

Carbon-Energy Impact Analysis of Heavy Residue Gasification Plant Integration into Oil Refinery


Abstract
:1. Introduction
1.1. General Principles
1.2. State of the Art
2. Materials and Methods
2.1. Considered System Layout and Feedstock Properties
2.2. Mass and Energy Balance of the Gasifier
- In reactions (1) and (2), carbon is converted completely.
- The reactor can be balanced as a CSTR (continuously stirred tank reactor) [50] with the perfect dispersion of inlet HR. The mass balances of each syngas component and the total heat balance of the reactor are presented in Equations (10) and (11).
- Syngas behaves as an ideal gas.
2.3. Mass and Energy Balance of other Equipment
2.4. Oil Refinery Balance
- The consumption of HR in TPP and HRGP;
- The export of HR;
- The consumption of natural gas (NG);
- Steam and hydrogen production;
- The production, consumption, and purchase of electricity;
- CO2 emissions.
2.5. Case Study
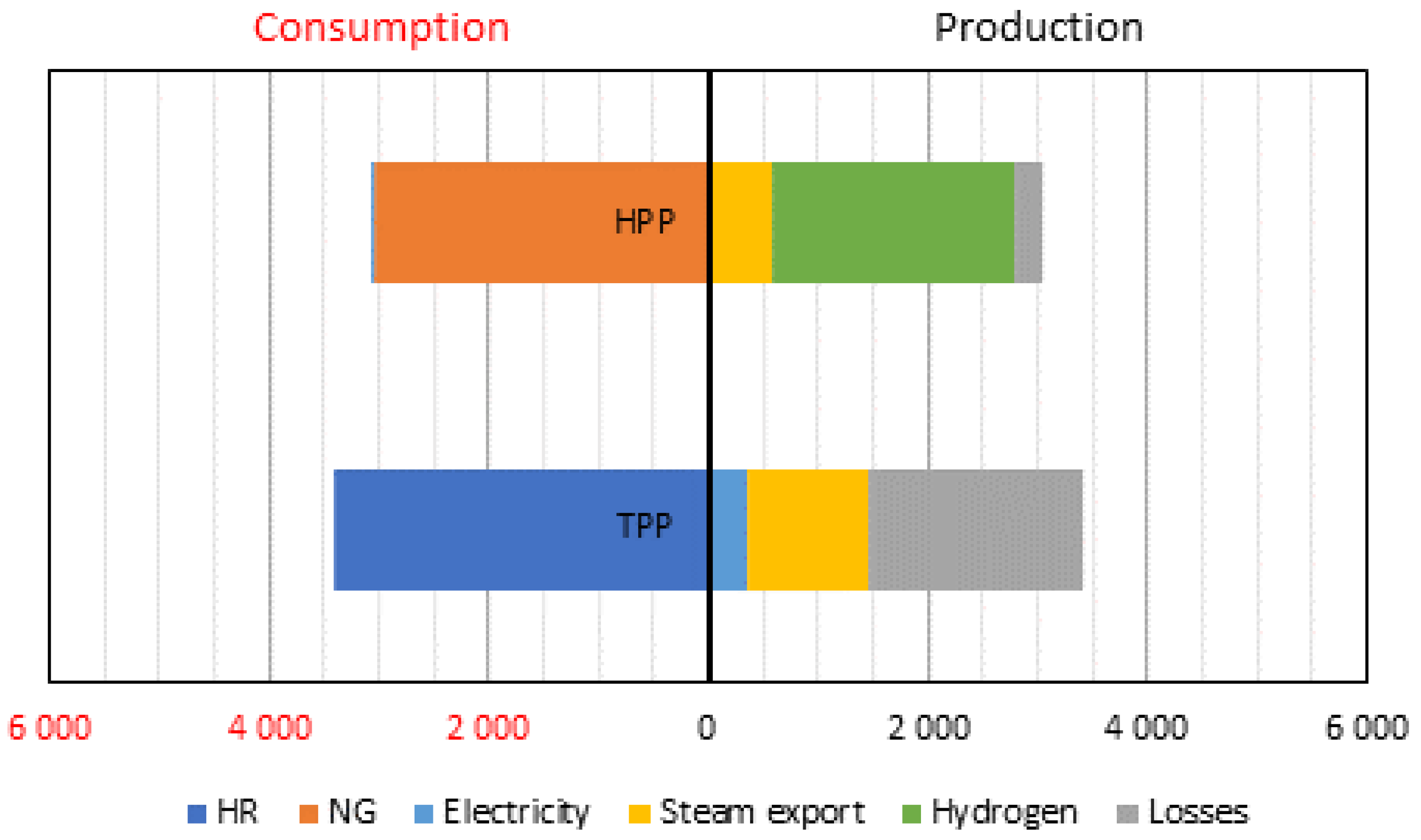
- Current state: The total amount of available HR is split between its consumption in the TPP and export outside the refinery. Hydrogen is produced in HPPs, both of which are operated at full load.
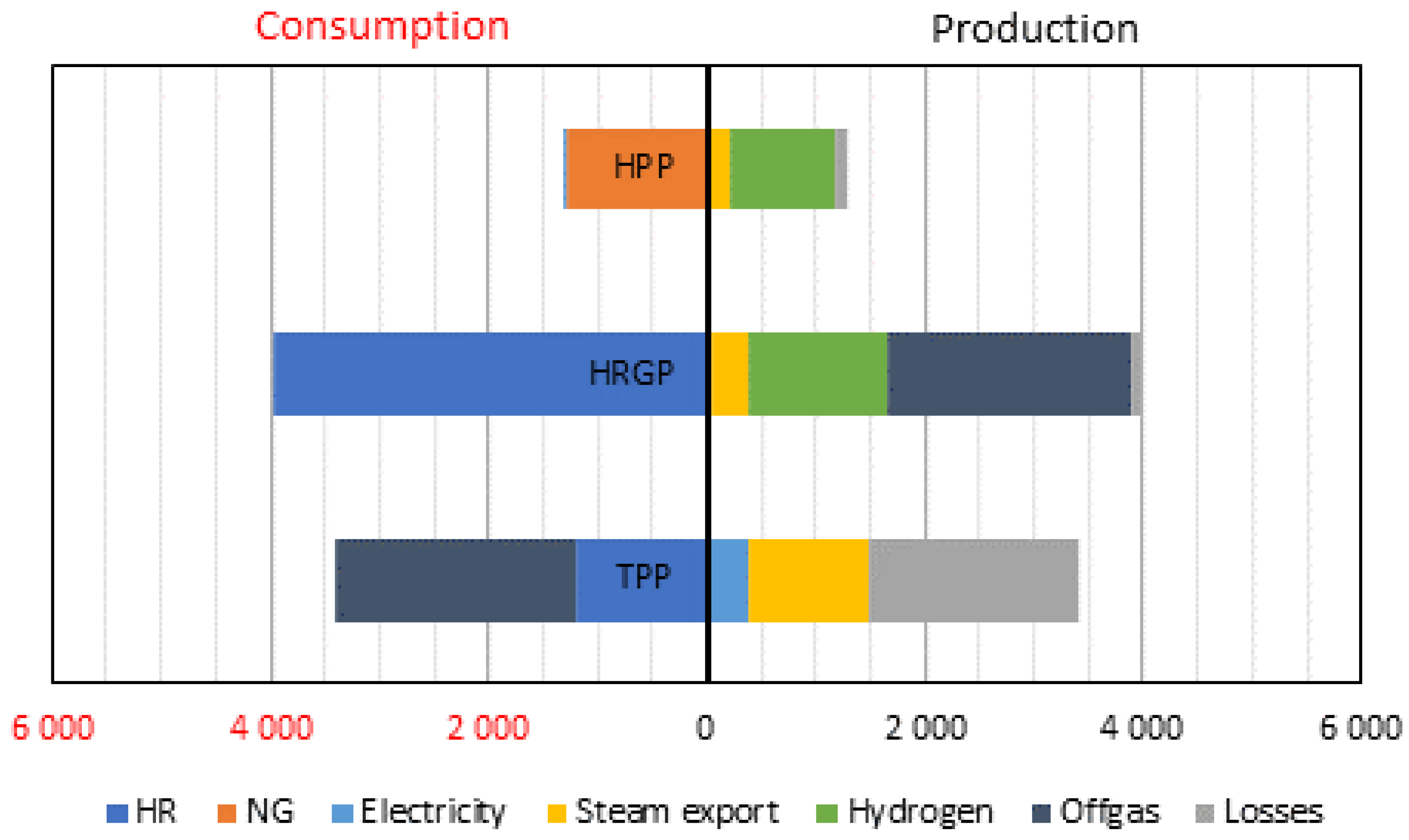
- New state: A significant amount of HR is processed via gasification; the rest is split between its consumption in the TPP and export outside of the refinery. The total amount of produced hydrogen is the same as in case A; a part of it is obtained via gasification and the rest is produced in one of the HPPs, while the other one is not operated. HRGP exports steam to the refinery during summer and winter. Co-produced offgas is used as additional fuel in the TPP.
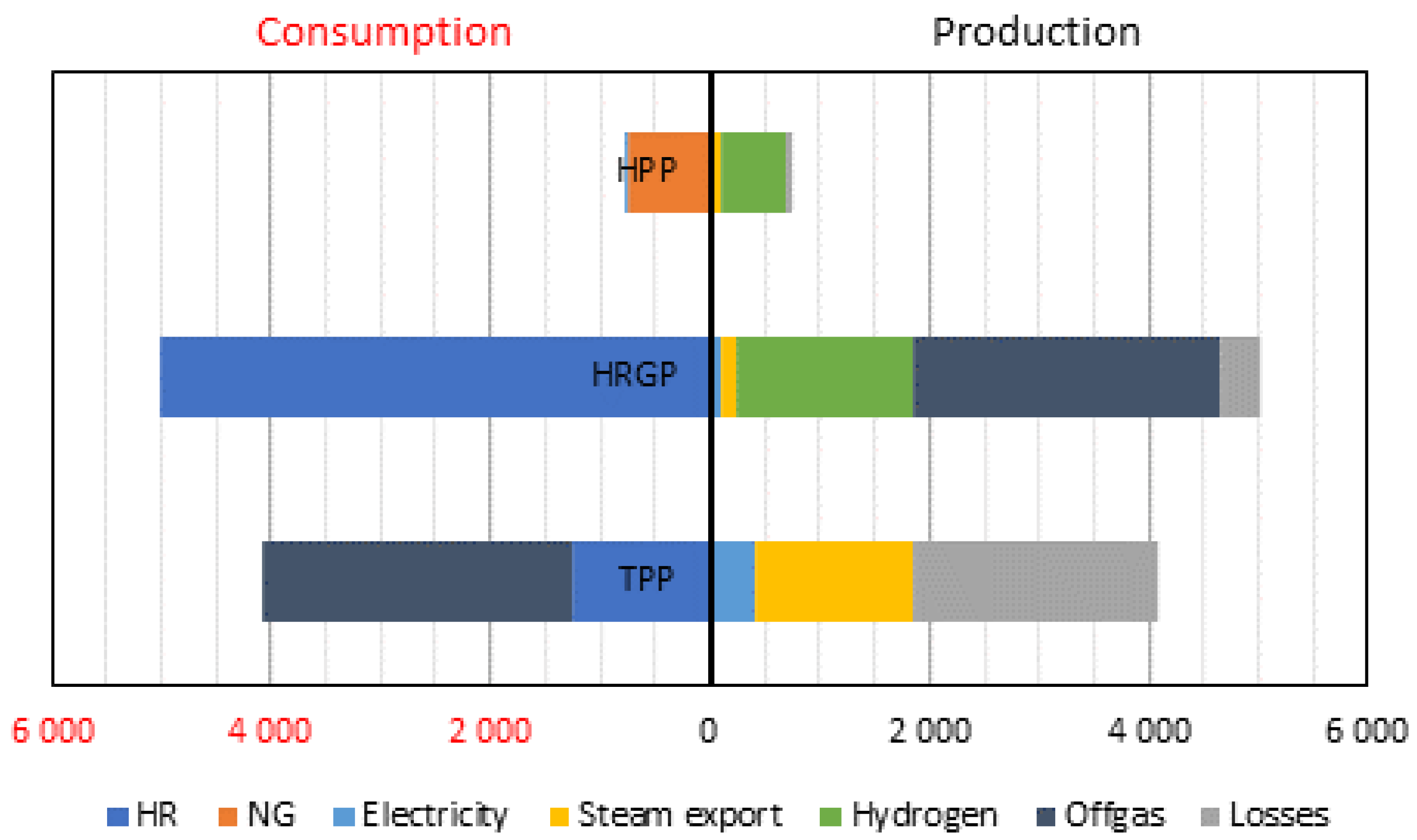
- New state 2: A significant amount of HR is processed via gasification; the rest is divided between its consumption in the TPP, and export outside the refinery is minimized. The total amount of produced hydrogen is the same as in case A; a part of it is obtained via gasification and the rest is produced in one of the HPPs, while the other one is not operated. HRGP only exports steam to the refinery during winter. Co-produced offgas is used as additional fuel in the TPP.
3. Results and Discussion
3.1. Preliminary Design of HRGP
3.2. Case A
3.3. Case B
3.4. Case C
3.5. Overall Comparison of Cases
4. Analysis Validation and Discussion
- Expanding emission analysis to include other greenhouse gases emitted into air (NOx, SOx);
- Economy analysis focused on HRGP integration payback period evaluation and the minimization of HRGP construction costs.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CCS | carbon capture and storage |
| CSTR | continuously stirred tank reactor |
| G | electrical generator |
| HPP | hydrogen production plant |
| HR | heavy residue |
| HRGP | heavy residue gasification plant |
| HRSG | heat recovery steam generator |
| IGCC | integrated gasification combined cycle |
| MDEA | methyl-diethanolamine |
| mol. | molar |
| NG | natural gas |
| PSA | pressure swing adsorption |
| S | summer |
| TPP | industrial thermal power plant |
| W | winter |
| Quantities | |
| molar flow of inert gas, mol/s | |
| electric input power, W | |
| electric output power, W | |
| volume of gasifier, m3 | |
| molar flow, mol/s | |
| specific heat capacity in isobaric conditions, | |
| J/kg/K | |
| mass flow, kg/s | |
| specific enthalpy, GJ/t | |
| molar concentration, mol/m3 | |
| constant of equilibria | |
| specific lower heating value, GJ/t | |
| molar mass, kg/kmol | |
| pressure | |
| universal gas constant | |
| thermodynamic temperature, K | |
| emission factor | |
| mass, kg | |
| molar heat, J/mol | |
| reaction rate, mol/s | |
| temperature, °C | |
| mass fraction, mass % | |
| molar fraction, mol. % | |
| efficiency of recovery, % | |
| efficiency, % | |
| Poisson’s constant | |
| stoichiometric coefficient | |
| Indices | |
| abs. | absorption |
| CW | cooling water |
| des. | desorption |
| EE | electrical energy |
| HP | high-pressure steam |
| iz | isoentropic |
| m | mechanical |
| med. | medium |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Equation | No. |
|---|---|---|
| Oxygen compressor | (A1) | |
| HRSG | (A2) | |
| (A3) | ||
| Absorber | (A4) | |
| (A5) | ||
| (A6) | ||
| (A7) | ||
| Desorber | (A8) | |
| (A9) | ||
| PSA | (A10) | |
| (A11) | ||
| (A12) | ||
| (A13) | ||
| Deaerator | (A14) | |
| (A15) | ||
| Blowdown expander | (A16) | |
| (A17) | ||
| Steam turbine | (A18) | |
| (A19) | ||
| Heat exchangers H1, H2, H4, H5, H8 | (A20) | |
| Heat exchangers H3, H9, H11 | (A21) | |
| Heat exchanger H7, H10 1 | (A22) | |
| (A23) | ||
| Heat exchanger H6 | (A24) | |
| (A25) |
Appendix B
| No. | (kg/s) | t (°C) | P (kPa) | (kJ/kg) | |
|---|---|---|---|---|---|
| C1 | S | 23.24 | 40 | 167.45 | |
| W | 3.01 | 35 | 355.92 | ||
| C2 | S | 23.24 | 71 | 295.80 | |
| W | 3.01 | 85 | 604.68 | ||
| C3 | 3.46 | 144 | 604.68 | ||
| C4 | 20.62 | 80 | 334.92 | ||
| C5 | 0.61 | 205 | 877.50 | ||
| C6 | 0.61 | 205 | 209.26 | ||
| G1 | 2.44 | 1384 | 3000 | 45656 | |
| G2 | 2.44 | 300 | 2708 | 9037 | |
| G3 | 2.44 | 136 | 2653 | 4099 | |
| G4 | 2.32 | 90 | 2653 | 2643 | |
| G5 | S | 2.27 | 40 | 2600 | 1166 |
| W | 2.27 | 35 | 2600 | 1019 | |
| G6 | 0.05 | 100 | 200 | 3505 | |
| G7 | S | 2.24 | 45 | 2548 | 1309 |
| W | 2.24 | 40 | 2548 | 1163 | |
| G8 | S | 2.24 | 40 | 2497 | 1163 |
| W | 2.24 | 35 | 2497 | 1163 | |
| G9 | S | 1.47 | 40 | 110 | 1164 |
| W | 1.47 | 35 | 110 | 1164 | |
| G10 | S | 0.77 | 40 | 2372 | 1161 |
| W | 0.77 | 35 | 2372 | 1161 | |
| L1 | 0.73 | 276 | 1213.90 | ||
| L2 | 0.51 | 130 | 546.31 | ||
| L3 | 19.12 | 90 | 376.94 | ||
| L4 | S | 0.99 | 40 | 167.45 | |
| W | 1.01 | 35 | 146.56 | ||
| L5 | S | 0.03 | 40 | 164.45 | |
| W | 0.03 | 35 | 146.56 | ||
| M1 | S | 29.40 | 45 | 177.26 | |
| W | 29.40 | 40 | 157.56 | ||
| M2 | S | 30.26 | 51 | 199.83 | |
| W | 30.27 | 46 | 180.56 | ||
| M3 | S | 30.26 | 80 | 315.12 | |
| W | 30.27 | 80 | 315.12 | ||
| M4 | 28.95 | 120 | 473.59 | ||
| M5 | S | 28.95 | 90 | 353.01 | |
| W | 28.95 | 85 | 332.92 | ||
| M6 | S | 29.40 | 89 | 353.01 | |
| W | 29.40 | 84 | 330.88 | ||
| O1 | 18.58 | 38.3 | 280 | 35 | |
| O2 | 18.58 | 415.6 | 3000 | 380 | |
| Q1 | 188.98 | 80 | 334.92 | ||
| Q2 | 191.18 | 90 | 376.94 | ||
| Q3 | 172.06 | 90 | 376.94 | ||
| Q4 | S | 172.06 | 86 | 359.60 | |
| W | 172.06 | 89 | 373.38 | ||
| Q5 | W | 172.06 | 86 | 359.65 | |
| R1 | 16.67 | 100 | 87 | ||
| R2 | 16.67 | 200 | 177 | ||
| S1 | 36.34 | 460 | 6000 | 3330.0 | |
| S2 | 5.66 | 458 | 3000 | 3330.0 | |
| S3 | 0.61 | 460 | 6000 | 3330.0 | |
| S4 | 30.07 | 460 | 6000 | 3330.0 | |
| S5 | S | 6.83 | 205 | 600 | 2870.8 |
| W | 27.07 | 205 | 600 | 2870.8 | |
| S6 | S | 23.25 | 40 | 7.38 | 2330.2 |
| W | 3.01 | 35 | 5.63 | 2306.2 | |
| S7 | S | 3.38 | 205 | 600 | 2870.8 |
| W | 2.99 | 205 | 600 | 2870.8 | |
| S8 | 0.23 | 130 | 270 | 2720.7 | |
| S9 | S | 3.46 | 205 | 600 | 2870.8 |
| W | 24.08 | 205 | 600 | 2870.8 | |
| S10 | 3.46 | 203 | 400 | 2870.8 | |
| S11 | W | 20.62 | 205 | 600 | 2870.8 |
| W1 | 6.78 | 20 | 83.86 | ||
| W2 | 6.78 | 34 | 143.78 | ||
| W3 | W | 27.40 | 69 | 287.62 | |
| W4 | S | 33.47 | 71 | 296.95 | |
| W | 33.86 | 78 | 326.10 | ||
| W5 | 37.08 | 130 | 546.31 | ||
| W6 | 37.08 | 205 | 877.50 | ||
| W7 | 16.92 | 20 | 83.86 | ||
| W8 | S | 0.45 | 20 | 83.86 | |
| W | 0.44 | 20 | 83.86 |
Appendix C
| Plant | Parameter | Case A | Case B | Case C |
|---|---|---|---|---|
| (GWh per Year) | (GWh per Year) | (GWh per Year) | ||
| TPP | HR consumption | 3402 | 1189 | 1247 |
| Offgas consumption | 2228 | 2820 | ||
| Electricity production | 368 | 369 | 397 | |
| Steam export | 1103 | 1111 | 1461 | |
| Losses | 1931 | 1937 | 2209 | |
| HPP | NG consumption | 3043 | 1277 | 757 |
| Electricity consumption | 6 | 2 | 2 | |
| Steam export | 579 | 226 | 92 | |
| Hydrogen production | 2206 | 945 | 611 | |
| Losses | 263 | 108 | 57 | |
| HRGP | HR consumption | 3960 | 5012 | |
| Electricity production | 46 | 112 | ||
| Steam export | 345 | 129 | ||
| Hydrogen production | 1260 | 1595 | ||
| Offgas production | 2228 | 2820 | ||
| Losses | 81 | 355 | ||
| Refinery | Electricity purchase | 597 | 683 | 625 |
| HR export | 2898 | 1151 | 41 |
References
- British Petroleum. Statistical Review of World Energy. Available online: https://www.bp.com/en/global/corporate/energy-economics/statistical-review-of-world-energy/energy-charting-tool-desktop.html#/results/et/oil-cons/unit/kb/d/regions/tWORLD/view/area (accessed on 27 November 2022).
- Seljeskog, M.; Sevault, A.; Ditaranto, M. Pursuing the Oxy-fuel Light-/heavy Oil Retrofit Route in Oil Refineries—A Small Scale Retrofit Study. Energy Procedia 2013, 37, 7231–7248. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Gyulmaliev, A.M.; Shpirt, M.Y.; Khadziev, S.N. Thermodynamic Analysis of the Gasification Product Composition of Vacuum Residuum from the Hydroconversion of Heavy Crude Fractions Oil. Solid Fuel Chem. 2011, 45, 12–45. [Google Scholar] [CrossRef]
- Choi, Y.C.; Lee, J.G.; Yoon, S.J.; Park, M.H. Experimental and Theoretical Study on the Characteristics of Vacuum Residue Gasification in an Entrained-flow Gasifier. Korean J. Chem. Eng. 2007, 24, 60–66. [Google Scholar] [CrossRef]
- Marcantonio, V.; Müller, M.; Bocci, E. A Review of Hot Gas Cleaning Techniques for Hydrogen Chloride Removal from Biomass-Derived Syngas. Energies 2021, 14, 6519. [Google Scholar] [CrossRef]
- Yang, Y.; Liew, R.K.; Tamothran, A.M.; Foong, S.Y.; Yek, P.N.Y.; Chia, P.W.; Van Tran, T.; Peng, W.; Lam, S.S. Gasification of refuse-derived fuel from municipal solid waste for energy production: A review. Environ. Chem. Lett. 2021, 19, 2127–2140. [Google Scholar] [CrossRef]
- Blažek, J.; Rábl, V. Fundamentals of Oil Processing and Utilisation (In Czech “Základy Zpracování a Využití Ropy”); University of Chemistry and Technology in Prague: Prague, Czech Republic, 2006; p. 254. ISBN 80-7080-619-2. [Google Scholar]
- Szwaja, S.; Poskart, A.; Zajemska, M.; Szwaja, M. Theoretical and Experimental Analysis on Co-Gasification of Sewage Sludge with Energetic Crops. Energies 2019, 12, 1750. [Google Scholar] [CrossRef]
- Glushkov, D.; Nyashina, G.; Shvets, A.; Pereira, A.; Ramanathan, A. Current Status of the Pyrolysis and Gasification Mechanism of Biomass. Energies 2021, 14, 7541. [Google Scholar] [CrossRef]
- Gulyaeva, L.A.; Vinogradova, N.Y.; Bitiev, G.V.; Gorlov, E.G.; Shumovskii, A.V. Synthesis Gas Production from Unconventional Hydrocarbon Stock. Chem. Technol. Fuels Oils 2016, 52, 469–471. [Google Scholar] [CrossRef]
- Šuhaj, P.; Husár, K.; Haydary, J.; Steltenpohl, P.; Šupa, I. Catalytic Gasification of Refuse-derived Fuel in Two-stage Laboratory Scale Pyrolysis/Gasification Unit with Catalyst Based on Clay Minerals. Waste Manag. 2019, 85, 1–10. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, Q.; Feng, X. Integrated Optimization for the Coupling Network of Refinery and Synthetic Plant of Chemicals. Processes 2023, 11, 789. [Google Scholar] [CrossRef]
- Gomes, H.G.M.F.; Matos, M.A.A.; Tarelho, L.A.C. Influence of Oxygen/Steam Addition on the Quality of Producer Gas during Direct (Air) Gasification of Residual Forest Biomass. Energies 2023, 16, 2427. [Google Scholar] [CrossRef]
- Czerski, G.; Śpiewak, K.; Makowska, D.; Grycova, B. Study on Steam Co-Gasification of Waste Tire Char and Sewage Sludge. Energies 2023, 16, 2156. [Google Scholar] [CrossRef]
- Roman, J.; Wróblewski, R.; Klojzy-Karczmarczyk, B.; Ceran, B. Energetic, Economic and Environmental (3E) Analysis of a RES-Waste Gasification Plant with Syngas Storage Cooperation. Energies 2023, 16, 2062. [Google Scholar] [CrossRef]
- Watanabe, H.; Otaka, M.; Hara, S.; Ashizawa, M.; Kidoguchi, K.; Inumaru, J. Modelling and Simulation for Extra Heavy Oil Gasification on Entrained Flow Gasifier. In Proceedings of the 2002 International Joint Power Generation Conference, Phoenix, AZ, USA, 24–26 June 2002; pp. 667–674. [Google Scholar]
- Jarungthammachote, S.; Dutta, A. Equilibrium Modeling of Gasification: Gibbs Free Energy Minimization Approach and its Application to Spouted Bed and Spout-fluid Bed Gasifiers. Energy Convers. Manag. 2008, 32, 1345–1356. [Google Scholar] [CrossRef]
- Meratizaman, M.; Monadizadeh, S.; Tohidi Sardasht, M.; Amidpour, M. Techno Economic and Environmental Assesment of Using Gasification Process in order to Mitigate the Emissions in the Available steam Power Cycle. Energy 2015, 83, 1–14. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Alvarez, J.; Bilbao, J.; Olazar, M. Recent Advances in the Gasification of Waste Plastic. A Critical Overview. Renew. Sustain. Energy Rev. 2018, 82, 576–596. [Google Scholar] [CrossRef]
- Furimsky, E. Gasification in Petroleum Refinery of 21st Century. Oil Gas Sci. Technol. 1999, 54, 597–618. [Google Scholar] [CrossRef]
- Vaezi, M.; Passandideh-Fard, M.; Moghiman, M.; Charmchi, M. Gasification of Heavy Fuel Oils: A Thermochemical Equilibrium Approach. Fuel 2011, 90, 878–885. [Google Scholar] [CrossRef]
- Reyhani, H.A.; Meratizaman, M.; Ebrahimi, A.; Pourali, O.; Amidpour, M. Thermodynamic and economic optimization of SOFC-GT and its cogeneration opportunities using generated syngas from heavy fuel oil gasification. Energy 2016, 107, 141–164. [Google Scholar] [CrossRef]
- Ashizawa, M.; Hara, S.; Kidoguchi, K.; Inumaru, J. Gasification Characteristics of Extra-heavy Oil in a Research-scale Gasifier. Energy 2005, 30, 2194–2205. [Google Scholar] [CrossRef]
- Ghassemi, H.; Beheshti, S.M.; Shahsavan-Markadeh, R. Mathematical Modeling of Extra-heavy Oil Gasification at Different Fuel Water Contents. Fuel 2015, 162, 258–263. [Google Scholar] [CrossRef]
- Corella, J.; Sanz, A. Modeling Circulating Fluidized Bed Biomass Gasifiers. A Pseudo-rigorous Model for Stationary State. Fuel Process. Technol. 2005, 86, 1021–1053. [Google Scholar] [CrossRef]
- Moioli, S.; Giuffrida, A.; Romano, M.C.; Pellegrini, L.A.; Lozza, G. Assessment of MDEA Absorption Process for Sequential H2S Removal and CO2 Capture in Air-blown IGCC Plants. Appl. Energy 2016, 183, 1452–1470. [Google Scholar] [CrossRef]
- Hruška, M.; Variny, M.; Haydary, J.; Janošovský, J. Sulfur Recovery from Syngas in Pulp Mills with Integrated Black Liquor Gasification. Forests 2020, 11, 1173. [Google Scholar] [CrossRef]
- Stenina, I.; Yaroslavtsev, A. Modern Technologies of Hydrogen Production. Processes 2023, 11, 56. [Google Scholar] [CrossRef]
- Burchart, D.; Gazda-Grzywacz, M.; Grzywacz, P.; Burmistrz, P.; Zarębska, K. Life Cycle Assessment of Hydrogen Production from Coal Gasification as an Alternative Transport Fuel. Energies 2023, 16, 383. [Google Scholar] [CrossRef]
- Park, Y.; Kang, J.H.; Moon, D.K.; Jo, Y.S.; Lee, C.H. Parallel and Series Multi-bed Pressure Swing Adsorption Processes for H2 Recovery from a Lean Hydrogen Mixture. Chem. Eng. J. 2021, 408, 127299. [Google Scholar] [CrossRef]
- Puig-Gamero, M.; Argudo-Santamaria, J.; Valverde, J.L.; Sánchez, P.; Sanchez-Silva, L. Three Integrated Process Simulation Using Aspen Plus®: Pine Gasification, Syngas Cleaning and Methanol Synthesis. Energy Convers. Manag. 2018, 177, 416–427. [Google Scholar] [CrossRef]
- Upham, P.; Shackley, S. Local Public Opinion of a Proposed 20.5 MW(e) Biomass Gasifier in Devon: Questionnaire Survey Results. Biomass Bioenergy 2007, 31, 433–441. [Google Scholar] [CrossRef]
- Neves, A.; Godina, R.; Azevedo, S.G.; Matias, J.C.O. A Comprehensive Review of Industrial Symbiosis. J. Clean. Prod. 2020, 247, 119113. [Google Scholar] [CrossRef]
- Al-Samhan, M.; Al-Fadhli, J.; Al-Otaibi, A.M.; Al-Attar, F.; Bouresli, R.; Rana, M.S. Prospects of Refinery Switching from Conventional to Integrated: An Opportunity for Sustainable Investment in the Petrochemical Industry. Fuel 2022, 310, 122161. [Google Scholar] [CrossRef]
- Ma, Z.; Liu, X.; Li, G.; Qiu, X.; Yao, D.; Zhu, Z.; Wang, Y.; Gao, J.; Cui, P. Energy Consumption, Environmental Performance, and Techno-Economic Feasibility Analysis of the Biomass-to-hydrogen Process with and without Carbon Capture and Storage. J. Environ. Chem. Eng. 2021, 9, 106752. [Google Scholar] [CrossRef]
- Al-Rowaili, F.N.; Khalafalla, S.S.; Al-Yami, D.S.; Jamal, A.; Ahmed, U.; Zahid, U.; Al-Mutairi, E.M. Techno-economic Evaluation of Methanol Production via Gasification of Vacuum Residue and Conventional Reforming Routes. Chem. Eng. Res. Des. 2022, 177, 365–375. [Google Scholar] [CrossRef]
- Sato, A.K.C.; Paulino, R.F.S.; de Campos, V.A.F.; Tuna, C.E.; Silveira, J.L. Technical and Economic Aspects of Coke Gasification in the Petroleum Refining Industry. Fuel 2022, 323, 124225. [Google Scholar] [CrossRef]
- Berghout, N.; Meerman, H.; van den Broek, M.; Faaij, A. Assessing Deployment Pathways for Greenhouse Gas Emissions Reductions in an Industrial Plant—A Case Study for Complex Oil Refinery. Appl. Energy 2019, 236, 354–378. [Google Scholar] [CrossRef]
- Ahmed, U.; Hussain, M.A.; Bilal, M.; Zeb, H.; Ahmad, N.; Ahmad, N.; Usman, M. Production of Hydrogen from Low Rank Coal Using Process Integration Framework between Syngas Production Processes: Techno-Economic Analysis. Chem. Eng. Process. Process Intensif. 2021, 169, 108639. [Google Scholar] [CrossRef]
- Al-Qadri, A.A.; Ahmed, U.; Jameel, A.G.A.; Zahid, U.; Ahmad, N.; Shahbaz, M.; Nemitallah, M.A. Technoeconomic Feasibility of Hydrogen Production from Waste Tires with the Control of CO2 Emissions. ACS Omega 2022, 7, 48075–48086. [Google Scholar] [CrossRef]
- Yeoh, K.P.; Hui, C.W. Integration of a cryogenic ASU within an IGCC process with simultaneous optimization and energy targeting. Comput. Chem. Eng. 2022, 167, 108020. [Google Scholar] [CrossRef]
- Santiago, Y.C.; González, A.M.; Venturini, O.J.; Sphaier, L.A.; Batlle, E.A.O. Energetic and environmental assessment of oil sludge use in a gasifier/gas microturbine system. Energy 2022, 244, 123103. [Google Scholar] [CrossRef]
- Won, W.; Kwong, H.; Han, J.-H.; Kim, J. Design and operation of renewable energy sources based hydrogen supply system: Technology integration and optimization. Renew. Energy 2017, 108, 226–238. [Google Scholar] [CrossRef]
- Khan, Z.; Yusup, S.; Kamble, P.; Watson, I. Assessment of Energy Flows in Integrated Catalytic Adsorption (ICA) Steam Gasification for Hydrogen Production. Energy Procedia 2017, 142, 1577–1581. [Google Scholar] [CrossRef]
- Podolský, S. Conceptual Design of a Heavy Residual Oil Gasifier (In Slovak “Koncepčný Návrh Jednotky Splyňovania ťažkých Ropných Zvyškov”). Bachelor Thesis, Faculty of Chemical and Food Technology of Slovak University of Technology in Bratislava, Bratislava, Slovakia, 2022. Available online: https://opac.crzp.sk/?fn=detailBiblioFormChildW3CNTE&sid=A8C5898CD77493B3E1FB3F491516&seo=CRZP-detail-kniha (accessed on 16 April 2023).
- Channiwala, S.A.; Parikh, P.P. A unified correlation for estimating HHV of solid, liquid and gaseous fuels. Fuel 2002, 81, 1051–1063. [Google Scholar] [CrossRef]
- Kidoguchi, K.; Hara, S.; Ashizawa, M.; Inumaru, J. Study on Extra Heavy Oil Gasification Reaction Process. JSME Int. J. Ser. B Fluids Therm. Eng. 2002, 45, 523–529. [Google Scholar] [CrossRef]
- Park, J.K.; Young, L.S.; Kim, J.; Yoon, Y.S. Efficiency, Economic, Energy, and Safety (3ES) Analyses on Different Configurations of MDEA Absorption Process for Coke Oven Gas Desulfurisation. Chem. Eng. J. Adv. 2022, 10, 100281. [Google Scholar] [CrossRef]
- Miao, Q.; Zhu, J.; Barghi, S.; Wu, C.; Yin, X.; Zhou, Z. Modeling Biomass Gasification in Circulating Fluidized Beds. Renew. Energy 2013, 50, 655–661. [Google Scholar] [CrossRef]
- Cao, Z.; Wu, Q.; Zhou, H.; Chen, P.; You, F. Dynamic Modeling, Systematic Analysis, and Operation Optimization for Shell Entrained-flow Heavy Residue Gasifier. Energy 2020, 197, 117220. [Google Scholar] [CrossRef]
- Variny, M.; Furda, P.; Švistun, L.; Rimár, M.; Kizek, J.; Kováč, N.; Illés, P.; Janošovský, J.; Váhovský, J.; Mierka, O. Novel Concept of Cogeneration-Integrated Heat Pump-Assisted Fractionation of Alkylation Reactor Effluent for Increased Power Production and Overall CO2 Emissions Decrease. Processes 2020, 8, 183. [Google Scholar] [CrossRef]
- Variny, M.; Jediná, D.; Rimár, M.; Kizek, J.; Kšiňanová, M. Cutting Oxygen Production-Related Greenhouse Gas Emissions by Improved Compression Heat Management in a Cryogenic Air Separation Unit. Int. J. Environ. Res. Public Health 2021, 18, 10370. [Google Scholar] [CrossRef]
- Our World in Data. Carbon Intensity of Electricity Per Kwh. Available online: https://ourworldindata.org/grapher/carbon-intensity-electricity?tab=table®ion=Europe (accessed on 10 February 2023).
- United Nations Climate Change. The Paris Agreement. Available online: https://unfccc.int/process-and-meetings/the-paris-agreement?gclid=CjwKCAjwue6hBhBVEiwA9YTx8C7PI0Vwn6ipajUSRwmR-80dVfKJ7KsjNrs26uI_DPGBK8XQtI26QBoC9CQQAvD_BwE (accessed on 16 April 2023).
- European Commission. A European Green Deal. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal_en (accessed on 16 April 2023).
- European Council. Fit for 55. Available online: https://www.consilium.europa.eu/en/policies/green-deal/fit-for-55-the-eu-plan-for-a-green-transition/ (accessed on 16 April 2023).
- Moon, D.K.; Lee, D.G.; Lee, C.H. H2 Pressure Swing Adsorption for High Pressure Syngas from an Integrated Gasification Combined Cycle with a Carbon Capture Process. Appl. Energy 2016, 183, 760–774. [Google Scholar] [CrossRef]
- Hayden, T.A.; Smith, T.G.A.; Mather, A.E. Heat Capacity of Aqueous Methyldiethanolamine Solutions. J. Chem. Eng. Data 1983, 28, 196–197. [Google Scholar] [CrossRef]
- Posey, M.L. Thermodynamic Model for Acid Gas Loaded Aqueous Alkanolamine Solutions. Dissertation Thesis, The University of Texas at Austin, Austin, TX, USA, 1996. Available online: https://sites.utexas.edu/rochelle/files/2015/02/Posey_Dissertation_1996.pdf (accessed on 14 April 2023).
- Pirkandi, J.; Penhani, H.; Maroufi, A. Thermodynamic Analysis of the Performance of a Hybrid System Consisting of Steam Turbine, Gas Turbine and Solid Oxide Fuel Cell (SOFC-GT-ST). Energy Convers. Manag. 2020, 213, 112816. [Google Scholar] [CrossRef]
- Ibler, Z.; Ibler, Z.; Karták, J.; Mertlová, J. Technical Guide—Energetics (In Czech “Technický Průvodce Energetika”), 1st ed.; BEN—Technická Literatura: Prague, Czech Republic, 2002; p. 616. ISBN 978-80-7300-026-1. [Google Scholar]







| C | H | O | N | S | Ash 1 | Reference |
|---|---|---|---|---|---|---|
| 81.80 | 6.50 | 0.82 | 1.06 | 9.50 | 0.32 | [3] |
| 81.85 | 10.03 | 2.20 | 0.20 | 5.72 | 0.96 | [4] |
| 86.25 | 11.05 | 0 | 0.4 | 2.2 | 0.1 | [21] |
| 85.40 | 11.40 | 0.20 | 0.16 | 2.80 | 0.04 | [46] |
| 84.28 | 10.33 | 0.55 | 0.64 | 3.95 | 0.25 | [47] |
| Dry HR | Moisture | [GJ/t] | |||||
|---|---|---|---|---|---|---|---|
| C | H | O | N | S | Ash | ||
| 86.25 | 11.05 | 0 | 0.4 | 2.2 | 0.1 | 0.3 | 40.5 |
| Parameter | Value | Unit |
|---|---|---|
| Total consumption of electricity | 120 | MW |
| Total amount of HR available | 70 | t/h |
| Summer operation duration | 5000 | h |
| Winter operation duration | 3000 | h |
| Parameter | Value | Unit |
|---|---|---|
| Designed hydrogen production | 3.5 | t/h |
| Consumption of natural gas 1 | t/h | |
| High-pressure steam export 1 | t/h | |
| Electricity consumption 1 | MW |
| Parameter | Value | Unit |
|---|---|---|
| Heat efficiency of steam production | 0.85 | - |
| Specific enthalpy of produced steam | 3.47 | GJ/t |
| Steam export | t/h | |
| Heat in steam production | GJ/h | |
| Electricity production | MW |
| Source of CO2 | Value | Unit | Note |
|---|---|---|---|
| HR | 3.16 | t/t | Results from HR elemental composition shown in Table 2 |
| Natural gas | 2.75 | t/t | Considered as pure methane |
| Electricity | 0.102 | t/MWh | Reference [53] |
| Medium | Parameter | Value | Unit |
|---|---|---|---|
| HR | Consumption | 60 | t/h |
| 40.5 | GJ/t | ||
| Hydrogen | Production | 5.5 | t/h |
| Purity | 99.9 | vol. % | |
| 141.8 | GJ/t | ||
| Offgas | Production | 126.4 | t/h |
| 10.9 | GJ/t | ||
| Net electricity production | Summer | 18.1 | MW |
| Winter | 7.7 | MW | |
| Low-pressure steam export | Summer | 0 | t/h |
| Winter | 74.2 | t/h | |
| Enthalpy | 2.87 | GJ/t | |
| Oxygen | Consumption | 66 | t/h |
| Category | Factor | Unit (per Year) | A | B | C |
|---|---|---|---|---|---|
| Consumption/Import | HR consumption | kt | 302 | 458 | 556 |
| Natural gas consumption | kt | 224 | 94 | 56 | |
| Electricity import | GWh | 597 | 683 | 625 | |
| Production/Export | Net electricity production 1 | GWh | 363 | 277 | 335 |
| HR export | kt | 258 | 102 | 4 | |
| Emissions | Refinery CO2 emissions | kt | 1633 | 1774 | 1975 |
| Total CO2 emissions | kt | 2447 | 2098 | 1987 |
| Parameter | Case A | Case B | Case C |
|---|---|---|---|
| Hydrogen production | 34.2 | 34.3 | 31.4 |
| Electricity production | 5.6 | 4.3 | 4.8 |
| Heat production | 26.1 | 26.2 | 24.0 |
| Country, Region | Electricity Emission Factor [53] (t/MWh) | Before (A) (kt per Year) | After (B) (kt per Year) | Delta (B–A) (kt per Year) | After (C) (kt per Year) | Delta (C–A) (kt per Year) |
|---|---|---|---|---|---|---|
| Slovakia | 0.102 | 1633 | 1774 | 142 | 1975 | 342 |
| Austria | 0.091 | 1626 | 1767 | 141 | 1968 | 342 |
| Czechia | 0.415 | 1820 | 1988 | 169 | 2170 | 351 |
| France | 0.058 | 1606 | 1744 | 138 | 1947 | 341 |
| Germany | 0.354 | 1783 | 1947 | 164 | 2132 | 349 |
| Hungary | 0.201 | 1692 | 1842 | 150 | 2037 | 345 |
| Italy | 0.226 | 1707 | 1859 | 153 | 2052 | 346 |
| Netherlands | 0.331 | 1769 | 1931 | 162 | 2118 | 349 |
| Norway | 0.026 | 1587 | 1723 | 135 | 1928 | 340 |
| Poland | 0.739 | 2013 | 2210 | 197 | 2373 | 360 |
| Spain | 0.169 | 1673 | 1820 | 148 | 2017 | 344 |
| Sweden | 0.012 | 1579 | 1713 | 134 | 1919 | 340 |
| United Kingdom | 0.270 | 1733 | 1889 | 156 | 2080 | 347 |
| Africa | 0.484 | 1861 | 1896 | 157 | 2214 | 353 |
| Asia | 0.539 | 1894 | 2073 | 179 | 2248 | 354 |
| Australia | 0.531 | 1889 | 1945 | 163 | 2243 | 354 |
| Europe | 0.280 | 1739 | 1844 | 151 | 2086 | 347 |
| North America | 0.352 | 1782 | 2036 | 175 | 2131 | 349 |
| South America | 0.204 | 1693 | 2068 | 179 | 2039 | 345 |
| Country | Electricity Emission Factor [53] (t/MWh) | Before (A) (kt per Year) | After (B) (kt per Year) | Delta (B–A) (kt per year) | After (C) (kt per Year) | Delta (C–A) (kt per Year) |
|---|---|---|---|---|---|---|
| Slovakia | 0.102 | 2447 | 2098 | −349 | 1987 | −460 |
| Poland | 0.739 | 2827 | 2533 | −294 | 2385 | −442 |
| Sweden | 0.012 | 2393 | 2036 | −357 | 1930 | −463 |
| Parameter | This Paper, Case C | Ma et al. [35] | Al-Rowaili et al. [36] | Sato et al. [37] | Berghout et al. [38] | Al-Qadri et al. [40] |
|---|---|---|---|---|---|---|
| Energy efficiency (%) | 60.2 1 | 45.7 1 | 24 1 | |||
| 35.2 2 | 37.88 2 | |||||
| 2.2 3 | 41.2 3 | |||||
| 31.8 4 | 30.35 4 | |||||
| Specific electricity consumption (GJ per t H2) | 61.7 | 117.7 | 24.2 5 | 218.1 5 | ||
| Specific CO2 emissions (t CO2 per t H2) | 34.8 7 | 5.4 5 | 1.25 5 | 0.07 6 | 7.15 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Podolský, S.; Variny, M.; Kurák, T. Carbon-Energy Impact Analysis of Heavy Residue Gasification Plant Integration into Oil Refinery. Resources 2023, 12, 66. https://doi.org/10.3390/resources12060066
Podolský S, Variny M, Kurák T. Carbon-Energy Impact Analysis of Heavy Residue Gasification Plant Integration into Oil Refinery. Resources. 2023; 12(6):66. https://doi.org/10.3390/resources12060066
Chicago/Turabian StylePodolský, Slavomír, Miroslav Variny, and Tomáš Kurák. 2023. "Carbon-Energy Impact Analysis of Heavy Residue Gasification Plant Integration into Oil Refinery" Resources 12, no. 6: 66. https://doi.org/10.3390/resources12060066