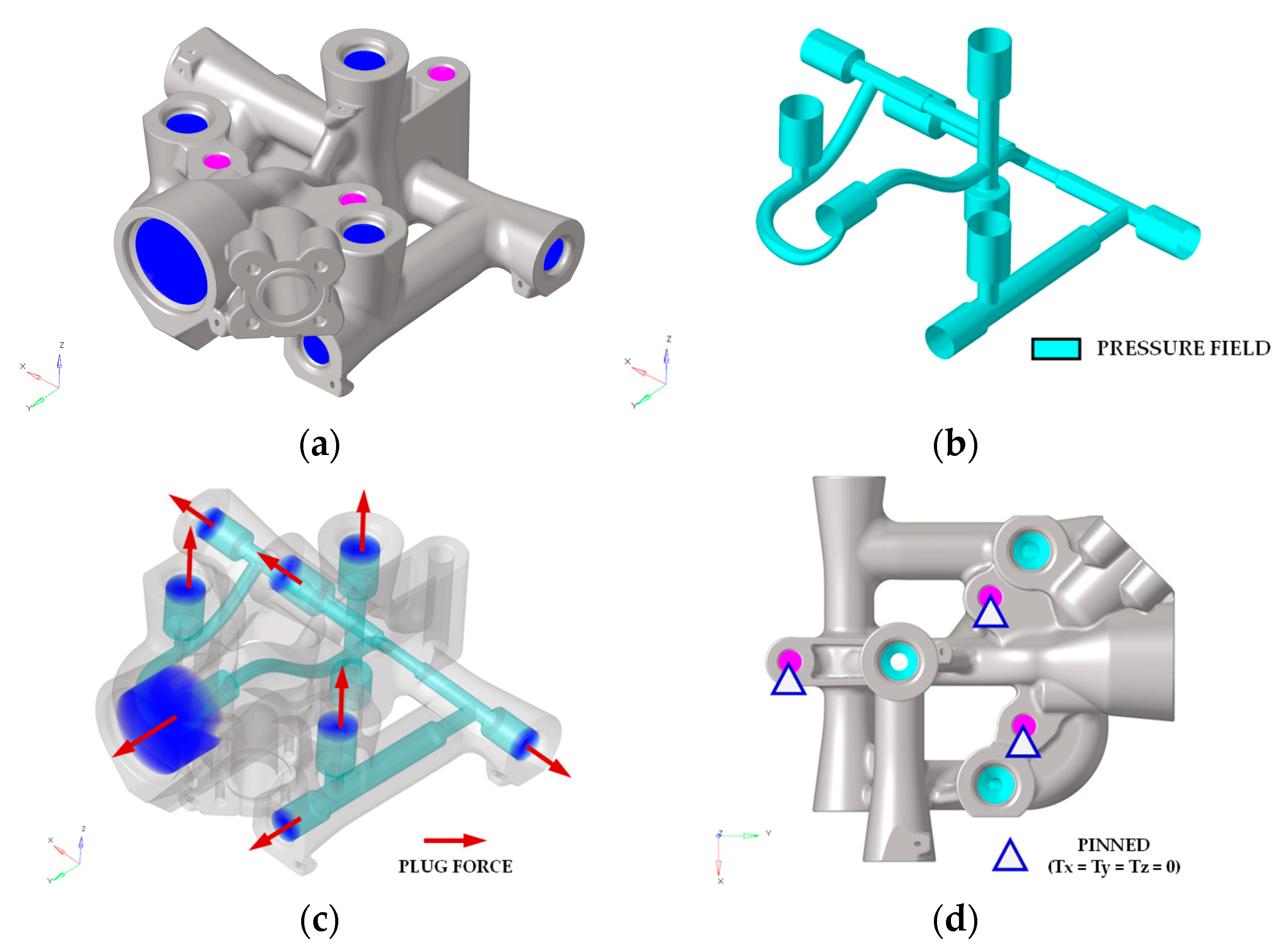
3.1. Load Conditions
3.2. Finite Element Model Description
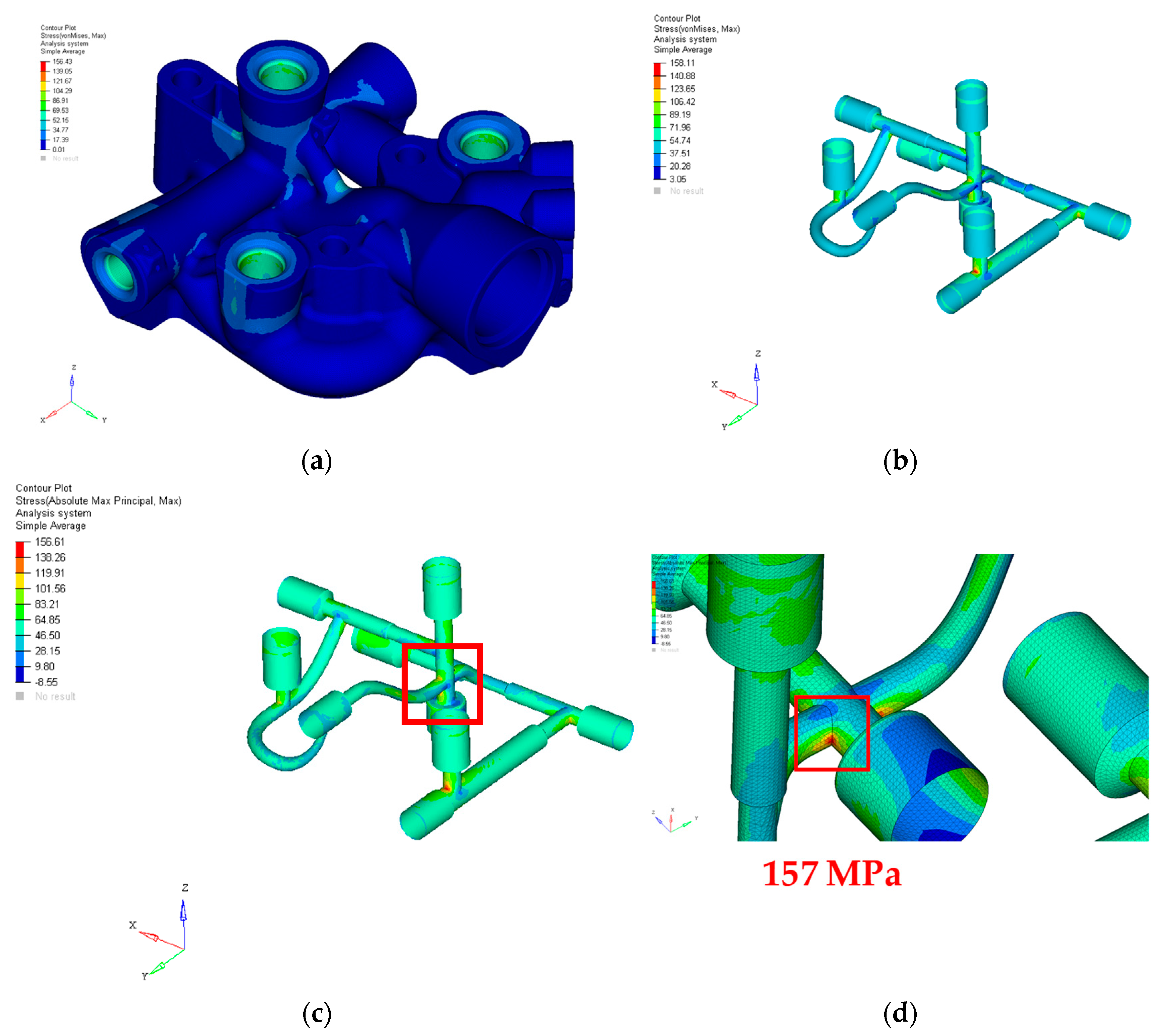
3.3. Finite Element Analysis Results
4. Qualification of Additively Manufactured Component for Use in Aircraft
4.1. Qualification Hydraulic Tests Outline
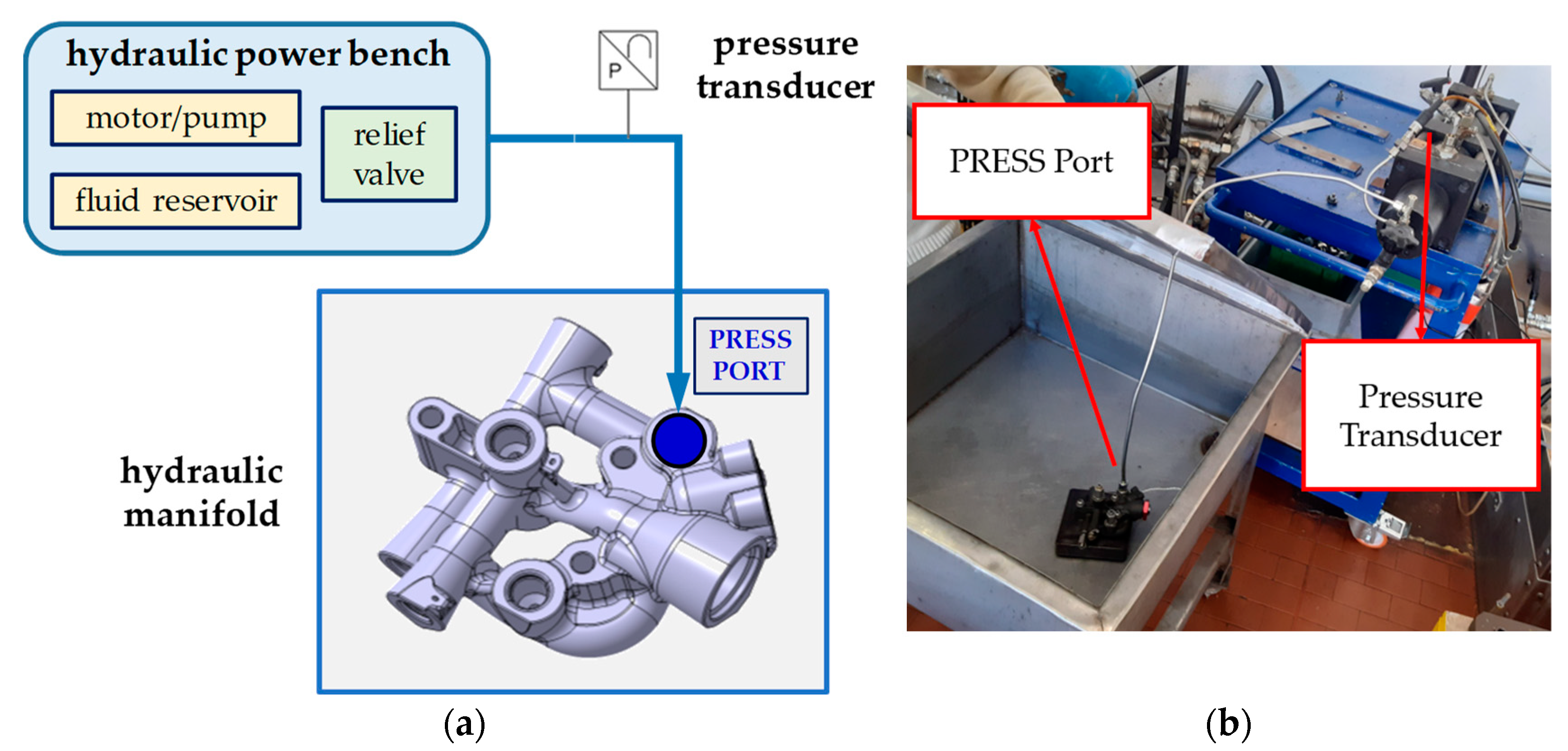
4.2. Test Set-Up Description
4.3. Proof Pressure (Limit Load)
4.4. Endurance Test
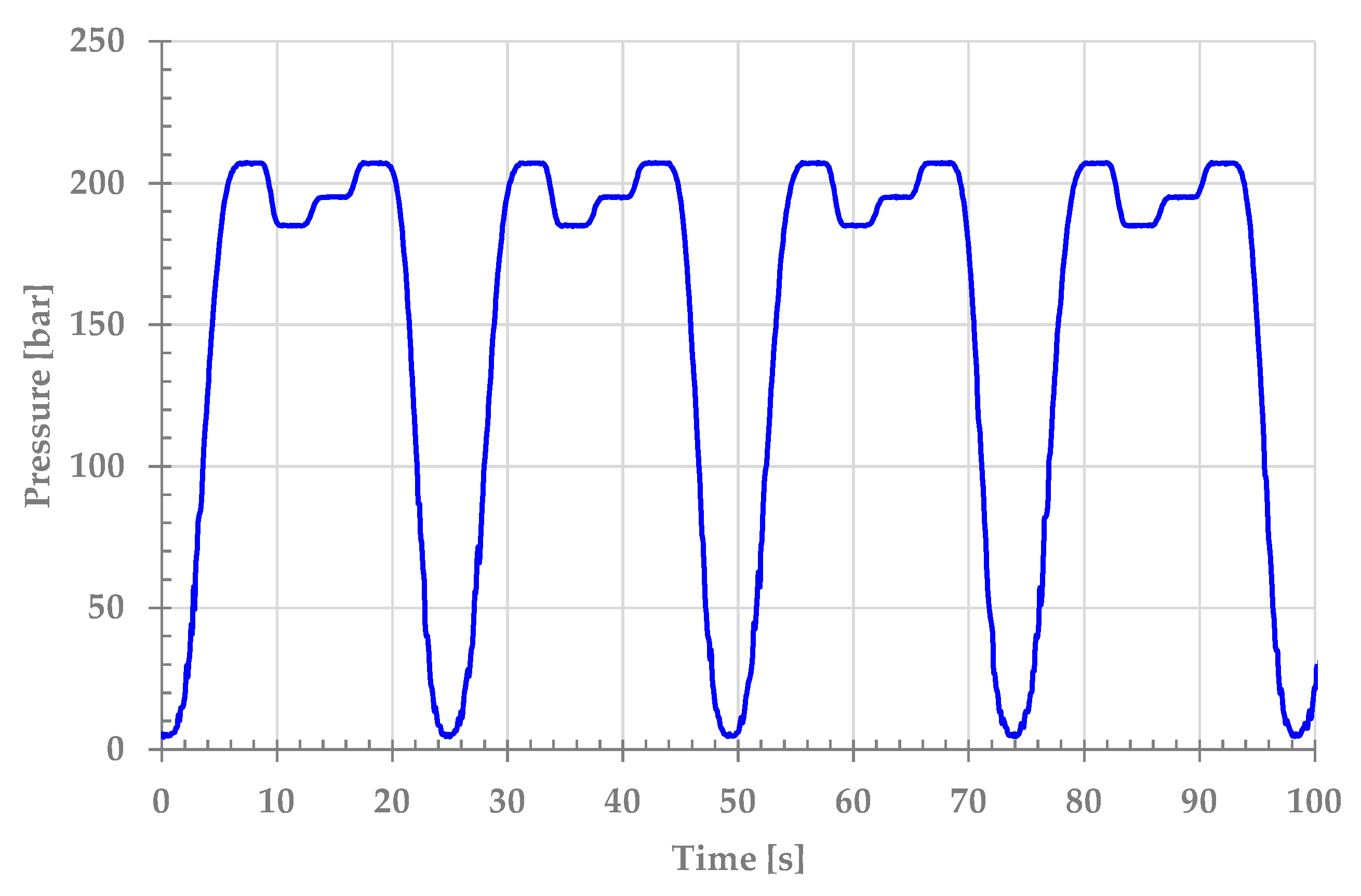
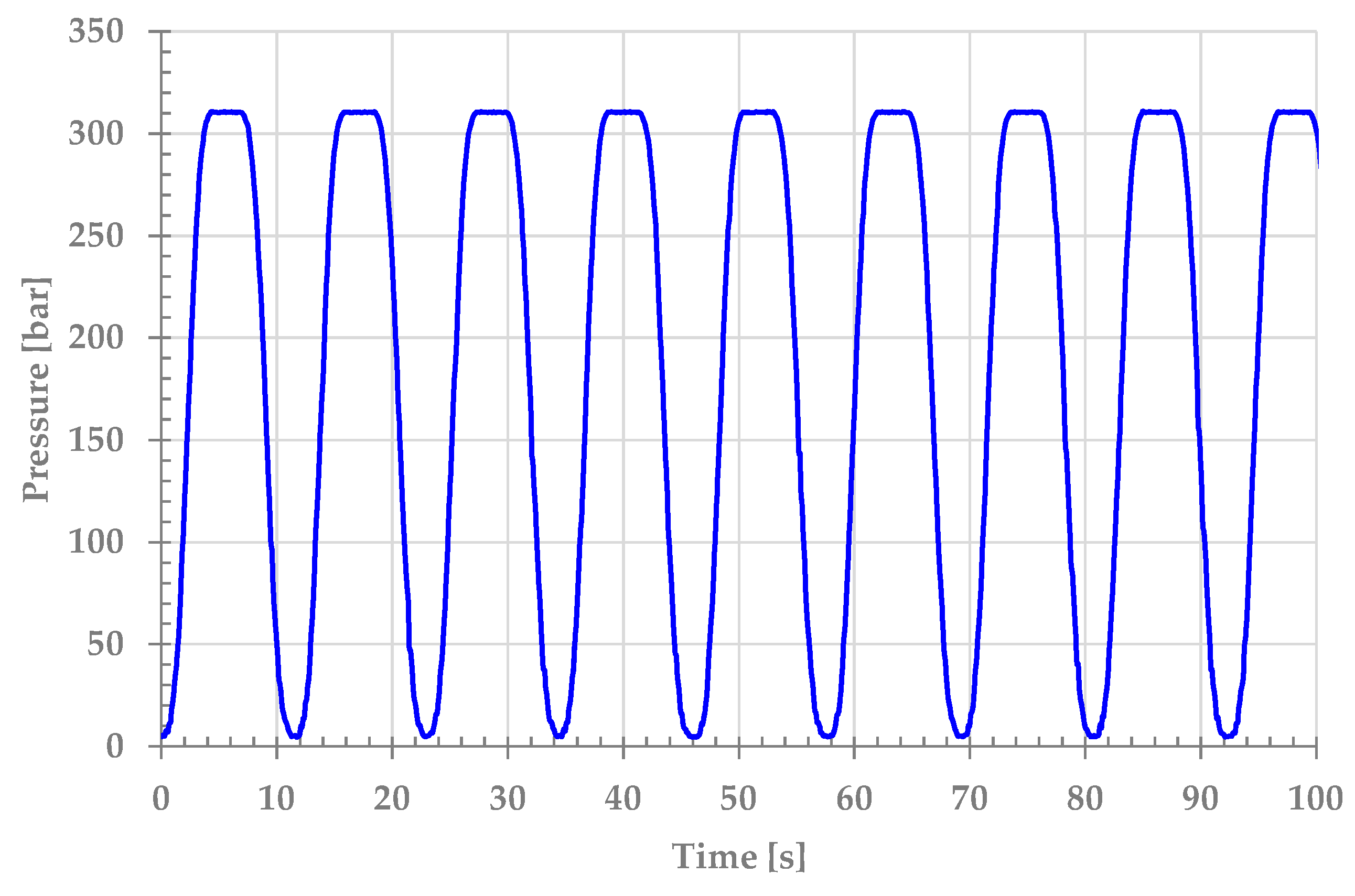
4.5. Impulse Fatigue Test
4.6. Burst Pressure (Ultimate Load)
4.7. Experimental Results
- -
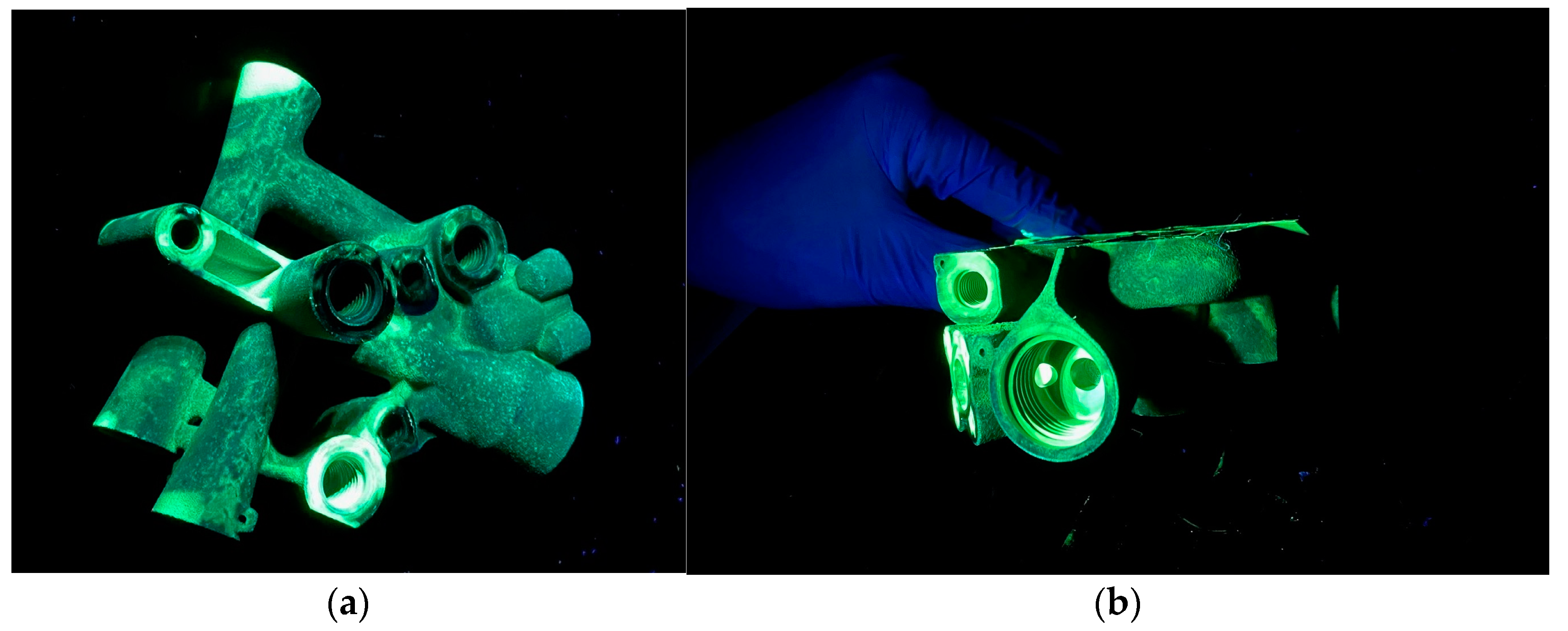
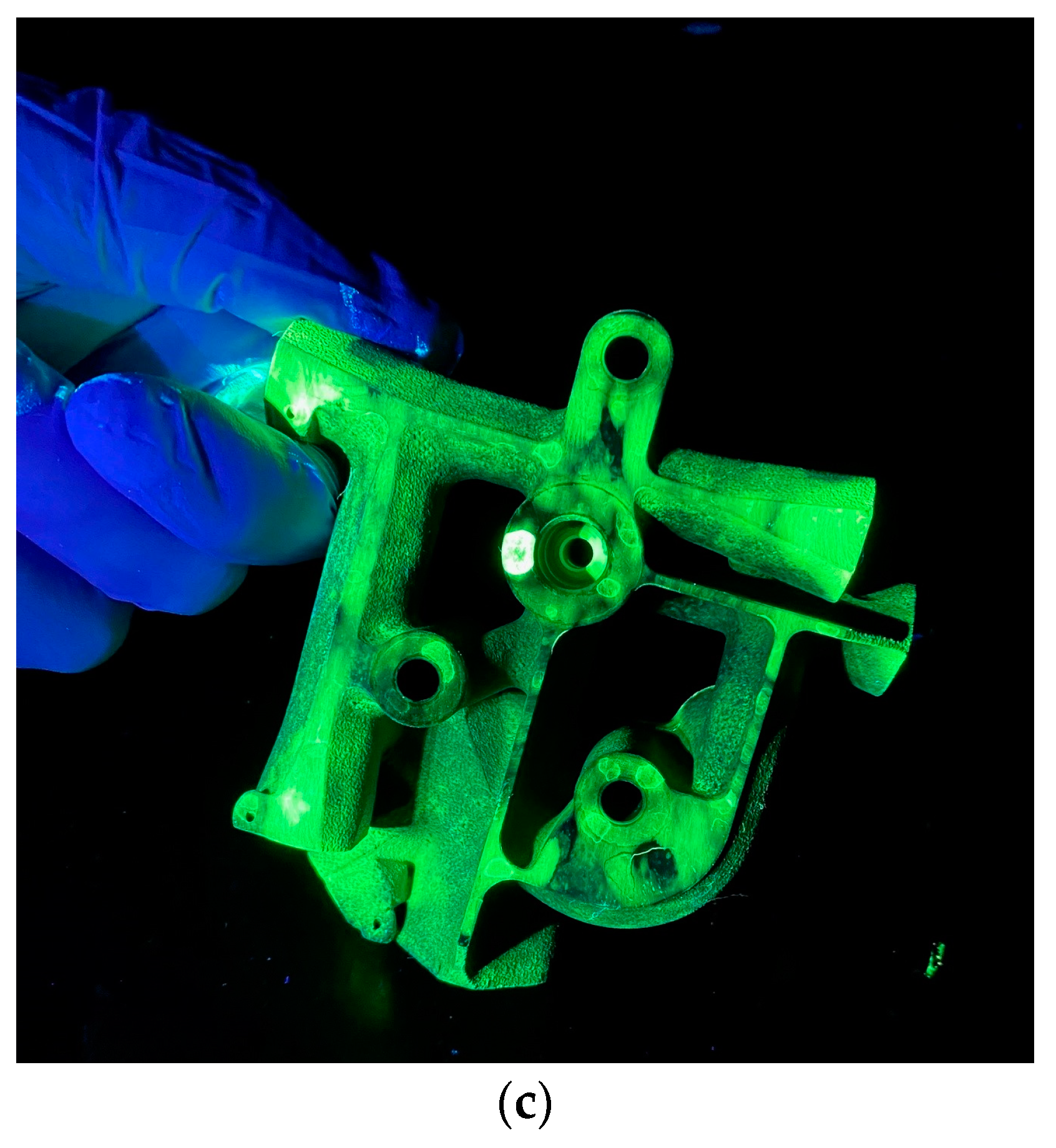
- No permanent deformation and evidence of external leakage or pressure drops have been detected following the limit load (PP pressure);
- -
- No external leakage, excessive wear, malfunctioning, excessive abrasion, damage or excessive backlash was detected after the endurance test;
- -
- No cracks of any part of the item or external leakage occurred during the pulse fatigue test;
- -
- No fracture occurred at ultimate load (BP pressure).
5. Conclusions
- Defining solid certification specifications and processes;
- Reducing the mechanical complexity by decreasing the number of constitutive parts and replacing entire sub-assemblies with integral components;
- Streamlining the manufacturing and assembly steps through the adoption of rational design solutions for fast series production.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yadroitsev, I.; Yadroitsava, I.; du Plessis, A.; MacDonald, E. Fundamentals of Laser Powder Bed Fusion of Metals, 1st ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Minet, K.; Saharan, A.; Loesser, A.; Raitanen, N. Superalloys, powders, process monitoring in additive manufacturing. In Additive Manufacturing for the Aerospace Industry; Elsevier Inc.: Amsterdam, The Netherlands, 2019; pp. 163–185. [Google Scholar] [CrossRef]
- Gradl, P.R.; Greene, S.E.; Protz, C.; Bullard, B.; Buzzell, J.; Garcia, C.; Wood, J.; Osborne, R.; Hulka, J.; Cooper, K.G. Additive Manufacturing of Liquid Rocket Engine Combustion Devices: A Summary of Process Developments and Hot-Fire Testing Results. In Proceedings of the 2018 Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar] [CrossRef] [Green Version]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Allen, J. An Investigation into the Comparative Costs of Additive Manufacture vs. Machine from Solid for Aero Engine Parts, Cost Effective Manufacture via Net-Shape Processing; Proc. Meet. RTO-MP-AVT-139, Neuilly-sur-Seine, France, May 2006, NATO; ROLLS-ROYCE PLC: Derby, UK, 2006; pp. 17-1–17-10. [Google Scholar]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Gebler, M.; Schoot Uiterkamp, A.J.M.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- Pereira, J.; Borovkov, H.; Zubiri, F.; Guerra, M.; Caminos, J. Optimization of Thin Walls with Sharp Corners in SS316L and IN718 Alloys Manufactured with Laser Metal Deposition. J. Manuf. Mater. Process. 2021, 5, 5. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.S.; Wammen, T. Additive Manufacturing and Hot-fire Testing of Liquid Rocket Channel Wall Nozzles Using Blown Powder Directed Energy Deposition Inconel 625 and JBK-75 Alloys. In Proceedings of the AIAA Propulsion and Energy 2019 Forum, Indianapolis, IN, USA, 19–22 August 2019. [Google Scholar] [CrossRef]
- Yu, J.; Rombouts, M.; Maes, G.; Motmans, F. Material Properties of Ti6Al4V Parts Produced by Laser Metal Deposition. Phys. Procedia 2012, 39, 416–424. [Google Scholar] [CrossRef] [Green Version]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part II. Thermal modeling. Met. Mater. Trans. A 2004, 35, 1869–1879. [Google Scholar] [CrossRef]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part I. Microstructural characterization. Met. Mater. Trans. A 2004, 35, 1861–1867. [Google Scholar] [CrossRef]
- Antonysamy, A. Microstructure, Texture and Mechanical Property Evolution during Additive Manufacturing of Ti6Al4V Alloy for Aerospace Applications. Ph.D. Dissertation, University of Manchester, Manchester, UK, 2012. [Google Scholar]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Met. Mater. Trans. A 2012, 44, 968–977. [Google Scholar] [CrossRef]
- Ladani, L.; Sadeghilaridjani, M. Review of Powder Bed Fusion Additive Manufacturing for Metals. Metals 2021, 11, 1391. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Proceedings of the 4th International conference and exhibition on Additive Manufacturing Technologies-AM-2014, Bangalore, India, 1–2 September 2014; pp. 1–2. [Google Scholar]
- Emmelmann, C.; Herzog, D.; Kranz, J. Design for Laser Additive Manufacturing; Elsevier BV: Amsterdam, The Netherlands, 2017; pp. 259–279. [Google Scholar]
- Singamneni, S.; Lv, Y.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng. 2019, 8, 214. [Google Scholar] [CrossRef] [Green Version]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Altıparmak, S.C.; Xiao, B. A market assessment of additive manufacturing potential for the aerospace industry. J. Manuf. Process. 2021, 68, 728–738. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser Powder Bed Fusion of Stainless Steel Grades: A Review. Metals 2019, 9, 731. [Google Scholar] [CrossRef] [Green Version]
- Manfredi, D.; Bidulský, R. Laser Powder Bed Fusion of Aluminum Alloys. Acta Met. Slovaca 2017, 23, 276–282. [Google Scholar] [CrossRef] [Green Version]
- Sabzi, H.E. Powder bed fusion additive layer manufacturing of titanium alloys. Mater. Sci. Technol. 2019, 35, 875–890. [Google Scholar] [CrossRef]
- Tian, Z.; Zhang, C.; Wang, D.; Liu, W.; Fang, X.; Wellmann, D.; Zhao, Y.; Tian, Y. A Review on Laser Powder Bed Fusion of Inconel 625 Nickel-Based Alloy. Appl. Sci. 2019, 10, 81. [Google Scholar] [CrossRef] [Green Version]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Seifi, M.; Gorelik, M.; Waller, J.; Hrabe, N.; Shamsaei, N.; Daniewicz, S.; Lewandowski, J.J. Progress Towards Metal Additive Manufacturing Standardization to Support Qualification and Certification. Jom 2017, 69, 439–455. [Google Scholar] [CrossRef]
- Sun, Y.Y.; Lu, S.L.; Gulizia, S.; Oh, C.H.; Fraser, D.; Leary, M.; Qian, M. Fatigue Performance of Additively Manufactured Ti-6Al-4V: Surface Condition vs. Internal Defects. Jom 2020, 72, 1022–1030. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review. Prog. Mater Sci. 2021, 117, 100724. [Google Scholar] [CrossRef]
- du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Effects of defects on mechanical properties in metal additive manufacturing: A review focusing on X-ray tomography insights. Mater. Des. 2019, 187, 108385. [Google Scholar] [CrossRef]
- du Plessis, A.; Beretta, S. Killer notches: The effect of as-built surface roughness on fatigue failure in AlSi10Mg produced by laser powder bed fusion. Addit. Manuf. 2020, 35, 101424. [Google Scholar] [CrossRef]
- Uzan, N.E.; Ramati, S.; Shneck, R.; Frage, N.; Yeheskel, O. On the effect of shot-peening on fatigue resistance AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting (AM-SLM). Addit. Manuf. 2018, 21, 458–464. [Google Scholar] [CrossRef]
- Masuo, H.; Tanaka, Y.; Morokoshi, S.; Yagura, H.; Uchida, T.; Yamamoto, Y.; Murakami, Y. Influence of defects, surface roughness and HIP on the fatigue strength of Ti-6Al-4V manufactured by additive manufacturing. Int. J. Fatigue 2018, 117, 163–179. [Google Scholar] [CrossRef]
- Renishaw. Hydraulic Block Manifold Redesign for Additive Manufacturing. 2016. Available online: www.renishaw.com (accessed on 30 October 2022).
- Biedermann, M.; Beutler, P.; Meboldt, M. Automated design of additive manufactured flow components with consideration of overhang constraint. Addit. Manuf. 2021, 46, 102119. [Google Scholar] [CrossRef]
- Diegel, O.; Schutte, J.; Ferreira, A.; Chan, Y.L. Design for additive manufacturing process for a lightweight hydraulic manifold. Addit. Manuf. 2020, 36, 101446. [Google Scholar] [CrossRef]
- Alshare, A.A.; Calzone, F.; Muzzupappa, M. Hydraulic manifold design via additive manufacturing optimized with CFD and fluid-structure interaction simulations. Rapid Prototyp. J. 2019, 25, 1516–1524. [Google Scholar] [CrossRef]
- Schmelzle, J.; Kline, E.V.; Dickman, C.J.; Reutzel, E.W.; Jones, G.; Simpson, T.W. (Re)Designing for Part Consolidation: Understanding the Challenges of Metal Additive Manufacturing. J. Mech. Des. 2015, 137, 111404. [Google Scholar] [CrossRef]
- Zhu, Y.; Wang, S.; Zhang, C.; Yang, H. Am-Driven Design of Hydraulic Manifolds: Enhancing Fluid Flow and Reducing Weight; Technische Universität Dresden: Dresden, Germany, 2020. [Google Scholar] [CrossRef]
- Engineering, S.A. Aero-Engine. Available online: https://sief.org.au/wp-content/uploads/2019/02/RP04-153AeroFinalReportSummary.pdf (accessed on 16 December 2022).
- Airbus, E. Hydraulic Spoiler Manifold. Available online: https://www.eos.info/01_parts-andapplications/case_studies_applications_parts/_case_studies_pdf/en_cases/cs_m_aerospace_liebherr_en.pdf (accessed on 16 December 2022).
- Airbus, L.-A. Landing Gear Sensor Bracket. Available online: https://amfg.ai/2020/01/23/applications-spotlight-3d-printed-brackets/ (accessed on 16 December 2022).
- Zhan, Z.; Li, H.; Lam, K. Development of a novel fatigue damage model with AM effects for life prediction of com-monly-used alloys in aerospace. Int. J. Mech. Sci. 2019, 155, 110–124. [Google Scholar] [CrossRef]
- Dagkolu, A.; Gokdag, I.; Yilmaz, O. Design and additive manufacturing of a fatigue-critical aerospace part using topology optimization and L-PBF process. Procedia Manuf. 2021, 54, 238–243. [Google Scholar] [CrossRef]
- Kahlin, M. 3D-printing for Aerospace: Fatigue Behaviour of Additively Manufactured Titanium. Ph.D. Dissertation, Linköping University, Linköping, Sweden, 2021. [Google Scholar]
- Tomlin, M.; Meyer, J. Topology optimization of an additive layer manufactured (ALM) aerospace part. In Proceedings of the 7th Altair CAE Technology Conference 2011, Warwickshire, UK, 10 May 2011; pp. 1–9. [Google Scholar]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Tang, L.; Hou, Y.; Breitkopf, P.; Zhu, J.; Gao, T. From Topology Optimization Design to Additive Manufacturing: Today’s Success and Tomorrow’s Roadmap. Arch. Comput. Methods Eng. 2019, 27, 805–830. [Google Scholar] [CrossRef]
- Materialise® Magics 3D Print Suite: Leuven, Belgium. Available online: https://www.materialise.com/ (accessed on 30 October 2022).
- Krailling/Munich, Germany. Available online: https://www.eos.info (accessed on 30 October 2022).
- EN ISO 6892-1:2016; Metallic Materials, Tensile Testing, Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2016.
- EN ISO 1099:2017; Metallic Materials, Fatigue Testing, Axial Force-Controlled Method. International Organization for Standardization: Geneva, Switzerland, 2017.
- Nasab, M.H.; Giussani, A.; Gastaldi, D.; Tirelli, V.; Vedani, M. Effect of Surface and Subsurface Defects on Fatigue Behavior of AlSi10Mg Alloy Processed by Laser Powder Bed Fusion (L-PBF). Metals 2019, 9, 1063. [Google Scholar] [CrossRef] [Green Version]
- Santecchia, E.; Hamouda, A.M.S.; Musharavati, F.; Zalnezhad, E.; Cabibbo, M.; El Mehtedi, M.; Spigarelli, S. A Review on Fatigue Life Prediction Methods for Metals. Adv. Mater. Sci. Eng. 2016, 2016, 9573524. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Improving the fatigue behaviour of a selectively laser melted aluminium alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Uzan, N.E.; Shneck, R.; Yeheskel, O.; Frage, N. Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater. Sci. Eng. A 2017, 704, 229–237. [Google Scholar] [CrossRef]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- SAE-AS8775; Military Specification: Hydraulic System Components, Aircraft and Missiles, General Specification for AS8775. SAE International: Warrendale, PA, USA, 28 September 1998.
- SAE ARP1383; Aerospace—Impulse Testing of Hydraulic Components, rev. C. SAE International: Warrendale, PA, USA, April 2013.
- MSC Nastran®. Quick Reference Guide 2021; MSC Software: Newport Beach, CA, USA, 2021. [Google Scholar]
- MIL-PRF-5606J; Performance Specification: Hydraulic Fluid, Petroleum Base; Aircraft, Missile, and Ordnance. U.S. Department of Defense Military Specifications and Standards: Arlington County, VA, USA, 5 March 2018.
- ASTM E1417/E1417M; Standard Practice for Liquid Penetrant Testing. ASTM International: West Conshohocken, PA, USA, 2021.
- EN ISO 3452-1:2021; Non-Destructive Testing—Liquid Penetrant Testing. International Organization for Standardization: Geneva, Switzerland, 2021.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Benefits | Limitations |
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
| Type of Test | Test |
|---|---|
| Functional | performance/function leakage |
| Structural | proof pressure endurance fatigue, burst pressure |
| Environmental | temperature (high/low) shock and vibrations lightening contamination |
| Elastic modulus, E | xy plane: 70 ± 10 | [GPa] |
| z-dir: 60 ± 10 | ||
| Yield strength, YS | 228 ± 4.1 | [MPa] |
| Tensile strength, UTS | 412 ± 5.5 | [MPa] |
| Fatigue limit, FL | As-Build: 50–62 [57,58,59] | [MPa] |
| VF: 95.0 ± 4.5 | ||
| SB: 152.5 ± 3.5 | ||
| MP: 194.0 ± 10.0 |
| Load Condition | Pressure |
|---|---|
| Proof pressure | 310.5 bar |
| Burst pressure | 517.5 bar |
| Impulse pressure | 0.5–310.5–0.5 bar (for 100,000 cycles) |
| FE Entity | Number |
|---|---|
| Nodes | 3,718,280 |
| 3D elements, ctet10 | 2,476,870 |
| 2D elements, ctri3 | 71,588 |
| 0D elements, rbe | 11 |
| Load Case | Description | Safety Margin/Damage |
|---|---|---|
| Proof pressure | Static | MSlim = (228/158) − 1 = 0.44 |
| Burst pressure | Static | MSult = (412/263) − 1 = 0.57 |
| Impulse pressure | Fatigue | D = 1 × 105/1 × 106 = 0.1 < 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arena, M.; Ambrogiani, P.; Raiola, V.; Bocchetto, F.; Tirelli, T.; Castaldo, M. Design and Qualification of an Additively Manufactured Manifold for Aircraft Landing Gears Applications. Aerospace 2023, 10, 69. https://doi.org/10.3390/aerospace10010069
Arena M, Ambrogiani P, Raiola V, Bocchetto F, Tirelli T, Castaldo M. Design and Qualification of an Additively Manufactured Manifold for Aircraft Landing Gears Applications. Aerospace. 2023; 10(1):69. https://doi.org/10.3390/aerospace10010069
Chicago/Turabian StyleArena, Maurizio, Paolo Ambrogiani, Vincenzo Raiola, Francesco Bocchetto, Tommaso Tirelli, and Martina Castaldo. 2023. "Design and Qualification of an Additively Manufactured Manifold for Aircraft Landing Gears Applications" Aerospace 10, no. 1: 69. https://doi.org/10.3390/aerospace10010069