
High-Temperature Behavior of Polyethylene-Terephthalate-Fiber-Reinforced Sand Concrete: Experimental Investigation
 ,
,
Abstract
:1. Introduction
2. Experimental Approach
2.1. Cement
2.2. Filler
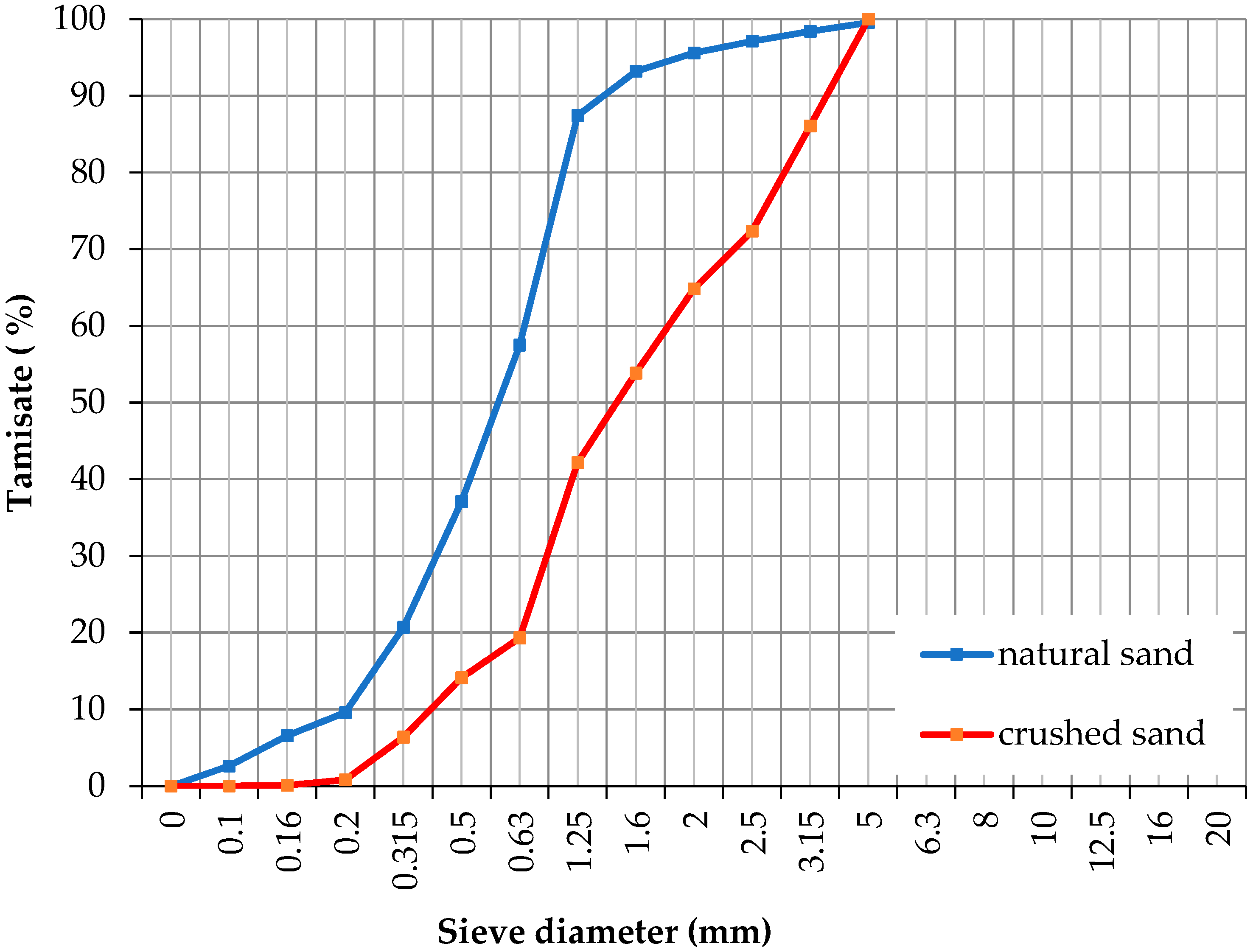
2.3. Aggregates
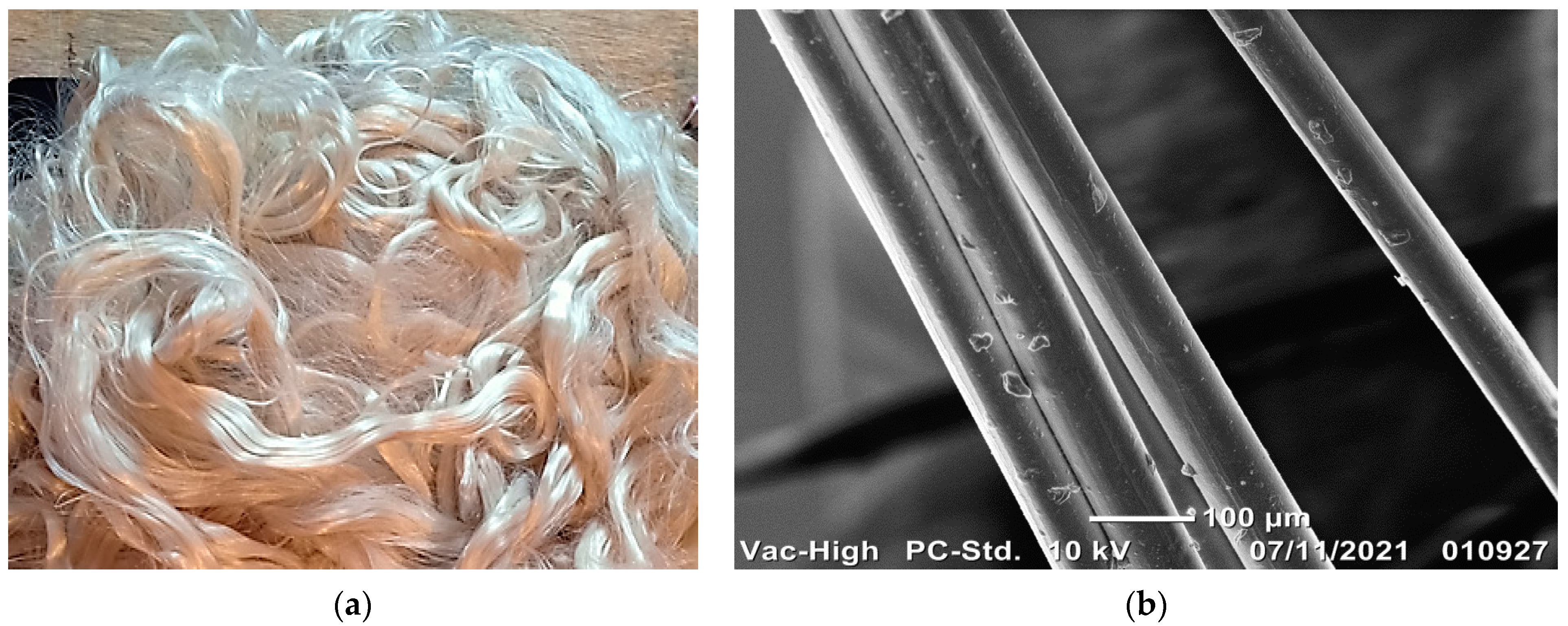
2.4. PET Fibers
2.5. Admixture
2.6. Mixing Water
2.7. Formulation of Sand Concrete
2.8. Preparation and Storage of Test Specimens
3. Results and Discussion
3.1. Heat Treatment Cycle for Sand Concrete
3.2. Properties in the Hardened State
3.2.1. Physical Properties
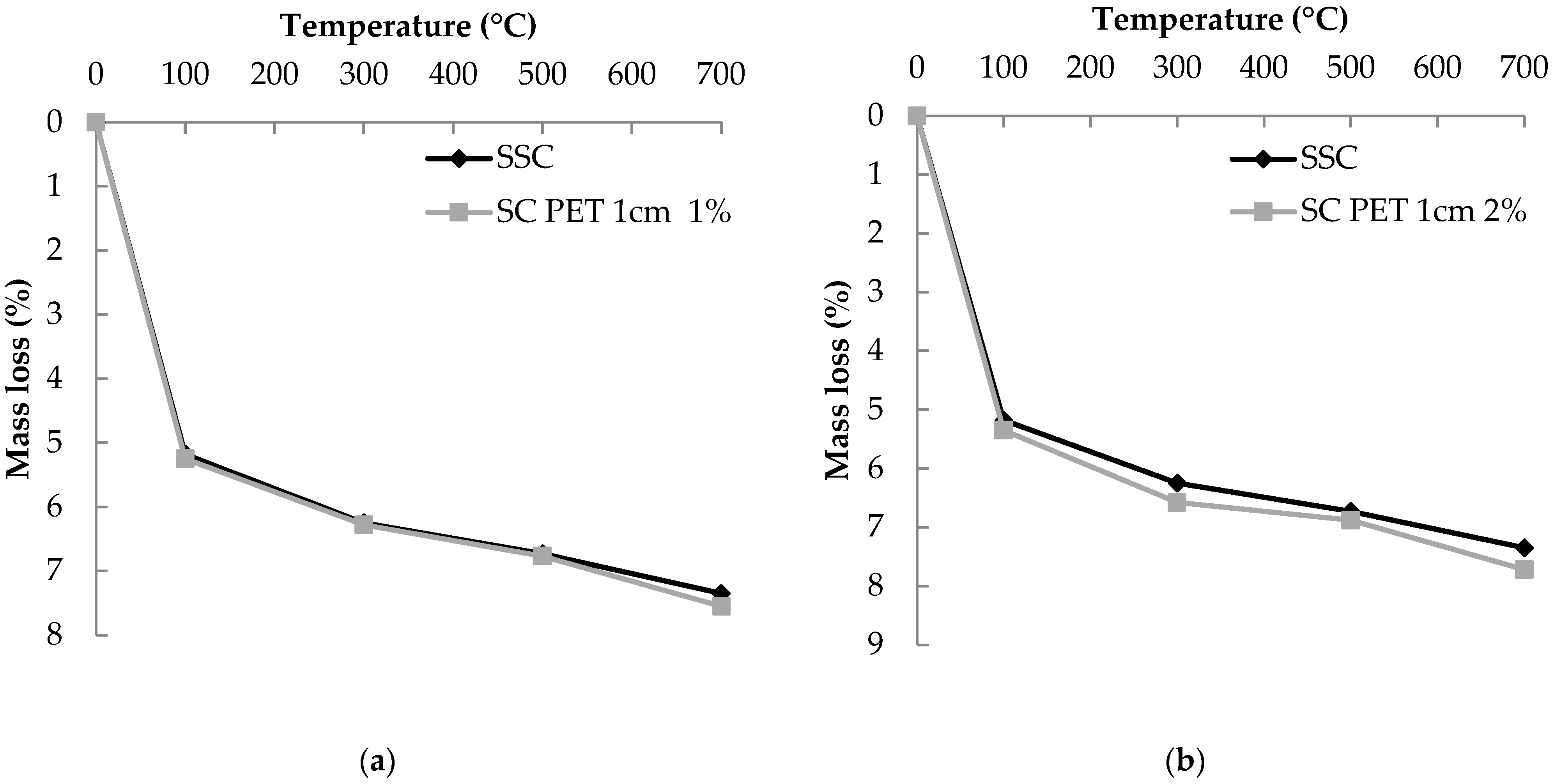
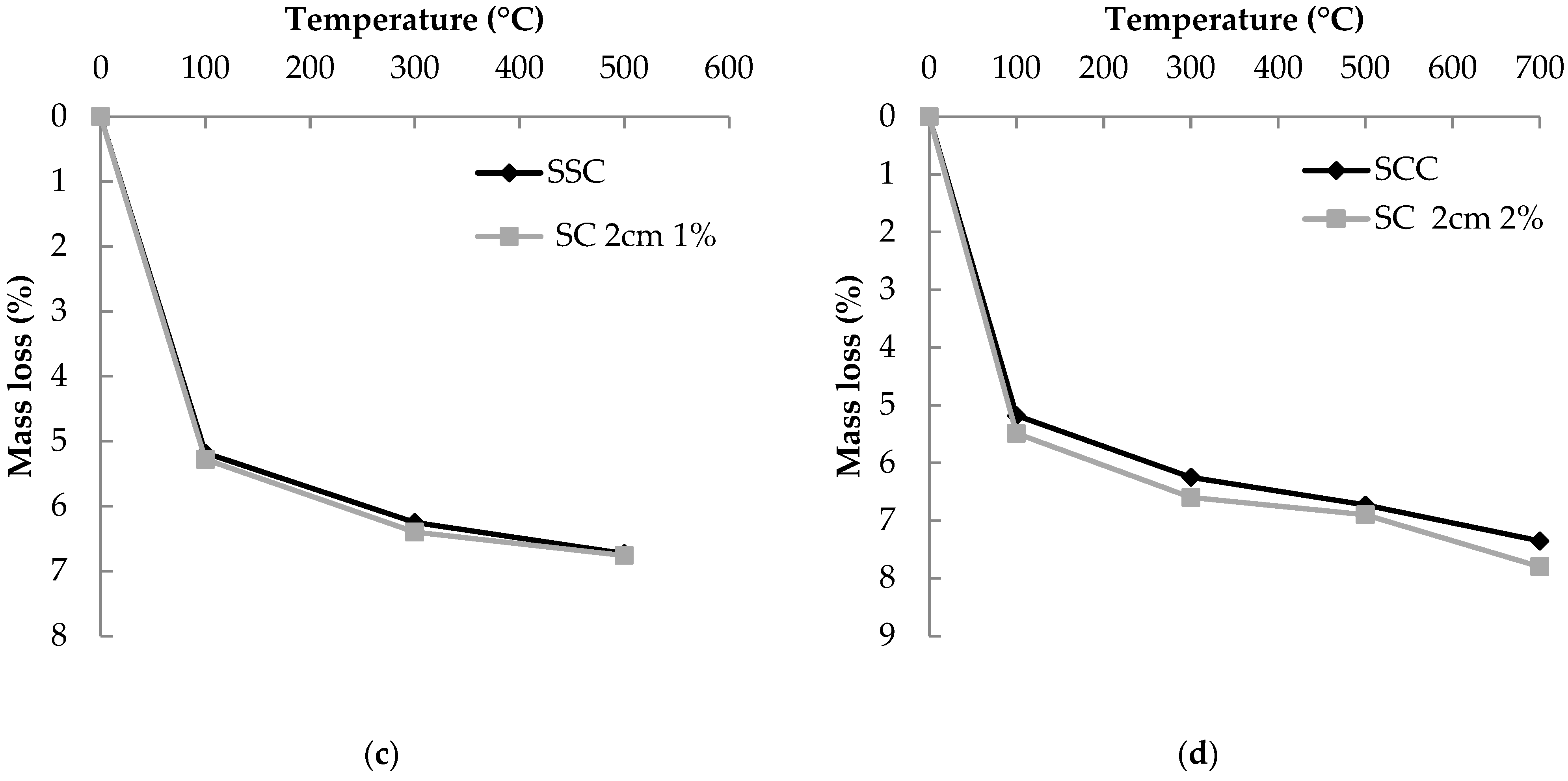
Residual Mass Loss
- M0 is the mass of the test specimen at room temperature (before heating);
- Mt is the mass of the cooled specimen after the heating–cooling cycle.
3.2.2. Mechanical Properties
Residual Compressive Strength
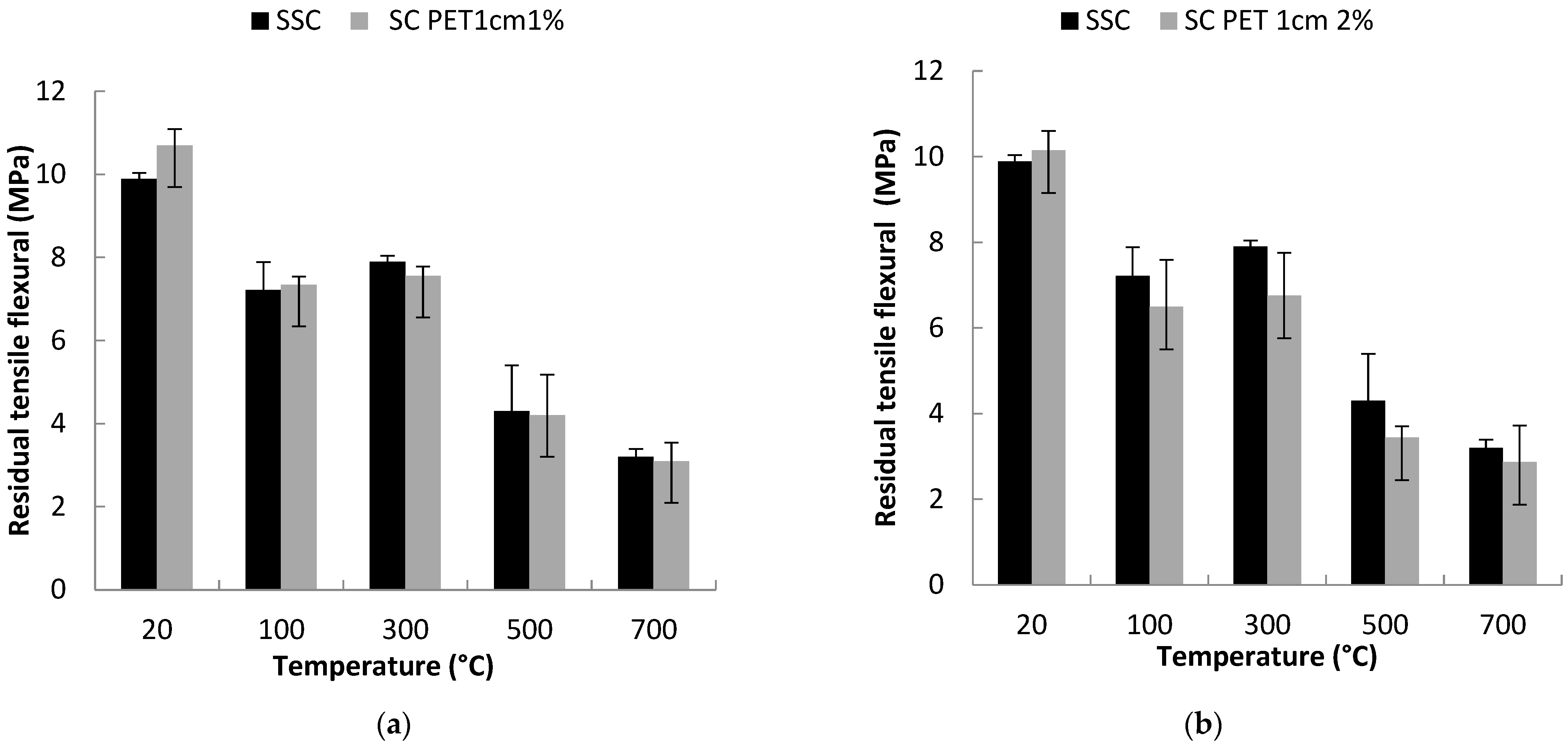
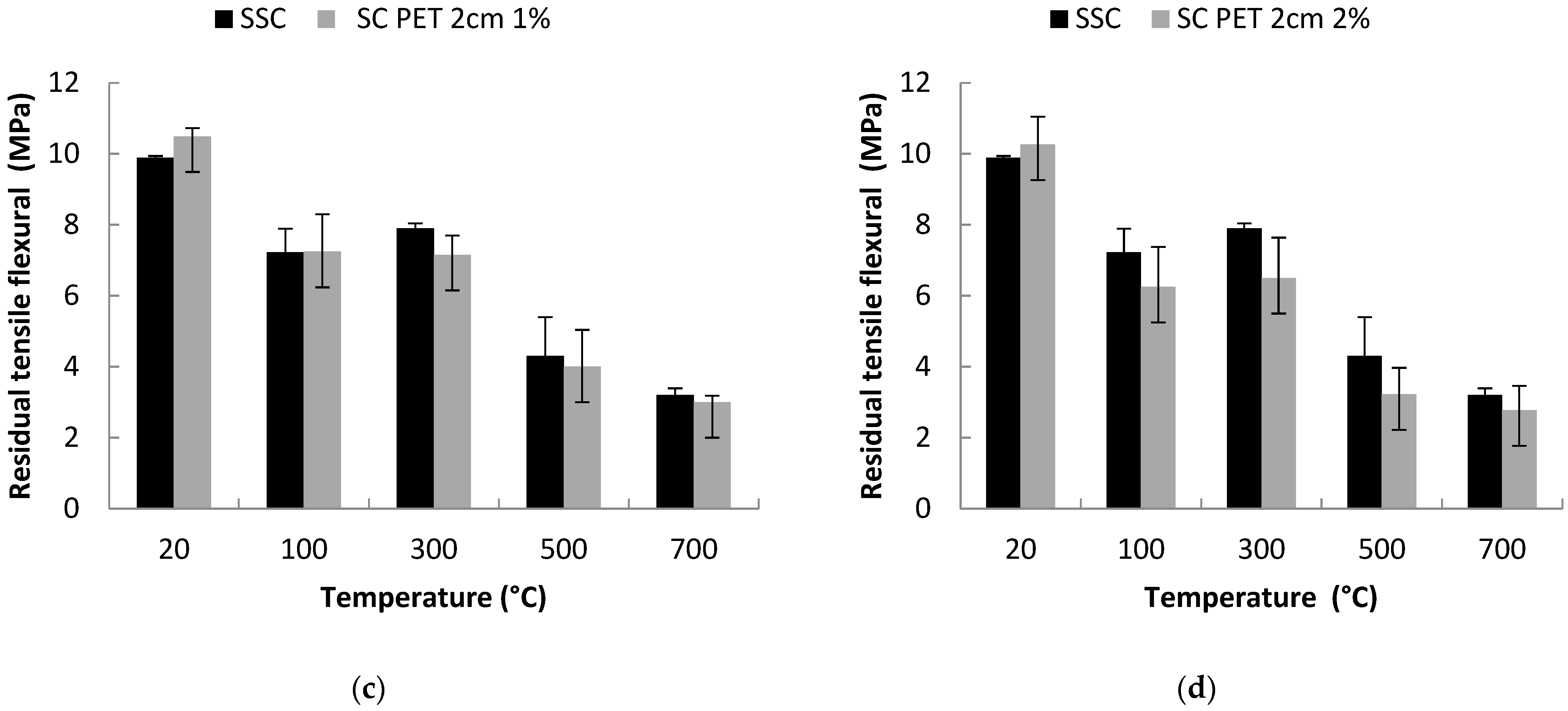
Residual Tensile Strength in Bending
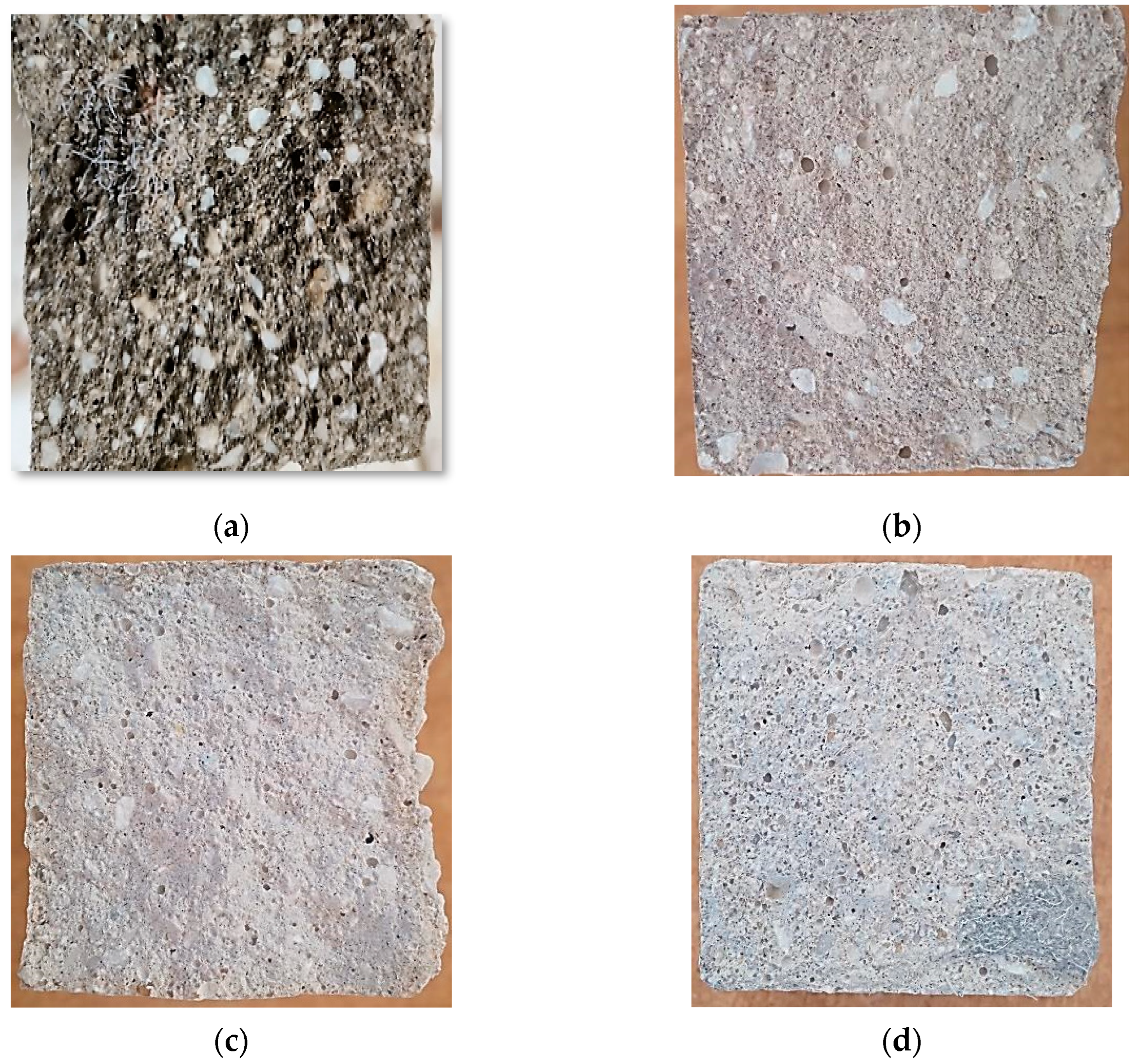
3.2.3. Optical Photo of the Study Sand Concretes
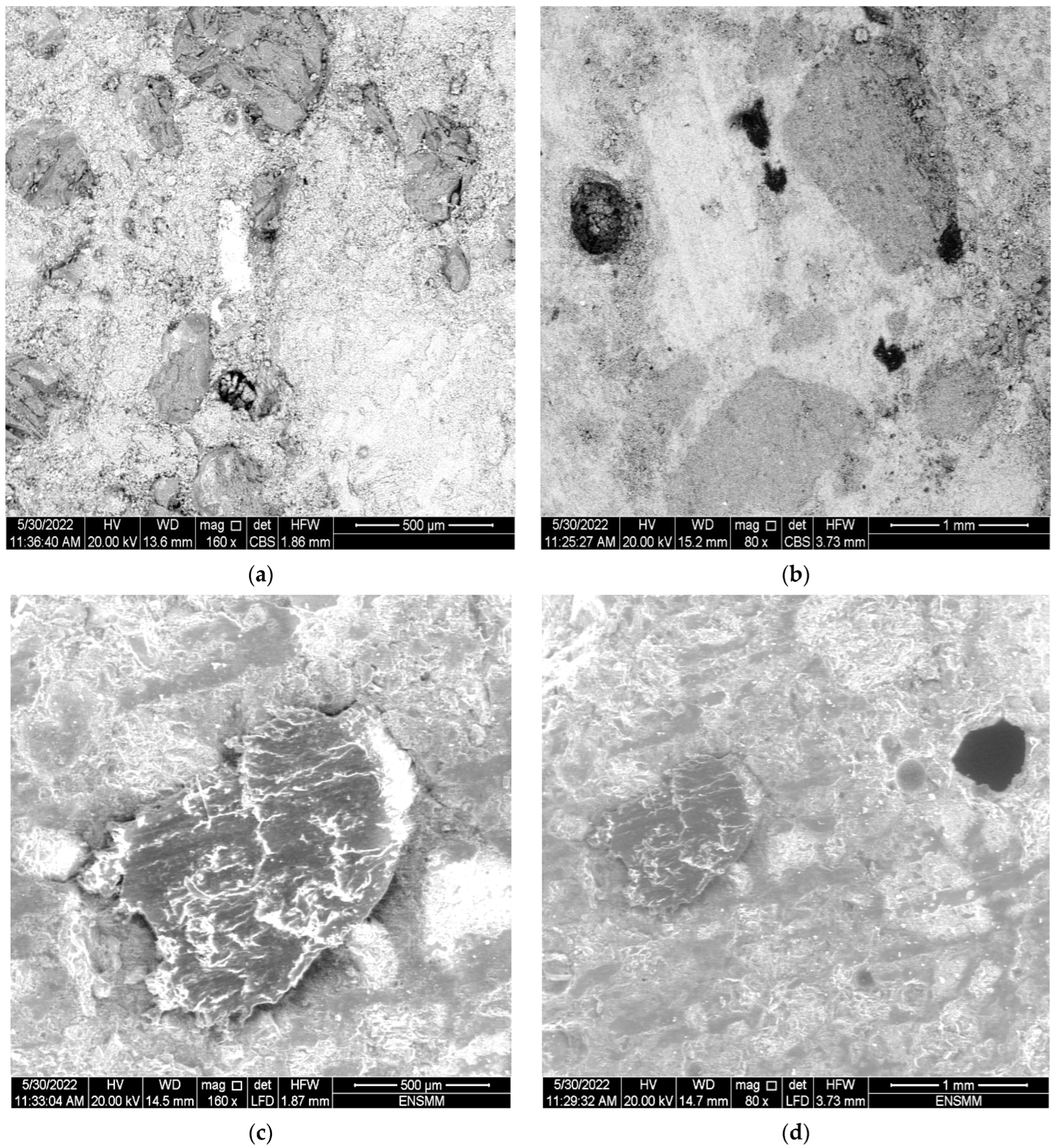
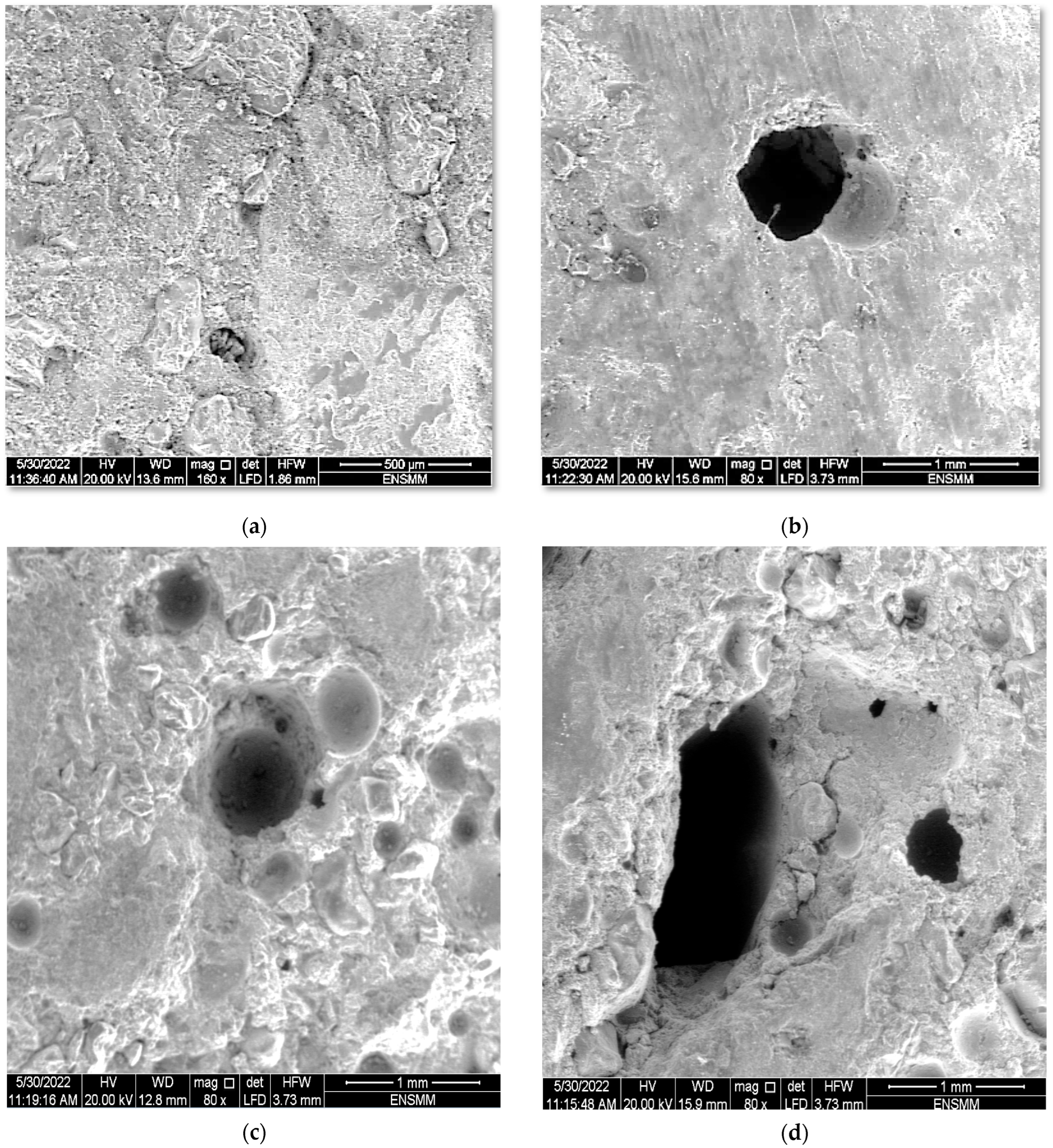
3.2.4. Morphology of Sand Concretes
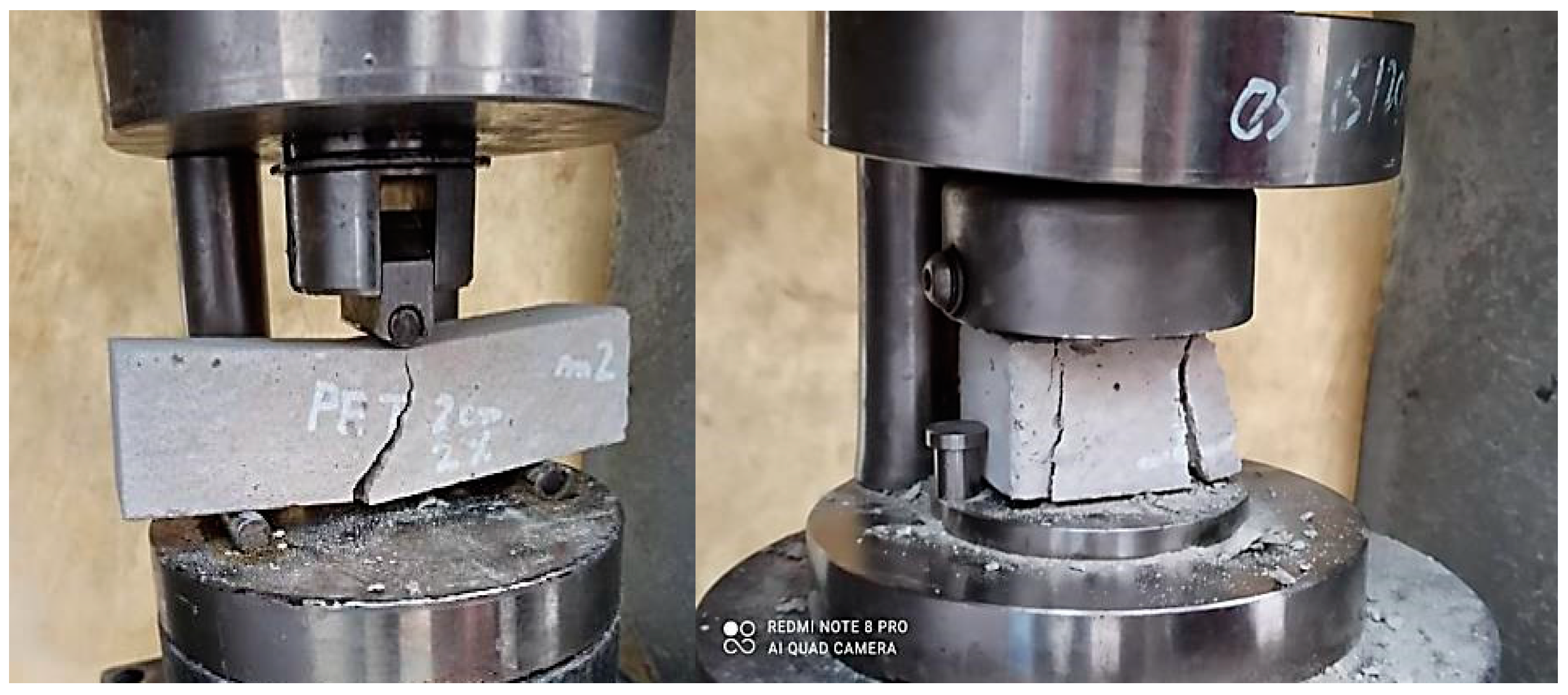
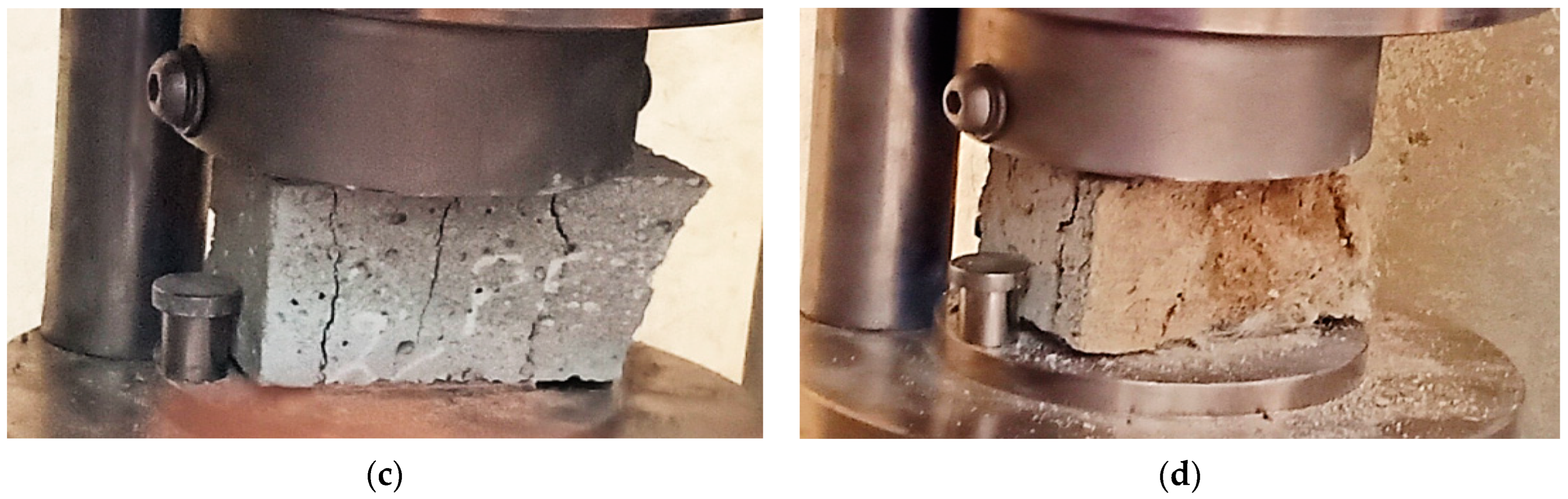
3.3. Failure Mode of the Specimens at Different Temperatures
4. Conclusions
- The loss of mass is reduced with the increase in temperature in all concretes.
- The addition of PET fibers shows a slight increase in mass loss compared with that of sand concretes without fibers.
- The studies concretes show a slight decrease in residual compressive strength between ambient temperature and 100 °C.
- The compressive resistance obtained after heating to a temperature of 700 °C are all lower than 40 MPa. This damage is due to the degradation of the cementitious matrix.
- From ambient temperature to 300 °C, a slight improvement in the residual compressive strength of sand concretes with PET fiber was noticed, and above 300 °C, the residual compressive strength drops considerably.
- The addition of PET fibers does not improve the residual compressive strength.
- The residual tensile strength decreases with the rise in temperature for all the sand concretes studied. Beyond 300 °C, the drop in tensile strength becomes higher.
- At ambient temperature, a slight drop in residual tensile strength is noticed for all sand concretes with PET fibers. This may explain why the high dosage of PET fiber (2%) disrupts the crystal lattice of the cementitious matrix.
- The evolution of temperature decreases the residual tensile strength of sand concretes with PET fiber.
- SEM observations show that, at ambient temperature, the sand concrete has a more or less dense microstructure with a minimum of porosity. At 700 °C, the concrete becomes more porous; this can results in melting of the PET fibers during the rise in temperature and the departure of a large part of the water chemically linked to a high heating temperature.
- The addition of PET fibers is generally an effective solution, making it possible to reduce the sensitivity to spalling of the test concretes, to prevent cracking and to fulfill a similar role to that of polypropylene fibers.
- Besides the economic and environmental advantages of the recovery of PET fibers and their use in the reinforcement of innovative concretes, these fibers can help extend the durability concrete and reduce long-term maintenance costs despite the reduction in the mechanical characteristics of concrete and can remain acceptable according to construction standards.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kebaili, B.; Benzerara, M.; Menadi, S.; Kouider, N.; Belouettar, R. Effect of Parent Concrete Strength on Recycled Concrete Performance. Frattura ed Integrità Strutturale 2022, 16, 14–25. [Google Scholar] [CrossRef]
- Rasheed, L.S.; Shaban, A.M.; Abdulrasool, A.T. Mechanical and Structural Characteristics of PET Fiber Reinforced Concrete Plates. Smart Sci. 2022, 10, 198–212. [Google Scholar] [CrossRef]
- Rohman, R.K.; Aji, S. Effect of Fly Ash on Compressive Strength of Concrete Containing Recycled Coarse Aggregate. In AIP Conference Proceedings, Proceedings of the International Conference on Science and Applied Science (ICSAS) 2018, Surakarta, Indonesia, 12 May 2018; AIP Publishing LLC: Melville, NY, USA, 2018; Volume 2014, p. 020097. [Google Scholar]
- Caporale, A.; Feo, L.; Luciano, R. Limit Analysis of FRP Strengthened Masonry Arches via Nonlinear and Linear Programming. Compos. Part B Eng. 2012, 43, 439–446. [Google Scholar] [CrossRef]
- Ma, Q.; Guo, R.; Zhao, Z.; Lin, Z.; He, K. Mechanical Properties of Concrete at High Temperature: A Review. Constr. Build. Mater. 2015, 93, 371–383. [Google Scholar] [CrossRef]
- Ahn, Y.; Jang, J.G.; Lee, H.-K. Mechanical Properties of Lightweight Concrete Made with Coal Ashes after Exposure to Elevated Temperatures. Cem. Concr. Compos. 2016, 72, 27–38. [Google Scholar] [CrossRef]
- Handoo, S.; Agarwal, S.; Agarwal, S. Physicochemical, Mineralogical, and Morphological Characteristics of Concrete Exposed to Elevated Temperatures. Cem. Concr. Res. 2002, 32, 1009–1018. [Google Scholar] [CrossRef]
- Valente, M.; Sambucci, M.; Sibai, A. Geopolymers vs. Cement Matrix Materials: How Nanofiller Can Help a Sustainability Approach for Smart Construction Applications—A Review. Nanomaterials 2021, 11, 2007. [Google Scholar] [CrossRef] [PubMed]
- Huismann, S.; Weise, F.; Meng, B.; Schneider, U. Transient Strain of High Strength Concrete at Elevated Temperatures and the Impact of Polypropylene Fibers. Mater. Struct. 2012, 45, 793–801. [Google Scholar] [CrossRef]
- Shariq, M.; Soltanzadeh, F.; Masood, A.; Baqi, A. Tensile Strength of Normal and High Strength Concrete with Polypropylene Fibres at Elevated Temperature. In Proceedings of the International Conference on Advances in Civil, Structural and Environmental Engineering, Zurich, Switzerland, 12–13 October 2013; Institute of Research Engineers and Doctors: New York, NY, USA, 2013. [Google Scholar]
- Bošnjak, J.; Sharma, A.; Grauf, K. Mechanical Properties of Concrete with Steel and Polypropylene Fibres at Elevated Temperatures. Fibers 2019, 7, 9. [Google Scholar] [CrossRef]
- Mubarak, M.; Muhammad Rashid, R.S.; Amran, M.; Fediuk, R.; Vatin, N.; Klyuev, S. Mechanical Properties of High-Performance Hybrid Fibre-Reinforced Concrete at Elevated Temperatures. Sustainability 2021, 13, 13392. [Google Scholar] [CrossRef]
- Ahmed, W.; Lim, C.W.; Akbar, A. Influence of Elevated Temperatures on the Mechanical Performance of Sustainable-Fiber-Reinforced Recycled Aggregate Concrete: A Review. Buildings 2022, 12, 487. [Google Scholar] [CrossRef]
- Tawfik, M.; El-said, A.; Deifalla, A.; Awad, A. Mechanical Properties of Hybrid Steel-Polypropylene Fiber Reinforced High Strength Concrete Exposed to Various Temperatures. Fibers 2022, 10, 53. [Google Scholar] [CrossRef]
- Al-Ameri, R.A.; Abid, S.R.; Özakça, M. Mechanical and Impact Properties of Engineered Cementitious Composites Reinforced with PP Fibers at Elevated Temperatures. Fire 2021, 5, 3. [Google Scholar] [CrossRef]
- Abdi Moghadam, M.; Izadifard, R. Evaluation of Shear Strength of Plain and Steel Fibrous Concrete at High Temperatures. Constr. Build. Mater. 2019, 215, 207–216. [Google Scholar] [CrossRef]
- Shaikh, F.U.A. Effect of Cooling on the Residual Mechanical Properties and Cracking of Plain and Fibrous Geopolymer Concretes at Elevated Temperatures. Struct. Concr. 2019, 20, 1583–1595. [Google Scholar] [CrossRef]
- Bezerra, A.C.S.; Maciel, P.S.; Corrêa, E.C.S.; Soares Junior, P.R.R.; Aguilar, M.T.P.; Cetlin, P.R. Effect of High Temperature on the Mechanical Properties of Steel Fiber-Reinforced Concrete. Fibers 2019, 7, 100. [Google Scholar] [CrossRef]
- Marzouk, O.Y.; Dheilly, R.; Queneudec, M. Valorization of Post-Consumer Waste Plastic in Cementitious Concrete Composites. Waste Manag. 2007, 27, 310–318. [Google Scholar] [CrossRef]
- Kim, S.B.; Yi, N.H.; Kim, H.Y.; Kim, J.-H.J.; Song, Y.-C. Material and Structural Performance Evaluation of Recycled PET Fiber Reinforced Concrete. Cem. Concr. Compos. 2010, 32, 232–240. [Google Scholar] [CrossRef]
- Foti, D. Preliminary Analysis of Concrete Reinforced with Waste Bottles PET Fibers. Constr. Build. Mater. 2011, 25, 1906–1915. [Google Scholar] [CrossRef]
- Bui, N.K.; Satomi, T.; Takahashi, H. Recycling Woven Plastic Sack Waste and PET Bottle Waste as Fiber in Recycled Aggregate Concrete: An Experimental Study. Waste Manag. 2018, 78, 79–93. [Google Scholar] [CrossRef]
- Al-Hadithi, A.I.; Hilal, N.N. The Possibility of Enhancing Some Properties of Self-Compacting Concrete by Adding Waste Plastic Fibers. J. Build. Eng. 2016, 8, 20–28. [Google Scholar] [CrossRef]
- Passuello, A.; Moriconi, G.; Shah, S.P. Cracking Behavior of Concrete with Shrinkage Reducing Admixtures and PVA Fibers. Cem. Concr. Compos. 2009, 31, 699–704. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Yatim, J.M. Microstructure and Residual Properties of Green Concrete Composites Incorporating Waste Carpet Fibers and Palm Oil Fuel Ash at Elevated Temperatures. J. Clean. Prod. 2017, 144, 8–21. [Google Scholar] [CrossRef]
- NF EN 197-1; Composition, Specifications and Conformity Criteria for Common Cements. AFNOR: Paris, France, 2012.
- BS EN 15167-1; Ground Granulated Blast Furnace Slag for Use in Concrete, Mortar and Grout. Definitions, Specifications and Conformity Criteria. European Standard: Pilsen, Czech Republic, 2006.
- MediFil, F. Product Leaflet MediFil Polyethylene Terephthalate, PET. In Fiber Data Sheet; Setif, Algeria, 2022. [Google Scholar]
- NF EN 1008; Eau Gâchage Pour Bétons-Spécifications Déchantillonnage Essais Dévaluation Aptit. À Empl. Compris Eaux Process. Ind. Béton Telle Que Eau Gâchage Pour Béton Indice Classem. AFNOR: Paris, France, 2003; pp. 18–211.
- Sablocrete. Bétons de Sable: Caractéristiques et Pratiques d’utilisation; Projet National de Recherche/Développement; Presses de l’Ecole Nationale des Ponts et Chaussées: Paris, France, 1994; ISBN 2-85978-221-4. [Google Scholar]
- NF EN 12390-1; Essai Pour Béton Durci-Partie 1 Forme Dimens. Autres Éxigences Relat. Aux Éprouvettes Aux Moules. AFNOR: Paris, France, 2001.
- NF EN 12390-2; Essais Pour Béton Durci-Partie 2 Confect. Conserv. Éprouvettes Pour Essais Résistance. AFNOR: Paris, France, 2001.
- Haddad, R.H.; Al-Saleh, R.J.; Al-Akhras, N.M. Effect of Elevated Temperature on Bond between Steel Reinforcement and Fiber Reinforced Concrete. Fire Saf. J. 2008, 43, 334–343. [Google Scholar] [CrossRef]
- Pliya, P.; Beaucour, A.; Noumowé, A. Contribution of Cocktail of Polypropylene and Steel Fibres in Improving the Behaviour of High Strength Concrete Subjected to High Temperature. Constr. Build. Mater. 2011, 25, 1926–1934. [Google Scholar] [CrossRef]
- Xiao, J.; Falkner, H. On Residual Strength of High-Performance Concrete with and without Polypropylene Fibres at Elevated Temperatures. Fire Saf. J. 2006, 41, 115–121. [Google Scholar] [CrossRef]
- Noumowé, N. Effet de Hautes Températures Sur Le Béton (20-600 C), Cas Particulier Du Béton à Hautes Performances. Ph.D. Thesis, INSA de Lyon, Villeurbanne, France, 1995. [Google Scholar]
- Harmathy, T.Z. Moisture in Materials in Relation to Fire Test. ASTM Spec. Tech. Publ. 1964, 385, 74–95. [Google Scholar]
- Hertz, K.D. Limits of Spalling of Fire-Exposed Concrete. Fire Saf. J. 2003, 38, 103–116. [Google Scholar] [CrossRef]
- Noumowe, A.N. Temperature Distribution and Mechanical Properties of High-Strength Silica Fume Concrete at Temperatures up to 200 °C. Mater. J. 2003, 100, 326–330. [Google Scholar]
- Zeb, B. The Effect of High Temperature on Concrete Containing Fibers from Recycled Plastic Bottles; Universiti Teknologi: Skudai, Malaysia, 2017. [Google Scholar]
- Siddique, R.; Kaur, D. Properties of Concrete Containing Ground Granulated Blast Furnace Slag (GGBFS) at Elevated Temperatures. J. Adv. Res. 2012, 3, 45–51. [Google Scholar] [CrossRef]
- Gong, W.; Chen, Q.; Miao, J. Bond Behaviors between Copper Slag Concrete and Corroded Steel Bar after Exposure to High Temperature. J. Build. Eng. 2021, 44, 103312. [Google Scholar] [CrossRef]
- Phan, L.T.; Carino, N.J. Code Provisions for High Strength Concrete Strength-Temperature Relationship at Elevated Temperatures. Mater. Struct. 2003, 36, 91–98. [Google Scholar] [CrossRef]
- Castillo, C. Effect of Transient High Temperature on High-Strength Concrete; Rice University: Houston, TX, USA, 1987. [Google Scholar]
- Hager, I. Comportement à Haute Température Des Bétons à Haute Performance: Évolution Des Principales Propriétés Mécaniques. Ph.D. Thesis, ENPC, Marne-la-Vallée, France, 2004. [Google Scholar]
- NF EN 12390-3; Essai Pour Béton Durci Partie 3 Résistance À Compression Sur Éprouvette. AFNOR: Paris, France, 2000.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | CaO | Al2O3 | Fe2O3 | SiO2 | MgO | Na2O | K2O | Cl− | CaO Free | Loss of Fire |
|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 64.18 | 5.18 | 3.74 | 22.27 | 0.70 | 0.2 | 0.44 | 0.19 | 0.6 | 1.35 |
| Setting Time TD | Normal Consistency | Apparent Density (g/cm3) | Absolute Density (g/cm3) | Specific Surface (BLAINE) | |
|---|---|---|---|---|---|
| Beginning Ti | End Tf | 29 | 1.05 | 3.0 | 3070 |
| 2 h 28 min | 4 h 10 min | ||||
| CaO | SiO2 | Al2O3 | Fe2O3 | MgO | K2O | Na2O | SO3 | Cl− | P.A.F |
|---|---|---|---|---|---|---|---|---|---|
| 39.2 | 38.9 | 8.98 | 0.85 | 9.59 | 0.89 | 0.10 | 0.07 | 0.01 | - |
| Absolute Density (g/cm3) | Apparent Density (g/cm3) | Specific Surface (BLAINE) |
|---|---|---|
| 2.88 | 1.03 | 3640 |
| Characteristics | Unit | Dune Sand | Quarry Sand |
|---|---|---|---|
| Finesse module | - | 2.10 | 3.45 |
| Apparent density | g/cm3 | 1.65 | 1.46 |
| Absolute density | g/cm3 | 2.60 | 2.65 |
| Cleanliness (ES) | % | 63.46 | 55.03 |
| Properties | Values |
|---|---|
| Density at 20 °C | 1.16 |
| Cutting length (mm) | 70.00 |
| Metric Number (Nm) | 557.00 |
| Title (DTex) | 18.00 |
| Size (Denier) | 16.16 |
| Pressley Index (lb/mg) | 6.97 |
| Pressley (Pound/Pouc2) | 73.00 |
| Breaking length (gf/Tex) | 37.39 |
| Relative Toughness (gf/Denier) | 4.00 |
| Denomination of Sand Concretes | Dosage of Constituents in (kg/m3) | |||||||
|---|---|---|---|---|---|---|---|---|
| Cement CPA | Water | Sand Siliceous (SS) | Sand Quarry (SQ) | Granulated Slag Filler (GS) | P.E.T Fiber | SP | E/C | |
| SSC | 311.82 | 206.20 | 825.34 | 830.43 | 187 | - | 10 | 0.66 |
| SC PET 1% | 311.82 | 206.20 | 820.34 | 825.43 | 187 | 10 | 10 | 0.66 |
| SC PET 2% | 311.82 | 206.20 | 815.34 | 820.43 | 187 | 20 | 10 | 0.66 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benzerara, M.; Biskri, Y.; Saidani, M.; Slimani, F.; Belouettar, R. High-Temperature Behavior of Polyethylene-Terephthalate-Fiber-Reinforced Sand Concrete: Experimental Investigation. Fibers 2023, 11, 46. https://doi.org/10.3390/fib11050046
Benzerara M, Biskri Y, Saidani M, Slimani F, Belouettar R. High-Temperature Behavior of Polyethylene-Terephthalate-Fiber-Reinforced Sand Concrete: Experimental Investigation. Fibers. 2023; 11(5):46. https://doi.org/10.3390/fib11050046
Chicago/Turabian StyleBenzerara, Mohammed, Yasmina Biskri, Messaoud Saidani, Fayçal Slimani, and Redjem Belouettar. 2023. "High-Temperature Behavior of Polyethylene-Terephthalate-Fiber-Reinforced Sand Concrete: Experimental Investigation" Fibers 11, no. 5: 46. https://doi.org/10.3390/fib11050046