
Production of Long Hemp Fibers Using the Flax Value Chain

1
Laboratoire Génie de Production (LGP), INP-ENIT, Université de Toulouse, 65000 Tarbes, France
2
Association Lin et Chanvre Bio (LCBio), 76450 Saint Vaast Dieppedalle, France
*
Author to whom correspondence should be addressed.
Fibers 2023, 11(5), 38; https://doi.org/10.3390/fib11050038
Submission received: 29 March 2023
/
Revised: 19 April 2023
/
Accepted: 25 April 2023
/
Published: 28 April 2023
Abstract
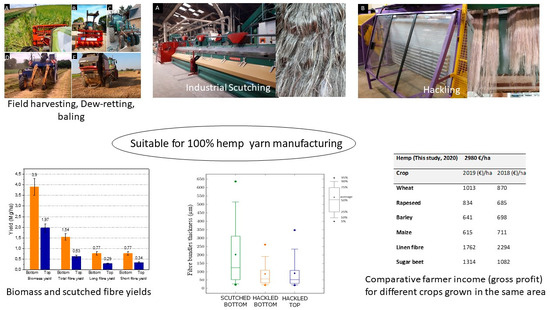
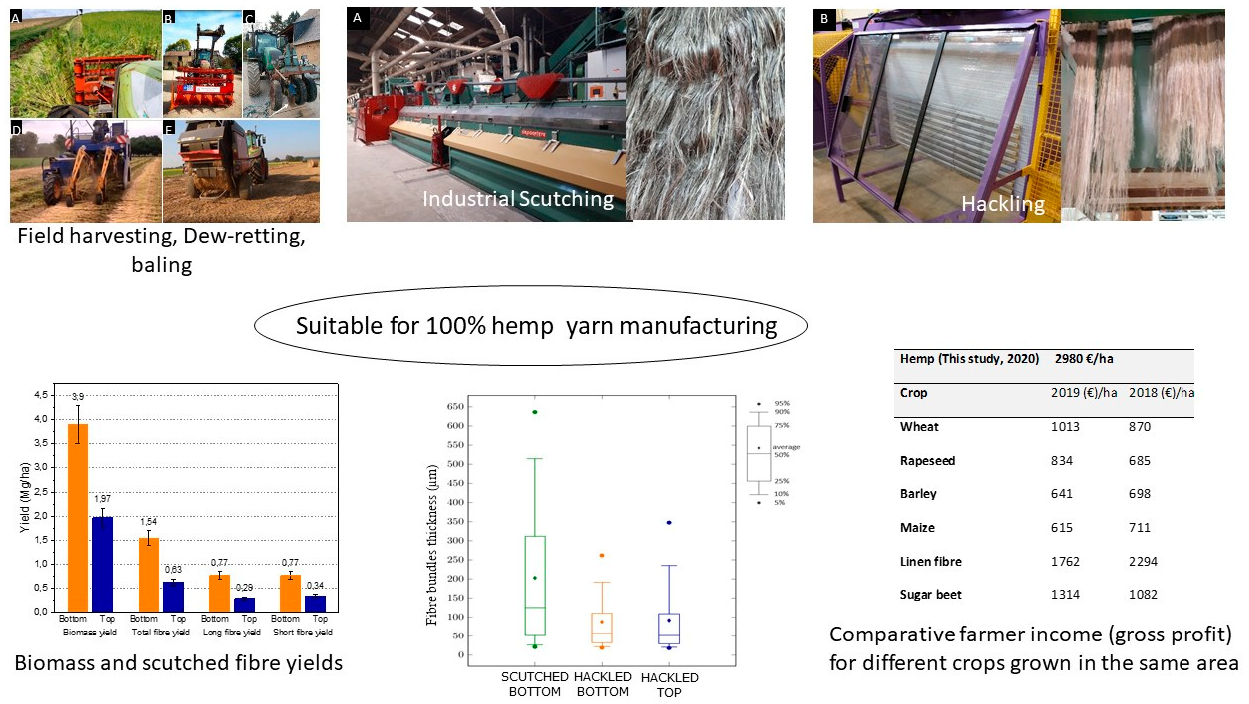
:Hemp is finding a strong renewal of interest in the production of fine fibers for garment textiles. This resource of long-line fibers would come as a complement to the highly demanded flax fibers, whose large production in the north-west of Europe cannot be extended. In Normandy, where a complete industrial value chain exists for flax, it is intended to adapt it to hemp, and this was demonstrated from the field to the scutched fibers with a complete value chain. In this region, early harvesting is necessary to leave enough time for dew-retting and permit dry storage of stems before mid-September. An early-flowering variety (USO-31) was harvested using dedicated hemp equipment to obtain a 1 m parallel and aligned windrow that can be further processed by flax equipment. The scutching process as well as the fiber’s morphological and mechanical properties were particularly studied. Adapted scutching process parameters with reduced advancing speed and beating turbine velocity led to long fiber yields of about 18% of the stem mass. Stem yields were reaching about 6 tons/ha leading to a production of 1.1 tons/ha of long fibers. The tensile properties of the long fibers were highly sufficient for textile applications, and their thickness after hackling was in the range suitable for the production of fine yarns. Compared to other crops grown in Normandy, the hemp as produced in this 2020 case study provides good incomes to the farmer, higher than traditional crops such as wheat or barley, and the results of this study should encourage farmers to grow hemp for textile purposes.
1. Introduction
Hemp has been grown for centuries as a source of high-quality fibers for the textile industry, sailing equipment, or paper manufacturing. Hemp-woven clothing dating back to 6200 BC as well as ropes dating back to 3000 BC were found in China [1]. Hemp cultivation then became widespread in Western Asia, Egypt, and Europe, where it reached its maximum expansion in the seventeenth century for sailing equipment with the high demand from maritime countries for the naval vessels’ cordage [2]. Up until the beginning of the 20th century, hemp plants were pulled up by hand and then submitted to water retting. The harvested plant stems were immersed in water to favor fiber extraction thanks to the bacterial degradation of pectic cements that bind the fibers together and to the rest of the plant. However, water retting has been recently prohibited in most countries in Europe as it causes water pollution by releasing organic acids, other fermentation products, and nauseating odors [3,4]. Furthermore, hemp production declined during the 20th century as it suffered from the development of synthetic fibers and the competition with profitable crops such as cotton.
Since the beginning of the 21st century, hemp has experienced renewed interest. Its environmentally friendly aspect makes it particularly attractive and an interesting alternative to the two current main sources of textiles, cotton and synthetic fibers, which are associated with major environmental issues. Unlike synthetic fibers, which consume petroleum and are responsible for the dissemination of microplastics in the environment, and cotton fibers, which require large amounts of water, pesticides, and fertilizers, the cultivation and use of hemp fibers have a more favorable environmental balance [4,5,6]. Indeed, hemp crops require little input and provide a positive impact on crop rotation, in addition to revealing phytoremediation potential [7]. The production of hemp in Europe increased by 70% from 2013 to 2018, barely growing 50,000 hectares in 2018, including 37% in France [8]. Today, hemp is grown primarily for its seeds, short or randomly oriented fibers, and shives, the woody core of the straw. These three markets, which include hemp feed, paper, insulation, mulching, litter applications, and the construction industry, are well established in France [9].
In addition, a strong demand for hemp fibers for industrial textile applications is emerging. The increasing interest in low environmental impact and local products suggests a high potential for reliable local textile fiber production in Europe. Studies on small-scale trials show that hemp fibers have great potential for textile applications and clothing manufacturing [10,11,12]. However, as a consequence of the limited production in the second half of the twentieth century, hemp cultivation and particularly its harvesting have not been modernized, and no complete mechanized harvest chain for long textile fibers is nowadays industrially available. Adapted devices, therefore, need to be developed. One apparent solution to establishing large-scale long fibers hemp production would be to rely on the flax model from the field to fiber extraction using scutching and hackling processes. The extracted long fibers can then be spun into fine yarns with a wet-spinning process. This type of spinning machine is already present in Europe at the Safilin company (Safilin, Sailly-sur-la-lys, France) or at the Linificio company (Linificio e Canapificio Nazionale, Villa d’Almè, Italy). A new wet spinning mill was recently started in Normandy by the NatUp company (NatUp, Mont-Saint-Aignan, France).
During scutching, the harvested one-meter-long flax stems pass through a succession of breaking rollers and a beating system that crush the stems and remove the shives to extract the long fibers. In order to adapt the existing flax scutching line to hemp, some settings of the processing line need to be adapted, and hemp stems, which can grow up to more than two-meters high, need to arrive in one-meter lengths. Then two parts of the stems are separately processed. At the present time, only a few machines designed for hemp are able to obtain two separate windrows from the top and bottom parts of the hemp plant. Mechanized harvesting trials have been carried out using specific mowers developed in China or Italy (BCS Group, Abbiategrasso, Italy) [13]. However, they are still not fully adapted for large-scale, efficient harvesting, as these machines are more designed for small-scale local productions. For large-scale industrial production, a prototype (Hyler Sativa 200A) capable of harvesting 2 ha·h−1 was developed by the Hyler company (Hyler, Sint-Baafs-Vijve, Belgium). This prototype, purchased by “Coopérative Linière du Nord de Caen” and supported by the Normandy region, was tested with global success at the end of the 2021 summer and has been used for large-scale harvesting in summer 2022.
The top and bottom parts of the hemp stems may be treated separately in the future as the fiber properties and homogeneity are expected to be different. The morphology of the fibers, as well as the mechanical properties and cell wall composition, differ from the bottom to the top parts. According to Liu et al. [14], a significantly higher lignin content was observed in the bottom part of the stem compared to the top part at seed maturity, and the strength and stiffness of fiber bundles were higher for samples from the top and middle parts. According to [15,16], the fiber diameter and maturity tend to decrease from the lower part to the upper part of the stem. Additionally, the bottom is more susceptible to the presence of secondary fibers compared to the top. The latter are bast fibers that are smaller and more lignified than primary fibers and are unwanted for textile applications [17]. Their presence hampers the production of fine and homogeneous yarns during spinning. Secondary fiber formation occurs in late plant development at the bottom of the stem and accelerates around flowering, depending on stem height and diameter. The height of the secondary fiber front is directly correlated with the plant size. It depends on the varieties and is most likely related to the need to increase the resistance of the stem as the weight of the plant increases [18,19].
Furthermore, following the flax model, stems may be dew-retted before being scutched. The stems are laid down in parallel windrows in the field after harvesting, and the biodegradation of pectic cements, facilitating the separation of fibers from the rest of the plant, is achieved by microorganisms in the soil. This technique has a low environmental and economic impact but is highly dependent on climatic conditions. The control of this process is therefore difficult, and it may have a high influence on fiber quality. Excessive retting weakens the fibers, whereas under-retting does not favor sufficient degradation of the binder between fibers. In this case, coarse fibers, not suitable for fine textile manufacturing, are produced [14,20,21].
A temperate zone with mild and humid summers is highly favorable for the application of this technique. This type of climate is typical of Normandy, where dew-retting has been widely used for flax cultivation for many years. Normandy produced 527,900 Mg of textile flax in 2019 and made France the world leader in the production of textile flax [22]. In this region, farmers have acquired strong knowledge of dew-retting. In Normandy, flax is harvested in July, whereas hemp for textile purposes is harvested later. At the time of flowering, when the fiber yield is high, the primary fibers reach an advanced stage of maturity, and the presence of secondary fibers is expected to be low.
Rainy weather usually occurs at the end of the summer in Normandy from early September, and this may cause issues regarding the baling of dew-retted stems as these need to be stored dry. It is therefore safe to bale and store before the beginning of September, before the level of humidity in the air and on the ground turns out to be too high and the soil potentially too muddy. Straw bales that are rolled up in wet conditions could engender the development of post-retting within the bale. To deal with this request, it is necessary to harvest the hemp as early as possible so that there is sufficient time for the dew-retting process to take place and for the straws to dry enough before being baled. An early-flowering hemp variety should be chosen if harvesting at full flowering is targeted. This work is included in a project willing to progressively demonstrate the feasibility of operating a complete industrial value chain using as much as possible the flax machine elements already present in the Normandy territory for the generation of long hemp textile grade fibers. This research therefore stands as a Normandy case study. The extraction of long hemp fibers in the manner of the flax model is investigated. A large-scale field trial was performed in conjunction with industrial scutching investigations. Long fibers and scutching by-product yields, fiber strength and stiffness, and fiber bundle fineness of hemp are evaluated, as is the economic interest of such a production, which would come as a complement to flax fibers, which are in constant increasing demand [23,24].
2. Materials and Methods
2.1. Variety Tested, Field Trial Set-Up, Microclimatic Condition
To be in line with the territorial needs of the Normandy region, an early flowering variety, registered in the European Union catalog and widely available, was chosen. This USO-31 variety is a monoecious variety that was already tested with success in preliminary tests on small batches in Normandy. At this latitude, full flowering occurs between the last week of July and the first week of August.
The field trial was carried out in 2020 at the farm of Henri Pomikal, located in Martragny on the Plain of Caen, Normandy, France (49°15′4.739″ N–0°35′48.80″ O). The plot was set up as part of the textile hemp project conducted by the “Lin et Chanvre Bio” cluster and supported by the Agence de l’Eau de Seine-Normandie. “Lin et Chanvre Bio” provided the technical itinerary, handled the purchase of seeds, and performed the monitoring of the crops. The seeds were provided by Hemp-it Company (Hemp-it, France) and were sown with a density of 500 units·per·m2 (80 kg·ha−1) with an average emergence rate estimated at 60% according to past years observations. A high-sowing density was chosen to obtain high plant density with expected thin straws to favor high bast primary fiber content and low amounts of secondary fibers [25,26].
Sowing was carried out on 12 May 2020, with an Amazone seed drill (Amazone Ltd., Doncaster, UK) combined with a Cultimix rotary harrow (Amazone Ltd., Doncaster, UK). The sowing depth was 2 cm, and the distance between rows was 12 cm. The variety was sown on a large-scale plot of 15,000 m2. Prior to sowing, weed management practices were carried out with two stale seedbeds on 15 March and 15 April 2020, in order to prevent self-propagating plant growth and favor the warm-up of the soil. The preparation of the soil is an essential process in hemp cultivation to grow quality hemp plants. The soil type of the field trial was loamy, which is considered a favorable texture for hemp growth [27]. Before sowing, the nitrogen residue was evaluated to be 97 kg·N·ha−1 on the top of the 0.60 m soil layer, and no nitrogen was added subsequently. The plant population at the early growth stage, measured on 2 June 2020, was 275 plants/m2.
2.2. Harvest, Retting and Storage
Harvesting was carried out on 29 July 2020, at full flowering using a single hemp sickle bar mower bought by the “Lin et Chanvre Bio” cluster (Figure 1A,B) on the Chinese market. Stems were cut about 10 cm above the soil and laid down parallel for field-retting. Then, a cutting disc machine (Figure 1C) separated the stems into 1 m portions: the top part and the bottom part. The stem had to be split into 1 m sections in order to be processed on an industrial flax scutching line, as explained in the introduction.
The retting degree was checked regularly by expert assessment (H. Pomikal) on the basis of organoleptic criteria and scutching assays (with the industrial scutching machine described below) of a small mass of stems. Thus, the color, the homogeneity, the resistance, and the level of separation of the bast fibers were observed through a hand tensile test, and the quality of the fiber extraction was controlled during the scutching process. Stems were field retted for 27 days, which is consistent with other studies presenting high microbial spreading and good fiber properties at this retting time [21,28,29]. A few days before baling, the stems were turned over with a flax turning machine (Union, Valtech Group, Belgium, Figure 1D) to homogenize the retting process among the straw. The stems were turned over a second time on the day of the baling to facilitate the process. The top and bottom parts were baled and dried separately on 25 August 2020, with an Extreme Feraboli machine (Figure 1E) used for flax, and then stored in a closed barn.
2.3. Fiber Processing, Scutching, and Hackling
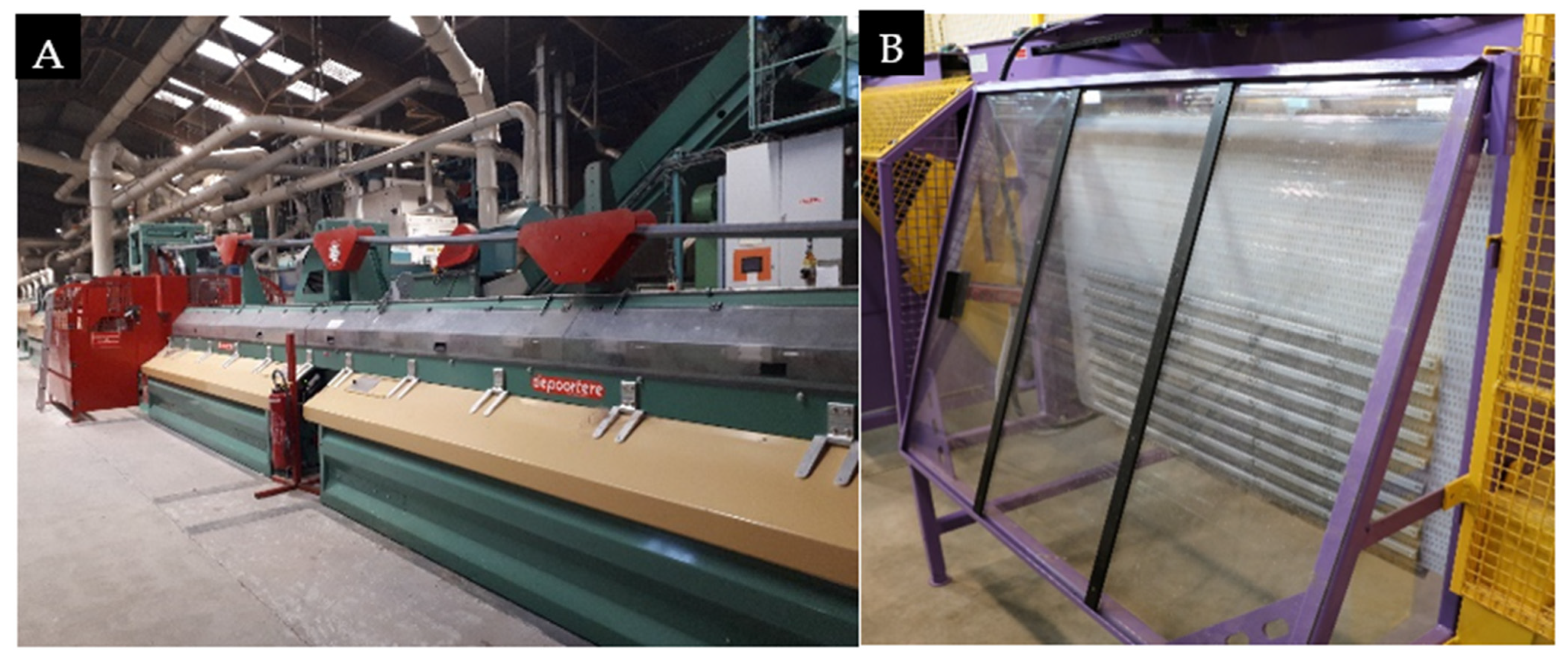
Scutching of field-retted stems was performed by the “Coopérative Linière du Nord de Caen” in the frame of the trial led by the “Lin et Chanvre Bio” cluster in Villons-les-Buisson, Normandy, France. An industrial flax scutching line in Depoortere (Depoortere, Belgium) (Figure 2A) was used to process the stems. The top and bottom parts were scutched separately. Adjustments in the transport chain speed and the turbine speed were made to adapt the standard processing settings from flax to hemp. Parameters were set up according to previous preliminary investigations on hemp: the transport chain speed and the first turbine speed were fixed to 80 m·min−1 and 170 rpm, respectively [30].
Scutched fibers were then combed with a lab-scale hackling machine, developed by Taproot Fiber Lab (Greenwich, NS, Canada), located at Laboratoire Génie de Production (LGP, INP-ENIT, Tarbes, France), as presented in Figure 2B. A progressive refinement of pins aligns the fibers and decreases the fiber diameters.
2.4. Fiber Diameter
Fiber diameter is an important property for the textile industry in order to form fine yarns. The term diameter improperly refers to fibers with circular cross-sections, which is obviously not the case with natural fibers in general and hemp fibers in particular. Later, the terms thickness and width are preferred in order to avoid any confusion. It reflects the average width along the fiber bundle’s length in a batch. Hackled fibers were analyzed by image scanning and treated with an image analysis system called Fibershape (IST AG, Switzerland) (Figure 3). It determines the width and distribution of the fibers. The measurement system is based on static image analysis. It automatically detects the fiber bundles, and thanks to their shape and size, it measures their surface area and perimeter. Using a rectangle model, the length and width of the identified objects are described. The system works with a fractal-based algorithm that measures large-scale object thickness, from very coarse fiber bundles to single fibers. It is possible to analyze thousands of objects accurately in a matter of minutes with this system.
Scutched and hackled fibers were cut into 10 mm to 15 mm fractions and spread between two glass slides. For each batch, three slides were prepared and inserted into a Reflecta MF5000 scanner. The image was registered with Silverfast software (LaserSoft Imaging, Kiel, Germany) with a 3200 dpi resolution. The image was processed by Fibershape software. A measuring mask saves the parameters and thresholds of the treatment and the algorithm. An adapted standard long fiber measuring mask was used. Calculations were made according to ISO 9276-1 and ISO 9276-2.
2.5. Single Fiber Tensile Test
Elementary fibers were extracted manually with a magnifying glass from hackled batches. Each single fiber (of a diameter lower than 20 µm to minimize the possibility of testing a very small fiber bundle) was positioned at each end in plastic tabs and glued with a UV-curing adhesive (DYMAX ultra-light weld, Wiesbaden, Germany). The cross-section areas of each elementary fiber were determined using an automated laser scanning device, the fiber dimensional analysis system (FDAS), coupled with UV Win software (Dia-Stron Ltd., Hampshire, UK). The fibers were from a high-precision laser photodetector (LSM-500S, Mitutoyo, Japan). Diameters were determined with an accuracy of 0.01 μm. The fiber was rotated and scanned 10 times in different positions along the fiber axis with a gauge length of 12 mm. The maximum and minimum diameters after each revolution were recorded. The cross-section area of the fiber was then calculated by following an elliptical model. With such a model, an area close to the real area of the single fibers, which are predominately not cylindrical, may be evaluated with a minimum of error [31]. The mean value of the cross-section area was then computed.
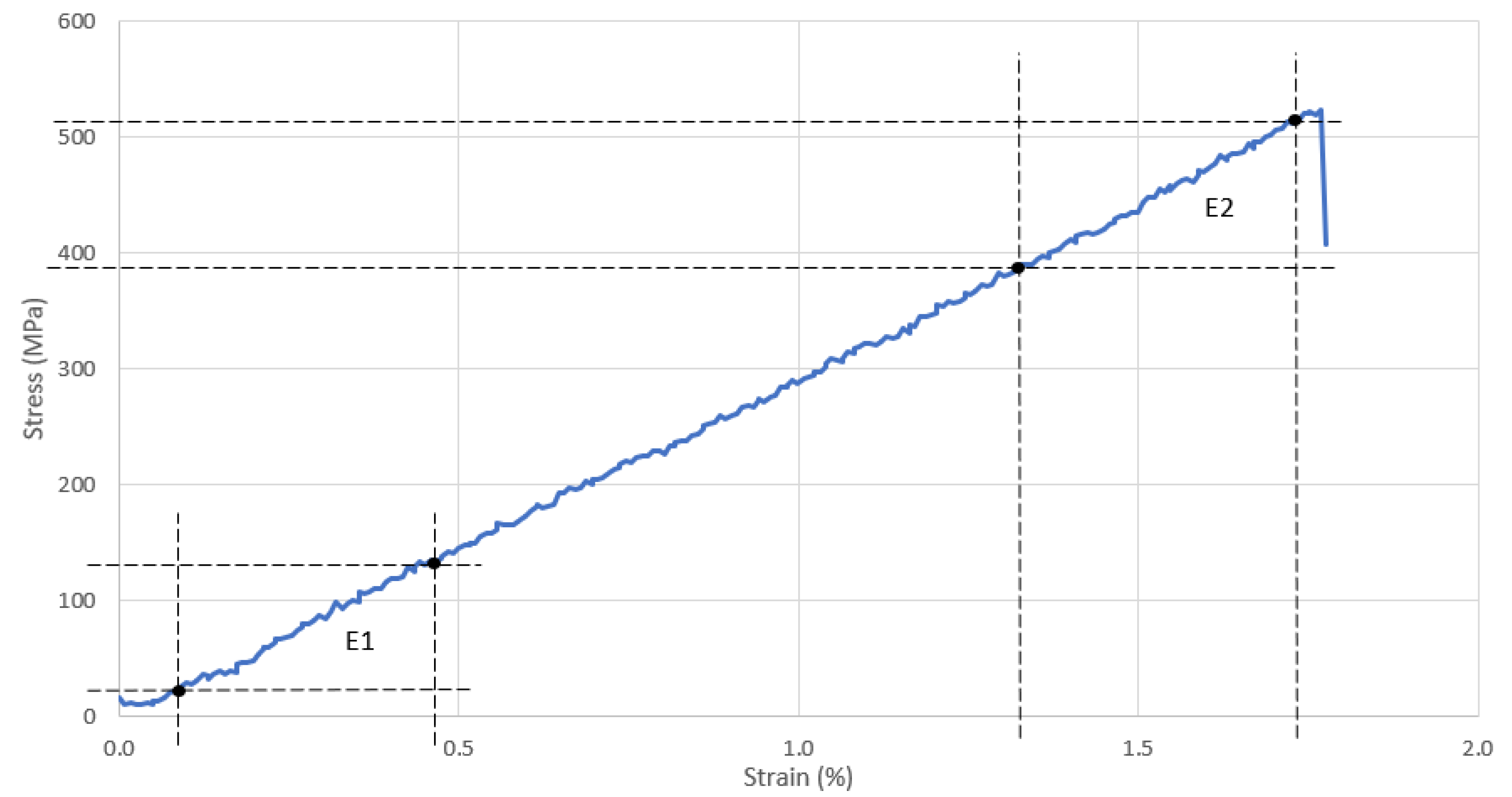
Tensile testing was performed according to an improved method from the standard ASTM D3822/D3822M–14, standard test method for tensile properties of single textile fibers (ASTM D3822/D3822M–14, 2020) using the computed elliptic cross-section area. Elementary fibers were mechanically tested under tensile testing with an automated Lex high-precision extensometer (LEX820, Dia-Stron Ltd., Hampshire, UK). The fibers were loaded at a crosshead displacement speed of 1 mm·min−1 and with a 12 mm gauge length. The displacement was obtained with an accuracy of 1 µm. The measuring points were recorded with a periodicity of 20 ms. A curve of force as a function of the displacement was obtained, and the tensile strength, the modulus of elasticity, and the failure strain could be calculated. Two strain intervals were used for stiffness calculation, as illustrated in Figure 4.
The tensile modulus E1 corresponds to the slope of the stress–strain curve between 0.05% and 0.5% of the strain, and E2 corresponds to the final slope of the curve before breaking. At least 30 fibers were analyzed for each batch.
2.6. Histological Analysis
Histological analysis was conducted to examine the microscopic structure of the hemp stems. The proportion of primary and secondary fibers and their level of maturity were observed. Dry samples were collected from the bottom part at a quarter of the dew-retted stem’s height. The operation was performed as delicately as possible in order to maintain all the different elements of the stem in their respective places. The samples were immersed in a large volume of purified water and maintained for 24 h at 40 °C to facilitate further impregnations in the entire tissue. They were dehydrated in an ethanol series consisting of successive 20 min baths in solutions of 70%, 95%, and 99% concentrations, then impregnated in three successive baths of toluene and included in melted paraffin for one night at 60 °C. Thereafter, the sample was placed in a small container with new melted paraffin, and the sample was carefully aligned with respect to the fiber axis. After being cooled down for one night, excess portions of paraffin were removed, and sections of 8 µm were cut on a microtome. The sections were transferred to a glass slide; paraffin was removed with toluene, and the samples were rehydrated with an ethanol series of gradual concentrations. The sections were stained with carmine alum and iodine green to bring out cellulose’s light red and lignin’s green. Finally, a coverslip was placed on top after adding a drop of distilled water and sealing with nail polish, and the sections were observed with an optical microscope.
3. Results and Discussion
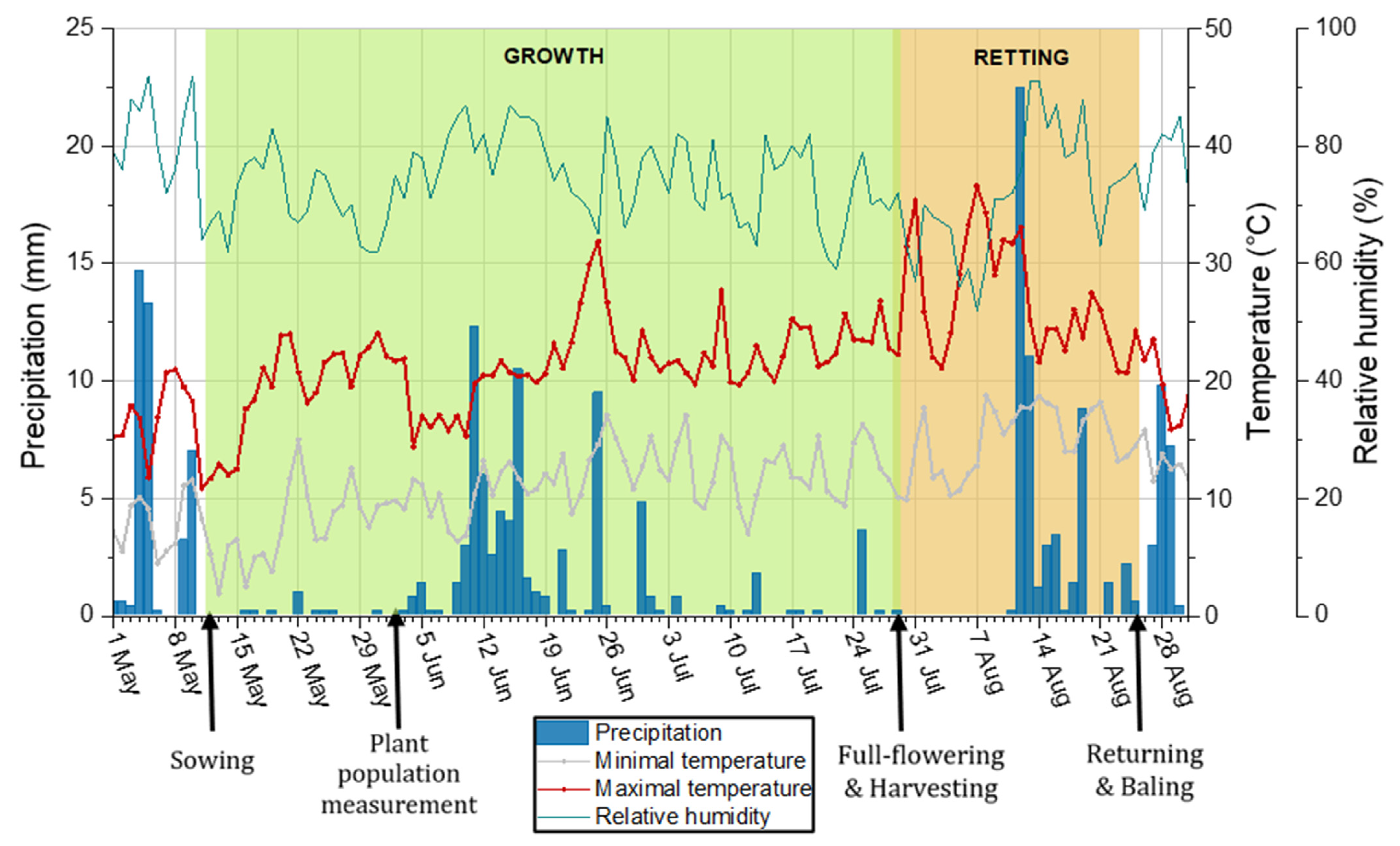
3.1. Meteorological Data
The experimental site was located in a humid oceanic climate (Cfb) according to Köppen–Geiger’s classification, with an average minimum and maximum temperature of 12 °C and 22 °C, a relative humidity between 59% and 87% from sowing to harvesting dates, and a total precipitation of 79.5 mm, which was distributed throughout the period (78 days) (Figure 5). The growing conditions were therefore very good if one compares them to some studies that indicate that optimum stem yields typically require 50 cm to 70 cm of available moisture, especially during vegetative growth in the Northern hemisphere. These studies also mention that hemp grows best when the mean daily air temperatures are between 16 °C and 27 °C [2,27]. At the beginning of the week, the weather was dry and mild, with a total precipitation of 0.4 mm. After thirteen days, high precipitation of 33.5 mm occurred within two days, and thereafter, an alternance of humid and dry weather with temperatures between 10 °C and 36 °C gave ideal conditions for the field retting [14,29].
3.2. Hemp Stem Biomass
3.2.1. Hemp Stem Yield
Stem yield evaluated by measuring the total weight of bales of dew-retted dry stems was equal to 6.71 Mg·ha−1. The average plant height measured at harvest time was (180 ± 10) cm. The stem diameter was evaluated at 20 cm above ground level on 50 stems, and the average thickness was (5.2 ± 1.1) mm. The thickness distribution is presented in Figure 6.
The present stem yield value is almost twice as high as the estimated value (3.63 Mg·ha−1) for the same variety cultivated in the Flanders region (Belgium) and harvested at flowering time [12]. It is comparable to the yield of the other varieties they studied (mean equal to 5.68 Mg·ha−1). It is interesting to note that the field trial of this study was performed in a large plot (15,000 m2) and this should provide a more accurate estimation of the yield and reduce the field edge effects as the stem density was globally homogeneous. The effects of plant density on USO-31 stem morphology are in agreement with previous research reporting that plants grown at lower density tend to have thicker stems [11]. Vandepitte et al. (2020) targeted a plant density of 240 plants/m2 and obtained a stem diameter of 6.5 mm, whereas for a plant density of 275 plants/m2 in the present study, the measured diameter is 5.2 mm [12]. The stem height was identical in both studies.
Other studies conducted on the USO-31 variety have been reported in the literature under different growing conditions. Sankari (2000) found a stem yield of 4.70 Mg·ha−1 in Finland, and Adamovics et al. (2016) obtained a stem yield of 13.59 Mg·ha−1 in Latvia [32,33]. In both cases, hemp was grown at a higher latitude than Normandy and harvested when mature seeds appeared. Besides a lower stem yield, Sankari (2000) reported a lower stem length (132 cm) and a lower diameter (4.7 mm), whereas Adamovics et al. (2016) reported higher stem lengths, with the average among varieties varying between 258 cm and 318 cm depending on nitrogen supply. Both studies evidenced a clear positive correlation between plant height and stem yield. High and large stems are, however, not advised for textile applications since they favor the presence of secondary fibers, which are unwanted for producing fine yarns due to their lower length and itching problems that may arise. Hernandez et al. (2007) and Westerhuis et al. (2019) reported that the secondary fibers reach only up to the second or third internode as long as the plant is still below 225 cm height and/or 1 cm in stem diameter or the plant has not started to flower [18,19]. The height of the secondary fiber front is becoming higher with the increase in the weight of the plants. In addition, reducing the plant density and thus increasing the stem width induces an increase in the thickness of the secondary fiber layer [10].
The stem yields of the bottom part and the top part were, respectively, 3.90 Mg·ha−1 and 1.97 Mg·ha−1. A mixed part of the top and bottom parts, representing 0.84 Mg·ha−1 was also recovered. The mixed parts of the top and bottom parts that could not be separated mechanically should also be counted. The stem yield from the bottom portion was twice as high as the one from the top part. This tendency was also observed by Amaducci et al. (2008) in other varieties [10].
3.2.2. Fiber Extraction: Industrial Scutching
The total amount of stems from the field trial was scutched on the flax industrial line. Total fiber yield was 37.2%, including a long fiber yield of 17.4% (1.17 Mg·ha−1) and a short fiber (tows) yield of 19.8% (1.33 Mg·ha−1). These results were obtained by adjusting the settings of the flax scutching line for hemp extraction. Grégoire et al. (2021) studies revealed that an increase in the long fiber yield from 9.2% to 28.9% was possible at the lab scale after scutching by adjusting the feed and beating speeds to three times lower than those traditionally used in the industrial scutching module [30]. Moreover, very large quantities of long fibers were observed to fall in tows during industrial extraction using traditional settings. In this study, the reduction in speed has been adapted on an industrial scale. The transport chain speed and the first turbine speed were reduced by 25% and then fixed to 80 m·min−1 and 170 rpm, respectively. The decrease in speeds was low compared to that studied by Grégoire et al. (2021) and could be even more reduced to improve the long fiber yield and preserve the quality of the fibers [30]. However, the production rate of the line must be considered and cannot be reduced too much, as otherwise the cost of scutching would probably rise.
These results are consistent with previous studies on hemp fiber yields with an industrial scutching line. Musio et al. (2018) used an industrial flax scutching line with flax parameters for extracting dew-retted stems and found a long fiber yield ranged from 2.1% to 15.6% depending on varieties, while Vandepitte et al. (2020) found long fiber yields of 17.3% in average depending on varieties by using a flax scutching line with a reduction in turbine speed [12,34]. These results highlight the correlation between the increase in fiber yields and the reduction in the speed of the flax industrial chain.
The fiber extraction of the top and bottom parts was studied separately. The long fiber yield of the top part was 0.289 Mg·ha−1 and the bottom part was 0.769 Mg·ha−1. The bottom part gathered 73% of the long fiber production, whereas the top part had only 27%. In the previous part, it was indicated that the stem mass of the bottom part is twice as high as that of the top part (Figure 7). This is, of course, due to the fact that the diameter of the top part decreases as a function of the height of the plant. The respective total fiber yield is also higher in the bottom part than in the top part of the stems, at 39.5% and 32.1%, respectively. At that stage, a ton of bottom stems provide more fiber than the top part and could be valued at a different price. Moreover, the long fiber yield is higher in the bottom part than in the top part, 19.7% and 14.7%, respectively. Hence, for an equivalent mass of stem coming from the bottom part, higher quantities of fiber are expected to be extracted with a higher percentage of long fibers.
By using chemical extraction, the same distribution of long fibers between the top and bottom portions was reported by Amaducci et al. (2008) among a large range of varieties. Through manual decortication, Mediavilla et al. (2001) stated that approximately 54% of the fibers were accumulated in the bottom part, 34% in the middle, and only 12% in the top part of the stem [10,35].
3.3. Hemp Fiber Characterization
Hemp Fiber Level of Division: Fiber Thickness
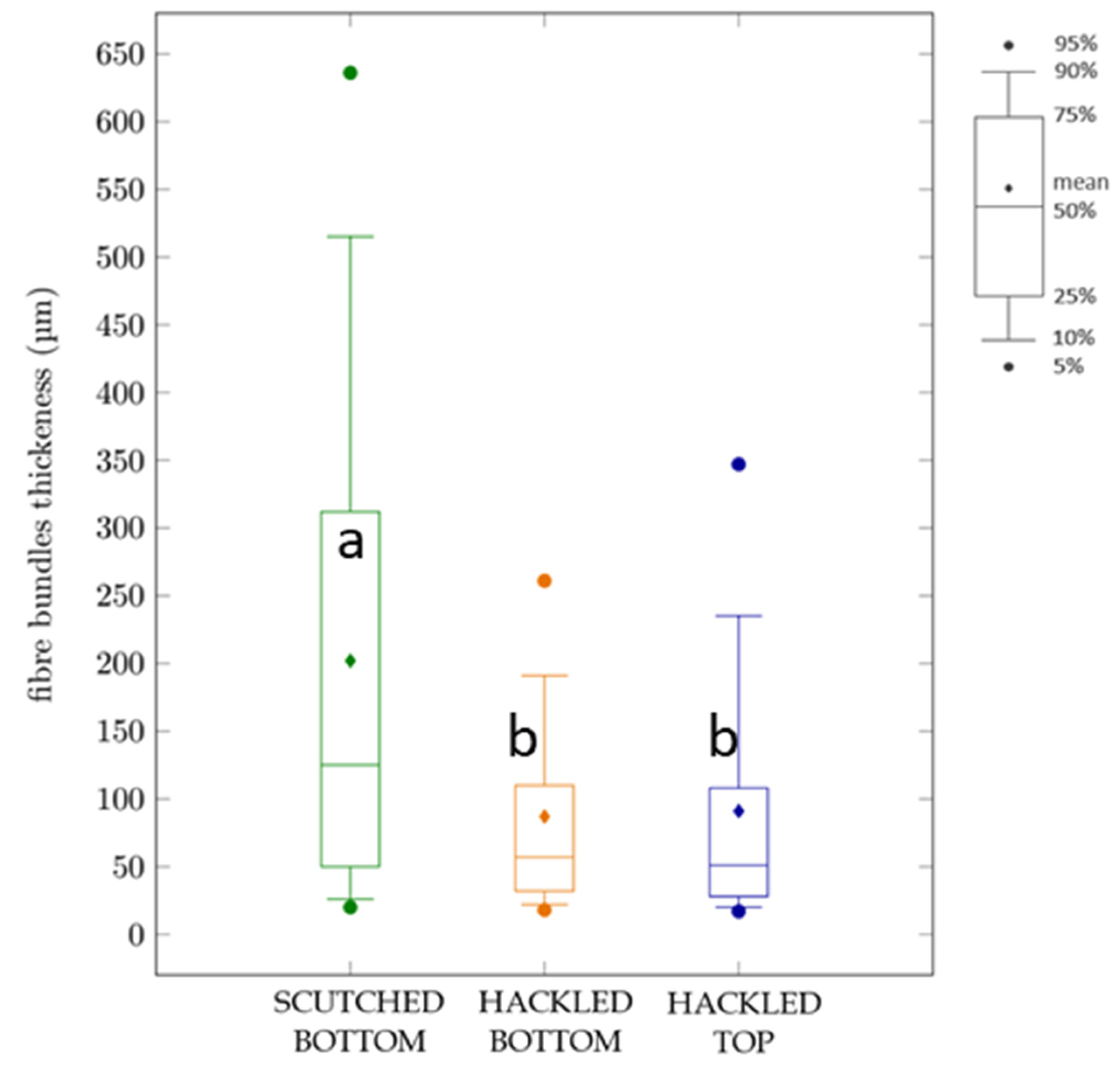
For the production of high-value fibers for textile applications, fiber thickness is an important trait when the objective is the manufacturing of fine yarns. To refine and parallelize the fibers, scutched fiber samples were hackled. On average, the hackling yield was close to 50%. This value is comparable to the study of Musio et al. (2018) using an industrial discontinuous hackling system [34]. They found a yield of hackling fibers of 48.5 ± 2.0% and showed that hackled fiber bundles were finer than scutched ones. In the present studies, the thickness was measured using the method described in Section 2.4 on hackled fibers to have a global representation of the fiber population. Figure 8 provides a statistical approach by representing the percentile points, quartile points, median, and arithmetic mean of the width distribution.
The fiber bundles from the top part present a wider distribution of thickness compared to the bottom part. A larger amount of coarse fiber bundles is obtained on the top part since 10% of the thickest fibers are over 235 µm for the top part and 191 µm for the bottom part. However, a larger amount of well-separated fibers or thin fiber bundles are obtained in the top part than in the bottom part since 50% of the fiber population in the top part reaches a diameter lower than 51 µm whereas it is 57 µm for the bottom part.
During spinning preparation, the largest fiber bundles will be separated since a doubling drawing system reduces the width of fiber bundles and removes the thickest ones. Müssig et Amaducci (2018) also compared the fiber bundle thickness at different heights in the stem with the Fibershape system and found that after chemical extraction and mechanical refinement, fewer coarser fiber bundles are obtained in the top part than the bottom part [16].
To introduce hemp fibers into the fashion textile sector, fibers should be suitable to form fine yarn. The majority of the demand on the market targets yarns between 24 Nm and 26 Nm. Nm is the number metric, which is the yarn length in meters per gram. The higher the Nm, the finer the yarn. The finer the yarns that can be spun, the higher the value of the material. The fibers were evaluated by experts on the basis of organoleptic tests typically used for controlling flax quality. Criteria such as homogeneity, aspect, and strength are assessed to estimate the divisibility (the potential for separation) of the fibers. According to first observations, the level of retting has an important impact on the divisibility, and unlike flax, the color of the hemp fibers seems to have little effect on the quality. According to a spinner evaluation, the fibers obtained after scutching are suitable to form yarns in the targeted range of 24 Nm to 26 Nm. This target was actually reached during yarn manufacturing tests performed at the Linificio e Canapificio company.
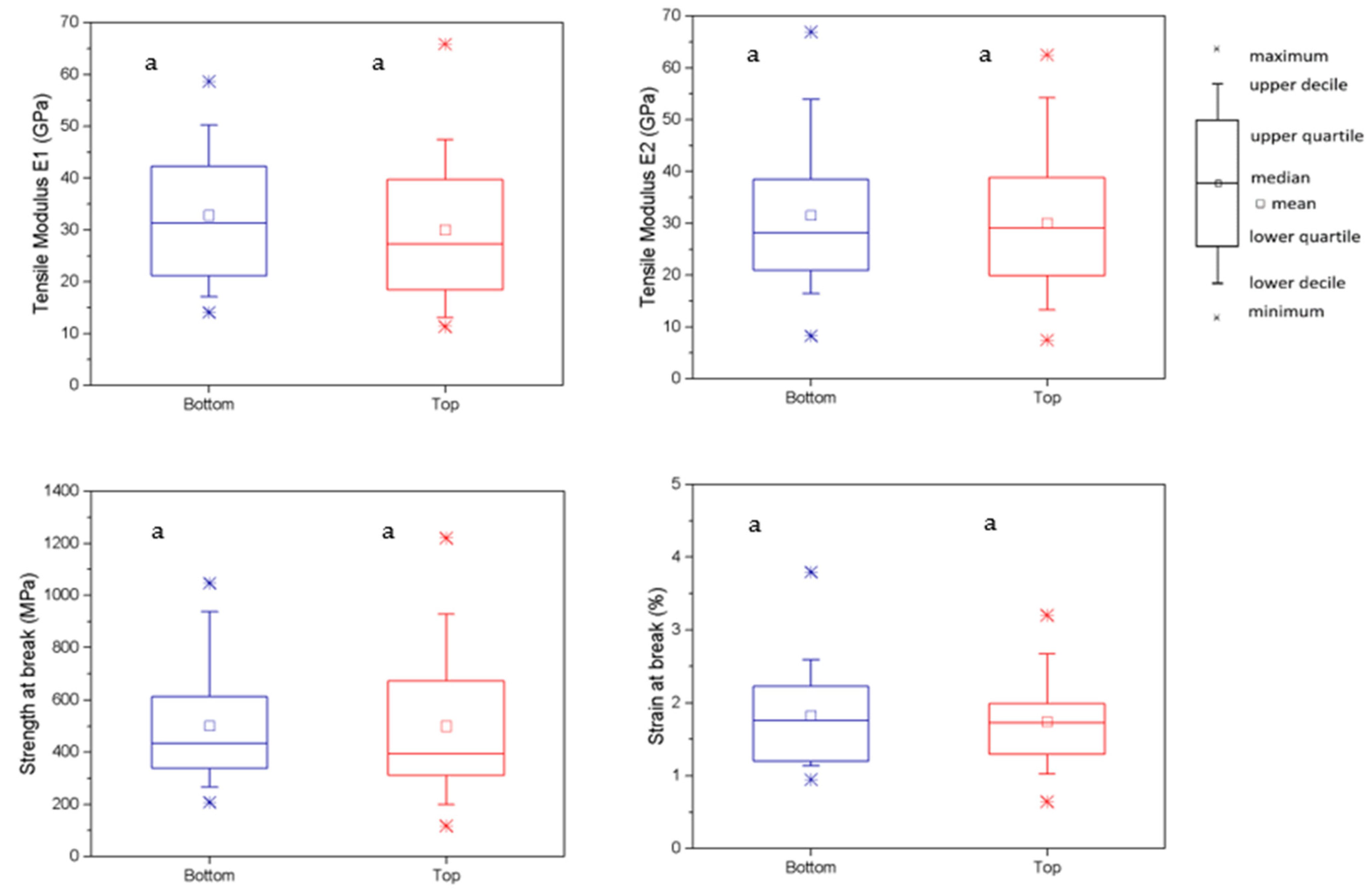
Tensile properties obtained from stress–strain curves (Figure 4) are other relevant parameters to consider when evaluating high-quality long fibers. Fiber strength is required in the spinning process to prevent fiber breakage. The tensile properties of individual fibers extracted from the top and bottom parts of stems are presented in Figure 9. The stress–strain curves of flax or hemp fibers may exhibit different tensile behaviors, either linear or non-linear. The non-linear behavior, typical of natural fibers, has been described in many studies and is attributed to the microfibrils realignments [36,37]. However, the stage of the stress–strain curve at which this phenomenon occurs is not well defined.
No significant differences are observed between the tensile properties of fibers extracted from the top and bottom parts. The strains at breaking point are equal to (1.8 ± 0.7)% and (1.7 ± 0.6)%, respectively, for the bottom and top portions, and the strengths at breaking point are similar with a higher dispersion for the top part (bottom: (501 ± 243) MPa, top: (500 ± 286) Mpa). The tensile modulus values are lower for the top part than for the bottom part, with tensile modulus E1 and E2 mean values both equal to (30.0 ± 14.4) GPa for the top on average and (32.2 ± 13.5) GPa for the bottom portion.
The comparison of tensile property values with those from the literature must be performed carefully, as the characterized object (elementary fibers or fiber bundles) may be different. The methods, the conditions, and the treatment may also have an important effect on the results. Table 1A gathers the tensile values of the variety USO-31 hemp fibers, while Table 1B shows the tensile values of different hemp varieties analyzed only on single fibers. The ultimate tensile strength in this study reaches lower values than the ones collected from the literature, and the tensile modulus values are also lower than expected. However, those values are suitable for textile applications and sufficient for spinning processing.
The values found in the present study can be a consequence of the industrial extraction process. During industrial scutching, damage to the fibers may be generated, and decreases in tensile properties may be observed [40,41]. Grégoire et al. (2021) found that the tensile properties of hemp fibers extracted using an industrial scutching line with traditional flax set-ups were 35% lower than the ones measured on fibers extracted using lab-scale equipment with softer process parameters [30]. The less aggressive the decortication step, the better the mechanical properties of the fibers [42]. One may therefore wonder if the relatively lower tensile properties mentioned in this work compared to the ones reported in the literature and mainly obtained on manually extracted fibers are due to a too severe extraction environment, even though values found by Grégoire et al. (2021) with more aggressive industrial settings were higher than the ones of the study.
Another parameter, such as the lack of maturity of the fibers, may also play an important role in explaining the medium tensile properties. An analysis of the fiber’s maturity was carried out. Maturation of the fibers proceeds from bottom to top and from the outer to the inner part of the stem with cell wall deposition and post-synthetic modification, and its evolution varies with agronomic practices [10,35,43]. Hemp-matured fibers are characterized by thick cell walls and a small lumen. Placet et al. (2012) showed that the modulus is dependent on the size of the lumen [39]. For a constant fiber diameter, an increase in the lumen size results in a decrease in the modulus values.
The cross-section of the stem in the bottom part was analyzed to get a visual notion of the cell wall thickness. The images shown in Figure 10 also illustrate that secondary fibers are not present in the stem. The lumens of the fibers are highly visible and represent a large proportion of the fiber area. This means that the fibers, even if harvested at full flowering, are not fully filled and are presumably not representative of fully matured fibers. The low thickness of the cell walls probably explains the modest tensile properties of the single fibers tested in this work.
3.4. Comparative Valorization of the Hemp Crop
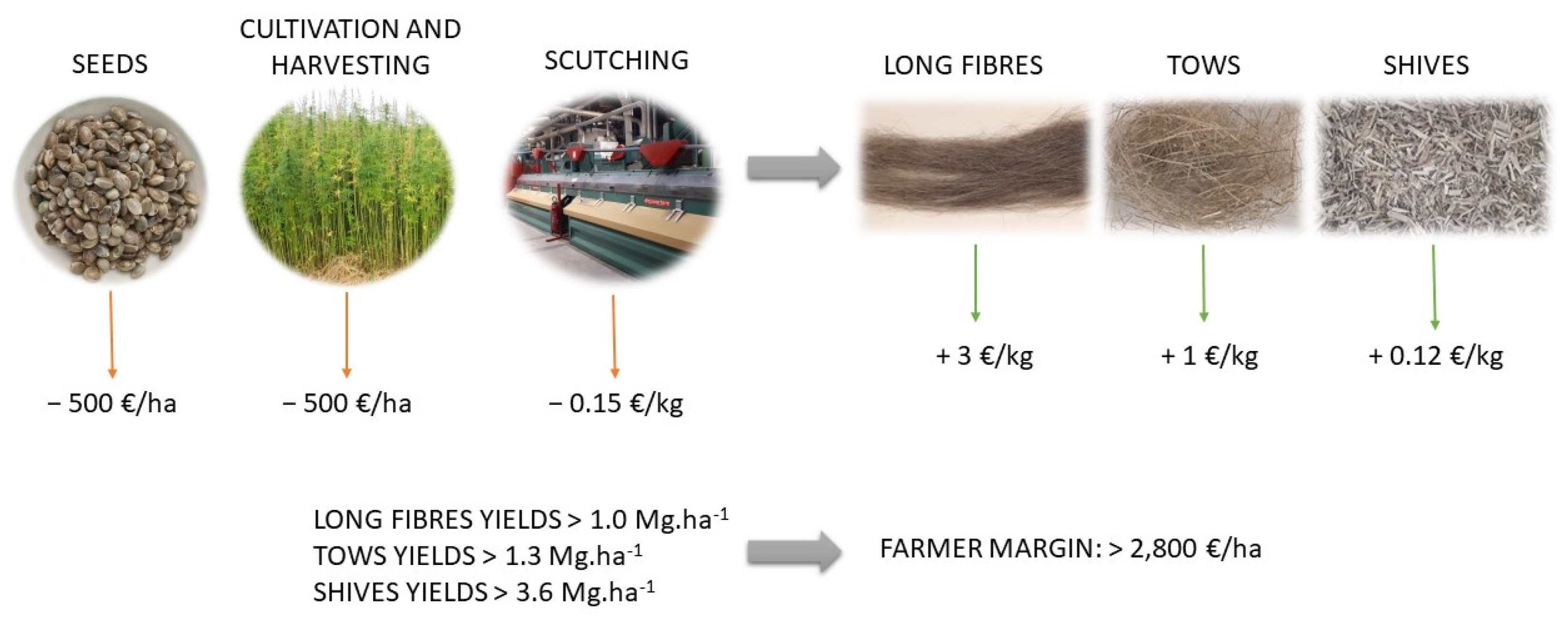
To complete the study of the industrial development of long hemp fibers in Normandy, an economic approach is relevant to determine if this cultivation is interesting and provides good income to farmers. The costs of cultivation and fiber extraction have been investigated. The prices chosen for this case study result from estimations based on the prices of long hemp fibers imported from the Chinese market. It is, of course, worth mentioning that prices can change over the years. On the same model as flax, hemp farmers would be paid according to the quantity and quality of long fibers, tows, and shives. The higher the quality, the higher the price. In this study, the price of the long fibers is estimated to be 3 €/kg based on 2020’s current Chinese market prices, independent of the quality of the fibers. A further investigation, considering the charges and the valorization of the co-products, provides a better illustration of the economic approach of long fiber production. It is summarized in Figure 11.
The cost of the seeds is evaluated at 500 €/ha, the cultivation and harvesting costs at 500 €/ha, and the scutching process at 150 €/tons. The co-products, tows and shives, are estimated to be 1 €/kg and 0.12 €/kg, respectively. In this study, the long fiber yield was 1.17 Mg·ha−1 of which 0.14 Mg·ha−1 were of low quality and were estimated to have a lower price equal to the tow price. By adding products and production costs, the global income (brut margin) per hectare is 2980 €.
By comparison with other crops grown in Normandy (Table 2) hemp cultivation for fibers may be highly profitable in this area. However, further assessment should be performed over several years to complete a fully reliable study of the yields and economic aspects.
4. Conclusions and Perspectives
The different elements proposed in this work demonstrate that the development of a textile-dedicated hemp value chain based on flax machinery and know-how is on its way and is close to being industrial. The present work demonstrates that industrial volumes of hemp fibers can be processed from the field into textile grade scutched long fibers. Of course, some of the machine elements, such as the hemp mowers or the disc cutters, are still machines that need to be improved, but these can be considered for small local productions. For larger production, a new industrial prototype was successfully used in 2022 for full-scale industrial harvesting. Beyond the global picture, the presented work showed that an early flowering hemp variety (USO-31) can be grown on a large field trial, harvested, and dew-retted with success. The experience of the dew-retting process combined with a very favorable climate is a clear advantage for Normandy farmers, who can also use a large part of the flax’s dedicated equipment, such as machines for returning and baling after the harvesting flax season. The dew-retted hemp straw showed fiber yields of 6.91 Mg·ha−1 with the bottom part representing about of stem mass. These were processed using flax scutching machines with adapted set-ups (reduced speeds) to obtain good compromises between long fiber yields and production yields. More than 1.17 Mg·ha−1 of long fibers were obtained in the frame of a crop that does not necessitate any phytosanitary treatment, and in this case, no fertilizer. The properties of fibers were shown to be highly sufficient for the requirements of the garment textile industry and particularly for the European spinning industry, which is in high demand from their clients for fine hemp yarns. The tensile properties were, however, lower than in previous studies and can be attributed to a lack of fiber maturity (bottom: (501 ± 243) MPa, top: (500 ± 286) MPa for tensile strength, and (30.0 ± 14.4) GPa for the top and (32.2 ± 13.5) GPa for the bottom portion for tensile modulus).
The study also demonstrated the interest in growing hemp from an economic point of view, as the cultivation of hemp by experienced flax farmers can lead to a high range of income in comparison to classical crops grown in the same area, and this case study therefore shows good prospects for the future large-scale introduction of hemp in Normandy.
Author Contributions
Conceptualization: L.P. and P.O. Methodology: N.R. and P.O. Formal analysis: L.P., N.R., E.D.L. and P.O. Investigation: L.P., N.R. and H.P. Data curation: L.P. Writing—original draft preparation: L.P. and P.O. Writing—review and editing: L.P., E.D.L. and P.O. Supervision: N.R., E.D.L. and P.O. Project administration: N.R. Funding acquisition: N.R. and P.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Agence de l’Eau Seine-Normandie (France) under grant of Lola Pinsard PhD project.
Data Availability Statement
No data available.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Small, E. Evolution and Classification of Cannabis sativa (Marijuana, Hemp) in Relation to Human Utilization. Bot. Rev. 2015, 81, 189–294. [Google Scholar] [CrossRef]
- Fike, J. Industrial Hemp: Renewed Opportunities for an Ancient Crop. Crit. Rev. Plant Sci. 2016, 35, 406–424. [Google Scholar] [CrossRef]
- Jarrige, F. Quand les eaux de rouissage débordaient dans la cité. In Débordements Industriels: Environnement, Territoire et Conflit (XVIIIe-XXIe Siècle); Letté, M., Le Roux, T., Eds.; Presses Universitaires de Rennes: Rennes, France, 2013; pp. 137–153. Available online: http://books.openedition.org/pur/111302 (accessed on 9 March 2021).
- van der Werf, H.M.; Turunen, L. The environmental impacts of the production of hemp and flax textile yarn. Ind. Crop. Prod. 2008, 27, 1–10. [Google Scholar] [CrossRef]
- European Environment Agency. Microplastics from Textiles: Towards A Circular Economy for Textiles in Europe; Publications Office of the European Union: Luxembourg, 2022; Available online: https://data.europa.eu/doi/10.2800/863646 (accessed on 15 June 2022).
- Ellen MacArthur Foundation. A New Textiles Economy: Redesigning Fashion’s Future. 2017. Available online: https://www.ellenmacarthurfoundation.org/assets/downloads/publications/A-New-Textiles-Economy_Full-Report_Updated_1-12-17.pdf (accessed on 9 March 2021).
- Linger, P.; Müssig, J.; Fischer, H.; Kobert, J. Industrial hemp (Cannabis sativa L.) growing on heavy metal contaminated soil: Fibre quality and phytoremediation potential. Ind. Crops Prod. 2002, 16, 33–42. [Google Scholar] [CrossRef]
- EIHA. Hemp Cultivation & Production in Europe in 2018. Available online: https://eiha.org/wp-content/uploads/2020/10/2018-Hemp-agri-report.pdf (accessed on 15 June 2022).
- InterChanvre. Le Chanvre Une Culture «Verte» Incroyable. Available online: https://www.interchanvre.org/documents/1.Interchanvre/202005_PPT_Le%20Chanvre.pdf (accessed on 15 June 2022).
- Amaducci, S.; Zatta, A.; Pelatti, F.; Venturi, G. Influence of agronomic factors on yield and quality of hemp (Cannabis sativa L.) fibre and implication for an innovative production system. Field Crop. Res. 2008, 107, 161–169. [Google Scholar] [CrossRef]
- Westerhuis, W. Hemp for Textiles: Plant Size Matters. Ph.D. Thesis, Wageningen University, Wageningen, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Vandepitte, K.; Vasile, S.; Vermeire, S.; Vanderhoeven, M.; Van der Borght, W.; Latré, J.; De Raeve, A.; Troch, V. Hemp (Cannabis sativa L.) for high-value textile applications: The effective long fiber yield and quality of different hemp varieties, processed using industrial flax equipment. Ind. Crop. Prod. 2020, 158, 112969. [Google Scholar] [CrossRef]
- Shen, C.; Liang, S.; Liang, J.; Liu, H.; Huang, J.; Tian, K.; Zhang, B.; Yin, G. Status of hemp field production mechanization and research thoughts for China’s hemp production areas. Int. Agric. Eng. J. 2020, 29, 194–204. [Google Scholar]
- Liu, M.; Fernando, D.; Daniel, G.; Madsen, B.; Meyer, A.S.; Ale, M.T.; Thygesen, A. Effect of harvest time and field retting duration on the chemical composition, morphology and mechanical properties of hemp fibers. Ind. Crop. Prod. 2015, 69, 29–39. [Google Scholar] [CrossRef]
- Amaducci, S.; Pelatti, F.; Bonatti, P.M. Fibre Development in Hemp (Cannabis sativa L.) as Affected by Agrotechnique. J. Ind. Hemp. 2005, 10, 31–48. [Google Scholar] [CrossRef]
- Müssig, J.; Amaducci, S. Scanner based image analysis to characterise the influence of agronomic factors on hemp (Cannabis sativa L.) fibre width. Ind. Crop. Prod. 2018, 113, 28–37. [Google Scholar] [CrossRef]
- Abot, A. Caractérisation des Fibres Longues de Chanvre (Cannabis sativa) en Vue de Leurs Utilisations dans des Matériaux Composites. Ph.D. Thesis, University of Poitiers, Poitiers, France, 2010. [Google Scholar]
- Hernandez, A.; Westerhuis, W.; Van Dam, J.E.G. Microscopic Study on Hemp Bast Fibre Formation. J. Nat. Fibers 2007, 3, 1–12. [Google Scholar] [CrossRef]
- Westerhuis, W.; van Delden, S.; van Dam, J.; Marinho, J.P.; Struik, P.; Stomph, T. Plant weight determines secondary fibre development in fibre hemp (Cannabis sativa L.). Ind. Crop. Prod. 2019, 139, 111493. [Google Scholar] [CrossRef]
- Jankauskienė, Z.; Butkutė, B.; Gruzdevienė, E.; Cesevičienė, J.; Fernando, A.L. Chemical composition and physical properties of dew- and water-retted hemp fibers. Ind. Crop. Prod. 2015, 75, 206–211. [Google Scholar] [CrossRef]
- Mazian, B.; Bergeret, A.; Benezet, J.-C.; Malhautier, L. A Comparative Study of the Effect of Field Retting Time on the Properties of Hemp Fibres Harvested at Different Growth Stages. Fibers 2019, 7, 108. [Google Scholar] [CrossRef]
- Chambre d’Agriculture Normandie. Le Lin en Normandie 2019. Available online: https://normandie.chambres-agriculture.fr/ (accessed on 7 February 2022).
- Statistiques FAO. Production, Quantité—Lin, Fibres et Etoupe. February 2022. Available online: https://www.fao.org/faostat/fr/#data/QCL (accessed on 16 July 2022).
- The European Confederation of Flax and Hemp (CELC). Baromètre du Lin 2021. Available online: http://news.europeanflax.com/wp-content/uploads/2021/06/DP_WEB_FR.pdf (accessed on 16 July 2022).
- Struik, P.C.; Amaducci, S.; Bullard, M.J.; Stutterheim, N.C.; Venturi, G.; Cromack, H.T.H. Cromack. Agronomy of fibre hemp (Cannabis sativa L.) in Europe. Ind. Crops Prod. 2000, 11, 107–118. [Google Scholar] [CrossRef]
- Amaducci, S.; Errani, M.; Venturi, G. Plant Population Effects on Fibre Hemp Morphology and Production. J. Ind. Hemp 2002, 7, 33–60. [Google Scholar] [CrossRef]
- Adesina, I.; Bhowmik, A.; Sharma, H.; Shahbazi, A. A Review on the Current State of Knowledge of Growing Conditions, Agronomic Soil Health Practices and Utilities of Hemp in the United States. Agriculture 2020, 10, 129. [Google Scholar] [CrossRef]
- Réquilé, S.; Mazian, B.; Grégoire, M.; Musio, S.; Gautreau, M.; Nuez, L.; Day, A.; Thiébeau, P.; Philippe, F.; Chabbert, B.; et al. Exploring the dew retting feasibility of hemp in very contrasting European environments: Influence on the tensile mechanical properties of fibres and composites. Ind. Crop. Prod. 2021, 164, 113337. [Google Scholar] [CrossRef]
- Bleuze, L.; Chabbert, B.; Lashermes, G.; Recous, S. Hemp harvest time impacts on the dynamics of microbial colonization and hemp stems degradation during dew retting. Ind. Crop. Prod. 2020, 145, 112122. [Google Scholar] [CrossRef]
- Grégoire, M.; Bar, M.; De Luycker, E.; Musio, S.; Amaducci, S.; Gabrion, X.; Placet, V.; Ouagne, P. Comparing flax and hemp fibres yield and mechanical properties after scutching/hackling processing. Ind. Crop. Prod. 2021, 172, 114045. [Google Scholar] [CrossRef]
- Garat, W.; Corn, S.; Le Moigne, N.; Beaugrand, J.; Bergeret, A. Analysis of the morphometric variations in natural fibres by automated laser scanning: Towards an efficient and reliable assessment of the cross-sectional area. Compos. Part A Appl. Sci. Manuf. 2018, 108, 114–123. [Google Scholar] [CrossRef]
- Sankari, H.S. Comparison of bast fibre yield and mechanical fibre properties of hemp (Cannabis sativa L.) cultivars. Ind. Crops Prod. 2000, 11, 73–84. [Google Scholar] [CrossRef]
- Adamovics, A.; Ivanovs, S.; Stramkale, V. Investigations about the impact of norms of the fertilisers and cultivars upon the crop capacity biomass of industrial hemp. Agron. Res. 2016, 14, 641–649. [Google Scholar]
- Musio, S.; Müssig, J.; Amaducci, S. Optimizing hemp fiber production for high performance composite applications. Front. Plant Sci. 2018, 9, 1702. [Google Scholar] [CrossRef] [PubMed]
- Mediavilla, V.; Leupin, M.; Keller, A. Influence of the growth stage of industrial hemp on the yield formation in relation to certain fibre quality traits. Ind. Crop. Prod. 2001, 13, 49–56. [Google Scholar] [CrossRef]
- Placet, V.; Cissé, O.; Boubakar, M.L. Nonlinear tensile behaviour of elementary hemp fibres. Part I: Investigation of the possible origins using repeated progressive loading with in situ microscopic observations. Compos. Part A Appl. Sci. Manuf. 2014, 56, 319–327. [Google Scholar] [CrossRef]
- Duval, A.; Bourmaud, A.; Augier, L.; Baley, C. Influence of the sampling area of the stem on the mechanical properties of hemp fibers. Mater. Lett. 2011, 65, 797–800. [Google Scholar] [CrossRef]
- Marrot, L.; Lefeuvre, A.; Pontoire, B.; Bourmaud, A.; Baley, C. Analysis of the hemp fiber mechanical properties and their scattering (Fedora 17). Ind. Crop. Prod. 2013, 51, 317–327. [Google Scholar] [CrossRef]
- Placet, V.; Trivaudey, F.; Cisse, O.; Gucheret-Retel, V.; Boubakar, M.L. Diameter dependence of the apparent tensile modulus of hemp fibres: A morphological, structural or ultrastructural effect? Compos. Part A Appl. Sci. Manuf. 2012, 43, 275–287. [Google Scholar] [CrossRef]
- Placet, V.; Day, A.; Beaugrand, J. The influence of unintended field retting on the physicochemical and mechanical properties of industrial hemp bast fibres. J. Mater. Sci. 2017, 52, 5759–5777. [Google Scholar] [CrossRef]
- Richely, E.; Durand, S.; Melelli, A.; Kao, A.; Magueresse, A.; Dhakal, H.; Gorshkova, T.; Callebert, F.; Bourmaud, A.; Beaugrand, J.; et al. Novel Insight into the Intricate Shape of Flax Fibre Lumen. Fibers 2021, 9, 24. [Google Scholar] [CrossRef]
- Müssig, J.; Amaducci, S.; Bourmaud, A.; Beaugrand, J.; Shah, D.U. Transdisciplinary top-down review of hemp fibre composites: From an advanced product design to crop variety selection. Compos. Part C Open Access 2020, 2, 100010. [Google Scholar] [CrossRef]
- Chernova, T.; Mikshina, P.; Salnikov, V.; Ibragimova, N.; Sautkina, O.; Gorshkova, T. Development of distinct cell wall layers both in primary and secondary phloem fibers of hemp (Cannabis sativa L.). Ind. Crop. Prod. 2018, 117, 97–109. [Google Scholar] [CrossRef]
- CERFRANCE. Etude Annuelle Cultures Calvados Récolte 2019. Available online: www.cerfrance.fr. (accessed on 7 February 2022).
Figure 1.
Machines for hemp cultivation. (A,B): Single-bar mower. (C): Cutting disc machine. (D): Flax returning machine. (E): Flax baling machine.
Figure 1.
Machines for hemp cultivation. (A,B): Single-bar mower. (C): Cutting disc machine. (D): Flax returning machine. (E): Flax baling machine.

Figure 2.
Fiber extraction machines. (A): Industrial flax scutching line from “Coopérative Linière du Nord de Caen”. (B): Lab-scale hackling lines from Laboratoire Génie de Production in Tarbes.
Figure 2.
Fiber extraction machines. (A): Industrial flax scutching line from “Coopérative Linière du Nord de Caen”. (B): Lab-scale hackling lines from Laboratoire Génie de Production in Tarbes.

Figure 3.
High-resolution Reflecta scanner connected to Silverfast and Fibershape software.

Figure 4.
A tensile stress–strain curve of an elementary hemp fiber, with the representation of two intervals used for the calculation of tensile moduli E1 and E2.
Figure 4.
A tensile stress–strain curve of an elementary hemp fiber, with the representation of two intervals used for the calculation of tensile moduli E1 and E2.

Figure 5.
Precipitation, relative humidity, and daily average temperature in the field trial location during the period of growth of the hemp plants (78 days) and field retting (27 days).
Figure 5.
Precipitation, relative humidity, and daily average temperature in the field trial location during the period of growth of the hemp plants (78 days) and field retting (27 days).

Figure 6.
Frequency distribution of stem diameter.

Figure 7.
Stem and fiber yields following industrial harvesting and scutching. Statistical Student test: letter a indicates no significant difference; letter b indicates a significant difference.
Figure 7.
Stem and fiber yields following industrial harvesting and scutching. Statistical Student test: letter a indicates no significant difference; letter b indicates a significant difference.

Figure 8.
Width distribution of scutched fiber bundles and hackled fiber bundles from the bottom and top parts of the stems. Statistical Student test: letter a indicates no significant difference, and letter b indicates a significant difference.
Figure 8.
Width distribution of scutched fiber bundles and hackled fiber bundles from the bottom and top parts of the stems. Statistical Student test: letter a indicates no significant difference, and letter b indicates a significant difference.

Figure 9.
Tensile properties of single fibers. Bottom and top parts. Statistical Student test: letter a indicates no significant difference between the bottom and top parts.
Figure 9.
Tensile properties of single fibers. Bottom and top parts. Statistical Student test: letter a indicates no significant difference between the bottom and top parts.

Figure 10.
Images of a cross-section of a peripheral part of a stem, including a: epidermis, b: bast fibers, c: xylem (A), fiber bundles (B), and a single fiber (C).
Figure 10.
Images of a cross-section of a peripheral part of a stem, including a: epidermis, b: bast fibers, c: xylem (A), fiber bundles (B), and a single fiber (C).

Figure 11.
Schematic view of the production costs and farmer income in the case of 2020 harvest and market price.
Figure 11.
Schematic view of the production costs and farmer income in the case of 2020 harvest and market price.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Tensile properties of hemp fibers. A: with USO-31 variety; B: on single fibers only.
| Authors | Hemp Variety | Testing Conditions | Tensile Modulus E (GPa) | Strength at Break (MPa) | Strain at Break (%) | |
|---|---|---|---|---|---|---|
| A | Vandepitte et al., 2020 [12] | USO-31 | fibers bundle | - | 597 | - |
| Liu et al., 2015 [14] | USO-31 | fibers bundle | 34.9 ± 4.4 | 954 ± 162 | 6.2 ± 1.2 | |
| Sankari, 2000 [32] | USO-31 | fibers bundle | - | 860 ± 670 | 4.3 ± 4.4 | |
| B | Marrot et al., 2013 [38] | Fedora 17 | single fiber | 35.5 ± 17.3 | 889 ± 472 | 2.6 ± 2.2 |
| Placet et al., 2012 [39] | - | single fiber | 24.7 ± 11.4 | 636 ± 253 | 2.1 ± 0.7 | |
| Grégoire et al., 2021 [30] | Futura 75 | single fiber | 49 ± 19 | 875 ± 367 | - | |
| This study | USO 31 | single fiber | 32.2 ± 13.5 | 500 ± 286 | 1.7 ± 0.6 |
Table 2.
Brut margin of main crops in Calvados, Normandy, in 2018 and 2019 per hectare (ha) [44].
Table 2.
Brut margin of main crops in Calvados, Normandy, in 2018 and 2019 per hectare (ha) [44].
| Crop | 2019 (€) | 2018 (€) |
|---|---|---|
| Wheat | 1013 | 870 |
| Rapeseed | 834 | 685 |
| Barley | 641 | 698 |
| Maize | 615 | 711 |
| Linen fiber | 1762 | 2294 |
| Sugar beet | 1314 | 1082 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pinsard, L.; Revol, N.; Pomikal, H.; De Luycker, E.; Ouagne, P. Production of Long Hemp Fibers Using the Flax Value Chain. Fibers 2023, 11, 38. https://doi.org/10.3390/fib11050038
AMA Style
Pinsard L, Revol N, Pomikal H, De Luycker E, Ouagne P. Production of Long Hemp Fibers Using the Flax Value Chain. Fibers. 2023; 11(5):38. https://doi.org/10.3390/fib11050038
Chicago/Turabian StylePinsard, Lola, Nathalie Revol, Henri Pomikal, Emmanuel De Luycker, and Pierre Ouagne. 2023. "Production of Long Hemp Fibers Using the Flax Value Chain" Fibers 11, no. 5: 38. https://doi.org/10.3390/fib11050038
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.