

Digital Light Processing 3D Printing of Gyroid Scaffold with Isosorbide-Based Photopolymer for Bone Tissue Engineering


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
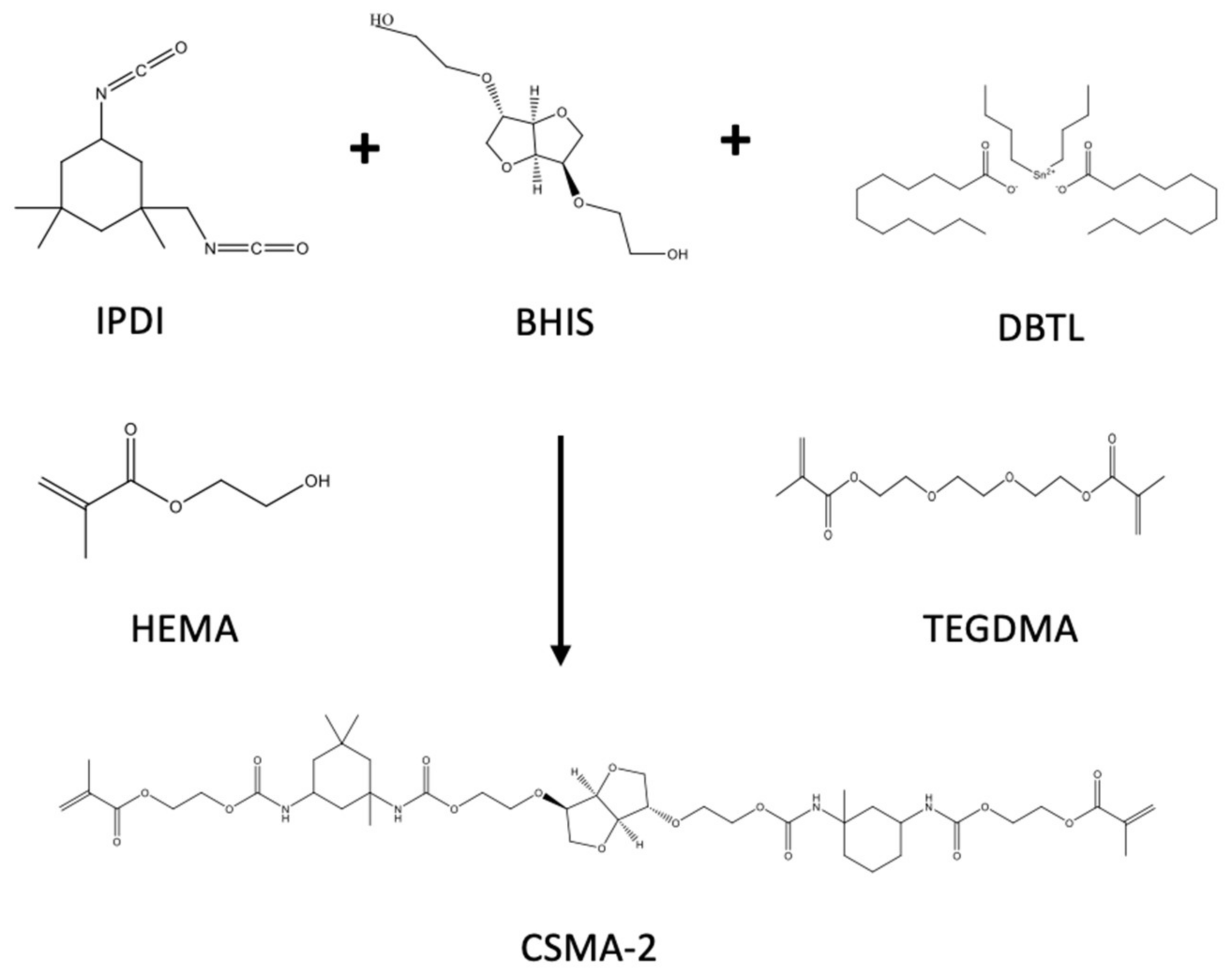
2.2. CSMA-2 Synthesis
2.3. CSMA-2 Monomer Characterisation
2.3.1. Degree of Conversion
2.3.2. Rheology
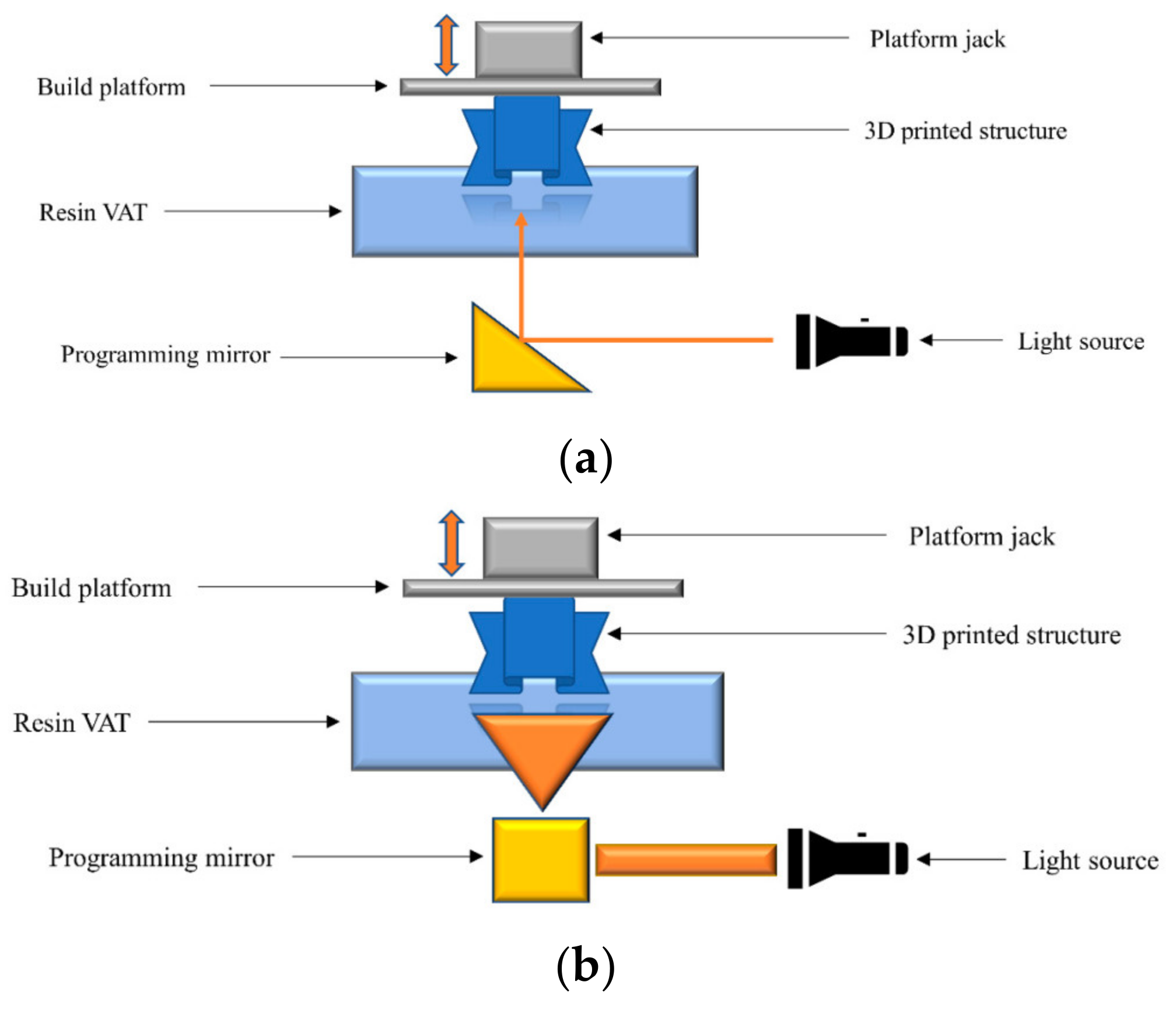
2.3.3. 3D Printing
2.4. 3D-Printed Scaffold Characterisation
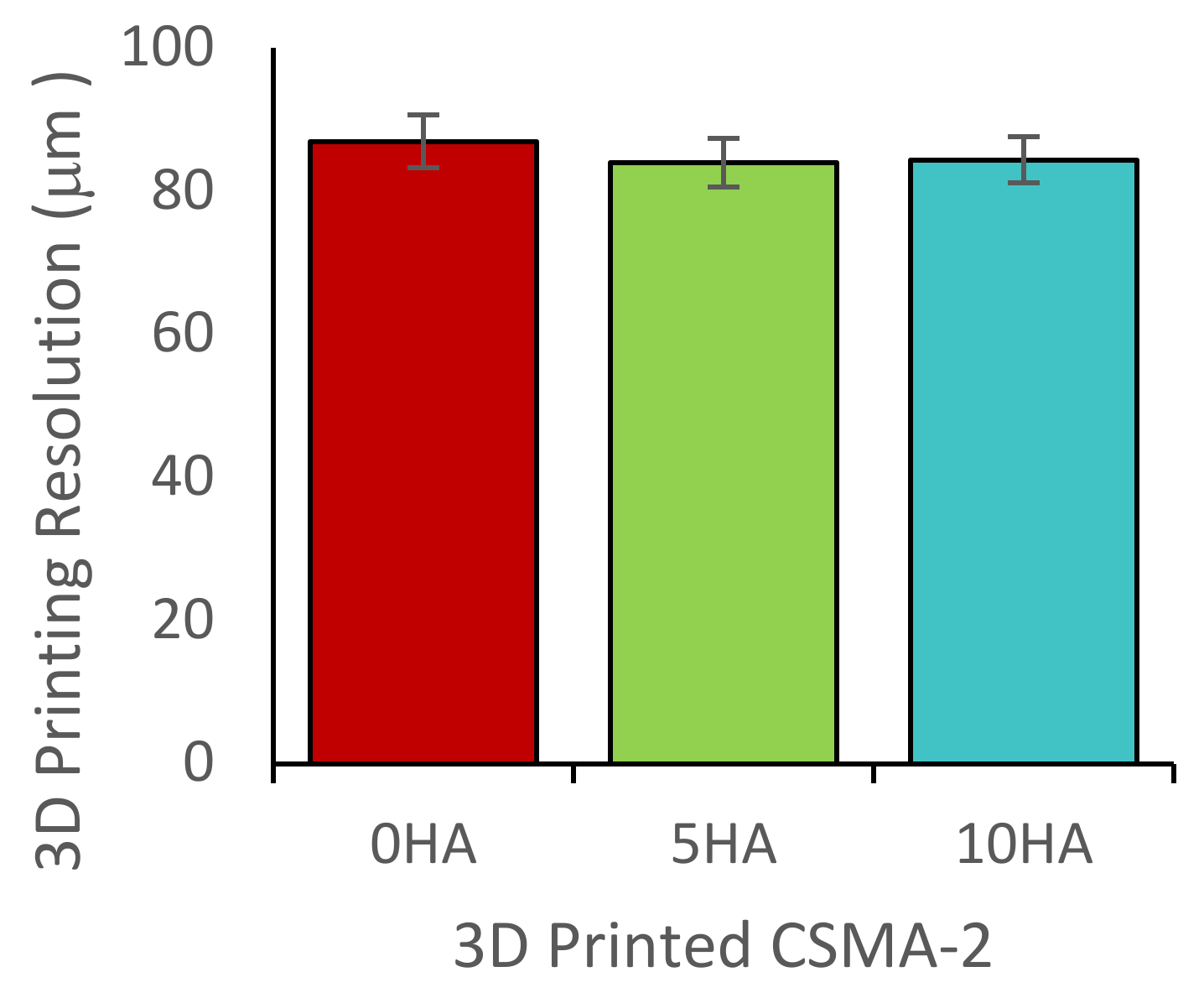
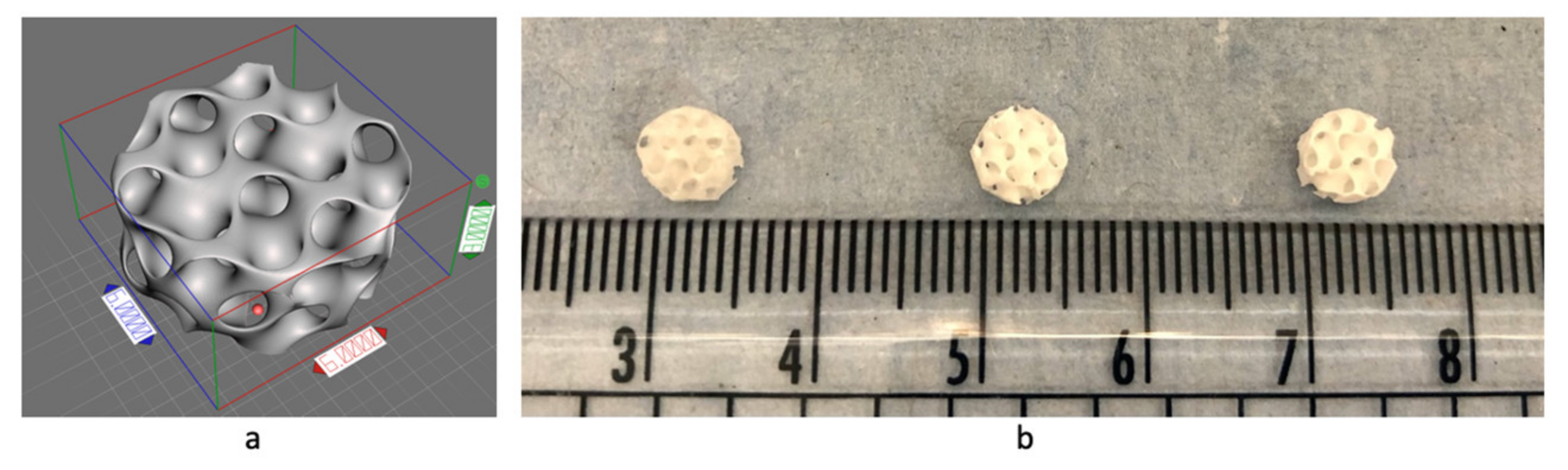
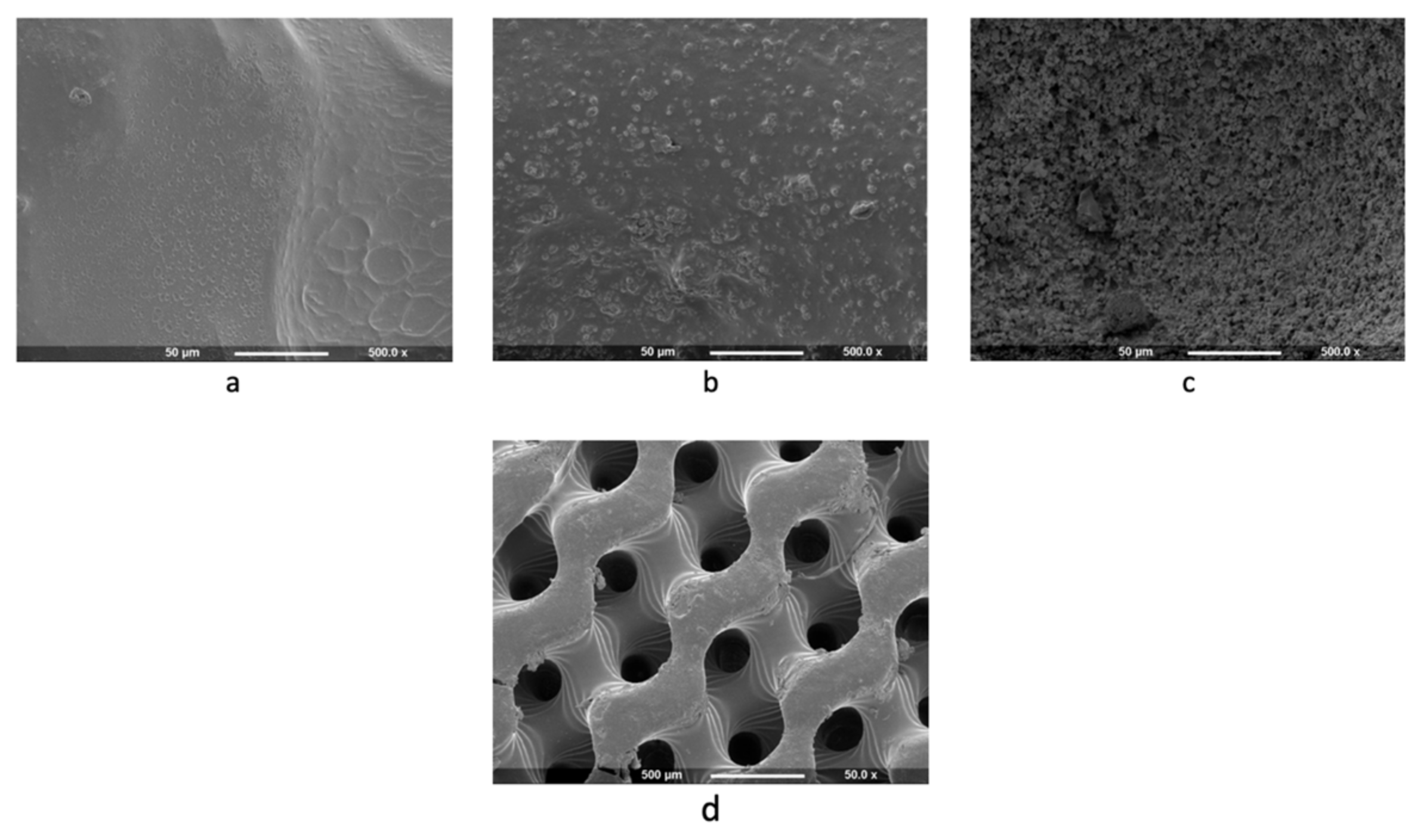
2.4.1. Printing Resolution and Scaffold Morphology
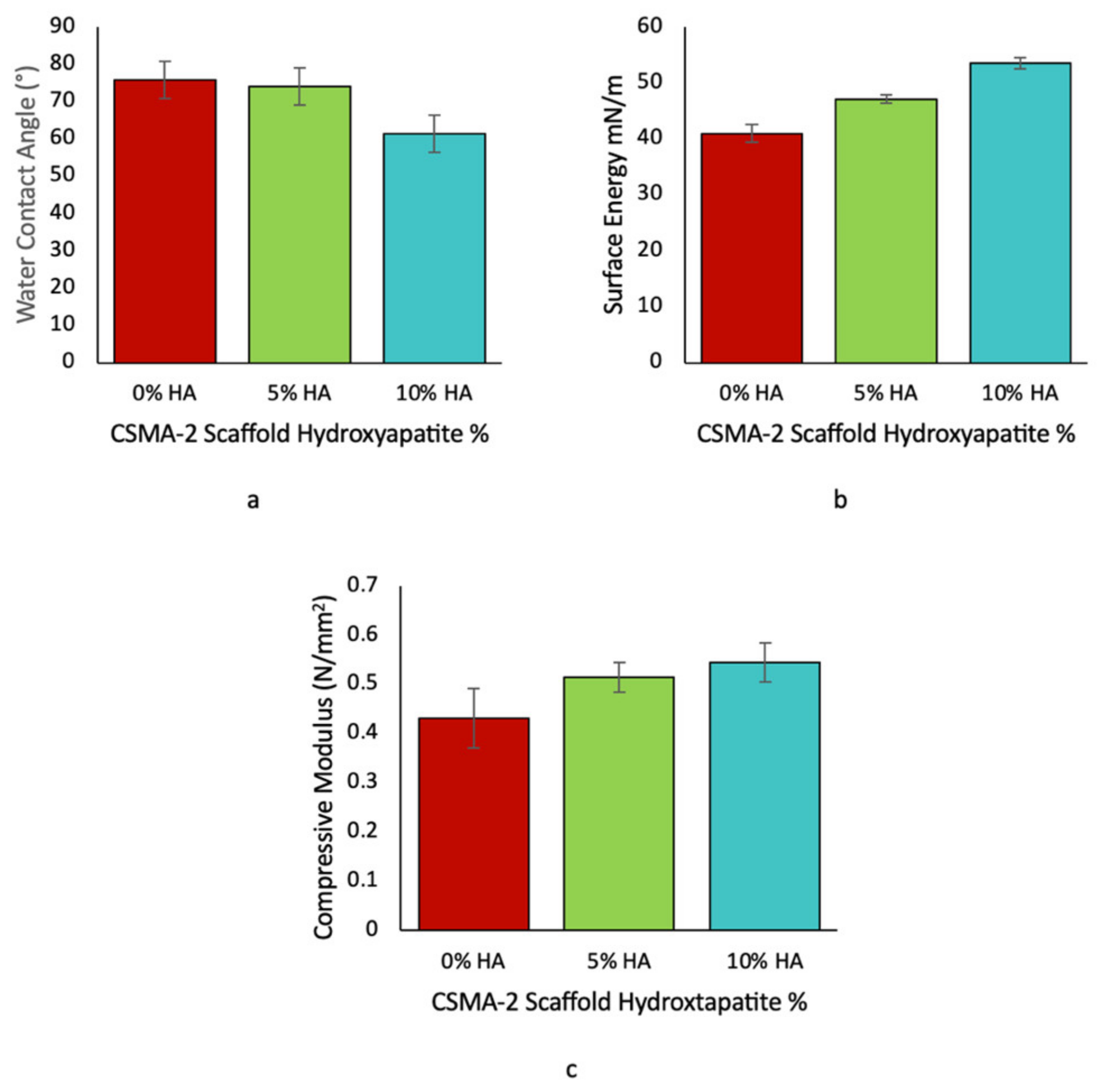
2.4.2. Wettability
2.4.3. Mechanical Properties
2.5. 3D-Printed Scaffold In Vitro Studies
2.5.1. 3D Cell Culture
2.5.2. Metabolic Activity
2.5.3. Cell Attachment
2.5.4. Osteogenic Differentiation
2.5.5. Calcium Deposit
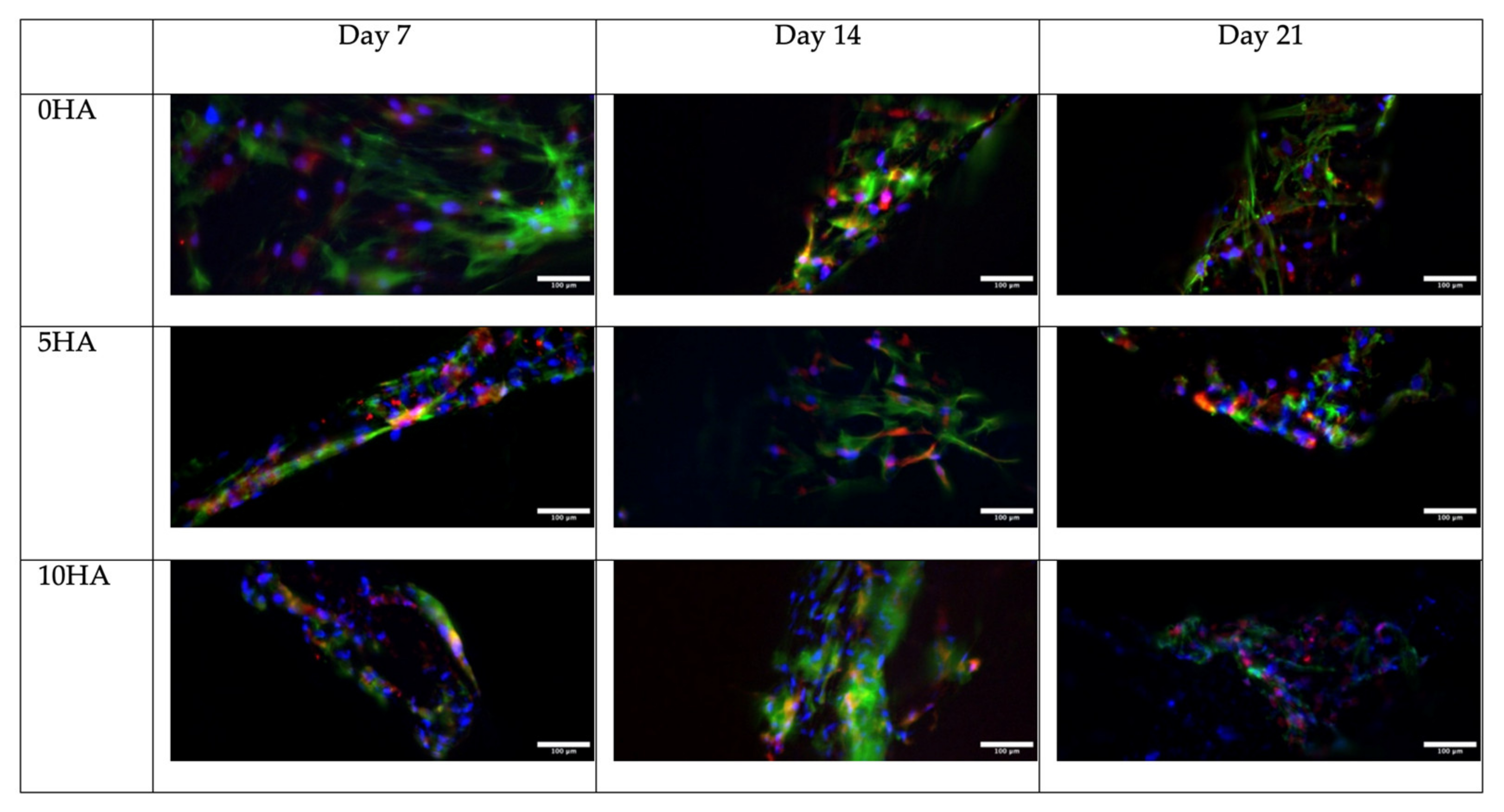
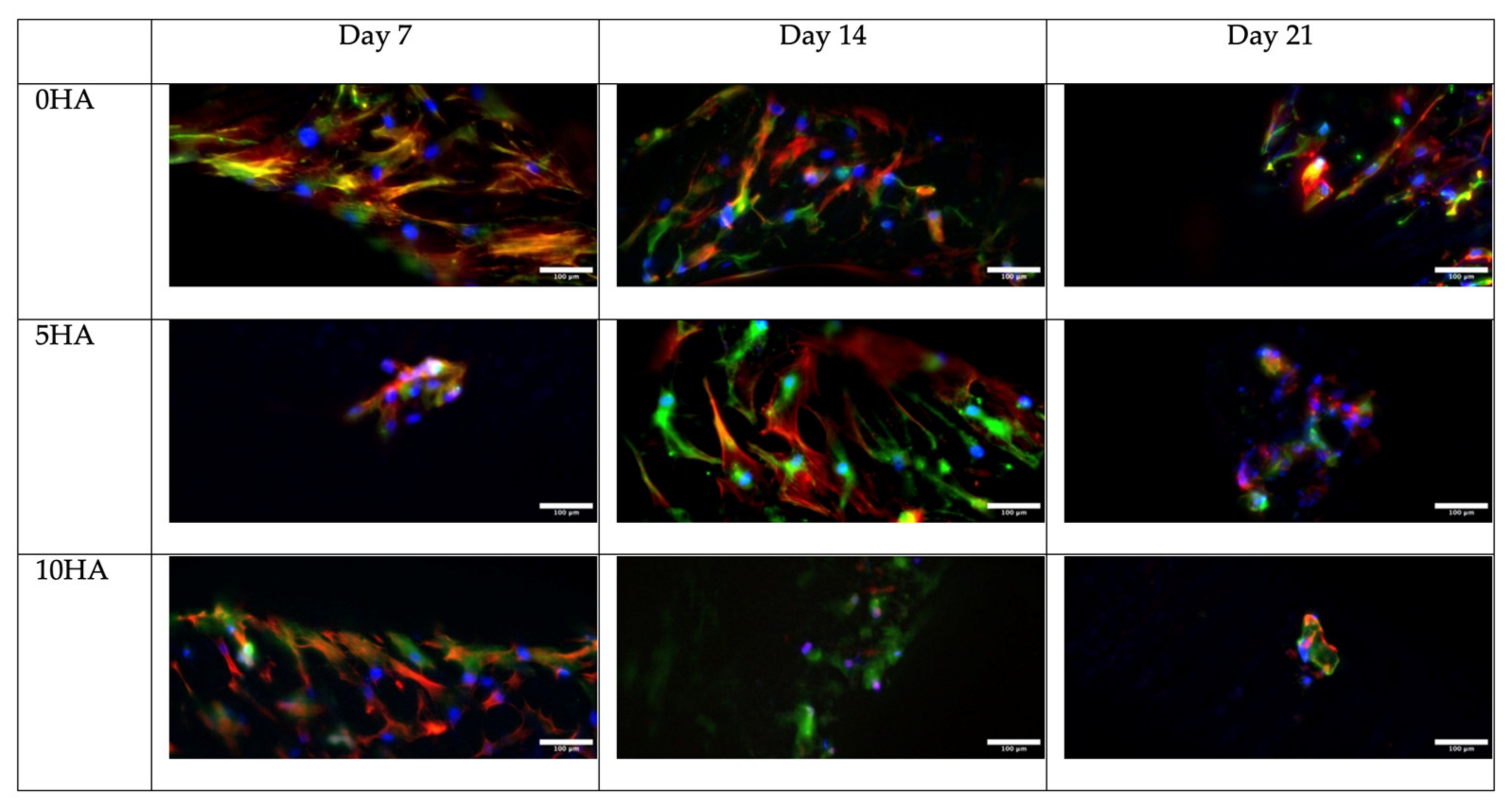
2.5.6. Protein Expression
2.5.7. Gene Expression
2.6. Statistical Analysis
3. Results
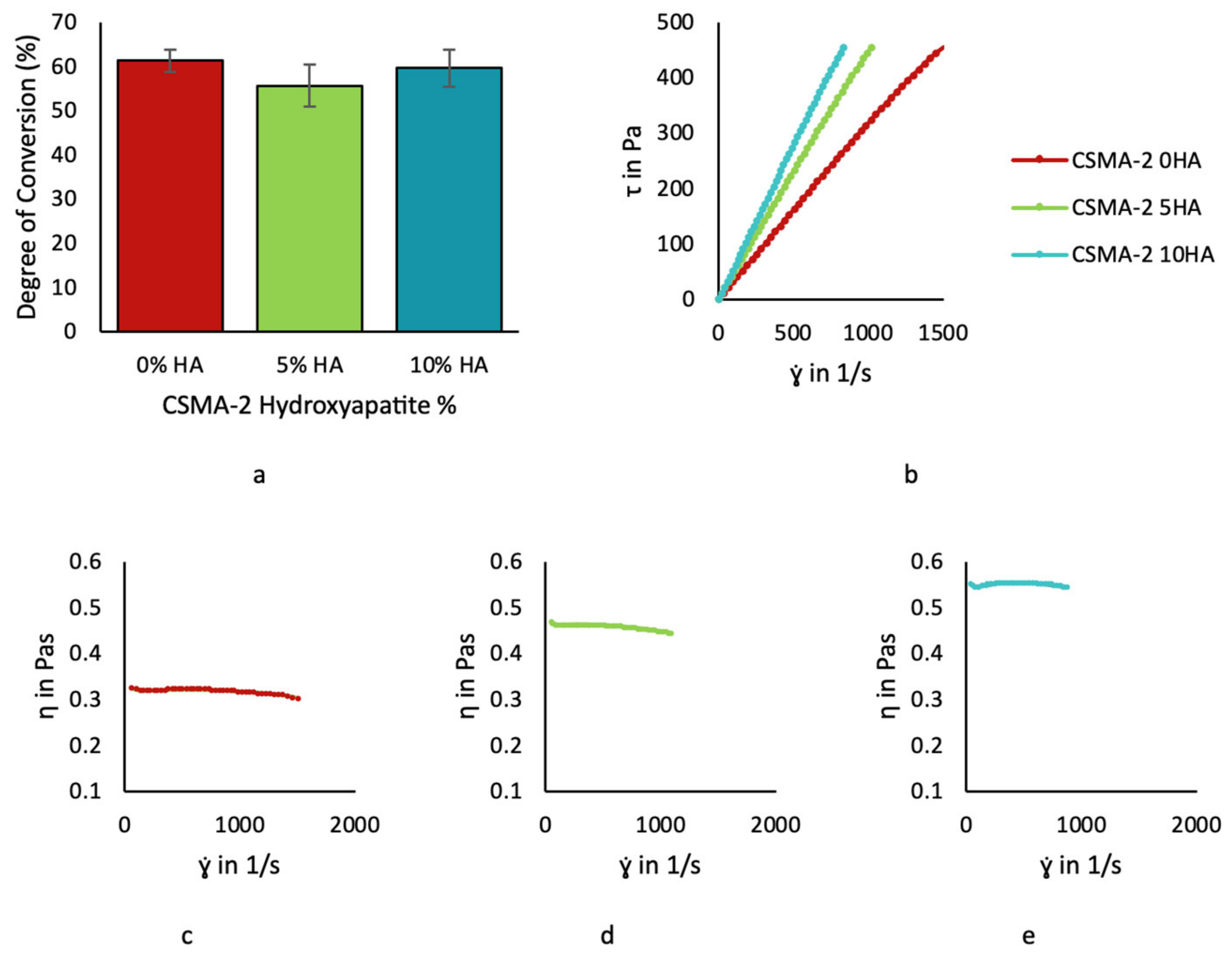
3.1. CSMA-2 Monomer Characterisation
3.2. 3D Printing and Scaffold Characterisation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Key Facts|Overview|Transplant Safety|CDC. Available online: https://www.cdc.gov/transplantsafety/overview/key-facts.html (accessed on 13 December 2021).
- Shegarfi, H.; Reikeras, O. Review Article: Bone Transplantation and Immune Response. J. Orthop. Surg. 2009, 17, 206–211. [Google Scholar] [CrossRef] [PubMed]
- Roberts, T.T.; Rosenbaum, A.J. Bone Grafts, Bone Substitutes and Orthobiologics: The Bridge between Basic Science and Clinical Advancements in Fracture Healing. Organogenesis 2012, 8, 114. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kantaros, A.; Chatzidai, N.; Karalekas, D. 3D Printing-Assisted Design of Scaffold Structures. Int. J. Adv. Manuf. Technol. 2015, 82, 559–571. [Google Scholar] [CrossRef]
- Fernandez de Grado, G.; Keller, L.; Idoux-Gillet, Y.; Wagner, Q.; Musset, A.M.; Benkirane-Jessel, N.; Bornert, F.; Offner, D. Bone Substitutes: A Review of Their Characteristics, Clinical Use, and Perspectives for Large Bone Defects Management. J. Tissue Eng. 2018, 9, 2041731418776819. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kantaros, A.; Piromalis, D. Fabricating Lattice Structures via 3D Printing: The Case of Porous Bio-Engineered Scaffolds. Appl. Mech. 2021, 2, 289–302. [Google Scholar] [CrossRef]
- Cui, X.; Li, J.; Hartanto, Y.; Durham, M.; Tang, J.; Zhang, H.; Hooper, G.; Lim, K.; Woodfield, T. Advances in Extrusion 3D Bioprinting: A Focus on Multicomponent Hydrogel-Based Bioinks. Adv. Healthc. Mater. 2020, 9, 1901648. [Google Scholar] [CrossRef]
- Oyen, M.L. Mechanical Characterisation of Hydrogel Materials. Int. Mater. Rev. 2014, 59, 44–59. [Google Scholar] [CrossRef]
- Shen, S.; Chen, M.; Guo, W.; Li, H.; Li, X.; Huang, S.; Luo, X.; Wang, Z.; Wen, Y.; Yuan, Z.; et al. Three Dimensional Printing-Based Strategies for Functional Cartilage Regeneration. Tissue Eng.-Part B Rev. 2019, 25, 187–201. [Google Scholar] [CrossRef] [Green Version]
- Lim, K.S.; Levato, R.; Costa, P.F.; Castilho, M.D.; Alcala-Orozco, C.R.; Van Dorenmalen, K.M.A.; Melchels, F.P.W.; Gawlitta, D.; Hooper, G.J.; Malda, J.; et al. Bio-Resin for High Resolution Lithography-Based Biofabrication of Complex Cell-Laden Constructs. Biofabrication 2018, 10, 034101. [Google Scholar] [CrossRef]
- Shaukat, U.; Rossegger, E.; Schlögl, S. A Review of Multi-Material 3D Printing of Functional Materials via Vat Photopolymerization. Polymers 2022, 14, 2449. [Google Scholar] [CrossRef]
- Cross, M.J.; Spycher, J. Cementless Fixation Techniques in Joint Replacement. Jt. Replace. Technol. 2008, 190–211. [Google Scholar] [CrossRef]
- Filip, A.C.; Cuculici, S.A.; Cristea, S.; Filip, V.; Negrea, A.D.; Mihai, S.; Pantu, C.M. Tibial Stem Extension versus Standard Configuration in Total Knee Arthroplasty: A Biomechanical Assessment According to Bone Properties. Medicina 2022, 58, 634. [Google Scholar] [CrossRef]
- Owji, N.; Aldaadaa, A.; Cha, J.-R.; Shakouri, T.; Garcia, E.; Kim, H.-W.; Knowles, J.C. Synthesis, Characterisation and 3D Printing of an Isosorbide Based, Light Curable, Degradable Polymer for Potential Application in Maxillofacial Reconstruction. ACS Biomater. Sci. Eng. 2019, 6, 2578–2587. [Google Scholar] [CrossRef]
- Shakouri, T.; Cha, J.R.; Owji, N.; Haddow, P.; Robinson, T.E.; Patel, K.D.; García-Gareta, E.; Kim, H.W.; Knowles, J.C. Comparative Study of Photoinitiators for the Synthesis and 3D Printing of a Light-Curable, Degradable Polymer for Custom-Fit Hard Tissue Implants. Biomed. Mater. 2020, 16, 015007. [Google Scholar] [CrossRef]
- Nonque, F.; Sahut, A.; Jacquel, N.; Saint-Loup, R.; Woisel, P.; Potier, J. Isosorbide Monoacrylate: A Sustainable Monomer for the Production of Fully Bio-Based Polyacrylates and Thermosets. Polym. Chem. 2020, 11, 6903–6909. [Google Scholar] [CrossRef]
- Saxon, D.J.; Luke, A.M.; Sajjad, H.; Tolman, W.B.; Reineke, T.M. Next-Generation Polymers: Isosorbide as a Renewable Alternative. Prog. Polym. Sci. 2020, 101, 101196. [Google Scholar] [CrossRef]
- Saxon, D.J.; Nasiri, M.; Mandal, M.; Maduskar, S.; Dauenhauer, P.J.; Cramer, C.J.; Lapointe, A.M.; Reineke, T.M. Architectural Control of Isosorbide-Based Polyethers via Ring-Opening Polymerization. J. Am. Chem. Soc. 2019, 141, 5107–5111. [Google Scholar] [CrossRef] [Green Version]
- Lai, W.; Su, L.; Zhang, M.; Yan, J.; Wu, G. Tuning the Optical Clarity of Glass Fiber-Reinforced Polycarbonates by Reactive Blending with Alternatives from Biorenewable Isosorbide. J. Polym. Sci. Part A Polym. Chem. 2019, 57, 1670–1681. [Google Scholar] [CrossRef]
- Ozturk, B.; Cobanoglu, N.; Cetin, A.R.; Gunduz, B. Conversion Degrees of Resin Composites Using Different Light Sources. Eur. J. Dent. 2013, 7, 102. [Google Scholar]
- Zhang, J.; Xiao, P. Polymer Chemistry MINIREVIEW 3D Printing of Photopolymers. Polym. Chem. 2018, 9, 1530–1540. [Google Scholar] [CrossRef]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef]
- Jia, G.; Huang, H.; Niu, J.; Chen, C.; Weng, J.; Yu, F.; Wang, D.; Kang, B.; Wang, T.; Yuan, G.; et al. Exploring the Interconnectivity of Biomimetic Hierarchical Porous Mg Scaffolds for Bone Tissue Engineering: Effects of Pore Size Distribution on Mechanical Properties, Degradation Behavior and Cell Migration Ability. J. Magnes. Alloy. 2021, 9, 1954–1966. [Google Scholar] [CrossRef]
- Zhou, L.; Fu, J.; He, Y. A Review of 3D Printing Technologies for Soft Polymer Materials. Adv. Funct. Mater. 2020, 30, 2000187. [Google Scholar] [CrossRef]
- Yao, Y.; Sha, N.; Zhao, Z. Highly Concentrated Hydroxyapatite Suspension for DLP Printing. IOP Conf. Ser. Mater. Sci. Eng. 2019, 678, 012016. [Google Scholar] [CrossRef] [Green Version]
- Riccio, C.; Civera, M.; Grimaldo Ruiz, O.; Pedullà, P.; Rodriguez Reinoso, M.; Tommasi, G.; Vollaro, M.; Burgio, V.; Surace, C. Effects of Curing on Photosensitive Resins in SLA Additive Manufacturing. Appl. Mech. 2021, 2, 942–955. [Google Scholar] [CrossRef]
- Law, K.-Y. Definitions for Hydrophilicity, Hydrophobicity, and Superhydrophobicity: Getting the Basics Right. J. Phys. Chem. Lett. 2014, 5, 686–688. [Google Scholar] [CrossRef]
- Tihan, T.G.; Ionita, M.D.; Popescu, R.G.; Iordachescu, D. Effect of Hydrophilic–Hydrophobic Balance on Biocompatibility of Poly(Methyl Methacrylate) (PMMA)–Hydroxyapatite (HA) Composites. Mater. Chem. Phys. 2009, 118, 265–269. [Google Scholar] [CrossRef]
- Razafiarison, T.; Holenstein, C.N.; Stauber, T.; Jovic, M.; Vertudes, E.; Loparic, M.; Kawecki, M.; Bernard, L.; Silvan, U.; Snedeker, J.G. Biomaterial Surface Energy-Driven Ligand Assembly Strongly Regulates Stem Cell Mechanosensitivity and Fate on Very Soft Substrates. Proc. Natl. Acad. Sci. USA 2018, 115, 4631–4636. [Google Scholar] [CrossRef] [Green Version]
- Lai, Y.S.; Chen, W.C.; Huang, C.H.; Cheng, C.K.; Chan, K.K.; Chang, T.K. The Effect of Graft Strength on Knee Laxity and Graft In-Situ Forces after Posterior Cruciate Ligament Reconstruction. PLoS ONE 2015, 10, e0127293. [Google Scholar] [CrossRef] [Green Version]
- Roohani-Esfahani, S.I.; Newman, P.; Zreiqat, H. Design and Fabrication of 3D Printed Scaffolds with a Mechanical Strength Comparable to Cortical Bone to Repair Large Bone Defects. Sci. Rep. 2016, 6, 19468. [Google Scholar] [CrossRef] [Green Version]
- Timmer, M.D.; Ambrose, C.G.; Mikos, A.G. Evaluation of Thermal- and Photo-Crosslinked Biodegradable Poly(Propylene Fumarate)-Based Networks. J. Biomed. Mater. Res. A 2003, 66, 811–818. [Google Scholar] [CrossRef]
- Westhauser, F.; Karadjian, M.; Essers, C.; Senger, A.S.; Hagmann, S.; Schmidmaier, G.; Moghaddam, A. Osteogenic Differentiation of Mesenchymal Stem Cells Is Enhanced in a 45S5-Supplemented β-TCP Composite Scaffold: An in-Vitro Comparison of Vitoss and Vitoss BA. PLoS ONE 2019, 14, e0212799. [Google Scholar] [CrossRef]
- Shyh-Chang, N.; Ng, H.H. The Metabolic Programming of Stem Cells. Genes Dev. 2017, 31, 336–346. [Google Scholar] [CrossRef] [Green Version]
- Abe, T.; Takahashi, S.; Fukuuchi, Y. Reduction of Alamar Blue, a Novel Redox Indicator, Is Dependent on Both the Glycolytic and Oxidative Metabolism of Glucose in Rat Cultured Neurons. Neurosci. Lett. 2002, 326, 179–182. [Google Scholar] [CrossRef]
- Ramaswamy, Y.; Roohani, I.; No, Y.J.; Madafiglio, G.; Chang, F.; Zhang, F.; Lu, Z.; Zreiqat, H. Nature-Inspired Topographies on Hydroxyapatite Surfaces Regulate Stem Cells Behaviour. Bioact. Mater. 2021, 6, 1107–1117. [Google Scholar] [CrossRef]
- Cassidy, J.W.; Roberts, J.N.; Smith, C.A.; Robertson, M.; White, K.; Biggs, M.J.; Oreffo, R.O.C.; Dalby, M.J. Osteogenic Lineage Restriction by Osteoprogenitors Cultured on Nanometric Grooved Surfaces: The Role of Focal Adhesion Maturation. Acta Biomater. 2014, 10, 651–660. [Google Scholar] [CrossRef] [Green Version]
- Deligianni, D.D.; Katsala, N.D.; Koutsoukos, P.G.; Missirlis, Y.F. Effect of Surface Roughness of Hydroxyapatite on Human Bone Marrow Cell Adhesion, Proliferation, Differentiation and Detachment Strength. Biomaterials 2000, 22, 87–96. [Google Scholar] [CrossRef]
- Rogina, A.; Antunović, M.; Pribolšan, L.; Caput Mihalić, K.; Vukasović, A.; Ivković, A.; Marijanović, I.; Ferrer, G.G.; Ivanković, M.; Ivanković, H. Human Mesenchymal Stem Cells Differentiation Regulated by Hydroxyapatite Content within Chitosan-Based Scaffolds under Perfusion Conditions. Polymers 2017, 9, 387. [Google Scholar] [CrossRef] [Green Version]
- Rutkovskiy, A.; Stensløkken, K.-O.; Vaage, I.J. Osteoblast Differentiation at a Glance. Med. Sci. Monit. Basic Res. 2016, 22, 95. [Google Scholar] [CrossRef] [Green Version]
- Komori, T. What Is the Function of Osteocalcin? J. Oral Biosci. 2020, 62, 223–227. [Google Scholar] [CrossRef]
- Moser, S.C.; van der Eerden, B.C.J. Osteocalcin—A Versatile Bone-Derived Hormone. Front. Endocrinol. 2019, 10, 794. [Google Scholar] [CrossRef] [PubMed]
- Nakamura, A.; Dohi, Y.; Akahane, M.; Ohgushi, H.; Nakajima, H.; Funaoka, H.; Takakura, Y. Osteocalcin Secretion as an Early Marker of Osteogenic Differentiation of Rat Mesenchymal Stem Cells. Tissue Eng.-Part C Methods 2009, 15, 169–180. [Google Scholar] [CrossRef] [PubMed]
- Lin, L.; Chow, K.L.; Leng, Y. Study of Hydroxyapatite Osteoinductivity with an Osteogenic Differentiation of Mesenchymal Stem Cells. J. Biomed. Mater. Res. Part A 2009, 89A, 326–335. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Li, Y.; Liu, X.; Zhang, R.; Feng, Q. In Vitro Uptake of Hydroxyapatite Nanoparticles and Their Effect on Osteogenic Differentiation of Human Mesenchymal Stem Cells. Stem Cells Int. 2018, 2018, 2036176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, S.J.; Qiu, Z.Y.; Wu, J.J.; Kong, X.D.; Weng, X.S.; Cui, F.Z.; Wang, X.M. Osteogenic Differentiation Gene Expression Profiling of HMSCs on Hydroxyapatite and Mineralized Collagen. Tissue Eng.-Part A 2016, 22, 170–181. [Google Scholar] [CrossRef]
- Ma, B.; Zhang, S.; Liu, F.; Duan, J.; Wang, S.; Han, J.; Sang, Y.; Yu, X.; Li, D.; Tang, W.; et al. One-Dimensional Hydroxyapatite Nanostructures with Tunable Length for Efficient Stem Cell Differentiation Regulation. ACS Appl. Mater. Interfaces 2017, 9, 33717–33727. [Google Scholar] [CrossRef]
- Viti, F.; Landini, M.; Mezzelani, A.; Petecchia, L.; Milanesi, L.; Scaglione, S. Osteogenic Differentiation of MSC through Calcium Signaling Activation: Transcriptomics and Functional Analysis. PLoS ONE 2016, 11, 148173. [Google Scholar] [CrossRef] [Green Version]
- Ruijtenberg, S.; van den Heuvel, S. Coordinating Cell Proliferation and Differentiation: Antagonism between Cell Cycle Regulators and Cell Type-Specific Gene Expression. Cell Cycle 2016, 15, 196. [Google Scholar] [CrossRef] [Green Version]
- Kawane, T.; Qin, X.; Jiang, Q.; Miyazaki, T.; Komori, H.; Yoshida, C.A.; Matsuura-Kawata, V.K.d.S.; Sakane, C.; Matsuo, Y.; Nagai, K.; et al. Runx2 Is Required for the Proliferation of Osteoblast Progenitors and Induces Proliferation by Regulating Fgfr2 and Fgfr3. Sci. Rep. 2018, 8, 13551. [Google Scholar] [CrossRef] [Green Version]
- Komori, T. Regulation of Proliferation, Differentiation and Functions of Osteoblasts by Runx2. Int. J. Mol. Sci. 2019, 20, 1694. [Google Scholar] [CrossRef] [Green Version]
- Owji, N.; Mandakhbayar, N.; Cha, J.R.; Padalhin, A.R.; Erdogan, Z.K.; Aldaadaa, A.; Shakouri, T.; Sawadkar, P.; Frost, O.; Kim, H.W.; et al. Inclusion of Calcium Phosphate Does Not Further Improve in Vitro and in Vivo Osteogenesis in a Novel, Highly Biocompatible, Mechanically Stable and 3D Printable Polymer. Sci. Rep. 2022, 12, 16977. [Google Scholar] [CrossRef]
- Xu, J.H.; Li, Z.H.; Hou, Y.D.; Fang, W.J. Potential Mechanisms Underlying the Runx2 Induced Osteogenesis of Bone Marrow Mesenchymal Stem Cells. Am. J. Transl. Res. 2015, 7, 2527. [Google Scholar]
- Li, N.; Song, J.; Zhu, G.; Li, X.; Liu, L.; Shi, X.; Wang, Y. Periosteum Tissue Engineering—A Review. Biomater. Sci. 2016, 4, 1554–1561. [Google Scholar] [CrossRef]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Verisqa, F.; Cha, J.-R.; Nguyen, L.; Kim, H.-W.; Knowles, J.C. Digital Light Processing 3D Printing of Gyroid Scaffold with Isosorbide-Based Photopolymer for Bone Tissue Engineering. Biomolecules 2022, 12, 1692. https://doi.org/10.3390/biom12111692
Verisqa F, Cha J-R, Nguyen L, Kim H-W, Knowles JC. Digital Light Processing 3D Printing of Gyroid Scaffold with Isosorbide-Based Photopolymer for Bone Tissue Engineering. Biomolecules. 2022; 12(11):1692. https://doi.org/10.3390/biom12111692
Chicago/Turabian StyleVerisqa, Fiona, Jae-Ryung Cha, Linh Nguyen, Hae-Won Kim, and Jonathan C. Knowles. 2022. "Digital Light Processing 3D Printing of Gyroid Scaffold with Isosorbide-Based Photopolymer for Bone Tissue Engineering" Biomolecules 12, no. 11: 1692. https://doi.org/10.3390/biom12111692