
On the Pressure and Rate of Infiltration Made by a Carbon Fiber Yarn with an Aluminum Melt during Ultrasonic Treatment


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of a Composite Carbon-Aluminum Wire
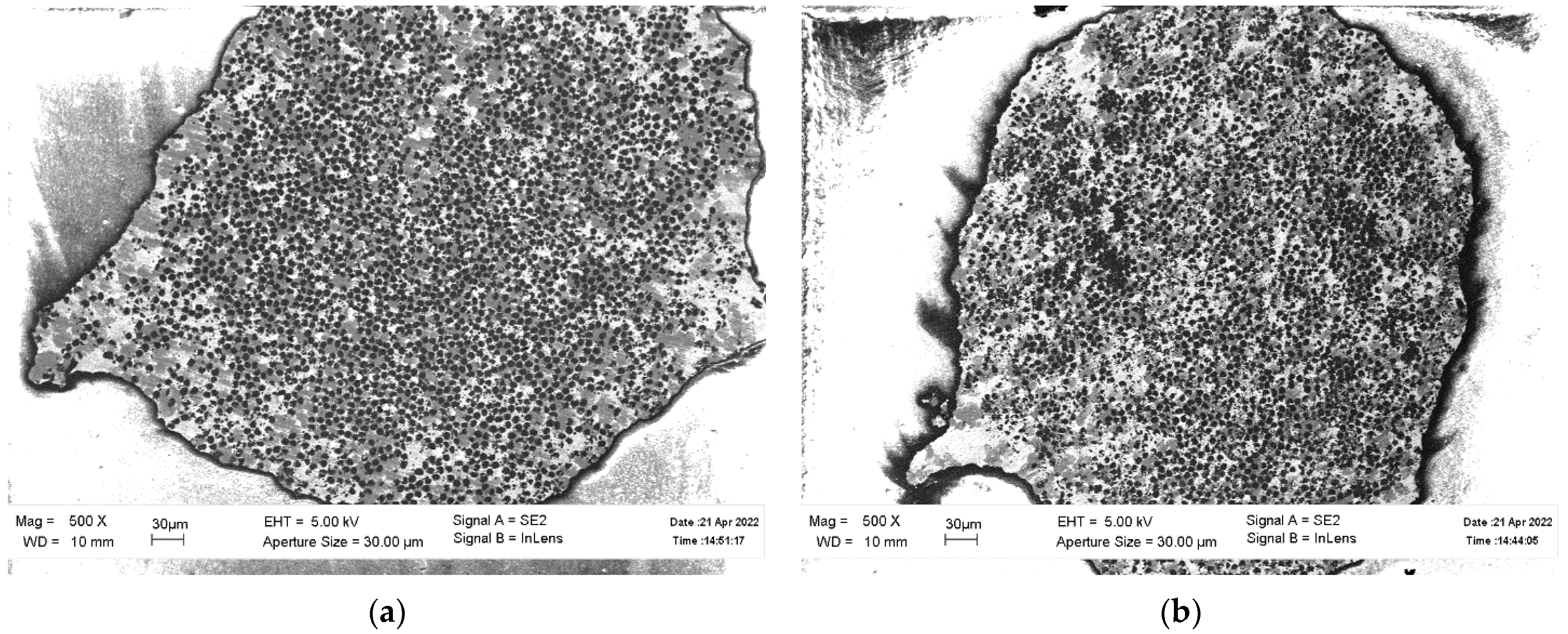
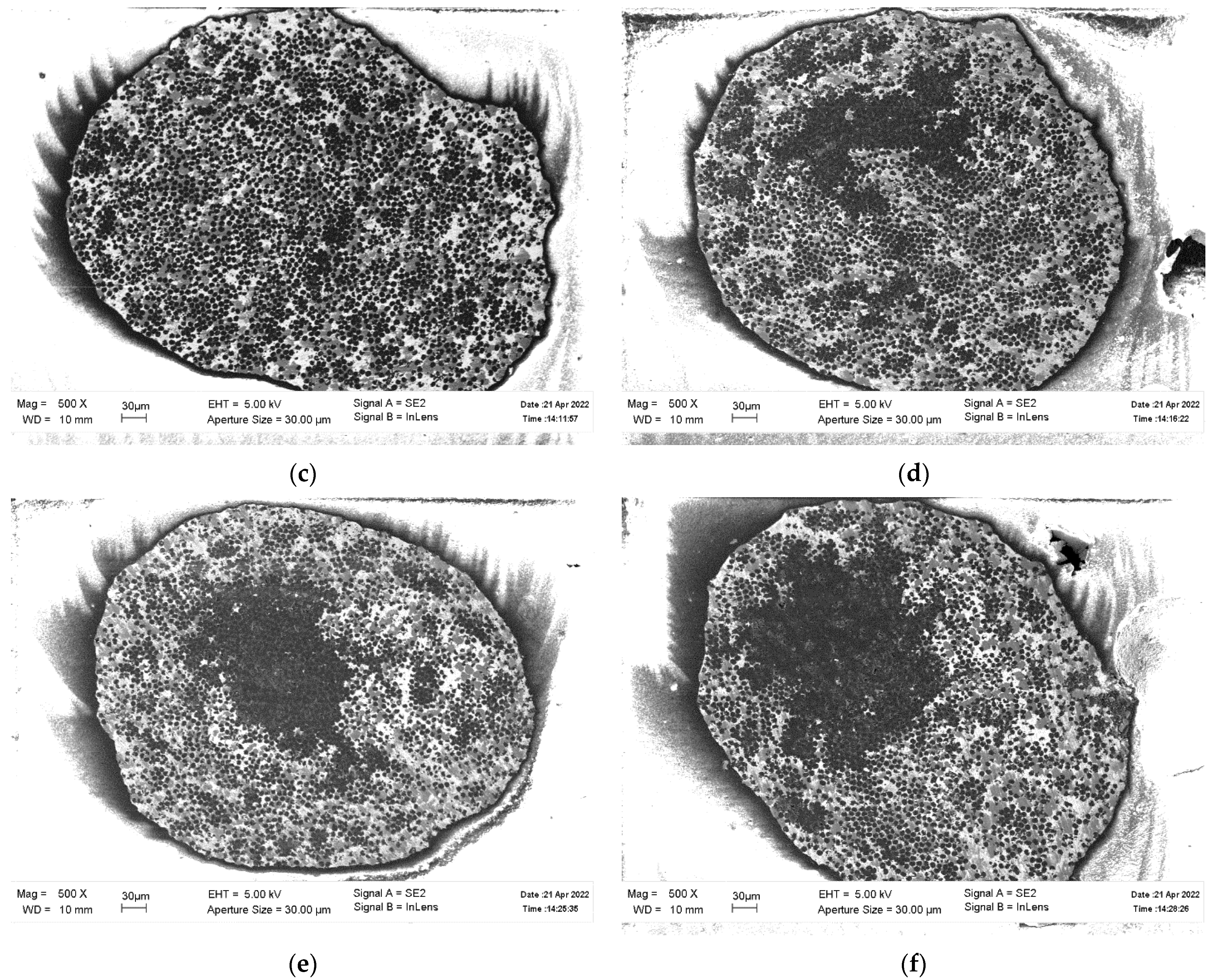
2.2. Scanning Electron Microscopy
3. Results
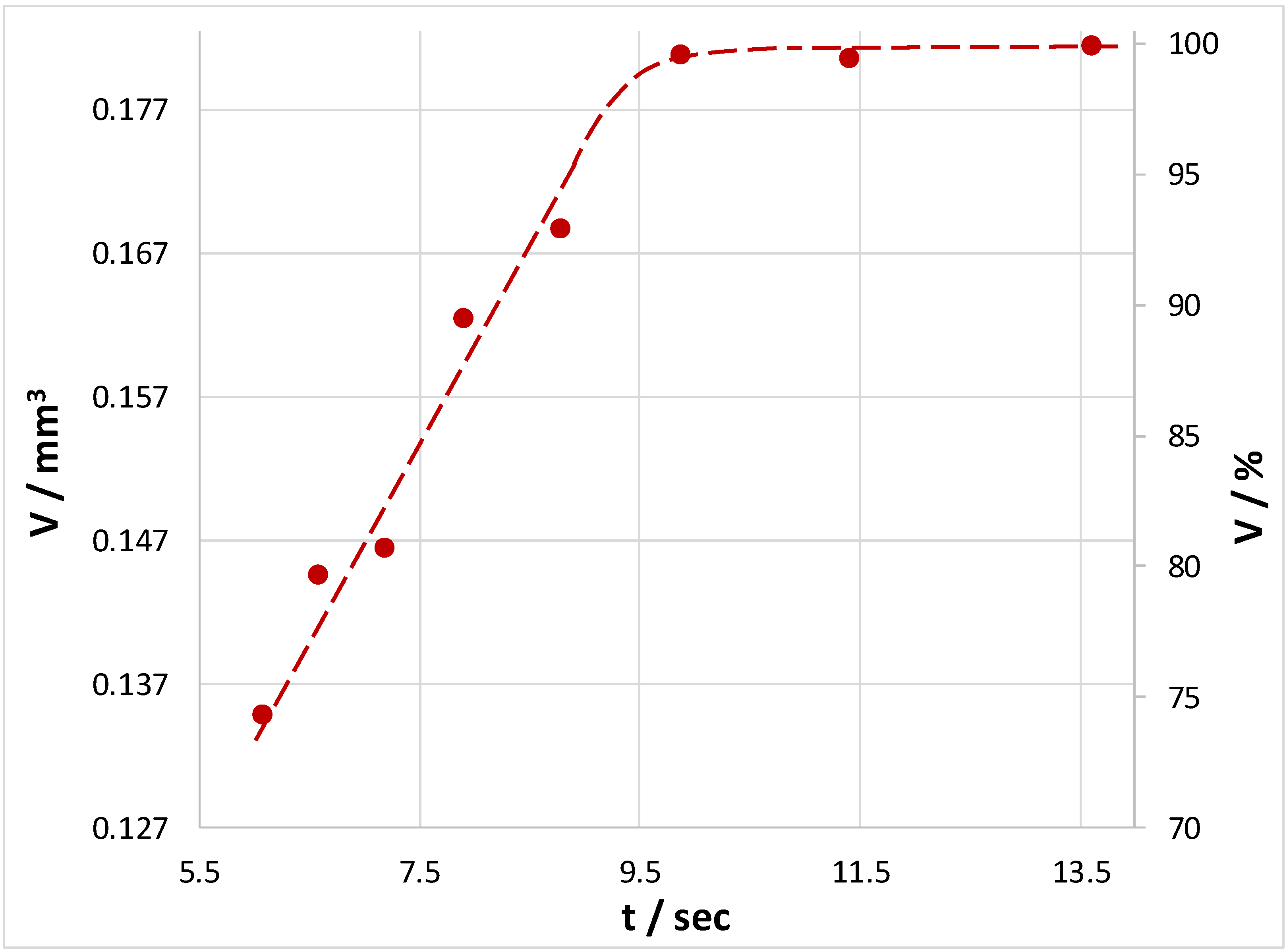
3.1. Effect of Time on the Infiltration of Carbon Fiber with a Matrix Melt
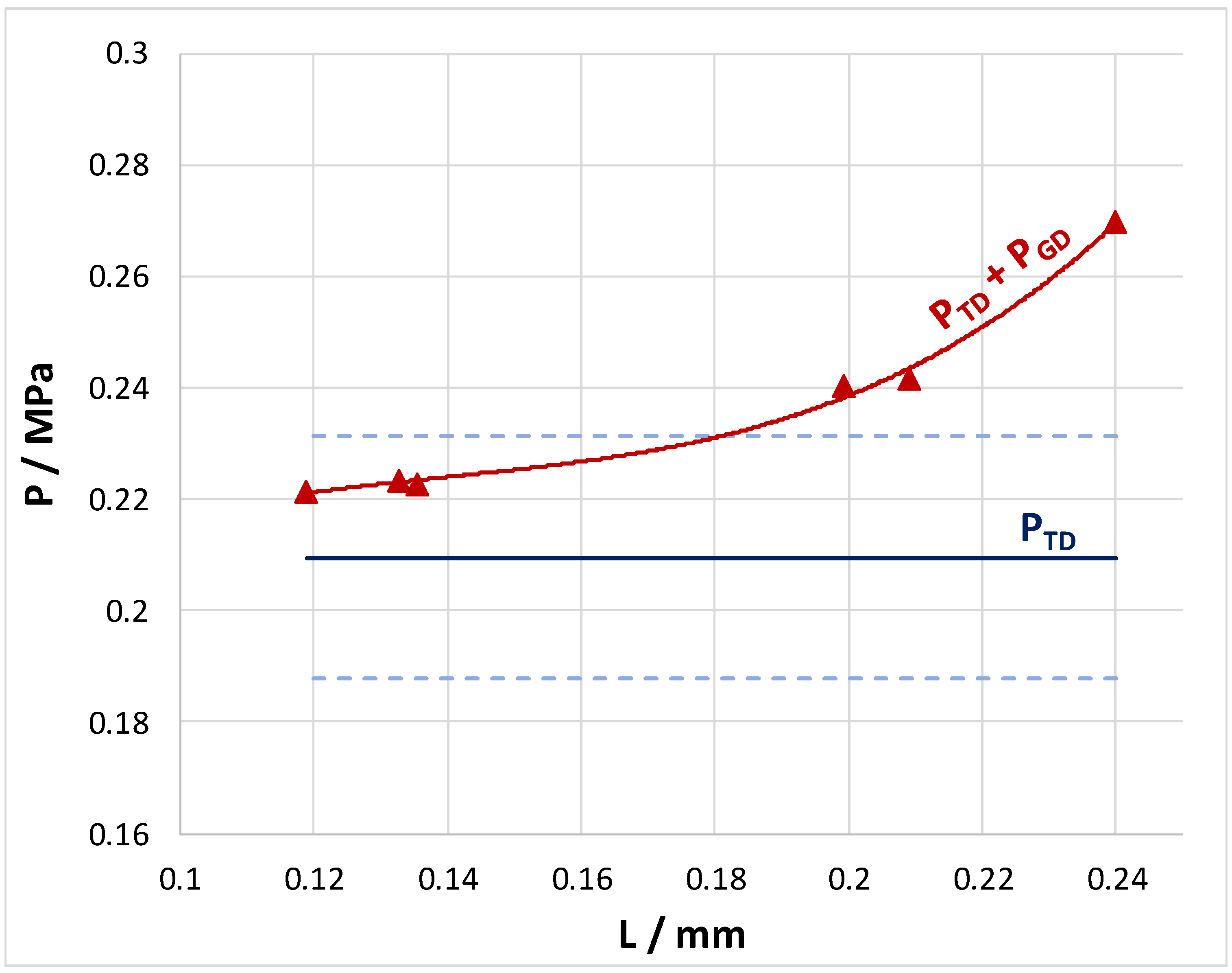
3.2. Estimation of Infiltration Pressure
- The carbon fiber yarn is a homogeneous porous medium.
- The infiltration front has a cross-sectional shape that is close to a circle.
- The infiltration front propagates evenly and only in directions perpendicular to the fiber axis.
4. Discussion
5. Conclusions
- The effect of the infiltration time of a carbon fiber yarn in the range of 6 to 13.6 s on the infiltrated volume under the cavitation of an aluminum melt was studied. When the infiltration time was more than 10 s, the carbon fiber was completely infiltrated with the matrix melt, and a decrease in the infiltration time led to a monotonous decrease in the fraction of the infiltrated volume.
- Based on the experimental data, the infiltration rate and the pressure necessary to infiltrate a carbon fiber yarn with an aluminum melt were estimated. The infiltration rate was 20.9 cm3/s and was independent of the infiltration depth. The calculated pressure necessary for the complete infiltration of the carbon fiber yarn at this rate was about 270 Pa.
- A comparison of the pressure values calculated according to Darcy’s and Forchheimer’s laws showed that the difference between them did not exceed 0.01%. This indicates that a simpler Darcy’s law could be used to estimate pressure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mileiko, S.T. Metal and Ceramic Based Composites; Elsevier: Amsterdam, The Netherlands, 1997; ISBN 9780444828149. [Google Scholar]
- Galyshev, S.N.; Gomzin, A.I.; Gallyamova, R.F.; Nazarov, A.Y.; Vardanyan, E.L.; Shayakhmetov, U.S.; Musin, F.F. Aluminum alloy matrix composite wire reinforced by continuous carbon fibers. IOP Conf. Ser. Mater. Sci. Eng. 2019, 489, 012004. [Google Scholar] [CrossRef]
- Huang, Y.; Ouyang, Q.; Zhang, D.; Zhu, J.; Li, R.; Yu, H. Carbon Materials Reinforced Aluminum Composites: A Review. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 775–786. [Google Scholar] [CrossRef]
- Khanna, V.; Kumar, V.; Bansal, S.A. Aluminium-Carbon Fibre Metal Matrix Composites: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1033, 012057. [Google Scholar] [CrossRef]
- Yu, J.K.; Li, H.L.; Shang, B.L. A functionally gradient coating on carbon fibre for C/Al composites. J. Mater. Sci. 1994, 29, 2641–2647. [Google Scholar] [CrossRef]
- Pippel, E.; Woltersdorf, J.; Doktor, M.; Blucher, J.; Degischer, H.P. Interlayer structure of carbon fibre reinforced aluminium wires. J. Mater. Sci. 2000, 35, 2279–2289. [Google Scholar] [CrossRef]
- Galyshev, S.; Orlov, V.; Atanov, B.; Kolyvanov, E.; Averichev, O.; Akopdzhanyan, T. The Effect of Tin Content on the Strength of a Carbon Fiber/Al-Sn-Matrix Composite Wire. Metals 2021, 11, 2057. [Google Scholar] [CrossRef]
- Galyshev, S. On the Strength of the CF/Al-Wire Depending on the Fabrication Process Parameters: Melt Temperature, Time, Ultrasonic Power, and Thickness of Carbon Fiber Coating. Metals 2021, 11, 1006. [Google Scholar] [CrossRef]
- Mortensen, A.; Cornie, J.A. On the infiltration of metal matrix composites. Metall. Mater. Trans. A 1987, 18, 1160–1163. [Google Scholar] [CrossRef]
- Mortensen, A.; Masur, L.J.; Cornie, J.A.; Flemings, M.C. Infiltration of fibrous preforms by a pure metal: Part I. Theory. Metall. Trans. A 1989, 20, 2535–2547. [Google Scholar] [CrossRef]
- Galyshev, S.; Gomzin, A.; Gallyamova, R.; Khodos, I.; Musin, F. On the liquid-phase technology of carbon fiber/aluminum matrix composites. Int. J. Miner. Metall. Mater. 2019, 26, 1578–1584. [Google Scholar] [CrossRef]
- Masur, L.J.; Mortensen, A.; Cornie, J.A.; Flemings, M.C. Infiltration of fibrous preforms by a pure metal: Part II. Experiment. Metall. Trans. A 1989, 20, 2549–2557. [Google Scholar] [CrossRef]
- Kaviany, M. Fluid Mechanics. In Principles of Heat Transfer in Porous Media; Mechanical Engineering Series; Springer: New York, NY, USA, 1991. [Google Scholar] [CrossRef]
- Matsunaga, T.; Ogata, K.; Hatayama, T.; Shinozaki, K.; Yoshida, M. Effect of acoustic cavitation on ease of infiltration of molten aluminum alloys into carbon fiber bundles using ultrasonic infiltration method. Compos. Part A Appl. Sci. Manuf. 2007, 38, 771–778. [Google Scholar] [CrossRef]
- Matsunaga, T.; Ogata, K.; Hatayama, T.; Shinozaki, K.; Yoshida, M. Infiltration mechanism of molten aluminum alloys into bundle of carbon fibers using ultrasonic infiltration method. J. Jpn. Inst. Light Met. 2006, 56, 226–232. [Google Scholar] [CrossRef]
- Bainbridge, I.F.; Taylor, J.A. The Surface Tension of Pure Aluminum and Aluminum Alloys. Metall. Mater. Trans. A 2013, 44, 3901–3909. [Google Scholar] [CrossRef]
- Ibragimov, K.I.; Alchagirov, B.B.; Taova, T.M.; Chochaeva, A.M.; Khokonov, K.B. Surface tension of aluminium and its alloys with indium and tin/Trans. JWRI Jpn. 2001, 30, 323–327. [Google Scholar]
- Dinsdale, A.T.; Quested, P.N. The viscosity of aluminium and its alloys—A review of data and models. J. Mater. Sci. 2004, 39, 7221–7228. [Google Scholar] [CrossRef]
- Mineev, V.N.; Savinov, E.V. Viscosity and Melting Point of Aluminum, Lead, and Sodium Chloride Subjected to Shock Compression. Sov. Phys. JETP 1967, 25, 411–416. Available online: http://jetp.ras.ru/cgi-bin/dn/e_025_03_0411.pdf (accessed on 16 January 2023).
- Cheng, S.-J.; Bian, X.-F.; Zhang, J.-X.; Qin, X.-B.; Wang, Z.-H. Correlation of viscosity and structural changes of indium melt. Mater. Lett. 2003, 57, 4191–4195. [Google Scholar] [CrossRef]
- Kanda, F.A.; Colburn, R.P. The Absolute Viscosity of Some Lead-Tin Alloys. Phys. Chem. Liq. 1968, 1, 159–170. [Google Scholar] [CrossRef]
- Leitner, M.; Leitner, T.; Schmon, A.; Aziz, K.; Pottlacher, G. Thermophysical Properties of Liquid Aluminum. Metall. Mater. Trans. A 2017, 48, 3036–3045. [Google Scholar] [CrossRef]
- Jambhekar, V. Forchheimer Porous-Media Flow Models—Numerical Investigation and Comparison with Experimental Data. Master’s Thesis, Universität Stuttgart-Institut für Wasserund Umweltsystemmodellierung, Stuttgart, Germany, December 2011. [Google Scholar]
- Eskin, G.I. Ultrasonic Treatment of Light Alloy Melts; CRC Press: Boca Raton, FL, USA, 1998; ISBN 9781498701792. [Google Scholar]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galyshev, S.; Atanov, B.; Orlov, V. On the Pressure and Rate of Infiltration Made by a Carbon Fiber Yarn with an Aluminum Melt during Ultrasonic Treatment. Fibers 2023, 11, 41. https://doi.org/10.3390/fib11050041
Galyshev S, Atanov B, Orlov V. On the Pressure and Rate of Infiltration Made by a Carbon Fiber Yarn with an Aluminum Melt during Ultrasonic Treatment. Fibers. 2023; 11(5):41. https://doi.org/10.3390/fib11050041
Chicago/Turabian StyleGalyshev, Sergei, Bulat Atanov, and Valery Orlov. 2023. "On the Pressure and Rate of Infiltration Made by a Carbon Fiber Yarn with an Aluminum Melt during Ultrasonic Treatment" Fibers 11, no. 5: 41. https://doi.org/10.3390/fib11050041